 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Omkostningerne ved Tilpasset Laserskæring af Metal afsløret: Hvad Værksteder Ikke Fortæller Dig

Hvad er brugerdefineret laserudskæring af metal
Husk du at lege med en forstørrelsesglas som barn, hvor du fokuserede sollys til et lille, intensivt punkt? Brugerdefineret laserudskæring af metal fungerer efter samme princip – men forstærket til en ekstraordinær grad. I stedet for sollys bruger producenter stærkt koncentrerede laserstråler, der kan nå temperaturer på over 20.000 grader Celsius til at skære gennem stål, aluminium og andre metaller med kirurgisk præcision.
Så hvad er laserskæring egentlig? I bund og grund bruger denne proces fokuseret lysenergi til at smelte eller fordampe metal langs computerprogrammerede stier. Resultatet? Komponenter fremstillet efter dine nøjagtige specifikationer, uanset om du har brug for én prototype eller hundrede brugerdefinerede beslag. I modsætning til standardproduktionsløb, der producerer identiske dele ud fra forudindstillede skabeloner, giver laserskæring af metal dig fuld designfleksibilitet – og omdanner din unikke CAD-fil til en konkret komponent.
Hvordan laserstråler omdanner rå metal til præcise dele
Forestil dig, at du har designede en kompleks monteringsplade med indviklede udsparinger og præcise hulloningsmønstre. Sådan gør metalskæring med laser det muligt at realisere din design:
- Laser-generering: Maskinen genererer en kraftig stråle ved hjælp af enten CO2-gasblandinger eller fiberoptik beriget med sjældne jordartselementer
- Fokusering: Spejle og linser koncentrerer strålen til et ekstremt fint energipunkt
- Materialeinteraktion: Når denne fokuserede stråle rammer metals overflade, smelter eller fordamper materialet øjeblikkeligt på kontaktstedet
- CNC-styring: CNC-systemer styrer laserhovedet med ekstrem præcision og følger din programmerede designsti
Skønheden i denne proces ligger i dens tilfærdiggjorte natur. Du er ikke begrænset til eksisterende skabeloner eller katalogdesign. Uanset om du har brug for arkitektoniske paneler med dekorative mønstre eller luftfartsdele med stramme tolerancer, tilpasser lasermetaludskæring sig dine krav i stedet for at tvinge dig til at tilpasse dig produktionsbegrænsninger.
Videnskaben bag termisk skæringsteknologi
Hvorfor fungerer udskæring af metal med laser så effektivt? Svaret ligger i to nøglevigtige videnskabelige principper.
Først og fremmest er der absorption . Forskellige metaller absorberer forskellige bølgelængder af lys. Når laserens fotoner interagerer med metallets elektroner, sker en hurtig opvarmning på det præcise kontaktsted. Denne målrettede energioverførsel betyder, at skæreområdet opvarmes næsten øjeblikkeligt, mens omkringliggende materiale forbliver relativt køligt.
For det andet er metaller fremragende varmeledere . Varme ledes hurtigt væk fra skæreområdet, hvilket forhindrer beskadigelse af omkringliggende områder. Denne kombination – intens lokal opvarmning med hurtig varmeafledning – resulterer i de rene og præcise kanter, der gør laserskæring ideel til detaljeret arbejde.
Tilpasset metallsksæring med laser opnår tolerancer og indviklede mønstre, som engang ansås for umulige, og er derfor den foretrukne løsning til alt fra smykkedesign til komponenter til luft- og rumfart.
Hvad adskiller egentlig tilpasset produktion fra standardproduktion? Fleksibilitet. Standardproduktion optimeres for effektivitet ved gentagne designs. Tilpassede projekter optimeres derimod til dine specifikke behov – unikke dimensioner, ikke-standard materialer eller komplekse geometrier, som færdige dele simpelthen ikke kan levere. Når du forstår, hvordan teknologien rent faktisk fungerer, er du bedre rustet til at designe dele, der udnytter dens styrker, og undgår unødvendige omkostninger.

CO2 versus fiberlaser-teknologi forklaret
Her er noget, som de fleste butikker ikke vil fortælle dig opfrisk: type laser, der skærer metal, påvirker betydeligt dine projekters omkostninger, kvalitet og leveringstid. Alligevel ser mange producenter let hen over dette afgørende detalje, når de fremsender tilbud. At forstå forskellen mellem CO2- og fiber Laser Teknologi hjælper dig med at stille de rigtige spørgsmål – og potentielt spare hundredvis af kroner ved din næste ordre.
Begge teknologier bruger koncentreret lys til at skære igennem metal, men de genererer dette lys på grundlæggende forskellige måder. En CO2-laser producerer sin stråle ved elektrisk at stimulere en gasblanding (primært kuldioxid), mens en fiberlaser bruger optiske fibre dopede med sjældne jordartselementer som ytterbium. Denne forskel kan lyde teknisk, men den påvirker direkte, hvilke metaller der skæres effektivt, og hvor meget du skal betale.
Fiberlaserfordele for reflekterende metaller
Har du nogensinde undret dig over, hvorfor tilbud på kobberlaserudskæring nogle gange er overraskende høje? Traditionelle CO2-lasere har svært ved reflekterende metaller, fordi deres længere bølgelængde (10,6 mikrometer) har en tendens til at blive reflekteret fra glatte overflader som aluminium, messing og kobber. Denne refleksion kan faktisk beskadige laserens optik – en kostbar reparation, som værksteder tager med i dit tilbud.
Fiberlasere ændrede spillet. Med en bølgelængde på 1,064 mikrometer – cirka ti gange kortere end CO2 – absorberes de nemt af reflekterende metaller i stedet for at blive reflekteret tilbage. Ifølge branchens analyse kan fiberlasere skære stærkt reflekterende materialer uden risiko for, at tilbagekast beskadiger udstyret, hvilket åbner muligheder for at arbejde med et bredere materialeudvalg.
Hvad betyder dette for dit projekt? Hvis du arbejder med aluminium, messing eller kobber, vil et værksted, der bruger en fiberlaser til metaludskæring, sandsynligvis levere:
- Hurtigere skære hastigheder (3 til 5 gange mere produktivt på relevante opgaver)
- Renere kantkvalitet med minimale varmepåvirkede zoner
- Lavere omkostninger pr. del på grund af reduceret proces tid
- Større pålidelighed uden bekymring for refleksionsskader
Valg af laserteknologi efter dit metalmateriale
Hvilken laser er så bedst til at skære dit specifikke materiale? Svaret afhænger af, hvad du skærer, og hvor tykt det er.
CO2-lasere forbliver fremragende arbejdsheste til tykkere plader af blødt stål – især i intervallet 10-20 mm og derover. Nogle operationer bruger endda ilttilførsel til at skære stålplader op til 100 mm tykke. De er også det første valg til ikke-metalliske materialer som akryl, træ og læder, hvilket gør dem til alsidige maskiner til værksteder med blandet materiale.
Fiberlasere dominerer dog, når præcision og hastighed er vigtigst. De yder fremragende med tynde til mellemtykke metalplader (typisk 20 mm eller mindre) og kan nemt håndtere svære at skære metaller som titanium. Deres effektivitet overstiger 90 % – hvilket betyder, at de omdanner det meste af den elektriske energi til reelle skærekræfter – i sammenligning med kun 5-10 % for CO2-systemer.
| Fabrik | CO2-laser | Fiber laser |
|---|---|---|
| Bedste metaltyper | Blødt stål, tykkere plader | Rustfrit stål, aluminium, messing, kobber, titanium |
| Optimalt tykkelsesområde | 10-100 mm+ (med ilttilførsel) | Op til 20mm |
| Kantkvalitet | God | Udmærket (glattere, mere præcist) |
| Energieffektivitet | 5-10% | 90%+ |
| Driftskost | Højere (større strømforbrug, køling) | Lavere (reduceret energi, minimal vedligeholdelse) |
| Udstyrets levetid | ~2.500 timer typisk | 25.000-100.000+ timer |
| Oprindelig omkostning | Mindre indledende investeringer | 5-10 gange højere købspris |
| Bedste anvendelser | Tung pladebearbejdning, blandede materialer | Præcisionsdele, reflekterende metaller, produktion i høje volumener |
Her er indsigten, der påvirker din økonomi: Selvom fibermetalskærende lasermaskiner koster væsentligt mere fra starten, tilgår de driftsbesparelser hurtigt. Lavere energiforbrug, minimalt vedligeholdelsesbehov og levetider, der kan overstige 100.000 timer, betyder, at virksomheder med fiberteknologi ofte videregiver disse besparelser gennem konkurrencedygtige priser – især ved projekter i aluminium og rustfrit stål.
Når du anmoder om tilbud, tøv ikke med at spørge, hvilken laserteknologi et værksted bruger. En CO2-laserskæremaskine kan være perfekt til dit projekt med 15 mm stålplade, mens en fiberlaser til metal kan reducere dine omkostninger markant for den samling af aluminiumsbjælker. At forstå denne forskel sætter dig i en stærkere position til at vurdere tilbud og vælge den rigtige samarbejdspartner til dine specifikke behov.
Metaltyper og materialevalg til laserskæring
Du har forstået teknologien – men her er det materialevalget, der kan gøre eller ødelægge din budgettering. Forskellige metaller reagerer på laserskæring på meget forskellige måder, hvilket påvirker alt fra kvaliteten af skærekanten til maksimale tykkelsesmuligheder. De fleste værksteder går dog ud fra, at du allerede ved, hvilket metal der passer til dit projekt. Lad os udfylde denne videnlücke, så du kan træffe velovervejede beslutninger, inden du anmoder om tilbud.
Når du vælger materialer til brugerdefinerede metalprojekter med laserskæring, balancerer du i virkeligheden fem centrale faktorer: styrkekrav, korrosionsbestandighed, vægtbegrænsninger, æstetiske krav og omkostninger. Det metal, du vælger, påvirker direkte skærehastigheden, kantafslutningen og endeligt den pris, du skal betale. At forstå, hvordan hvert materiale opfører sig under laserstrålen, hjælper dig med at optimere både ydeevne og budget.
Egenskaber ved skæring af stål og rustfrit stål
Stål forbliver arbejdshesten inden for laserudskæring af stål – og med god grund. Denne jern-kulstof-legering tilbyder høj styrke og hårdhed til en omkostningseffektiv pris, hvilket gør den ideel, når korrosion og estetik ikke er primære overvejelser. Laserudskæring af stål giver rene kanter med minimal efterbehandling, og værksteder kan håndtere imponerende materialstykkelse afhængigt af udstyret.
Hvilken tykkelse kan du realistisk skære? Indgangsniveau fiberlasere (500 W–1,5 kW) håndterer tynde plader op til 3 mm effektivt. Systemer i midtklassen (3 kW–6 kW) klare de fleste industrielle opgaver, mens kraftige anlæg (10 kW–40 kW) skærer igennem tunge plader på over 25 mm. Jo tykkere dit materiale er, desto mere effekt kræves —hvilket direkte påvirker din prisforespørgsel.
- Egenskaber ved blødt stål: Udmærket svejsbarhed, nem at forme og bearbejde, høj styrke i forhold til omkostning, modtagelig for korrosion uden overfladebehandling
- Bedste anvendelser: Bygningskomponenter, automobildel, landbrugsmaskiner, møbelrammer, maskinhuse
- Tykkelse Område: Op til 100 mm+ med ilttilførsel på højtydende CO2-systemer; op til 25 mm på standard fiberlasere
Laserudskæring af rustfrit stål kræver mere laserenergi end for blødt stål – men giver fremragende resultater. Det krom, der giver rustfrit stål dets korrosionsbestandighed, påvirker også, hvordan det interagerer med laserstrålen. Dog får laserudskårne dele i rustfrit stål en glat overflade, som ofte ikke kræver yderligere efterbehandling.
- Karakteristika for rustfrit stål: Overlegen korrosionsbestandighed, fremragende styrke, god svejsbarhed, hårdere end blødt stål, højere materialeomkostninger
- Bedste anvendelser: Medicinsk udstyr, fødevarebearbejdningskomponenter, luftfartsdele, arkitektoniske elementer, skibsapplikationer
- Kantkvalitet: Rene snit med minimal oxidation ved brug af kvælstoftilførsel
Pro tip: Når du anmoder om tilbud for rustfrit stål, skal du angive, om du har brug for oxidation frie kanter. Skæring med nitrogen-assist koster mere, men eliminerer misfarvningen, som ilt-assist kan forårsage – et detalje, der betyder noget for synlige komponenter eller fødevarekvalitet applikationer .
Arbejde med aluminium, messing og kobber
Husk den reflekterende metaludfordring, vi diskuterede tidligere? Her krydser materialevalg sig direkte med valg af teknologi. Skæring af aluminium med laser, fremstilling af messing og bearbejdning af kobber kræver alle fiberlaser-teknologi for optimale resultater – og forståelse af deres unikke egenskaber hjælper dig med at designe smartere dele.
Laserudskåret aluminium tilbyder en uslåelig kombination af lav vægt, holdbarhed og omkostningseffektivitet. Det vejer cirka en tredjedel af ståls vægt, mens det samtidig bevarer god styrke, hvilket gør det ideelt til applikationer, hvor hvert gram tæller. Aluminiumslaserudskæring producerer rene kanter, selvom materialets varmeledningsevne kan skabe lidt større varmepåvirkede zoner end ved stål.
- Aluminiumsegenskaber: Letvægtigt (en tredjedel af ståls vægt), fremragende termisk og elektrisk ledningsevne, god korrosionsbestandighed, nemt at anodisere for øget beskyttelse
- Bedste anvendelser: Bilpaneler, luftfartsdele, kabinetter til elektronik, kølelegemer, arkitektoniske elementer
- Overvejelser vedrørende tykkelse: Kan skæres effektivt op til 20 mm på fiberlasere; kræver højere effektindstillinger end tilsvarende ståltykkelse
- Designbemærkning: Aluminiums blødhed betyder, at indviklede designs med meget fine detaljer måske kræver omhyggelig overvejelse af minimumsstørrelsen på detaljerne
Kobber og laserudskåret messing giver unikke muligheder – og udfordringer. Begge metaller har fremragende elektrisk ledningsevne og naturlige antimikrobielle egenskaber, hvilket gør dem uundværlige til elektriske komponenter, dekorative beslag og specialiserede anvendelser. Fibre-lasere håndterer begge materialer effektivt, selvom skærehastigheder typisk er langsommere end stål på grund af deres høje refleksion og varmeledningsevne.
- Kobber-egenskaber: Fremragende elektrisk ledningsevne, fremragende korrosionsbestandighed, antimikrobielle egenskaber, karakteristisk visuel appel
- Messing-egenskaber: Øget styrke og ductilitet sammenlignet med rent kobber, lavere friktionspunkt, udmærket til dekorative anvendelser, nem at bearbejde og lodde
- Bedste anvendelser: Elektriske forbindelser, arkitektoniske detaljer, musikinstrumenter, dekorative beslag, varmevekslere
- Omkostningsovervejelser: Højere materialeomkostninger og langsommere skærehastigheder betyder, at projekter i kobber og messing typisk har præmieprisfastsættelse
Lyd komplekst? Her er et forenklet beslutningsværktøj: Vælg stål, når omkostninger og styrke er vigtigst, og korrosion ikke er kritisk. Vælg rustfrit stål til krævende miljøer eller fødevareanvendelser. Vælg aluminium, når vægtbesparelser retfærdiggør den moderate prisforhøjelse. Undlad kobber og messing til anvendelser, der kræver deres unikke elektriske, termiske eller æstetiske egenskaber.
At forstå disse materialeegenskaber, inden du kontakter en producent, sætter dig i en stærkere forhandlingsposition. Du vil vide, hvorfor tilbuddet på rustfrit stål koster mere end stål, hvorfor dine aluminiumsdele måske har brug for specifikke kantovervejelser, og om kobber virkelig er nødvendigt – eller om et billigere alternativ kunne fungere. Udstyret med denne viden er du klar til at tage det næste afgørende skridt: forberede dine designfiler korrekt.
Designretningslinjer og krav til filforberedelse
Du har valgt dit metal og forstår teknologien – men her er det, hvor mange projekter støder på uventede forsinkelser. Hvis du indsender designfiler, der ikke opfylder kravene til fremstilling, betyder det gentagne revisioner, spildt tid og nogle gange dyre omkonstruktioner. Alligevel gemmer de fleste virksomheder deres designvejledninger væk i sværtilgængelige dokumenter, så du først opdager problemerne, efter at du har uploadet dine filer.
At få dit design rigtigt første gang handler ikke kun om at undgå frustration – det påvirker direkte din prisforespørgsel. Præcisionslaserudskæring kræver filer, der nemt kan oversættes til maskininstruktioner. Jo bedre din filforberedelse er, desto hurtigere bliver leveringstiden, og jo mere præcise vil dine laserudskårne dele være.
Filformater og kompatibilitet med designsoftware
Hvilket filformat bør du indsende? Det afhænger af dit designprogram og værkstedets muligheder, men de fleste accepterer et kerneudvalg af vektorbaserede formater.
Branchestandarderne inkluderer:
- DXF (Drawing Exchange Format): Det universelle sprog for laser- og CNC-udstyr. Næsten alle producenter accepterer DXF-filer, hvilket gør det til dit sikreste valg for kompatibilitet
- DWG (AutoCAD Native): Almindeligt brugt inden for ingeniør- og arkitektapplikationer. De fleste værksteder konverterer disse internt til DXF
- AI (Adobe Illustrator): Populært til dekorative og kunstneriske projekter. Sørg for, at al tekst er konverteret til omrids, inden du sender filen
- EPS og SVG: Vektorformater, der fungerer godt til enklere designs, selvom nogle værksteder foretrækker DXF til præcisionsarbejde
Her er et detalje, som mange nye kunder overser: Hvis du har konverteret din fil fra et rasterbillede, skal du kontrollere dine dimensioner nøje. At spore en JPEG- eller PNG-fil til vektorer kan medføre skaleringfejl. At udskrive dit design i 100 % skala hjælper med at bekræfte, at målene stemmer overens med dine intentioner, inden du sender det
Bruger du studenterudgave af software? Ingen problemer – vandmærker som "Student Version", der vises i filer fra programmer som SolidWorks, ignoreres typisk af fremstillingsystemer. Alle aktive tekstbokse skal dog konverteres til figurer. I Illustrator betyder det at "konvertere til omrids". I CAD-programmer skal du lede efter kommandoer som "explode" eller "expand".
Vigtige konstruktionsregler for rene skær
Præcisionen ved laserudskæring afhænger stort set af forståelsen af processens fysiske begrænsninger. Selv den mest avancerede CNC-laserudskæringsmaskine har begrænsninger – og ved at designe inden for disse parametre sikrer du, at dine dele bliver produceret præcist som tiltænkt.
Kerf-bredde tillæg
Når en laser skærer metal, fordamper den et tyndt materialestrøg kaldet kerf. Denne bredde ligger typisk mellem 0,1 mm og 0,5 mm afhængigt af materialstykkelse, lasertype og effektindstillinger. Hvorfor er dette vigtigt? Hvis du designer sammenbygningsdele eller præcise samlingselementer, skal du tage højde for denne materialefjernelse i dine dimensioner.
Minimumsfeaturestørrelser
De indviklede detaljer i din design kan måske se perfekte ud på skærmen – men detaljer, der er for små, kan simpelthen ikke skæres korrekt . Generelle retningslinjer inkluderer:
- Minimum huldiameter: Typisk lig med eller større end materialetykkelsen
- Minimum spaltebredde: Normalt 1,5 gange materialetykkelsen
- Minimum teksthøjde: Ofte 3 mm eller større for læsbarhed
- Minimum stivningsbredde (materiale mellem skæringer): Generelt svarer til materialetykkelsen
Krav til hjørneradius
Laserstråler har en fysisk bredde, hvilket betyder, at helt skarpe indvendige hjørner ikke kan opnås. Indvendige hjørner vil naturligt have en lille radius svarende til cirka halvdelen af kerfbredden. For dele, hvor spænding er kritisk, forbedrer tilføjelse af bevidste hjørneradier (0,5 mm - 1 mm) faktisk strukturel integritet ved at fjerne spændingskoncentrationer.
Afstand mellem åbninger
Hvis snitlinjer placeres for tæt på hinanden, kan det føre til varmeopbygning, hvilket potentielt kan forvrænge tynde sektioner eller mindske kantkvaliteten. Sørg for et afstand mellem parallelle snit på mindst 1,5 gange materialets tykkelse – mere ved varmefølsomme anvendelser.
Tolerancespecifikationer
Hvilke præcisionsspecifikationer kan man realistisk forvente? Standard laser-CNC-operationer opnår typisk tolerancer på ±0,1 mm til ±0,2 mm. Hvis din applikation kræver strammere specifikationer, bør du drøfte dine krav fra starten – at opnå tolerancer på ±0,05 mm kan kræve specialiserede processer eller efterbearbejdning, hvilket påvirker både omkostninger og tidsplan.
Tjekliste for filforberedelse
Før du indsender din design, gennemgå denne trin-for-trin-verifikationsproces for at undgå almindelige fejl, der forsintrer produktionen:
- Konverter al tekst til konturer eller figurer —hold musen over tekstelementer for at bekræfte, at de ikke længere er redigerbare som tekst
- Bekræft mål i 100 % skala —udskriv dit design eller brug softwarens måleværktøjer til at bekræfte nøjagtigheden
- Tjek for dubletter eller overlappende linjer —disse får laseren til at skære den samme sti to gange, hvilket spilder tid og potentielt beskadiger kanter
- Fjern alle skjulte lag og konstruktionsgeometri —inkludér kun elementer, som du ønsker skal skæres
- Sørg for, at alle figurer er lukkede stier —åbne stier skaber forvirring om, hvilke områder der skal skæres i forhold til de, der skal ignoreres
- Bekræft, at minimumsfeaturestørrelser opfylder materialekravene —tjek huller, neder og tekst i forhold til den valgte tykkelse
- Tag højde for kerfbredde ved præcisionsmontager —justér dimensioner, hvis sammenføjede dele kræver nøjagtige pasform
- Bekræft, at beholdte udsparinger er korrekt forbundet —indre dele, der ikke er forbundet til hoveddesignet, vil falde ud og gå tabt
- Gem i et accepteret vektorformat —DXF giver den mest universelle kompatibilitet
- Medtag en dimensioneret referencetegning, hvis tolerancer er kritiske —hjælper producenter med at forstå dine præcisionskrav
Hvordan påvirker designkompleksitet dine omkostninger? Hvert gennemboring (hvor laseren starter et nyt snit) og hver retningsskift tilføjer skæbetid. Et simpelt rektangel med fire hjørner skæres hurtigere end et ornamentalt dekorativt mønster med hundredvis af indviklede kurver. Når budgettet er afgørende, skal du overveje, om forenklede designs kan opnå dine funktionelle mål – eller om den æstetiske værdi berettiger den ekstra skæbetid.
At følge disse retningslinjer forhindre blot forsinkelser – det viser også tilskærere, at du forstår processen. Virksomheder sætter pris på veludarbejdede filer, og denne goodwill kan resultere i bedre kommunikation, hurtigere tilbud og en mere problemfri gennemførelse af projektet. Når dine designfiler er korrekt forberedt, er du klar til at vurdere, hvordan denne teknologi sammenlignes med alternative skæremetoder.
Laserudskæring sammenlignet med alternative metoder
Så du ved, at brugerdefineret laserudskæring af metal leverer præcision – men er det altid det rigtige valg? Her er det, som mange tilskærere ikke frivilligt vil fortælle: Afhængigt af dine projektkrav, kan alternative teknologier faktisk være bedre egnet. At vælge den forkerte skæremetode kan koste dig tusindvis i unødige udgifter eller kompromittere delenes kvalitet. At forstå, hvornår hver teknologi udmærker sig, giver dig kontrol over beslutningen.
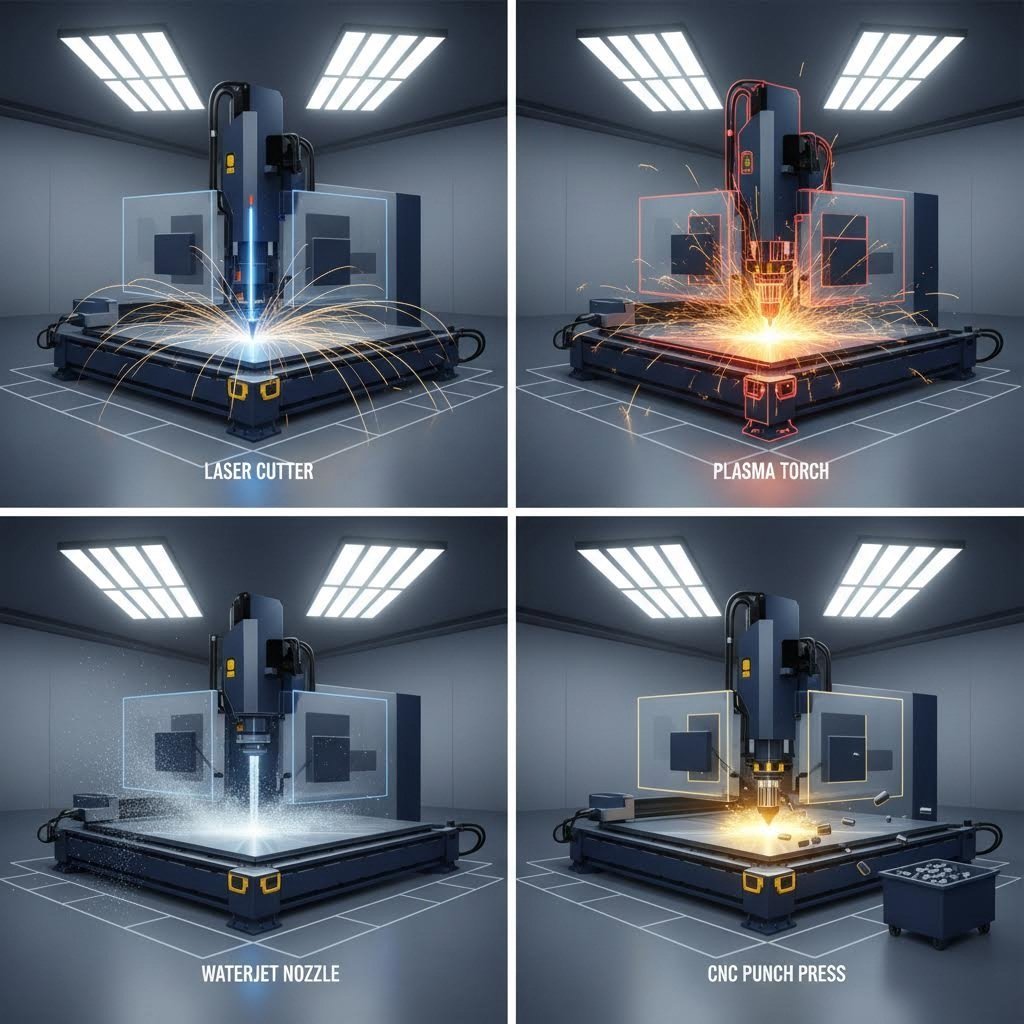
Fire primære teknologier dominerer søgninger på metalbearbejdning i nærheden: laserudskæring, vandstråleudskæring, plasmaudskæring og CNC-punching. Hver enkelt har sine egne styrker, og den "bedste" løsning afhænger fuldstændigt af dit materiale, tykkelse, præcisionskrav og budgetbegrænsninger. Lad os se nærmere på, hvornår hver enkelt bør vælges – og hvornår man måske bør kigge et andet sted hen.
Når laserskæring overgår alternativer
CNC-laserudskæring yder bedst ved materialer med tynd til medium tykkelse, hvor der kræves indviklede detaljer eller stramme tolerancer. Hvis dit projekt kræver rene kanter, små huller eller komplekse geometrier, giver laserteknologi typisk de bedste resultater.
Ifølge industrielle tests udført med flere teknologier , tilbyder laserudskæring følgende fordele:
- Ekstraordinær præcision: Tolerancer på ±0,1 mm opnåelige på relevante materialer
- Superior kantkvalitet: Rene snit, som ofte ikke kræver efterfølgende bearbejdning
- Hurtig bearbejdning: Højhastighedsudskæring af materialer op til 20-25 mm tykke
- Minimal kerfbredde: Mindre materiale spild sammenlignet med plasma eller vandstråle
- Intrikat detaljegrad: Små huller, skarpe kanter og detaljerede mønstre udført med præcision
Præcisionsbearbejdning af metal, som til elektronikomkapslinger, komponenter til medicinske enheder og dekorative arkitektoniske paneler, foretrækker typisk laserteknologi. Når dine dele skal sidde nøjagtigt sammen eller har fine detaljer, giver en laser til skæring af stål og andre metaller normalt den bedste værdi.
Laser-skæring har dog sine begrænsninger. Meget tykke materialer (over 25 mm for de fleste systemer), varmefølsomme legeringer og ikke-metalliske materialer kan kræve alternative metoder. At forstå disse grænser hjælper dig med at undgå frustrerende samtaler med producenter, der ikke kan levere det, du har brug for.
Valg mellem termisk og ikke-termisk skæring
Her er en vigtig forskel, som påvirker både delenes kvalitet og materialevalg: laser- og plasmaskæring er termiske processer, mens vandskæringsmetoden slet ikke anvender varme. Denne grundlæggende forskel afgør, hvilken teknologi der er mest egnet til bestemte applikationer.
Plasmaskæring: Den specialiserede løsning til tykke metaldele
Når du søger efter plasmaskæring i nærheden af mig eller en plasmaskæringsydelse i nærheden af mig, handler det typisk om tykke ledende metaldele, hvor hastighed og omkostninger er mere afgørende end ekstrem præcision. Plasmaskærere bruger en elektrisk bue og komprimeret gas til effektivt at smelte igennem stål, aluminium og kobber.
Plasmaskæring er dominerende ved arbejde med:
- Stålblade på over ½" (12 mm) tykkelse
- Konstruktion af strukturelt stål
- Fremstilling af tungt udstyr
- Anvendelser, hvor let kantruhed er acceptabel
Kostumsfordelen er betydelig – plasmasystemer koster omkring 90.000 USD sammenlignet med 195.000 USD for tilsvarende vandstråleskæreudstyr. For metalforarbejdningsskoler, der fokuserer på tykt stål og aluminium, giver plasmaskæring ofte den bedste avkastning på investeringen.
Vandstråleskæring: Ingen varme, maksimal alsidighed
Vandstråleskæring bruger vand under højt tryk blandet med slibende partikler til at skære næsten ethvert materiale uden varmeeffekter. Denne koldskæringsproces eliminerer fuldstændigt udbøjning, hærdning og varmeindvirkede zoner.
Vælg vandstråle, når dit projekt omfatter:
- Varmefølsomme materialer, der ville blive udbøjet eller hærdes ved termisk skæring
- Tykke materialer uden for laserskærings kapacitet (op til flere tommer)
- Ikke-metalliske materialer som sten, glas eller kompositmaterialer
- Anvendelser, hvor der absolut ikke må opstå termisk deformation
Vandstrålemarkedet vokser hurtigt og forventes at nå over 2,39 milliarder USD i 2034, drevet af efterspørgsel efter skæring uden varmepåvirkning inden for luft- og rumfart, medicinsk teknik samt præcisionsfremstilling.
CNC-punktering: Høj kapacitet til enkle former
For projekter, der kræver tusindvis af identiske dele med relativt enkle geometrier—tænk monteringshuller, ventilationsåbninger eller simple udsparinger—slår CNC-punching ofte laserudskæring i omkostningseffektivitet. Punchmaskiner bruger formede dies til hurtigt at stanse igennem plademetal, hvilket gør dem ideelle til produktion i store serier, hvor opsætningsomkostningerne kan fordeles over mange dele.
CNC-punching er velegnet, når:
- Du har brug for meget store mængder af identiske dele
- Formerne svarer til de tilgængelige die-sæt (cirkler, rektangler, standardmønstre)
- Materialetykkelsen ligger inden for punchingens interval (typisk op til 6 mm)
- Hastighed og stykomkostning er vigtigere end muligheden for detaljeret præcision
| Fabrik | Laser Skæring | Plasmaskæring | Vandstrålskæring | Cnc trykning |
|---|---|---|---|---|
| Nøjagtighed | ±0,1 mm (udmærket) | ±0,5-1 mm (moderat) | ±0,1-0,2 mm (meget god) | ±0,1 mm (god) |
| Materialetykkelse | Op til 25 mm typisk | Op til 150 mm+ | Op til 200 mm+ | Op til 6 mm typisk |
| Kantkvalitet | Udmærket, minimal efterbehandling | Ru, kan kræve slibning | Glat, let aftrækket mulig | Ren, let rullede kant |
| Varme-påvirket zone | Lille, men til stede | Større, betydelig | Ingen (kold proces) | Ingen (mekanisk) |
| Bedst til | Præcisionsdele, tynd til mellemtyk metal | Tykt stål, projekter med fokus på omkostninger | Varmefølsomme materialer, tykke snit | Høj kapacitet, enkle former |
| Relativ pris | Moderat | Lavere ved tykke materialer | Højere (langsommere proces) | Laveste ved høje volumener |
Træffe Din Beslutning
Stil dig selv disse spørgsmål, når du vælger en skæringsteknologi:
- Hvor tyk er din materiale? Under 20 mm foretrækker laser; over 25 mm peger mod plasma eller vandstråle
- Hvor præcise skal skærene være? Smalle tolerancer foretrækker laser eller vandstråle
- Er varme et problem? Varmefølsomme applikationer kræver vandstråle
- Hvad er din mængde? Store mængder af enkle former kan foretrække CNC-punching
- Hvad er din budget? Plasma tilbyder omkostningsmæssige fordele ved tykt stål; laser giver værdi ved præcisionsarbejde
Mange succesfulde fabrikeringsvirksomheder benytter flere teknologier, netop fordi ingen enkelt metode optimalt håndterer alle applikationer. Når du vurderer tilbud, tøv ikke med at spørge, om den anbefalede teknologi virkelig passer til dit projekt – eller om en alternativ løsning måske kan levere bedre resultater. At forstå disse kompromisser gør dig til mere end blot en passiv kunde – men en informeret samarbejdspartner i fabrikeringsprocessen.
Omkostningsfaktorer og prisfastsættelsesvariable forklaret
Her er den ubehagelige sandhed, som de fleste producenter ikke vil forklare opfrisk: Den laserudskæringspris, du har modtaget, er ikke tilfældig – den beregnes ud fra en præcis formel, der tager højde for variabler, som du sandsynligvis ikke vidste eksisterede. At forstå disse omkostningsdrevende faktorer handler ikke kun om nysgerrighed; det giver dig mulighed for at optimere din design, reducere omkostninger og stille velinformerede spørgsmål, der viser, at du ikke er en nem mål for overdrevne priser.
Den største misforståelse? At antage, at omkostningerne primært korrelerer med materialearealet. I virkeligheden er maskintiden den vigtigste faktor, der påvirker dine omkostninger til specialfremstillet metaludskæring. Et simpelt rektangel og et ornementsfyldt dekorativt panel, skåret ud fra identiske plader, kan have dramatisk forskellige priser – nogle gange med en faktor på fem eller mere.
Forstå citattilbud og prisfaktorer
Hver laserudskæringskvote følger en grundlæggende beregning: Slutpris = (Materialer + Variable Omkostninger + Faste Omkostninger) × (1 + Fortjenestemarge). Lad os gennemgå, hvad hver komponent betyder for din økonomi.
Materielle omkostninger omfatter ikke kun det rå metal, du køber, men også affaldet, der opstår under udskæringen. Når du bestiller specialfremstillede udskårne metaller, skal værkstederne tage højde for fuld pladepris, selvom dine dele kun bruger 60 % af materialet. Effektiv indpakning – altså at placere delene strategisk på pladen – reducerer direkte denne affaldsfaktor.
Variable omkostninger repræsenterer maskinetiden ganget med værkstedets timeløn. Ifølge branchedata , varierer typiske timelønninger for laserudskærere mellem 60 og 120 USD, afhængigt af udstyrets kapacitet og effekt. Dit design afgør, hvor mange minutter eller timer maskinen kører.
Faste omkostninger dækker driftsomkostninger – som husleje, vedligeholdelse af udstyr, softwarelicenser og administrationsudgifter – fordelt proportionalt på dit projekt.
Her er de primære omkostningsdrevende faktorer, sorteret efter deres typiske indvirkning på dit endelige tilbud:
- Materialetykkelse: Den mest betydningsfulde variabel. Fordobling af tykkelsen kan mere end fordoble skæretiden, fordi laseren skal bevæge sig meget langsommere for at trænge helt igennem
- Design kompleksitet: Indviklede mønstre med mange kurver og retningsskift tvinger maskinen til at sænke hastigheden, hvilket forlænger behandlingstiden
- Antal gennemboringer: Hver gang laseren starter et nyt snit, skal den først gennembore materialet. En design med 100 små huller koster mere end én stor udsparing på grund af den samlede boretid
- Materialetype og kvalitet: Højtkvalitets aluminium eller rustfrit stål koster mere end blødt stål – både i råmaterialepris og nogle gange i behandlingstid
- Ordremængde: Opsætningsomkostninger fordelt over flere dele resulterer i lavere stykomkostninger
- Afslutningskrav: Sekundære operationer såsom bøjning, afslibning eller pulverlakkering tilføjer arbejdskraft- og behandlingsomkostninger
Hvordan designkompleksitet påvirker din budget
Forestil dig to dele: et simpelt 6" × 6" kvadrat og et indviklet dekorativt panel med samme ydre mål, men med 50 indvendige udsparinger og dekorative ornamenter. Begge bruger samme materiale – men det dekorative panel kan alligevel koste fem gange så meget. Hvorfor?
Skærelængde: Den samlede længde, som laseren bevæger sig, korrelerer direkte med tiden. Længere baner betyder højere omkostninger. Det dekorative panel kan kræve 10 fod skæring i forhold til 2 fod for det simple kvadrat.
Piercing-operationer: Hvert indvendigt udsnit kræver, at laseren først gennemborer materialet, inden der skæres. En konstruktion med mange piercingpunkter kan være dyrere end én med et stort udsnit alene på grund af den samlede piercingtid – selvom den totale skæreafstand er ens.
Hastighedsvariationer: Komplekse geometrier med stramme kurver og skarpe hjørner tvinger skærekniven til konstant at bremse og accelerere. En lige linje skæres hurtigere end en række indviklede kurver, fordi maskinen opretholder højere gennemsnitshastighed ved enkle baner.
Toleransekrav: At angive strammere tolerancer end funktionelt nødvendigt er en skjult omkostningsdrevet faktor. For at opnå meget præcise mål, skal maskiner køre langsommere og mere kontrolleret. Før du anmoder om ±0,05 mm tolerancer, overvej om ±0,2 mm faktisk ville fungere til dit anvendelsesområde.
Antal og skalafordele
Opsætningsgebyrer repræsenterer engangsomkostninger – som materialeindlæsning, maskinekalibrering og filforberedelse – der fordeler sig forskelligt afhængigt af ordrestørrelsen. Bestil 10 dele, og det pålydende 50 USD i opsætningsgebyr udgør 5 USD pr. stk. Bestil 100 dele, og det udgør kun 0,50 USD pr. stk.
Ifølge branchens analyse , kan mængderabatter nå op til 70 % ved store ordrer. Maskinen behøver ikke nulstilles mellem identiske dele, og materialeudnyttelsen bliver mere effektiv ved større mængder. Hvis du forventer, at du vil få brug for dele i fremtiden, giver det ofte økonomisk mening at samle ordrer.
Andre omkostningsfaktorer
Udover de kernevariable kan flere faktorer føre til en højere pris:
- Accellereret produktion: Rush-bestillinger kræver, at værkstederne omorganiserer deres skemaer og måske skal bruge overarbejde – forvent premium priser
- Filforberedelse: Indsender du filer med fejl (dubletter, åbne konturer, manglende dimensioner), skal teknikere rette problemerne inden skæring, ofte mod ekstravgifter
- Specielle materialer: Anmoder du om metal skåret til i speciallegeringer, som værkstedet ikke har på lager, kan det medføre tillæg for materialeordre
- Fragt og logistik: Tungt eller skrøbeligt udstyr kræver særlig håndtering og emballage
Praktisk Budgetestimat
Selvom præcise priser for laserudskæring varierer fra leverandør til leverandør, kan du opstille rimelige estimater ved at overveje disse faktorer: Enkelte designs i tynd stål udgør din basispris. Hver yderligere kompleksitetsfaktor – tykkere materiale, indviklede mønstre, reflekterende metaller, stramme tolerancer – multiplicerer denne basispris. Ved at anmode om tilbud fra flere leverandører, kan du justere dine forventninger til bestemte projekttyper.
Den smarteste tilgang? Før du færdiggør designene, skal du spørge potentielle producenter, hvilke ændringer der ville mindske dine omkostninger mest markant. Nogle gange kan små justeringer i designet – som at tilføje afrundede hjørner, kombinere små huller til slids, eller acceptere lidt løsere tolerancer – reducere tilbuddene med 20-30 % uden at kompromittere funktionaliteten. Udstyret med denne viden om omkostninger, er du forberedt på at forstå, hvordan disse præcisionsbeskårne dele anvendes i den virkelige verden på tværs af brancher.
Almindelige applikationer på tværs af brancher
Nu hvor du kender omkostningerne – men hvor bliver al denne præcisionsbeskæring faktisk brugt? Her er det, der måske overrasker dig: Brugerdefineret laserudskæring af metal rækker næsten til enhver tænkelig branche. Fra bilen, du kører i, til telefonen i din lomme, gemmer laserudskårne komponenter sig lige for næsen af dig. At forstå disse anvendelser hjælper dig med at afgøre, om denne teknologi passer til dine specifikke projektbehov – og giver dig et perspektiv for, hvorfor visse industrier dominerer fremstillingslandskabet.
Ifølge branchens analyse , brugerdefineret metal laserudskæring leverer præcision, hastighed og alsidighed, der opfylder kravene fra de mest innovative sektorer i dag. Lad os undersøge, hvor laserudskåret metal faktisk ender – og hvad det betyder for dit projekt.
Anvendelser inden for automobiler og industrielle komponenter
Når du åbner motorhjelmen på din bil, ser du snesevis af laserudskårne komponenter. Automobilsektoren er stærkt afhængig af industrielle laserudskæringsprocesser til alt fra chassisbeslag til brændstofsystemdele. Hvorfor? Fordi præcision er afgørende, når komponenter skal sidde perfekt sammen under ekstreme forhold.
Automobilanvendelser:
- Chassikomponenter: Strukturelle paneler, forstærkningsbeslag og rammedele udskåret efter nøjagtige specifikationer
- Udstødningssystemer: Varmeskærm, manifold-dele og brugerdefinerede udstødningsspids, som kræver præcis pasform
- Elbilkomponenter: Batteribeskyttelseshus, motorophæng og kølesystemdele
- Indvendige elementer: Instrumentbrætbeslag, sædeophæng og fastgørelsesplader til indtræk
- Ophængskomponenter: Styringsarmdele, monteringsbeslag og brugerdefinerede ydelsesopgraderinger
I bilindustrien muliggør brugerdefineret metallaserudskæring, at producenterne øger produktionen, mens de opretholder konsekvent kvalitet, reducerer spild og forbedrer effektiviteten. Dette gør det ideelt til både masseproduktion og eftermarkedets specialdele.
Industrielt udstyr og maskiner:
Tunge maskiner og industrielle anlæg kræver robuste og præcise dele, der fungerer pålideligt under krævende forhold. Laserfremstilling gør det muligt for producenter at fremstille:
- Gear og beslag: Præcisionskomponenter til kraftoverførselssystemer
- Maskinkabinetter: Kapslinger og beskyttelsesdæksler til beskyttelse af interne mekanismer
- Monteringsplader: Konstruktionsdele til placering af motorer, sensorer og styresystemer
- Transportbåndkomponenter: Bøjler, føringselementer og understøtningssystemer til materialehåndtering
- Landbrugsmaskiner: Holdbare dele til traktorer, høstmaskiner og bevandingssystemer, der udsættes for hårde forhold
Gentageligheden af laserudskårne metalplader sikrer, at reservedele matcher originallerne ned til mindste detalje – afgørende når nedetid for udstyr koster tusindvis per time.
Arkitektoniske, skilte- og dekorative projekter
Har du nogensinde gået forbi en bygning med indviklede metalfacader eller fantastiske dekorative railinger? Der er stor sandsynlighed for, at disse elementer er fremstillet med en laser til pladeudskæring. Arkitekter og designere anvender i stigende grad laserskæring til projekter, hvor æstetik og præcision mødes.
Arkitektur og byggeri:
- Dekorative metalplader: Facadeelementer med geometriske mønstre, organiske designs eller brugerdefinerede kunstværker
- Strukturelle Komponenter: Stålbjælker, samlinger og brugerdefinerede armaturer, der opfylder nøjagtige specifikationer
- Railinger og porte: Indviklede balustrader og sikringselementer, der kombinerer funktion med visuel appel
- Belysningsarmaturer: Brugerdefinerede lampeskærme, hængelamper og diffusorplader
- Værelsesinddelere: Perforerede skærme og privatlivsplader med indviklede udskaarne mønstre
Laserudskæring leverer rene, skarpe linjer, der gør innovative designs levende, uanset om det er til æstetiske eller funktionelle formål. Denne evne har transformeret, hvad der er muligt i moderne arkitektur.
Skilte og branding:
Gå gennem ethvert erhvervskvarter, og du vil overalt se arbejde udført med laserudskæring i plader – fra dristige facadevisninger til subtile pjeanlægssystemer. Laserudskæring og gravering muliggør:
- Kanalbogstavsfacer: Præcist udskårne aluminiums- og rustfri stålplader til oplyste skilte
- Tredimensionelle logoer: Varemærker med rene kanter, der fanger lys og skygge
- Pjeanlægssystemer: Retningsangivende skilte til hospitaler, lufthavne og erhvervskomplekser
- Mindetavler: Detaljerede tekster og billeder til mindesmærker
- Messeudstillinger: Bærbare promotionsmaterialer, der kræver visuel indflydelse
Kunst og kreative anvendelser:
Kunstnere og designere udnytter laserklippet plademetal til at skabe værker, som ville være umulige – eller alt for tidskrævende – med traditionelle fremstillingsmetoder. Fra galleriskulpturer til brugerspecifik smykker åbner teknologien op for kreative muligheder:
- Med en diameter på over 300 mm Store kunstinstallationer med indviklede negative rum
- Smykkekomponenter: Detaljerede mønstre i guld, sølv og messing
- Indretning af hjemmet: Vægdekoration, lysestager og dekorative genstande
- Musikinstrumenter: Brugertilpassede komponenter og dekorative elementer
Elektronik, teknologi og prototypedannelse
Når elektronik bliver mindre og mere indviklet, er producenter afhængige af laserudskæring for at opnå de nøjagtige tolerancer, der kræves. Dette segment repræsenterer et af de hurtigst voksende anvendelsesområder for præcisionslaserbearbejdning.
Elektronik og teknologi:
- Varmesink: Præcist udskårne aluminiumsfinner, der maksimerer varmeafledning
- Monteringsplader: Kredsløbspladeunderstøtninger og komponentpositioneringselementer
- Huse: Beskyttende kabinetter til følsom elektronik, der kræver nøjagtige ventilationmønstre
- Afskærmningskomponenter: EMI/RFI-skærme, der blokerer elektromagnetisk støj
- Telekommunikationsinfrastruktur: Komponenter til 5G-infrastruktur, der kræver præcision og holdbarhed
Den kontaktfrie skæreproces sikrer, at sarte komponenter forbliver uskadede under produktionen – afgørende ved arbejde med tynde materialer og stramme tolerancer.
Prototypeudvikling og hurtig iteration:
Måske er der ingen sted, hvor laserskæring skaber mere værdi end i prototypemodellering. Forestil dig, at du skal teste fem forskellige beslagdesign, inden du går i gang med produktionstøjning. Traditionelle fremstillingsmetoder kan kræve uger og tusindvis af dollars pr. iteration. Med laserskæring kan du:
- Test flere design samtidigt: Skær fem variationer i en enkelt produktion
- Iterer hurtigt: Modtag dele på dage i stedet for uger, vurder ydeevnen og forbedr designene
- Minimer omkostninger til værktøjer: Ingen dies eller forme nødvendige – opdater blot din CAD-fil
- Skaler problemfrit: Gå fra prototype til produktion ved hjælp af samme teknologi
- Reducer udviklingsrisiko: Valider designs med fysiske dele, inden du forpligter ressourcer
Denne mulighed for hurtig iteration har transformeret produktudviklingscykluser på tværs af brancher. Ingeniører kan validere pasform, form og funktion med reelle metaldele – ikke kun 3D-modeller – inden de investerer i masseproduktionsinfrastruktur.
Yderligere brancheapplikationer:
- Luftfart: Lette beslag, strukturelle paneler og kabinetter i aluminium og titanium
- Medicinsk udstyr: Kirurgiske instrumenter, implantatkomponenter og diagnostisk udstyrsdele
- Vedvarende energi: Solcellepanelrammer, vindmøllebeslag og batterisystemomkapslinger
- Forsvar: Køretøjskomponenter, kommunikationssystemer og beskyttelsesudstyr
- Fødevarer og drikkevarer: Rustfrit stål procesudstyr og emballagemaskiners komponenter
Fremstår dit projekt inden for disse kategorier? Hvis du arbejder med noget, der kræver præcise metaldele – uanset om det er funktionelle beslag eller dekorative paneler – vil laserudskæring sandsynligvis have fordele i forhold til alternative metoder. Nøglen er at matche teknologiens styrker med dine specifikke krav. Med anvendelser, der strækker sig fra kunstnerisk udtryk til kritiske sikkerhedskomponenter, hjælper det dig med at kommunikere effektivt med producenter og fastsætte passende forventninger til kvalitet, tidsplan og omkostninger.
Efterbehandling og afslutningsmuligheder
Du har dine laserudskårne dele i hånden – men hvad sker der nu? Her er noget, som producenter sjældent forklarer fra start: skæreprocessen er ofte kun begyndelsen. Afhængigt af din anvendelse kan de nyligt udskårne komponenter have brug for sekundære operationer, overfladebehandlinger eller beskyttende belægninger, før de er færdige. At forstå disse efterbehandlingsmuligheder hjælper dig med at specificere komplette krav fra starten og undgå forsinkelser og uventede omkostninger senere.
Forholdet mellem kvaliteten af laserudskæring i plademetal og finishkravene er enkelt: bedre kantkvalitet fra laseren betyder mindre forarbejde før finish. Dog kan selv de reneste laserudskårne kanter have brug for bearbejdning afhængigt af din anvendelse. Lad os undersøge, hvad der sker, efter at laserudskæreren i plademetal har fuldført sit arbejde.
Sekundære Operationer og Metalomformning
Flade dele er blot udgangspunktet for mange projekter. Laserskæring og bøjning af plader foregår ofte side om side og omdanner todimensionale udskæringer til tredimensionelle samlinger. At forstå disse sekundære operationer hjælper dig med at planlægge komplette produktionssekvenser.
Bøjning og Formning
De fleste skræddersyede projekter med skåret plademetal kræver en vis formning. Pressebremser folder flade plader til vinkler, kanaler og komplekse geometrier. Når du designer til bøjning, skal du huske, at den laserskårne fladeudskæring skal tage højde for materialestræk ved bøjningslinjerne – et aspekt, der kaldes bøjetillæg. Erfarne svejsere kan rådgive om optimale bøjningsradier og -sekvenser.
Svejsning og montage
Flere forskellige laserskårne komponenter samles ofte gennem svejsning. De rene kanter, som opstår ved laserskæring af metalplader, svejses typisk yderst godt med minimal forberedelse. Hvis dine dele skal svejses, skal du dog overveje, hvordan svejseområder påvirker de samlede mål, og om efterfølgende slibning efter svejsning er acceptabel.
Afburring og kanterefinering
Selv højtkvalitets lasersnit kan efterlade mindre uregelmæssigheder. Ifølge branchenspecialister fjerner afslibning ridser, spåner og mindre uregelmæssigheder, som er tilbage fra produktionsprocessen, og forbereder dele til senere maling eller anodisering. Almindelige afslibningsmetoder inkluderer:
- Lineært afskærmning: Børstning af den ene side for at glatte ridser og fjerne dråber—ofte tilbudt gratis af kvalitetsproducenter
- Tumbling: Vibrationsafslutning til mindre dele, hvilket giver ensartet kantbehandling på alle overflader
- Manuel deburring: Manuel afslutning for dele, der kræver særlig opmærksomhed, eller som er for store til automatiserede processer
Husk, at selvom afslibning og tumbeling jævner skarpe kanter, vil det ikke gøre din del perfekt udseende. For et virkelig færdigt udseende skal du bruge yderligere overfladebehandlinger.
Overfladeafslutning og beskyttende belægninger
Overfladebehandlinger gør mere end blot forbedre udseendet – de kan markant forbedre materialeegenskaber. Metaloverfladebehandlinger forbedrer korrosionsbestandighed, slidstyrke, overfladehårdhed, ledningsevne og meget mere. Valg af den rigtige behandling afhænger af din applikations miljøpåvirkning, æstetiske krav og budget.
Her er de primære finishmuligheder for laserudskårne plademetaldele:
- Pulverbelægning: Påføres elektrostatiske og ovntørret, varer pulverlak op til 10 gange længere end maling og indeholder ingen flygtige organiske forbindelser. Tilgængelig i forskellige farver og strukturer, herunder matte, glans og rynkefinish
- Anodisering: Danner et holdbart, ridsetfast oxidlag på aluminium ved hjælp af en elektrokemisk proces. Giver fremragende korrosions-, varme- og elektrisk bestandighed – ideel til udendørs eller elektriske anvendelser
- Overtræk: Afsætter metalbevægelser som zink eller nikkel på basismaterialer. Zinkpladering forbedrer korrosionsbestandighed på stål, mens nikkelpladering forbedrer ledningsevne og udseende på kobber og stål
- Maling: Traditionel vådapplikation egnet til mange projekter. Korrekt overfladeforberedelse – slibning og rengøring – sikrer malingens vedhæftning og levetid
- Passivering: Kemisk behandling, der forbedrer korrosionsbestandighed på rustfrit stål uden at ændre udseendet
- Strålesandblæsning: Højtryks-slibemiddelbehandling, der renser, glatter eller ruerver overflader i forberedelse til andre overfladeafgøringer
Angivelse af finishkrav
Når du bestiller specialfremstillede laserskårne dele, skal du tydeligt kommunikere dine behov for afslutning allerede fra start. Angiv:
- Ønsket afgøringstype og farve (hvis relevant)
- Hvilke overflader der skal behandles (alle sider, kun en side, specifikke områder)
- Ydelseskrav (udsat for udendørs vejr, kontakt med fødevarer, elektrisk isolation)
- Dimensionel tolerancen efter afslutning (belægninger tilføjer tykkelse)
Ved at arbejde med producenter, der tilbyder omfattende muligheder – fra laserudskæring gennem formning, afslutning og samling – forenkles processen fra design til færdigt produkt. Integrerede partnere, der yder støtte til DFM (Design for Manufacturability), kan identificere potentielle problemer i et tidligt stadie, mens hurtig prototyping giver dig mulighed for at validere færdige dele, inden du går i fuld produktion. For krævende anvendelser som automobildeler, bør du søge partnere med certificeringer som IATF 16949, hvilket viser en moden kvalitetssystem. Virksomheder som Shaoyi (Ningbo) Metal Technology eksemplificerer denne integrerede tilgang og tilbyder alt fra 5-dages hurtig prototyping til automatiseret masseproduktion med omfattende afslutningsmuligheder.
Bunden linje? Behandle afslutning ikke som et tilføjelsesstykke. Inkludér disse krav i dine indledende specifikationer, og du undgår dyr omarbejdning samt sikrer, at dine dele fungerer præcist som tiltænkt i deres endelige anvendelse. Når du kender de tilgængelige afslutningsmuligheder, er du klar til at vurdere potentielle produktionssamarbejdspartnere og træffe informerede beslutninger om, hvem der skal fremstille dine specialfremstillede komponenter.
At vælge den rigtige partner til specialfremstilling med laserudskæring
Du har styr på teknologien, forstår omkostningerne og ved, hvilken efterbehandling du har brug for – men her lykkes eller fejler mange projekter: valget af den rigtige produktionspartner. Forskellen mellem et problemfrit projekt og en frustrerende oplevelse kommer ofte an på, om man stiller de rigtige spørgsmål, inden man går til handling. Alligevel fokuserer de fleste kunder udelukkende på pris og overser faktorer, der afgør, om delene ankommer til tiden, opfylder specifikationerne og yder som forventet.
At finde kvalitetslaser-skæringsydelser i nærheden kræver mere end blot en hurtig online-søgning. De bedste leverandører af metal-laserskæring adskiller sig ved deres kapaciteter, kommunikation, certificeringer og pålidelighed i leveringstid – faktorer, som først bliver tydelige, når man ved, hvad man skal lede efter.
Vigtige spørgsmål inden projektstart
Før du kontakter producenter, besvar disse grundlæggende spørgsmål om dine egne krav. Dine svar afgør, hvilke leverandører der rent faktisk kan imødekomme dine behov – og hvilke der vil spilde din tid.
Hvor stor præcision har du reelt brug for?
Det lyder måske indlysende, men mange kunder angiver ofte for stramme tolerancer, hvilket unødigt øger omkostningerne. Spørg dig selv: Vil ±0,2 mm fungere, eller kræver dit anvendelsesområde virkelig ±0,1 mm eller strammere? Der findes præcisions-laserskæreydelser med ekstremt stramme tolerancer, men de beregnes tilsvarende. Afstem dine tolerancekrav med funktionelle behov – ikke aspirerende idealer.
Hvor mange styk bestiller du?
Enkeltprototyper kræver andre evner end produktionsserier på 10.000 dele. Nogle laserskæringsydelser specialiserer sig i lavvolumen skræddersyet arbejde med hurtige leveringstider; andre optimerer for høje volumener. Et værksted, der er perfekt egnet til din ordre på 50 styk, kan være det forkerte valg til løbende produktionsbehov.
Hvilket materiale og tykkelse?
Ikke alle værksteder håndterer alle materialer lige godt. Hvis du arbejder med reflekterende metaller som kobber eller aluminium, skal du sikre dig, at udbyderen bruger fiberlaser-teknologi. For tykke stålplader skal du bekræfte udstyrets kapacitet. Ifølge branchens retningslinjer angiver de fleste udbydere af metallet laserskæring detaljeret deres specifikationer for materialetykkelse og acceptable pladematerialer på deres hjemmesider – tjek før du tager kontakt.
Hvad er din tidsplan?
Standard leveringstider varierer meget mellem leverandører. Nogle CNC-laserskæreserviceydelser leverer på 3-5 hverdage; andre kræver 2-3 uger. Hvis du har brug for hastig levering, skal du bekræfte tilgængelighed og forstå de ekstra omkostninger fra starten. Planlægning i god tid sparer næsten altid penge.
Har du brug for sekundære operationer?
Hvis dine dele kræver bøjning, svejsning, pulverlak, eller samling, kan en fuldt serviceydende leverandør spare dig for koordineringsproblemer. Virksomheder, der kun tilbyder skæring, kan levere hurtigere ved simple opgaver, men skaber logistisk kompleksitet ved komplette samlinger.
Vurdering af serviceyderes kompetencer
Når du har afklaret dine krav, skal du systematisk vurdere potentielle samarbejdspartnere. Accepter ikke bare det laveste tilbud – det billigste valg giver sjældent den bedste værdi, når forsinkelser, kvalitetsproblemer eller kommunikationsfejl opstår.
Brug denne kontrolliste, når du vurderer metallet laserskæreservice:
- Bekræft udstyrets kapacitet: Spørg, hvilken laserteknologi de bruger (CO2, fiber eller begge), og bekræft, at deres maskiner kan håndtere dine materiale- og tykkelseskrav
- Tjek kvalitetscertificeringer: For krævende applikationer er certificeringer vigtige. IATF 16949-certificering indikerer kvalitetsstyring på automobilniveau – et stærkt tegn på procesdisciplin, selv for ikke-automobilprojekter
- Anmod om referencer eller anbefalinger: Etablerede leverandører bør let kunne dele kundefeedback. Spørg efter anbefalinger fra andre kunder, og spørg om værkstedets erfaring med projekter lignende dine
- Vurder svarfremstødighed i kommunikation: Hvor hurtigt reagerer de på henvendelser? En leverandør, der bruger dage på at besvare spørgsmål før salg, vil sandsynligvis frustrere dig under produktionen
- Bekræft tid for tilbudsafgivelse: Professionelle operationer fremsender tilbud inden for 12–48 timer for standardprojekter. Lange ventetider kan indikere kapacitetsbegrænsninger eller organisatorisk ineffektivitet
- Forstå deres filgennemgangsproces: Kvalitetsudbydere gennemgår dine konstruktionsfiler for fremstillingsegnethed, inden der skæres – og opdager potentielle problemer i god tid i stedet for efterfølgende
- Præciser inspektionskriterier: Hvilke kvalitetskontroller udføres før forsendelse? Professionelle tjenester bør tydeligt beskrive deres inspektionsprocesser og metoder til verifikation af tolerancer
- Vurder yderligere serviceevner: Rørlaser-skæring, bøjning, efterbehandling og samling under én tag forenkler din varestrøm og reducerer koordineringskompleksiteten
Hvornår giver laser-skæring mening – og hvornår gør den det ikke?
Laser-skæring er velegnet til:
- Præcisionsdele med stramme tolerancer og indviklede detaljer
- Tynde til mellemtykke materialer (typisk under 25 mm)
- Prototypeudvikling, der kræver hurtig iteration
- Lave til mellemstore produktionsvolumener med behov for designfleksibilitet
- Dele, der kræver rene kanter med minimal efterbehandling
Overvej alternativer når:
- Materialetykkelse overstiger laserkapaciteten (plasma eller vandskær kan virke bedre)
- Varme påvirkede zoner er uacceptabel (vandskæring eliminerer termiske effekter)
- Ekstremt høje volumener af enkle former retfærdiggør CNC-punchingens økonomi
- Budgetbegrænsninger ved tykt stål gør plasmas omkostningsfordel afgørende
Kvalitetsstandarder, du bør forvente
Søgning efter professionel laserskæring tæt på mig bør give udbydere, der lever op til basis kvalitetsstandarder:
- Dimensionelt nøjagtighed: Skæringer inden for de specificerede tolerancer, verificeret gennem måling
- Kantkvalitet: Rene skæringer uden overdreven dråse, spåner eller oxidation
- Materialens sporbarhed: Dokumentation der bekræfter, at materialekvaliteterne overholder specifikationerne
- Inspektionsrapporter: Tilgængelig efter anmodning til kritiske anvendelser
- Pakkestandarder: Dele beskyttet mod skader under transport
For automobil-, luftfarts- eller medicinske anvendelser er certificering et must. IATF 16949-certificering – automobilindustriens kvalitetsstyringsstandard – viser, at en producent vedligeholder strenge proceskontroller, dokumenterede procedurer og løbende forbedringspraksis. Leverandører som Shaoyi (Ningbo) Metal Technology eksemplificerer denne standard ved at kombinere kvalitetssystemer med IATF 16949-certificering med praktiske fordele såsom tilbud inden for 12 timer og omfattende DFM-understøttelse, der hjælper med at optimere designene, inden bearbejdningen påbegyndes.
Træff din endelige beslutning
Den rigtige partner balancerer kapacitet, kvalitet, kommunikation og omkostninger. Et let højere tilbud fra en responsiv leverandør med dokumenteret kvalitetssystem giver ofte en bedre samlet værdi end det laveste bud fra en udbyder, der har problemer med kommunikation eller konsistens.
Anmod om tilbud fra 2-3 kvalificerede leverandører, og sammenlign ikke kun priser, men også levertider og medfølgende tjenester. Stil afklarende spørgsmål – professionelle producenter sætter pris på informerede kunder og vil respektere din omhu. Når den rigtige samarbejdspartner er valgt, bevæger dit projekt inden for brugerdefineret laserudskæring af metal sig sikkert fra koncept til virkelighed, støttet af den teknologiforståelse og beslutningsramme, du nu har udviklet.
Ofte stillede spørgsmål om brugerdefineret laserudskæring af metal
1. Hvilke materialer kan laserskæres?
Brugerdefineret laserudskæring håndterer et bredt udvalg af metaller, herunder blød stål, rustfrit stål, aluminium, messing, kobber og titan. Fibre-lasere yder fremragende med reflekterende metaller som aluminium og kobber, mens CO2-lasere fungerer godt til tykkere blød stål. Materialstykkelsen kan variere fra tynde plader op til 25 mm for fibre-lasere og over 100 mm for højtydende CO2-systemer med ilttilførsel. Ikke-metalliske materialer som akryl og træ kan ligeledes bearbejdes på CO2-lasersystemer.
2. Hvad koster brugerdefineret laserskæring?
Prisen på laserskæring afhænger af flere faktorer: materialetype og tykkelse, designkompleksitet, antal punkter, bestilt mængde og krav til efterbehandling. Maskinetid er den primære omkostningsfaktor, med timepriser, der typisk ligger mellem 60 og 120 USD. Enkle designs i tynd blød stål udgør basisomkostningerne, mens indviklede mønstre, tykkere materialer og reflekterende metaller øger prisen. Rabatter ved store mængder kan nå op til 70 %, da opsætningsomkostningerne fordeles over flere dele.
3. Hvad er forskellen mellem fiberlaser og CO2-laserskæring?
Fiberlaser arbejder ved en kortere bølgelængde (1,064 mikrometer), hvilket gør dem ideelle til reflekterende metaller som aluminium, messing og kobber. De tilbyder højere energieffektivitet (over 90 % i forhold til 5–10 % for CO₂-lasere), hurtigere skærehastigheder på tynde materialer og en udstyrslevetid på over 100.000 timer. CO₂-lasere er fremragende til tykkere plader af blødt stål (10–100 mm+) og kan også bearbejde ikke-metalliske materialer. Fiberlasere koster typisk mere opstartsmæssigt, men giver lavere driftsomkostninger over tid.
4. Hvilket filformat kræves til laserskæring?
DXF (Drawing Exchange Format) er den universelle standard, der accepteres af næsten alle fremstillingsvirksomheder. Andre accepterede formater omfatter DWG, AI (Adobe Illustrator), EPS og SVG. Før indsendelse skal al tekst konverteres til outlines, dublerede eller overlappende linjer fjernes, figurerne skal være lukkede kurver, og målene skal verificeres i 100 % skala. Korrekt filforberedelse forhindrer forsinkelser og sikrer præcise laserskårne dele.
5. Hvordan vælger jeg en leverandør af laserudskæring?
Vurder leverandører ud fra udstyrets muligheder (CO2 vs. fiberlasere), kvalitetscertificeringer som IATF 16949 til krævende anvendelser, kommunikationsrespons og tid til tilbudsfremsendelse. Professionelle ydelser bør gennemgå filer for producibilitet, tydeliggøre inspektionsprocesser og kunne fremlægge referencer fra lignende projekter. Overvej, om du har brug for sekundære ydelser som bøjning, efterbehandling eller samling under én tag for at forenkle din varestrøm.