 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Blok vs smedet krumtapstyrke: Hvilken overlever dine ydelsesmål
Den afgørende styrkebeslutning, som alle motorbyggere står over for
Når du jagter seriøs effekt, er der et spørgsmål, der holder alle ydelsesmotorbyggere vågne om natten: Hvilken produktionsmetode til krumtapakslen vil faktisk klare dine effektmål? Uanset om du bygger en weekendbil eller en dedikeret dragrace-maskine, er det ikke bare teknisk viden at forstå forskellen mellem solid og smidt krumtapaksel – det er motorsikring.
Her er den hårde virkelighed. Krumtapakslenes brud betyder ikke bare en defekt del. Det betyder katastrofal motorødelæggelse. Vi taler om et roterende aggregat, der snurrer med tusindvis af omdrejninger i minuttet, og som pludselig går itu, så fragmenter flyver gennem blokken, hovederne og alt andet, du har investeret i. En komplet motoropbygning kan nemt koste over $20.000 til $50.000 ved alvorlige ydelsesapplikationer, og ét krumtapakselbrud kan ødelægge alt på få millisekunder.
Hvorfor krumtapakslenes styrke afgør motorens overlevelse
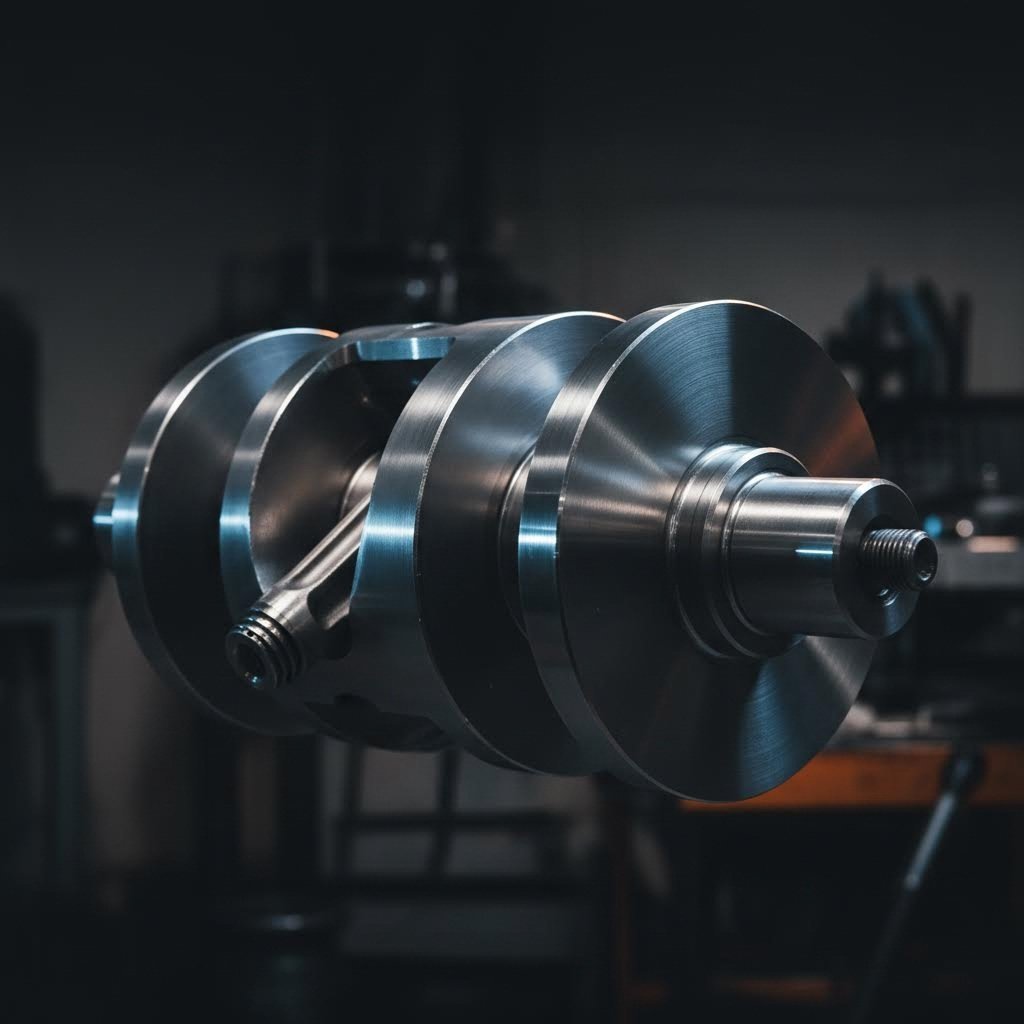
Krumtapakslen sidder i hjertet af din motor og omdanner kolbenes voldsomme lineære bevægelse til brugbar roterende kraft. Ifølge Engine Labs erkender skarpe byggere, at valg af den rigtige krumtapaksel indebærer analyse af faktorer langt udover blot forventet effektudgang. Hvert forbrændingshændelse sender enorme kræfter gennem denne enkeltkomponent, og den skal kunne modstå konstant bøjning, torsionspåvirkning og varmecykler – alt sammen mens den opretholder perfekt balance.
Tænk over, hvad der sker i en højtydende motor. Du kan have en Boss Nine V8 crate-motor, der leverer ekstreme effektniveauer, eller en turboopjusteret streetcar, der oplever 20+ PSI boost. I begge scenarier udsættes din krumtapaksel for belastninger, der ville ødelægge mindre robuste komponenter. Forskellen mellem en smedet krumtapaksel og en solid drejet (billet) krumtapaksel afgør ofte, om din motor overlever denne belastning, eller ender som et dyr stykke skrotmetal.
De reelle konsekvenser af at vælge forkert
At træffe det forkerte valg handler ikke kun om at miste en krumtapaksel. Ifølge eksperter i branchen hos SoFi kan udskiftning af krumtapaksel alene koste over 3.000 USD inklusive dele og arbejdsløn – og det er for et standard køretøj. For en ydelsesmotor skal dette beløb ganges betydeligt. Men den egentlige omkostning kommer fra collateralskader: ødelagte stempel, buede forbindelsesstænger, revnede blokke og ødelagte cylinderhoveder.
Denne guide skærer igennem marketingbånd til at give dig en objektiv, datadrevet sammenligning af krumtapaksler fremstillingsmetoder. Du vil lære:
- Hvordan smedede og solidståls fremstillingsmetoder skaber grundlæggende forskellige styrkeegenskaber
- De specifikke effekttrøskler hvor hver type krumtapaksler bliver nødvendig
- Almindelige misforståelser, der får byggere til at bruge for meget – eller værre, bygge for svagt
- Tydelige anbefalinger baseret på dine reelle effektmål og tilsigtede anvendelse
Både smedede billet- og traditionelt smedede kamaksler har gyldige anvendelser i ydelsesmotorer. En kvalitetssmedet kamaksel klare de fleste high-horsepower-setup til vej og bane glimrende. En billet-kamaksel bliver det logiske valg, når du søger ekstrem turboopladning, bruger særlige specifikationer eller kræver stabil ydelse ved vedvarende høje omdrejninger. Nøglen er at matche den rigtige produktionsmetode med dine specifikke krav til motoren – for kravene til styrke varierer markant afhængigt af effektniveau, anvendelse og hvor ofte du planlægger at presse grænserne.
Sådan vurderede vi kamakslers styrke og holdbarhed
Lyd komplekst? At forstå, hvordan vi sammenligner smedets styrke mod billet-ydelse, kræver ikke en grad i metallurgi. Men det kræver, at man ser ud over producenters påstande og markedsføringsbuzzord. Vores evaluering fokuserer på målbare egenskaber, der direkte påvirker, om din krumtapaksel overlever dine effektmål – eller bliver det svage led i din roterende samling.
Når vi sammenligner smedede krumtapper med krumtapper fremstillet ved billethurtning, prioriterer vi reelt holdbarhed under ekstrem belastning frem for teoretiske maksimumsværdier, der kun er relevante under laboratoriebetingelser. En smedet krumtap, der pålideligt håndterer 1.200 hestekræfter gennem 500 passager, er mere værd end en billet-design, der er rangeret til 2.000 hestekræfter, men uforudsigeligt går i stykker ved 1.500.
Styrkemålinger, der rent faktisk betyder noget
Før du går i gang med fremstillingsmetoder, skal du forstå, hvad "styrke" faktisk betyder for en motoraksel. Fire primære mål afgør, om din roterende samling overlever dine effekttanker:
Trækfasthed måler den maksimale belastning, et materiale kan tåle, før det brister, når det trækkes fra hinanden. For motorakser er dette vigtigst under høj omdrejningshastighed, hvor centrifugalkræfter forsøger at rive modvægtsarmene væk fra hovedjournalerne.
Trækhalsningsgrænse angiver det belastningsniveau, hvor varig deformation begynder. En motoraksel, der bøjer – selv en smule – under belastning, er ubrugelig. Dette mål fortæller dig, hvor meget påvirkning din motoraksel absorberer, før den får en permanent deformation.
Modstand mod udmattelse repræsenterer motorakslenes evne til at modstå gentagne belastningscyklusser uden at udvikle revner. Ifølge High Performance Academy er fillet-radius, hvor journalerne møder krumtapdelen, ét af de mest belastede steder på motorakslen – og netop her opstår revner typisk, hvilket signalerer slutningen på motorakslen levetid.
TORSIONEL STIFHED beskriver modstand mod vridningskræfter. Hvert forbrændelsesevent skaber torsionsbelastninger, der forsøger at vride krumtapakslen som en fjeder. Utilstrækkelig stivhed fører til harmoniske vibrationer, der fremskynder udmattelsessvigt og kan ødelægge lejer.
Hvordan fremstillingsmetoder påvirker kornstrukturen
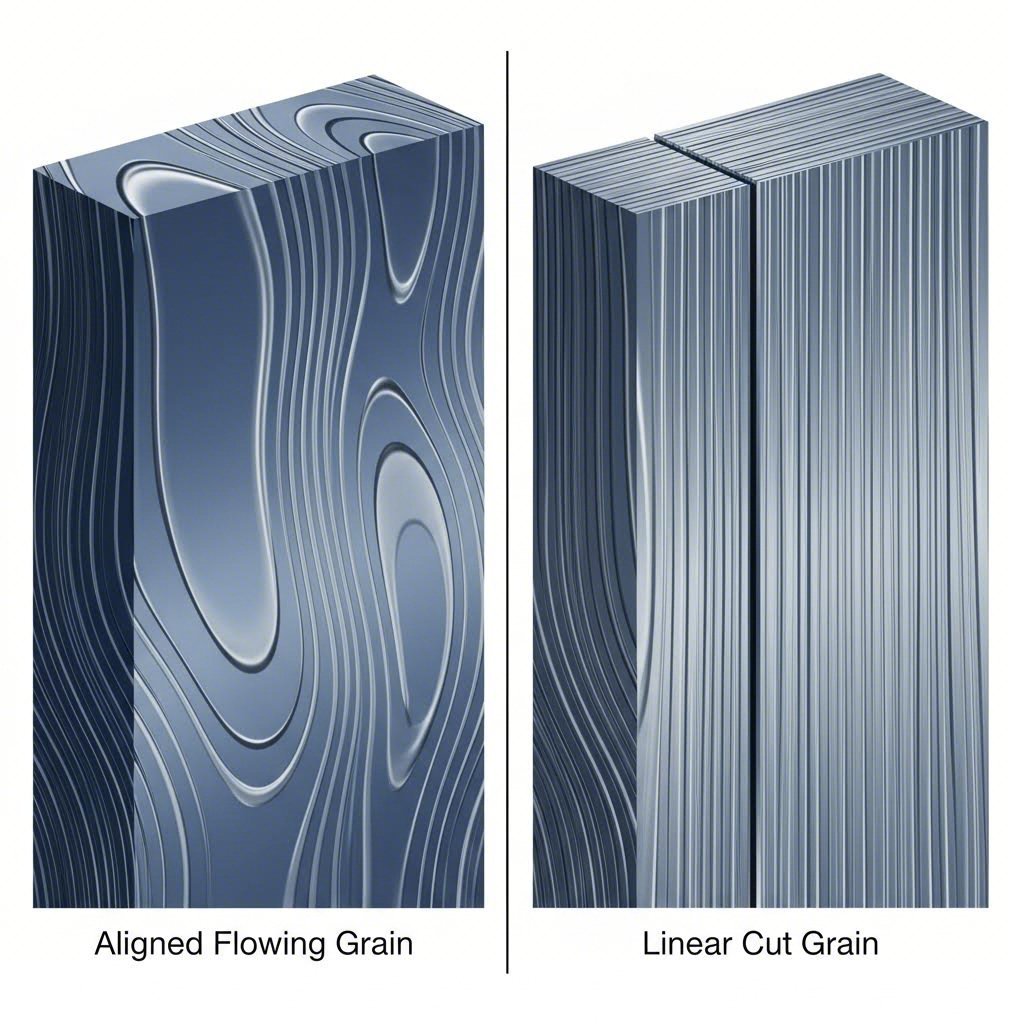
Her bliver den reelle forskel mellem billet- og smedede krumtapakser afgørende. Når du bearbejder en billetkrumtapaksel ud fra en massiv stålstang, skærer du igennem materialets eksisterende kornstruktur. Når krumtapakser formas ved smedning med varme og pres, løber kornet kontinuerligt langs komponentens konturer.
Forestil dig at skære et stykke træ over. At skære tværs gennem fiberen skaber et svagt punkt, hvor spaltning let opstår. Men at følge fiberen giver maksimal styrke. Det samme princip gælder for stål – selvom effekterne er mere subtile.
Som bemærket af metalformningseksperter hos MetalTek ændrer smedeprocessen kornstrukturen og kan "rette" eller "pege" den i en bestemt retning, hvilket skaber en komponent med retningsspecifik styrke. Smedede dele er anisotrope – de indeholder forskellige styrkeværdier i forskellige retninger – mens drejede billetdele er mere isotrope med ensartede egenskaber igennem.
Denne forskel i kornstruktur skaber et fascinerende paradoks. Under alle lige vil et korrekt smedet krumtapthjul bevare bedre kornflow sammenlignet med drejet billet. Dog kompenserer billetproducenter ved at bruge bedre materialer og præcisionsbearbejdning, der eliminerer defekter forbundet med smedning. Resultatet? Begge metoder kan producere ekstraordinære krumtapthjul, når de udføres korrekt – men de excellerer i forskellige anvendelser.
Når du kombinerer din krumtapaksel med komplementære roterende samledele som kvalitetslunati camshafts eller ydeevne bullet cams, hjælper forståelsen af disse materieforskelle dig med at bygge et sammenhængende sæt. Debatten mellem h-formede og i-formede forbindelsesstænger følger lignende metallurgiske principper – matchende den rigtige konstruktionsmetode med dine specifikke effekt- og omdrejningskrav.
Materiale betyder noget: Stållegeringer sammenlignet
Udover produktionsmetode påvirker udgangsmaterialet dramatisk den endelige ydelse af krumtapakslen. Dette er hvad du vil møde på aftermarkedet:
4340 Stål: Branchens standard for ydelseskrumtapakser. Denne nikkel-krom-molybdæn-legering tilbyder fremragende brudstyrke (typisk 180.000-200.000 PSI, når den er korrekt varmebehandlet) kombineret med god sejhed og udmattelsesmodstand. De fleste kvalitets smedte og billet krumtapakser bruger 4340.
5140 Stål: Et kromstål, der findes i mange fabriksforskæftede knastakler. Lavere legeringsindhold betyder reduceret omkostning, men også lavere maksimal styrke sammenlignet med 4340. Tilstrækkeligt til moderate ydelsesopbygninger, men ikke ideelt til ekstreme anvendelser.
4130 Stål: Almindeligt i luftfartsapplikationer og nogle letvægts knastakeldesigns. God styrke-vægt-forhold, men lavere udmattelsesmodstand end 4340 i knastakelanvendelser.
EN40B Stål: Når 4340 ikke er nok, vælger seriøse byggere dette højere specificerede materiale. Ifølge High Performance Academy's forskning sammen med Nitto Performance Engineering, fandt motorer, der producerer over 2.500 aksel-hestekræfter, at 4340-materialet manglede tilstrækkelig stivhed. Knastakslen ville bøje under ekstreme cylindertryk og høje omdrejninger, hvilket forårsagede metal-mod-metal-kontakt mellem lejer og lagre – en opskrift på katastrofal fejl. EN40B løser denne begrænsning ved de mest ekstreme anvendelser.
Vores Fem-Punkts Vurderingskriterier
Gennem hele denne sammenligning rangerer vi krumtapaksler efter følgende specifikke kriterier:
- Udmattelseslevetid under gentagne belastninger: Hvor mange effektcykler går der, før revner opstår, testet ved realistiske effektniveauer
- Torsionstabilitet ved mål-RPM: Modstand mod vridning og harmonisk vibration inden for det ønskede driftsområde
- Materialekonsistens og defektrate: Kvalitetskontrolforanstaltninger, der sikrer, at hver krumtapaksel opfylder specifikationerne
- Varmebehandlingens effektivitet: Rigtig udhærdning, der maksimerer materialeegenskaberne uden at forårsage sprødhed
- Værdi i forhold til effektniveau: Økonomisk effektivitet for dine specifikke hestekraftmål – fordi det er en ressource spildt at bruge for meget på krumtapaksler styrke, som du aldrig vil få brug for, og midlerne kan bedre anvendes andre steder
Disse kriterier prioriterer det, der rent faktisk betyder noget, når din motor yder effekt: overlevelse under reelle forhold. Når denne ramme først er etableret, kan vi nu undersøge konkrete krumtapaksel-alternativer og afgøre, hvilken fremstillingsmetode der bedst passer til forskellige effektniveauer og anvendelser.
Premium billetkrumtapaklser til maksimale effektapplikationer
Når din motorkonstruktion kræver absolut maksimal styrke uden kompromisser, bliver en billetkrumtapaksel den ultimative løsning. Forestil dig at starte med en massiv stang af premium stål – inspiceret, verificeret og garanteret fri for indre defekter – som derefter bearbejdes til præcis den krumtapaksel, som din konstruktion kræver. Det er billet-fordele i dens reneste form.
En billetkåbe repræsenterer toppen af konstruktionsteknik for roterende samlinger. I modsætning til smedede komponenter, der formes med støbeforme, starter en billetkåbe som homogent stangmateriale, typisk 4340 eller EN40B stål, og gennemgår derefter præcisions-CNC-bearbejdning for at skabe det færdige komponent. Ifølge eksperter hos Engine Builder Magazine , "Billet betyder, at du starter fra bunden. Det er et blankt ark. Du er ikke begrænset af eksisterende formefigurer eller smedebegrænsninger."
Når absolut maksimal styrke er uomgængelig
Her lyser billetkonstruktionen virkelig: anvendelser, hvor udmattelsesgrænser for smede kårger simpelthen ikke kan følge med i belastningen. Vi taler om motorer, der yder over 2.000 hestekræfter, nitrusoxidssystemer, der leverer massive øjeblikkelige drejmomentudbrud, eller twin-turbo-dragbiler, der starter med fuld boost og en lencodrive-transmission, der klare rådigheden.
Howards Cams Billet Reaper LS-kåben er et eksempel på denne ekstreme ydelse. Som beskrevet af Dragzine , denne knastaksel er "i stand til at håndtere over 2.000 hestekræfter", samtidig med at den bruger E4230 billetmateriale for ekstraordinær styrke og længere levetid på hovedlejerne. Den er CNC-frejet med nøjagtige tolerancer og computerdesignede modvægte, som reducerer lejernedbøjning og forbedrer afbalanceringens præcision.
Hvad gør billetkonstruktion særligt velegnet til disse ekstreme anvendelser? Tre afgørende fordele:
Materialeinspektion før bearbejdning: Før der startes med at skære, kan producenter verificere, at stangmaterialet opfylder de nøjagtige specifikationer. Der er ingen skjulte inclusions, porøsitet eller uregelmæssigheder i kornstrukturen indeni – problemer, der kan opstå under smedning og forblive uset indtil svigtet indtræffer.
Komplet designfrihed: Brug for en brugerdefineret slagtøj til din SBC-billetkrumtapaksel? Ikke-standard cylinderafstand til en storblok Chevy? Ualmindelig placering af modvægte? Billet leverer. Som Steve Arent fra Scat Crankshafts forklarer: "Billetkrumtapaksler kan udformes fuldt ud efter behov med hensyn til slaglængde, konfiguration af modvægte, journalstørrelse, smøring eller specielle anvendelser."
Overlegen materialekonsistens: Kornstrukturen i billetstål er lineær og ensartet gennem hele materialet, hvilket giver forudsigelig udmattelsesbestandighed i hele komponenten. Denne konsistens bliver afgørende, når torsionsbelastninger når niveauer, der overstiger udmattelsesgrænsen for smedede krumtapaksler.
Ideelle anvendelser for billetkonstruktion
Hvornår giver det så mening at bruge ekstra penge på billet? Anvendelserne falder ind under bestemte kategorier, hvor smedede alternativer simpelthen ikke kan levere den nødvendige ydelse:
Dedikeret dragracing over 1.800-2.000 HK: Når din superopladte eller turboopladte kombination yder alvorlig effekt, giver billet den styrkekapacitet, du har brug for. Mange racere, der søger en Lenco CS1 4-trins transmission til salg, bygger den type motor, som kræver krumtapstenger med billet-styrke.
Anvendelser med lattergas: De øjeblikkelige drejningsmomenttoppe fra lattergas skaber unikke spændingsmønstre, der belaster krumtapstenger anderledes end ved turboladning. Billets ensartede materialeegenskaber klare disse pludselige belastninger mere forudsigeligt.
Brugerdefinerede slaglængdekrav: Bygger du en motor med ikke-standardiserede slaglængder? Så er billet ofte det eneste praktiske valg. Brook Piper fra Callies Performance Products bemærker: "Kun i storbloks-Chevy-verdenen alene har vi haft alt fra 4,840", 4,900", 5,000", 5,250" til 5,300" cylinderafstande gennem årene. Du kan ikke retfærdiggøre en dedikeret smedning for hver af disse kombinationer – billet er den eneste praktiske løsning."
Traktortræk og højbelastnings-udholdenhed: Applikationer, der kræver vedvarende maksimal ydelse, drager fordel af billets holdbarhed. Ifølge branchedata kræver nogle traktortrækbyggerier 25-32 timers maskintid investeret i et enkelt billetkrumtapaksel for at opnå de krævede specifikationer.
Fordele ved billetkrumtapaksler
- Ultimativ styrkepotentiale: Verificeret materialekvalitet før bearbejdning sikrer maksimal mulig styrke fra din valgte legering
- Fuldstændigt tilpassede slagtilladelser: Enhver slaglængde, enhver cylinderafstand, enhver modvægtskonfiguration – billet leverer præcist det, din bygning kræver
- Materialekonsistens: Lineær, ensartet kornstruktur gennem hele materialet giver forudsigelig udmattelsesmodstand
- Optimerede højbelastningszoner: Ingeniører kan præcist forstærke stempeljurnaler, hovedarm og runder præcis hvor det er nødvendigt
- Præcisionstolerancer: CNC-bearbejdning leverer strammere koncentricitet, balance og journalmål end smedningsforme tillader
- Ekseptionel levetid: Korrekt vedligeholdte billet krumtapper overlever rutinemæssigt i 20+ år i krævende applikationer
Ulemper ved Billet Krumtapper
- Højeste omkostning: Billet krumtapper koster typisk $1,000-$1,200 mere end smedte tilsvarende fra producenter som Callies, med højt specialiserede versioner fra Scat i området $2,000-$8,000 over smedte alternativer
- Længere leveringstider: Den fulde produktionsproces tager flere dage til et par uger afhængigt af kompleksitet og værkstedsbelastning
- Potentiale for bearbejdningsskabte spændingskoncentrationer: Dårligt fremstillede billet krumtapper kan udvikle spændingskoncentrationer ved bearbejdede overflader – kvalitetskontrol er altafgørende
- Ikke nedarvet stærkere end smedte: Som Callies' Brook Piper siger: "Hvis du har to krumtapaksler fremstillet af samme materiale – én smedet, én fra solid stang – vil den smedede altid være stærkere" på grund af kornkompression
- Kræver korrekt spændingsløsning: Metal har hukommelse, hvilket kræver omhyggelig spændingsløsning under bearbejdningen for at forhindre dimensionel ustabilitet
Det afgørende pointer? Stangforskruede krumtapakser bliver nødvendige, når effektniveauerne skaber torsionsbelastninger, der overstiger de smedede krumtapakslers udmattelsesgrænse. Under disse grænser betaler du præmiepriser for en evne, du aldrig vil bruge. Som Piper ærligt indrømmer: "Ni gange ud af ti vil vores smedning klare opgaven. Derfor gennemgår vi det med vores kunder."
En kvalitetsdrevet stang kombineret med din knakaksel fuldender rotationssamlingen, men valget af knakaksel forbliver afgørende. At forstå, hvornår fordelene ved drevet retfærdiggør investeringen – i modsætning til, hvornår et premium smedet alternativ leverer lige så god ydeevne i praksis – skelner informerede byggere fra dem, der blot jagter specifikationer, de aldrig vil få brug for.

Smedede knakakser i 4340 stål til dokumenteret ydeevne
Her er en realitetscheck, som måske overrasker dig: for langt de fleste ydelsesopbygninger leverer en højkvalitetssmedet 4340-knakaksel alt, hvad du har brug for – uden den dyre pris, som drevet medfører. Når du forstår, hvorfor smedning skaber i sig selv stærke knakakser, vil du se, hvorfor producenter som Callies cranks har opbygget deres ry på denne dokumenterede teknologi.
Den smedede knakaksel repræsenterer det optimale balancepunkt, hvor styrke, pålidelighed og værdi mødes. Ifølge Callies Performance Products , "Ni gange ud af ti vil vores smedning klare opgaven." Det er ikke marketingtale – det er årtiers racingerfaring, der er fordampet til praktisk vejledning for alvorlige byggere.
Det optimale punkt for alvorlige ydelsesopbygninger
Hvad gør en kvalitets Callies krumtapaksel eller lignende præmium smedet krumtapaksel så attraktiv? Det starter med selve produktionsprocessen. I modsætning til støbning, hvor smeltet metal hældes i forme, eller fræsning fra massiv stang, hvor materiale skæres væk fra solid stålstang, formas smedning varmet stål under enormt tryk. Denne proces ændrer fundamentalt på metallets indre struktur på gunstig vis.
Når stål opvarmes og komprimeres i smedningsforme på en fler-ton presse, strømmer kornstrukturen kontinuert langs krumtapakslenes konturer. Som Brook Piper fra Callies forklarer: 'Hvis du har to krumtapaksler lavet af præcis samme materiale – én smedt, én fra solid stang – vil den smedte altid være stærkere.' Det skyldes, at smedning komprimerer og justerer kornstrukturen, hvilket skaber retningsbestemt styrke præcist der, hvor det er mest nødvendigt.
Tallene fortæller historien. Kvalitets-smedte 4340 krumtapaksler fra anerkendte producere klart klare 1.200 til 1.800 hestekræfter i korrekt dimensionerede applikationer. For gade/banestrøgprojekter i 800-1.200 hestekræfter intervallet – hvilket dækker langt størstedelen af alvorlige ydelsmotorer – leverer smedte krumtapaksler ekseptionel værdi. Ifølge Spool Imports , deres smedte LS krumtapaksler med stroke på 3,622" og 4,000" håndterer disse effektniveauer fremragende, når de er afbalanceret med kvalitets H-bjælke- eller Drag Pro-smedte forbindelsstænger.
Hvorfor kornstrøm betyder noget for udmattelsesmodstand
Forestil dig et bundt stålkabler snoet sammen og derefter bøjet til at følge en bestemt bane. Hvert kabel bevarer sin integritet, mens hele bundtet opnår samlet styrke gennem den fælles retning. Det er præcis hvad der sker med ståls kornstruktur under smedning – den krystallinske struktur justerer sig og følger komponentens form.
Denne justerede kornretning giver overlegen udmattelsesmodstand i forhold til bearbejdet billet i mange anvendelser. Her er hvorfor det betyder noget:
Arbejdshærdning: Selve smedningsprocessen hærder stålet ved deformation. Når metallet komprimeres og forms, bliver dets krystallinske struktur tættere og mere modstandsdygtig over for deformation. Denne iboende styrkelse sker gennem hele smedningsprocessen – du former ikke bare metal, du gør det stærkere.
Sammenhængende korngrænser: Ved en smedet krumtapaksel løber korngrænserne kontinuerligt fra hoveddrev til stangkast og videre til modvægten. Der er ingen bratte overgange, hvor spændinger kan koncentrere sig. Sammenlign dette med fremstilling ud fra massiv stang (billet), som skærer gennem den eksisterende kornstruktur uanset krumtapakslenes endelige form.
Modstand mod udmattelsesrevner: Udmattelsesbrud starter typisk ved korngrænser, hvor der er spændingskoncentrationer. Med en kornstruktur, der følger krumtapakslerens konturer, fordeler smedede krumtapakser spændinger mere jævnt og har bedre modstandskraft mod revnedannelse sammenlignet med komponenter med afbrudt kornstruktur.
Kvalitet afhænger også stort set af råmaterialekilde og bearbejdning. Som Callies' Brook Piper bemærker: "Det, der kvalificerer som 4340-stål, er et bredt begreb. Mange dele af verden har problemer med rene materialer, men det opfylder alligevel kravene som 4340-materiale." Derfor er det yderst vigtigt at vælge smedede krumtapakser fra producenter, som kontrollerer deres materialeforsyningskæde.
Callies f.eks. indkøber råmaterialer globalt for at skabe det, de betragter som det reneste SAE 4340-støbte stål, der anvendes i deres Magnum krumtapaksel-serie. Deres Compstar-serie tilbyder en mere prisvenlig mulighed – smedet udenlands i Callies-ejede formværktøjer, grovmaskineret til præ-færdige dimensioner og derefter færdiggjort i Ohio. Denne tilgang giver en omkostningseffektiv løsning til racemotorer med op til ca. 1.000 hestekræfter.
Kvalitetsniveauer for smede krumtapaksler
Ikke alle smede krumtapaksler er lige gode. At forstå kvalitetsniveauerne hjælper dig med at matche din investering til dine effektkrav:
Premium indenlandsk smede (Callies Magnum, tilsvarende): Fremstillet i USA med amerikansk 4340 materiale, der har maksimal nikkelindhold og optimal varmebehandling. Pålidelig til 1.500–1.800 hestekræfter i korrekt designede applikationer. Højere overfladehårdhed fra avancerede nitreringsprocesser.
Mellemklasse smede (Callies Compstar, tilsvarende): Fremstillet i udlandet i kvalitetskontrollerede forme, færdiggjort lokalt. Brook Piper foreslår, at disse er perfekte til "en entusiast, der vil have en storbloks krumtapaksel til 800 hestekræfter. Vores Compstar klare det hele dagen lang." Kostnadsforsvarende for bygninger under 1.000 hestekræfter.
Økonomi Forged: Importerede smede med mindre strenge materialekrav. Velegnet til moderate ydelsesopbygninger, men ikke anbefalet til alvorlige effektapplikationer, hvor udmattelseslevetid er vigtig.
Når du kombinerer din smede krumtapaksel med kvalitetsdrev som Carrillo-støder eller lignende smede støder, opbygger du et roterende system med matchede styrkeegenskaber. Denne synergisme mellem komponenter maksimerer pålideligheden og holder samtidig omkostningerne rimelige.
Fordele ved smede 4340 krumtapakser
- Udmærket udmattelseslevetid: Aflangt kornstruktur giver overlegen modstandskraft mod revnedannelse og spredning under gentagne belastningscyklusser
- Bevist pålidelighed: Årtiers racingsucces viser, at smede krumtapakser kan håndtere alvorlig effekt, når de er korrekt specificeret
- Bedre værdi end billet: Præmium smedede krumtapaksler koster 1.000-1.200 USD mindre end tilsvarende billetmuligheder, mens de dækker 90 % af ydelsesapplikationer
- Udbredelse: Flere producenter tilbyder smedede muligheder for populære motorplatforme med rimelige leveringstider
- Arbejdshærdet styrke: Selve smedeprocessen skaber iboende styrkefordele ud over grundmaterialets egenskaber
- Etablerede effektgrænser: Der findes klare, beprøvede retningslinjer for, hvornår smedede krumtapaksler er passende, og hvornår der skal opgraderes
Ulemper ved smedede 4340 krumtapaksler
- Begrænsede valgmuligheder for brugerdefineret slagt: Smedning kræver dyre værktøjer, hvilket gør ikke-standard slagt upraktiske til små produktionsløb
- Risiko for smedefejl: Hvis kvalitetskontrollen er utilstrækkelig, kan interne defekter undslippe opdagelse indtil fejl opstår – vælg altid anerkendte producenter
- Variabilitet i materialekilde: Forgede dele fra udlandet kan bruge 4340, der teknisk set opfylder specifikationerne, men med lavere nikkelindhold eller mindre optimal renhed
- Begrænset effektgrænse: Over 1.800 hestekræfter nærmer endog præmium forgede knakker sig deres udmattelsesgrænser ved vedvarende brug
Konklusionen? For 90 % af ydelsesopbygninger, der producerer under 1.500 hestekræfter, repræsenterer et kvalitetsfuldt forgdet 4340 kamaksel den intelligente løsning. Du investerer i afprøvet teknologi med dokumenteret pålidelighed og har samtidig budget tilbage til andre komponenter i omdrejningsenheden, hvor det virkelig gør en forskel.
Som Callies' Brook Piper siger det: "Lad os sige, at en entusiast ønsker en storbloks krumtapaksel til 800 hestekræfter. Vores Compstar kan klare det hele dagen lang. Hvis de vil have noget amerikanskproduceret med længere levetid, skal de bruge 3.000 dollars på en solid krumtapaksel, men det er netop dét, vi gør. Vi sætter os ned og prøver at imødekomme kundens behov." Den ærlige tilgang – at matche valg af krumtapaksel med faktiske krav i stedet for maksimale specifikationer – er netop det, der skiller informerede byggere fra dem, der blot jagter brag-rettigheder.
Præcisionsvarmeforgede krumtapaksler med certificeret kvalitet
Hvad adskiller en god smedet knastaksel fra en fremragende? Det handler ikke kun om stållegeringen eller den grundlæggende smedefremgangsmåde – det handler om præcision, ensartethed og kvalitetssikring bag hver eneste komponent, der forlader produktionslinjen. For professionelle motorbyggere og raceteams, som ikke kan tillade sig variationer, repræsenterer præcisions-smedede varmsmedede knakaksler produceret under IATF 16949-certificering den professionelle løsning, der danner bro mellem standard-smedede muligheder og premium fræsede konstruktioner.
Når du sammenligner støbte knakaksler med smedede modeller, er forskellene tydelige. Men inden for selve kategorien smedeaksler varierer produktionskvaliteten betydeligt. En præcisions-varmsmedet knakaksel, fremstillet med avancerede proceskontroller og certificeret kvalitetsstyring, leverer en ensartethed, som almindelige smedeaksler simpelthen ikke kan matche – og til et prisniveau, der giver mening for seriøse motoropbygninger.
Certificeret kvalitetskontrol for kritiske komponenter
Du har sandsynligvis stødt på IATF 16949-certificering uden fuldt ud at forstå, hvad det betyder for krumtapkvalitet. Dette internationalt anerkendt kvalitetsstyringssystem specifikt dækker kravene til bilproduktion og stiller krav til strenge processtyringer, dokumenterede procedurer og løbende forbedringsprotokoller. Når en producent har denne certificering, får du mere end blot en krumtap – du får en garanti for konsekvent produktion.
Hvorfor er dette vigtigt for din krumtapkasse? Overvej hvad der sker under krumtapstøbning eller grundlæggende smedningsoperationer uden strenge kontroller:
- Temperaturvariationer under opvarmning skaber inkonsekvent kornstruktur
- Slid i værktøj forårsager dimensionsvariationer mellem produktionsserier
- Utilstrækkelig inspektion tillader defekte komponenter at blive forsendt
- Ulovlig materiale-udskiftning eller forurening går ubemærkt
Certificeret præcisionsforgning eliminerer disse variable. Ifølge Queen City Forging fremmer smedeprocessen en mere ensartet materialestruktur, hvilket reducerer forekomsten af inneslutninger eller segregationer, der kan fungere som spændingskoncentratorer og føre til brud. Når det kombineres med IATF 16949 kvalitetsprotokoller, opfylder hver enkelt drevaksel dokumenterede specifikationer – ikke kun de fleste af dem.
Certificeringen sikrer også sporbarhed. Hvis der nogensinde opstår et problem, kan certificerede producenter spore materialer, processer og inspektioner tilbage gennem hele produktionskæden. For racinghold, der kører flere motorer, eller motormontører med professionelle ry ud at beskytte, giver denne dokumentation uvurderlig ro i sindet.
Hvordan præcisionsforgning maksimerer fordelene ved kornstruktur
Avancerede varmforgningsprocesser tager de iboende fordele ved smedet konstruktion og forstærker dem gennem ingeniørmæssig optimering. Når stål opvarmes til præcise temperaturer og formes i omhyggeligt designede værktøjer under kontrollerede betingelser, når kornstrukturfordele som vi tidligere har drøftet – justeret strømning, koldforstærkning og rettet styrke – deres maksimale potentiale.
Her er, hvad præcisionsforgning leverer, som standardprocesser ikke gør:
Optimeret værktøjsdesign: Interne ingeniørteams bruger computermodellering til at designe forgingsværktøjer, der maksimerer kornstrøm gennem kritiske spændingsområder. Alle afrundinger, journalovergange og modvægtsrodene modtager bevidst kornorientering frem for det mønster, som den grundlæggende forgningsproces producerer.
Kontrollerede deformationshastigheder: Hastigheden og trykket anvendt under smedning påvirker de endelige egenskaber. Som nævnt i forskning om smedning, kan omfanget af koldforstærkning kontrolleres ved at justere graden af deformation og temperatur under smedningen, hvilket muliggør optimering af materialets mekaniske egenskaber. Præcisionssmedningsfaciliteter kontrollerer disse variable nøjagtigt.
Konstant varmebehandling: Varmebehandlingsprocesser efter smedning, såsom slukning, tømning og glødning, forbedrer yderligere de mekaniske egenskaber. Certificerede faciliteter dokumenterer og kontrollerer disse processer for at sikre, at hver enkelt drevaksel modtager identisk behandling – og dermed elimineres variationer fra batch til batch, som er et problem i mindre stringent udførte operationer.
Overfladekvalitetsoptimering: Smidningsprocessen kan fremstille komponenter med fremragende overfladekvalitet, hvilket er vigtigt for udmattelsesstyrke. En glat, defektfri overflade reducerer risikoen for revneinitiering, hvilket bidrager til den samlede styrke og levetid. Præcisionssmidning leverer denne overfladekvalitet konsekvent.
For professionelle motormontører, der indkøber komponenter fra producenter som dem, man finder via callies com, eller søger Carrilo-stænger ækvivalenter, løser valget af en smedepartner med disse evner udfordringen om konsekvens, som ofte plager seriefremstilling.
Hurtig prototyping til produktion
Racerhold og professionelle motormontører står ofte over for stramme udviklingstidsplaner. Man har brug for prototyper hurtigt for at validere designene og derefter en problemfri overgang til produktionsmængder, når specifikationerne er færdige. Præcise varmsmidningsfaciliteter med ingeniørfunktioner internt kan effektivt levere denne arbejdsgang.
F.eks. Shaoyi (Ningbo) Metal Technology tilbyder hurtig prototyping på blot 10 dage, støttet af IATF 16949-certificering og ingeniørkompetence til at optimere design for både styrke og producibilitet. Deres placering nær Ningbo Port gør det muligt med hurtig global forsendelse til internationale racingsprogrammer eller motorbyggere, der indkøber komponenter verden over.
Denne prototyping-evne er vigtig, fordi krumtapdrevsdesign indebærer kompromisser. Placering af modvægte påvirker balance og vindmodstand. Journalstørrelse påvirker oliemfilms tykkelse og lejekapacitet. Slaglængde bestemmer stangvinkler og kolbehastigheder. At have ingeniørstøtte i designfasen—i stedet for blot at modtage, hvad smedningsforme producerer—resulterer i optimerede komponenter, der maksimerer styrke-til-vægt-forholdet for din specifikke anvendelse.
Fordele ved præcisionsmæssigt varmsmedede krumtapdrev
- Certificeret kvalitetssikring: IATF 16949-certificering garanterer konsekvente produktionsprocesser og dokumenterbar sporbarhed
- Optimeret kornstruktur: Avanceret diesign og kontrollerede smedeforhold maksimerer de iboende styrkefordele ved smidt konstruktion
- Konkurrencedygtig pris for store mængder: Professionelle motorbyggere og raceteams drager fordel af skalafordele uden at kompromittere kvaliteten
- Hurtig gennemløb fra prototype til produktion: Intern ingeniørarbejde og hurtig prototyping reducerer udviklingstidslinjen
- Eliminering af smedefejl: Strenge kvalitetskontrol opdager indeslutninger, porøsitet og kornuregelmæssigheder, som svækker styrken i standardsmidninger
- Global Kompatibilitet: Certificeret produktion overholder internationale kvalitetsstandarder for racorganisationer og OEM-programmer
Ulemper ved præcisionsvarmsmidte knastakler
- Kræver måske minimale ordreantal: Brugerdefinerede specifikationer kræver typisk MOQ'er for at retfærdiggøre omkostningerne til værktøjsudvikling og opsætning
- Ikke ideel til enkeltopbygninger: Enkelte amatørbyggere med behov for én enkelt drevaksel kan finde standardløsninger mere praktiske
- Gennemløbstid for brugerdefineret værktøj: Selvom prototyping er hurtigt, kræver udvikling af nye stålskærme til unikke designs ekstra planlægning
Den professionelle byggers valg
Præcise varmeforgede drevaksler med certificeret kvalitetskontrol har en unik position i debatten om billet- versus smedede drevakslers styrke. De leverer fordelene ved smedning – herunder arbejdshærdning, justeret kornstruktur og eliminering af indre hulrum – samtidig med den produktionens konsekvens, som professionelle anvendelser kræver.
For racinghold, der kører flere biler, motorproducenter med store produktionskrav, eller enhver, der ikke kan acceptere komponentvariationer, tilbyder denne kategori den optimale kombination af styrke, konsekvens og værdi. Du betaler ikke præmiepriser for evner, du måske aldrig får brug for, men du satser heller ikke på billige smedeemner med usikker kvalitetskontrol.
Nøglen er at samarbejde med producenter, der kombinerer ekspertise i smedning med certificerede kvalitetssystemer og ingeniørmæssig support. Når dit rygte – eller din racingsæson – afhænger af krumtapakslerens pålidelighed, giver præcisionsvarmsmedning fra en certificeret facilitet den tillid til, at alle komponenter opfylder nøjagtige specifikationer.

Støbegods Krumtapakser og Deres Ydelsesgrænser
Før du investerer i en premium smedet eller billettedrejet krumtapaksel, skal du forstå, hvad du erstatter – og hvorfor. Støbte stålkrumtapaksler repræsenterer basisniveauet og følger med som standard i de fleste produktionsskabte køretøjer. Selvom de fungerer udmærket i standardapplikationer, hjælper det med at forstå deres begrænsninger, så du kan træffe klogere valg, når du bygger motoren op til mere end fabriksmæssige effektniveauer.
Tænk over det sådan her: enhver motor, der er rullet ud fra en samlebånd – uanset om det er en small block Chevy, en 283 krumtapaksel-applikation eller endda en 300 Ford lige seks – indeholder sandsynligvis en støbt krumtapaksel. Producenter vælger støbning, fordi det er økonomisk hensigtsmæssigt ved masseproduktion, ikke fordi det tilbyder overlegen styrke. Når dine effektmål overstiger det, som fabriksingeniørerne har forudset, bliver støbningen den svage led i din roterende samling.
Forståelse af begrænsninger ved støbte krumtapaksler
Hvad gør støbte krumtapakser fundamentalt forskellige fra smedede eller solidmaterial (billet) modeller? Det handler om, hvordan metallet formas og den resulterende indre struktur.
Som nævnt af Street Muscle Magazine , støbte krumtapakser fremstilles ved at hælde smeltet materiale—typisk støbejern—i en form for at skabe en råstøbning. Fordelene ved denne proces inkluderer lavere omkostninger, billige værktøjer og minimal bearbejdning for at fremstille et færdigt produkt. Derfor anvender langt størstedelen af OEM-krumtapakser denne metode.
Her er hvor problemet begynder for ydelsesbyggere. Når metal størner fra flydende tilstand i en form, dannes kornstrukturen tilfældigt. Der er ingen justeret strømning, der følger krumtapaksens konturer som ved smedning, og ingen verificeret materialekonsistens som solidmaterial (billet) giver. Denne tilfældige kornorientering skaber flere kritiske svagheder:
Lavere udmattelsesmodstand: Tilfældige korngrænser virker som spændingskoncentrationspunkter, hvor revner kan opstå. Under gentagne belastningscyklus – præcis hvad en drevaksel oplever under normal drift – akkumulerer disse svage punkter skader hurtigere end ved aligned kornstrukturer.
Nedsat trækstyrke: Ifølge samme kilde har støbte drevaksler en begyndende trækstyrke på omkring 60.000 PSI, mens smedeaksler kan mere end fordoble denne værdi op til 125.000 PSI. Det er en betydelig forskel, når motoren yder høj effekt.
Sprødhed under belastning: Udstrækningsevnen – det vil sige, hvor meget materialet kan bøje sig, før det knækker – fortæller den reelle historie. Fabriksmæssigt støbte drevaksler har en udstrækningsevne på omkring 3 procent, hvilket betyder, at de er forholdvis sprøde. Selv nodulært jernstøbte aksler forbedrer dette kun til ca. 6 procent, i forhold til de over 20 procent, som højkvalitets smedeaksler tilbyder.
Ved big block-anvendelser eller enhver motoropbygning, hvor du søger markante effektforøgelser, bliver disse begrænsninger til fejlrisker frem for teoretiske overvejelser.
Når fabriksproducerede støbejernskrumtappe er tilstrækkelige
Trods deres begrænsninger har støbegods krumtappe gyldige anvendelsesområder. Ikke alle motoropbygninger kræver premiumkomponenter, og ved at forstå, hvor støbegods krumtappe stadig er tilstrækkelige, undgår man unødige udgifter til en ydeevne, man aldrig får brug for.
Ifølge Summit Racing's tekniske eksperter , støbe- eller nodulært jernkrumtappe er typisk sikkert velegnet til 300 til 400 hestekræfter og kan klare en lejlighedsvis brug på banen i weekenden. Carl Pritts fra Summit's tekniske afdeling pointerer, at støbegods krumtappe er ideelle til standard- eller let modificerede vejmotorer.
Den almindelige branchevejledning foreslår, at støbte krumtapaksler bør udskiftes, når man bygger motorer med mere end 450-500 hestekræfter. Denne grænse er ikke vilkårlig – den repræsenterer det punkt, hvor spændingsniveauerne begynder at nærme sig udmattelsesgrænsen for støbt konstruktion ved gentagen brug.
Her er praktisk vejledning til anvendelse af støbte krumtapaksler:
- Originalopbygninger: Hvis du genopretter en motor til fabriksspecifikationer, er den originale støbte krumtapaksel fuldt ud tilstrækkelig
- Moderat gadepræstation: Enkle ydelsesforbedringer såsom indtag, udstødning og kamaksler, der holder effekten under 400-450 hestekræfter, fungerer fint med støbte krumtapaksler
- Daglig kørsel med lav belastning: Motorer, der sjældent når omdrejningsgrænsen og aldrig udsættes for varierende høj belastning, kan køre med støbte krumtapaksler på ubestemt tid
- Økonomiorienterede opbygninger: Når budgettet er begrænset, giver en fabriksmæssig støbt krumtapaksel mulighed for at bruge pengene på cylinderhoveder, kamaksel eller tvangsindblæsning
Som Street Muscle Magazine's Mike McLaughlin fra Lunati forklarer, handler krumtapstyrke langt mere end blot om, hvad den kan overleve på en enkelt ydelsespræstation. Fabrikskrumtappe blev designet af producenterne til at vare 100.000 mil eller mere – bogstaveligt talt millioner af cyklusser – og denne levetid afhænger af mere end blot trækstyrke. Det er ganske muligt, at selv de svageste støbte krumtappe kan overleve i det uendelige, hvis de kører ved lavere motortur og effektniveauer.
Den afgørende forskel? Tiden brugt ved høj belastning og omdrejninger bestemmer behovet for en smedet krumtap lige så meget som maksimaleffekten. En 400-hestekrafts motorblok i en almindelig gadebil kan sagtens fungere med en støbt krumtap, men samme motor i en fritidsbåd – der kører ved vedvarende høj belastning i timer – vil kræve smedede komponenter.
Fordele ved støbte stålkrymter
- Laveste pris: Støbte krumtappe koster væsentligt mindre end smede- eller billet-alternativer, hvilket gør dem budgetvenlige til moderate opbygninger
- Let tilgængelige til standardapplikationer: OEM-udskiftning af støbte krumtapakser er bredt forekommende til de mest almindelige motormanagementsplatforme
- Tilstrækkeligt til moderate konstruktioner: Effektunder 400-450 hk i vejapplikationer fungerer pålideligt med støbt konstruktion
- Ingen særlig varmebehandling krævet: Støbejerns journaler bliver forstærket under bearbejdning, hvilket eliminerer varmebehandlingsprocessen, som er nødvendig for smedeakser
- Let at skaffe: Bileredderier, reservedelsforretninger og online-tilbydere har omfattende lager af støbte krumtapakser
Ulemper ved stålstøbte krumtapakser
- Laveste styrke: Trækstyrke omkring 60.000-80.000 PSI begrænser effekthåndteringskapaciteten markant i forhold til smedevalgmuligheder
- Uforudsigelige svigtformer: Tilfældig kornstruktur betyder, at revner kan opstå på forskellige steder, hvilket gør det vanskeligt at forudsige svigt
- Ikke egnet til alvorlig ydelse: Enhver motoropbygning, der sigter mod 500+ hestekræfter eller vedvarende drift ved høje omdrejninger, kræver et skift ud over støbt konstruktion
- Brødlighed: Lave forlængelsesværdier betyder, at støbte knakker ofte brister pludseligt i stedet for at bøje eller advare før svigt
- Begrænset udmattelseslevetid under belastning: Gentagne cyklusser med høj belastning akkumulerer skader hurtigere end hos smedede alternativer
Sådan identificerer du støbte mod smedede knakker
Før du går i gang med opbygningen, skal du vide, hvad du arbejder med. At identificere, om din knakke er støbt eller smedet, indebærer nogle enkle inspektionsteknikker:
Søg efter støbelinjer: Støbte krumtapakser viser typisk en synlig skilnelinje, hvor de to halvdele af formen mødtes. Denne linje løber langs modvægterne og er ofte synlig uden rengøring. Småede krumtapakser kan også have en skilnelinje, men den er typisk smallere og renere.
Tjek overfladekvaliteten: Støbte krumtapakser har ofte en lidt ruere og mere porøs overfladetekstur på ikke-maskinerede områder. Småede krumtapakser har tendens til at vise glattere og tættere overflader, selv før den endelige maskinbearbejdning.
Undersøg reservedelsnumre: Originale reservedelsnumre angiver typisk, om en krumtapaksel er støbt eller smedet. For Chevrolet-motorer kan støbenumre på krumtapakslen sammenlignes med kendte støbte og smedede anvendelser. Mange småede 4340-stænger er tydeligt mærket af aftermarket-producenter.
Vægtforhold: Småede stålkrumtapakser er ofte letvægtsmæssigt tungere end støbejernsmodsvarende med samme slaglængde på grund af det tættere materiale. Hvis du har adgang til specifikationer, kan en sammenligning af den faktiske vægt med kendte værdier bekræfte konstruktionstypen.
Magnettest: Selvom det ikke er afgørende, reagerer støbejernskamme let forskelligt på magneter end smedet stål. Denne metode kræver erfaring for korrekt fortolkning, men kan give yderligere bekræftelse.
Når du bygger en alvorlig ydelsesmotor – uanset om det er en 300 Ford lige seksslags strokermotor eller et stort blokmonstrum – hjælper det at kende dit udgangspunkt, så du kan planlægge de passende opgraderinger. En støbegodskrumtap i en motor, der er beregnet til over 600 hk, skal udskiftes uanset dens nuværende stand. Den samme støbegodskrumtap i en mild gadeopbygning kan derimod fungere perfekt i mange år fremover.
Den intelligente tilgang afstemmer krumtapkonstruktionen med de faktiske effektmål og den tilsigtede brug. Støbegodskrumtappe har deres plads i ydelsesspektret – sørg bare for, at denne plads stemmer overens med din opbygnings krav, inden du antager, at fabrikskomponenten vil overleve dine ambitioner.
Komplet styrke sammenligningstabel og effekt grænser
Nu hvor vi har undersøgt hver enkelt fremstillingmetode for krumtapakser, lad os sætte alt sammenlignende op. Når du beregner slagvolumen ved hjælp af en kubikcentimeter-beregner eller udregner kubikcentimeter til din strokermotor, skal den valgte krumtapaksel matche dine effektmål – ikke kun i dagens tal, men også dit fremtidige mål.
Denne omfattende sammenligning samler alt, hvad vi har gennemgået, i handlingsretningslinjer. Uanset om du bygger en rolle street cruiser eller en dedikeret dragbil, finder du her tydelige grænser for, hvordan krumtapakslenes konstruktion passer til dine specifikke krav.
Styrkerangering efter fremstillingsmetode
Følgende tabel rangerer krumtapaksel-valgmuligheder fra optimal balance mellem styrke og værdi ned til indgangsniveau med betydelige begrænsninger. Brug dette som dit udgangspunkt, og overvej derefter de specifikke faktorer, der er beskrevet for hver kategori:
| Produktionsmetode | Typisk materiale | Brudstyrke (psi) | Modstand mod udmattelse | Anbefalet effektområde | Typisk prisinterval |
|---|---|---|---|---|---|
| Præcisionsvarmeforgedet (IATF-certificeret) | 4340 Stål | 180,000-200,000 | Fremragende | 600-1.800 HK | $1,200-$2,500 |
| Premium billet | 4340/EN40B Stål | 180,000-220,000 | Fremragende | 1.500-3.000+ HK | $2,500-$8,000+ |
| Standard smedet 4340 | 4340 Stål | 125,000-180,000 | Meget godt | 500-1.500 HK | $800-$1,800 |
| Økonomisk smedet | 5140/4130 Stål | 95,000-125,000 | God | 400-800 HK | $400-$900 |
| Støbegods/Jern | Kuglejern | 60,000-80,000 | - Det er fair. | Under 500 HK | $150-$400 |
Bemærk, at præcisionsvarmsmedede krumtapaksler optager den øverste position—ikke premium billet. Dette rangsystem afspejler den reelle ydelse, hvor certificeret kvalitetskontrol og optimeret kornstruktur leverer enestående pålidelighed over det bredeste effektspektrum. Billet er fremragende ved de absolut højeste ydelser, men for de fleste alvorlige ydelsesopbygninger tilbyder præcisionssmedning den optimale balance.
Effektgrænser for hver type krumtapaksel
Disse specifikke hestekraft-tærskler repræsenterer en branchekonsensus baseret på årtiers racing-erfaring og dokumenterede fejl. Brug dem som retningslinjer, men husk at anvendelsestypen er lige så vigtig som maksimale hestekrafttal:
Under 500 Hestekraft: Støbte krumtapakser forbliver acceptabel for vejbiler med lejlighedsvis racetrack-anvendelse. Fabriksingeniørerne har udformet disse komponenter til pålidelighed inden for denne effektskala. Hvis du derimod planlægger fremtidige opgraderinger, kan en investering i smedet konstruktion nu forhindre dyre nedbrydninger senere.
500-1.200 Hestekraft: Smedede krumtapakser bliver den minimale anbefaling. Ifølge Engine Labs anbefaler eftermarkedsspecialister typisk deres støbte krumtapakser til brug op til 500 hestekraft – denne grænseværdi findes af god grund. Kvalitets-smedt 4340-konstruktion håndterer denne effektskala pålideligt i vejbil/sprint-anvendelser.
1.200-1.800 Hestekraft: Premium smede krumtapakler med certificeret kvalitetskontrol bliver nødvendige. Som Callies Performance Products påpeger, klare de pålideligt dette effektspektrum, når de kombineres med passende roterende samledele. Økonomiske smede løsninger mangler den materielle kvalitet og proceskontrol, der kræves for vedvarende drift på disse niveauer.
Over 1.800 hestekræfter: Billet-krumtapakler bliver den anbefalede løsning, især til anvendelser med nitrusoxid, aggressive supercharger-systemer eller vedvarende drift ved høje omdrejninger. Muligheden for at verificere materialekvaliteten før bearbejdning samt opnå brugerdefinerede slaglængder retfærdiggør den dyrere investering ved disse effektniveauer.
Hvordan varmebehandling påvirker den endelige styrke
Uanset fremstillingsmetode påvirker varmebehandlingsprocesser dramatisk krumtapakslerens endelige egenskaber. Som branchens eksperter forklarer , "Nøglen til en støbt krumtapaksel er varmebehandlingen. Støbninger kræver en anden type varmebehandling end smedning." Dette princip gælder for alle konstruktionstyper.
Varmebehandling omfatter tre kritiske trin:
- Afhærdnning: Hurtig afkøling fra høj temperatur hårdner stålets krystallinske struktur
- Afglødning: Kontrolleret genopvarmning reducerer sprødhed, mens hårdheden bevares
- Spændingsløsning: Endelig behandling eliminerer indre spændinger fra bearbejdning eller smedning
Nogle producenter tilføjer kryogen behandling – afkøling til ca. -300°F umiddelbart efter den første varmebehandling. Dette trin hjælper med at fuldføre slukningsprocessen og øger materialefordensningen. Kvalitetsvirksomheder inden for aftermarket-krumtapaksler har enten egne interne varmebehandlingsfaciliteter eller samarbejder med nærliggende specialister, hvor kvalitetskontrolforanstaltninger kan overvåges direkte.
Tom Lieb fra Scat Crankshafts bemærker, at "Når vi udfører vores egen varmebehandling, tester vi effektivt krumtapakslerne. For hvis der er noget galt med metallet, kommer krumtapakslerne tilbage revnet, misformet eller svulmet." Denne indbyggede kvalitetsverifikation forklarer, hvorfor varmebehandling aldrig bør udliciteres til ukendte faciliteter.
Misforståelsen omkring billet versus smedet
Her er en sandhed, som modvirker det, mange entusiaster tror: Billet er ikke automatisk stærkere end smedet. Denne misforståelse har kostet byggere penge og i nogle tilfælde ført til motorfejl, når de antog, at dyr billetkonstruktion garanterede bedre resultater.
Som Brook Piper fra Callies Performance Products klart siger: "Hvis du har to krumtapaksler fremstillet af præcis samme materiale – én smedet, én i billet – vil smedningen altid være stærkere." Smedeprocessen komprimerer og justerer kornstrukturen og skaber retningsbestemt styrke, som bearbejdet billet ikke kan efterligne.
Hvor får et smedet krumtapdrev sin fordel? Tre specifikke områder:
- Materialevalg: Producenter af smedeemner kan bruge højere specifikationslegeringer som EN40B, som ikke er praktiske til smedeværktøjer
- Forudgående inspektion efter bearbejdning: Stangmateriale kan kontrolleres for fejl, inden nogen bearbejdning påbegyndes
- Friheden til at udforme: Tilpassede slag og modvægtskonfigurationer er mulige uden dyre udviklingsomkostninger til værktøjer
Et dårligt bearbejdet smedet krumtapdrev med utilstrækkelig spændingslindring kan dog faktisk vise en ringere udmattelsesbestandighed end et korrekt smedet alternativ. Selve bearbejdningen kan skabe spændingskoncentrationer, hvis den ikke udføres korrekt, og bearbejdning gennem kornstrukturen eliminerer de retningsspecifikke styrkefordele, som smedning giver.
Det praktiske bud? Antag ikke, at billet er bedre baseret udelukkende på pris. En præcisionsvarmforgede krumtapaksel fra en certificeret producent yder ofte bedre end en billig billet-krumtapaksel fra en mindre streng kilde. Match dit valg med de faktiske effektkrav, og invester i kvalitetsfremstilling uanset konstruktionsmetode.
Anvendelsesspecifikke overvejelser
Maksimale hestekrafttal fortæller kun en del af historien. Hvordan du bruger den effekt, er lige så vigtigt, når du vælger krumtapakslenes konstruktion:
Varig drift ved høje omdrejninger: NASCAR-motorer, der kører 500 miles ved over 9.000 omdrejninger i minuttet, kræver billetkonstruktion ikke på grund af maksimal effekt, men på grund af akkumulerede udmattelsescykler. En 900-hestekrafts NASCAR-motor bruger billetkrumtapaksler, mens en 1.500-hestekrafts dragmotor måske bruger forged – forskellen er varigheden under belastning.
Momentan momentstigning: Lugtforsuring og aggressive boost-anvendelser skaber belastningsstød, der adskiller sig fra naturligt aspirerede effektkurver. Disse pludselige kræfter kan overskride materialedejens styrkegrænse, selv når gennemsnitlige effektniveauer foreslår, at smedet konstruktion er tilstrækkelig.
Street/Strip Dobbelt Formål: Motorer, der anvendes til både daglig kørsel og lejlighedsvis banekørsel, drager fordel af smedets konstruktions udmattelsesmodstand. De gentagne termiske cyklusser og varierede belastningsforhold foretrækker en justeret kornstruktur frem for bearbejdet billet.
Dedikeret Competition: Enkeltformåls racemotorer kan optimere valg af krumtapaksel til specifikke forhold. En bracket racing small block, der kører konsekvente 10-sekunders passager, har andre krav end en heads-up bil, der yder fuld effekt med minimal afkøling mellem omgange.
At forstå disse nuancer hjælper dig med at undgå både at bruge for meget på funktioner, som du aldrig vil bruge, og at bygge komponenter med for lav ydelse, som vil svigte, når de udsættes for grænsebelastning. Sammenligningstabellen for styrke giver udgangspunkter, men en gennemtænkt anvendelse af disse principper sikrer, at dit valg af krumtapaksel matcher dine bygningsmål.
Forståelse af krumtapakslers svigtyper og forebyggelse
At vide, hvilken type krumtapakselkonstruktion der passer til dine effektmål, er kun halvdelen af opgaven. At forstå, hvordan disse komponenter faktisk svigter — og genkende advarselstegnene før katastrofalt brud — kan redde hele din motorinvestering. Uanset om du bruger en smedet eller en massivdrejet krumtapaksel, vil svigtypen adskille sig betydeligt afhængigt af konstruktionsmetoden, og tidlig opdagelse af problemer er din bedste forsvar.
Her er den ubehagelige sandhed: selv den stærkeste krumtapaksel vil til sidst svigte, hvis den udsættes for belastninger ud over dens designgrænser. Ifølge bilspecialister , den ekstra belastning, du lægger på motoren, når du konstant træder den i bund fra stilstand, tvinger krumtapakslen til at absorbere voldsomme drejningskraftspikes, som den ikke kan klare for evigt. Til sidst stiger temperaturen for meget, og belastningen på lejet bliver for stor. At forstå disse svigtmekanismer hjælper dig med at forhindre dem.
Hvordan krumtapakler svigter under ekstreme belastninger
Smiede og massive krumtapakler svigter gennem tydeligt forskellige mekanismer – viden, der kan hjælpe dig med at identificere problemer, inden de bliver katastrofer.
Smiede krumtapaklers svigtmønstre: Smiede krumtapakler svigter typisk gennem udmattelsesrevner, der opstår ved spændingskoncentrationspunkter. De mest almindelige steder, hvor svigt starter, inkluderer:
- Oliehulsafsnit: Hvor olietransitter møder journaloverflader, koncentreres spændingen ved overgangen. Gentagne belastningscyklusser kan starte mikroskopiske revner, som spreder sig over tid.
- Fileringsradier: De buede overgange mellem lager og krumtap oplever de højeste spændingskoncentrationer under drift. Utilstrækkelig radius i fillet eller dårlig overfladeafslutning i disse områder fremskynder revnedannelse.
- Modvægtsrod: Forbindelsen mellem modvægte og hovedlegemet udsættes for betydelig bøjningsspænding, især ved høje omdrejninger.
Fordi smedede krumtapakser har en justeret kornstruktur, spreder revner sig typisk langs forudsigelige stier. Dette giver faktisk en lille fordel – metaltræthedrevner vokser ofte langsomt nok til at give advarsler før total brud. En smedet krumtapaksel kan køre i dusinvis af gennemkøringer eller tusinder af kilometer med en tiltagende revne, hvilket giver mulighed for at opdage problemet.
Billetkrumtapaksels brudmønstre: Billetakser kan gå i stykker mere pludseligt og uforudsigeligt, når der er problemer. To primære brudtyper dominerer:
Spændingskoncentrationer forårsaget af maskinbearbejdning: Når CNC-bearbejdning skærer igennem materialets kornstruktur, bliver eventuelle værktøjsspår, skarpe indvendige hjørner eller overfladedefekter potentielle steder, hvor revner kan opstå. I modsætning til smedning, hvor kornet løber kontinuert gennem spændingsområder, afbryder bearbejdede overflader kornstrukturen ved hvert eneste snit. Hvis kvaliteten af bearbejdningen er dårlig, bliver disse afbrydelser brudsteder under belastning.
Uopdagede materialefejl: Selvom konstruktion ud fra fast stangmateriale tillader inspektion før bearbejdning, kan interne fejl stadig undslippe opdagelse. Inklusioner, hulrum eller segregation af legeringskoncentrationer dybt inde i stangmaterialet kan først vise sig, når krumtapakslen udsættes for maksimal belastning – ofte med pludselig og katastrofal svigtning uden advarsel.
Fejlmåden afhænger også stærkt af, om din motor udsættes for vedvarende høje omdrejninger i forhold til øjeblikkelige drejningsmomenttoppe. En 351w med tændrækkefølge, der kører konstant omdrejningstal i cirkelbane-racing, akkumulerer træthedsbeskadigelse gradvist. Tændrækkefølgen for 351 Windsor skaber forudsigelige tændingspulser, som belaster krumtapakslen i konsekvente mønstre, hvilket tillader træthedssprækker at udvikle sig progressivt.
I modsætning hertil oplever en lattergas-udstyret dragmotor massive øjeblikkelige drejningsmomenttoppe, der pludseligt kan overskride materialets flydestyrke. Tændrækkefølgen for 351 Windsor eller nogen anden tændrækkefølge for en 351 Windsor er mindre vigtig end de pludselige chokbelastninger, som kan forårsage umiddelbar svigt, hvis krumtapakslen allerede var svækket.
Advarsels tegn før katastrofalt svigt
At opdage en fejlende krumtapaksel, inden den ødelægger din motor, kræver opmærksomhed. Disse advarselstegn indikerer problemer i udvikling, som kræver øjeblikkelig opmærksomhed:
- Ualmindelige vibrationer: Nye vibrationer, der ikke var til stede før, især inden for bestemte omdrejningsområder, kan indikere udvikling af revner eller leje problemer. Vær opmærksom på harmoniske frekvenser, der ændrer karakter over tid.
- Leje-slidmønstre: Undersøg hoved- og stempellejer omhyggeligt under demonteringer. Ujævnt slid, ridser eller kobber, der vises gennem lejematerialet, antyder justeringsproblemer eller journal skader, som belaster krumtapakslen uregelmæssigt.
- Indikatorer fra olieanalyse: Regelmæssig olieanalyse kan registrere forhøjede niveauer af jern, krom eller partikler fra lejemateriale, inden synlig skade opstår. Analyse af tendenserne i disse værdier over tid afslører udviklende problemer.
- Ualmindelige lyde: Bankelyde, buldren eller rytmiske lyde, der svarer til motorens hastighed, indikerer ofte problemer med lejespil eller journalskader, der påvirker belastningen på krumtapakslen.
- Problemer med harmonisk dæmper: En defekt eller ukorrekt valgt harmonisk dæmper tillader torsionsvibrationer, der skader krumtapakslen. Undersøg dæmpere regelmæssigt for gummis nedbrydning eller væskeudlækage.
- Olietrykssvingninger: Ustabile olietryk, især ved tomgang eller under nedbremsning, kan indikere ændringer i lejerspil på grund af journal-slid eller krumtapakslels bøjning.
Som nævnt af brancheeksperter , billige lejer, ikke-originale bolte og dårligt bearbejdede komponenter holder tolerancerne dårligere, hvilket øger risikoen for fejljustering, utilstrækkelige oliespil og ujævn belastning på krumtapakslerens journaler. En krumtapaksel er kun lige så god som de dele, der understøtter den.
Forebyggelse gennem korrekt opsætning
Den bedste krumtapakselfejl er den, der aldrig sker. Flere faktorer forlænger markant krumtapaksels levetid uanset fremstillingsmetode:
Korrekt afbalancering: En præcist afbalanceret roterende samling eliminerer vibrationsfremkaldt spænding, som fremskynder udmattelsessvigt. Professionel afbalancering tager højde for stempel, stift, ringe, forbindelsesstænger og al roterende masse for at opnå den strammest mulige balance.
Valg af harmonisk dæmper: Harmonidæmperen kontrollerer torsionsvibrationer, som ellers ville vride krumtapakslen som en fjeder ved hvert tændingsimpuls. Det er afgørende at tilpasse dæmperens egenskaber til motorens specifikke harmoniske frekvenser—en forkert dæmper kan faktisk forstærke skadelige vibrationer.
Varmebehandling og overfladebehandling: Korrekt varmebehandling maksimerer materialeegenskaberne, mens passende overfladebehandling eliminerer spændingskoncentrationer. Fillet rullning—en proces der arbejdshærder de kritiske fillet-radiusområder—forbedrer betydeligt udmattelseslevetiden hos både smede- og stangmateriale krumtapakser.
Understøttende komponenters kvalitet: Din krumtapaksel er afhængig af hovedlagre, stempellagre og korrekt smøring for at overleve. Ved anvendelse af OEM-komponenter eller eftermarkedskomponenter af højeste kvalitet, fremstillet efter præcise specifikationer, sikres det, at din krumtapaksel løber jævnt på en rigtig akse, fuldt understøttet af sin oliefilm.
Når du bygger alvorlige effektkombinationer — uanset om du bruger en Holley Blue brændstofpumpe for at imødekomme aggressive brændstofkrav, eller forsker i C6-forum aux brændstofpumpe boost-pumpevalgmuligheder til din turboladede motor — så husk, at dit brændstofsystem ikke betyder noget, hvis din roterende samling går i stykker. Krumtapakslen skal overleve den effekt, som dit brændstofsystem muliggør.
Rådet fra erfarne byggere forbliver konsekvent: undgå hård acceleration, pludselig bremsning og unødige høje omdrejninger under indkørselsperioden. Disse små vaner opbygges over tid og hjælper krumtapakslen, lejerne og hele bundenden med at sidde længere. Når din motor først er ordentligt indkørt, skal du tilpasse din kørestil efter krumtapakslen kapacitet — og aldrig antage, at nogen komponent er udødelig.
Endelige anbefalinger for alle effektniveauer
Efter at have undersøgt metallurgi, produktionsprocesser, fejlmåder og ydelsesdata fra den virkelige verden, er det nu tid til at skære igennem støjen og give dig afgørende vejledning. Uanset om du bygger en weekend-cruiser med en Ford 460-motor eller en dedikeret dragbil, der leverer firede cifre i hestekræfter, så undgår du både unødige udgifter og katastrofale svigt ved at vælge en krumtapaksel, der passer til dine reelle effektmål.
Debatten om billet- versus smedet krumtapaksel handler i sidste ende om følgende: hvad kræver dit specifikke projekt rent faktisk? Ikke hvad der lyder imponerende på en bilmesse, men hvad overlever dine effektmål pålideligt over tid. Lad os gennemgå det efter anvendelse.
Valg af krumtapakseltype i forhold til dine byggemål
Dit valg af krumtapaksel bør følge et logisk beslutningstræ baseret på effektniveau, tilsigtet brug og økonomiske prioriteringer. Her er de endelige anbefalinger sorteret efter anvendelse:
- Projekter under 600 hestekræfter Kvalitetsforgede 4340 krumtapakser yder fremragende værdi og pålidelighed for dette effektområde. Uanset om du bygger en 460 Ford-motor til vejbetingelser eller en small block til weekendens bracket racing, håndterer den præmieforgede konstruktion disse effektniveauer med betydelig sikkerhedsmargin. Du vil bruge 800-1.800 USD på en krumtapaksel, der sikkert overlever dine effektmål, samtidig med at der er budget tilbage til andre komponenter i omdrejningsgruppen. Kornstrukturfordele ved forging—arbejdshærdning og rettet kornstrøm—giver udmattelsesmodstand, der overstiger det fleste krav, som nogen street/strip-bygning nogensinde stiller.
- 600-1.500 HK Street/Strip-bygninger: Premium smedede krumtapakler med certificeret kvalitetskontrol bliver det optimale valg. Her er produktionens konsekvens af afgørende betydning – du har brug for verificeret materialekvalitet, korrekt varmebehandling og dokumenterede proceskontroller. Uanset om du kører en superchargeret Ford 460-motor eller en turboindblæst importplatform, leverer certificerede smedede krumtapakler fra anerkendte producenter den styrke, du har brug for, uden billet-pris. Ifølge Engine Labs har producenter som Callies vist, at smedede krumtapakler pålideligt kan klare 1.200-1.800 hestekræfter i korrekt dimensionerede applikationer.
- Dedikeret dragracing over 1.500 hestekræfter: Overvej et kovlingskrumtap, når brug af custom slaglængde, ekstreme turboovertryk eller nitrous anvendes i en kombination, der overskrider de smedede materialers udmattelsesgrænse. Hvis du søger en ford 460 crate motor til at bygge en alvorlig konkurrencemaskine, eller udvikler en custom stroker-kombination, retfærdiggør kovlingens designfrihed og dokumenterede materialekvalitet investeringen på 2.500-8.000+ USD. Muligheden for at specificere nøjagtige slagdimensioner, positionering af modvægte og journalstørrelser bliver en praktisk nødvendighed snarere end luksus ved disse effektniveauer.
- Professionelle raceteams og serieproducenter: Præcisionsvarmeforgede komponenter med IATF 16949-certificering giver den bedste kombination af styrke, konsekvens og værdi. Når du bygger flere motorer, eller din racing-sæson afhænger af komponenternes pålidelighed, eliminerer certificerede produktionsprocesser den variation, som ofte plager standard forgninger. Partnere som Shaoyi (Ningbo) Metal Technology levere hurtig prototyping på blot 10 dage kombineret med evnen til produktion i store serier—præcis hvad professionelle programmer kræver for udvikling og konkurrence.
Det afgørende ved valg af styrke
Her er, hvad erfarne motorbyggere forstår, og som lejlighedsmæssige entusiaster ofte overser: fordelene ved en massivdelskonstruktion (billet) bliver først betydningsfulde over visse effektgrænser. Som Brook Piper fra Callies Performance Products siger: "I ni ud af ti tilfælde klare vores smedeplade opgaven." Det er ikke at nedvurdere billet—det er en ærlig erkendelse af, at de fleste motoropbygninger aldrig nærmer sig grænserne, hvor billet-konstruktion giver konkrete fordele.
Overvej matematikken. Et præmium smedet krumtapaksel koster 1.000-1.200 dollars mindre end et tilsvarende billet-alternativ. Hvis din motor yder 1.200 hestekræfter og du bruger smede krumtapaksler, der er rangeret til 1.800 hestekræfter, hvor giver den ekstra investering i billet da værdi? Det gør den ikke. De 1.200 dollars kan bedre bruges på bedre forbindelsesstænger, højere kvalitet stempler eller en præcisions harmonisk dæmper – komponenter, der reelt forbedrer din kombinations pålidelighed og ydelse.
Undtagelsen bekræfter reglen. Når du arbejder mod ydelser svarende til 460 big block, som går ind i 2.000+ hestekræfter, eller bygger motorer, hvor ford 460-tændingsrækkefølgen skaber voldsomme trykspikes i cylinderne via tvangsindblæsning, bliver billet-konstruktion det fornuftige valg. Den verificerede materialekvalitet og designfrihed retfærdiggør investeringen, fordi du faktisk udnytter denne kapacitet.
De fleste byggere tjener bedst på at investere i kvalitets smedede kamaksler og understøttende komponenter frem for at jagte massive specifikationer, som de aldrig får brug for.
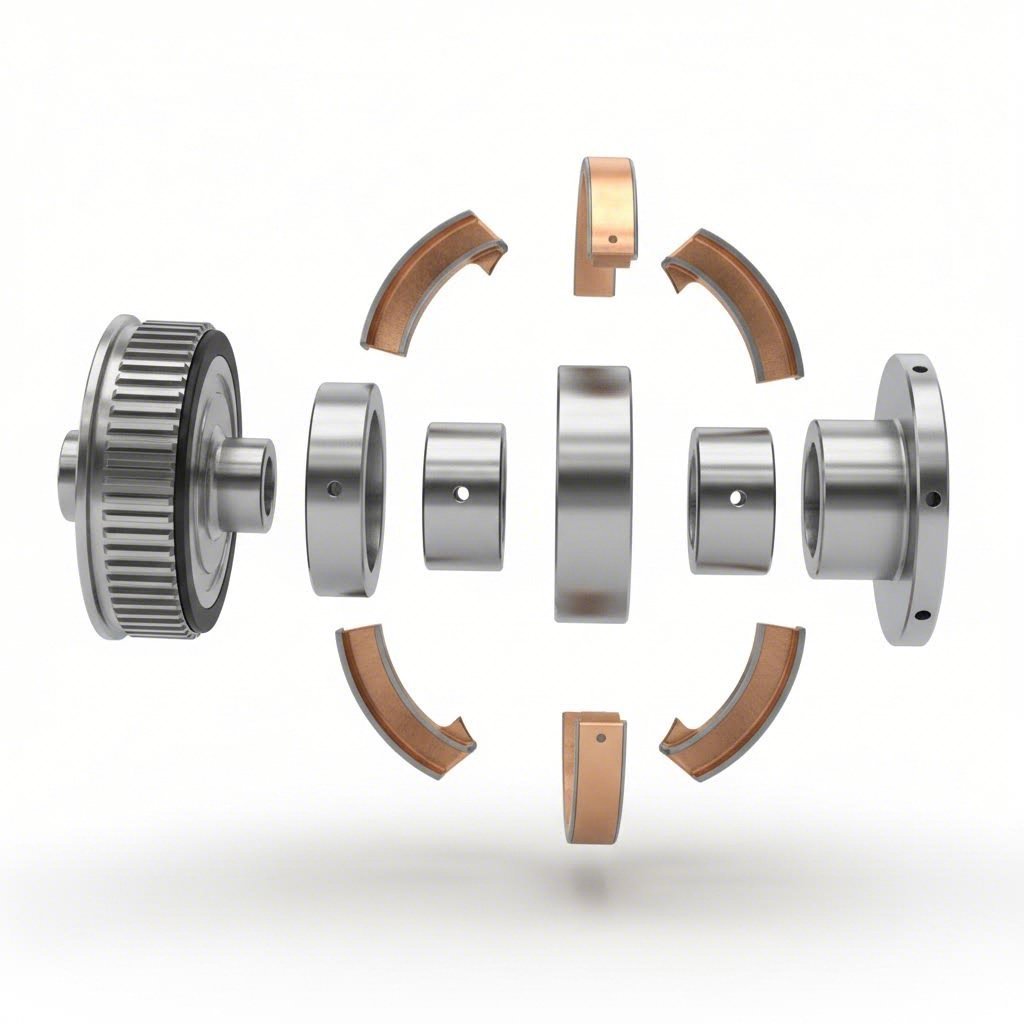
Komplet strategi for roterende samling
Dit valg af kamaksel bør aldrig ske isoleret. Den roterende samling fungerer som et system – kamaksel, stokke, stempel, lejer og harmonisk dæmper skal arbejde sammen for at overleve dine effektmål. Uens komponenter skaber svage punkter, der undergraver formålet med investeringen i en præmie-kamaksel.
Sådan tænker du strategisk:
- Afstem stokstyrke til kamakslens evne: Anvender du en premium smedet kamaksel sammen med økonomiske stokke, opstår et unødigt svigtsteds. Budgetér for H-stokke eller kvalitets smedede stokke, der supplerer dit kamaksel-valg.
- Valg af stempel påvirker belastningen på kamaklen: Tungere stempel øger den oscillerende masse og krumtapakslenes belastning. Lettere smedede stempel reducerer belastningen, men kræver omhyggelig udvælgelse af ringpakken. Afvej disse kompromisser i forhold til dine omdrejningsmål.
- Lagerkvalitet er enormt vigtig: Din krumtapaksel kører på en oliefilm, der understøttes af hoved- og stempellager. Ifølge Tomorrow's Technician er snavs den største årsag til lager- og krumtapakselfejl. Premium tri-metallager eller belagte lager yder den beskyttelse, alvorlige motoropbygninger kræver.
- Valg af harmonisk dæmper: En forkert dæmper kan faktisk forstærke skadelige vibrationer i stedet for at kontrollere dem. Match dæmperens egenskaber med din motors specifikke harmoniske frekvenser – især afgørende, når effektniveauet stiger.
For professionelle motorteknikere, der indkøber komponenter til flere motoropbygninger, eller racinghold, der kræver konsekvent kvalitet i deres programmer, forenkler et samarbejde med IATF 16949-certificerede producenter indkøbsprocessen og sikrer samtidig overholdelse af specifikationer. Intern ingeniørstøtte i designfasen optimerer styrke-vægt-forholdet til dit specifikke anvendelsesområde i stedet for at acceptere det, som generiske smedningsforme producerer.
Dit beslutningsværktøj
Når du er klar til at vælge din krumtapaksel, gennemgå disse spørgsmål:
- Hvad er dit realistiske maksimale effektmål – ikke det tal, du fortæller dine venner, men den faktiske ydelse, din kombination vil levere?
- Hvordan vil motoren blive brugt? Daglig kørsel, weekendbrug, dedikeret konkurrence eller professionel racing?
- Hvad er din samlede budget for roterende samling? Kan du tillade dig præmie-smidte komponenter med kvalitetskomponenter, eller ville prisen på fremstillede (billet) komponenter gøre, at du må nedprioritere andre steder?
- Har du brug for brugerdefinerede slag-specifikationer, eller dækker standard smedemuligheder dine krav?
- Hvor vigtig er produktionens konsistens? Enkeltbygninger tolererer mere variation end professionelle programmer, der kræver identiske komponenter på tværs af flere motorer.
Besvar disse spørgsmål ærligt, og dit valg af krumtapaksel bliver åbenlyst. Debatten om solid- versus smedet krumtapaksel løser sig selv, når du vælger konstruktionsmetode ud fra faktiske krav i stedet for at jagte specifikationer, der lyder imponerende, men ikke giver reel nytte i praksis.
Uanset om du bygger en rolige gade-motor eller en monster drag-bil, er målet det samme: samle et roterende aggregat, der holdes til dine effektkrav pålideligt over tid. Vælg klogt, invester i kvalitetsproduktion, og din krumtapaksel vil være det sidste, du skal bekymre dig om, når du træder speederen i bund.
Ofte stillede spørgsmål om krumtapakslers styrke
1. Hvad er den stærkeste krumtapaksel?
Den stærkeste krumtapafhænging afhænger af din anvendelse. Premium billet-krumtappe fremstillet ud fra EN40B eller 4340 stål tilbyder den højeste styrkepotentiale til ekstreme applikationer, der overstiger 2.000 hk. Kvalitetsforgede 4340 krumtappe fra producenter som Callies giver dog bedre udmattelsesmodstand på grund af justeret kornretning og arbejdshærdet materiale. For de fleste ydelsesopbygninger under 1.500 hk leverer præcisionsvarmeforgede krumtappe med IATF 16949-certificering optimal styrke og pålidelighed. IATF-certificerede producenter som Shaoyi Metal Technology sikrer konsekvent kvalitet gennem strenge proceskontroller og verificerede materialekarakteristika.
2. Er billet per definition stærkere end smedet?
Nej, billet er ikke i sig selv stærkere end smedet. Ifølge branchens eksperter vil en smedet kamaksel være stærkere end en billet-aksle, hvis begge aksler er fremstillet af samme materiale, da smedning resulterer i en komprimeret og justeret kornstruktur, der følger komponentens konturer. Billets fordele ligger i designfriheden, muligheden for at inspicere materialet før bearbejdning og evnen til at anvende højere specifikationslegeringer. Smedeprocessen skaber en arbejdshærdet stål med rettet styrke, mens bearbejdning af billet skærer gennem den eksisterende kornstruktur. Begge metoder producerer exceptionelle kamaksler, når de udføres korrekt, men de excellerer i forskellige effektrange og anvendelser.
3. Ved hvilken effekt bør jeg opgradere fra en støbt til en smedet kamaksel?
Branchekonsensus anbefaler opgradering fra støbte til smedede krumtapakser, når man bygger over 450-500 HK. Støbte krumtapakser har et trækstyrkeniveau på ca. 60.000-80.000 PSI i sammenligning med smedede akser på 125.000-200.000 PSI. Ved effektniveauer mellem 500-1.200 HK bliver kvalitets-smedt 4340 stål den minimale anbefaling. Over 1.200 HK kræves præmie-smedte akser med certificeret kvalitetskontrol. Applikationer, der overstiger 1.800 HK, kræver typisk solidstål (billet) konstruktion for maksimal styrke og skræddersyede specifikationer.
4. Hvad forårsager krumtapaksefejl i high-performance motorer?
Krumtapaksler fejler typisk som følge af udmattelsesrevner ved spændingskoncentrationspunkter, herunder oliehulsafgreninger, afrundningsradier og modvægtsrod. Små krumtapakser fejler normalt gennem progressiv udmattelsesrevneprocess, hvilket giver advarselsfaktorer, mens fræsede akser kan briste pludseligt på grund af spændinger fra bearbejdning eller utilstrækkeligt opdagede materialefejl. Bidragende faktorer omfatter ukorrekt varmebehandling, ringe lejekvalitet, ikke-afstemte harmoniske dæmperenheder og overskridelse af krumtapakslen maksimale effektbelastning. Regelmæssig olieanalyse, inspektion af lejer samt opmærksomhed på unormale vibrationer hjælper med at opdage problemer inden katastrofalt brud.
5. Hvordan påvirker kornstruktur krumtapakslerens holdbarhed?
Kornstruktur har stor betydning for krumtapakslerens udmattelsesmodstand og holdbarhed. Smidning justerer metallets krystallinske kornretning langs krumtapakslerens konturer, hvilket skaber rettet styrke der, hvor spændingskoncentrationerne er højest. Denne justerede struktur modstår revnedannelse og udbredelse bedre end tilfældige eller afbrudte kornmønstre. Fræsning af billetskruer skærer gennem den eksisterende lineære kornstruktur, hvilket potentielt kan skabe spændingskoncentrationspunkter ved de bearbejdede overflader. Støbte krumtapakler har tilfældig kornorientering med uforudsigelige svage punkter. Korrekt varmebehandling forbedrer yderligere kornstrukturens fordele uanset fremstillingsmetode.