 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Nøgler til inspektionsmetoder for bilindustriens dies holdbarhed

TL;DR
Effektiv inspektion af automobilstemple kræver en omfattende strategi, der kombinerer flere teknikker. Processen strækker sig fra grundlæggende manuelle metoder såsom visuelle og berøringsbaserede tests til avanceret, præcisionsnøjagtig metrologi ved brug af koordinatmålemaskiner (CMM) og 3D-scanning for absolut dimensionspræcision. Derudover er ikke-destruktiv testning (NDT) afgørende for at vurdere stamplets interne materialeintegritet uden at forårsage skade, hvilket sikrer både kvalitet og levetid.
Grundlæggende inspektionsmetoder: Manuelle og visuelle teknikker
Den første linje i kvalitetskontrollen af bilindustriens stålskærere ligger i grundlæggende manuelle og visuelle inspektionsmetoder. Disse metoder er omkostningseffektive, hurtige og fungerer som en afgørende indledende kontrol, inden der anvendes mere komplekse teknologier. Visuel inspektion er den mest direkte metode og bruges til at identificere makroskopiske defekter og eventuelle åbenlyse unormaliteter i stansdelene eller selve skæreren. Den bygger på en trænet inspektørs øje for at opdage problemer, der kan kompromittere slutproduktets kvalitet.
Ud over grundlæggende visuelle tjek giver flere taktil og forbedrede visuelle metoder en dybere indsigt. 'Berøringsprøven' indebærer, at en erfaren inspektør ifører sig handsker og føler på dies' overflade for at opdage subtile uregelmæssigheder, som måske ikke umiddelbart er synlige. For at finde små punkteringer eller bølger er 'oliebelægningsinspektion' meget effektiv; et tyndt, jævnt lag olie påføres dies' overflade og undersøges under stærkt lys, hvilket fremhæver små fejl. En anden teknik er at polere overfladen med fleksibelt gaze eller en slippestens, hvilket kan afsløre svært-att-se pitter, indtrykninger og andre overfladefejl ved at observere, hvordan materialet reagerer på slibevirkningen.
En standardmæssig visuel inspektionsrutine er en afgørende del af støvlevedligeholdelse. Før hver produktion bør der udføres en grundig kontrol i et godt oplyst miljø, ofte med forstørrelsesværktøjer, for at sikre, at støvlen er fri for forurening og skader. Nøglepunkter omfatter undersøgelse af hele overfladen for revner, sprækker eller misfarvning samt særlig opmærksomhed på arbejdsflader og kanter for tegn på slid eller afrunding, ofte kaldet mushrooming. Denne proaktive tilgang hjælper med at opdage potentielle problemer i tide, undgår kostbar nedetid og sikrer konsekvent delkvalitet.
| Teknik | Primær formål | Nøgelskader registreret | Begrænsninger |
|---|---|---|---|
| Visuel inspektion | Identificer åbenlyse, makroskopiske defekter | Revner, misfarvning, korrosion, belægning | Kan ikke registrere interne eller mikroskopiske fejl; afhænger af inspektørens færdigheder |
| Touch Test | Registrer subtile overfladefejl | Små indtrykninger, ujævne overflader | Meget afhængig af inspektørens erfaring og sans for detaljer |
| Oliefilm-inspektion | Fremhæv meget små overfladefejl | Små punkteringer, bugninger, flade indtryk | Kræver en ren overflade og passende belysning for at virke effektivt |
| Honeslips-/gauspolering | Afslører huller og indtryk | Huller, indtryk, overfladeruhed | Kan være abrasiv; skal bruges omhyggeligt for at undgå ændring af stempeloverfladen |
Højpræcisionsmetrologi: CMM og 3D-scanning
Inden for industrier som bilproduktion, hvor præcision er uomgængelig, følges grundlæggende kontrolforanstaltninger op med avanceret metrologi. Højpræcise værktøjer kræver verifikation ved hjælp af sofistikerede instrumenter for at sikre, at alle dele opfylder nøjagtige specifikationer. Koordinatmålemaskiner (CMM) har længe været et fast element til dette formål. En CMM bruger en sonde til at indsamle præcise datapunkter på et stempels overflade, som derefter sammenlignes med den originale CAD-model for at verificere geometriske tolerancer og dimensionel nøjagtighed. Denne metode er ekstremt nøjagtig til validering af kritiske dimensioner.
I de senere år er 3D-scanning blevet et kraftfuldt alternativ og supplement til CMM'er. I modsætning til CMM'ens punktbaserede dataindsamling registrerer en 3D-scanner millioner af datapunkter for at skabe en komplet, højt detaljeret digital model af værkstedets hele overflade. Disse omfattende overfladedata gør det muligt at oprette detaljerede 3D-inspektionsrapporter, ofte vist som farvekort (kromatogrammer), der tydeligt viser eventuelle afvigelser fra konstruktionspecifikationerne. Dette gør det lettere at identificere subtile forvrængninger, overfladedefekter eller slid, som måske overses ved punktbaserede målinger.
Arbejdsgangen for en præcisionsinspektion indebærer typisk flere nøglegener. Først indsamles dataene, enten via CMM-måling eller 3D-scanning. De rå data behandles derefter og justeres i forhold til den originale CAD-konstruktion. Endelig udføres en detaljeret analyse for at identificere eventuelle områder, der ligger uden for de angivne tolerancer. Virksomheder, der specialiserer sig i fremstilling af højkvalitetsværktøj, såsom Shaoyi (Ningbo) Metal Technology Co., Ltd. , bruger disse avancerede metrologimetoder og CAE-simuleringer for at sikre, at deres skræddersyede støbeforme til bilindustrien opfylder de strenge IATF 16949-standarder, som OEM'er og Tier 1-leverandører kræver.
| Funktion | Koordinatmålingsmaskine (CMM) | 3D Scanning |
|---|---|---|
| Metode til indsamling af data | Fysisk sondetip rør ved specifikke punkter | Kontaktfri optisk scanning eller laserscanning indsamler millioner af punkter |
| Data rigdom | Giver meget nøjagtige data for specifikke, prædefinerede punkter | Opretter en komplet, tæt 3D-model af hele overfladen |
| Hastighed | Langsommer, da den måler punkt for punkt | Hurtigere, indsamler store overfladearealer hurtigt |
| Bedst til | Bekræftelse af kritiske dimensioner, geometriske tolerancer og prismeformede figurer | Inspektion af komplekse overflader, identifikation af forvrængninger og oprettelse af farvekort over afvigelser |
Analyse af materialeintegritet: Dekstruktiv vs. ikke-destruktiv testning (NDT)
Ud over dimensionel nøjagtighed er den strukturelle integritet af et automobildies materiale afgørende. Der findes to primære tilgange til at vurdere dette: destruktiv og ikke-destruktiv testning. Destruktiv testning indebærer, som navnet antyder, at man fysisk ødelægger en prøve for at måle dennes egenskaber, såsom materialestyrke. Dette kan omfatte brudning, savning eller knusning af støbningen i områder, hvor fejl som hulrum formodes. Selvom det giver entydige data om en prøves grænser, er hovednachtrien, at den testede del bliver ubrugelig, hvilket betyder, at det kun kan udføres på et lille antal prøver og ikke på hver enkelt komponent.
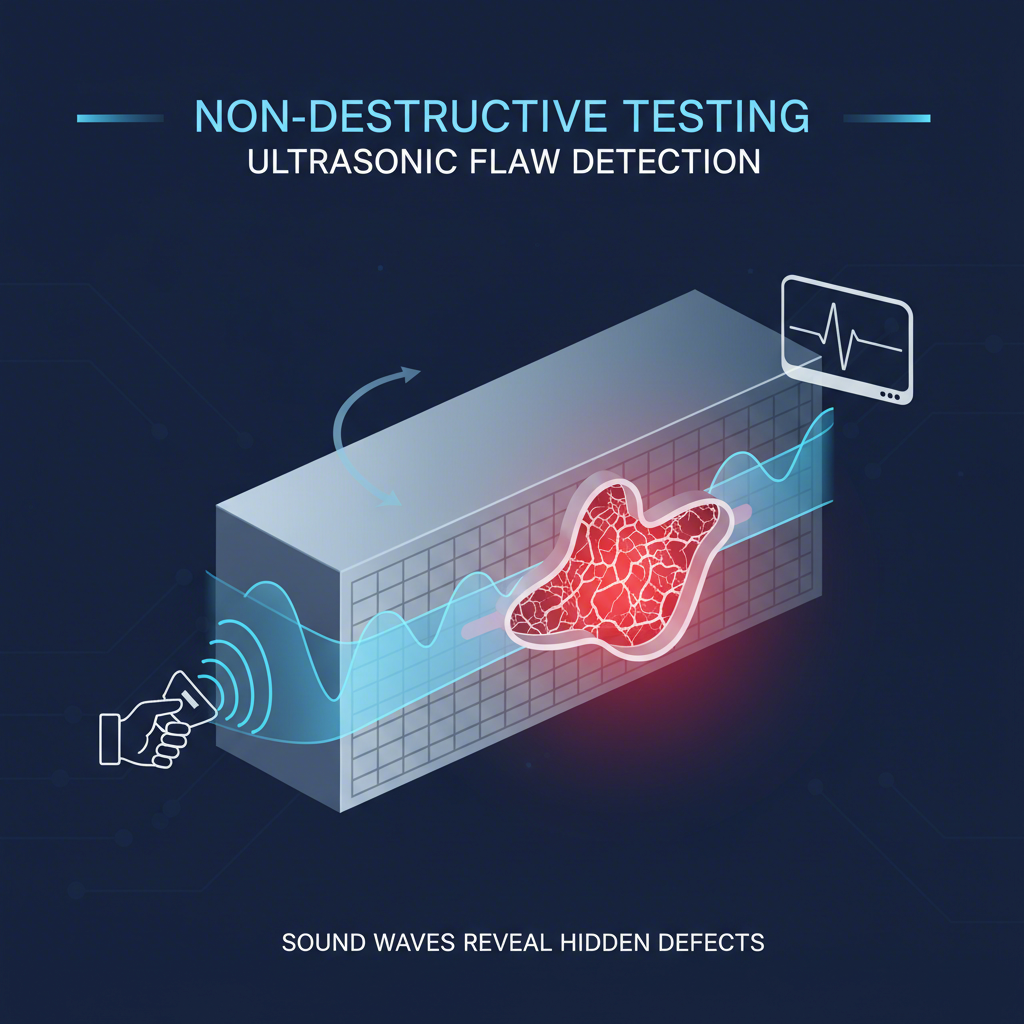
For at overkomme denne begrænsning, foretrækkes ikkedestruktiv testning (NDT) i vid udstrækning til kvalitetssikring i støbeforme. NDT-metoder giver inspektører mulighed for at undersøge en form for indre eller overfladiske fejl uden at forårsage skade, hvilket gør det muligt at inspicere 100 % af kritiske komponenter. Disse teknikker er afgørende for at identificere skjulte defekter, som kunne føre til katastrofale fejl under produktionen. De giver et indblik i materialets indre struktur og sikrer, at det er frit for uregelmæssigheder, der kunne kompromittere dets ydeevne under enormt tryk.
Flere NDT-metoder er særlig relevante for automobilstøbeforme. Magnetisk partikeltesting anvendes på ferromagnetiske materialer som jern og stål til at registrere revner på overfladen og lige under overfladen. Emnet magnetiseres, og fine jernpartikler påføres; eventuelle revner vil forstyrre det magnetiske felt, så partiklerne samler sig og afslører fejlen. For ikke-magnetiske materialer Penetranttestning anvendes. En farvet eller fluorescerende væskefarve påføres overfladen, hvilket trænger ind i eventuelle revner. Når det overskydende er tørret af, påføres en udvikler, der suger penetranten ud og gør revnen synlig. For at finde indre fejl Ultraske Test bruger højfrekvente lydbølger, som bevæger sig gennem materialet og reflekteres fra eventuelle defekter eller bagsiden, så teknikere kan lokalisere og måle indre hulrum eller inneslutninger.
Vurdering af støbeformstilstand og vedligeholdelse: Sikring af levetid og ydeevne
Inspektionsprocessen slutter ikke, når en støbeform først er taget i brug. En systematisk vurdering af brugte støbeforme er afgørende for at opretholde ydeevnen, sikre produktkvaliteten og forlænge værktøjets levetid. Tilstandsbedømmelse er en proaktiv proces, hvor brugte støbeforme vurderes for at identificere slid og skader, inden de fører til produktionsfejl. Dette indebærer en kombination af visuelle og dimensionelle kontroller, som udføres på nye støbeforme, men med særlig fokus på virkningerne af driftsbelastning over tid.
Når man inspicerer en brugt stans, er flere nøglepunkter afgørende. En grundig overfladeundersøgelse, ofte under forstørrelse, er nødvendig for at identificere almindelige defekter, der opstår pga. gentagen brug. Disse inkluderer:
- Afskalning og revner: Ofte forårsaget af overdreven kraft eller ukorrekt justering.
- Galling: Overfladeskade forårsaget af friktion og materialeoverførsel mellem punkt og stans.
- Slid og svulmning: Afrunding eller deformation af arbejdskanter og spidser pga. høj belastning.
- Pitting og korrosion: Overfladedegradation, der kan påvirke delenes finish og stansens integritet.
Et omfattende vedligeholdelsesprogram er afgørende for at mindske disse problemer. Et klart sæt af bedste praksis kan forhindre tidlig svigt og reducere kostbar nedetid. Korrekt vedligeholdelse sikrer, at værktøjet fortsat fungerer inden for de angivne tolerancer og producerer konsekvente og kvalitetsfulde dele gennem hele sin levetid. At følge en struktureret rutine hjælper med at opdage problemer i et tidligt stadie, så der kan foretages rettidige reparationer eller udskiftning, og derved beskytte den betydelige investering, som et kvalitetsværktøj repræsenterer.
- Regelmæssig rengøring: Rengør grundigt værktøjer med passende opløsningsmidler for at fjerne olie, rester eller fastholdt materiale før og efter brug.
- Planlagte inspektioner: Indfør en fast tidsplan for visuelle og dimensionelle inspektioner, for eksempel efter et bestemt antal produktionscyklusser.
- Adekvat smøring: Sørg for tilstrækkelig smøring under drift for at minimere friktion og forhindre skæring.
- Nøjagtig dokumentation: Vedligehold detaljerede optegnelser over alle inspektioner, vedligeholdelsesaktiviteter og reparationer. Denne historik hjælper med at identificere gentagne problemer og støtter beslutninger om genopbygning eller udskiftning.
- Korrekt opbevaring: Opbevar værktøjer i et rent, tørt miljø med en beskyttende belægning for at forhindre korrosion, når de ikke er i brug.
En strategisk tilgang til værktøjskvalitet og levetid
At sikre kvaliteten og ydeevnen af bilværktøjer er ikke én enkelt handling, men en kontinuerlig, flerlaget proces. Den starter med grundlæggende visuelle og manuelle tjek for at opdage åbenlyse fejl og skrider frem mod højpræcisionsmåling som CMM og 3D-scanning for at garantere overholdelse af stramme konstruktions tolerancer. Denne kombination sikrer, at et værktøj er dimensionsmæssigt perfekt, inden det nogensinde går i produktion.
Desuden bekræfter fokus på materialeintegritet gennem både ikke-destruktiv og, når det er nødvendigt, destruktiv test, at støbeværktøjet er strukturelt sikkert og i stand til at modstå de ekstreme kræfter ved stansoperationer. Endelig er et strengt vurderings- og vedligeholdelsesprogram under drift nøglen til at maksimere værktøjets levetid og sikre konsekvent output. Ved at integrere disse forskellige inspektionsmetoder i en samlet kvalitetssikringsstrategi kan producenter forhindre defekter, minimere nedetid og med tillid fremstille automobiler af høj kvalitet.
Ofte stillede spørgsmål
1. Hvad er de 4 metoder til inspektion?
I en bred kvalitetsstyringskontekst kategoriseres inspektion ofte i fire hovedtyper baseret på produktionsfasen: Forproduktionsinspektion (tjek af råmaterialer), Inspektion under produktion (overvågning af produktionsstart), Forsendelsesinspektion (endelig kontrol af færdige varer, inden de forlader fabrikken) og Containerlåsningsovervågning. Når det specifikt henviser til teknisk inspektion af et emne som en automobildør, kan metoderne opdeles i kategorier som Visuel inspektion, Dimensionsmæssig inspektion (Metrologi), Materialeprøvning (NDT/Destruktiv) og Funktionsprøvning.
2. Hvor mange faser er der i visuel inspektion inden for NDT?
I forbindelse med ikke-destruktiv testning (NDT), især for processer som svejsning, som deler principper med formningsproduktion og -vedligeholdelse, udføres visuel inspektion typisk i tre nøglefaser. Disse er: før processen begynder (f.eks. kontrol af materialer og opsætning), under processen (overvågning for umiddelbare problemer) og efter at processen er afsluttet (inspektion af det endelige produkt for overfladedefekter). Denne flertrinsindsats sikrer, at kvaliteten opretholdes gennem hele livscyklussen.