 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Væsentlige smedningstolerancer for automobil ydeevne
Væsentlige smedningstolerancer for automobil ydeevne

TL;DR
Smidningstolerancer for automobilspecifikationer er et kritisk sæt tilladte dimensionelle variationer, der bestemmer nøjagtigheden af fremstillede køretøjskomponenter. Overholdelse af stramme tolerancer er afgørende for at sikre korrekt pasform, pålidelig ydelse under belastning og opfyldelse af bilindustriens krav til sikkerhed og effektivitet. Opnåelse af denne præcision øger komponentstyrken, minimerer materialeaffald og er grundlæggende for produktionen af højtydende og pålidelige køretøjer.
Definition af smidningstolerancer: Grundlaget for præcisionsfremstilling
I produktion er en tolerance den tilladte grænse for variation i en fysisk dimension af en del. Smidetolerancer definerer specifikt det acceptable afvigelsesområde fra de nominelle dimensioner, der er angivet i en teknisk tegning. Disse tal er ikke vilkårlige; de er en afgørende parameter, der sikrer, at komponenter passer og fungerer korrekt i en større samling, såsom en køretøjs motor eller ophængssystem. Som påpeget af branchens ressourcer som Engineers Edge , skal disse tolerancer tage højde for faktorer, der er iboende i smidningsprocessen, herunder formødelæggelse, materialekontraktion under afkøling og potentiel misjustering mellem øverste og nederste forme.
Smedeforhold inddeles generelt i enten "almindelige" eller "specielle". Almindelige forhold, som gælder, når der ikke er angivet en specifik standard, opdeles yderligere i "kommersielle standard" til almindelig praksis og "nære standard" til arbejde, der kræver ekstra præcision og omkostninger. Specielle forhold defineres eksplicit på tekniske tegninger for kritiske mål, hvor præcision er afgørende. Tænk på det som at samle en motor med høj ydelse: mens blokken i det store hele har en vis acceptabel størrelse (kommersielt forhold), kræver pasformen af stempelstængerne i cylinderne en meget strammere og specifik spillerum (specielt forhold) for at sikre optimal kompression og effekt.
I sidste ende repræsenterer smedeforhold en aftale mellem konstruktøren og smedeleverandøren. Som forklaret af Queen City smedning , skal de vurderes sag for sag, da de direkte påvirkes af delens design og de specifikke produktionsmetoder, der anvendes. Denne grundlæggende forståelse af tolerancer er det første skridt mod at skabe komponenter, der opfylder de krævende specifikationer i enhver højtydende branche.
Den kritiske rolle af stramme tolerancer i bilindustrien
Bilindustrien fungerer under stor pres for at levere køretøjer, der er sikre, pålidelige, brændstofeffektive og med høj ydelse. Højpræcisions smedning med stramme tolerancer er en afgørende produktionsproces, der hjælper med at imødekomme disse krav. Når bilkomponenter smedes efter præcise specifikationer, rækker fordelene sig over hele køretøjet, fra ydelse til levetid. Den konsekvente dimensionelle nøjagtighed, der opnås gennem præcisionssmedning, er afgørende for produktionen af dele, der kan klare den ekstreme belastning, vibration og temperatursvingninger, der forekommer under daglig drift.
Fordele ved at fastholde stramme smedetolerancer for automobilkomponenter er betydelige og påvirker direkte slutproduktets kvalitet og omkostningseffektivitet. Som beskrevet i en vejledning fra Sinoway Industry , er disse fordele mangefacetterede:
- Overlegen styrke og holdbarhed: Smedeprocessen forbedrer metallets kornstruktur, så den følger komponentens form. Dette forstærker dets mekaniske egenskaber og gør dele mere modstandsdygtige over for udmattelse, chok og slid. Kritiske dele som knastakler, forbindelsesstænger og styrekrydser er afhængige af denne smede-styrke for at forhindre fejl.
- Forbedret sikkerhed og pålidelighed: For sikkerhedskritiske systemer som bremser og ophængning er der ikke plads til fejl. Præcise tolerancer sikrer, at komponenter passer sammen og fungerer fejlfrit, hvilket reducerer risikoen for mekanisk svigt. Undersøgelser har vist, at komponenter med præcise tolerancer kan forbedre den samlede ydelse og pålidelighed markant.
- Vægtnedsættelse: Moderne automobildesign prioriterer vægtreduktion for at forbedre brændstofeffektiviteten. Højpræcisionsforgning kan skabe stærke, lette dele, hvilket eliminerer unødigt materiale uden at kompromittere strukturel integritet. Dette hjælper producenter med at opfylde stadig strengere krav til emissioner og brændstoføkonomi.
- Økonomisk fordelagtighed i stor skala: Selvom opnåelse af strammere tolerancer kan kræve mere avanceret værktøj, er dropforgningsprocessen meget effektiv til produktion i store serier. Den minimerer materialeaffald (eller flash) og reducerer ofte behovet for omfattende sekundære bearbejdninger, hvilket fører til lavere stykomkostninger ved masseproduktion.
Navigering i forgningsstandarder og retningslinjer
For at sikre konsistens og kvalitet på tværs af industrien følges smedetolerancer ofte etablerede standarder. Organisationer som American Society of Mechanical Engineers (ASME) og Deutsches Institut für Normung (DIN) udarbejder specifikationer, der dækker materialer, dimensioner og trykratings for smedeemner. For eksempel beskriver standarden ASME B16.11 detaljerede krav til smede fittings, mens DIN-standarder som DIN 1.2714 angiver materialekvaliteter med høj slidstyrke, egnet til lukket-formssmedning. Overholdelse af disse standarder sikrer interoperabilitet og et fælles kvalitetsgrundlag for dele, der indkøbes hos forskellige leverandører.
Den opnåelige tolerance afhænger også stort set af smedeforbindelsen. Åbent diesmiedning, hvor metallet ikke er fuldt ud indesluttet af formene, har generelt løsere tolerancer. I modsætning hertil giver lukket diesmiedning (eller aflastningsdiesmiedning), hvor metallet presses ind i en præcist bearbejdet hulrum, mulighed for meget strammere dimensionskontrol. Det er netop denne præcision, der gør, at lukket diesmiedning overvejende foretrækkes til komplekse automobildel som f.eks. gear og ophængskomponenter.
Følgende tabel giver et generelt overblik over typiske tolerancer for forskellige typer smedning, selvom specifikke værdier kan variere afhængigt af delens størrelse, materiale og kompleksitet.
| Smedemetode | Typisk toleranceområde | Almindelige anvendelser inden for bilindustrien |
|---|---|---|
| Lukket die / Aflastningsdie-smedning | ±0,5 mm til ±1,5 mm (kan være strammere) | Forbinderstænger, gear, krumtapakser, styrekrydser |
| Åben-form-smedning | ±1 mm til ±3 mm (eller ±0,03″ til ±0,125″) | Store aksler, ringe, indledende formning af ingotter |
| Præcisionsmiedning (nettoform) | ±0,1 mm til ±0,3 mm | Højtydende gear, turbinerotorblade |
Nøgleaspekter for design og materialevalg for optimale smedeforhold
At opnå optimale smedeforhold er ikke blot et spørgsmål om at angive et tal; det er resultatet af en helhedsorienteret tilgang, der starter i designfasen. Flere nøglefaktorer samvirker for at bestemme den endelige præcision af en smedet komponent. Ingeniører og designere skal afveje disse aspekter for at skabe en del, der både kan produceres og opfylder ydeevnekravene. Som beskrevet i et teknisk notat fra Frigate Manufacturing , er et velovervejet design grundlæggende for succes.
Følgende overvejelser er afgørende for de opnåelige tolerancer for enhver smedet autodel:
- Dels geometri og kompleksitet: Enklere former er fra naturens side nemmere at smede med høj præcision. Komplekse designs med dybe hulrum, skarpe kanter eller tynde vægge kan hæmme metalstrømmen i formen, hvilket fører til dimensionelle variationer. Generøse radier og afrundninger er afgørende for en jævn materialestrømning og for at forhindre defekter.
- Materialevalg: Forskellige materialer opfører sig forskelligt under varme og tryk. Legeringer som stål, aluminium og titanium har hver deres unikke termiske udvidelseskoefficienter, strømningsegenskaber og krympning ved afkøling. Valget af materiale påvirker direkte formdesignet og de endelige tolerancer, der kan opnås. For eksempel kræver aluminiums høje varmeledningsevne andre proceskontroller end stål.
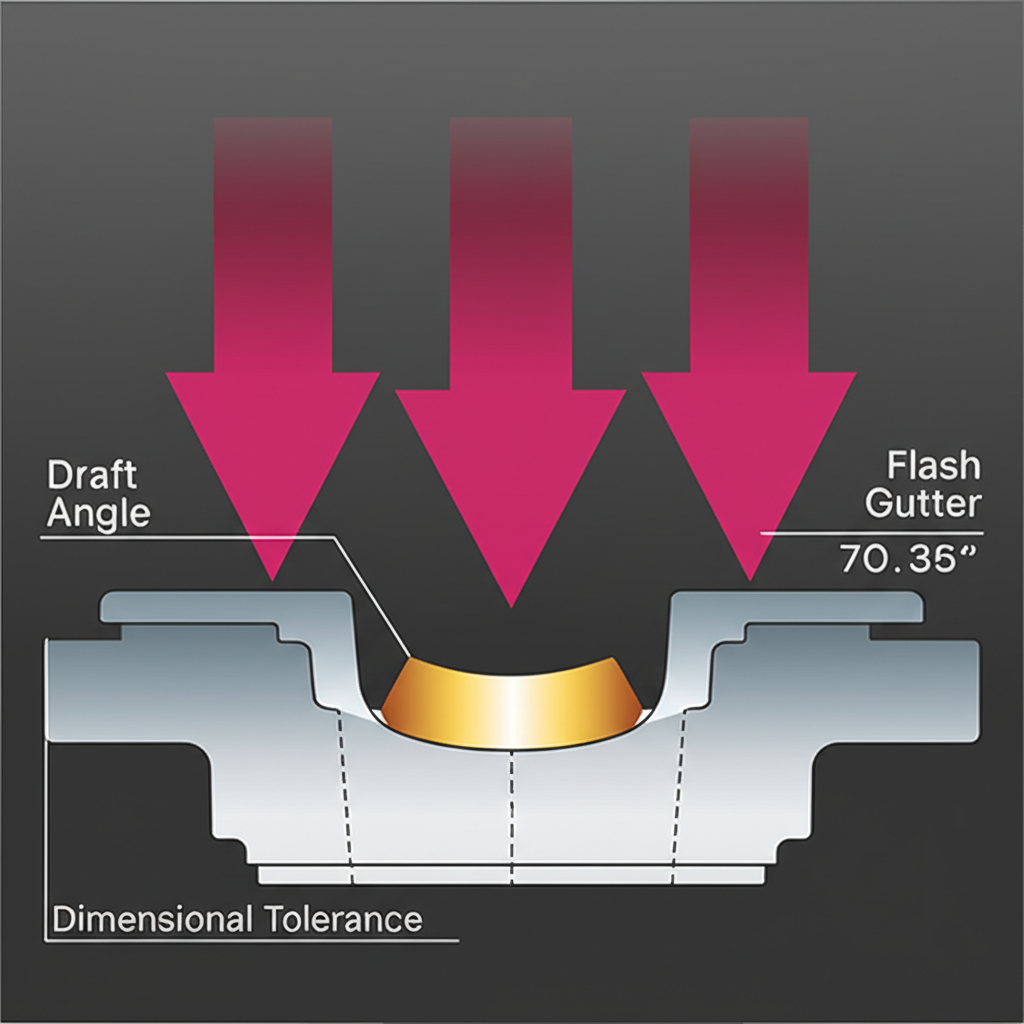
- Formdesign og udformningsvinkler: Selve stempel er et hovedværktøj, der bestemmer emnets form. Korrekt stempeldesign, herunder anvendelse af udskillelsesvinkler (svage skråninger på lodrette flader), er afgørende for at sikre, at det færdige emne kan fjernes uden beskadigelse. Utilstrækkelig udskillelse kan medføre deformation og påvirke tolerancer negativt.
- Smedefortemperatur og proceskontrol: Temperaturen på både emnet og stempel skal nøje kontrolleres. Temperatursvingninger kan føre til inkonsistent materialeflydning og krympning, hvilket direkte påvirker dimensional nøjagtighed. Automatiserede processer giver den nødvendige konsekvens i produktionen af store serier til bilindustrien.
At håndtere disse faktorer korrekt kræver ofte samarbejde med en smedespecialist. For virksomheder, der søger komponenter af høj kvalitet, er det afgørende at arbejde sammen med en erfaren leverandør. For eksempel, Shaoyi Metal Technology tilbyder specialiserede, IATF16949-certificerede varmforgningsydelser til bilindustrien og demonstrerer ekspertise inden for værktøjsfremstilling og proceskontrol, som er nødvendig for at opfylde strenge automobilspecifikationer fra prototyping til masseproduktion.

Ofte stillede spørgsmål
1. Hvad er DIN-standard for forging?
DIN (Deutsches Institut für Normung) standarder dækker forskellige aspekter af forging. Et relevant eksempel er DIN 1.2714, en materialestandard for stål legeret med Cr-Ni-Mo-V, som anbefales til lukkede die-forgings på grund af sit høje slagfasthed, slidstyrke og hårdhed. Denne standard sikrer, at materialet i sig selv er egnet til fremstilling af holdbare og højstyrke komponenter.
2. Hvad er ASME-standard for forging?
ASME (American Society of Mechanical Engineers) leverer mange standarder, der er relevante for smedning. En vigtig standard er ASME B16.11, som specificerer krav til smedede stålfittings, herunder deres trykklasse, dimensioner, tolerancer, mærkning og materialekrav. Denne standard er afgørende for at sikre ensartethed og sikkerhed i højtryksapplikationer.
3. Hvad er tolerancen for åben diesmedning?
Åben diesmedning har typisk bredere tolerancer sammenlignet med lukket diesmedning, da emnet ikke er fuldt omsluttet. Tolerancer kan ligge mellem ca. ±0,03 tommer og ±0,125 tommer (cirka ±0,8 mm til ±3,2 mm) før bearbejdning, afhængigt af komponentens størrelse og kompleksitet. Denne metode egner sig bedst til større dele eller indledende formningsoperationer, hvor nøjagtighed ikke er den vigtigste faktor.