 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Estampació de closques de convertidor catalític: guia de fabricació i antirrobatori

TL;DR
L'estampació de les carcasses de convertidor catalític fa principalment referència al procés industrial de conformació de metall on les fulles d'acer inoxidable s'emprenten per formar les meitats de la coberta protectora, conegudes com a "closques bivalves", que envolten el substrat ceràmic. Aquesta etapa de fabricació implica premses hidràuliques, motlles de tall i soldadura automàtica de costures per crear un segell hermètic. Secundàriament, el terme descriu la pràctica posterior a la producció d'engravar números d'identificació, com ara els VIN o els codis de l'ordre executiva de la CARB, a la carcassa acabada per complir amb requisits reglamentaris i dissuadir el robatori.
El procés de fabricació: de la bobina a la carcassa
La fabricació d'una carcassa de convertidor catalític és un flux de treball d'enginyeria de precisió que transforma la bobina d'acer inoxidable en brut en un component automobilístic acabat capaç de suportar cicles tèrmics extrems. El procés comença amb processament de bobines i tall . Les bobines d'acer inoxidable s'alimenten a sistemes automàtics de tall que retallen el metall en fulls plans precisos, o «blancs», optimitzats per minimitzar el rebuig. Aquests blancs serveixen com a material fonamental per a les fases posteriors de conformació.
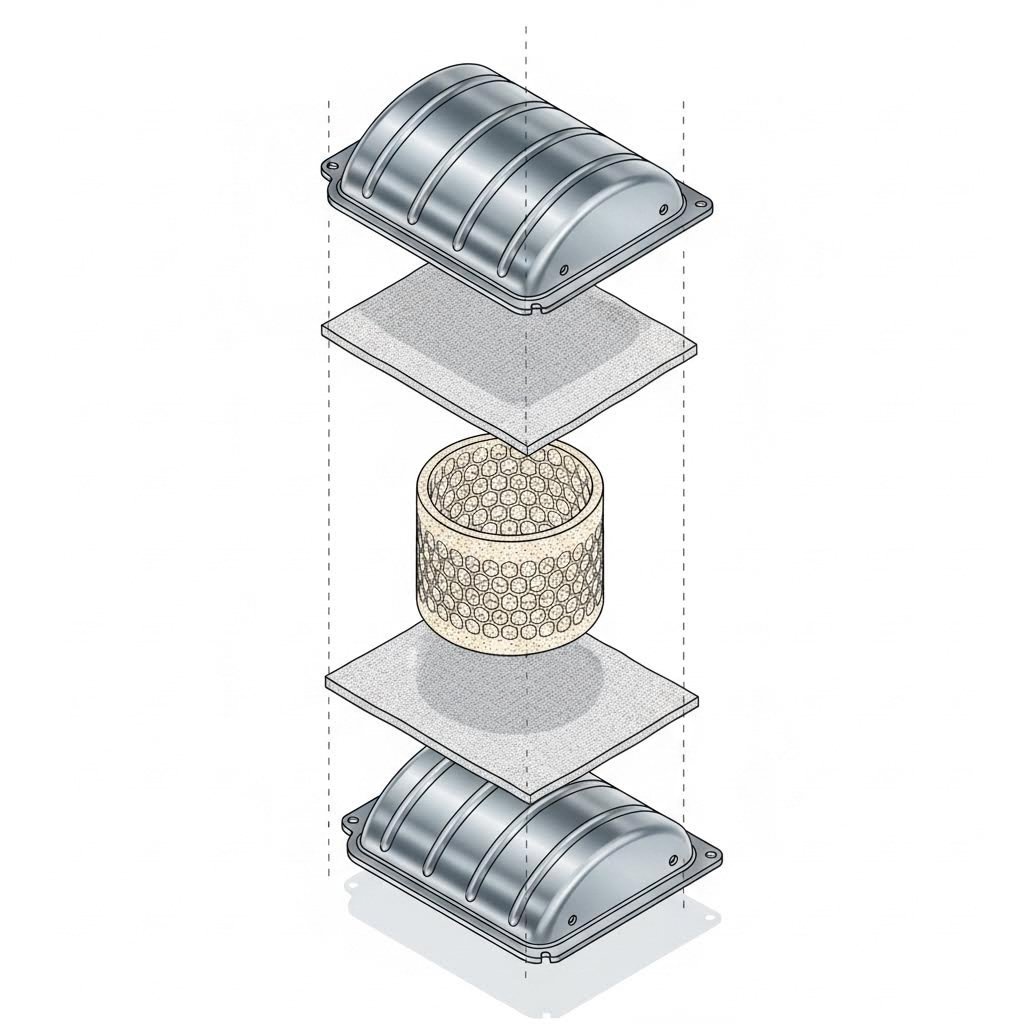
A l' estampació per embutició profunda en aquesta fase, els blancs metàl·lics s'introdueixen en premses hidràuliques o mecàniques d'alta tonatge. Mitjançant jocs d'eines i motlles personalitzats, la premsa força el full pla a entrar en una cavitat per formar la forma de «closca bivalva» —típicament una meitat del cos complet del convertidor. Aquest mètode permet obtenir geometries complexes que poden encaixar en espais ajustats del bastidor del vehicle, una avantatge significatiu respecte als dissenys cilíndrics de convertidor «tornejats». El procés d'estampació ha de mantenir toleràncies estrictes en el gruix de paret per assegurar que la closca pugui protegir el substrat ceràmic fràgil de l'interior sense afegir pes innecessari.
Per als fabricants d'equips originals (OEM) i proveïdors de nivell 1 del sector automobilístic, l'escalabilitat i la precisió són imprescindibles. Sovint, els fabricants necessiten socis capaços de gestionar tot el cicle de vida, des del prototipatge ràpid fins a la producció massiva. Empreses com Shaoyi Metal Technology especialitzades en aquestes solucions integrals d'estampació, que utilitzen premses d'hasta 600 tones i sistemes de qualitat certificats segons la norma IATF 16949 per oferir components clau com les carcasses de convertidor amb una precisió al nivell de micrones.
L'etapa final és soldadura de costura . Un cop inserits el suport i les estores d'aïllament entre dues meitats estampades de la carcassa, cel·les robòtiques de soldadura tanquen les vores. Racing Industries assenyala que la soldadura de costura (unir les carcasses superior i inferior) crea un enllaç estanc al aire, econòmic i superior als mètodes manuals antics. Aquest segell hermètic és fonamental per evitar fuites d'escapament i assegurar que el convertidor funcioni a la pressió interna adequada.
Materials i Especificacions d'Enginyeria
Seleccionar el grau correcte d'acer inoxidable per a les carrosseries estampades és un equilibri entre cost, durabilitat i gestió tèrmica. L'estàndard de la indústria és 409 Stainless Steel (SS409) . Aquest grau ferrític ofereix una resistència a la corrosió suficient contra les sales de la carretera i la humitat, alhora que manté una bona soldabilitat i resistència a la fatiga tèrmica. És el material triat per a la majoria de convertidors del mercat secundari i d'origen OEM perquè es dilata i contrai a velocitats compatibles amb els substrats ceràmics interns, reduint el risc de trencar el nucli durant els cicles de calor.
Per a aplicacions d'alt rendiment o pesades, els fabricants poden passar a 304 Stainless Steel (SS304) . Aquest grau austenític conté un contingut més alt de níquel, proporcionant una resistència superior a la oxidació per rovella i a altes temperatures. E&E Manufacturing destaca la importància d'utilitzar aquests materials especialitzats per estampar components que puguin suportar l'entorn agressiu d'un sistema d'escapament, on les temperatures sovint superen els 800 °C (1472 °F).
Els enginyers també han de tenir en compte les interaccions del «wash coat» i la dissipació de calor. L'inrevò escampat fa de pantalla tèrmica; si el material és massa fi, pot deformar-se o cremar-se. Si és massa gruixut, afegeix un pes paràsit al vehicle. L'inrevò ideal equilibra aquests factors, proporcionant un exosquelet rígid i durador per al catalitzador.
Compliment normatiu i marcatge antirrobatori
Més enllà del procés de formació, l'«estampat» és el mètode estàndard per aplicar una identificació permanent a la carcassa del convertidor. Això compleix dues funcions diferents: el compliment regulador i la prevenció de robatoris. En mercats regulats com Califòrnia, la California Air Resources Board (CARB) exigeix que tots els convertidors d'aftermarket tinguin dades específiques estampades o en relleu a la carcassa. Això inclou el «número EO» (Ordre Executiva), el número de peça i la data de fabricació. Aquestes marques verifiquen que la peça compleix amb les normatives d'emissions i permeten als inspectors diferenciar peces legals de alternatives no conformes.
Per finalitats antilladres Marcatge Dot Peen ha emergit com la tecnologia superior. A diferència del gravat àcid superficial o les etiquetes adhesives, les màquines Dot Peen utilitzen un estil de carbure per indentar físicament el metall amb una sèrie de punts profunds. Rocklin Manufacturing explica que aquest mètode crea una marca permanent i resistant a la manipulació—sovint el número d'identificació del vehicle (VIN)—que roman llegible fins i tot després d'anys d'exposició a esvorancs de carretera i oxigenació. Aquesta traçabilitat fa més difícil vendre convertidors robats a ferreries, que cada cop més estan obligades a registrar els números d'identificació de les unitats adquirides.
Control de Qualitat i Identificació
La validació de la qualitat d'una carrosseria estampada implica proves riguroses abans que arribi a un vehicle. Proves d'estanqueïtat és la mesura principal de control de qualitat, en què la carrosseria soldada es pressiona per assegurar que les soldadures de juntura estiguin lliures de forats. Qualsevol falla a la carrosseria permetria que els gasos d'escapament no tractats escapessin, provocant el suspens en les proves d'emissions. També es verifica la precisió dimensional mitjançant màquines de mesura de coordenades (CMM) per assegurar que els punts de muntatge estampats coincideixin perfectament amb el col·lector d'escapament del vehicle.
Per als recicladors i compradors, llegir els números estampats és clau per a la valoració. BR Metals aconsella que els números de sèrie estampats a la carrosseria són la manera més fiable d'identificar el contingut de metalls preciosos a l'interior. Els convertidors OEM solen incloure el logotip del fabricant del vehicle (p. ex., Ford, Toyota) i un codi alfanumèric específic, mentre que els dispositius d'aftermarket sovint comencen amb un número de sèrie "N". Reconèixer aquests codis estampats permet diferenciar la bateria OEM d'alta valor de les substitucions aftermarket de menor valor.

Protegir i identificar el seu convertidor
Tant si és un enginyer que cerca carcasses estampades per a la producció com si és un propietari de vehicle preocupat pel robatori, entendre la doble naturalesa de l'"estampació" és essencial. Per als fabricants, l'enfocament continua sent la formació precisa i la selecció de materials per garantir la durabilitat. Per als usuaris finals, la prioritat és assegurar-se que la carcassa porti els segells de conformitat necessaris i afegir marques antirrobatori per protegir la inversió. A mesura que les regulacions s'estrenyen i el risc de robatori persisteix, les marques a la carcassa s'han convertit en igual d'importants que el metall mateix.
Preguntes freqüents
1. Puc estampar jo mateix el meu convertidor catalític per prevenir el robatori?
Sí, els propietaris de vehicles poden marcar els seus propis convertidors, però és vital utilitzar l'eina adequada. Hi ha gravadors manuals o kits d'atacat químic, però potser no són prou profunds per durar. Es recomana la marcatge professional Dot Peen, ja que endenta profundament el metall, dificultant que els lladres puguin esmerilar-lo sense danys al propi clos del convertidor.
2. Quina informació s'ha d'estampar en un convertidor de recanvi?
Un convertidor catalític aftermarket legal ha d'incloure l'estampat del codi del fabricant, el número de peça i la data de fabricació. A Califòrnia, també ha de mostrar el número de l'Ordre Executiva de la CARB (EO) (per exemple, D-123-45) per superar la prova de contaminació. Si aquests estampats manquen o no són llegibles, el vehicle pot suspendre la inspecció.
3. L'estampat del número de VIN evita realment el robatori?
Marcar un VIN no impedeix físicament la seva extirpació, però actua com un fort dissuasiu. Els desguassos reputats estan formats per rebutjar convertidors amb marques de VIN visibles que no coincideixen amb la identificació del venedor. A més, crea un rastre de proves que ajuda les forces de l'ordre a seguir la pista de peces robades fins a les operacions criminals.