 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

En afgørende guide til komponenter og funktioner i dødsæt
TL;DR
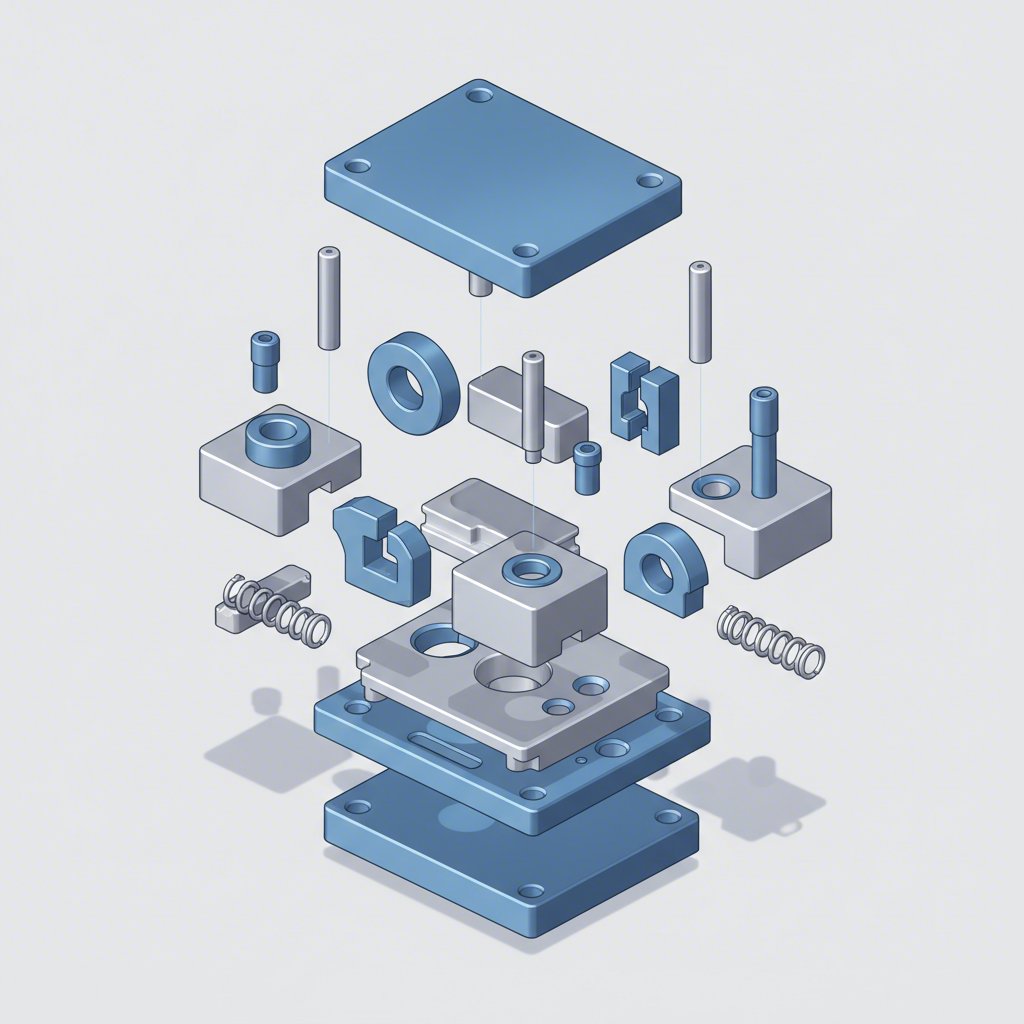
Et stempelsæt er et præcisionsfremstillingsværktøj, der skærer og former plademetal til en bestemt form. Dets essentielle komponenter fungerer sammen for at sikre nøjagtighed og gentagelighed. De centrale dele omfatter de bærende dieplader (eller sko), der holder alt sammen, føringstifte og bushinger til præcis justering samt de arbejdende elementer som stans og dieblokke, der udfører de faktiske skæring- og formslagningsoperationer. Yderligere komponenter som fjedre og padder kontrollerer materialestrømmen og leverer den nødvendige kraft.
Fundamentet: Kerneanatomi for stempelsættet
I hjertet af enhver stansoperation ligger stansen, som fungerer som den robuste grund for alle andre arbejdskomponenter. De primære elementer i denne base er stanspladerne, også kendt som stanssko. Et komplet stanssæt består af en øvre sko (som holder punkteringsmonteringen) og en nedre sko (som holder stansblokken), der bringes i perfekt alignment af føringselementer. Disse plader er omhyggeligt bearbejdet ud fra højkvalitets stål eller aluminium for at være helt flade og parallelle, et kritisk krav for produktion af konsekvente, højkvalitetsdele. Valget af materiale afhænger af anvendelsen; mens stål er almindeligt på grund af sin holdbarhed, foretrækkes aluminium ofte på grund af dets lavere vægt, hurtigere bearbejdning og fremragende chokabsorption, hvilket gør det ideelt til højbelastede blankstanser.
Designen og tykkelsen af støbeformens sko er direkte relateret til mængden af kraft, som formen skal modstå. For eksempel kræver en prægestøbeform, der komprimerer metal under enormt højt tryk, væsentligt tykkere og mere robuste sko end en simpel form, der bruges til let bøjningsoperationer. Denne grundlæggende styrke forhindrer gennumbøjning og sikrer, at kraften fra pressen overføres effektivt til emnet. Den nederste støbeformssko er typisk bearbejdet med strategisk placerede huller. Disse åbninger tillader, at slugge og affaldsmateriale, der opstår under perforering eller udskæring, kan falde ned igennem og fjernes fra pressen, hvilket forhindrer skader på formen og driftsstop.
Desuden er stanssættet grænsefladen mellem værktøjet og pressemaskinen. Øverste og nederste sko har monteringsfunktioner, såsom skaft eller bolt huller, der sikrer hele stansmonteringen i presstemplet og understøtningen. Denne sikre montering er afgørende for sikkerhed og driftspræcision. For komplekse applikationer, især inden for industrier som automobelsektoren, er udformningen af stanssættet afgørende. Virksomheder som Shaoyi (Ningbo) Metal Technology Co., Ltd. specialiserer sig i at fremstille brugerdefinerede stansningsdies, hvor basisdele er konstrueret til at opfylde de ekstreme krav for produktion af indviklede autodele med høj præcision og lang levetid.
Præcision i bevægelse: Føringsbolte, bukser og hælklodser
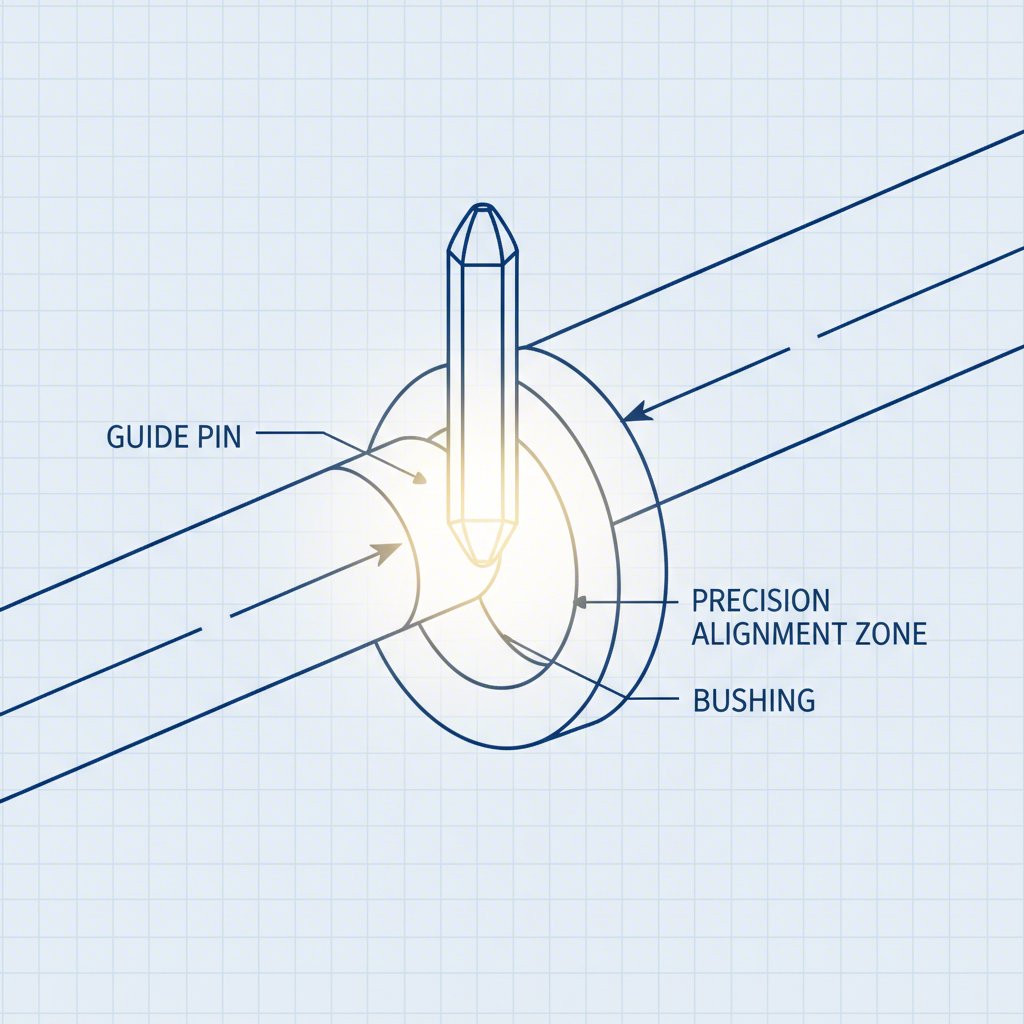
Selvom dieskoene udgør grundlaget, opnås den bemærkelsesværdige præcision i en stansning ved hjælp af dets føringssystem. De primære komponenter, der er ansvarlige for dette, er føringstifler (også kaldet søjler eller førestænger) og førebushinger. Disse elementer arbejder sammen for at sikre, at den øvre og nedre halvdel af dies alignerer perfekt ved hver enkelt slag i pressen, ofte med tolerancer så stramme som 0,0001 tommer. Denne nøjagtige alignering er afgørende for at opretholde den korrekte spalt mellem skærepunkter og diesblokke, hvilket direkte påvirker delenes kvalitet, værktøjsforbrud og dies levetid.
Der findes to hovedtyper af føringstiftssystemer, hvor hver er velegnet til forskellige driftskrav. Det traditionelle valg er friktionsstifte, som er herdede, præcisionsslidte stålstifte, der glider indenfor aluminiums-bronzebushinger. Disse bushinger er ofte forsynet med grafitplugs til selvsmøring for at minimere friktion og slid. Alternativet er et system i kuglelejestil, hvor stifterne løber på en række kuglelejer i en kage. Denne konstruktion reducerer friktionen markant, hvilket tillader højere pressehastigheder uden at generere overmæssig varme, og gør det lettere for teknikere at adskille formhalvdelene til vedligeholdelse.
| Funktion | Friktionsstænger | Kuglelejrepiner |
|---|---|---|
| Friktionsniveau | Højere | Meget lav |
| DRIFTSHASTIGHED | Lav til mellem | Høj |
| Nøjagtighed | God til høj | Meget høj |
| Kost | Nedre | Højere |
I operationer hvor der genereres betydelig tværkraft – for eksempel ved omformning eller kamdrevne værktøjer – kan føringstiften alene være utilstrækkelige til at forhindre udbøjning. I disse tilfælde tilføjes hælklodser. Disse er robuste, præcisionsbearbejdede stålblokke, monteret på begge værktøjssko, som griber ind i hinanden for at optage laterale kræfter. De anvender typisk slidplader fremstillet af forskellige metaller, såsom stål mod aluminiumsbronze, for at undgå fastløb og sikre jævn drift. Det er et kritisk princip i værktøjsdesign, at føringselementer har til formål at justere et korrekt fungerende værktøj, ikke at kompensere for en dårligt vedligeholdt eller ukorrekt justeret pressemembran.
Arbejdssiden: Punscher, Dåseblokke og Fastholdere
De komponenter, der udfører det egentlige arbejde med at skære og forme pladematerialet, er stansen og stansblokken. Stansen er den mandlige komponent, som regel monteret på den øvre stanseskot, og som skubber sig ned i materialet. Stansblokken, eller stanshulen, er den kvindelige komponent, monteret på den nedre sko, og som definerer den endelige form for emnet. Den nøjagtige relation og spalt mellem stansen og stansblokken bestemmer kvaliteten af skæringen eller formningen.
Stans og stansblokke anvendes til en række forskellige operationer, og deres terminologi afspejler deres funktion. For eksempel er en 'blanking'-operation, når det stykke, der stanses ud af pladen, er det ønskede emne, kendt som blanket. Omvendt er en 'piercing'-operation, når stansen skaber et hul i emnet, og det udstansede materiale, kaldet en slug, kasseres som affald. Disse arbejdskomponenter er ansvarlige for mange processer, herunder:
- Blankning: Skæring af emnets ydre profil ud fra pladematerialet.
- Perforering: Oprettelse af indvendige huller eller funktioner i emnet.
- Møntprægning: Anvendelse af højt tryk for at stemple et detaljeret aftryk i metallet.
- Trækning: Udstrækning og formning af plademetal til dybe, koplignende former.
- Bøjning: Formning af materialet langs en lige akse.
For at lette vedligeholdelse og hurtig udskiftning holdes stansninger ofte på plads med fastholdere. En af de mest almindelige typer er kuglelåsefastholderen. Denne enhed bruger et fjederbelastet kugleleje, der klikker ind i en tårformet fordybning på stansenets skaft. Dette system gør, at en stansvedligeholdelsestekniker hurtigt kan fjerne en slidt eller brudt stans og installere en ny, uden at skulle demontere hele stansen, hvilket markant reducerer nedetid. Denne modulære opbygning er en nøglefunktion i moderne og effektiv stansedesign.
Materialestyring og kraftoverførsel: Padder og fjedre
Effektiv håndtering af pladematerialet under en højhastighedsstansoperation er lige så afgørende som selve skæringen og formningen. Dette er opgaven for forskellige polstringer og fjedre i stanssættet. En polstring er en trykbelastet plade, der holder, kontrollerer eller frigør metallet. For eksempel er en frigøringspolstring en fjederbelastet plade, der omgiver skærestemplerne. Når et stempel har gennemboret materialet, får metallens elasticitet det til at gribe fast om stempel; frigøringspolstringen holder materialet nede, så stempel kan trækkes rent ud.
Ved omformningsoperationer anvendes andre typer plader. Trykplader er afgørende ved tømmebøjning, hvor de holder materialet fast mod den nederste diesektion for at sikre en skarp og nøjagtig bøjning. Ved dybtrækning anvendes trækspoler (også kaldet bindere), som udøver kontrolleret tryk på blankens omkreds. Dette tryk er kritisk for regulering af materialestrømmen ind i diespolen. For lavt tryk får materialet til at rynke, mens for højt tryk begrænser strømmen og kan få emnet til at revne eller briste. Disse plader er typisk fastgjort med komponenter som spoler eller skulderskruer, som tillader dem at bevæge sig op og ned, mens de udøver konstant kraft.
Kraften til disse plader levers af fjedre. Valget af fjeder afhænger af kravene til kraft, slaglængde og levetid for anvendelsen. De tre hovedtyper er:
- Spiralfjedre: Fremstillet af fjederstål er disse almindelige, omkostningseffektive og egnede til anvendelser, der kræver moderat kraft.
- Gummi- og polyurethanfjedre: Disse yder et godt aftrækningspres og anvendes ofte i prototype- eller kortløbsværktøj på grund af deres lavere omkostninger.
- Nitrogengasfjedre: Dette er cylindre fyldt med nitrogengas, som kan levere ekstremt høj og konstant kraft gennem hele pressehugget. De har en meget lang levetid og foretrækkes til krævende applikationer såsom dybtrækning.
Ofte stillede spørgsmål
1. Hvad er en stempeldel?
En stanskomponent er enhver enkelt del, der udgør et komplet stansværktøjssæt. Disse komponenter arbejder sammen for at skære eller forme plademetal. Nøgleeksempler inkluderer stansplader (fundamentet), guidestænger og ledninger (til justering), stansnåle og stansblokke (skære/formningsdele), fjedre (til kraft) og aftrækningspuder (til materialekontrol). Hver komponent har en specifik funktion, som er afgørende for stansværktøjets samlede ydelse og præcision.
2. Hvad er komponenterne i trykstøbning?
Selvom det lyder ens, er die casting en anden produktionsproces end die stansning. Die casting indebærer at presse smeltet metal under højt tryk ind i et formhul, kaldet en die eller form. De vigtigste komponenter omfatter de to halvdele af formen (dæksel-formen og udskydnings-formen), et udskydningsstiftssystem til at skubbe den faste del ud, samt forbindelseskanaler eller porter, der leder det smeltede metal ind i hullet. Materialerne, der anvendes, er typisk ikke-jernholdige legeringer som aluminium, zink og magnesium.
3. Hvad er die-sneede komponenter?
Die-sneede komponenter er dele, der fremstilles gennem en proces kaldet diesnitting, som ofte bruges til blødere materialer som papir, plastik, stof eller skum, ud over tynde metaller. 'Die' i denne sammenhæng kan være en skarp, skræddersyet klinge (en stålkantsdie), der presses ned i materialet for at skære en bestemt form, lidt ligesom en koekagerulle. De resulterende produkter anvendes til alt fra emballage og pakninger til elektriske isolatorer og medicinske instrumenter.