 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hvordan højtydende støbning driver automobilinnovation

TL;DR
Højtydende automobilstøbning er en produktionsproces, hvor smeltet metal, såsom aluminium eller zink, presses ind i en form under ekstremt højt tryk. Denne metode producerer stærke, lette og yderst præcise komponenter, som er afgørende for moderne køretøjer. Teknologien er nøglen til at forbedre brændstofeffektiviteten, forøge den samlede ydelse og muliggøre de avancerede designs, der kræves for både forbrændingsmotorer (ICE) og elbiler (EVs).
Forståelse af højtydende automobilstøbning
Automobil die casting er en grundlæggende produktionsproces, der skaber komplekse og dimensionelt præcise metaldele ved at presse smeltet metal ind i en genbrugelig stålskal, kendt som en form. I højtydende applikationer forbedres denne proces for at producere komponenter, der opfylder strenge krav til styrke, vægt og præcision. Anvendelsen af højt tryk sikrer, at det smeltede metal udfylder hver eneste detalje i formen, hvilket resulterer i en næsten færdigformet del, der kræver minimal sekundær bearbejdning.
Denne teknologi er central i produktionen af mange kritiske køretøjskomponenter. Automobilproducenter er afhængige af die casting til dele, der både er lette og holdbare, hvilket direkte bidrager til køretøjets sikkerhed og effektivitet. Som beskrevet af eksperter på Autocast Inc. , er processen afgørende for produktionen af alt fra motorblokke og gearkassehuse til strukturelle chassisdele. For eksempel reducerer die-castede aluminiumsmotorblokke den samlede motormasse, hvilket forbedrer accelerationen og brændstoføkonomien, mens deres præcise design bidrager til effektiv varmeafledning.
Anvendelserne rækker igennem hele køretøjet. Nøgleeksempler på die-castdele fremhævet af brancheanalyser fra Transvalor inkluder:
- MotorKomponenter: Cylinderhoveder og motorblokke, der er lette og robuste.
- Gearkasser: Stive og dimensionsstabile huse til effektiv kraftoverførsel.
- Chassis og strukturelle dele: Ophængskonsoller og styrespider med højt styrke-vægt-forhold.
- Elektronikhousing: Beskyttende dækninger til sensorer, gearkasser og motorer.
- Bremsekomponenter: Bremsekraner, som kræver høj styrke og præcision for sikkerheden.
Indførelsen af højtydende støbning med dies giver en række fordele, der direkte resulterer i bedre køretøjer. Ved at skabe lette dele reduceres køretøjets tarevægt, hvilket er en afgørende faktor for at forbedre brændstofeffektiviteten og reducere emissionerne. Desuden fører præcisionen i die-cast komponenter til en jævnere motor drift, mere responsivt kørselsadfærd og øget holdbarhed i almindelighed. Processen er også meget effektiv og muliggør hurtige produktionscyklusser samt omkostningsgünstig produktion af store serier.
Centrale processer og overvejelser ved produktion
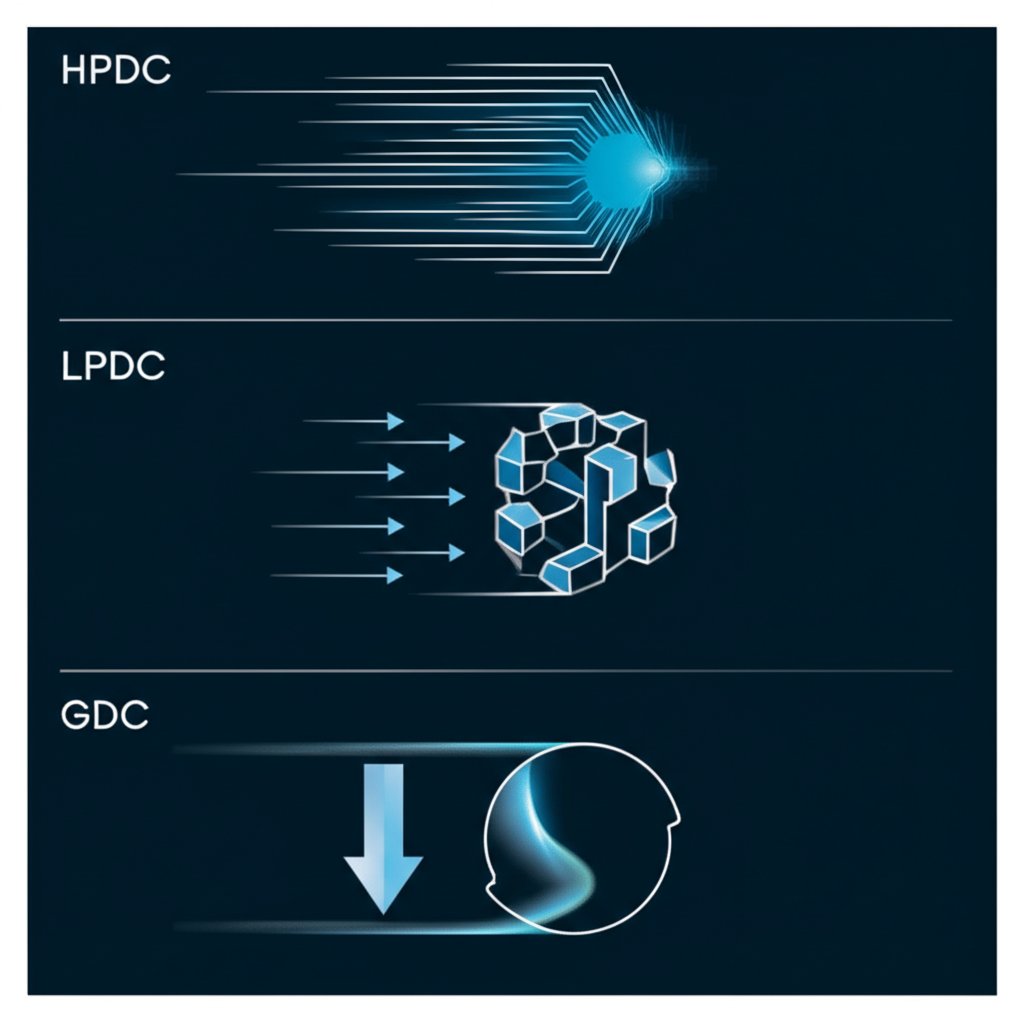
Verden af die-casting er ikke ensartet; der findes adskillige forskellige processer, hver tilpasset forskellige materialer og krav til komponenter. De tre primære metoder er støbning under højt tryk (HPDC), støbning under lavt tryk (LPDC) og gravitationsstøbning (GDC). At forstå deres forskelle er nøglen til at forstå, hvorfor HPDC er så udbredt inden for højtydende automobilapplikationer.
HPDC, som navnet antyder, injicerer smeltet metal ved ekstremt høje hastigheder og tryk. Ifølge DyCast Specialties Corporation er denne metode ideel til produktion af store mængder komplekse, tyndvægede dele med fremragende dimensionel nøjagtighed og glatte overflader. HPDC opdeles selv i to hovedkategorier: varmekammerprocessen, der bruges til legeringer med lav smeltepunkt som zink, og koldekammerprocessen, der bruges til legeringer med højt smeltepunkt som aluminium. Koldekammermetoden er dominerende inden for bilindustrien til produktion af store strukturelle dele som motorblokke og gearkassehuse.
Selvom støbning er fremragende til komplekse dele med nettoform, er andre højtydende produktionsprocesser såsom smedning afgørende for komponenter, der kræver maksimal styrke og udmattelsesbestandighed. For eksempel specialiserer virksomheder som Shaoyi (Ningbo) Metal Technology sig i automobil-smedning og tilbyder en anden måde at skabe robuste bilerdele på gennem en proces, der former metal ved hjælp af trykkraft.
HPDC har dog sine udfordringer. En primær ulempe er risikoen for porøsitet, hvor små huller eller tomrum dannes i det støbte emne pga. indespærret gas. Dette kan forringe komponentens mekaniske egenskaber. For at imødegå dette anvendes avancerede teknikker som Transition Flow Filling Method (TFFM) for at minimere indespærring af gas, som bemærket af AdvanTech International . Nedenfor ses en sammenligning af de vigtigste støbeprocesser:
| Proces | Hovedegenskaber | Bedst til | Almindelige anvendelser inden for bilindustrien |
|---|---|---|---|
| Højtryksdiecasting (HPDC) | Meget høj hastighed, høj præcision, glat overflade, risiko for porøsitet. | Store serier, komplekse og tyndvæggede dele. | Motorblokke, gearkasser, elektronikhusninger, strukturelle komponenter. |
| Lavtryksstøbning (LPDC) | Langsommer fyldningshastighed, god strukturel integritet, mindre turbulence. | Større, symmetriske og strukturelt holdbare komponenter med krav til høj integritet. | Hjul, ophængskomponenter og andre sikkerhedskritiske dele. |
| Gravitationsstøbning (GDC) | Anvender tyngdekraften til at fylde formen, enkel proces, resulterer i tætte dele. | Producerer stærke, højkvalitetsdele med minimal porøsitet. | Bremsekaliper, stempler og andre dele, der kræver høj styrke. |
Nøglematerialer i diecasting til høj ydelse
Valget af materiale er lige så kritisk som selve støbeprocessen. I bilindustriens diecasting vælger ingeniører primært blandt en række ikke-jernholdige legeringer, hvor aluminium, zink og magnesium er de mest fremtrædende. Hvert materiale har en unik profil af egenskaber, der gør det velegnet til bestemte anvendelser, hvilket direkte påvirker køretøjets ydelse, vægt og holdbarhed.
Aluminium er arbejdshesten i bilindustriens diecasting. Kombinationen af lav vægt, høj styrke, fremragende korrosionsbestandighed og god varmeledningsevne gør det til et ideelt valg for et bredt udvalg af komponenter. Som beskrevet af produktionsekspertersiden Dynacast , tyndvæggede aluminiumsstøbninger kan klare de højeste driftstemperaturer af alle støbelegeringer, hvilket gør dem ideelle til motorblokke, gearkasser og kølelegemer. Fokuseringen på letvægtsdesign for at forbedre brændstofeffektiviteten har gjort aluminium til et uundværligt materiale.
Zinklegeringer er et andet populært valg, især til dele, der kræver indviklede detaljer og en højkvalitet overfladeafslutning. Zinkets flydningsevne gør det muligt at udfylde tynde, komplekse sektioner i en form med ekstraordinær præcision, hvilket ofte eliminerer behovet for sekundære operationer. Det anvendes typisk til mindre, detaljerede komponenter som elektronikhus, indvendige kosmetiske dele og komplekse sensorhuse. Desuden holder former, der bruges til zinkstøbning, betydeligt længere end dem til aluminiumsstøbning, hvilket gør det til et omkostningseffektivt valg til produktion i store serier.
Magnesium skiller sig ud som det letteste af alle konstruktionsmetaller. Dets primære fordel er det ekstraordinære styrke-til-vægt-forhold, hvilket gør det til et premiumvalg for applikationer, hvor vægtreduktion er den absolutte prioritet. Magnesiumkomponenter findes ofte i high-end køretøjer i dele som indre rammer, rattkerner og instrumentbrætter. Anvendelsen af avancerede processer som Thixomolding kan yderligere forbedre kvaliteten og anvendelsesområdet for magnesiumdele.
| Materiale | Nøgleegenskaber | Kost | Almindelige automobilanvendelser |
|---|---|---|---|
| Aluminium | Letvægt, høj styrke, fremragende varmeafledning, korrosionsbestandig. | Moderat | Motorblokke, gearkasser, chassiskomponenter, kølelegemer, EV-motorhuse. |
| Zink | Høj formbarhed til komplekse former, fremragende overfladekvalitet, høj holdbarhed. | Lavere (inklusiv værktøjslevetid) | Elektronikhuse, sensorer, indre komponenter, kontakter, gear. |
| Magnesium | Ekstremt letvægt, fremragende styrke-til-vægt-forhold, god stivhed. | Højere | Instrumentbrætter, rattframes, sidderammer, underrammer. |

Fremtiden for automobil die casting: Innovationer for EV'er og elektronik
Bilindustrien gennemgår en seismisk skift mod elektrificering og selvkørende køretøjer, og die casting-teknologien udvikler sig hurtigt for at imødekomme disse nye udfordringer. Fremtiden for højtydende die casting er indbygget knyttet til kravene fra elbiler (EV'er) og den stigende udbredelse af avanceret elektronik. Denne udvikling handler ikke kun om at forbedre eksisterende dele; det handler om at muliggøre helt nye køretøjsarkitekturer.
For elbiler er letvægtsteknologi endnu vigtigere end for traditionelle køretøjer, da det direkte påvirker rækkevidde og ydelse. Støbning spiller en afgørende rolle i produktionen af store, enfærdige strukturelle komponenter – en tendens, der ofte omtales som 'gigastøbning'. Dette indebærer støbning af massive dele som hele køretøjets undercarrosserie eller et batteribeholder som en enkelt enhed. Denne tilgang konsoliderer hundredvis af mindre formede og svejste dele til én, hvilket drastisk forenkler samlingen, reducerer vægten og sænker omkostningerne. Disse store aluminiumsstøbninger er afgørende for at kunne rumme og beskytte de tunge batteripakker, samtidig med at de bidrager til køretøjets strukturelle stivhed.
Samtidig har stigningen i avancerede førerassistentssystemer (ADAS) og connectivity i bilen ført til en eksplosion i antallet af sensorer, kameraer og elektroniske styreenheder (ECU) i et køretøj. Hvert af disse komponenter kræver nøjagtigt fremstillede, elektromagnetisk afskærmede kabinetter. Støbning, især med zink- og aluminiumslegeringer, er den ideelle proces til at skabe disse komplekse, tyndvæggede kabinetter. Den nettoformende evne ved støbning gør det muligt at integrere indviklede funktioner som kølelegemer og monteringspunkter direkte i emnet, hvilket sparer plads og forbedrer varmehåndteringen for følsomme elektronikkomponenter.
Teknologiske fremskridt i selve støbeprocessen udvider også grænserne for, hvad der er muligt. Innovationer såsom vakuumassisteret støbning og avanceret simulering af formgennemstrømning gør det muligt at producere komponenter med lavere porøsitet, højere styrke og endda svejsbare egenskaber. Disse fremskridt er afgørende for fremstilling af sikkerhedskritiske strukturelle komponenter og utæthedsfrie batterikapsler til elbiler. Efterhånden som industrien udvikler sig, vil diesstøbning fortsat være en nøglefaktor for sikrere, mere effektive og mere bæredygtige køretøjer.
Ofte stillede spørgsmål
1. Hvad er ulemperne ved HPDC?
Den primære ulempe ved højtryksdiecasting (HPDC) er risikoen for porøsitet. Fordi smeltet metal injiceres med høj hastighed, kan gasser blive fanget inde i formen og danne små hulrum i det færdige emne. Denne porøsitet kan svække komponenten og gøre den uegnet til applikationer, der kræver varmebehandling eller svejsning. Moderne teknikker som vakuumassistering og avanceret formdesign hjælper dog med at mindske dette problem.
2. Hvad er forskellen mellem HPDC, LPDC og GDC?
Som beskrevet i artiklens hoveddel ligger den væsentligste forskel i det tryk og den hastighed, der anvendes til at fylde formen. HPDC bruger meget højt tryk til hurtig, storproduktion af komplekse dele. LPDC bruger lavere tryk til en langsommere og mere kontrolleret fyldning, ideel til strukturelt solide komponenter som f.eks. hjul. GDC er alene baseret på tyngdekraften, hvilket resulterer i tætte, stærke dele, men med en langt langsommere produktionscyklus.
3. Hvad er fyldningsforholdet for HPDC?
Fyldningsforholdet i HPDC henviser til mængden af smeltet metal, der hældes i indsprøjtningsslangen i forhold til slangens totale volumen. Forskning viser, at et fyldningsforhold på 60-70 % ofte anbefales. Dette hjælper med at minimere mængden af luft, der presses ind i formhulen sammen med metallet, og reducerer derved gassamling og porøsitet i det endelige komponent.