 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Els secrets d’una empresa especialitzada en xapa soldada: des de l’acer brut fins a les peces acabades

Què és una empresa especialitzada en soldadura de xapa metàl·lica
Imagineu-vos que necessiteu un suport personalitzat, una carcassa intrincada o un component estructural que simplement no existeix en format prefabricat. On us adreçareu? Aquesta és precisament la funció d’una empresa especialitzada en soldadura de xapa metàl·lica. Aquests fabricants especialitzats transformen el material metàl·lic en brut en components dissenyats amb precisió segons les vostres especificacions exactes, tancant la bretxa entre els conceptes de disseny i la realitat funcional.
Definició dels serveis especialitzats en soldadura de xapa metàl·lica
Una empresa especialitzada en soldadura de xapa metàl·lica es centra en la creació de peces i conjunts metàl·lics personalitzats mitjançant tècniques expertes de soldadura de xapa metàl·lica combinats amb processos de tall, conformació i acabat. A diferència de les instal·lacions de producció en massa que fabriquen articles estandarditzats, aquests especialistes treballen a partir d'arxius CAD, plànols tècnics o descripcions del client per fabricar components únics com ara xassís, accessoris, carcasses i muntatges estructurals.
Què distingeix els fabricants especialitzats?
- Capacitats personalitzades: Cada projecte rep atenció individual, des de la interpretació del disseny fins a la inspecció final
- Experiència en Materials: Coneixement profund del comportament de diverses aliatges durant les operacions de soldadura de xapa metàl·lica, incloent-hi els càlculs de recuperació elàstica (spring-back) i les consideracions sobre la direcció del gra
- Toleràncies de precisió: Mentre que la fabricació general treballa amb toleràncies de ±1/16" a ±1/8", els tallers especialitzats sovint aconsegueixen toleràncies tan ajustades com ±0,005" a ±0,010"
- Certificacions de Qualitat: Sistemes de qualitat documentats que donen suport a sectors regulats com l’aeroespacial, els dispositius mèdics, l’automoció i altres
Aquestes empreses també gestionen tècniques especialitzades com la soldadura de xapa metàl·lica amb nucli fundent per a aplicacions específiques que requereixen una major penetració o condicions de treball en exteriors on no és pràctic utilitzar gas protector.
Per què és important la fabricació de precisió a la indústria
Per què és tan important la precisió? Penseu-hi: els components que no encaixen correctament requereixen modificacions costoses in situ, el que augmenta les despeses de mà d’obra i allarga els terminis del projecte. Les variacions dimensionals poden provocar fallades del producte, reclamacions de garantia i danys a la reputació. Per a sectors que exigeixen toleràncies exactes, uns serveis inadequats de soldadura i xapa metàl·lica de qualitat comporten retards costosos o fins i tot rebuigs absoluts.
Els serveis de soldadura de xapa metàl·lica de qualitat aporten valor mitjançant:
- Reducció dels costos totals del projecte: Eliminació de treballs de refecció i modificacions in situ
- Millora de l’eficiència de muntatge: Els components precisos encaixen bé la primera vegada
- Millora del rendiment del producte: L’exactitud dimensional afecta directament la fiabilitat operativa
- Conformitat reguladora: Traçabilitat completa, control estadístic de processos i documentació de la inspecció del primer article
La inversió en fabricació especialitzada dóna fruits mitjançant una reducció del temps de muntatge, l’eliminació de treballs de repetició i una millora del rendiment del producte. Ja sigui que desenvolupeu dispositius mèdics on la seguretat humana depèn d’una precisió dimensional exacta o que fabriqueu carcasses per a electrònica que requereixen un blindatge EMI precís, col·laborar amb serveis experimentats de soldadura de xapa metàl·lica assegura que els vostres components compleixin les exigents normes que demanen les vostres aplicacions.
Tipus de mètodes de soldadura en la fabricació de xapa metàl·lica
Us heu preguntat mai per què alguns components de xapa metàl·lica presenten unions gairebé invisibles, mentre que d’altres mostren cordons de soldadura molt evidents? La resposta rau en seleccionar el mètode de soldadura adequat per a cada aplicació. Comprendre els tipus de soldadura emprats en la fabricació de xapa metàl·lica us permet comunicar-vos eficaçment amb els fabricants i assegura que els vostres projectes rebin la tècnica d’unió òptima pel que fa a resistència, aspecte i eficiència de costos.
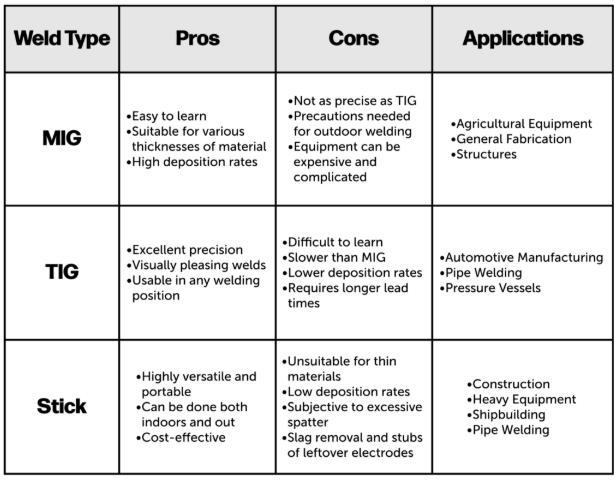
Soldadura MIG per a l'eficiència de la producció
Quan la velocitat de producció és important, la soldadura MIG de xapa metàl·lica es converteix en la opció preferida per als fabricants especialitzats . La soldadura per metall inert (MIG), també anomenada soldadura per arc metàl·lic amb gas (GMAW), utilitza un elèctrode de fil continu que es fon dins de la piscina de soldadura mentre un gas protector inert evita la contaminació atmosfèrica.
Per què és tan popular la soldadura de xapa metàl·lica amb soldador MIG? Tingueu en compte aquests avantatges:
- Temps de soldadura ràpids: L’alimentació contínua de fil permet als soldadors completar les unions ràpidament sense haver d’aturar-se per substituir els elèctrodes
- Compatibilitat versàtil de materials: Funciona excel·lentment amb acer al carboni, acer inoxidable i alumini
- Tècnica més senzilla: Els operaris poden obtenir resultats de qualitat amb menys formació comparat amb altres mètodes
- Funcionament net: La mínima escòria i esquitxos signifiquen una neteja posterior a la soldadura reduïda
La soldadura MIG destaca en la fabricació de carrosseries automobilístiques, la fabricació d’equipaments industrials i els muntatges estructurals on el volum de producció justifica les velocitats de soldadura més ràpides. Per a materials més gruixuts que requereixen una gran penetració, els fabricants recorren de vegades a tècniques de soldadura amb fil flux per a xapa metàl·lica, com ara la soldadura per arc amb fil flux (FCAW), que sovint es pot realitzar a l’exterior sense gas protector extern, cosa que la fa molt versàtil per a diferents entorns.
Soldadura TIG per a aplicacions de precisió
Quan el vostre projecte exigeix una qualitat de soldadura excepcional i una aparença visual impecable, la soldadura TIG per a xapa metàl·lica ofereix resultats inigualables. La soldadura amb tungstè i gas inert (TIG) —tècnicament coneguda com a soldadura per arc amb tungstè i gas (GTAW)— utilitza un elèctrode de tungstè no consumible per crear l’arc, mentre que l’operari alimenta manualment el material d’emplenament segons sigui necessari.
Per què recomanen els fabricants la soldadura TIG per a components crítics? Aquest procés ofereix:
- Precisió i control superiors: Els soldadors poden gestionar amb precisió la calor aplicada, evitant la perforació en materials prims
- Aspecte excepcional de la soldadura: Produeix cordons nets i visualment atractius que sovint no requereixen cap acabat addicional
- Flexibilitat de materials: Treballa una gran varietat de metalls, incloent-hi l'acer inoxidable, l'alumini, el titani i aliatges exòtics
- Sense esquitxades: Crea àrees de treball i components impecables
La soldadura TIG és molt utilitzada en equipaments per al processament d'aliments, on la neteja és fonamental, en tuberies i dipòsits de combustible, sistemes d'escapament i components aeroespacials. Tot i que la soldadura per estoc (stick) en xapa continua sent una opció per a reparacions in situ i aplicacions a l'aire lliure, la precisió de la soldadura TIG la converteix en l'opció preferida per a entorns de taller controlats, on la qualitat té prioritat sobre la velocitat.
Soldadura per punts per a operacions de muntatge
La soldadura per punts de xapa metàl·lica ofereix un enfocament completament diferent: utilitza la resistència elèctrica, en lloc d’un arc, per unir materials. Dos elèctrodes apliquen pressió i corrent elèctric a les fulles metàl·liques superposades, generant prou calor al punt de contacte per fusionar-les.
Aquest mètode ofereix diverses avantatges distintius:
- Velocitat excepcional: Cada soldadura es completa en fraccions de segon
- No es requereixen materials d’emplenament: Redueix els costos de consumibles i elimina les preocupacions relacionades amb la selecció de l’emplenament
- Automatització senzilla: S’integra perfectament en línies de producció robòtiques
- Mínim procés posterior: Les soldadures gairebé no necessiten neteja ni acabat
- Operació més segura: No es necessiten flames obertes ni gasos de protecció
La soldadura per punts domina l’assemblatge de carrosseries automobilístiques, la fabricació d’electrodomèstics i qualsevol aplicació que requereixi la unió ràpida de fulles primes superposades. És la raó per la qual les carrosseries dels vehicles moderns es poden muntar amb milers d’unió consistents i fiables.
Comparació dels mètodes de soldadura per al vostre projecte
Trieu la tècnica de soldadura adequada segons els vostres requisits específics. Un soldador làser per xapa ofereix una precisió excepcional per a components microscòpics i materials sensibles a la calor, mentre que els mètodes tradicionals són adequats per a aplicacions més generals. A continuació es comparen els principals mètodes:
| Mètode | Millors aplicacions | Interval d'espessor del material | Velocitat |
|---|---|---|---|
| Soldadura MIG | Carrosseries automobilístiques, equipaments industrials, muntatges estructurals, fabricació en producció | calibre 24 fins a 1/2" (0,6 mm fins a 12,7 mm) | Ràpid — ideal per a producció en gran volum |
| Soldadura TIG | Components aeroespacials, equipaments per al processament d’aliments, sistemes de combustible, carcasses de precisió | calibre 26 fins a 1/4" (0,5 mm fins a 6,4 mm) | Lent — prioritza la qualitat per sobre de la velocitat |
| Soldadura a Punt | Muntatge d'automòbils, electrodomèstics, carcasses i unions de fulles superposades | calibre 28 fins a 1/8" (0,4 mm fins a 3,2 mm) | Molt ràpid: segons per soldadura |
| Solda per llàser | Dispositius mèdics, electrònica, instruments de precisió i materials sensibles a la calor | calibre 30 fins a 1/8" (0,3 mm fins a 3,2 mm) | Molt ràpid amb distorsió mínima |
| Nucli de flux (FCAW) | Maquinària pesada, construcció exterior i components estructurals gruixuts | calibre 18 fins a 1" (1,2 mm fins a 25,4 mm) | Ràpid amb penetració profunda |
Segons experts de la indústria de la soldadura la soldadura làser opera aproximadament tres a cinc vegades més ràpid que els mètodes tradicionals de soldadura per arc en materials prims, tot produint unions gairebé invisibles amb zones afectades pel calor mínimes. Això la fa ideal per a aplicacions que requereixen tant velocitat com precisió.
La conclusió clau? Trieu el mètode de soldadura segons les prioritats del vostre projecte. Necessiteu una producció ràpida d’estructures d’acer? La soldadura MIG és la vostra opció. Requeriu un acabat impecable en equipaments alimentaris d’acer inoxidable? La soldadura TIG és la resposta. Esteu muntant milers de carcasses idèntiques? La soldadura per punts ofereix una eficiència inigualable. Comprendre aquestes diferències us ajuda a seleccionar un soci de fabricació dotat de les capacitats adequades per a les vostres aplicacions concretes.
Materials manipulats pels especialistes en soldadura de xapa metàl·lica
Quin material hauríeu d’escollir per al vostre següent projecte de fabricació? La resposta depèn dels requisits de la vostra aplicació en termes de resistència, pes, resistència a la corrosió i pressupost. Una empresa especialitzada en soldadura de xapa metàl·lica treballa amb diversos materials, cadascun dels quals ofereix propietats úniques que el fan ideal per a usos específics. Comprendre aquestes opcions us ajuda a prendre decisions informades i a comunicar-vos eficaçment amb el vostre soci de fabricació.
Classes d’acer i les seves aplicacions industrials
L’acer continua sent l’animal de càrrega de la fabricació de xapa metàl·lica , oferint excel·lents relacions resistència-cost en nombroses aplicacions. No obstant això, no tot l’acer és igual. Els fabricants especialitzats treballen amb diverses categories diferenciades:
- Acer laminat en calent: Format a altes temperatures, aquest material ofereix flexibilitat i treballabilitat a un cost inferior. És ideal per a components estructurals, bastidors i aplicacions on l’acabat superficial no és crític
- Acer laminat a fred: Processat a temperatura ambient per obtenir productes més resistents i amb una major precisió dimensional: ideal per a la construcció d’edificis comercials i sistemes d’emmagatzematge
- Acer Galvanitzat: Fulls d’acer normals revestits de zinc per a resistència a la corrosió, habitualment utilitzats en construcció, automoció, telecomunicacions i indústries eòlica i solar
Quan es tracta de soldar fulls metàl·lics galvanitzats, els fabricants s’enfronten a reptes especials. Es pot soldar amb èxit full metallígalvanitzat? Absolutament, però cal coneixement especialitzat. El revestiment de zinc pot comprometre la penetració de la soldadura i provocar porositat a la unió acabada. Els soldadors experimentats solen eliminar el revestiment de zinc de la zona immediata de soldadura i, després d’acabar la soldadura, realitzen una nova galvanització per restaurar la protecció contra la corrosió.
La soldadura MIG de fulls metàl·lics galvanitzats també planteja consideracions de salut. Segons experts en seguretat en la fabricació de metalls el zinc s'evapora durant la soldadura, generant fums d'òxid de zinc que poden causar la «festa dels fums metàl·lics» — símptomes semblants a la grip, com nàusees, mal de cap i escalfor. A més, petites quantitats de plom presents en els recobriments galvanitzats poden evaporar-se, provocant potencialment problemes de salut a llarg termini. Una ventilació adequada, l’ús de respiradors i una formació en seguretat són essencials per a les operacions de soldadura de xapa galvanitzada.
Aplicacions d'alumini i de metalls lleugers
Quan el pes és un factor clau, l'alumini ofereix un rendiment excepcional. Amb un pes d’aproximadament un terç del de l’acer, l’alumini s’ha convertit en indispensable en múltiples sectors industrials. La xapa metàl·lica per a projectes de soldadura sovint inclou alumini quan les aplicacions requereixen:
- Reducció del pes dels components: Crític per a aplicacions aeroespacials, automotrius i de transport, on cada lliura afecta l’eficiència energètica
- Resistència natural a la corrosió: L’alumini forma una capa protectora d’òxid que el protegeix contra la degradació ambiental
- Excel·lent conductivitat tèrmica i elèctrica: El fa ideal per a intercanviadors de calor, carcasses d'electrònica i components elèctrics
- Reciclabilitat: L'alumini es pot reciclar repetidament sense perdre les seves propietats, cosa que contribueix a assolir objectius de sostenibilitat
Segons les guies de materials industrials, la resistència a la tracció de l'alumini varia entre 40 i 690+ MPa segons la composició de l'aliatge, i l'addició d'aliatges augmenta significativament les característiques de resistència. Els fabricants d'aliments i begudes confien en l'alumini per a l'envasament, mentre que els fabricants de vehicles l'utilitzen àmpliament per a les cobertes del cos per reduir el pes total.
Soldar alumini requereix tècniques diferents de les utilitzades per a l'acer. Com assenyalen soldadors professionals , l'alumini té un punt de fusió més baix i condueix la calor ràpidament, cosa que exigeix un control precís durant les operacions de soldadura. La soldadura TIG sol donar els millors resultats en alumini, tot i que la soldadura MIG funciona bé per a seccions més gruixudes i en entorns de producció.
Acero inoxidable per a la resistència a la corrosió
Quan la vostra aplicació exigeix alhora resistència i una excel·lent resistència a la corrosió, l’acer inoxidable es converteix en el material preferit. El seu contingut de crom crea una capa d’òxid autorregenerativa que protegeix contra la rovellada i l’atac químic. Els fabricants especialitzats treballen habitualment amb aquests tipus d’acer inoxidable:
- Austènitiques (sèrie 300): El tipus més comú, que ofereix una excel·lent resistència a la corrosió i bon treballabilitat — ideal per a equips de processament d’aliments, dispositius mèdics i aplicacions arquitectòniques
- Ferrítiques (sèrie 400): Magnètic, amb bona resistència a la corrosió i a un cost inferior — adequat per a elements decoratius d’automòbils i electrodomèstics
- Martensític: Tractable tèrmicament per assolir una elevada duresa — utilitzat en eines de tall i instruments quirúrgics
L'acer inoxidable destaca en entorns on la higiene és fonamental. Les cuines comercials, les instal·lacions farmacèutiques i les plantes de processament d'aliments confien en la seva superfície no porosa, que resisteix el creixement bacterià i es neteja fàcilment. Aquest material també aporta un atractiu estètic gràcies al seu acabat brillant i modern, el que el fa molt popular per a elements arquitectònics visibles i aparells domèstics.
Tot i que l'acer inoxidable sol ser més car que l'acer al carboni o l'alumini, la seva durabilitat sovint permet estalviar a llarg termini gràcies a una menor necessitat de manteniment i a una vida útil més prolongada.
Coure i metalls especials
A més dels materials principals, els fabricants especialitzats també treballen amb coure i altres metalls per a aplicacions concretes:
- Coure: Ofereix una conductivitat elèctrica i tèrmica excepcional, el que el fa essencial per a cables, electrònica, components de canoneries i aplicacions decoratives. Les làmines de coure no contenen prou ferro per oxidar-se i es tornen més resistents quan s'aliacen amb altres elements.
- Llauna i bronze: Aliatges de coure que ofereixen qualitats estètiques úniques, a més d'una resistència a la corrosió per a components marins, elements decoratius i instruments musicals
- Titani: Relació excepcional entre resistència i pes, amb una excel·lent resistència a la corrosió per a aplicacions aeroespacials, implants mèdics i aplicacions d'alt rendiment
Cada material requereix paràmetres de soldadura específics, materials d’emplenament i procediments de manipulació. Treballar amb un soci experimentat en fabricació assegura que la vostra selecció de material s’adequi tant als vostres requisits de rendiment com a la viabilitat de fabricació, establint així les bases per a resultats exitosos del projecte en qualsevol àmbit industrial.

Indústries ateses pels fabricants especialitzats de xapa metàl·lica
Qui necessita realment les capacitats d’una empresa especialitzada en xapa estampada i soldada? La resposta podria sorprendre-vos. Des del vehicle que conduïu fins a l’edifici on treballeu, la fabricació de xapa i la soldadura afecten gairebé tots els àmbits de la vida moderna. Comprendre quins sectors industrials depenen d’aquests serveis us ajuda a reconèixer l’expertesa i l’equipament especialitzat que el vostre proveïdor de fabricació necessita per oferir resultats de qualitat per a la vostra aplicació concreta.
Components per a automoció i transport
El sector automobilístic representa un dels principals consumidors de serveis de fabricació i soldadura de xapa. Segons experts del sector , la fabricació moderna de xapa per a l’automoció ha evolucionat més enllà de la simple estampació i soldadura, convertint-se en una disciplina orientada a la precisió que implica innovacions en ciència dels materials i domini de la simulació digital.
Quins components requereix aquest sector? La llista és molt extensa:
- Components del xassís: Rels de bastidor, travessers i conjunts de subbastidor que formen l'esquena estructural del vehicle
- Parts de suspensió: Braços de comandament, suports i plaques de muntatge que requereixen toleràncies precises per a una alineació adequada
- Conjunts estructurals: Pilars A, pilars B, llindes i sòls que proporcionen protecció en cas de xoc
- Panells de la carrosseria: Capots, ales, portes, panells laterals i sostres que defineixen l’estètica del vehicle
- Carcasses de bateries: Components essencials per a vehicles elèctrics que funcionen com a elements estructurals portants del xassís, nuclis de gestió tèrmica i estructures de seguretat
Trobar el millor soldador per a xapes de carroceria requereix entendre que les aplicacions automotrius exigeixen tant resistència com precisió. Molts fabricants utilitzen tècniques híbrides d’unió —combinant soldadura per punts, soldadura làser, remaquinats autoperforants i adhesius estructurals— per adaptar-se a la construcció amb materials mixtos. En considerar el millor soldador per a projectes de xapa de carroceria automotriu, cal buscar capacitats tant en soldadura per resistència tradicional com en tècniques avançades com la soldadura làser remota, que assolix velocitats aproximadament cinc vegades superiors a les de la soldadura per punts convencional.
Fabricació d'equips industrials
L'equipament pesat, les màquines i els sistemes industrials depenen molt de l'expertesa en soldadura i xapa metàl·lica. Aquestes aplicacions sovint requereixen una integritat estructural robusta combinada amb una precisió dimensional exacta.
Els fabricants d'equipaments industrials confien en fabricants especialitzats per a:
- Envoltoris i proteccions de màquines: Envoltoris protectors que protegeixen els operaris de les parts en moviment, alhora que permeten l'accés per a la manteniment
- Armaries de control i envoltoris elèctrics: Envoltoris de precisió que proporcionen blindatge contra interferències electromagnètiques (EMI) i protecció ambiental per a electrònica sensible
- Sistemes de transportadors: Canals, tolles i estructures portants per a operacions de manipulació de materials
- Equip agrícola: Components d'implementos, parts de la carrosseria dels tractors i sistemes d'emmagatzematge
- Components de climatització: Xemeneies, caixes de distribució d'aire i unitats de tractament d'aire per al control climàtic comercial i industrial
- Carcasses per a equips mèdics: Xassis i envoltoris per a màquines de diagnòstic complexes, instruments quirúrgics i infraestructura hospitalària
Segons fonts de la indústria manufacturera, molts dispositius mèdics —des de màquines complexes fins a eines quirúrgiques— es fabriquen amb xapa metàl·lica. Les instruments quirúrgics metàl·lics es poden fabricar amb dimensions precises i demanar-se en quantitats determinades, assegurant que els hospitals mai tinguin manca d’eines crítiques.
Aplicacions Arquitectòniques i de Construcció
La indústria de la construcció ha adoptat les soldadures de xapa metàl·lica com a elements essencials tant en aplicacions estructurals com decoratives. La fabricació de xapa metàl·lica ofereix la resistència, la durabilitat i l’adaptabilitat que exigeix l’arquitectura moderna.
Les aplicacions en construcció inclouen:
- Components Estructurals: Columnes de suport, estructures modulars, desguassos de sòl, reixes, canals amb brancals i passarel·les industrials
- Sistemes de teulat: Panells metàl·lics, elements de protecció (flashings), canalons i components de drenatge
- Elements de façana: Panells decoratius, pantalles solars i porxos resistents a les intempèries
- Elements interiors: Sistemes de baranes, fusteries, agulles i panells decoratius personalitzats
- Infraestructura: Components estructurals de ponts, carcasses per a equips de telecomunicacions i recobriments per a instal·lacions utilities
Com assenyalen els especialistes en construcció, els arquitectes i dissenyadors utilitzen la fabricació de xapa per afegir elements que no només ofereixen protecció, sinó que també milloren l’atractiu visual. La capacitat del material per formar-se en formes complexes mantenint alhora la seva integritat estructural el fa inestimable tant per a aplicacions funcionals com estètiques.
Altres indústries que requereixen fabricació especialitzada
Més enllà d’aquests sectors principals, els fabricants especialitzats donen servei a nombroses altres indústries:
- Aeronàutica: Components d’aeronaus i naus espacials que exigeixen toleràncies ajustades i materials exòtics com el titani i aliatges d’alumini especialitzats
- Electrònica: Xassís, armaris i panells amb requisits específics de dissipació tèrmica, blindatge electromagnètic i estètica
- Processament d'aliments: Equipaments d’acer inoxidable que requereixen soldadures sanitàries i superfícies resistents al creixement bacterià
- Electrodomèstics: Closques i components estructurals interns per a refrigeradors, rentadores, condicionadors d’aire i altres aparells domèstics
- Fabricació de Mobles: Potes de taula metàl·liques, respatllers de cadira i elements decoratius que combinen durabilitat amb estètica moderna
- Automatització i robòtica: Components i peces duradores per a maquinària i eines especialitzades
Cada sector industrial planteja requisits específics: des de la resistència a la corrosió exigida en aplicacions marines fins als estàndards de biocompatibilitat necessaris per als implants mèdics. Un fabricant especialitzat qualificat coneix aquestes necessitats diverses i manté les certificacions, l’equipament i l’expertesa per satisfer les necessitats dels clients més variades. Aquesta diversitat industrial també explica per què triar el fabricant adequat —un que tingui experiència en el vostre sector concret— és tan important per al èxit del projecte.
El procés de fabricació personalitzada explicat
Així que heu identificat una empresa especialitzada en xapa soldada amb les capacitats adequades per al vostre projecte. Què passa a continuació? Comprendre el flux de treball de fabricació us ajuda a establir expectatives realistes, preparar la documentació adequada i comunicar-vos eficaçment amb el vostre soci fabricant durant tot el procés. Des de la consulta inicial fins a la lliurament final, això és el que podeu esperar a cada etapa.
Revisió del disseny i anàlisi DFM
Cada projecte exitós comença amb una revisió exhaustiva del disseny. Quan envieu els vostres fitxers CAD, dibuixos tècnics o esbossos conceptuals, l’equip d’enginyeria del fabricant avalua el vostre disseny des del punt de vista de la fabricabilitat, sovint anomenada anàlisi DFM.
Què analitza aquesta revisió? Segons especialistes en xapa estampada de precisió, una anàlisi DFM adequada té en compte la formabilitat del material, les capacitats de les màquines, el temps d’entrega i l’optimització de costos. Tanmateix, aquí hi ha un secret comercial: si voleu peces d’alta qualitat amb un temps de resposta ràpid, comprendre el DFM no n’és prou. Lliurar els vostres models CAD a un taller especialitzat en xapa estampada de precisió el més aviat possible permet que la seva experiència influenciï les vostres decisions de disseny.
Durant aquesta fase, cal esperar que el vostre soci de fabricació resolgui:
- Selecció de material: Recomanació de materials òptims segons els requisits de l’aplicació i el pressupost
- Avaluació de toleràncies: Identificació de dimensions que podrien necessitar ajustos per garantir una fabricació fiable
- Optimització dels radis de doblegat: Assegurament que les especificacions de doblegat coincideixin amb les propietats del material i les eines disponibles
- Consideracions sobre la soldadura: Consells sobre com soldar xapa metàl·lica amb un soldador MIG o altres mètodes adequats per al vostre muntatge
- Oportunitats de reducció de costos: Suggerir modificacions de disseny que redueixin la complexitat de fabricació sense comprometre la funció
Aquest enfocament col·laboratiu evita ordres de canvi costoses i treballs de revisió posteriors. Com assenyalen experts del sector, el vostre fabricant de xapa metàl·lica necessita una certa flexibilitat per prendre les millors decisions pel vostre projecte, tant en què fa als materials com a l’enfocament.
Prototipatge i producció de mostres
Un cop finalitzada l’optimització del disseny, la majoria de projectes passen a la fase de prototipatge. Aquesta fase crítica us permet validar físicament el vostre disseny abans de comprometre-vos amb volums de producció.
Quins mètodes de prototipatge utilitzen els fabricants especialitzats? Segons les guies de processos de fabricació metàl·lica, els mètodes habituals inclouen:
- Freshing CNC: Ofereix precisió, versatilitat i un temps de resposta ràpid: ideal per crear peces amb toleràncies ajustades i geometries complexes
- Prototipatge en xapa metàl·lica: S’utilitza per a carcasses, panells i components que requereixen operacions de doblegat i conformació
- Tall làser amb conformació manual: Proporciona capacitats d’iteració ràpida per a la validació inicial del concepte
Els prototips serveixen múltiples finalitats més enllà de la simple comprovació d’ajust. Permeten fer proves funcionals, ajuden a identificar la millor manera de soldar conjunts de xapa metàl·lica i posen de manifest possibles problemes abans que es converteixin en costosos problemes de producció. Molts clients realitzen dues o tres iteracions de prototips abans d’aprovar la producció, i aquesta inversió sol compensar-se moltes vegades per la prevenció d’errors en servei.
Producció i muntatge
Un cop aprovats els prototips, comença la producció. La seqüència de fabricació segueix normalment aquest flux:
- Adquisició de materials: Sol·licitud dels materials especificats amb les certificacions requerides i els informes d’assaig d’acereria
- Operacions de tall: Tall per làser, tall per jet d’aigua o cisellat de fulles brutes per obtenir les peces components
- Operacions de conformació: Doblegat amb premsa de frenat CNC, estampat o conformació per laminació per crear formes tridimensionals
- Soldadura i unió: Aplicació de les tècniques adequades de soldadura i tall de xapa metàl·lica segons els requisits del material i de l’aplicació
- Acabat de Superfície: Esmerilat, polit, sorollat o recobriment en pols per assolir l’aspecte i la protecció especificats
- Muntatge: Muntatge de maquinari, fixadors i integració de subcomponents en muntatges complets
Durant tota la producció, espereu comunicacions regulars del vostre proveïdor de fabricació. Les empreses de qualitat proporcionen actualitzacions d’estat en fites clau i us alerten immediatament si sorgeix cap problema que pugui afectar els terminis d’entrega o les especificacions.
Control de Qualitat i Certificació
Abans que cap peça sigui enviada, un control de qualitat exhaustiu assegura que compleixi les vostres especificacions. Segons experts en gestió de la qualitat , una assegurament eficaç de la qualitat inclou una inspecció minuciosa dels materials purs, el seguiment durant el procés, la verificació dimensional i les proves posteriors a la fabricació.
Quins mètodes d’inspecció heu d’esperar?
- Inspecció visual: Examinació de soldadures, superfícies i conjunt de l’obra per detectar defectes
- Verificació dimensional: Ús de peu de rei, micròmetres, màquines de mesura per coordenades (CMM) i passadors de calibratge per confirmar les dimensions crítiques
- Inspecció del primer article: Documentació exhaustiva de les peces de producció inicial contra tots els requisits del plànol
- Proves Funcionals: Verificació que els muntatges funcionin com s’espera en condicions reals d’ús
- Assaigs no destructius: Mètodes com la inspecció amb penetrant colorant o l’inspecció ultrasònica per verificar la integritat de les soldadures crítiques
Per a sectors regulats, el vostre fabricant hauria de proporcionar paquets de documentació complets, incloent certificats de materials, informes d’inspecció i certificats de conformitat. Treballar amb fabricants experimentats que coneguin bé la tècnica de soldadura MIG en xapa metàl·lica i els codis aplicables assegura que els vostres components compleixin des del principi les normes del sector.
Expectatives de terminis i comunicació
Quant de temps cal esperar que duri el procés? Els terminis varien significativament segons la complexitat del projecte, però aquí teniu un marc general:
| Fase del projecte | Durada típica | Els principals resultats |
|---|---|---|
| Pressupostos | 24-72 hores | Desglossament detallat dels costos i estimació del temps d’entrega |
| Ressenya DFM | 2-5 dies laborables | Retroalimentació tècnica i suggeriments per optimitzar el disseny |
| Prototipat | 5-15 dies laborables | Mostres físiques per a la validació i les proves |
| Producció | 2 a 6 setmanes | Components acabats que compleixen totes les especificacions |
| Inspecció Final | 1-3 dies laborables | Documentació de qualitat i preparació de l’embarcament |
Les preferències de comunicació s’han d’establir des del principi. La millor soldadura per a projectes de xapa metàl·lica prové de col·laboracions en què ambdós parts mantenen un diàleg obert durant tot el procés. Espereu que el vostre fabricant us informi de forma proactiva sobre la disponibilitat de materials, l’evolució de la producció i qualsevol aclariment necessari del disseny.
Comprendre aquest flux de treball us permet proporcionar la informació adequada des del principi, anticipar els punts de decisió i planificar-ne els vostres terminis en conseqüència. Però quins equips i tècniques fan realment possible una soldadura de qualitat en xapa metàl·lica? Això és exactament el que dominen els fabricants especialitzats, i comprendre les seves capacitats us ajuda a avaluar possibles socis de fabricació.

Equips i tècniques per a soldadures de qualitat en xapa metàl·lica
Heu seleccionat el vostre soci de fabricació i enteneu el procés, però què és, realment, el que fa la diferència entre una soldadura mediocre i una altra que funciona perfectament durant anys? La resposta rau en la selecció adequada de l’equipament i en la dominació de la tècnica. Sigui que estigueu avaluant una empresa especialitzada en soldadura de xapa metàl·lica o que estigueu muntant la vostra pròpia botiga, comprendre aquests fonaments us ajuda a reconèixer una feina de qualitat i a comunicar de forma eficaç les vostres expectatives.
Selecció del soldador adequat per al vostre material
Trieu el millor soldador per a xapa metàl·lica depenent de diversos factors: tipus de material, gruix, volum de producció i qualitat de soldadura requerida. A continuació, es detallen els aspectes que tenen en compte els fabricants experimentats quan associen l’equipament amb les aplicacions:
- Per a acer carboni fi (calibre 24 i inferior): Un soldador MIG per a xapa metàl·lica amb tensió i velocitat de fil ajustables ofereix el control necessari per evitar la perforació. Busqueu màquines que garanteixin inici d’arc suau i alimentació constant del fil.
- Per a l'acer inoxidable: Els soldadors TIG ofereixen la precisió i el control de la calor necessaris per a soldadures netes i resistents a la corrosió sense comprometre les propietats del material
- Per a l'alumini: Equip MIG especialitzat amb pistoles de carret o sistemes d'empenta-tracció, o soldadors TIG de corrent altern dissenyats per a les característiques úniques de l'alumini
- Per a la producció en gran volum: Sistemes automàtics o semiautomàtics que mantenen paràmetres constants en milers de soldadures
La selecció del diàmetre del fil influeix significativament en la qualitat de la soldadura sobre xapa. Segons les directrius de soldadura de Miller Electric, cal fer coincidir el diàmetre del fil amb l’interval d’amperatge:
- fil de 0,023 polzades: 30-130 A — ideal per a materials prims
- fil de 0,030 polzades: 40-145 A — versàtil per a calibres lleugers a mitjans
- fil de 0,035 polzades: 50–180 A — adequat per a treballs de gruix mitjà
- fil de 0,045 polzades: 75–250 A — adequat per a materials més gruixudes
Quan es treballa amb varilles de soldadura per a xapes per a aplicacions TIG, el material d’emplenament sol coincidir normalment amb la composició del metall base. Per a aplicacions crítiques, consulteu les recomanacions del vostre proveïdor de materials per assegurar la compatibilitat metal·lúrgica.
Selecció del gas per a resultats òptims
El gas de protecció afecta profundament la qualitat de la soldadura, la penetració i l’aspecte. Trobar el millor gas per a la soldadura MIG de xapes requereix entendre com actuen les diferents barreges sobre diversos materials.
Segons guies industrials sobre gasos de protecció , això és el que funciona millor:
| Material | Gruix | Gas recomanat | Avantatges |
|---|---|---|---|
| Acer al carboni | Fins a calibre 14 | 92 % d'argó / 8 % de CO₂ | Bon pas de soldadura i control de la deformació |
| Acer al carboni | calibre 14 – 1/8" | 75 % d'argó / 25 % de CO₂ | Velocitats de soldadura elevades, mínima deformació i esquitxament |
| Acer inoxidable | Tots els calibres | 92 % d'argó / 8 % de CO₂ | Bon control quan la resistència a la corrosió no és crítica |
| Alumini | Fins a 3/8" | 100 % d'argó | Millor transferència de metall, estabilitat de l'arc i esquitxament mínim |
Per què és tan important triar el millor gas per soldar xapa metàl·lica? Una mescla inadequada pot provocar un esquitxament excessiu, una penetració deficient o porositat que debiliti la unió. El CO₂ pur ofereix una penetració profunda, però genera més esquitxament: és acceptable per a treballs estructurals ocults de la vista, però problemàtic per a components visibles que requereixen acabats nets.
Prevenció de torsió i distorsió
La deformació representa un dels reptes més frustrants en la soldadura de xapa metàl·lica. Comprendre’n les causes us ajuda a prevenir-la. Segons especialistes en fabricació de xapes metàl·liques, diversos factors contribueixen a la distorsió:
- Propietats del material: La conductivitat tèrmica, el coeficient d’expansió tèrmica i la resistència a la deformació influeixen tots en la manera com el metall respon a la calor de la soldadura
- Entrada de calor: L’escalfament o refredament ràpid o no uniforme introdueix tensions tèrmiques que desplacen el material de la seva forma original
- Forces mecàniques: Una fixació inadequada o un suport insuficient permet que el material es mogui durant la soldadura
Les tècniques eficients de gestió de la calor inclouen:
- Soldadura per punts (stitch welding): Realitzar soldadures curtes amb períodes de refrigeració entre passes, en lloc de cordons continus
- Soldadura per passos enrere (back-stepping): Soldar en segments que avancen en direcció contrària a la direcció general de la soldadura
- Soldadura equilibrada: Alternar els costats en muntatges simètrics per igualar les tensions tèrmiques
- Disipadors de calor: Utilització de barres de suport de coure o d'alumini per extreure la calor dels materials prims
- Amperatge controlat: Utilització de la quantitat mínima de calor necessària per a una penetració adequada
Tal com indiquen les guies de paràmetres de soldadura, desplaçar-se massa lentament introdueix una calor excessiva, cosa que provoca cordons de soldadura massa amplis i una penetració deficient; en materials més prims, això també provoca perforacions. Trobar la velocitat de desplaçament adequada equilibra la penetració amb la gestió de la calor.
Pinces i dispositius de fixació essencials
Les pinces i els dispositius de fixació de qualitat per a la soldadura de xapa fan la diferència entre lluitar contra la peça de treball i controlar-la completament. Una fixació adequada compleix diverses funcions:
- Manté l’alineació: Manté els components en la posició correcta durant tot el procés de soldadura
- Resisteix la deformació: Contraresta les tensions tèrmiques que, d’altra manera, desplaçarien les peces de la seva forma original
- Millora la coherència: Garanteix resultats repetibles en totes les sèries de producció
- Millora la seguretat: Evita el moviment de la peça que podria causar lesions o defectes en les soldadures
Pinces de soldadura recomanades per a xapa metàl·lica, organitzades per aplicació:
- Per a posicionament general: Pinces en forma de C amb blocatge i coixinets giratoris que s’adapten a superfícies irregulars
- Per a soldadura de vores: Pinces de tipus Kantoor que subjecten al llarg del cantell de la xapa sense interferir en l’accés a la soldadura
- Per a unions a copa: Quadrats magnètics i escaires de sujeció que mantenen una alineació precisa
- Per a treballs amb xapes: Sistemes de sujeció intergrip o per a xapes específicament dissenyats per a aplicacions en carroceria d’automòbils i similars
- Per a les sèries de producció: Fixacions personalitzades amb suports de palanca que permeten una càrrega i descàrrega ràpides
Segons les millors pràctiques de fabricació, assegureu-vos que els components de xapa metàl·lica estiguin fermament subjectes o fixats durant les operacions: això estabilitza el material i evita el moviment o la deformació causada per les forces de soldadura. Utilitzeu pinces, plantilles o fixacions adequades per garantir una distribució uniforme de la pressió.
Els sistemes de suport són igualment importants. Aplicau un suport eficaç per minimitzar la deformació: això pot incloure l’ús de blocs de suport, topalls posteriors o mandrins durant les operacions de doblegat o conformació que precedeixen la soldadura. Un suport adequat distribueix les forces i redueix la probabilitat de deformació abans fins i tot de començar la soldadura.
Comprendre aquests fonaments d’equipament i tècnica us proporciona el vocabulari necessari per parlar d’expectatives de qualitat amb els fabricants. Però què passa quan les coses no surten perfectes? Fins i tot els soldadors experimentats es troben amb reptes; saber com resolen els professionals els problemes habituals us ajuda a reconèixer socis competents i solucions realistes.
Superar els reptes habituals en la soldadura de xapa metàl·lica
Fins i tot els soldadors més experimentats es troben amb problemes quan treballen amb materials prims. La perforació, la deformació i els defectes poc estètics poden fer trontollar projectes i frustrar tant als fabricants com als clients. Comprendre com aborden aquests reptes els professionals us ajuda a reconèixer una bona execució i a establir expectatives realistes quan col·laboreu amb una companyia especialitzada en soldadura de xapa metàl·lica. Explorarem els problemes més habituals i les seves solucions contrastades.
Gestionar la calor aplicada en materials prims
Per què soldar làmines metàl·liques primes causa tants maldecaps? La resposta es basa en la física. Els materials prims —normalment d’1/8 de polzada o menys— absorbeixen la calor ràpidament, però tenen una massa mínima per dissipar-la. Això crea una finestra molt estreta entre aconseguir una fusió adequada i fondre completament la peça de treball.
Segons guies professionals de soldadura , la millor manera de soldar làmines metàl·liques primes implica diverses estratègies clau:
- Configuracions d’amperatge més baixes: La majoria de soldadures TIG en metalls prims es realitzen a 50 amperes o menys, amb algunes aplicacions que requereixen només 5-10 amperes
- Velocitats de desplaçament més elevades: Desplaçar-se massa lentament permet que la calor s’acumuli, augmentant dràsticament el risc de perforació
- Consumibles més petits: Utilitzar fil de 0,023 a 0,030 polzades per a la soldadura MIG redueix la potència tèrmica respecte als fils de diàmetre més gran
- Modes de soldadura per impulsos: Alternar entre impulsos de corrent alta i baixa permet que la piscina de soldadura es refredïsca lleugerament entre els pics
I què passa amb la soldadura per arc específicament en xapes fines? Aquesta tècnica requereix un control exceptional de l'arc. Inicieu l'arc sobre material més gruixut, sempre que sigui possible, i després desplaceu-vos ràpidament cap a la secció més fina. Aquest enfocament us ajuda a establir l'arc sense escalfar immediatament les zones delicades.
La soldadura intermitent ofereix una altra solució eficaç. En lloc de fer cordons continus, els soldadors experimentats realitzen petites puntes amb períodes de refrigeració entre passes. Això evita que la calor s’acumuli en àrees concentrades, tot i que encara s’aconsegueix una penetració completa de la unió.
Resolució de la deformació després de la soldadura
Aleshores, què passa quan es produeix una deformació malgrat els vostres millors esforços preventius? No patiu: els fabricants professionals han desenvolupat mètodes fiables per corregir la deformació de xapes metàl·liques causada per operacions de soldadura.
En primer lloc, cal entendre per què es produeix la deformació. Quan es solda, la zona escalfada s’expandeix mentre el metall fred circumdant resisteix aquesta expansió. A mesura que la soldadura es refreda i es contrau, estira el material circumdant, provocant distorsió. Com més fi sigui el material, més pronunciat serà aquest efecte.
Les tècniques de correcció inclouen:
- Endreçament mecànic: Utilitzar martells, suports i eines de planxat per treballar amb cura el metall i tornar-lo a posicionar correctament
- Reducció tèrmica: Aplicar estratègicament calor a les zones estirades provoca una contracció controlada que contraresta la deformació
- Rellevament de tensions: Cicles controlats d’escalfament i refredament lent poden relaxar les tensions internes que causen la distorsió
- Planaxat: Un treball lleuger amb martell que estira el metall en àrees concretes per contrarestar la contracció provocada per la soldadura
La prevenció continua sent més fàcil que la correcció. Segons especialistes en soldadura, la implementació de dissipadors tèrmics, com barres d’alumini o coure fixades a prop de la zona de soldadura, ajuda a dissipar ràpidament la calor. Per peces més grans, les plaques refrigerades per aigua ofereixen una gestió tèrmica encara més eficaç.
La clau? Controlar la temperatura durant tot el procés de soldadura. Utilitzeu llapis indicadors de temperatura o termòmetres infrarojos per fer un seguiment de les temperatures entre passes. Mantenir temperatures inferiors entre passes en materials prims evita l’acumulació progressiva de calor que provoca deformacions greus.
Tancament de forats i reparació de defectes
Ja sigui que estigueu tancant forats de muntatge obsolets o reparant perforacions accidentals, soldar forats en xapa requereix tècniques específiques que difereixen de la soldadura estàndard de juntes.
Per a forats petits de menys d’1/4 de polzada, guies professionals de reparació de carroceria es recomana fer servir una barra de suport de coure. Fixeu la barra de coure darrere del forat: absorbeix la calor de la soldadura i proporciona una superfície sobre la qual construir. El fil de soldadura MIG no s’enganxarà al coure, cosa que us donarà una superfície interior neta en lloc d’una massa feia que sobresurti per la part posterior.
Per a forats més grans, necessitareu discos de reparació o plaques de reemplaçament tallades a mida:
- Mida adequada de la peça de reparació: Talleu les peces de reparació lleugerament més petites que el forat per permetre una fusió completa al voltant del perímetre
- Col·locació estratègica: Col·locar les peces de reparació lleugerament encoixinades permet fer servir la rectificadora per igualar les soldadures sense crear àrees elevades
- Fixació preliminar: Col·loqueu les primeres fixacions en punts oposats (separats 180 graus) per mantenir la peça de reparació en posició
- Soldadura per puntades: Completeu la soldadura fent servir puntades curtes alternades al voltant de la peça de reparació per distribuir la calor uniformement
Per soldar forats en xapa metàl·lica amb èxit, la tècnica adequada és més important que l’equipament car. Inicieu l’arc sobre el material de la peça de reparació més gruixuda i després allunyeu-lo ràpidament cap al metall base més fi. Aquesta tècnica permet controlar la calor sobre el material més vulnerable. Observeu l’anell blavós característic de calor al metall base: com més petit sigui aquest anell, menys deformació patireu.
La perforació durant la reparació de forats, de fet, ensenya lliçons valuoses. Com assenyalen els fabricants experimentats, la perforació us obliga a desenvolupar habilitats de recuperació i posa de manifest problemes ocults, com ara el material debilitat per la rovellada, que de totes maneres no es soldaria correctament.
Després d’acabar les reparacions, esmerileu les soldadures amb cura fent servir discs de llana en comptes de molses d’esmerilatge agressives. Els discs de llana eliminen el material de forma més gradual i introdueixen menys calor, cosa essencial per mantenir la integritat de la vostra reparació. Quin és l’objectiu? Una superfície llisa que només necessiti una quantitat mínima de massa de replegat o treball final.
Aquestes habilitats de resolució de problemes distingeixen el treball d’aficionats dels resultats professionals. Tanmateix, saber com resoldre problemes és només un dels factors a tenir en compte a l’hora d’escollir un soci de fabricació. Comprendre quines certificacions, capacitats i normes de servei cal buscar assegura que els vostres projectes rebin l’expertesa que mereixen.

Trieu el soci adequat de fabricació de xapa metàl·lica
Ja heu après sobre mètodes de soldadura, materials i tècniques de resolució de problemes, però com es troba, realment, un soci de fabricació capaç de complir amb els requisits del vostre projecte? Escollir el soldador de xapa metàl·lica adequat no es tracta només de trobar algú que disposi d’equipament. Es tracta d’identificar un soci amb les certificacions, les capacitats i el compromís amb la qualitat que exigeixen les vostres aplicacions. Explorarem els criteris essencials d’avaluació que distingeixen els fabricants excepcionals dels fabricants mitjans.
Certificacions i normes de qualitat a tenir en compte
Podeu soldar xapa metàl·lica segons normes exigents sense sistemes de qualitat documentats? Tècnicament, sí—però demostrar-ho als clients, als auditores i als reguladors esdevé gairebé impossible. Les certificacions proporcionen una prova objectiva que un fabricant manté els processos, la formació i els controls de qualitat necessaris per obtenir resultats constants.
A continuació es detallen les principals certificacions a avaluar:
- ISO 9001:2015: L’estàndard fonamental de gestió de la qualitat que estableix processos sistemàtics per garantir una qualitat constant dels productes—essencial per a qualsevol fabricant serios
- IATF 16949:2016: Essencial per a aplicacions automotrius, aquesta certificació harmonitza els requisits de qualitat en tota la cadena d’aprovisionament automotriu mundial. Segons experts de l’empresa Master Products, la IATF 16949 es centra en la prevenció de defectes i de variacions en la producció, minimitzant alhora les deixalles i els residus
- Codi AWS D9.1 per a la soldadura de xapa metàl·lica: El codi de soldadura en xapa metàl·lica de l'AWS estableix els requisits mínims per als soldadors que realitzen la fabricació en xapa metàl·lica, assegurant que el personal hagi demostrat competència en el seu ofici
- Codis d’AWS D1.2 per a la soldadura estructural d’alumini: Cobreix materials i disseny, fabricació, inspecció i qualificació per a aplicacions de soldadura d’alumini
- AS9100: Obligatori per a aplicacions aeroespacials on la fallada no és una opció
Per què és tan important la certificació IATF 16949 per al treball automotiu? L’estàndard exigeix una atenció reforçada a les necessitats, expectatives i requisits específics dels clients en la producció. Com assenyalen els fabricants certificats, la certificació IATF estableix l’estatus de «proveïdor preferit» entre els principals fabricants automotius, creant cadenes d’aprovisionament més fortes i fiables.
Per exemple, Shaoyi (Ningbo) Metal Technology manté la certificació IATF 16949 per les seves operacions d’estampació automotriu i muntatge de precisió, cosa que demostra la infraestructura de qualitat necessària per a la producció de xassís, sistemes de suspensió i components estructurals. Aquest nivell de certificació indica que el fabricant pren seriosament els requisits de qualitat automotrius.
Avaluació de les capacitats de producció
Les certificacions verifiquen els sistemes de qualitat, però també cal avaluar si un fabricant disposa de l’equipament i l’expertesa adequats per al vostre projecte concret. El millor soldador de xapa per a la vostra aplicació depèn de fer coincidir les capacitats amb els requisits.
Factors clau de capacitat a avaluar:
- Gamma d'equipaments: La instal·lació disposa de l’equipament de tall, conformació i soldadura que requereix el vostre projecte? Busqueu làsers CNC, plegadores i diverses estacions de soldadura
- Experiència en Materials: Han treballat ja amb èxit amb els materials especificats per a vosaltres? Demaneu exemples de projectes similars
- Capacitat i escalabilitat: Poden satisfer les vostres necessitats de volum, tant les actuals com les previstes per a futurs creixements?
- Nivell d'automatització: Per a la producció de gran volum, la soldadura automàtica o robòtica assegura la coherència en milers de peces
- Operacions secundàries: L’instal·lació ofereix acabats, muntatge i instal·lació de components per reduir la complexitat de la vostra cadena d’aprovisionament?
Segons les guies de la indústria de fabricació, els proveïdors de primer nivell invertixen en els més moderns centres de mecanitzat CNC, estacions de soldadura, eines de tall i equipaments de fabricació d’última generació. Presteu atenció a l’estat de manteniment de l’instal·lació: un espai de treball net i organitzat és senyal de compromís amb l’excel·lència tècnica i el control de qualitat.
No descuideu les capacitats d’inspecció. Les operacions avançades de xapa i soldadura requereixen equips de verificació com ara:
- Màquines de Mesurar per Coordenades (MMCT): Per a la verificació dimensional precisa de geometries complexes
- Comparadors òptics: Per a la inspecció de perfils i contorns
- Analitzadors d’acabat superficial: Quan les especificacions d’aspecte són importants
- Eines d’inspecció de soldadures: Inclòs equipament d’inspecció visual i capacitats d’assaig no destructiu per a aplicacions crítiques
Prototipatge ràpid i temps de resposta
En l'entorn actual de desenvolupament de productes accelerat, la velocitat és fonamental. Amb quina rapidesa pot un possible soci passar de la vostra consulta inicial a tenir peces físiques a les vostres mans?
Avalua aquests factors relacionats amb els terminis:
- Temps de resposta de pressupost: Els fabricants de qualitat proporcionen pressupostos detallats en un termini de 24 a 72 hores. Alguns fabricants, com Shaoyi Metal Technology , ofereixen un termini de resposta per als pressupostos de 12 hores per als clients que necessiten respostes accelerades
- Velocitat de prototipatge: Amb quina rapidesa poden produir peces mostreig per a la validació? Busqueu capacitats de prototipatge ràpid en 5 dies quan els terminis de desenvolupament siguin crítics
- Resposta del suport DFM: Una retroalimentació ràpida sobre el disseny evita embussos durant el desenvolupament del producte. Un suport DFM complet identifica problemes de fabricabilitat abans que es converteixin en problemes costosos
- Plaços de producció: Enteneu els terminis habituals i si hi ha opcions accelerades per a necessitats urgents
Tal com recomanen els especialistes del sector, comuniqueu-vos des del principi el vostre calendari i les restriccions pressupostàries. Assegureu-vos que l’empresa de fabricació pugui adaptar-se al vostre pla i oferir estimacions de cost precises abans de comprometre-vos amb una col·laboració.
Gestió de projectes i normes de comunicació
Fins i tot els fabricants tècnicament competents poden decebre si no disposen d’una bona gestió de projectes. Avaluï com gestionen l’experiència del client els possibles socis:
- Gestors de projecte dedicats: Un únic punt de contacte que conegui el vostre projecte i pugui proporcionar actualitzacions puntuals
- Comunicació proactiva: Ells us informen regularment sobre l’estat del projecte, o sempre sou vosaltres qui heu de demanar informació?
- Gestió de canvis: Amb quina eficiència poden processar les modificacions dissenyades durant la producció?
- Qualitat de la documentació: Poden facilitar certificats de materials, informes d’inspecció i certificats de conformitat exigits pel vostre sector?
Segons experts en selecció de fabricació els millors proveïdors demostren una aproximació centrada en el client, amb comunicació àgil i disposició a fer l’esforç addicional. Presteu atenció durant la fase de pressupostos: responen ràpidament? Dediquen temps per entendre completament les vostres necessitats?
Realitzar la selecció final
Per resumir-ho tot, aquí teniu una llista de comprovació exhaustiva d’avaluació:
| Criteris d'avaluació | Què Verificar | Per què importa |
|---|---|---|
| Certificacions de qualitat | Conformitat amb les normes ISO 9001, IATF 16949 i el codi de soldadura de xapa metàl·lica AWS D9.1 | Garanteix sistemes de qualitat documentats i personal format |
| Capacitats tècniques | Llista d’equips, experiència amb materials i capacitat | Confirma la capacitat d’executar les vostres necessitats específiques |
| Velocitat de prototipatge | Temps de resposta per a mostres i primers articles | Afecta la vostra línia temporal de desenvolupament i el temps de posada al mercat |
| Suport DFM | Recursos d’enginyeria i qualitat de la retroalimentació dissenyada | Evita reestructuracions costoses i problemes de fabricació |
| Comunicació | Capacitat de resposta, enfocament en la gestió de projectes | Determina la qualitat de la relació de treball diària |
| Experiència Industrial | Cartera de projectes similars, referències de clients | Redueix la corba d’aprenentatge i el risc en el vostre projecte |
Recordeu que seleccionar un soci de fabricació representa una decisió estratègica que afecta la qualitat del vostre producte, els terminis de desenvolupament i, en definitiva, la vostra posició competitiva. Preneu-vos el temps necessari per avaluar minuciosament les opcions, demaneu peces mostres quan sigui possible i verifiqueu les certificacions abans de comprometre-vos amb volums de producció.
El soci adequat aporta més que equipament: contribueix amb experiència, capacitats de resolució de problemes i una implicació autèntica en el vostre èxit. Ja necessiteu components automotius de precisió que compleixin l’estàndard IATF 16949 o carcasses personalitzades per a equips industrials, fer coincidir els vostres requisits amb les capacitats demostrades d’un fabricant estableix les bases d’una col·laboració exitosa i de resultats excepcionals.
Preguntes freqüents sobre empreses especialitzades en xapa soldada
1. Quines són les 5 operacions amb xapa metàl·lica?
Les cinc operacions principals de xapa metàl·lica són el tall, l’escantonament, el punxonat, la doblegada i l’estampació. Els fabricants especialitzats combinen aquestes operacions amb tècniques de soldadura com la soldadura MIG, la soldadura TIG i la soldadura per punts per crear muntatges complets. Altres operacions addicionals inclouen l’estampat en relleu, la perforació i el retallat, que ajuden a produir components complexos per a aplicacions automotrius, industrials i arquitectòniques.
quant costa la fabricació personalitzada de xapa metàl·lica?
La fabricació personalitzada de xapa metàl·lica sol costar entre 418 $ i 3.018 $, amb una mitjana d’aproximadament 1.581 $ per projecte. Els costos varien entre 4 $ i 48 $ per peu quadrat, segons el tipus de material, el gruix, la complexitat i el nivell de personalització. Altres factors que també influeixen en el preu final són els requisits de certificació IATF 16949, les toleràncies de precisió i les quantitats per volum. Sol·liciteu pressupostos a fabricants certificats com Shaoyi Metal Technology per obtenir estimacions precises.
3. Quin és el soldador de xapes amb el sou més alt?
Els caps d'obrers de xapa metàl·lica perceben els salaris més alts, que oscil·len entre 57.000 $ i 77.000 $ anuals. Els obrers qualificats de xapa metàl·lica perceben entre 51.000 $ i 64.500 $, mentre que els tècnics cobren entre 43.500 $ i 61.000 $. Els soldadors especialitzats que treballen amb soldadura TIG en components aeroespacials o mèdics sovint reben remuneracions superiors a causa de les habilitats de precisió exigides per aquestes aplicacions.
4. Quin mètode de soldadura és el millor per a xapes primes?
La soldadura TIG es considera el millor mètode per a xapes metàl·liques primes degut al seu control precís de la calor i a la mínima distorsió. En entorns de producció, la soldadura MIG amb diàmetres de fil més petits (0,023-0,030 polzades) i mescles adequades de gas protector funciona de manera eficaç. Ambdós mètodes eviten la perforació quan es combinen amb tècniques com la soldadura per punts, la soldadura per retrocés i l’ús de dissipadors de calor o barres de suport de coure.
5. Quines certificacions hauria de tenir un proveïdor de fabricació de xapa metàl·lica?
Cerqueu la norma ISO 9001:2015 com a norma fonamental de qualitat, a més de la IATF 16949 per a aplicacions automotrius. El compliment del codi de soldadura de xapa metàl·lica AWS D9.1 assegura personal format. Per a treballs aeroespacials, la certificació AS9100 és essencial. Aquestes certificacions verifiquen sistemes de qualitat documentats, processos constants i prevenció de defectes, factors clau quan es seleccionen socis per a components de precisió.