 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Smiede aluminiumlegeringer til biler: Match den rigtige legering til hver enkelt del

Hvorfor smidte aluminiumskvaliteter er afgørende for bilers ydeevne
Når du tænker over, hvad der får en moderne aluminiumsbil til at yde optimalt, ligger svaret ofte skjult under overfladen – i selve strukturen af metallet. Smidt aluminium er blevet afgørende inden for bilproduktion og anvendes fra ophængskomponenter til højtydende hjul. Men her er det kritiske spørgsmål, som de fleste ingeniører og indkøbschefer står over for: med så mange tilgængelige aluminiumskvaliteter, hvordan vælger man den rigtige legering til hver enkelt del?
At forstå sammenhængen mellem valg af legering og komponenters ydeevne kan gøre forskellen mellem en bil, der yder fremragende, og en, der blot lever op til minimumskravene. Men hvad er en aluminiumslegering egentlig, og hvorfor betyder formingsmetoden så meget?
Hvorfor smidning forbedrer aluminiums ydeevne
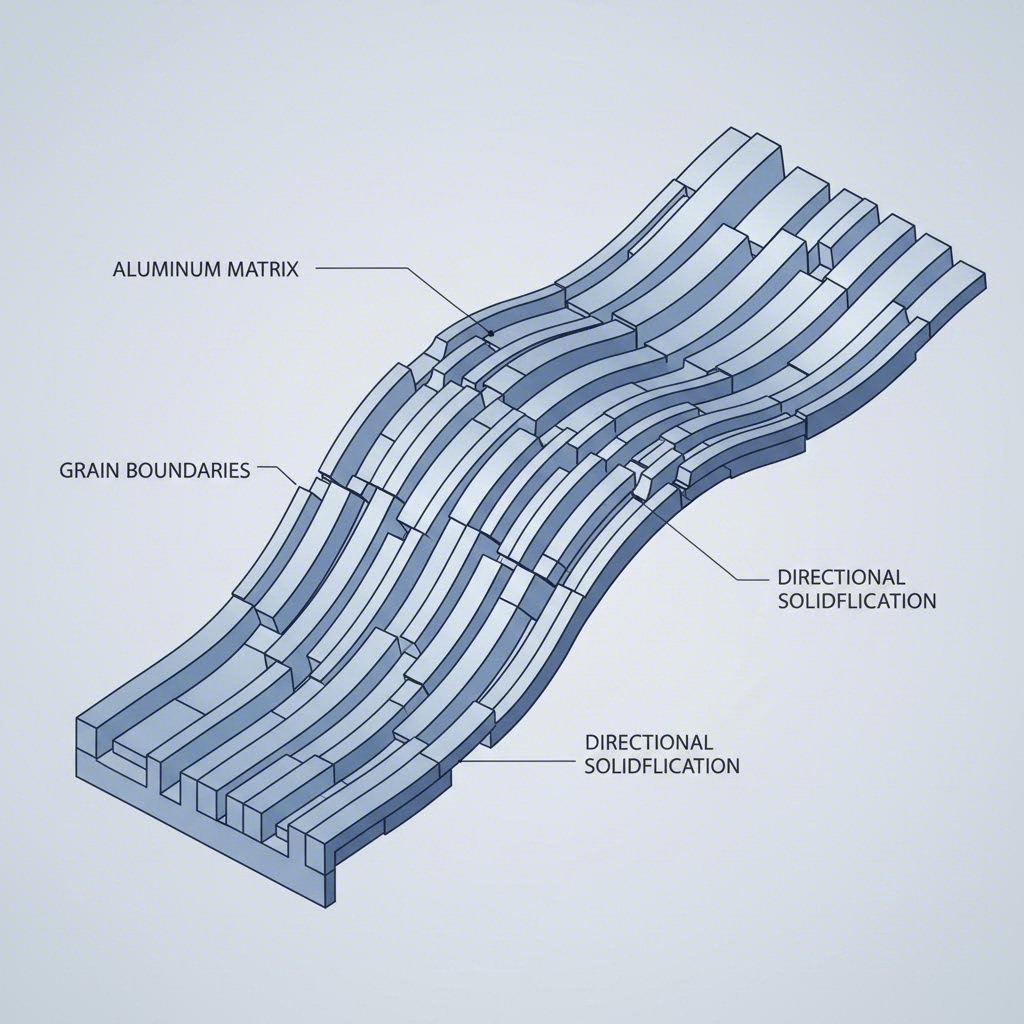
I modsætning til støbning—hvor smeltet aluminium hældes i forme—eller ekstrudering, hvor opvarmet metal presses gennem en form, anvendes der ved smedning intensivt tryk for at forme aluminium ved forhøjede temperaturer. Denne proces ændrer grundlæggende på materialets indre struktur. Resultatet? En tættere og mere sammenhængende kornstruktur, der følger konturerne på det færdige emne.
Ifølge produktionseksperters vurdering smedning komprimerer aluminiumets kornstruktur , hvilket markant forbedrer både styrke og sejhed i forhold til støbte alternativer. Den forfinede mikrostruktur forbedrer også udmattelsesbestandighed og slagstyrke—egenskaber, der er uomgængelige for sikkerhedskritiske automobilapplikationer i aluminium.
Smedning forfiner aluminiumets kornstruktur ved at komprimere og justere de indre fibre, hvilket giver mekaniske egenskaber, som støbte alternativer simpelthen ikke kan matche—især for komponenter, der udsættes for gentagne spændingscyklusser.
Derfor demonstrerer en bil i aluminium bygget med smede komponenter i kritiske områder overlegent holdbarhed under reelle kørselsforhold. Smedeforløbet eliminerer indre hulrum og porøsitet, som ofte findes i støbninger, og sikrer, at hver enkelt aluminiumskomponent kan klare de krævende belastninger, som moderne køretøjer pålægger.
Udfordringen ved valg af legeringsgrad i bilproduktion
Her bliver det interessant – og komplekst. Alle aluminiumsgrader smedes ikke lige godt, og ikke alle smedede grader egner sig til alle anvendelser. Valg af forkert legering kan føre til fremstillingsproblemer, tidlig delsvigt eller unødige omkostninger.
Ingeniører skal afveje flere modstridende faktorer, når de vælger aluminiumsgrader til automobildelen:
- Styrkekrav: Har delen brug for maksimal trækstyrke eller god formevne?
- Driftsmiljø: Bliver komponenten udsat for korrosive forhold eller ekstreme temperaturer?
- Produktionsbegrænsninger: Hvor kompleks er delens geometri, og hvilke smedetemperaturer er realistiske?
- Kostnadsbetingelser: Begrundes anvendelsen af premiumlegeringer, eller er standardkvaliteter tilstrækkelige?
Denne artikel fungerer som din praktiske valgvejledning, hvor vi guidere dig gennem de vigtigste smedede aluminiumslegeringer, der anvendes i dagens køretøjer. Du får at vide, hvilke legeringer der passer til bestemte komponentkategorier, forstår betydningen af varmebehandling og lærer, hvordan du undgår almindelige valgfejl. Uanset om du specificerer materialer til ophængningsarme, hjul eller drivlinjedele, sikrer det rigtige valg af legering både ydelse og værdi.
Aluminiumslegeringsserier og deres egnethed til smedning
Før du kan matche den rigtige legering til en automobilkomponent, skal du forstå, hvordan aluminiumslegeringer er organiseret. The Aluminum Association har etableret et nummereringssystem, der inddeler deformede aluminiumslegeringer i serier baseret på deres primære legeringselement. Denne klassifikation – fra 1xxx til 7xxx – fortæller dig meget om en legerings opførsel under smedning og dens endelige ydeevneegenskaber.
Men her er det, som mange materialekrav ikke forklarer: hvorfor smeder nogle aluminiumslegeringer smukt, mens andre revner, forvrænger eller simpelthen nægter at samarbejde? Svaret ligger i metallurgien, og ved at forstå disse grundlæggende principper vil din tilgang til valg af legeringstyper til automobilapplikationer blive transformeret.
At forstå systemet med aluminiumsserier
Hver aluminiumslegeringsserie er defineret ud fra sit dominerende legeringselement, som bestemmer legeringens kerneegenskaber. Tænk på det som et stamtræ, hvor familiemedlemmer deler visse træk:
- 1xxx-serie: Dybdegående rent aluminium (99 %+ Al). Fremragende korrosionsbestandighed og ledningsevne, men for blødt til strukturelle automobil-smidninger.
- 2xxx-serien: Kobber er den primære tilsats. Disse legeringer giver høj styrke og fremragende udmattelsesbestandighed – ideelle til krævende luftfarts- og automobiltransmissionsapplikationer.
- 3xxx-serie: Legeret med mangan. Moderat styrke med god formbarhed, men sjældent anvendt i smidning, da de ikke kan varmebehandles til højere styrker.
- 4xxx-serien: Domineret af silicium. Det høje indhold af silicium giver fremragende slidstyrke, hvilket gør disse legeringer velegnede til stempler, selvom de stiller krav til bearbejdningen.
- 5xxx-serie: Baseret på magnesium. Fremragende korrosionsbestandighed og svejsbarhed, ofte smidt til marine og kryogene applikationer snarere end almindelige autodele.
- 6xxx-serie: Kombination af magnesium og silicium. Denne afbalancerede sammensætning giver den alsidighed, der gør 6xxx-legeringerne til standardvalget inden for automobil-aluminiumssmidning.
- 7xxx-serie: Zink, sammen med magnesium og kobber, danner ultra-højstyrke legeringer. Disse repræsenterer de stærkeste aluminiumslegeringer tilgængelige, uundværlige for vægtkritiske luftfarts- og high-performance automobilkonstruktioner.
Ifølge branchens dokumentation fra The Aluminum Association , blev denne navngivningskonvention indført efter 2. verdenskrig for at skabe struktur i den voksende katalog over aluminiumsmaterialer. At forstå al-legeringsklasser inden for dette system hjælper dig med hurtigt at indsnævre kandidaterne til enhver given anvendelse.
Forgebarhedsfaktorer på tværs af legeringsfamilier
Her kommer den egentlige ingeniørindsigt ind i billedet. Ikke alle aluminiumslegeringer kan formsmedes på samme måde, og forskellene er ikke vilkårlige – de har deres rødder i, hvordan hver enkelts legerings kemi påvirker dets opførsel under tryk og varme.
Forgebarhed afhænger af flere indbyrdes forbundne faktorer:
- Deformationsmodstand: Hvor meget kraft kræver legeringen for at flyde ind i formhulrummene?
- Temperaturfølsomhed: Hvor markant ændrer egenskaberne sig gennem smedningstemperaturområdet?
- Neigelse til revnedannelse: Tåler legeringen alvorlig deformation uden at udvikle overflade- eller indre defekter?
- Varmebearbejdningsmulighed: Kan smedeleddet blive stærkere gennem efterfølgende termisk behandling?
Forskning fra ASM International viser at smedbarheden forbedres med stigende metaltemperatur for alle aluminiumslegeringer—men størrelsen af denne effekt varierer betydeligt. Højsilicium 4xxx-legeringer viser størst temperatølsensitivitet, mens højstyrke 7xxx-legeringer har den smalteste arbejdsmæssige temperaturvindue. Dette forklarer hvorfor 7xxx-serien legeringer kræver præcis temperatorkontrol: der er mindre margin for fejl.
6xxx-serien, især legeringer som 6061, har fortjent sit ry som "højt smedbar" fordi det tilbyder en gunstig kombination af moderat flowspænding og tolerante procesvinduer. I modsætning hertil viser 2xxx- og 7xxx-legeringer højere flowspændinger—nogle gange overstigende dem af kulstål ved typiske smedtemperaturer—hvilket gør dem mere udfordrende, men nødvendige til højtydelseskomponenter.
| Alloy serie | Primært legeringselement | Forgningsvurdering | Typiske automobilapplikationer | Hovedegenskaber |
|---|---|---|---|---|
| 2xxx | Kopper | Moderat | Stempel, forbindelsesstænger, motordelen | Høj temperaturstyrke, overlegen udmattelsesmodstand, varmebehandlingsdygtig |
| 5xxx | Magnesium | God | Konstruktionsdele i korroderende miljøer, marintrinsdele | Ikke varmebehandlingsdygtig, ekseptionel marin korrosionsmodstand, høj svejst styrke |
| 6xxx | Magnesium + Silicium | Fremragende | Ophængsarme, tværlemmer, hjul, generelle konstruktionsdele | Afbalanceret styrke og formbarhed, god korrosionsmodstand, varmebehandlingsdygtig, omkostningseffektiv |
| 7xxx | Zink (+ Mg, Cu) | Moderat til svær | Højbelastede chassiskomponenter, ydelsdæk, bildele af luftfartskvalitet | Ekstrem høj trækstyrke, fremragende udmattelsesmodstand, kræver omhyggelig proceskontrol, varmebehandlingsdelfelig |
Hvorfor er kemien så vigtig ved smedning i sammenligning med andre formgivningsmetoder? Når aluminium støbtes, størtnes metallet fra flydende tilstand, ofte med indesluttet porøsitet og udvikling af grovkornede strukturer. Ved ekstrudering presses varmet metallet gennem faste formåbninger, hvilket begrænser geometrisk kompleksitet. Smedning derimod komprimerer metallet under enormt højt tryk, hvilket forfiner kornstrukturen og eliminerer indre hulrum – men kun hvis legeringen kan tåle denne ekstreme deformation uden at revne.
De almindelige aluminiumlegeringer, der bruges i bilværkstedsdannelse—primært fra 2xxx-, 6xxx- og 7xxx-familierne—har et afgørende fælles træk: de er alle varmebehandlingsgivne. Det betyder, at deres styrke kan blive betydeligt forbedret efter dannelsen via opløsningstreatment og aldringsprocesser. Ikke-varmebehandlingsgivne legeringer som 5xxx-serien har begrænset anvendelse i bilværkstedsdannelser, fordi de ikke kan opnå den styrke, der kræves af de fleste køretsfdele.
Med denne grundlæggelse i aluminiumlegeringsgrader og deres opførsel ved dannelsen er du klar til at udforske de specifikke grader, der dominerer bilproduktion—og forstå præcist hvorfor ingeniører vælger hver enkelt til bestemte anvendelser.
Væsentlige dannede aluminiumgrader til bilkomponenter
Nu hvor du forstår, hvordan legeringsfamilier af aluminium adskiller sig i deres smedefortræk, lad os se nærmere på de specifikke kvaliteter, der dominerer bilindustriens produktion. Disse fem legeringer – 6061, 6082, 7075, 2024 og 2014 – repræsenterer kerneområderne af materialevalg, som du vil støde på, når du specificerer smede komponenter. Hver enkelt tilbyder særlige fordele, og ved at forstå deres forskelle kan du træffe informerede beslutninger, der balancerer ydelse, omkostninger og fremstillingsmuligheder.
Hvad gør, at netop disse aluminiumskvaliteter er så udbredte i køretøjer? Svaret ligger i deres optimalt afbalancerede styrke, formbarhed og applikationsspecifikke egenskaber, som er blevet forfinet gennem årtiers erfaring inden for automobilteknik.
6061 og 6082 til strukturelle komponenter
6xxx-serien dominerer automobil smedning af gode grunde. Disse magnesium-silicium-legeringer leverer den alsidighed, ingeniører har brug for i en bred vifte af strukturelle anvendelser – uden den højere pris eller fremstillingsmæssige udfordringer, som stærkere alternativer indebærer.
6061 Aluminium står som den mest anvendte aluminiumslegering inden for generel produktion, og automobilapplikationer er ingen undtagelse. Ifølge Protolabs' legerings sammenligningsdata , vælges 6061 "generelt, hvor svejsning eller loddning er påkrævet, eller pga. dens høje korrosionsbestandighed i alle varianter." Dette gør det ideelt til automobildelene, rørledninger, møbler, forbruger elektronik og strukturelle komponenter, som måske kræver sammenføjning under samling.
Nøgleegenskaber for 6061 inkluderer:
- Sammensætning: Primære legeringstilskud er magnesium (0,8–1,2 %) og silicium (0,4–0,8 %), med små tilsætninger af kobber og chrom
- Svejsbarhed: Udmærket – selvom svejsning kan svække varme-påvirkede zoner, hvilket kræver efterbehandling for at genoprette styrken
- Korrosionsbestandighed: Meget god ved alle temperaturforhold
- Typiske automobilapplikationer: Strukkerrammer, beslag, generelle CNC-fresemaskinerede dele, komponenter der kræver efterfølgende svejsning
6082 Aluminium repræsenterer en betydelig udvikling i europæisk automobil smedning, som mange nordamerikanske specifikationer overser. Denne legering er blevet næsten udelukkende anvendt til automobilophæng og chassiskomponenter i europæiske bilprogrammer – af overbevisende metallurgiske grunde.
Ifølge den europæiske aluminiumsforeningens tekniske dokumentation , "På grund af dens fremragende korrosionsbestand er legering EN AW-6082-T6 næsten udelukkende anvendt til automobilophæng og chassiskomponenter." Dokumentationen viser, at store europæiske producere anvender 6082-T6 til styrelemmer, hjulknuder, koblinger, koblencylindre og drivakskomponenter.
Hvad gør 6082 særligt velegnet til aluminium i automobilapplikationer?
- Sammensætning: Højere indhold af silicium (0,7-1,3 %) og mangan (0,4-1,0 %) sammenlignet med 6061, samt magnesium (0,6-1,2 %)
- Styrkefordel: Lett højere styrke end 6061 i T6-tilstanden, med bedre ydeevne under cyklisk belastning
- Korrosionsbestandighed: Den almindelige korrosionsbestandighed anses for at være meget god, og overfladebeskyttelsen yderligere forbedres ved sandblåsning med aluminiumssprøjt
- Træthed: Smidte 6082-T6 komponenter tåler cirka det dobbelte spændamplitude sammenlignet med støbte alternativer for samme levetid
Det Europæiske Aluminiumsforenings forskning viser, at smidte 6082-T6 komponenter bevarer deres udmattningsegenskaber, selv efter moderat korrosionspåvirkning – et kritisk aspekt for ophængskomponenter, der udsættes for vejsalt og fugt igennem hele deres levetid.
7075 og 2024 til højbelastede anvendelser
Når konstruktionsmæssige krav overstiger, hvad 6xxx-legeringer kan levere, vælger ingeniører 7xxx- og 2xxx-serierne. Disse legereringer er dyrere og kræver mere omhyggelig bearbejdning, men leverer den nødvendige styrke til de mest krævende automobilkomponenter.
7075 Aluminium er bredt anerkendt som den stærkeste aluminiumslegering, der almindeligvis er tilgængelig til smedeprogrammer. Per branchenspecifikationer , tilføjer 7075 "chrom til blandingen for at udvikle god modstand mod spændingskorrosion" og fungerer som "standardlegeringen til luftfartsdele, militære anvendelser, cykeludstyr, camping- og sportstilbehør på grund af dets letvægtsmæssige, men stærke egenskaber."
Vigtige overvejelser for 7075 i automobilapplikationer:
- Sammensætning: Primære legeringselementer er zink (5,1–6,1 %), magnesium (2,1–2,9 %) og kobber (1,2–2,0 %), med chrom for modstand mod spændingskorrosion
- Styrke-vægt-forhold: Blandt de højeste tilgængelige i aluminiumslegeringer – afgørende for applikationer med vægtkritisk ydelse
- Svejsbarhed: Dårlig – denne legering svejses dårligt og kan være ret sprød sammenlignet med lavere styrkealternativer
- Typiske automobilapplikationer: Højbelasted chassiskomponenter, ydelseshjul, racingsuspensionsdele og komponenter, hvor maksimal styrke berettiger materialets præmie
Når der kræves lignende højstyrkeegenskaber, overvejer ingeniører nogle gange alu 7050 som alternativ til 7075. Denne tæt beslægtede legering tilbyder fremragende spændingskorrosionsbestandighed og sejhed, hvilket gør den særlig værdifuld til landingsudstyr, strukturelle ribber og andre udmattelsesfølsomme anvendelser, hvor begrænsningerne i 7075 bliver et problem.
2024 Aluminium tilbyder en anden egenskabsprofil til højbelastede anvendelser. Denne koblerbaserede legering udmærker sig ved god udmattelsesbestandighed – en egenskab, der gør den uvurderlig for komponenter, der udsættes for gentagne belastningscyklusser.
Ifølge produktionsdata tilbyder 2024 aluminium "et højt styrke-vægt-forhold, fremragende udmattelsesbestandighed, god bearbejdelighed og kan varmebehandles." Ingeniører skal dog tage højde for dets begrænsninger: "dårlig korrosionsbestandighed og egnede ikke til svejsning."
Vigtige egenskaber for 2024 aluminium inkluderer:
- Sammensætning: Kobber (3,8-4,9 %) er det primære legeringstilskud, sammen med magnesium (1,2-1,8 %) og mangan
- Udmattelsesydelse: Fremragende modstand mod cyklisk belastning – afgørende for roterende og oscillerende komponenter
- Bearbejdningsevne: God, muliggør præcis efterbearbejdning af smedebrud
- Typiske automobilapplikationer: Stempel, stang og kraftige drivlinjekomponenter, hvor udmattelsesmodstand er vigtigere end korrosionshensyn
2014 Aluminium afslutter de primære smedelegeringer og tilbyder høj styrke med bedre formbarhed end nogle 7xxx-alternativer. Denne legering anvendes i konstruktionsanvendelser, der kræver den kobberbaserede styrkeprofil fra 2xxx-serien.
Sammenligning af mekaniske egenskaber
Valg mellem disse kvaliteter kræver forståelse af, hvordan deres mekaniske egenskaber sammenlignes under ensartede forhold. Følgende tabel opsummerer relative ydelsesrangordninger baseret på branchestandarder og producentdata:
| Type | Trækstyrke (T6-tilstand) | Flydestyrke (T6-tilstand) | Forlængelse | Relativ Hårdhed | Primær fordel |
|---|---|---|---|---|---|
| 6061-T6 | Moderat | Moderat | God (8-10%) | Moderat | Udmærket svejseegenskaber og korrosionsmodstand |
| 6082-T6 | Moderat-høj | Moderat-høj | God (8-10%) | Moderat-høj | Overlegen udmattelsesbestandighed i korrosive miljøer |
| 7075-T6 | Meget høj | Meget høj | Moderat (5-8%) | Høj | Højeste styrke-vægt-forhold |
| 2024-T6 | Høj | Høj | Moderat (5-6%) | Høj | Fremragende udmattelsesbestandighed |
| 2014-T6 | Høj | Høj | Moderat (6-8%) | Høj | God forgebarhed med høj styrke |
Bemærk de indbydede afvejninger i denne sammenligning. De stærkeste aluminiumslegeringsmuligheder—7075 og 2xxx-klasserne—ofrer nogle dele af deres ductilitet og korrosionsbestandighed for deres overlegne styrke. I mellemtiden leverer 6xxx-klasserne en mere afbalanceret egenskabsprofil, der passer til de fleste automobilske struktionelle anvendelser.
Når produktionsmængder, omkostningsbegrænsninger og anvendelseskrav er i overensstemmelse, træder 6082-T6 ofte frem som den optimale valg for suspensions- og chassiskomponenter til europæisk specifikation. For anvendelser, der kræver maksimal styrke uanset andre hensyn, leverer 7075-T6. Og hvor udmattelsesbestandighed er afgørende for designet, forbliver 2024-aluminium den afprøvede løsning.
Forståelse af disse legeringsspecifikke egenskaber forbereder dig på det næste kritiske beslutning: at matche hver legering til specifikke komponentkategorier baseret på deres unikke ydekrav.

Matchning af legeringer til krav for automobilkompontenter
Du har nu undersøgt de vigtige smedede aluminiumslegeringer og deres mekaniske egenskaber. Men her er det praktiske spørgsmål, som enhver ingeniør og indkøbsprofessionel stiller: hvilken legering hører til hvilken del af bilen? At knytte specifikke legeringer til komponentkategorier transformerer teoretisk viden til handlelsesorienterede specifikationer – og det er præcist hvad dette afsnit leverer.
Tænk på de mange forskellige krav i en moderne køret. Tværslinger udsattes for millioner af belastningscykler på dårlige veje. Kolber står over for ekstrem varme og eksplosive kræfter. Hjul skal balancere styrke, vægt og estetik. Hver komponentkategori stiller unikke udfordringer, som gør, at visse aluminiumslegeringer er at foretrække frem for andre.
Valg af legering til ophængnings- og chassiskomponenter
Ophængs- og chassiskomponenter udgør et af de største anvendelsesområder for aluminiumsdele i biler. Disse dele skal absorberer vejvirkninger, bevare nøjagtig geometri under belastning og modstå korrosion fra vejsalt og fugt – ofte samtidigt. Aluminiumsbilrammen og relaterede strukturelementer kræver materialer, der yder konsekvent præstation over millioner af belastningscyklusser.
Styringsarme og ophængsforbinder
Styringsarme forbinder hjulnavet med køretøjets chassis og håndterer både lodret hjulbevægelse og tværkræfter under kurvekørsel. Ifølge European Aluminium Association-dokumentation er smedede styringsarme fremstillet i 6082-T6 blevet standarden i europæiske bilprogrammer på grund af deres fremragende udmattelsesbestandighed i korrosive miljøer.
- 6082-T6: Foretrukket valg for europæiske OEM'er – fremragende korrosionsbestandighed kombineret med overlegen levetid ved cyklisk belastning; bevarer egenskaberne selv efter udsættelse for saltmist
- 6061-T6: Kosteffektiv alternativ, hvor svejsbarhed er påkrævet; lidt lavere udmattelsesydelse end 6082, men tilstrækkelig til mange anvendelser
- 7075-T6: Reserveret til højtydende og racingspecifikke anvendelser, hvor maksimal styrke-vægt-forhold berettiger den højere pris og nedsatte korrosionsbestandighed
Tandhjulsgaffel
Tandhjulsgaffler – omdrejningspunkterne, der forbinder ophængningen med hjulene – udsættes for komplekse belastninger i flere retninger. De skal bevare dimensional stabilitet, mens de transmitterer styresignaler og bærer køretøjets vægt. Smidede aluminiumsgaffler vejer typisk 40-50 % mindre end støbejernsalternativer, samtidig med at de tilbyder bedre udmattelsesmodstand
- 6082-T6: Industristandard for serieproducerede køretøjer; legeringens afbalancerede egenskaber klare kombinationen af statiske laster og dynamiske kræfter effektivt
- 6061-T6: Velegnet til anvendelser, hvor der kræves svejsning efter smidning, eller hvor omkostningsoptimering er afgørende
- 2014-T6: Overvejes til tunge anvendelser, der kræver højere styrke, end hvad 6xxx-legeringer kan yde
Understel og strukturelle dele
Når man undersøger, hvad bilkarosseri er lavet af i moderne køretøjer, vil man finde stigende brug af aluminium i understel og strukturelle tværbjælker. Disse komponenter udgør rygraden i køretøjets arkitektur, understøtter fremdrivningen og forbinder de vigtigste ophængningspunkter.
- 6061-T6: Udmærket valg, når understelkonstruktion inkluderer svejste samlinger; bevarer gode egenskaber i varme-påvirkede zoner med korrekt efterbehandling efter svejsning
- 6082-T6: Foretrukket til lukkede smedede understelkomponenter, hvor korrosionsbestandighed og udmattelsesbestandighed er kritiske
Anvendelser for fremdrivning og hjul
Komponenter i fremdrivningen fungerer under krævende termiske og mekaniske forhold, hvilket kræver specialiseret legeringsvalg. Samtidig skal hjul opfylde ingeniørmæssige krav samt estetiske forventninger – en unik kombination, der præger materialevalget.
Fjernsyns- og fjernsynsapparater
Pistonerne udsættes for måske de mest ekstreme forhold i enhver motor. Hvert forbrændingscyklus udsætter dem for eksplosivt tryk, ekstreme temperatssvingninger og hurtig vekselvirkende bevægelse. Ifølge branske forskning er aluminium næsten det eneste materiale, der bruges til moderne pistonner, hvor de fleste fremstilles ved gravity die casting eller smedning.
- 2618 (lavt-silicium Al-Cu-Mg-Ni legering): Standarden for højtydelses smedte pistonner; bevarer styrke ved høje temperaturer og modstår termisk udmattelse
- 4032 (eutectic/hypereutectic Al-Si legering med Mg, Ni, Cu): Tilbyder lavere termisk ekspansion og forbedret slidmodstand til specialiserede højtemperaturanvendelser
- 2024-T6: Valgt til racingspistonner, hvor udmattelsesmodstand under ekstreme cykliske belastninger er den primære designfaktor
Som den reference dokumentation noter, "Smede kolber fremstillet af eutektiske eller hypereutektiske legeringer udviser højere styrke og anvendes i højtydelsesmotorer, hvor kolberne udsættes for større belastning. Smede kolber med samme legeringssammensætning har en finere mikrostruktur end støbte kolber, og smedeprocessen giver større styrke ved lavere temperaturer, hvilket tillader tyndere vægge og reduceret kolbervægt."
Forbindelsesstænger
Stødder transfererer brændingskræfter fra kolbe til krumtapaksel og oplever både træk- og trykbelastning ved høje frekvenser. Ifølge performance tekniske data , afhænger materialevalg stærkt af den specifikke motorapplikation.
- 2024-T6: Udmærket udmattelsesmodstand gør dette til det foretrukne aluminiumsvalg for høj omdrejningstal naturligt aspirerede motorer, hvor vægtreduktion er altafgørende
- 7075-T6: Giver maksimal aluminiumsstyrke til tvangsindblæsningsapplikationer, selvom mange byggere foretrækker stållegeringer (4340, 300M) ved ekstreme boost-niveauer
For de fleste højtydelsesapplikationer angiver referencematerialet, at "aluminiumstænger, ofte forbeholdt dragracing, yder fremragt støddæmpning og kan klare korte ekstreme effektudbrud. Deres letvægtsdesign hjælper med at maksimere motoracceleration. Alligevel betyder aluminiums relativt lav udmattelsesmodstand og kortere levetid, at de ikke er velegnede til daglig kørsel eller langdistanceracing."
Forges hjul
Hjul repræsenterer et unikt kryds mellem strukturel ingeniørarbejde og forbrugerorienterede æstetik. Kombinationen af aluminiums bilkarosserie og hjul påvirker både køretøjets ydelse og købers perception markant. Smedede hjul tilbyder væsentlige vægtbesparelser i forhold til støbte alternativer—typisk 15-30 % lettere—samtidig med højere styrke og bedre modstandsdygtighed mod stød.
- 6061-T6: Mest almindelige valg til produktionssmedede hjul; balancerer styrke, formbarhed og omkostningseffektivitet; fremragt overfladekvalitet til æstetiske applikationer
- 6082-T6: Øget anvendelse i europæiske felgprogrammer; let højere styrke end 6061 med sammenlignelige fremstillingskarakteristika
- 7075-T6: Reserveret til motorsport og ultra-præmieapplikationer; den højeste styrke-til-vægt-forhold retfærdiggør betydeligt højere materiale- og produktionsomkostninger
Den branchedata bekræfter, at "A365 er en aluminiumslegering til støbning med gode støbeegenskaber og høj samlet mekanisk ydelse, som bredt anvendes til støbte aluminiumsfelge verden over." Smidte felge fremstillet med legeringer fra 6xxx- og 7xxx-serien leverer dog bedre styrke og reduceret vægt til ydelsesorienterede applikationer.
Strukturelle karosserikomponenter
Moderne biler med aluminiumskarosseri inddrager stigende smidte strukturelle knudepunkter og forstærkninger i deres bilens aluminiumskarosseriarkitektur. Disse komponenter sikrer afgørende lastveje og håndtering af krasenergi i køretøjsdesign med højt indhold af aluminium.
- 6061-T6: Foretrukket, hvor komponenter skal svejses til plade- eller presseudsleksede aluminiumskarosserikonstruktioner
- 6082-T6: Valgt til højbelastede knudepunkter i rumlig konstruktion; europæiske OEM'er foretrækker denne kvalitet til integrerede strukturelle anvendelser
- 7xxx-serie: Anvendt selektivt til kritiske komponenter ved kollision, hvor maksimal energioptagelse er påkrævet
Når køretøjarkitekoner udvikler sig mod større indhold af aluminium, bliver valg af smedte kvaliteter til strukturelle anvendelser stadig vigtigere for at opfylde krav til kollisionsikkerhed samtidig med, at vægten minimeres.
Med klare anbefalinger af kvaliteter nu knyttet til hver komponentkategori, opstår det næste kritiske overvejelse: hvordan varmebehandling forandrer egenskaberne af smedte aluminiumsdele for at opfylde specifikke ydelsesmål.
Varmebehandling og temperingsvalg for smedte dele
Du har valgt den rigtige aluminiumskvalitet til din automobilkomponent – men dit arbejde er ikke afsluttet. Varmebehandlingen efter smedning afgør, om den omhyggeligt udvalgte legering leverer sin fulde potentiale eller ender med at svigte forventningerne. Det er her forskellige typer aluminium bliver transformeret fra lovende materialer til højtydende automobilkomponenter.
Lyder det kompliceret? Tænk på varmebehandling som det sidste afstemningstrin, der frigør en legerings skjulte egenskaber. Ligegyldigt hvordan en guitar kræver korrekt stemning for at frembringe de rigtige toner, kræver smedet aluminium præcis termisk behandling for at opnå de specificerede egenskaber. At forstå aluminiumstyper og -egenskaber kræver indsigt i, hvordan hårdhedstilstande definerer denne afgørende transformation.
T6-hårdhed for maksimal styrkeanvendelser
Når automobelingeniører specificerer maksimal styrke fra varmebehandlingsdygtige aluminiumslegeringer, anmoder de næsten altid om T6-hårdhed. Ifølge ASM International's dokumentation om aluminiums varmestyrker betegnelser , T6 angiver, at legeringen er blevet "opløsningsvarmebehandlet og, uden væsentlig koldformning, kunstigt alderet for at opnå udfældningshærdning."
Hvad indebærer denne totrinsproces faktisk?
- Løsingsvarmebehandling: Det formede emne opvarmes til en høj temperatur—typisk 480-540°C afhængigt af legeringen—og holdes der i længere tid, så legeringselementerne opløses jævnt i aluminiumsmatricen
- Afhærdnning: Hurtig afkøling, typisk i vand, fastlåser disse opløste elementer i en mættet fast opløsning
- Kunstig aldring: Emnet holdes derefter ved en moderat temperatur (150-175°C for de fleste legeringer) i flere timer, så mikroskopiske forstærkningspartikler kan udfældes gennem hele metalstrukturen
Som tekniske produktionsdata forklarede, "T6-varmebehandling omdanner almindeligt aluminium til højstyrkekomponenter gennem omhyggelige opvarmning og afkølingsfaser. Denne proces skaber metaller med den perfekte balance mellem styrke og formbarhed til mange industrier."
I bilindustrien leverer T6 den styrke, som suspensionsarme, hjulnavle og strukturelle komponenter kræver. Dokumentationen bekræfter, at 6061-aluminium for eksempel øger sin flydestyrke mere end tre gange – fra ca. 55 MPa i det glødede tilstand til ca. 275 MPa efter T6-behandling.
Dette styrkeforøg sker dog med et kompromis. Elongation falder typisk fra ca. 25 % til ca. 12 %, når materialet bliver hårdere og stærkere. For de fleste strukturelle anvendelser i bilindustrien er denne reduktion i ductilitet acceptabel – komponenterne er konstrueret ud fra T6-egenskabsområdet i stedet for at kræve maksimal formbarhed.
Alternative varmetyper til specialiserede krav
Selvom T6 dominerer smedede specifikationer for automobiler, spiller flere alternative varianter en afgørende rolle, når anvendelseskravene går ud over maksimal styrke.
T651-varianter: Spændingsfri for dimensionel stabilitet
Når du ser T651 på et aluminiumskvalitetsdiagram, betragter du T6-egenskaber kombineret med spændingsfrihed. Ifølge ASM-variantreferencen angiver suffikset "51", at produktet er blevet spændingsfritaget ved strækning på 1,5-3 % efter slukning, men før aldring.
Hvorfor er dette vigtigt for automobilkomponenter? Slukning inducerer betydelige restspændinger i smedede dele. Uden spændingsfrihed kan disse indre spændinger føre til:
- Dimensionsmæssig deformation under efterfølgende bearbejdning
- Reduceret udmattelseslevetid på grund af additive spændingseffekter
- Øget modtagelighed over for spændingskorrosionsrevner i visse miljøer
For præcisionsmaskinerede komponenter som styreknaver eller komplekse ophængningsarme, giver T651 den dimensionelle stabilitet, som stramme tolerancer kræver.
T7-tilstand: Forbedret korrosionsbestandighed
Når spændingskorrosionsrevner udgør en betydelig risiko – især ved 7xxx-seringslegeringer – specificerer ingeniører T7-tilstande. Ifølge ASM-dokumentationen betyder T7, at legeringen er blevet "opløst varmebehandlet og kunstigt modnet til en overmodnet tilstand (forbi maksimal styrke)".
Denne bevidste overmodning indebærer et mindre styrketab – typisk 10-15 % under T6-niveau – men forbedrer markant modstanden mod spændingskorrosionsrevner. Der findes to vigtige varianter:
- T73: Maksimal modstand mod spændingskorrosionsrevner, med cirka 15 % lavere flydetrækstyrke end T6
- T76: Forbedret modstand mod eksfolieringskorrosion med kun 5-10 % styrketab
For højstyrke 7xxx-legeringer, der anvendes i luftfartsgradige automobildelene, repræsenterer T7-temperering ofte den optimale balance mellem styrke og langtidsholdbarhed i korrosive miljøer.
T5-temperering: Omkostningseffektiv proces
T5-temperering tilbyder en forenklet varmebehandlingsproces – den formede del afkøles fra den høje formningstemperatur og efteralderes derefter, hvorved trinnet med separat opløsningsvarmebehandling undlades. Som branchens dokumentation påpeger, er T5 "bedst egnet til mellemstærke applikationer, hvor der er behov for en vis fleksibilitet."
Selvom T5 giver lavere styrke end T6, reducerer det produktionsomkostningerne og cyklustiderne. Dette gør det velegnet til komponenter, hvor maksimal styrke ikke kræves – såsom visse dekorative listelementer eller ikke-bærende beslag.
Tempereringsbetegnelse – reference
Når du konsulterer et diagram over aluminiumstempereringer eller aluminiumslegeringer for formede automobildelene, vil du hyppigst støde på disse tempereringsbetegnelser:
| Temperament | Behandlingsproces | Resulterende ændringer i egenskaber | Typiske automobilapplikationer |
|---|---|---|---|
| T4 | Løsningsglødet, naturligt alderbehandlet ved stuetemperatur | Moderat styrke, højere formbarhed end T6, god formbarhed | Komponenter der kræver efterformning, mellemværende bearbejdningsfaser |
| T5 | Afkølet fra smedetemperatur, kunstigt alderbehandlet | Mellemstærk, omkostningseffektiv proces, egnet til ikke-kritiske dele | Beskåre, dækninger, ikke-bærende komponenter |
| T6 | Løsningsglødet, kværnet, kunstigt alderbehandlet til maksimal styrke | Maksimal styrke og hårdhed, nedsat formbarhed i forhold til T4 | Ophængsarme, leddelokker, hjul, strukturelle komponenter med høj belastning |
| T651 | T6-behandling plus spændingsfrihed ved strækning (1,5-3 %) | T6 egenskaber med forbedret dimensionel stabilitet og reduceret restspænding | Præcisionsbearbejdede komponenter, tætsiddende dele |
| T7 | Løsningsglødet, overalderet ud over maksimal styrke | Lidt lavere styrke end T6, markant forbedret modstandsdygtighed over for spændingskorrosion | Højstyrkelegerede komponenter i korrosive miljøer |
| T73 | Løsningsglødet, specifikt overalderet for maksimal modstandsdygtighed over for spaltkorrosion | ~15 % lavere flydetrækstyrke end T6, fremragende modstandsdygtighed over for spændingsrevnedannelse | 7xxx-serie strukturelle komponenter i krævende miljøer |
| T76 | Løsningsglødet, overalderet for modstandsdygtighed over for eksfolieringskorrosion | 5-10 % lavere styrke end T6, forbedret eksfolieringskorrosionsbestandighed | 7xxx-seriekomponenter udsat for fugt og vådning |
Forbinder valg af temperering med ydelseskrav
Hvordan vælger man den rigtige temperering til en specifik automobilkomponent? Beslutningen tages ud fra forståelsen af hvilke fejlmåder komponenten skal modstå samt hvilke produktionsbegrænsninger der findes.
Overvej et smedet ophængningsreguleringsarm. Komponenten udsattes for:
- Millioner af udmattelsesbelastningscyklusser gennem bilens levetid
- Udsat for vejsalt og fugt
- Risiko for skadede sten på grund af stenpåvirkning
- Præcise dimensionelle krav for korrekt ophængningsgeometri
For en 6082 legeringsreguleringsarm giver T6-tempereringen den nødvendige styrke og udmattelsesbestandighed. Hvis produktionsprocessen omfatter betydelig bearbejdning efter varmebehandling, sikrer T651 dimensionel stabilitet. Den iboende korrosionsbestandighed af 6xxx-legeringerne eliminerer generelt behovet for T7-typen over-agering.
Overvej nu en 7075 smedet komponent til et højtydende formål. Den ekstremt høje styrke i 7075-T6 giver maksimal ydeevne, men legeringens følsomhed over for spændingskorrosionsrevner i T6-tilstanden kan være uacceptabel for sikkerhedskritiske dele. Ved at specificere 7075-T73 reduceres topstyrken med ca. 15 %, men der opnås samtidig den nødvendige modstand mod spændingskorrosion, som er afgørende for langtidsholdbarhed.
Det væsentlige indsigter? Valg af varmebehandling (temper) handler ikke blot om at opnå maksimal styrke – det handler om at tilpasse hele egenskabsprofilen til, hvad hver enkelt komponent faktisk kræver. Denne forståelse af varmebehandlingens effekter forbereder dig på produktionsovervejelserne, der afgør, om smedealuminiumskomponenter konsekvent lever op til deres specifikationer.
Smedeprocessparametre og produktionsmæssige overvejelser
Forståelse af hvilken aluminiumkvalitet der passer bedst til din komponent er kun halvdelen af ligningen. Den anden halvdel? At vide, hvordan man faktisk smedereringsvis producerer den pågældende legering med succes. Procesparametre – temperaturintervaller, trykkrav, formopvarmning og deformationshastigheder – varierer betydeligt mellem forskellige aluminiumkvaliteter. Hvis disse parametre vælges forkert, kan selv den optimale legeringsvalg resultere i revnede dele, ufuldstændig udfyldning af formen eller komponenter, der fejler for tidligt i brug.
Hvorfor er disse detaljer så vigtige? I modsætning til aluminiumkvaliteter til støbning, hvor smeltet metal frit flyder ind i forme, kræver smedning præcis kontrol med deformation i fast tilstand. Hver aluminiumslegering reagerer anderledes på tryk ved forskellige temperaturer, hvilket gør valg af procesparametre kritisk for strukturelle anvendelser af aluminium.
Kritiske smedningsparametre efter legeringskvalitet
Ifølge ASM Handbook-forskning i aluminiumssmedning , arbejdstykrets temperatur er måske den mest kritiske procesvariabel. De anbefalede smedningstemperaturområder for almindeligt anvendte automobilsammensætninger er overraskende smalle – typisk inden for ±55°C (±100°F) – og at overskride disse grænser risikerer enten revner eller utilstrækkelig materialeflydning.
Her er, hvad forskningen afslører om specifikke legeringsfamilier:
- 6061 Aluminium: Smedningstemperaturområde på 430-480°C (810-900°F). Denne legering viser næsten et 50 % fald i flydespænding, når den smedes ved øvre temperaturgrænse sammenlignet med lavere temperaturer, hvilket gør temperaturregulering afgørende for konsekvente resultater.
- 6082 Aluminium: Lignende temperaturområde som 6061. Europæiske producenter smeder ofte denne legering ved temperaturer tættere på den øvre grænse for at optimere udfyldning af formen til komplekse ophængskonstruktioner.
- 7075 Aluminium: Smalere smedeforgeringsområde på 380-440°C (720-820°F). 7xxx-serien viser den mindste følsomhed over for temperatursvingninger, men det betyder også mindre fejlmargen – legeringen vil ikke "forgive" bearbejdningsfejl på samme måde som mere sejagtige kvaliteter.
- 2014 og 2024 aluminium: Temperaturområder på 420-460°C (785-860°F). Disse kobberbaserede legeringer kræver omhyggelig kontrol med forvarmning, da de er sårbare over for deformation opvarmning under hurtige smedeforgeringsslag.
Forskningen understreger, at "opnåelse og vedligeholdelse af korrekte forvarmningsmetalltemperaturer ved smedeforgning af aluminiumslegeringer er en kritisk procesvariabel, som er afgørende for succes i smedeforgningsprocessen." Gennemværkningstider på 10-20 minutter pr. tomme i tværsnits tykkelse sikrer typisk ensartet temperaturfordeling, inden smedeforgning påbegyndes.
Døde temperatur og deformationshastighedseffekter
I modsætning til stålsmedeforgning, hvor værktøjer ofte forbliver relativt kolde, kræver aluminiumssmedning opvarmede værktøjer – og temperaturkravene varierer efter processtype:
| Smedeforingsproces/Udstyr | Die Temperaturinterval °C (°F) | Centrale overvejelser |
|---|---|---|
| Hamre | 95-150 (200-300) | Lavere temperaturer på grund af hurtig deformation; reducerer risikoen for overophedning fra adiabatisk opvarmning |
| Mekaniske presser | 150-260 (300-500) | Moderate temperaturer balancerer værktøjliv med materialeflow |
| Skruemaskiner | 150-260 (300-500) | Lignende mekaniske presser; udmærket til komplekse aluminiumsblade |
| Hydrauliske presser | 315-430 (600-800) | Højeste temperaturer på grund af langsom deformation—isotermiske forhold udvikler sig |
| Ringvalsning | 95-205 (200-400) | Moderate temperaturer bevarer metallets formbarhed under trinvisse formering |
Tøjningshastighed påvirker også smederesultaterne betydeligt. Ifølge forskningen fra ASM viser, at ved en tøjningshastighed på 10 s⁻¹ i forhold til 0,1 s⁻¹, stiger flowspændingen for aluminium 6061 med ca. 70 %, mens aluminium 2014 næsten fordobler sin flowspænding. Dette betyder, at hammer-smedning (høj tøjningshastighed) kræver væsentligt mere kraft end hydraulisk presse-smedning (lav tøjningshastighed) for samme legering.
For de højstyrke 2xxx og 7xxx legeringer kan udstyr til smedning med høj formændringshastighed, som for eksempel forsthammer, faktisk forårsage problemer. Ifølge ASM-dokumentationen er "nogle højstyrke 7xxx legeringer utilgivelige over for temperaturændringer, der kan opstå ved smedning med høj formændringshastighed, og derfor anvendes ikke denne type udstyr ved fremstilling af smedninger i disse legeringer." Producenter ofte sænker forvarmningstemperaturer til det lave enden af acceptable områder, når de bruger hurtig udstyr, for at kompensere for deformationsspårvirkning.
Hensyn til svejsbarhed og samling
Når smedte aluminiumskomponenter til biler er fremstillet og varmebehandlet, skal mange af dem samles for at danne komplette køretøjsstrukturer. At forstå svejsbare aluminiumsgrader og deres begrænsninger forhindrer kostbare samlefejl og sikrer strukturel integritet.
Svejsbarheden af smedte aluminiumsgrader varierer kraftigt efter legeringsfamilie:
- 6061 og 6082: Udmærket svejsbarhed – disse legeringer kan forbindes ved anvendelse af konventionelle MIG- og TIG-svejseprocesser med påfyldningsmaterialer som 4043 eller 5356. Svejsning skaber dog en varmepåvirket zone (HAZ), hvor egenskaberne ved T6-temperering markant forringes. Ifølge Lincoln Electric's svejseforskning kan der være behov for eftervarmebehandling efter svejsning for at genoprette styrken i kritiske applikationer.
- 7075:Dårlig svejsbarhed – denne legering er tilbøjelig til varmrevner under svejsning og bør generelt ikke fusionssvejses. Mekanisk samling eller limning er de foretrukne metoder til sammenføjning af 7075 smedeemner.
- 2024 og 2014: Begrænset svejsbarhed – selvom de teknisk set kan svejses, er disse kobberholdige legeringer sårbare over for varmrevner og kræver typisk specialiserede procedurer. Mange automobilspecifikke applikationer angiver mekanisk samling i stedet.
- 5xxx-serie: Udmærket svejsbarhed – disse ikke-varmebehandlingsbare legeringer svejses nemt, men anvendes sjældnere i smede aluminiumsautomobilkomponenter på grund af lavere styrkeniveauer.
Når der svejses varmebehandlet aluminiumssmedede dele som 6061-T6 eller 6082-T6, kan varmepåvirkede zoner (HAZ) miste op til 40 % af deres flydestyrke. Lincoln Electrics forskning i avanceret bølgeformstyring viser, at "variationer i kemisk sammensætning dramatisk ændrer en legerings fysiske egenskaber", og at der kan udvikles brugerdefinerede svejsebølgeformer for specifikke legeringer for at minimere disse effekter.
Overvej følgende processtrategier for kritiske strukturelle aluminiumsanvendelser:
- Minimer varmetilførsel: Anvend pulseret MIG-svejsning for at reducere den samlede mængde varme overført til grundmaterialet
- Design med hensyn til svejselokation: Placér svejsninger uden for områder med maksimal belastning, så vidt muligt
- Angiv efterbehandling efter svejsning: For applikationer, hvor fuld styrkegenopretning kræves, skal opløsning og aldring udføres efter svejsning
- Overvej mekanisk sammenføjning: For højstyrke 2xxx- og 7xxx-smedede dele giver skruede eller naglede forbindelser ofte bedre pålidelighed
Moderne bilstrukturer kombinerer i stigende grad smedede aluminiumsknudepunkter med ekstruderede og pladeformede aluminiumskomponenter. Samlingsstrategien for disse samlinger skal tage højde for de forskellige varianter og legeringer, der er involveret – et smedet 6082-T6 ophængningsfastgørelsespunkt kan f.eks. forbindes til en 6063-T6 ekstruderet bjælke ved hjælp af limføjning kombineret med selvborende nitter.
Når procesparametre og svejsbarhed er forstået, opstår det oplagte spørgsmål: Hvordan sammenlignes smedet aluminium med alternative fremstillingsmetoder for de samme komponenter? Den sammenligning afslører, hvornår smedning virkelig leverer overlegent værdi.

Smedning vs. Støbning vs. Blok-aluminium i automobilsammenhænge
Du har undersøgt de vigtigste smedede aluminiumslegeringer og deres fremstillingsparametre. Men her er et spørgsmål, som indkøbsprofessionelle og ingeniører ofte står over for: Skal denne komponent overhovedet smedes fra starten af? At forstå, hvornår smedning giver større værdi – i forhold til støbning eller bearbejdning fra fast materiale – kan spare betydelige omkostninger og samtidig sikre optimal ydelse.
Sandheden er, at hver fremstillingsmetode findes, fordi den løser bestemte problemer bedre end alternativerne. Når man skal vælge det rigtige materiale til karosserikomponenter, drivlindekomponenter eller ophængselementer, er fremstillingsprocessen lige så vigtig som legeringstypen. Lad os se nærmere på, hvordan disse tre metoder adskiller sig fra hinanden.
Ydelses sammenligning mellem fremstillingsmetoder
Hvad sker der rent faktisk i metallet under hver proces? Forskellene er fundamentale – og de bestemmer direkte, hvordan hver enkelt komponent fungerer i dit køretøj.
Forged Aluminium
Ifølge forskning i bilproduktion fremstilles smedede dele ved "deformation af opvarmet metal ved hjælp af tryk, hvilket ændrer dens indre struktur og forbedrer dens styrke." Denne proces justerer metallernes kornstruktur, hvilket skaber et væsentligt stærkere materiale sammenlignet med støbte alternativer.
Smedeprocessen leverer flere tydelige fordele:
- Overlegen mekanisk integritet: Kornstrukturjustering gør det muligt for smedede komponenter at bære større belastninger
- Forbedret udmattelsesmodstand: Afgørende for komponenter, der udsættes for millioner af spændingscykler
- Minimal indre fejl: Komprimeringsprocessen eliminerer huller og porøsitet, som er almindelige i støbte dele
- Udmærket sejhed: Ideel til anvendelser med risiko for stød, såsom hjul og ophængskomponenter
Støbning af aluminium
Støbning fremstiller komponenter ved at hælde smeltet aluminium iforme og lade det størde. Som produktionsanalyse forklare, at denne proces "muliggør komplekse former gennem kontrolleret udhærdning" og tilbyder uslåelig designfleksibilitet.
Når du vurderer støbelegeringer af aluminium og die-cast aluminiumslegeringer, skal du overveje disse egenskaber:
- Evne til kompleks geometri: Intrikate indre kanaler og detaljerede funktioner kan opnås
- Lavere værktøjsomkostninger for komplekse dele: Støbeforme koster ofte mindre end smedeforme ved samme kompleksitet
- Porerisiko: Fanget gas kan skabe indre hulrum, der svækker materialet
- Variable mekaniske egenskaber: Aluminiumlegeringsstøbninger viser større egenskabsvariation end smedede tilsvarende
Undersøgelsen pointerer, at fremskridt inden for støbning under højt tryk har betydeligt forbedret kvaliteten af aluminiumlegeringsstøbninger, "hvorved det er blevet muligt at fremstille komponenter, der både er lette og holdbare." For sikkerhedskritiske anvendelser er de iboende begrænsninger ved støbningsprocessen dog stadig relevante.
Massivt aluminium
Billetbearbejdning starter med massivt aluminiumsmateriale—typisk ekstruderet eller valset—og fjerner materiale ved hjælp af CNC-udstyr for at opnå den endelige geometri. Ifølge branchens dokumentation , gør denne metode det "muligt at opnå stramme tolerancer, hvilket gør den ideel til højtydende dele."
Vigtige billetegenskaber omfatter:
- Maksimal præcision: CNC-bearbejdning opnår tolerancer, som støbning og smedning ikke direkte kan matche
- Ensartet kornstruktur: Udgangsmaterialet har ensartede egenskaber igennem hele materialet
- Højt materialeforbrug: En betydelig mængde aluminium bearbejdes væk, hvilket øger de effektive materialeomkostninger
- Ingen værktøjsinvestering: Programmeringsændringer erstatter fysiske ændringer af formværktøj
Sammenligning af produktionsmetoder
| Kriterier | Forged Aluminium | Støbning af aluminium | Massivt aluminium |
|---|---|---|---|
| Styrke | Højst – justeret kornstruktur maksimerer mekaniske egenskaber | Lavere – kornstrukturen er tilfældig; potentiel porøsitet svækker materialet | Høj – ensartet grundmateriale, men bearbejdning fjerner gunstig kornretning |
| Vægtoptimering | Udmærket – styrken tillader tyndere vægge uden at kompromittere ydeevnen | God – komplekse former muliggør optimering af materialeplacering | Moderat – begrænset af udgangsmaterialets geometri og bearbejdningsegenskaber |
| Enhedspris | Moderat til høj – afhænger af kompleksitet og volumen | Lav ved høje volumener—værktøjsomkostninger afskrives over store produktionsløb | Høj—betydelig maskinetid og materialeffespild per del |
| Værktøjsinvestering | Høj—præcisions smedningsforme kræver betydelige forudgående investeringer | Moderat til høj—varierer efter gnestningsmetode og kompleksitet | Lav—CNC-programmering erstatter fysisk værktøj |
| Egnethed for produktionstal | Mellemstore til høje volumener—værktøjsinvestering favoriserer større løb | Høje volumener—støbning i form udmærker sig ved massproduktion | Lave volumener—ideel til prototyper og specialdele |
| Kompleksitet i udformningen | Moderat—begrænset af formdesign og materialeflow begrænsninger | Høj—indre kanaler og indviklede funktioner er opnåelige | Meget høj—næsten enhver geometri, som CNC-værktøj kan nå |
| Typiske automobilapplikationer | Ophængningsarme, hjul, støddæmperstænger, styreknavler | Motorblokke, gearkasser, indsugetransporter | Prototypedele, lavt antal ydelsedele, skræddersyede beslag |
Når smedning leverer overlegen værdi
I forhold til de nævnte afvejninger, hvornår er smedning tydeligt den bedre løsning? Beslutningskriterierne bliver klare, så snart man forstår, hvad hver enkelt anvendelse faktisk kræver.
Vælg smedning, når:
- Udmattelsesmodstand er kritisk: Komponenter, der udsættes for gentagne belastningscykluser—ophængningsarme, hjul, støddæmperstænger—drager mest fordel af smedningens justerede kornstruktur. Forskningen bekræfter, at smedte dele "som regel har bedre udmattelsesmodstand og sejhed", hvilket gør dem "især velegnede til ydelsesorienterede køretøjer."
- Maksimal styrke-til-vægt-forhold er afgørende: Blandt metaller, der bruges i bilkarosserier og strukturelle applikationer, opnår smedet aluminium den højeste styrke med minimumsvægt. Når hvert gram tæller for ydelse eller efficiens, retfærdiggør smedning dens præmie.
- Produktionsmængder retfærdiggør værktøjsomkostninger: For årlige mængder, der overstiger flere tusind enheder, amortiseres investeringen i smedningsværktøj effektivt. Under denne grænse kan bearbejdning af råmetal være mere økonomisk, trods højere omkostninger pr. del.
- Sikkerhetskritiske applikationer kræver pålidelighed: Frie fra intern porøsitet giver smedning en pålidelighed, som støbning ikke kan matche. For komponenter, hvor konsekvenserne af svigt er alvorlige, reducerer smednings konsekvente kvalitet risikoen.
Overvej alternativer når:
- Komplekse interne geometrier er påkrævet: Støbning muliggør kanaler og kamre, som smedning ikke kan skabe. Motorblokke og gearkasser er eksempler på, hvor støbnings designfleksibilitet er afgørende.
- Mængder er ekstremt høje: For kommoditieskomponenter produceret i millioner årligt bliver die-casting's omkostning pr enhed tiltalende, trods lavere styrke.
- Prototype- eller lavvolumsproduktion: Billet-bearbejdning eliminerer helt behovet for værktøjsinvestering, hvilket gør det ideelt til udviklingsdele eller specialapplikationer med volumener under økonomisk forgningstærskel.
- Æstetiske overflader er afgørende: Støbte og maskinebearbejdede overflader kræver ofte mindre efterbehandling til dekorative anvendelser end forgningsoverflader.
Bilindustriens materialevalg til karosseri udvikler sig stigende med hensyn til disse kompromisser. Højt belastede strukturelle knudepunkter anvender ofte forgnet aluminium, mens komplekse kabiner bygger på avancerede støbningsteknikker, og prototypeprogrammer udnytter billet-bearbejdning til hurtig udvikling.
Forståelse af hvornår smedning overgår alternativer hjælper dig med at specificere den rigtige proces fra starten. Men selv med denne viden sker der stadig fejl ved valg af kvalitet – og at vide, hvordan man undgår dem, eller hvordan man erstatter kvaliteter, når det er nødvendigt, kan forhindre kostbare produktionsproblemer.
Bedste praksis for substitution og valg af kvalitet
Selv med perfekt viden om egenskaberne af aluminiumslegeringer og smedningsparametre stiller virkelige produktionsforhold uventede udfordringer. forsyningskædeforstyrrelser, mangel på materiale eller omkostningstryk tvinger ingeniører til tider til at overveje alternativer til deres foretrukne aluminiumskvalitet. At vide, hvilke substitutioner der virker – og hvilke skaber problemer – adskiller succesrige projekter fra kostbare fejl.
Udover erstatningsscenarier sker mange fejl ved valg af legering blot fordi ingeniører anvender ståldesign-tankegang på aluminiumskonstruktioner. At forstå disse almindelige fejltrin hjælper dig med at undgå dyre omarbejder og komponentfejl, inden de opstår.
Retningslinjer for erstatning af legeringer
Når din specificerede aluminiumslegering ikke er tilgængelig, skal du modstå fristelsen til blot at vælge næste mulighed på listen. Forskellige legeringer af aluminium opfører sig forskelligt under smedning, varmebehandling og i brugsforhold. Vellykkede erstatninger kræver, at de mest kritiske ydeevnekrav opfyldes, samtidig med at der foretages kompromiser vedrørende sekundære egenskaber.
Her er afprøvede erstatningspar for almindelige automobilsmedte legeringer:
- 6082 → 6061: Den mest almindelige erstatning inden for automobil smedning. Forvent en let lavere brudstyrke (cirka 5-10 % reduktion) og noget ringere udmattelsesegenskaber i korrosive miljøer. Begge legeringer har fremragende svejseegenskaber og korrosionsbestand. Acceptabel til de fleste ophængnings- og strukturelle anvendelser, hvor 6082 blev specificeret primært af hensyn til tilgængelighed frem for marginale styrkefordele.
- 6061 → 6082: Fungerer godt når materialet er tilgængeligt – 6082 giver faktisk en smule bedre styrke. Ingen væsentlige egenskabsreduktioner, selvom 6082 kan være dyrere afhængigt af regional tilgængelighed. Europæiske leveringskæder foretrækker ofte 6082, mens 6061 typisk er lettere tilgængeligt i Nordamerika.
- 7075 → 7050: Begge leverer ekstremt høj styrke, men 7050 tilbyder forbedret modstand mod spændingskorrosionsrevner og bedre sejhed. Dette udskiftning repræsenterer ofte en forbedring frem for et kompromis. Forvent lignende eller let lavere maksimal styrke med forbedret brudsejhed.
- 7075 → 2024: Brug med forsigtighed – selvom begge er højstyrkelegeringer, adskiller deres egenskabsprofiler sig markant. 2024 giver fremragende udmattelsesmodstand, men lavere brudstyrke end 7075. Velegnet når cyklisk belastning dominerer konstruktionscasen, men ikke når maksimal statisk styrke er påkrævet.
- 2024 → 2014: Begge kobbaserede legeringer med lignende smedeegenskaber. 2014 tilbyder let bedre formbarhed med sammenlignelig styrke. Acceptabel til de fleste drivlinjeapplikationer, hvor 2024 oprindeligt var specificeret.
- 6061 → 5083: Generelt ikke anbefalet til smede komponenter. Selvom 5083 tilbyder fremragende korrosionsbestandighed, kan det ikke varmebehandles og opnår ikke styrkeniveauerne for 6061-T6. Overvej kun denne erstatning til ikke-bærende anvendelser, hvor korrosionsbestandighed vejer tungere end krav til styrke.
Når du vurderer en erstatning, skal du sikre, at den alternative kvalitet opfylder alle kritiske specifikationer – herunder kompatibilitet med smedningstemperatur, respons på varmebehandling og eventuelle efterfølgende montagekrav såsom svejsbarhed. En kvalitet, der metallurgisk set virker, kan stadig svigte, hvis din produktionsudstyr ikke kan bearbejde den korrekt.
Undgåelse af almindelige valgfel
Ifølge Lincoln Electric's ingeniørvejledning , er en af de hyppigste fejl i aluminiumskonstruktion blot at vælge den stærkeste tilgængelige legering uden at tage højde for andre kritiske faktorer. Som deres tekniske dokumentation påpeger: "Meget ofte vælger konstruktøren den absolut stærkeste tilgængelige legering. Dette er en dårlig konstruktionspraksis af flere grunde."
Hvorfor kan det at vælge den stærkeste aluminiumslegering nogle gange gå tilbage?
- Gennumbøjning bestemmer ofte designet, ikke styrke: Den elastiske modul for de fleste aluminiumslegeringer—svage såvel som stærke—er omtrent den samme (en tredjedel af ståls). Hvis din komponents kritiske grænse er stivhed frem for flydestyrke, giver det dig intet at betale ekstra for 7075 frem for 6061.
- Mange højstyrkelegeringer kan ikke svejses: Lincoln Electric's forskning understreger, at "mange af de stærkeste aluminiumslegeringer ikke kan svejses ved hjælp af konventionelle teknikker." At specificere 7075 for en komponent, der skal svejses ind i et større samling, skaber produktionsmæssige umuligheder. Dokumentationen bemærker specifikt, at 7075 "aldrig bør svejses til strukturelle anvendelser."
- Egenskaber i svejsezone adskiller sig fra grundmaterialet: Selv med svejbare legeringer som 6061 gælder det, at »svejsningen sjældent vil være lige så stærk som grundmaterialet«. At designe ud fra T6-basemateriales egenskaber uden hensyntagen til degradering i varmeindflydelseszonen fører til for svage svejsninger og potentielle fejl.
Her er yderligere valgfejl, som bør undgås:
- Specificering af formforstærkede tilstandsgrader til sammenføjede sammensætninger: For ikke-varmebehandlingslegerede materialer (1xxx, 3xxx, 5xxx) fungerer svejsning som en lokal glødefort, der lokalt udslettes formforstærkningen. "Uanset hvilken tilstand man starter med, vil egenskaberne i varmeindflydelseszonen svare til O-tilstandens glødede materiale", bekræfter forskningen. At købe dyrt formforstærket materiale, der skal svejses, er spild af penge – varmeindflydelseszonen vender altid tilbage til glødede egenskaber.
- Ikke at tage hensyn til krav til efterbehandling efter svejsning: Varmebestandige legeringer som 6061-T6 oplever en betydelig styrkemindskelse i svejsningszonen. Forskningen viser, at "den minimale svejste trækstyrke på 24 ksi" sammenlignet med "40 ksi" for T6 grundmaterialet udgør en styrkemindskelse på 40 %. Hvis man ikke specificerer efter-svejsningsaldring, når styrkegenopretselser er nødvendig, kompromitterer man strukturel integritet.
- Overlooking stress corrosion susceptibility: Højstyrke 7xxx legeringer i T6-tilstand kan være modtagelige for spændingskorrosionsrevner. At specificere 7075-T6 til komponenter udsat for fugt og vedvarende belastning uden overvejelse af T73 eller T76-tilstande risikerer for tidlige feltfejl.
- Forveksling af støbelegeringer med smedelegeringer: Nogle specifikationer forkert angiver aluminiumslegeringer til støbning, når der faktisk er behov for smede komponenter. A356 og A380 er fremragende støbelegeringer, men ikke egnede til smedning—deres kemisk sammensætning er optimeret for flydningsevne i smeltet tilstand, ikke deformation i fast tilstand.
Arbejde med kvalificerede smedepartnere
Mange udfordringer ved valg af kvalitet bliver mere håndterbare, når du samarbejder med erfarne smedeproducenter, der forstår bilindustriens krav. Speciallegeringer til bilapplikationer kræver ofte præcis proceskontrol, som kun etablerede producenter kan levere konsekvent.
Når du vurderer potentielle smedepartnere, skal du overveje deres ingeniørmæssige supportevner. Kan de rådgive om det optimale kvalitetsvalg til din specifikke komponent? Har de erfaring med de varmetyper og efter-smedebehandlinger, som din applikation kræver? Producenter certificeret i henhold til IATF 16949 som Shaoyi har kvalitetssystemer og teknisk ekspertise, der hjælper med at omsætte beslutninger om kvalitetsvalg til pålidelige produktionskomponenter.
Deres evne til hurtig prototyping – med levering af første dele på blot 10 dage – giver dig mulighed for at validere valg af legering, inden du begiver dig på værktøjer til storproduktion. For komponenter som ophængningsarme og drivakser, hvor aluminiumskvalitet direkte påvirker køretøjssikkerheden, er det uvurderligt at have ingeniørpartnere, som forstår både metallurgi og automobilkrav.
Kombinationen af viden om korrekt valg af legering og kvalificerede produktionspartnerskaber danner grundlaget for succesfulde smedet aluminiumsprogrammer. Når disse elementer er på plads, er du klar til at træffe endelige materialevalg, der effektivt balancerer ydekrav, produktionsbegrænsninger og omkostningsovervejelser.
Valg af den rette smedet aluminiumslegering til dit anvendelse
Du har nu undersøgt det komplette udvalg af smedealuminiumlegeringer til biler—fra forståelse af legeringsseriers betegnelser til at matche specifikke kvaliteter med komponentkrav, og fra varmebehandlingsovervejelser til produktionsparametre. Men hvordan samler du al denne viden til konkrete beslutninger? Lad os opsummere den væsentlige vejledning, der omdanner teknisk forståelse til succesfulde indkøbsresultater.
Uanset om du specificerer aluminium til biler i et nyt køretøjsprogram eller optimerer en eksisterende supply chain, følger valget af kvalitet en logisk rækkefølge. At få denne rækkefølge rigtig, forhindrer kostbare fejl og sikrer, at dine automobildelene i aluminium leverer den ydelse, dine køretøjer kræver.
Nøglepunkter for valg af kvalitet
Efter gennemgangen af det fulde spektrum af bilaluminiumsalternativer er der flere beslutningsfaktorer, der konsekvent bestemmer succes:
- Start med spændingskrav, ikke materialepræferencer: Definér, hvad din komponent faktisk udsættes for – statiske belastninger, cyklisk udmattelse, stødbelastninger eller kombinationer heraf. Et ophængningsarm, der udsættes for millioner af kørselscyklusser, kræver andre egenskaber end et beslag, der kun oplever statiske belastninger. Vælg legeringsfamilien ud fra disse reelle krav: 6xxx til afbalanceret ydelse, 7xxx til maksimal styrke, 2xxx til fremragende udmattelsesbestandighed.
- Tag højde for produktionsvolumen tidligt: Økonomien i smedning favoriserer mellemstore til store produktionsvolumener, hvor værktøjsomkostningerne afskrives effektivt. For volumener under flere tusinde årligt, skal det valideres, at smedning stadig er omkostningsmæssigt konkurrencedygtig i forhold til alternativer som bearbejdning fra fast materiale. Programmer med høje volumener drager mest fordel af smedningens kombination af overlegne egenskaber og effektiv produktion.
- Tag højde for efterfølgende processtrin: Hvis din komponent skal svejses sammen med en større samling, udelukker dette krav hele legeringsfamilier fra overvejelse. Angiv 6061 eller 6082, når svejsbarhed er afgørende; undgå 7075 til enhver strukturel svejste anvendelse. Overvej ligeledes krav til bearbejdning efter smedning – T651-temperinger sikrer den dimensionelle stabilitet, som præcisionsbearbejdning kræver.
- Vurder den samlede omkostning, ikke kun materialeprisen: Det billigste aluminium til biler er ikke altid det mest økonomiske valg. En dyrere legering, der tillader tyndere vægge, reduceret efterbehandling eller forenklet varmebehandling, kan resultere i lavere samlede komponentomkostninger end en billigere kvalitet, der kræver ekstra bearbejdning. Beregn hele billedet, inden du fastlægger specifikationerne.
- Opbyg robusthed i forsyningskæden: Identificer acceptable substitutionsgrader, inden produktionen begynder. At vide, at 6061 kan erstatte 6082 – eller at 7050 udgør en opgradering i forhold til 7075 – giver dig muligheder, når der opstår leveringsforstyrrelser. Dokumentér disse alternativer i dine specifikationer, så indkøbsteamene kan reagere hurtigt på ændringer i tilgængelighed.
Det vigtigste valgprincip: vælg legeringen, der bedst matcher din komponents faktiske ydeevnekrav – ikke den stærkeste tilgængelige mulighed. Overdimensionering spilder penge og kan skabe produktionskomplikationer, mens undervurdering risikerer fejl i feltet, hvilket skader både køretøjer og rygte.
Samarbejde for succes inden for automobil smedning
Her er virkeligheden, som enhver erfaren ingeniør forstår: selv perfekt legeringsvalg betyder intet uden en produktionspartner, der er i stand til konsekvent gennemførelse. Forskellen mellem materiale specifikation og kvalitetskomponenter kræver ekspertise, som kun kvalificerede smedningsleverandører kan dække.
Når aluminium i biler skal opfylde krævende ydelsesstandarder, bliver valg af leverandør lige så kritisk som valg af legering. Ifølge branchens retningslinjer for vurdering af smedeleverandører , er der tre faktorer, der betyder allermest: certificeringer og kvalitetssystemer, produktionskapacitet og udstyr samt strenge kvalitetskontrolstandarder.
Specifikt for automobilapplikationer viser IATF 16949-certificeringen, at en leverandør har implementeret de kvalitetsstyringssystemer, som bilindustrien kræver. Denne certificering – bygget på ISO 9001 med bilspecifikke krav – bekræfter, at producenten forstår sporbarhed, processtyring og kontinuerlig forbedring på det niveau, dine køretøjsprogrammer kræver.
Ud over certificering skal praktiske kapaciteter vurderes, som omformer specifikationer til komponenter:
- Ingeniørstøtte: Kan leverandøren rådgive om den optimale kvalitetsvalg til din specifikke geometri og belastningsforhold? Forstår de konsekjerne af varmebehandling og kan anbefale passende varmestillinger?
- Prototypehastighed: Moderne tidsplaner for køretøjsudvikling kræver hurtig iteration. Partnere, der tilbyder prototype smedning på kortere tidsrammer – nogle gange så hurtigt som 10 dage – muliggør designvalidering inden man forpligter sig til produktionstøj.
- Komponent ekspertise: Leverandører med dokumenteret erfaring inden for din komponentkategori – uanset om det er fædrearm, drivakser eller strukturelle knudepunkter – bringer applikationsspecifik viden, som generelle smedningsværksteder måske mangler.
- Kvalitetskontrol infrastruktur: Avancerede inspektionsteknologier, procesovervågning og omfattende dokumentationssystemer sikrer, at hver eneste komponent opfylder specifikationen. Referencematerialet fremhæver, at ledende leverandører investerer i koordinatmålemaskiner, ustruksive testudstyr og materialeanalysekapacitet.
For ingeniører og indkøbsprofessionelle, der søger produktion af komponenter til biler i aluminium Shaoyi (Ningbo) Metal Technology er et eksempel på den partnertype, som succesrige programmer kræver. Deres IATF 16949-certificering bekræfter kvalitetssystemer på bilindustriniveau, mens deres interne ingeniørteam yder den tekniske vejledning, der hjælper med at omforme valg af materialer til specifikationer klar til produktion. Beliggende tæt på Ningbo Port kombinerer de muligheder for hurtig prototyping—med første dele klar allerede efter 10 dage—sammen med kapacitet til massproduktion i stor målestok for modne programmer.
Deres dokumenterede ekspertise inden for udfordrende aluminiumsbilerdele som fæder og drivakser afspejler den komponent-specifikke viden, der gør anbefalinger til legeringsvalg handling. Når specifikationer kræver styrestiller i 6082-T6 eller ydelskomponenter i 7075-T6, sikrer en produktionspartner, der forstår både metallurgien og kravene til bilkvalitet, at materialevalg bliver til pålidelige komponenter.
Rejsen fra legeringsspecifikation til bilperformance foregår gennem produktion. Ved at kombinere den viden om legeringsvalg, som du har opnået gennem denne guide, med kvalificerede smedepartnere, der deler din fokus på kvalitet, stiller du dine bilprogrammer bedst muligt for succes – og leverer den styrke, vægtbesparelse og pålidelighed, som moderne biler kræver af deres smedede aluminiumskomponenter.
Ofte stillede spørgsmål om smedede aluminiumslegeringer til biler
1. Hvad er de forskellige legeringer inden for aluminiumssmedning?
De mest almindelige smedede aluminiumslegeringer til bilapplikationer omfatter 6061, 6063, 6082 fra 6000-serien og 7075 fra 7000-serien. Legeringerne fra 6xxx-serien tilbyder fremragende formbarhed, korrosionsbestandighed og afbalanceret styrke, hvilket gør dem ideelle til ophængsarme og hjul. 7xxx-serien leverer ekstremt høj styrke til komponenter med krav til ydeevne. Desuden giver 2024 og 2014 fra 2xxx-serien overlegent udmattelsesbestandighed til motordelen som stempler og forbindelsesstænger. Producenter certificeret efter IATF 16949, som f.eks. Shaoyi, kan vejlede i valg af den optimale legering ud fra specifikke komponentkrav.
hvilken aluminiumskvalitet anvendes i biler?
Automobilapplikationer anvender flere forskellige aluminiumskvaliteter afhængigt af komponentkrav. Almindelige kvaliteter inkluderer 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 og 2024. Specifikt for smedede komponenter dominerer 6082-T6 i europæiske ophængs- og chassisapplikationer på grund af fremragende udmattelsesbestandighed i korrosive miljøer. 6061-T6 forbliver populært i Nordamerika pga. sin svejsbarhed. Højtydende applikationer specificerer ofte 7075-T6 for maksimal styrke-vægt-forhold, mens 2024-T6 udmærker sig i udmattelseskritiske drivlinjekomponenter.
er 5052 eller 6061 aluminium stærkere?
6061 aluminium er væsentligt stærkere end 5052. I T6-tilstanden opnår 6061 en trækstyrke på omkring 310 MPa i forhold til 5052's cirka 220 MPa. Men styrke er ikke det eneste – 5052 tilbyder bedre korrosionsbestandighed og formbarhed, da det er en ikke-varmebehandlet legering. For smedede bilkomponenter, der kræver strukturel integritet, foretrækkes 6061-T6, fordi det kan varmebehandles for at opnå højere styrkeniveauer, som er afgørende for ophængsarme, hjul og chassisdele.
4. Hvad er forskellen mellem smede og støbte aluminiumshjul?
Smidte aluminiumshjul fremstilles ved at komprimere opvarmet aluminium under ekstremt højt tryk, hvilket retter kornstrukturen for overlegen styrke og bedre udmattelsesmodstand. Støbte hjul fremstilles ved at hælde smeltet aluminium i forme, hvilket resulterer i en tilfældig kornstruktur og mulig porøsitet. Smidte hjul vejer typisk 15-30 % mindre end støbte modstykker, samtidig med at de tilbyder bedre stødvandsmodstand og holdbarhed. Til ydelsesbiler leverer smidte hjul i 6061-T6 eller 7075-T6 aluminium den styrke-i-forhold-til-vægt, som støbte alternativer ikke kan matche.
5. Hvordan vælger jeg den rigtige aluminiumskvalitet til bilsmidning?
Start med at definere dine komponents reelle spændingskrav – statiske belastninger, cyklisk udmattelse eller stødkræfter. For afbalancerede struktionelle anvendelser, tilbyder 6xxx-legeringer som 6082-T6 eller 6061-T6 fremragende ydeevne. Når maksimal styrke er kritisk, skal du angive 7075-T6. For overlegen udmattelsesmodstand i motordels, overvej 2024-T6. Inkluder svejsbarhedsbehov (6xxx-legeringer svejser godt; 7075 gør ikke), produktionsmængder og varmebehandlingskrav. Samarbejde med erfarne smedepartnere som Shaoyi, som tilbyder hurtig prototyping og IATF 16949 certificering, hjælper med at validere valg af legering inden der investeres i produktionssmå.