 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Fast eller svævende udkastningsplade: Den die-beslutning, der gør eller bryder dit værktøj

Det afgørende valg af stripperplade, som enhver værktøjskonstruktør skal mestre
Forestil dig, at du kører en højkapacitets stansoperation, og pludselig begynder dine emner at sidde fast på punkterne, kanterne viser uventede spåner, og dit vedligeholdelseshold skynder sig at finde årsagen. Hvad gik galt? I mange tilfælde kan problemet spores tilbage til et grundlæggende valg truffet under værktøjsdesignet: valget af forkert type stripperplade til anvendelsen.
Uanset om du konstruktion af progressive stansværktøjer ved produktion af automobilkomponenter eller design af værktøjer til præcisions-elektronik er det afgørende at forstå forskellen mellem fast og flydende stripperplade. Dette valg påvirker direkte emnekvaliteten, værktøjets levetid og din bundlinje.
Hvorfor dit valg af stripperplade definerer værktøjets ydeevne
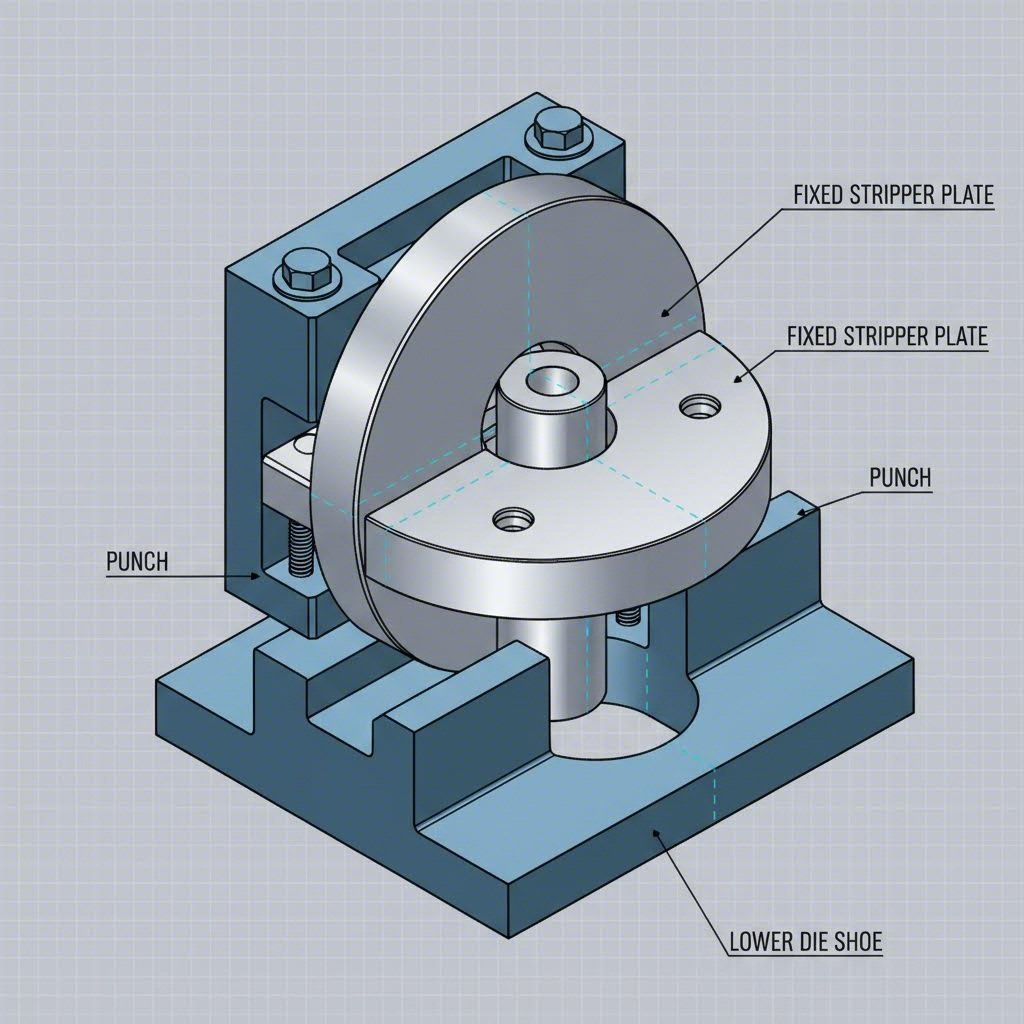
Så hvad er en udskydningsplade egentlig? Det er den komponent, der fjerner emnematerialet fra stansen efter hver slagcyklus. Korrekt udskydning med udskydningspladen sikrer ren adskillelse af emner, forhindrer slug-pulling og opretholder konsekvente cykeltider. Når du vælger den rigtige konfiguration, kører din værktøjsform problemfrit. Vælger du forkert, får du en række produktionsproblemer.
Udskydningspladen gør mere end blot at fjerne materiale – den fører stansene, kontrollerer materialebevægelsen og påvirker værktøjsformens samlede stabilitet. Dette gør dit valg mellem faste og flydende design til et afgørende beslutningsgrundlag, som påvirker alle aspekter af værktøjets ydeevne.
De skjulte omkostninger ved forkert valg af udskydningsplade
At vælge en ukorrekt type udskydningsplade medfører konsekvenser, der rækker langt ud over den oprindelige værktøjsinvestering:
- Emneskader: Krab, deformation og dimensionsmæssige inkonsistenser forårsaget af ukorrekt udskydningskraft
- Øget værktøjsslid: Forkerte justering af stans og overmæssig friktion forkorter komponent levetid
- Uplanlagt nedetid: Hyppige justeringer og nødreparationer forstyrrer produktionsplaner
- Øget affaldsrate: Dårlig udkastning fører til afviste dele og spildt materiale
Sætter scenen for præcisionsstansingens succes
Her er udfordringen, som mange stansdesignere står overfor: information om valg af udjævningsplade er spredt ud over tekniske håndbøger, leverandskataloger og erfaringer, der videregives mellem ingeniører. Ingen enkelt kilde samler denne afgørende sammenligning med klare, handlebare beslutningskriterier – indtil nu.
Denne guide giver en omfattende vurdering af faste versus flydende udjævningsplader, fuldt ud med strukturerede valgmodeller og praktiske anbefalinger. Du vil opdage præcist hvornår hver type excellerer, forstå de involrerede kompromisser og opnå større sikkerhed i dit værktøjsvalg for dine specifikke applikationer.
Vurderingskriterier for valg af udjævningsplade
Før du går i dybden med de specifikke forhold ved faste og flydende udskydningsplader, har du brug for et klart rammeark for at træffe dette valg. Uden definerede kriterier bliver sammenligningen af disse to muligheder til gætværk i stedet for ingeniørmæssig vurdering. Lad os derfor etablere den vurderingsmetodik, som fagfolk anvender, når de vælger den rigtige konfiguration af udskydningsplader til former og matricer.
De fem faktorer, der afgør en udskydningspladers succes
Når ingeniører vurderer, hvilken type udskydningsplade der er bedst egnet til deres anvendelse, vender de altid tilbage til fem afgørende aspekter. Hvert aspekt vejer forskelligt, afhængigt af dine specifikke produktionskrav:
- Krav til udskydningskraft :Kraften, der kræves for at adskille materialet fra puncerne, ligger typisk mellem 10-25 % af puncenkraften. Anvendelser med højere krav til udskydning kræver mere robuste pladekonstruktioner, der kan levere konstant tryk.
- Kompatibilitet med materialetykkelse: Tynde materialer opfører sig anderledes end tykkere emner under udskjulning. Dit pladevalg skal tage højde for det specifikke tykkelsesområde, du vil bearbejde, da uoverensstemmelser kan forårsage skader på emnerne eller ukomplet udskjulning.
- Overvejelser vedrørende produktionsvolumen: Højvolumenoperationer kræver udskjulningsplader, der bevarer ydeevnen over millioner af cyklusser. Ved lavere volumener kan enklere konfigurationer accepteres, selvom de kræver hyppigere justering.
- Vedligeholdelseskrav: Nogle udskjulningspladedesign kræver regelmæssig udskiftning af fjedre, smøring eller genudligning. At forstå disse løbende krav hjælper dig med at beregne de reelle driftsomkostninger.
- Omkostningseffektivitet: Den oprindelige købspris fortæller kun en del af historien. Tag højde for installationskompleksitet, nedetid til justeringer, hyppighed af komponentudskiftning og indvirkning på emnekvaliteten, når du vurderer den samlede ejerskabsomkostning.
Sådan evaluerede vi hver type udskjulningsplade
I løbet af denne sammenligning vil vi vurdere faste og flytende udskyderplader ud fra hvert af de ovenstående kriterier. Du vil se en klar opdeling af, hvor hver type excellerer, og hvor begrænsninger opstår. Denne strukturerede tilgang eliminerer subjektive præferencer og baserer dit valg på målbare ydelsesfaktorer.
Det valgkriterieramme, som fagfolk bruger
Erfarne stemplesagsdesignere vælger ikke udskyderplader udelukkende baseret på tradition eller leverandør anbefalinger. De matcher applikationskravene systematisk med pladens egenskaber. Mens du går igennem de detaljerede sammenligninger, skal du holde disse vurderingsdimensioner i tankerne – de vil guide dig mod den konfiguration, der leverer optimal ydelse til dine specifikke stemplesagsudfordringer.
Faste udskyderplader for stabilitet og omkostningseffektivitet
Nu hvor du forstår evalueringens rammeværk, lad os undersøge vores første kandidat i sammenligningen mellem fast og flydende udskydningsplade. Faste udskydningsplader repræsenterer den grundlæggende tilgang til emneudskydning – en designfilosofi, der prioriterer enkelhed, stivhed og konsekvent ydeevne inden for bestemte anvendelsesområder.
Når din stansoperation kræver forudsigelig funktion og værktøj med fokus på økonomi, er faste udskydere ofte det kløgtige valg. Men at forstå nøjagtigt, hvordan de fungerer – og hvor de excellerer – adskiller vellykkede støbeforme fra problembeladte.
Hvordan faste udskydere leverer konsekvent ydeevne
Faste udskydningsplader monteres stift på dieskoen eller punktholderens samling og bevarer en konstant position i forhold til diekomponenterne gennem hele pressehugget. I modsætning til deres fjederbelastede modstykker bevæger de ikke sig uafhængigt – de er afhængige af selve pressehugget for at skille materialet fra punkterne.
Denne stive monteringsdesign skaber flere ydeevneseg, som du straks vil lægge mærke til:
- Punch-guidning: Pladen leverer en stabil referenceflade, der fører pilotpunches til fastgørelse på stripperplader og opretholder justeringen under hele højhastighedsoperationer
- Konstante spil: Uden variationer fra fjederdeflektion forbliver afstanden mellem punch og stripper konstant, hvilket sikrer ensartet udskillelseshandling
- Vibrationsdæmpning: Den faste forbindelse til dieskonstruktionen dæmper driftsvibrationer, som kunne påvirke delkvaliteten
Når du arbejder med lige pilotpunches til stripperplader, sikrer den faste konfiguration, at disse kritiske justeringskomponenter forbliver nøjagtigt placeret. Denne stabilitet viser sig særlig værdifuld i progressive die-anvendelser, hvor akkumuleret misdjustering kunne forøges over flere stationer.
Ideelle anvendelser for faste stripperplader
Faste stripperplader lyser klarest i anvendelser, der matcher deres iboende styrker. Overvej denne konstruktion, når dit projekt omfatter:
- Tynde materialer: Materiale med en tykkelse under 1,5 mm aftrækkes typisk rent uden behov for det kontrollerede tryk, som flydende konstruktioner giver
- Hastighedsprægede stemplingsoperationer: Operationer over 400 slag i minuttet drager fordel af færre bevægelige dele og mere konsekvent adfærd
- Præcisionskomponenter til elektronik: Ledegerammer, kontaktterminaler og mikrostemplede dele kræver den stabilitet, som faste plader yder
- Tynde automobildelen: Bøjler, klemmer og små strukturelle elementer i tynd stål- eller aluminiumsplade
- Enkle blankingsoperationer: Enkeltstationsskråninger med enkel geometri, hvor materialeadfærden er forudsigelig
Nøgle mønsteret her? Faste udskydningsplader yder bedst, når materialstykkelsen ligger inden for et håndterbart område, og interaktionen mellem stans og materiale forbliver forudsigelig. De er særligt effektive, når kontakt mellem udskydningspladen og overfladen er minimal og kontrolleret.
Gennemgang af fordele og ulemper ved faste udskydningsplader
Hvert værktøjsvalg indebærer kompromisser. Her er en ærlig vurdering af, hvad faste udskydningsplader tilfører din skråningskonstruktion:
Fordele
- Lavere startkostnad: Enklere konstruktion giver lavere produktionsomkostninger – ofte 20-30 % mindre end tilsvarende flydende konstruktioner
- Enklere design og installation: Færre komponenter betyder hurtigere opsætning, nemmere fejlfinding og færre monteringsfejl
- Minimalt vedligeholdelsesbehov: Ingen fjedre der slappes, ingen justeringsmekanismer der skal kalibreres, ingen bevægelige dele der skal smøres
- Udmærket ydelse på tyndt materiale: Leverer pålidelig udskæring for materialer, hvor kontrolleret kraft ikke er kritisk
- Længere levetid: Med færre sliddele, holder ordentligt designede faste plader ofte længere end flydende alternativer
- Konsekvent cyklus-til-cyklus adfærd: Eliminerer variable, der opstår pga. fjederslitage eller justeringsdrift
Ulemper
- Begrænset materiale tykkelsesinterval: Udfordringer med tykkere materialer, hvor kontrolleret udskæringspres bliver nødvendig
- Mindre tolererende over for punkteringsudretning: Uden fjederkommer, overføres mindre udretning direkte til punkterings- og formdele
- Ingen præ-udskæringsfunktion: Kan ikke holde materiale før punktering, hvilket begrænser anvendelser i komplekse formeringsoperationer
- Reduceret tilpasningsevne: Det er svært at finjustere aftrækningsadfærd, når dieskonstruktionen er færdig
- Udfordringer med materialefjedring: Tykkere materialer kan bøje stempler, hvis der ikke er modtryk som flydende konstruktioner giver
Faste aftrækkerplader repræsenterer 80/20-løsningen i dieskonstruktion – de håndterer 80 % af applikationerne med langt mindre kompleksitet. Nøglen er at genkende, om din applikation ligger inden for denne majoritet.
Når du angiver faste aftrækkerplader, er materialevalget meget vigtigt. Værktøjsstål som D2 tilbyder fremragende slidstyrke til højvolumeproduktion, mens OHNS (oliehærdende, ikke-krympende stål) er et omkostningseffektivt alternativ til moderat produktionsvolumen. Hårdhed ligger typisk mellem 58-62 HRC for aftrækningsoverfladen, så det sikrer holdbarhed uden overdreven sprødhed.
At forstå disse egenskaber stiller dig i stand til at træffe et velovervejet valg – eller genkende, hvornår din applikation kræver de ekstra funktioner, som flydende udskydningsplader tilbyder.
Flydende udskydningsplader til maksimal alsidighed
Hvad sker der, når din applikation overskrider de faste udskydningspladers behagelige grænser? Når materialetykkelsen øges, bliver komponentgeometrien kompleks, eller præcisionskravene strammes, har du brug for en mere sofistikeret løsning. Her træder flydende udskydningsplader ind – fjederaktiverede arbejdsheste, der håndterer krævende stansapplikationer, hvor faste alternativer ikke rækker til.
Flydende udskydere repræsenterer premium-segmentet i sammenligningen mellem faste og flydende udskydningsplader og tilbyder kontrolleret kraftoverførsel og tilpasningsevne, der omdanner udfordrende diesoperationer til pålidelige produktionsprocesser.
Fjederbelastet præcision til krævende applikationer
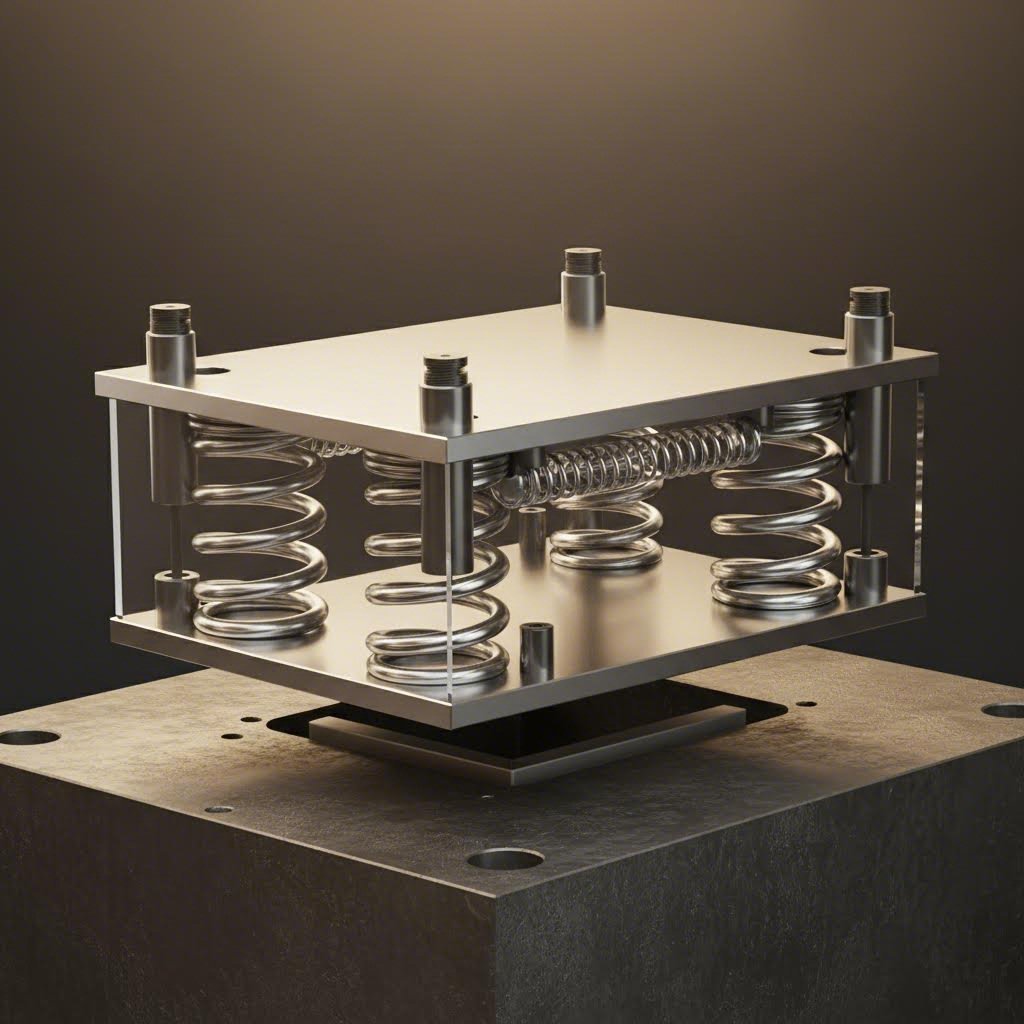
I modsætning til deres faste modstykker er flydende udskydningsplader monteret på fjedre eller andre elastiske elementer, som tillader uafhængig vertikal bevægelse. Denne tilsyneladende enkle forskel ændrer grundlæggende måden, hvorpå udskyderen interagerer med dit emnemateriale.
Sådan fungerer fjederaktiveret design i praksis:
- Kontakt før indgreb: Når pressen bevæger sig nedad, kontakter den flydende plade og holder materialet fast, inden stansene griber ind – stabiliserer emnet for renere snit
- Styret tryk under gennemboring: Fjedre komprimeres, mens stansene trænger igennem, og opretholder konstant nedadrettet kraft på materialet gennem hele skærefasen
- Aktiv udskydning ved tilbagegang: Under ophugningen skubber fjederkraften aktivt materialet af stansene i stedet for kun at stole på tyngdekraft og friktion
- Automatisk udligning af slitage: Det fjederbelastede design kompenserer for mindre slitage på stansene uden behov for justering af værktøjet
Fjederholder til aftrækkerskiver spiller en afgørende rolle i dette system, da de sikrer fjedrene på plads og samtidig tillader korrekt kompressionsbevægelse. Disse komponenter skal tåle millioner af cyklusser uden at løsne eller svigte – hvilket gør kvalitetsvalg af fjederholder afgørende for lang levetid og driftssikkerhed.
Det hele handler om den kontrollerede trykafgivelse. Hvor faste skiver tilbyder et enkelt, statisk forhold til materialet, skaber flydende design en dynamisk interaktion, som tilpasser sig variationer i materiale, stansetilstand og operationelle krav.
Når flydende aftrækkere yder bedre end faste alternativer
Bestemte anvendelser kræver næsten nødvendigvis flydende aftrækkerskiver. Hvis dit projekt falder ind under nogle af disse scenarier, betaler den ekstra investering sig typisk i form af kvalitet og produktivitet:
- Bearbejdning af tykt materiale: Materiale med en tykkelse over 1,5 mm kræver kontrolleret kraft for at forhindre materialeløft og sikre fuldstændig stansetrængning
- Progressive stansoperationer: Flersationsdåser drager fordel af materialekontrol, som flydende plader giver, og opretholder registreringen gennem sekventielle operationer
- Forhindring af slug-træk: Den aktive nedadrettede kraft under afdækning reducerer markant tendensen til, at slugs trækkes tilbage gennem dåsen
- Højpræcist delpositionering: Justerbare afdækningsplader tillader finindstilling af materialehold for applikationer med stramme positions tolerancer
- Variable materialeforhold: Ved behandling af materialer med varierende tykkelse eller forskellig hårdhed i partier, kan fjederkomplians kompensere for disse ændringer
- Komplekse delegeometrier: Dele med formede funktioner, trukne områder eller indviklede periferiformer drager fordel af kontrolleret materialehåndtering
Overvej udformning af udkastningsplader i injektionsformningsapplikationer – de udfører en tilsvarende funktion ved at bruge fjederkraft til at fjerne emner rent fra komplekse hulrumskonfigurationer. Det underliggende princip overføres direkte til metalstansning: kontrolleret kraftpåvirkning løser problemer, som stive systemer ikke kan håndtere.
Flydende udkastningspladers fordele og begrænsninger
Et velovervejet valg kræver en ærlig vurdering af både styrker og begrænsninger. Flydende udkastningsplader tilbyder markante fordele – men de har også visse kompromisser.
Fordele
- Superiør emnekontrol: Materialet forbliver fast placeret gennem hele stempelhugget, hvilket eliminerer forskubning, der forårsager dimensionelle variationer
- Håndterer tykkere materialer effektivt: Fjederkraft modvirker materialets fjedring og løftende kræfter, som overvælder faste plader
- Reducerer slug-træk markant: Aktivt udkastningstryk holder slugs i formåbningen i stedet for, at de trækkes tilbage med stemplet
- Tilpasser sig slid på stempel: Når skæreekanterne bliver sløve, opretholder fjederens eftergivelse effektiv afstripping uden øjeblikkelig justering
- Justérbar kraftoverførsel: Fjederforbelastning og valg gør det muligt at tilpasse afstripningskraften til specifikke anvendelseskrav
- Beskytter stanser mod skade: Styret materialeindgreb reducerer sidebelastning, som kan knække eller sprænge skæreekanter
- Forbedrer kantkvaliteten: Adekvat materialeholdedown minimerer burrdannelse og forvrængning omkring stansede detaljer
Ulemper
- Højere startkostnad: Krav til fjedre, holdeplader og præcisionsbearbejdning øger den oprindelige værktøjsinvestering
- Fjedervedligeholdelse påkrævet: Trykfjedre trætes over tid og kræver periodisk inspektion og udskiftning
- Mere kompleks opsætning: Korrekt fjederforudbelastning og tilbagelægningstillæg kræver erfarne værktøjssættere og mere opsætningstid
- Yderligere slidpunkter: Fjederforsamlinger, føringstifte og fastholdelsesflader introducerer komponenter, der kræver overvågning
- Risiko for inkonsistens: Slidte eller usammenhørende fjedre kan skabe ujævn udskubningskraft over hele pladefladen
- Øget værktøjshøjde: Krav til fjederens slaglængde øger den samlede værktøjshøjde, hvilket potentielt kan begrænse kompatibilitet med pressen
Korrekt valg af fjedre er afgørende for succes med flydende udskubningsplade. Fjedre skal levere tilstrækkelig kraft gennem hele deres arbejdsområde og samtidig tåle millioner af kompressionscyklusser – en balance, der kræver omhyggelig ingeniørarbejde i stedet for vilkårlige specifikationer.
Når der specificeres flydende udstødningsplader, fortjener beregninger af fjederkraft særlig opmærksomhed. Udstødningkraften skal overvinde materialets greb om stansen samt eventuelle vakuumeffekter, samtidig med at den forbliver blid nok til at undgå deformation af emnet. Denne beregning afhænger af materialetype, tykkelse, stansens omkreds og skærehulspill – variable, som er unikke for hvert enkelt anvendelsesområde. I stedet for at anvende generiske formler, bør du rådføre dig med erfarne værktøjskonstruktører eller fjedreproducenter, som kan vurdere dine specifikke krav.
Den justerbarhed, som flydende plader tilbyder, viser sig især værdifuld under værktøjsprøvning og produktionsoptimering. Hvis udstødningen ikke fungerer helt korrekt, kan du ændre fjederforbelastningen eller udskifte fjederstyrker uden større ændringer i værktøjet – en fleksibilitet, som faste plader simpelthen ikke kan matche.
Nu hvor både faste og flydende løsninger er grundigt gennemgået, er du klar til at undersøge, hvordan avancerede ingeniørmæssige muligheder yderligere kan forbedre ydeevnen for udstødningsplader.
Præcisionsudformede stripperløsninger til automobils excellence
Du har nu set, hvordan faste stripperplader leverer omkostningseffektivitet til tynde materialer, og hvordan flydende design håndterer krævende applikationer med tykt materiale. Men hvad sker der, når dit projekt kræver det bedste fra begge verdener? Når bilproducenter kræver fejlfrie dele, når tolerancer strammes til mikron-niveau, og når produktionsvolumener stiger til millioner – så når standardtilgange grænser op?
Her træder præcisionsudformede stripperpladeløsninger ind i billedet. Moderne støbningsteknik kombinerer avanceret simulerings teknologi, certificerede produktionsprocesser og ekspertdesignmetodikker for at skabe stripper-systemer, der er optimeret til specifikke anvendelseskrav. Uanset om du har brug for en injektionsform-stripperplade til plastdele eller en stansedør-stripper til metaldele, er de ingeniørmæssige principper, der driver excellence, ens.
Ingeniørmæssig excellence i moderne stripperpladedesign
Hvad adskiller tilstrækkelig ydelse fra ekseptionelle resultater for udskydningsplader? Svaret ligger i at forstå, at hver enkelt anvendelse stiller unikke krav. Materialeegenskaber varierer mellem leverandører. Komponentgeometrier skaber lokale spændingskoncentrationer. Produktionshastigheder påvirker termisk opførsel. Ekspertering af høj kvalitet tager højde for disse variable gennem systematisk analyse frem for generiske specifikationer.
Overvej, hvad en udskydningsplade er inden for sprøjtestøbning – den skal modstå termisk cyklus, være slidstærk over for fyldte polymerer og levere en konsekvent udskydningskraft over hele komponentoverfladen. Udskydningsplader til metalstansning står over for andre udfordringer: belastning ved høj frekvens, abrasiv kontakt med materiale og præcise krav til justering. Professionel støbeværktøjskonstruktion løser disse applikationsspecifikke krav gennem:
- Valg af materialeoptimering: At matche værktøjsståltyper med specifikke slidmønstre, belastningsforhold og krav til overfladeafslutning
- Geometrisk analyse: Vurdering af udskillelseskraftfordelingen over komplekse komponentomkredse for at forhindre lokaliseret overbelastning
- Termisk forvaltning: Hensyntagen til varmeudvikling under højhastighedsoperationer, som påvirker spil og materialeadfærd
- Integrationsplanlægning: Udvikling af udskillelssystemer, der fungerer harmonisk med andre støbeværktøjskomponenter for optimal samlet ydeevne
Indsprøjtningstømningsdesignets tilgang til udskillelsplade giver værdifulde læreprocesser for stansningsapplikationer. Designere af former anvender rutinemæssigt simuleringsværktøjer til at forudsige udspringningsadfærd, inden der skæres i stål – en metode, som progressive stansningsværktøjsingeniører i stigende grad adopterer for komplekse udskillelspladeproblemer.
Hvordan CAE-simulering optimerer udskillelsydelse
Lyder det komplekst? Det behøver det ikke at være. Computerunderstøttet ingeniørsimulering transformerer optimering af udskillelsplader fra gætværk til videnskab. Før produktionen starter, kan ingeniører virtuelt afprøve forskellige konfigurationer, forudsige potentielle problemer og forfine designene for optimal ydeevne.
CAE-simulation besvarer kritiske spørgsmål, som traditionelle metoder ikke kan besvare pålideligt:
- Kraftfordelingskortlægning: Viser, hvordan aftrækningskræfter fordeler sig over pladens overflade, og afslører områder, der kræver forstærkning eller aflastning
- Udbøjningsanalyse: Forudsigelse af pladens udbøjning under belastning identificerer konstruktioner, der opretholder kritiske spil gennem hele pressehugget
- Optimering af fjederstyrke: For flydende konstruktioner hjælper simulationen med at specificere fjederkombinationer, der leverer konstant kraft over det arbejdende område
- Slidspåforudsigelse: Identifikation af områder med højt slid leder valg af overfladebehandling og vedligeholdelsesplanlægning
- Modellering af termiske effekter: Forståelse af dimensionelle ændringer forårsaget af temperatur undgår spillerumproblemer under produktionen
Virksomheder som Shaoyi udnytter avanceret CAE-simulering til at optimere udkastningspladens design, inden værktøjsfremstillingen påbegyndes. Denne fremgangsmåde opdager potentielle problemer i et tidligt stadium – hvor ændringer koster få ører i stedet for kroner – og fremskynder processen fra koncept til produktionsklart værktøj.
Simulationsdrevne metoder viser sig særlig værdifulde, når man vurderer valget mellem fast og flydende udkastningsplade. I stedet for udelukkende at basere beslutningen på erfaring kan ingeniører simulere begge konfigurationer for et specifikt anvendelsesområde og objektivt sammenligne den forudsagte ydelse. Nogle gange afslører analysen, at en veludformet fast plade kan klare et anvendelsesområde, der traditionelt tildeles flydende design – eller omvendt.
Præcisionsfremstilling for fejlfrie resultater
Selv det mest sofistikerede design leverer intet uden præcisionsfremstilling til at gøre det levende. Automobilapplikationer kræver særligt fremstillingskapacitet, der konsekvent producerer værktøjer, der opfylder stramme specifikationer. Det er her certificeringer som IATF 16949 bliver meningsfulde i stedet for blot dekorative.
IATF 16949-certificering angiver et kvalitetsstyringssystem specifikt udformet til krav i den automobile forsyningskæde. For fremstilling af udstrykerplader betyder dette:
- Dokumenterede processtyringer: Hvert fremstillingsstep følger verificerede procedurer, der sikrer gentagelighed
- Validering af målesystem: Inspektionsudstyr gennemgår regelmæssig kalibrering og verificering af kapacitet
- Sporbarhed: Materialcertificeringer og behandlingsregistre forbinder færdige komponenter tilbage til råmaterialer
- Kontinuerlig forbedring: Systematisk analyse af kvalitetsdata driver vedvarende procesforbedringer
Når præcisionen af udkastningspladen direkte påvirker komponentkvaliteten – og bilproducenter sporer fejl tilbage gennem leveringskæden – bliver disse produktionskontroller essentielle i stedet for valgfrie. En udkastningsplade med sølvbelægning kræver for eksempel konsekvent overfladeforberedelse og kontrol med pladeringstykkelsen, hvilket kun disciplinerede produktionsprocesser kan levere.
Forskellen mellem acceptabel og fremragende ydelse af udkastningsplader kommer ofte an på produktionens præcision – evnen til konsekvent at fremstille komponenter, der matcher designintentionen inden for mikrometer i stedet for tiendedele.
Professionelle støbningstekniske tjenester kombinerer disse evner—CAE-simulation, certificeret produktion og applikations ekspertise—for at levere udskydningspladeløsninger optimeret til specifikke krav. Shaoyis ingeniørteam er et fremragende eksempel på denne integrerede tilgang og tilbyder hurtig prototyping på blot 5 dage samt opnår en godkendelsesrate ved første gennemløb på 93 % takket være deres simulationsdrevne designmetodik. Deres omfattende evner inden for formdesign og -produktion tjener krævende automobilanvendelser, hvor både faste og flydende udskydningskonstruktioner kræver ekspertteknik for at opfylde OEM-standarder.
Nøgelfordeler ved samarbejde med specialister inden for præcisionsstøbningsteknik omfatter:
- Hurtige prototyping-muligheder: Fremskynd udviklingstidslinjer med hurtigvendende værktøjer til valideringstest
- Høj godkendelsesrate ved første gennemløb: Simulationsvaliderede designs reducerer antallet af justeringsrunder og fremskynder produktionsstart
- Værktøj efter OEM-standard: Opfyld de dokumentations-, kvalitets- og sporbarhedskrav, som bilkunder stiller
- Applikationsspecifik optimering: Drag nytte af ingeniørkompetence, der tilpasser stripperpladens design til dine unikke krav
Uanset om din applikation kræver en forgyldt stripperoverfladebehandling for korrosionsbestandighed eller specialiseret hårdning til slidstærke materialer, sikrer præcisionsingeniørarbejde, at værktøjet fungerer som tiltænkt fra første emne til enden af produktionslevetiden.
Med ingeniørkvalitet som grundlag for optimal ydelse af stripperpladen, lad os se nærmere på de nødvendige komponenter og tilbehør, der afslutter systemet.
Vigtige komponenter og tilbehør til stripperplader
Din valgte stripperplade – uanset om den er fast eller svævende – udgør kun en del af det komplette system. Komponenterne omkring pladen påvirker kraftigt samlede dies ydelse, værktøjets levetid og emnekvaliteten. Pilotboringer, fjederholder, og stripperbolte arbejder sammen med dit valgte pladedesign for at skabe et pålideligt stripsystem.
Tænk på det sådan: selv den bedste flydende udskydningsplade yder utilstrækkeligt, hvis den kombineres med utilstrækkelige forstansbor eller forkert specificerede fjedre. At forstå disse understøttende komponenter hjælper dig med at opbygge komplette systemer i stedet for isolerede løsninger.
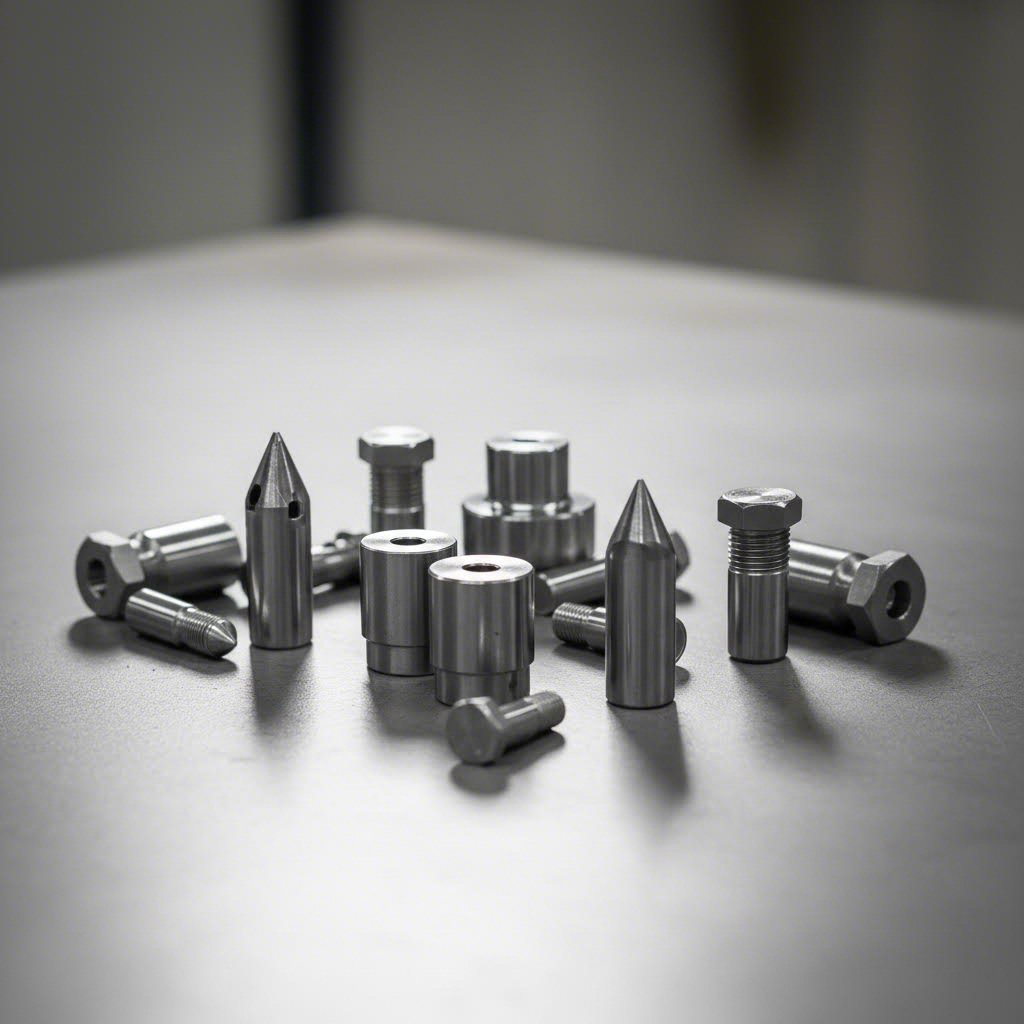
Valg af forstansbor til udskydningspladesystemer
Forstansbor har en afgørende funktion, der rækker længere end blot hulling. Disse præcisionskomponenter sikrer båndets korrekte position gennem hele progressivværktøjets operationer og sørger for, at hver station griber ind i emnet nøjagtigt det rigtige sted. Når du vælger carbide forstansbor til montering på udskydningsplader, investerer du i en justeringsnøjagtighed, der forstærkes ved hver enkelt værktøjsstation.
Retlinede forstansbor til udskydningsplader skal opfylde krævende krav:
- Koncentricitet: Pilotdiameteren skal løbe centreret i forhold til skaftet inden for mikroner for at undgå kumulative positionsfejl
- Overfladebehandling: Glattede pilotoverflader reducerer friktion under båndfremføring og minimerer slid på pilotboringerne
- Hårdhed: Pilotspidsen skal modstå slid fra gentagne materialekontakter, samtidig med at den opretholder dimensionel stabilitet
- Længdepræcision: Korrekt pilotindsætningsdybde sikrer, at stripen placeres, inden skæreklodserne rører materialet
Forholdet mellem pilotklodsens indgreb og type afstriberplade kræver omhyggelig opmærksomhed. I faste afstribningsdesigns skal piloterne fuldt ud gribe ind i stripen, inden skæreklodserne bryder igennem pladens overflade. Flydende afstribningsplader tilbyder mere fleksibilitet – den fjederbelastede plade holder materialet på plads, mens piloterne justeres, hvilket skaber en kontrolleret indgrebssekvens, der reducerer risikoen for forkert placering.
Kritiske komponenter, der forbedrer ydelsen af afstribningspladen
Udover pilotklodser påvirker flere komponentkategorier, hvor godt dit afstribningspladesystem fungerer gennem produktionslevetiden:
- Fjederholdermuligheder: Disse komponenter sikrer trykkræfter i flydende udstødningsapplikationer. Kvalitetsfastholdere opretholder fjederpositionen gennem millioner af cyklusser og forhindrer løsning eller misjustering, der forårsager uregelmæssig udstødning. Overvej fastholdere med skulderdesign til positiv fjederplacering eller hoveddesign med indsatshoved til nem justeringsadgang.
- Udstødningsboltkonfigurationer: Boltenes forbindelse mellem flydende plader og værktøjskomponenter skal balancere styrke med justerbarhed. Fintrådsdesign tillader præcis forspændingskontrol, mens standardtråde giver nemmere udskiftning. Valg af boltmateriale — fra standard legeret stål til premiumkvaliteter — påvirker udmattelseslevetid under cyklisk belastning.
- Ledepinde- og buksystemer: Korrekt pladeledning forhindrer den laterale bevægelse, der forårsager gnidning mellem stans og udstødningsplade samt topoverfladekontaktproblemer. Præcisionsslidte ledetråde kombineret med kvalitetsbukser sikrer korrekt alignment, selv når slid opstår.
- Fastgøringsplader og bagstykker: Disse understøttende komponenter fordeler udskubningskræfterne over pladens overflade og forhindrer lokal udbøjning, som påvirker delenes kvalitet.
Stansens bevægelsesafstand – slaglængden, som stansene tilbagelægger ud over udskubningspladen – påvirker komponentvalget betydeligt. Længere stansetravel kræver mere robust pilotstyring og større fjederweg i flydende konstruktioner. Når stansudskubningspladen gnider mod topoverfladen under ustikkerhed, oplever begge komponenter øget slid.
Carbide vs Standard Pilotstanser Sammenlignet
En af de mest indflydelsesrige komponentbeslutninger vedrører valget af materiale til pilotstanser. Valget mellem carbide- og standard værktøjsstålspiloter påvirker værktøjliv, vedligeholdelsesintervaller og de langsigtede driftsomkostninger.
| Karakteristika | Carbide Retlinjede Pilotstanser | Standard Værktøjsstålspiloter |
|---|---|---|
| Slidstyrke | Eksemplarisk – bevarer diameteren gennem millioner af cyklusser | God – gradvist slid kræver periodisk udskiftning |
| Indledende omkostninger | 3-5 gange højere end standardalternativerne | Lavere startinvestering |
| Bedste anvendelser | Høj vareproduktion, slidasende materialer, stramme tolerancer | Moderat produktion, ikke-slidasende materialer, standard tolerancer |
| Brudrisiko | Højere sprødhed kræver omhyggelig håndtering | Tåler bedre stød og ukorrekt justering |
| Genmaling potentiale | Begrænset—typisk udskiftet i stedet for genmalet | Flere genmaling gør det muligt at forlænge nyttelig levetid |
Carbiddirekte pilotstanske til fastgørelse på aftrækkerplader leverer overbevisende fordele i krævende applikationer. Når bearbejdning af slidasende materialer som rustfrit stål eller siliciumstål, bevarer carbiddirette piloter deres præcise diameter meget længere end standardalternativerne. For drift, der kører tre skift med minimal planlagt nedetid, retfester reduceret udskiftshyppighed ofte den højere startinvestering.
Carbidets sprødhed kræver imidlertid respekt. Forkert håndtering under diesætning, utilsigtet stød eller alvorlig misdrejning kan knække carbidpiloter med det samme – hvorimod alternativer i værktøjsstål måske overlever den samme belastning med kun overfladeskader. Denne egenskab påvirker ikke blot materialevalget, men også valget af udkastertype: den kontrollerede indgrebsserie i flydende udkaster reducerer stødbelastningen, som truer carbidkomponenter.
Beslutninger på komponentniveau forstærkes gennem hele diesystemet. At investere i højtkvalitets carbidpilotbor til montering på udkastere, mens man negligerer fjederholderens kvalitet, skaber et system, der er begrænset af sin svageste del.
Når du specificerer pillestans og tilbehør til dit udkastpladesystem, skal du overveje det fulde driftsmiljø. Match komponentkvalitetsniveauerne på tværs af systemet, vælg materialer, der er passende for dine produktionsvolumener, og sikr, at alle elementer fungerer harmonisk med din valgte faste eller flydende pladekonstruktion.
Udkastbjælker og -ringe som alternative løsninger
Indtil videre har vi fokuseret på valget mellem fast og flydende udkastplade – men hvad hvis en plade slet ikke er det rigtige svar? Nogle gange handler den bedste løsning ikke om at vælge mellem faste og flydende konstruktioner. Det handler om at tage et skridt tilbage og erkende, at udkastbjælker eller ringudkast måske kan løse din opgave mere effektivt.
Disse alternative udkastmetoder fylder vigtige nicher i stansedesign. At forstå, hvornår hver metode excellerer, hjælper dig med at undgå overdreven teknisk udvikling af simple applikationer, samtidig med at komplekse stans får de rette løsninger.
Hvornår udkastbjælker yder bedre end plader
Forestil dig en simpel blankeringsoperation – et enkelt stanshul producerer simple runde eller rektangulære dele fra plademateriale. Har denne applikation virkelig brug for en fuld udstøderplade med alt det tilhørende kompleksitet og omkostninger? Ofte er svaret nej.
Udstøderstænger tilbyder et forenklet alternativ til enklere stanskonfigurationer. Disse smalle strimler af herdet værktøjsstål monteres over stansåbningen og har kontakt med emnet på hver side af stansen. Når pressen returnerer, holder stængerne materialet, mens stansen trækkes tilbage.
Overvej udstøderstænger, når din applikation omfatter:
- Simple blankeringsstans: Enkeltstation-operationer med enkel delgeometri drager fordel af reduceret kompleksitet
- Store stansarealer: Når udstøderplader bredere end tilgængelig lagerlængde ville være nødvendige, giver stænger, der spænder over stansåbningen, en praktisk løsning
- Hurtig-udskiftningssystemer: Stænger giver hurtigere adgang til stansen til udskiftning eller slibning i forhold til at fjerne fulde plader
- Begrænset stanshøjde: Den minimale vertikale profil af stænger bevarer lukkehøjden i pressebegrænsede applikationer
- Projekter med hensyn til omkostninger: Stænger kræver mindre materiale og bearbejdning end fulde plader, hvilket reducerer værktøjsinvesteringen
Kompromiset? Stødpudsstænger giver mindre materialekontrol end plader. De berører emnet kun langs smalle linjer i stedet for over hele overfladen. For tynde materialer eller operationer, hvor delenes fladhed ikke er kritisk, har denne begrænsning sjældent betydning. For applikationer, der kræver præcis hold-fast af materialet, er fuldplade-stødpudser stadig det bedre valg.
Ringstødpudser til specialiserede applikationer
Hvad med runde stanser, der fungerer isoleret? Ringspørringer – også kaldet stødpudsringe eller kragenestødpudser – omslutter enkeltpuncher koncentrisk og yder lokal stødpuds-kraft præcis der, hvor det er nødvendigt.
Dette alternativ til pladestødpuds fremtræder især i specifikke scenarier:
- Enkeltstansningsoperationer: Når et rundt hul dominerer stansens funktion, leverer en ringudskyder effektiv udskydning uden behov for fuld pladeoverbygning
- Tårnstansværktøj: Enkelte stansstationer drager nytte af selvstændige udskudssystemer, som følger med hvert værktøj
- Store diametre stanse: Massive runde stanse genererer betydelige udskudskræfter, koncentreret på et lille område – ringe håndterer disse belastninger effektivt
- Eftermonteringsapplikationer: At tilføje udskudsevne til eksisterende stanse viser sig ofte lettere med ringe end ved installation af fulde pladesystemer
- Fjederbelastede variationer: Ringudskydere kan inkorporere individuelle fjedre for at opnå flydende adfærd per stans
Ringudskydere monteres typisk i udskudspladen eller holderen med en let interferenspasning eller fastgøres med låseskruer. Ringens indvendige diameter sikrer stansens vejledning, mens dens nedre flade har kontakt med emnet under udskdningen. Denne dobbelte funktion – vejledning samt udskdning – gør ringe særligt værdifulde for lange, slanke stanse, som er tilbøjelige til udbøjning
Valg mellem plader, stænger og ringe
Hvordan afgør du, hvilken aftrækkermetode der passer til din applikation? Beslutningen afhænger af værktøjskompleksitet, delgeometri og produktionskrav:
| Aftrækkermetode | Bedste anvendelser | Centrale fordele | Primære begrænsninger |
|---|---|---|---|
| Aftrækkerplader (faste/flydende) | Progressive værktøjer, komplekse geometrier, præcisionsdele | Fuld materialekontrol, puncvejledning, alsidighed | Højere omkostninger, mere kompleks konstruktion |
| Aftrækkerstænger | Enkel blankning, store dele, hurtigskiftewærktøjer | Lavere omkostninger, nem adgang til ponsning, minimal højde | Begrænset materialehold, mindre præcist |
| Ponsfrigørelsesringe | Runde ponse, tårnværktøj, eftermonteringsapplikationer | Koncentreret kraft, ponsvejledning, modulopbygning | Kun runde ponse, kræver individuel opsætning |
Når du vurderer dine muligheder, stil disse retningsgivende spørgsmål:
- Hvor mange ponse kræver frigørelse? Flere ponse tæt på hinanden foretrækker plader; isolerede ponse kan passe bedre til stænger eller ringe
- Hvilken delgeometri producerer jeg? Komplekse omkredse kræver plader; enkle former fungerer med stænger eller ringe
- Hvor vigtig er materialefladhed? Strenge krav til fladhed peger mod fulde udløsninger med plader
- Hvad er min budgetbegrænsning? Begrænsede budgetter kan foretrække enklere løsninger med stænger, hvor det er hensigtsmæssigt
- Hvor ofte vil jeg skifte stansnåle? Ofte skift foretrækker stænger eller ringe for nemmere adgang
Den bedste udløsningsløsning matcher applikationens reelle krav – ikke den mest sofistikerede mulige løsning. Enkle blankstansværktøjer med udløsninger i pladeform er overdimensionerede; progressivstansværktøjer med kun udløsninger i stangform er underdimensionerede.
Mange produktionsværktøjer kombinerer disse metoder strategisk. Et progressivstansværktøj kan bruge en flydende udløsningsplade på de fleste stationer, mens det samtidig anvender ringudløsninger til isolerede store stansnåle, som genererer ekstraordinære udløsningskræfter. Denne hybridtilgang optimerer udløsningssystemet for hver enkelt stations specifikke behov.
Nu hvor du kender til alternative aftrækningsløsninger, er du klar til den omfattende sammenligning, der samler alle disse muligheder i et fælles valggrundlag.
Komplet sammenligning: Fast mod Flydende aftrækningsplade
Du har undersøgt faste aftrækningsplader, flydende konstruktioner, præcisionsudformede løsninger og alternative aftrækningsmetoder. Nu er det tid til at samle alt i den omfattende sammenligning, du har ventet på – den sidevise analyse, der samler alle afgørende faktorer i håndledningsrettet beslutningstagning.
Dette handler ikke om at kåre en universel vinder. I stedet får du et klart grundlag for at matche hver type aftrækningsplade med specifikke anvendelseskrav. Det rigtige valg afhænger fuldstændigt af dine unikke produktionskrav, materialeegenskaber og ydeevneprioriteringer.
Fast mod Flydende – Side-til-side-sammenligning
Når man vurderer beslutningen mellem fast og flydende udskydningsplade, er der seks dimensioner, der betyder mest. Følgende sammenligningstabel præsenterer alle tre løsningstier – præcisionsfremstillede, flydende og faste – over disse kritiske ydelsesfaktorer:
| Evalueringsfaktor | Præcisionsfremstillede Løsninger | Flydende Udskydningsplader | Faste Udskydningsplader |
|---|---|---|---|
| Udskydningkraft Evne | Optimeret gennem CAE-simulering for nøjagtige anvendelseskrav; håndterer 10-25 % af stempelkraften med præcisionskalibrering | Justerbar via fjederudvælgelse; typisk effektiv til højere udskydningkræfter | Begrænset til kræfter, der kan håndteres gennem stiv montering; bedst egnet til lavere kraftanvendelser |
| Materialtykkelsesområde | Fuld spektrumsevne – fra tynde til tykke materialer med applikationsspecifik optimering | Udmærker sig ved materialer over 1,5 mm; håndterer tykt tøj, der kræver kontrolleret tryk | Optimal til tynde materialer under 1,5 mm; vanskeligheder med tykkere materialer |
| Vedligeholdelseskrav | Forudsigende vedligeholdelse aktiveret gennem simulationsdata; optimerede serviceintervaller | Almindelig kontrol og udskiftning af fjedre; periodisk justering kræves | Minimalt vedligeholdelsesbehov; færre sliddele, der skal overvåges eller udskiftes |
| Indledende omkostninger | Præmieinvestering; højest startomkostning udlignet af ydelsesoptimering | Moderat til høj; 20-40 % mere end faste alternativer | Laveste startinvestering; økonomisk for passende anvendelser |
| Bedste anvendelser | Bilproducenters krav, nul-fejl produktion, komplekse progressive værktøjer | Tykke materialer, progressive værktøjer, forhindre slug-træk, præcisionspositionering | Emballering af tynde materialer, højhastighedsoperationer, simpel blankning, elektronikkomponenter |
| Egnethed for produktionstal | Højvolumen produktion med krævende kvalitetskrav; millioner af cyklusser | Mellemstore til store serier; fjederskift medfører periodisk vedligeholdelse | Alle produktionsvolumener; særlig omkostningseffektiv til højhastighedsproduktion af tynde materialer |
Bemærk, hvordan hver mulighed optager en særskilt ydelsesprofil. Præcisionsudformede løsninger leverer maksimal kapacitet, men kræver tilsvarende investering. Flydende design skaber balance mellem alsidighed og håndterbar kompleksitet. Faste plader tilbyder enkelhed og økonomi for applikationer, der matcher deres styrker.
Valgmatrix efter applikationstype
Ud over den generelle sammenligning peger specifikke anvendelsesscenarier på klare anbefalinger. Brug denne matrix til at matche dine projektkarakteristika med den mest egnede udskydningsplade-løsning:
| Anvendelsesscenarie | Anbefalet løsning | Begrundelse |
|---|---|---|
| Automobilstrukturkomponenter med IATF-krav | Præcisionsdesigneret | OEM-sporbarhedskrav, krav om nul-defekt og komplekse geometrier retfærdiggør premium-værktøj |
| Progressive værktøjer med 5+ stationer | Flydende eller præcisionsudformede | Materialekontrol over flere operationer forhindrer akkumulerede positioneringsfejl |
| Tjek stålblanking (over 2 mm) | Flydende | Fjederkraft modvirker materialefjedning; forhindrer slug-trækning |
| Hastighedsstempel til kontaktterminaler | Fast | Tynde materialer og ekstreme hastigheder foretrækker stiv stabilitet frem for fjederkomplians |
| Prototype- og lavvolumenproduktion | Fast | Lavere investering er hensigtsmæssig, når værktøjer måske ændres før lancering i stor serie |
| Anvendelser med varmepladeudskilning | Præcisionsdesigneret | Termisk styring kræver simulationsdrevet design for at opretholde spille |
| Udskilningsplader til prototypeformudvikling | Flydende eller præcisionsudformede | Justerbarhed tillader designiterationer; kontrolleret udskilning beskytter delenes overflader |
| Enkle runde afstansoperationer | Faste (eller ringudskilnere) | Lige geometri retfærdiggør ikke flydende kompleksitet |
Når din applikation omfatter flere kategorier – for eksempel en progressiv stans, der bearbejder tynde materialer med høj hastighed – skal du vurdere faktorerne i overensstemmelse hermed. Den dominerende krav stiller typisk betingelserne, mens sekundære faktorer bekræfter eller justerer den indledende retning.
Omkostnings- og ydelsesafvejninger afsløret
Indkøbsprisen fortæller kun en lille del af den samlede omkostningshistorie. Smarte værktøjsvalg tager højde for det fulde økonomiske billede gennem produktionslivscyklussen:
- Forudbetaling: Faste plader koster 20-30 % mindre end flydende alternativer; præcisionsudformede løsninger kræver præmieprissætning
- Opsætningstid: Fastgjorde plader monteres hurtigt med minimal justering; flydende designs kræver kalibrering af fjeder forbelastning; præcisionsløsninger omfatter optimerede opsætningsprocedurer
- Vedligeholdelsesfrekvens: Fjedre i flydende systemer skal inspiceres hvert 500.000-1.000.000 cyklus; fastgjorde plader kan køre uden vedligeholdelse i flere år
- Omksostninger ved nedetid: En stop i produktionen relateret til en udjekning skyldes tabt produktions tid uanset den oprindelige værktøjsinvestering – valg af forkert type skaber vedvarende omkostninger
- Affaldsreduktion: Korrekt valg af udjekning påvirker direkte første-passet udbytte; premiumløsninger betaler sig ofte gennem reducerede forkastelsesrater
- Påvirkning på værktøjslevetid: Adekvat udjekningskraft forlænger levetiden på stans og form; ukorrekt matchede systemer fremskynder slid på alle skæredele
Overvej brugen af u-rør udskydningsmetoden med formningsudskubningsplader i nogle injektionsformningsapplikationer – den oprindelige investering i kompleksitet sikrer konsekvent delkvalitet, hvilket reducerer sekundære operationer og kundefortræd. Det samme princip gælder for stansning: at investere hensigtsmæssigt i udskubningspladesystemer resulterer ofte i en positiv ROI gennem kvalitetsforbedringer ned gennem produktionslinjen.
Den dyreste udskubningsplade er den forkerte – uanset dens købspris. En billig fast plade, der forårsager 2 % ekstra affald ved en serie på én million dele, skaber langt større omkostninger end et premium løs system med flydende plade, der leverer konstant kvalitet.
Når du beregner ROI for investeringer i udskubningsplader, skal du medtage disse ofte oversete faktorer:
- Ingeniørtid: Komplekse applikationer kan kræve flere forsøg med enklere udskubningsplader – tid som præcisionsudformede løsninger eliminerer
- Alternativomkostning: Forsinket produktionslancering pga. fejlfinding af stripperproblemer koster markedsposition og kundetillid
- Kaskadeeffekter: Skader forårsaget af stripper kan føre til efterfølgende montageproblemer, garanti reklamationer og påvirkning af omdømme
- Fleksibilitetsværdi: Justerbarheden i flydende strippers tillader variationer i materialebatch og udhærdning af punktering uden ændringer i værktøjet
For kritiske anvendelser – som autokomponenter til sikkerhed, medicinske udstyr og luftfartsdele – retfærdiggør ydelsesgarantien fra præcisionsudformede eller korrekt specificerede flydende systemer typisk deres højere pris. For standardkomponenter med tolerante mål leverer faste strippers omkostningseffektive resultater.
Udstyret med denne omfattende sammenligningsramme er du nu klar til at oversætte analyse til handling med specifikke anbefalinger tilpasset almindelige produktionscenarioer.
Endelige anbefalinger for din valg af stripperplade
Du har navigeret gennem de tekniske detaljer, vurderet kompromisserne og udforsket hele spektret af løsninger til udskæring. Nu er det tid for det, der betyder mest – at omsætte al denne viden til sikker handling i din konkrete applikation. Uanset om du udvikler en ny progressiv værktøj, fejlfinder i en eksisterende stansoperation eller planlægger en lancering med høj produktion, vil disse prioriterede anbefalinger guidee dig mod det rigtige valg af udskæringsplade.
Husk: målet er ikke at finde den 'bedste' udskæringsplade i absolutte termer. Det handler om at matche dine unikke applikationskrav med den løsning, der leverer optimal ydelse, pålidelighed og værdi i dit konkrete scenario.
Din valgvejledning for udskæringsplader
Efter analyse af utallige applikationer og en gennemgang af valget mellem fast og flydende udskæringsplader fra alle vinkler, er der klare mønstre, der dukker op. Disse prioriterede anbefalinger afspejler den beslutningsproces, som erfarne værktøjsingeniører følger:
- For automobilteknisk præcisionsstansning, der kræver IATF-overensstemmelse: Samarbejd med certificerede støbningstekniske specialister, som kombinerer CAE-simulationsmuligheder med kvalitetscertificeret produktion. Kravene i automobilapplikationer – sikkerhedsaspekter, OEM-spormuligheder og krav om nul fejl – kræver præcisionsudformede løsninger frem for standardløsninger. Virksomheder som Shaoyi er eksempler på denne kapacitet og kan tilbyde hurtig prototyping på blot 5 dage samt opnå en godkendelsesrate ved første gennemgang på 93 % takket være en simulationsdrevet designmetodik. Deres IATF 16949-certificering og omfattende ekspertise inden for formdesign gør dem til en værdifuld ressource, når din applikation kræver professionel støbningsteknisk support.
- For tynde materialer under 1,5 mm tykkelse: Fastmonterede udkastningsplader tilbyder en omkostningseffektiv og pålidelig ydelse. Den stive monteringsdesign giver fremragende pungvejledning, minimalt vedligeholdelsesbehov og konsekvent funktion over millioner af cyklusser. Højhastighedselektronik-stansning, tynde automobilbeslag og enkle blankeringsoperationer falder typisk ind under denne kategori. Overdimensionér ikke disse anvendelser – gem din præmieværktøjsbudget på projekter, der reelt kræver flydende eller præcisionsudformede løsninger.
- Til tykke materialer eller progressive værktøjer: Flydende udkastningsplader leverer den kontrollerede tryk- og materialehåndtering, som disse applikationer kræver. Fjederbelastede design modvirker materialets fjedring, forhindrer slug-pulling og kompenserer for pungslidt, der opstår under længere produktion. Når der bearbejdes materialer over 1,5 mm eller der køres progressive værktøjer med flere stationer, retfærdiggør justerbarheden og aktiv udskillelseskraft fra flydende design typisk den højere oprindelige investering.
- Til prototype- og udviklingsarbejde: Start med faste udstrykninger, medmindre specifikke anvendelseskrav tydeligt peger i en anden retning. Lavere startinvestering giver mening, når designs måske ændres inden produktionen går i gang. Du kan altid opgradere til flydende systemer under produktionens udrusting, hvis forsøgsresultaterne viser et behov.
- Til specialudstyr-anvendelser: Overvej de specifikke krav, som dit udstyr stiller. En yardmax logsplitter-udstrykningsplade står for eksempel over for helt andre krav end præcisionsstansværktøj – kraftige stødbelastninger, udsættelse for udendørs miljøer og forskellige materialeegenskaber. Vælg din udstrykning ud fra det faktiske driftsmiljø i stedet for at anvende stansværktøjsregler universelt. Ligeledes stiller Ingun-udstrykningspladeanvendelser til testudstyr krav til præcisionsjustering, hvilket måske gør faste design mere hensigtsmæssigt, selvom andre faktorer peger mod flydende alternativer.
Tilpas din anvendelse til den rigtige type udstrykning
Ud over de prioriterede anbefalinger kan du overveje disse applikationsspecifikke indsigter, der finjusterer dit valg:
- Når delens fladhed er kritisk: Flydende udskydere forhindrer materialeopløftning, som forårsager dimensionelle afvigelser under skæringen, takket være deres kontrollerede nedtrykningskraft
- Ved kørsel af flere materialstykkelse: Justerbare udskytterplader giver god afkast ved at kunne tilpasse sig forskellige materialer uden ændringer i værktøjet
- Når slug-pulling forårsager kvalitetsproblemer: Den aktive nedadrettede kraft fra flydende konstruktioner reducerer markant beholdningen af slugs på stansens ansigt
- Når værktøjshøjden er begrænset: Faste udskydere med minimal vertikal profil bevarer den dyrebare lukkehøjde i presser med begrænset højde
- Når vedligeholdelsesvinduer er begrænsede: Fast design med reduceret antal komponenter betyder færre dele, der skal inspiceres, justeres eller udskiftes
- Ved behandling af slidgivende materialer: Kombiner din stripper-valg med passende overfladebehandlinger og premium pilotdornmaterialer for at forlænge levetiden
Bemærk, at specialiserede anvendelser som udskiftning af stripperplader til Yardmax trækløver fuldstændig følger andre valgkriterier – med fokus på holdbarhed og støddæmpning i stedet for præcisionsovervejelser, som dominerer i stempeleje-beslutninger.
Ekspertanbefalinger for almindelige scenarier
For læsere, der står over for specifikke beslutningssituationer, er her direkte vejledning baseret på de mest almindelige anvendelsesscenarier:
- Lancerer et nyt progressivt die-program: Invester i CAE-simulering under designfasen for at optimere stripperpladens konfiguration, inden der saves i stål. Omkostningen ved simulering udgør kun en brøkdel af omkostningerne ved efterfølgende justeringer under forsøg.
- Oplever uensartet delkvalitet: Vurder, om din nuværende stripper-type matcher kravene til materialetykkelse og kompleksitet. Opgradering fra fast til flydende løser ofte vedvarende kvalitetsproblemer.
- Planlægger du produktion med stort volumen inden for bilindustrien: Engager dig tidligt i programmet med IATF-certificerede diespecialister. Shaoyis ingeniørteam leverer omkostningseffektiv, højkvalitet værktøjsteknik tilpasset OEM-standarder, med produktionskapacitet i stort volumen, der skalerer med dine produktionsbehov.
- Balancerer økonomiske begrænsninger med ydelsesmæssige behov: Anvend faste strippers, hvor det er hensigtsmæssigt, for at bevare budgettet til flydende eller præcisionsudformede løsninger, hvor de reelt er nødvendige.
- Opgradering af eksisterende dies: Ringstrippers udgør en praktisk opgraderingsmulighed for at tilføje flydende stripping til specifikke punkter uden fuld udskiftning af pladen.
Valget mellem fast og flydende udskydningsplade kommer til sidst ned til ét princip: match din løsning til dine faktiske krav. Underdimensionering skaber kvalitetsproblemer; overdreven dimensionering spilder ressourcer. Det optimale punkt findes ved en ærlig vurdering af, hvad dit anvendelsesområde virkelig kræver.
Når du fortsætter med dit valg af udskydningsplade, skal du huske, at dette valg integreres med alle andre aspekter af stansedesign. Det bedste valg af udskydningsplade tager højde for stempelgeometri, materialeegenskaber, produktionsvolumener, kvalitetskrav og vedligeholdelsesmuligheder som sammenhængende faktorer i stedet for isolerede variable. Hvis du er i tvivl, skal du kontakte erfarne stansingeniører, som kan vurdere dit komplette anvendelsesbillede og anbefale løsninger optimeret til din specifikke succes.
Ofte stillede spørgsmål om faste og flydende udskydningsplader
1. Hvad er en udskydningsplade i et presseværktøj?
En afstødningsplade er en afgørende stanskomponent, der fjerner emnemateriale fra stansknive efter hver slagcyklus. Den kan enten være fast (stift monteret) eller svævende (fjederbelastet). Faste afstødninger fjerner pladematerialet, men holder det ikke nede under drift, mens svævende afstødninger aktivt holder materialet ned under stansning og bruger fjederkraft til kontrolleret udkastning. Valget mellem typerne påvirker direkte emnekvaliteten, værktøjets levetid og produktionshastigheden.
2. Hvad er afstødningskraft i presseværktøjsapplikationer?
Afstødningskraft er den kraft, der kræves for at løsne materiale, der sidder fast på kniven efter skæringen. Den ligger typisk mellem 10-25 % af blankningskraften. Svævende afstødningsplader giver justerbar afstødningskraft via valg af fjedre, mens faste plader er afhængige af selve pressehugget. Korrekt afstødningskraft forhindrer, at slug bliver trukket op, sikrer ren adskillelse af emner og opretholder konstante cyklustider i stansoperationer.
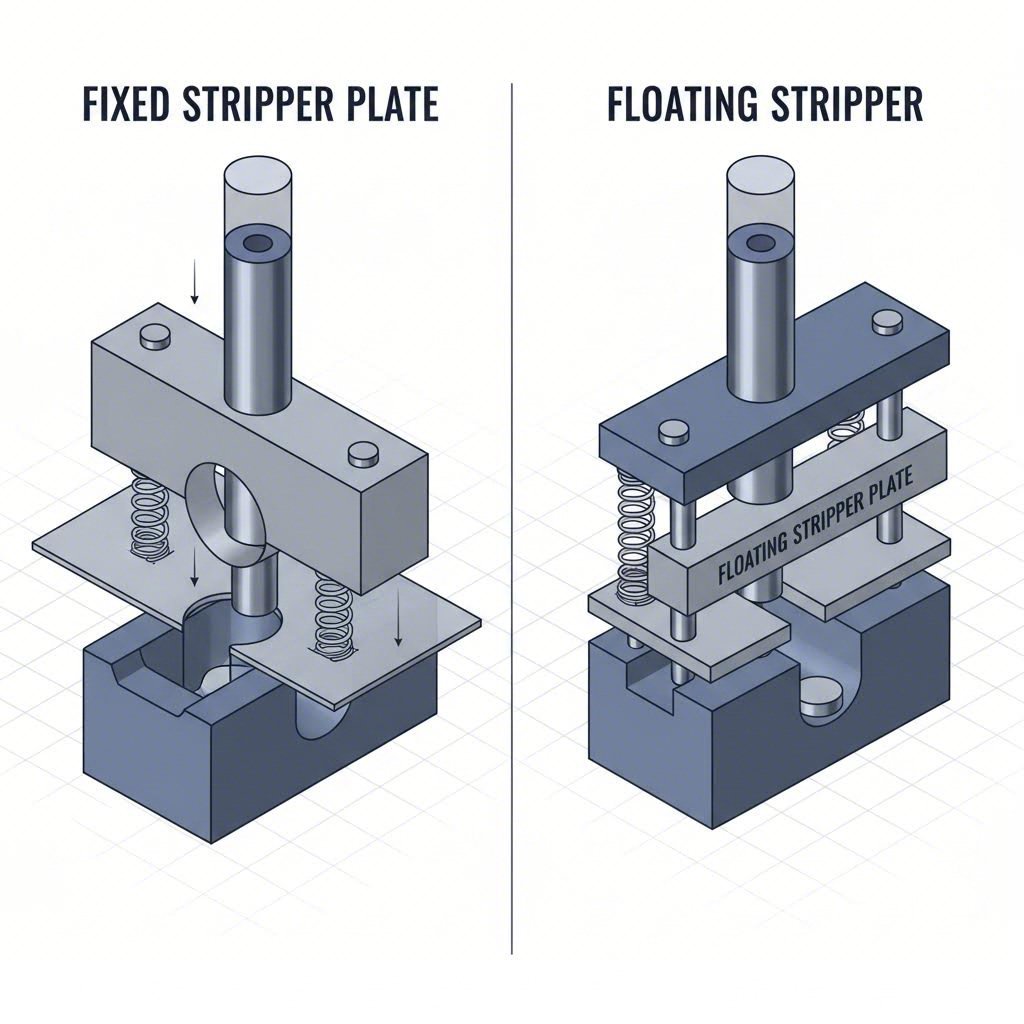
3. Hvornår bør jeg bruge en fast afstødningsplade i stedet for en svævende?
Fastmonterede aftrækningsplader er ideelle til tynde materialer under 1,5 mm, højhastighedsstansoperationer over 400 slag i minuttet og enkle blankstansedøde. De koster 20-30 % mindre end flydende alternativer, kræver minimal vedligeholdelse og giver fremragende stabilitet til præcisionsstansning inden for elektronik. Vælg faste aftrækningsplader, når materialeadfærden er forudsigelig, og kontrolleret nedtrykningskraft ikke er afgørende.
4. Hvad er de primære fordele ved flydende aftrækningsplader?
Flydende aftrækningsplader fungerer fremragende med materialer over 1,5 mm, progressivdøde og anvendelser, der kræver præcis delplacering. Hovedfordelene omfatter overlegen materialekontrol under stansning, reduceret slug-træk gennem aktiv nedadrettet kraft, automatisk kompensation for slitage på stans, samt justerbar fjederkraft. De er uundværlige, når materialets fjedring, komplekse geometrier eller krav om defektfri produktion kræver kontrolleret aftrækningskraft.
5. Hvordan adskiller stripperstænger og -ringe sig fra stripperplader?
Stripperstænger er smalle, herdede stålbjælker, der dækker over snitåbningen – ideelle til simpel udskæring, store dele og hurtigskifteværktøj til lavere omkostninger. Ringestrippers omslutter individuelle runde stempler og er perfekte til enkeltpunchoperationer og tårnværktøj. Plader giver fuld materialekontrol til komplekse progressive værktøjer. Vælg ud fra værktøjets kompleksitet: plader til præcisionsarbejde med flere stationer, stænger til simple operationer, ringe til isolerede runde stempler.