 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

El que ningú no li diu sobre els costos i els terminis dels serveis de mecanitzat
Entenent el mecanitzat per servei i per què és important
Us heu preguntat mai per què alguns fabricants invertixen milions en equipament mentre que d’altres produeixen peces idèntiques sense ser propietaris d’una sola màquina? La resposta rau en el mecanitzat per servei: un enfocament estratègic que està reconfigurant la manera com les empreses pensen sobre la producció.
Què significa realment el mecanitzat per servei per als fabricants
El mecanitzat per servei fa referència a subcontractar treballs de fabricació de precisió a instal·lacions externes especialitzades dotades de tecnologia avançada de CNC. En lloc d’adquirir equipament costós i contractar operaris qualificats, les empreses col·laboren amb proveïdors especialitzats en mecanitzat que s’encarreguen del procés productiu des de l’inici fins al final.
Penseu-ho d’aquesta manera: necessiteu components de precisió, però no cal que propietaris de la fàbrica. Segons una investigació del sector de Technavio, es preveu que el mercat dels serveis de mecanitzat creixi 17,4 mil milions de dòlars entre el 2023 i el 2028, amb una taxa de creixement anual composta del 4,5 %. Aquest creixement reflecteix un canvi fonamental en l’estratègia de fabricació: les empreses reconeixen cada cop més que els socis externs poden oferir resultats superiors sense la càrrega de la inversió de capital.
Quan cerqueu una «taller de maquinària CNC a prop meu» o exploreu serveis de mecanitzat CNC de precisió, essencialment esteu buscant aquests socis especialitzats. Sigui quina sigui la vostra situació —una startup que fa la primera prototipació del seu producte o un fabricant establert que amplia la producció—, els proveïdors de serveis ofereixen la mateixa sortida d’alta qualitat que esperaríeu d’operacions internes.
La diferència fonamental entre la mecanització subcontratada i la mecanització interna
La diferència entre aquests enfocaments es redueix a la propietat i la responsabilitat. Amb la mecanització interna, assumiu tota la càrrega de les compres d’equipament, els plans de manteniment, la formació d’operaris i les certificacions de qualitat.
Considereu què requereixen realment les operacions internes:
- Un capital inicial important per a màquines CNC que poden costar des de desenes de milers fins a milions de dòlars
- Costos de manteniment contínus que s’acumulen amb el temps i requereixen tècnics especialitzats
- Operaris qualificats que perceben salaris elevats i necessiten una formació contínua
- Certificacions de qualitat com ara la ISO 9001, que exigeix una documentació rigorosa i auditories
La mecanització per servei elimina aquests requisits. Un taller de mecanització com el de Jose o qualsevol proveïdor qualificat ja ha fet aquestes inversions. Manté l’equipament més modern, contracta mecanògrafs experimentats i disposa de les certificacions exigides pel vostre sector. Vosaltres simplement en feu ús quan en necessiteu.
Per què les empreses de diversos sectors, des de l’aeroespacial fins als dispositius mèdics, confien en socis externs d’usinatge? La proposta de valor és molt atractiva. Els serveis d’usinatge d’alta precisió us donen accés a equips CNC multieixos, operadors experimentats i sistemes de qualitat establerts sense necessitat d’invertir capital. Molts tallers mecànics a Califòrnia i altres nuclis industrials especialitzats es centren en sectors concrets, oferint una experiència que trigaria anys a desenvolupar internament.
Aquesta flexibilitat resulta especialment valuosa quan els requisits del projecte varien. En lloc de mantenir equipaments inactius durant períodes de baixa activitat o d’haver de fer esforços extraordinaris per ampliar la capacitat durant pics de demanda, l’externalització us permet escalar la producció de manera fluida. És una avantatge estratègica que us permet mantenir-vos centrats en allò que feu millor: dissenyar productes, atendre clients i fer créixer la vostra empresa.
Tipus de processos d’usinatge CNC i les seves aplicacions
Quan col·laboreu amb un proveïdor de serveis de mecanitzat, no només obteniu accés a l’equipament, sinó que també accediu a una eina diversificada de processos de fabricació. Però aquí hi ha el repte: com sabeu quin procés s’adapta millor al vostre projecte? Comprendre les diferències entre fresat, tornejat i tècniques especialitzades us ajuda a comunicar-vos de manera eficaç amb el vostre proveïdor de mecanitzat i a prendre decisions informades sobre les vostres peces.
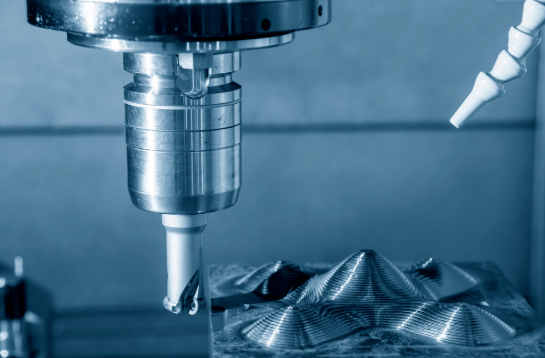
Explicació del fresat CNC
Imagineu una eina de tall que gira mentre es desplaça sobre una peça de treball immòbil, retirant material capa per capa . Aquest és el fresat CNC en acció. A diferència d’altres processos on la peça gira, en el fresat la peça de treball roman fixa mentre eines de tall de múltiples punts realitzen la feina en diversos eixos.
Aquest enfocament destaca especialment en la creació de formes tridimensionals complexes que serien impossibles d’aconseguir amb mètodes més senzills. Segons la recerca de fabricació de 3ERP, les fresadores poden operar amb capacitat de 3, 4 o 5 eixos, i cada eix addicional obre noves possibilitats geomètriques.
Què fa que la fresadora sigui especialment versàtil? Tingueu en compte aquestes aplicacions habituals:
- Superfícies i cares planes —la fresat d’extremitats crea plans horitzontals precisos a la part superior de les peces treballades
- Cavitats i bosses —la fresat de butxaques elimina material de seccions interiors, creant característiques encoixinades
- Ranures i gargotes —la fresat perifèrica talla canals al llarg dels marges de les peces amb profunditats controlades
- Contorns 3D complexos —les freses de punta esfèrica segueixen corbes orgàniques per a motlles i prototips
- Característiques angulars —les freses de xamfran i les operacions angulars creen vores bisellades
Quan exploreu serveis de mecanitzat CNC de 5 eixos, esteu considerant la capacitat de fresat més avançada disponible. Aquestes màquines poden inclinar l’eina o la taula, arribant a sotaescots i superfícies complexes en una única configuració. Per a la mecanització de peces grans o components aeroespacials intrincats, els proveïdors de serveis CNC de 5 eixos ofereixen una precisió que configuracions més senzilles no poden igualar.
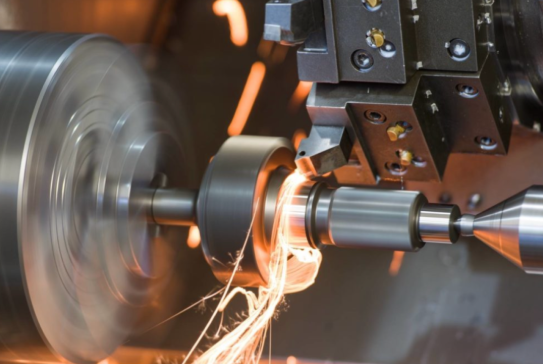
Quan el tornejat supera el fresat
Ara invertiu el procés. En el tornejat CNC, la peça gira ràpidament mentre una eina de tall d’un sol punt, estacionària, esculpeix la superfície. Aquesta inversió del moviment genera una diferència fonamental en allò que cadascun d’aquests processos fa millor.
Sembla senzill? Ho és —i aquesta senzillesa es tradueix en eficiència. Les operacions de tornejat són intrínsecament més ràpides per a components cilíndrics, ja que el moviment giratori produeix naturalment perfils rodons. Si la vostra peça té forma d’eix, espill, buc o barra roscada, el tornejat és gairebé segur la millor opció.
Aquest és el moment en què el tornejat supera el fresat:
- Formes cilíndriques i còniques —la peça giratòria produeix naturalment perfils rodons amb excel·lent concentricitat
- Producció en grans volums —els alimentadors de barres permeten un mecanitzat continu amb mínima intervenció de l’operari
- Filets externs i interns —les operacions de roscatge s’integren perfectament als cicles de tornejat
- Toleràncies ajustades de redonessa —el procés manté diàmetres constants en peces llargues
- Projectes sensibles al cost —l’eina és més senzilla i els temps de cicle són més curts, reduint els costos per peça
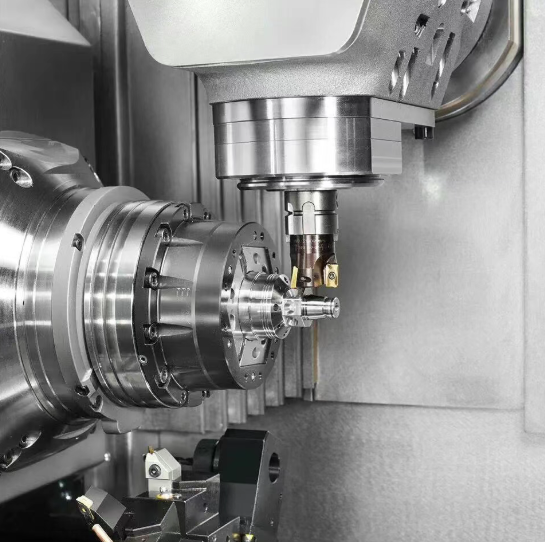
Els centres moderns de tornejat CNC esborren la línia entre processos. Molts inclouen ara eines en funcionament — eines giratòries que poden realitzar operacions de fresat mentre la peça encara és fixada al torn. Aquesta capacitat híbrida significa que una sola màquina pot fer forats transversals, fresar superfícies planes o tallar clavilles sense necessitat de traslladar la peça a un muntatge separat.
Per a projectes de mecanitzat CNC de peces que combinen característiques cilíndriques i prismàtiques, demaneu al vostre proveïdor de serveis informació sobre les capacitats de fresat-tornejat. Aquestes màquines híbrides poden reduir dràsticament els temps d’entrega i millorar la precisió dimensional en eliminar múltiples muntatges.
Processos especialitzats per a geometries complexes
Què passa quan les eines de tall convencionals no poden arribar a la geometria que necessiteu? És aquí on entren en joc processos especialitzats com el mecanitzat per descàrrega elèctrica i el rectificat de precisió.
Mecanitzat per Descàrrega Elèctrica (EDM) elimina material mitjançant espurnes elèctriques controlades, en lloc de tall físic. Segons La documentació tècnica d'OpenLearn , L'EDM funciona amb qualsevol material conductor elèctric, independentment de la seva duresa, cosa que el fa ideal per a acer d'eina endurit i aliatges exòtics que destruirien eines de tall convencionals.
L'EDM destaca en aplicacions específiques:
- Forats petits amb altes relacions d'aspecte —l'EDM de fil pot crear obertures tan petites com 0,05 mm
- Cavitats complexes de matrius —l'EDM d'inmersió modela característiques de motlles intrincades sense vores
- Materials endurits —l'erosió per espurnes ignora completament la duresa del material
- Cantonades internes agudes —aconsegueix radis tan ajustats com 0,4 mm on les freses no poden arribar
La contrapartida? L'EDM opera més lentament que la maquinària convencional, amb taxes de trencament de metall habitualment mesurades en centímetres cúbics per hora. També deixa una capa recristal·litzada de 0,0025–0,15 mm de profunditat que pot requerir eliminació en aplicacions crítiques per fatiga.
Tritura de precisió utilitza rodes abrasives per aconseguir acabats superficials i toleràncies que superen les que poden oferir les eines de tall. Quan el vostre projecte exigeix superfícies com un mirall o una precisió a nivell de micròmetres, la rectificació esdevé essencial.
Empreses com Odyssey Machining i altres proveïdors especialitzats sovint combinen diversos processos en seqüència: desbaste amb fresat, acabat amb rectificació i treball de detall amb EDM. Aquest enfocament integrat ofereix les millors característiques de cada mètode, alhora que minimitza el temps total de producció.
Comprendre aquestes diferències entre processos us ajuda a col·laborar de manera més eficaç amb el vostre soci en mecanitzat. Quan podeu especificar si la vostra peça necessita la flexibilitat del fresat, l’eficiència del tornejat o una precisió especialitzada, rebréu pressupostos més precisos i temps de resposta més ràpids.
Guia de selecció de materials per a components mecanitzats
Heu triat el procés d'usinatge. Ara arriba una decisió igualment crítica: de quin material ha de ser la peça? Aquesta elecció afecta tots els aspectes del vostre projecte: des del temps d'usinatge i el desgast d'eines fins al rendiment final de la peça i el cost total. Si l'elecció és encertada, obtindreu components que superen les expectatives. Si no ho és, us trobareu amb retards, desviacions pressupostàries o peces que fallen en servei.
Això és el que fa que la selecció del material sigui complicada: sempre implica un compromís. Segons la recerca en fabricació de Tops Best Precision, mentre que els metalls tous com l'alumini i el llautó tenen una excel·lent maquinabilitat, poden mancar de resistència i durabilitat. En canvi, materials més resistents com el titani i l'acer inoxidable són més difícils d'usinar, però ofereixen una major resistència, resistència a la corrosió i durabilitat.
Anem a analitzar les vostres opcions perquè pugueu prendre decisions informades per al vostre serveis de Fresatge CNC d'Alumini o qualsevol altre requisit de material.
Aliatges d'alumini per a un rendiment lleuger
Quan els fabricants necessiten peces ràpidament sense sacrificar la qualitat, l’alumini sovint és el primer de la llista. Amb una taxa de maquinabilitat del 90-95 % comparada amb l’estàndard del llautó, els serveis de mecanització d’alumini ofereixen temps de resposta ràpids i acabats superficials excel·lents.
Per què es mecanitza tan bé l’alumini? La seva elevada conductivitat tèrmica permet que la calor es dissipi ràpidament de la zona de tall, cosa que permet velocitats de mecanització més altes sense comprometre la vida útil de les eines. Segons la guia de selecció de materials d’Ethereal Machines, l’alumini 6061 equilibra resistència i maquinabilitat, oferint versatilitat en aplicacions que van des de l’automoció fins als productes de consum.
Les aleacions d’alumini més habituals que trobareu en els pressupostos de serveis de fresat CNC d’alumini inclouen:
- 6061-T6 —l’aleació bàsica, que ofereix una bona resistència, soldabilitat i resistència a la corrosió per a aplicacions generals
- 7075-T6 —una resistència superior, propera a la d’alguns acers, ideal per a components estructurals aeroespacials i aplicacions sotmeses a altes tensions
- 2024-T3 —excel·lent resistència a la fatiga per a la coberta i les parts estructurals d’aeronaus
- 5052—resistència superior a la corrosió per a entorns marins i de processament químic
La contrapartida? La menor duresa de l’alumini significa que no pot suportar aplicacions amb desgast extrem o a altes temperatures. Per a aquestes situacions, caldrà considerar l’acer o aliatges exòtics.
Opcions d’acer i d’acer inoxidable per a la durabilitat
Quan la resistència i la durabilitat són més importants que el pes, les variants d’acer es converteixen en els materials preferits. No obstant això, la família de l’acer abasta una àmplia gamma de prestacions —i també ho fa la seva maquinabilitat.
Acers al carboni i aleats (com ara les 1018, 4140 i 4340) ofereixen un equilibri raonable entre resistència i maquinabilitat. Amb índexs d’aproximadament el 70 %, són significativament més difícils de tallar que l’alumini, però encara són assolibles amb eines estàndard. Aquests materials destaquen en components estructurals, peces de maquinària i engranatges, on la resistència justifica el temps addicional de mecanització.
Aceros inoxidable presenten un repte diferent. Segons la recerca de materials, qualitats com les 304 i 316 tenen índexs de maquinabilitat només del 30-40 %. Per què són tan difícils? L'acer inoxidable experimenta enduriment per deformació —és a dir, es torna més dur a mesura que el torneu. Això exigeix velocitats de tall més lentes, muntatges més rígids i canvis d'eina més freqüents.
Malgrat els reptes de mecanitzat, les propietats de l'acer inoxidable justifiquen l'esforç en aplicacions concretes:
- inoxidable 304 —resistència a la corrosió d'ús general per a processos alimentaris, aplicacions arquitectòniques i químiques
- 316 Inoxidable —resistència superior a la corrosió per a entorns marins, mèdics i farmacèutics
- 17-4 PH —qualitat de maduració per precipitació que ofereix una alta resistència per a components aerospacials i de defensa
- inoxidable 303 —qualitat fàcil de mecanitzar amb sofre afegit per millorar la trencada de cargols i la vida útil de l'eina
Si el vostre projecte requereix acer inoxidable, espereu plazos d’entrega més llargs i costos per peça més elevats en comparació amb els pressupostos de serveis de fresat d’alumini. El material en si és més car, les màquines treballen més lentament i desgasten les eines més ràpidament: tots aquests factors els tindrà en compte el vostre proveïdor de serveis a l’hora d’establir els seus preus.
Plàstics d’enginyeria i materials exòtics
No tots els components han de ser metàl·lics. Els plàstics d’enginyeria ofereixen avantatges únics, com ara un pes més reduït, resistència química i aïllament elèctric. Al mateix temps, les aleacions exòtiques suporten condicions extremes on els materials convencionals fallen.
Plàstics d’enginyeria habituals per a components mecanitzats inclouen:
- Delrin (acetal) —molt fàcil de mecanitzar amb una excel·lent estabilitat dimensional, ideal per a engranatges, rodaments i components mecànics
- PEEK —termoplàstic d’alt rendiment que suporta temperatures fins a 250 °C, habitual en aplicacions aeroespacials i implants mèdics
- UHMW —resistència al desgast excepcional i baixa fricció per a components de cintes transportadores i bandes antidesgast
- Polícarbonat —alta resistència als impactes i transparència òptica per a finestres de seguretat i cobertes protectores
Les màquines per a plàstics són ràpides, però requereixen consideracions diferents. Algunes es poden fondre o deformar per la calor de tall, mentre que d’altres es desprenen si es tallen de forma massa agressiva. El vostre soci en mecanitzat hauria d’ajustar les velocitats, les passes i les estratègies de refrigeració en conseqüència.
Aliatges exòtics ocupen l’extrem oposat de l’espectre: són difícils de mecanitzar, però essencials per a entorns extrems. Primo Medical Group assenyala que materials com el titani i altres aliatges exòtics requereixen tècniques especialitzades de mecanitzat degut a les seves propietats úniques, com ara la duresa, la resistència a la corrosió i la biocompatibilitat.
El titani té una taxa de mecanitzabilitat només del 20-25%. La seva baixa conductivitat tèrmica fa que la calor quedi atrapada a la zona de tall, el que exigeix velocitats lentes i eines recobertes especialitzades. L’Inconel i altres superaliatges de níquel tenen una taxa encara més baixa, del 10-15%, i requereixen una atenció extrema per evitar la fallada de les eines.
Quan justifiquen aquests materials la seva dificultat d’usinatge? El titani apareix en estructures aeroespacials, implants mèdics i articles esportius d’alt rendiment, on la seva relació resistència-pes no té comparació. L’Inconel s’utilitza en components de motors de reacció i aplicacions nuclears, on la calor extrema i la corrosió destruirien altres materials.
Comparació de materials d'un cop d'ull
Utilitzeu aquesta taula de referència quan parleu d’opcions de materials amb el vostre proveïdor de serveis d’usinatge:
| Material | Índex de mecanitzabilitat | Aplicacions típiques | Consideració de Cost |
|---|---|---|---|
| Llauna C36000 | 100 % (estàndard) | Connexions, components elèctrics, ferralla decorativa | Cost moderat del material, cost d’usinatge més baix |
| Alumini 6061 | 90-95% | Aerospacial, automoció, envolvents electrònics | Cost del material baix, mecanitzat ràpid |
| Acier al carboni 1018 | 70% | Parts estructurals, eixos, components de maquinària | Cost baix del material, temps d’usinatge moderat |
| Acer inoxidable 304 | 30-40% | Processament d’aliments, sector mèdic, entorns marins | Cost superior del material, usinatge més lent |
| Titani 6Al-4V | 20-25% | Estructures aeroespacials, implants mèdics, defensa | Cost elevat del material, calen eines especialitzades |
| Inconel 718 | 10-15% | Motors de reacció, reactors nuclears, entorns extrems | Cost molt elevat del material, usinatge més lent |
| Delrin (acetal) | Alta | Engrenatges, rodaments, components mecànics de precisió | Cost moderat del material, mecanitzatge ràpid |
| PEEK | Moderat | Implants mèdics, aeroespacial, processament químic | Cost elevat del material, cal controlar la temperatura |
Requisits de Materials Específics de l'Indústria
El vostre sector probablement dicta les opcions de materials més enllà de les consideracions merament de rendiment. Els requisits normatius i les normes de certificació redueixen significativament les vostres opcions.
Fabricació d'Equips Mèdics demana materials amb biocompatibilitat i traçabilitat demostrades. El titani, l’acer inoxidable 316L i polímers especialitzats com el PEEK compleixen els requisits de la FDA per a dispositius implantables. El vostre soci en mecanitzatge ha de mantenir documentació que demoïsca l’origen del material i el compliment de normes com la ISO 13485.
Aplicacions Aeroespacials requereixen aliatges certificats amb traçabilitat completa del material. No podeu utilitzar simplement qualsevol alumini: ha de ser d’alta qualitat aeroespacial, amb certificats d’origen que documentin la seva composició química i les seves propietats mecàniques. Les especificacions habituals inclouen les AMS (Aerospace Material Specifications) i les normes ASTM.
Components Automotius sovint equilibren l'eficiència de costos amb els requisits de rendiment. La producció en gran volum sol preferir materials fàcils de mecanitzar, com l'alumini i les acereres d'alta mecanitzabilitat, per minimitzar el cost per peça mentre es compleixen les especificacions de durabilitat.
Comprendre aquestes dinàmiques de materials us ajuda a col·laborar de manera més eficaç amb el vostre proveïdor de mecanitzat. Quan podeu discutir els compromisos entre la mecanitzabilitat i el rendiment, prendreu decisions millors sobre on invertir el vostre pressupost i on estalviar.

L'expliació del flux de treball complet de mecanitzat
Heu seleccionat el procés i triat el material. I ara què? Per a molts compradors per primera vegada, el recorregut des de la consulta inicial fins a la recepció de les peces acabades sembla una caixa negra. Què passa després de lliurar els vostres fitxers? Quant de temps triga cada etapa? Comprendre el flux de treball complet us ajuda a establir expectatives realistes i a evitar malentesos costosos.
Sigui quin sigui el taller mecànic de San Jose o el proveïdor d’arreu del país amb qui treballeu, la majoria d’instal·lacions professionals de mecanitzat CNC a Califòrnia segueixen un procés estructurat similar. Recorrerem cadascun dels passos perquè sapigueu exactament què podeu esperar.
Preparació dels vostres fitxers de disseny per a la presentació
El vostre projecte comença en el moment en què es presenten els fitxers de disseny — i la manera com es preparen aquests fitxers afecta directament la precisió de la pressupostació i el temps de lliurament. Segons la documentació del flux de treball industrial, un paquet habitual de consulta hauria d’incloure models CAD, dibuixos tècnics, especificacions de material, quantitats requerides i terminis d’entrega.
Quins formats de fitxer prefereixen els tallers mecànics de San Jose (CA) i altres instal·lacions professionals?
- STEP (.stp, .step) — l’estàndard universal per a l’intercanvi de models 3D, llegible pràcticament per qualsevol programari CAM
- IGES (.igs, .iges) — un format més antic però àmpliament compatible per a geometries de superfície i sòlides
- DXF/DWG — fitxers de dibuix 2D essencials per a peces planes i dimensions suplementàries
- Fitxers CAD nadius —Els fitxers de SolidWorks, Inventor o Fusion 360 conserven plenament la intenció de disseny quan el vostre taller utilitza programari compatible
- Dibuixos PDF —Dibuixos 2D anotats que mostren les toleràncies, els acabats superficials i els requisits especials
Aquí teniu una cosa que molts compradors passen per alt: els models 3D per si sols no són suficients. El vostre taller mecanitzador de Califòrnia necessita dibuixos 2D acotats que especifiquin les toleràncies, els requisits d’acabat superficial i les característiques crítiques. El model 3D els indica quina forma cal fabricar; el dibuix els indica amb quina precisió cal fer-ho.
Abans d’enviar, reviseu atentament aquests problemes habituals:
- Totes les dimensions estan clarament especificades amb les toleràncies adequades?
- Heu indicat quines característiques són crítiques i quines es regiràn per la tolerància general?
- S’ha especificat explícitament la qualitat del material (no només «alumini», sinó «6061-T6»)?
- Els requisits d’acabat superficial s’han indicat fent servir els valors Ra normals?
- Heu inclòs la quantitat necessària i la data de lliurament prevista?
Procés de pressupostos i revisió
Un cop els vostres fitxers arriben, comença el procés de pressupostos —i és més complex del que molts clients creuen. Segons la guia de sol·licituds de pressupost (RFQ) de Stecker Machine, membres experimentats de l’equip de la fàbrica revisen el paquet començant per una avaluació de viabilitat basada en les capacitats i l’experiència de l’empresa.
Què passa durant aquesta revisió? Els enginyers examinen els vostres plànols en cerca d’incoherències, toleràncies ajustades, possibles problemes i reptes relacionats amb els processos. Busquen possibles problemes abans que es converteixin en errors costosos.
Els millors proveïdors de serveis de mecanitzat no només pressuposten allò que demaneu —sinó que també proposen millores. L’anàlisi de Disseny per a la Fabricació (DFM) identifica oportunitats per:
- Reduir costos mitjançant substitucions de material o geometries simplificades
- Millorar la qualitat ajustant les toleràncies en característiques no crítiques
- Reduir els terminis d’entrega seleccionant processos més adequats a la vostra geometria
- Eliminar possibles fallades identificant parets primes, cantonades internes agudes o altres característiques problemàtiques
La complexitat i el volum determinen com s’han de processar les peces. Amb aquesta informació, els pressupostadors col·laboren amb els enginyers per dur a terme estudis de temps peça a peça i operació a operació. Aquestes estimacions del temps de cicle condicionen tot: la capacitat dels operaris, les necessitats d’equipament i, en definitiva, el preu que us oferem.
El pressupost formal que rebreu normalment inclou:
- Preu unitari i desglossament del cost total
- Pla estimat des de la confirmació de la comanda fins a l’embarcament
- Costos dels materials (de vegades enumerats per separat)
- Despeses de muntatge i requisits d’eines
- Qualsevol declaració aclaridora sobre toleràncies o especificacions
Producció fins a la inspecció final
Un cop hàgiu aprovat el pressupost i confirmat la vostra comanda, comença la planificació de la producció. La vostra feina entra en una cua segons la seva complexitat, la disponibilitat dels materials i la programació de les màquines. Aquí és on les vostres peces prenen realment vida.
La fase de producció implica diversos passos coordinats:
- Obtenció de Materials —la vostra botiga adquireix matèria primera segons la qualitat especificada, sovint amb certificats de fàbrica per garantir la traçabilitat
- Programació CNC —els enginyers creen les trajectòries d’eina mitjançant programari CAM, optimitzant-les per a velocitat, precisió i vida útil de l’eina
- Configuració de la màquina —els operaris muntuen els dispositius de fixació, carreguen les eines i calibren la màquina per a la vostra peça específica
- Producció del primer article —es mecanitza la peça inicial i se sotmet a una inspecció exhaustiva abans de continuar
- Sèrie de producció —un cop la peça inicial supera la inspecció, es mecanitzen les peces restants
- Controls de qualitat durant el procés —els operaris verifiquen les dimensions crítiques durant tot el procés de producció
- Operacions secundàries —si cal, les peces es sotmeten a desburrat, tractament superficial o tractament tèrmic
- Inspecció Final —les peces acabades es mesuren segons les vostres especificacions mitjançant equipament calibrat
- Envasos i trasllat —les peces es protegeixen adequadament i es remeten amb la documentació requerida
Les comprovacions de qualitat es duen a terme de forma contínua, no només al final. La inspecció de la primera peça és especialment crítica: és en aquest moment quan es detecten possibles errors de programació, problemes de muntatge o defectes disseny abans que es malgasti material en una sèrie completa de producció.
El flux de treball complet d'un cop d'ull
Des de l'inici fins al final, aquest és el recorregut típic del vostre projecte a través d’una instal·lació professional de mecanitzat per serveis:
- Presentació del disseny —proporcioneu fitxers CAD, plànols i especificacions
- Generació de pressupost —els enginyers analitzen la viabilitat i preparen la pressupostació
- Revisió del disseny i DFM —es detecten i es discuteixen possibles millores
- Confirmació de la Comanda —aprovau la pressupostació i proporcioneu l'autorització de compra
- Planificació de la producció —la vostra comanda entra a la cua segons els terminis de lliurament acordats
- Adquisició de materials —s’adquireix la matèria primera segons les vostres especificacions
- Operacions de mecanització —les màquines CNC transformen la matèria primera en peces acabades
- Inspecció i control de qualitat —les peces es verifiquen segons els requisits dimensionals i de qualitat
- Enviaments i lliuraments —les peces acabades arriben a les vostres instal·lacions amb la documentació corresponent
Comprendre aquest flux de treball us ajuda a planificar els projectes de manera més eficaç. Sabreu quan esperar actualitzacions, quina informació necessita el vostre taller a cada etapa i com evitar retards que podrien endarrerir la data de lliurament.
Ara que coneixeu el procés, la pregunta següent i més lògica és: quin serà, realment, el cost total? Diversos factors influeixen en els preus de maneres que no són immediatament evidents; conèixer-los us pot ajudar a dissenyar de forma més intel·ligent i pressupostar amb major precisió.
Què afecta els costos del servici de mecanitzat
Això és el que la majoria de proveïdors no us explicaran des del principi: el preu que pagueu per les peces mecanitzades depèn de decisions que teniu sota el vostre control. La selecció del material, les especificacions de tolerància, els requisits d’acabat superficial i el volum de comanda influeixen en la vostra factura final, de vegades de manera molt significativa. Comprendre aquestes variables us col·loca al volant quan presupesteu projectes i negociem amb els proveïdors.
Segons l’anàlisi detallada de costos d’Unionfab, els costos de mecanitzat CNC varien considerablement segons factors com la geometria de la peça, la selecció del material, l’estratègia de mecanitzat, els requisits de tolerància i el volum de producció. Analitzem cadascun d’aquests factors perquè pugueu prendre decisions informades abans de sol·licitar la vostra propera pressupostació.
Com afecta la selecció del material el vostre pressupost
La vostra elecció de material té un impacte en totes les categories de cost: preu de la matèria primera, temps de mecanitzat, desgast d’eines i fins i tot el pes d’enviaments. Trieu bé i optimitzareu el valor. Trieu malament i pagareu sobrecàrregues que no milloren el vostre producte.
Tingueu en compte només els costos de les matèries primeres. Segons les dades de preus del sector, els materials es classifiquen en nivells de cost clarament diferenciats:
- Cost baix ($) —L’alumini i el PMMA (acrílic) ofereixen el punt de partida més econòmic
- Cost moderat ($$) —El POM, el PTFE, el niló i materials compostos com l’FR4
- Cost elevat ($$$) —El coure, el llautó, el bronze, l’acer, l’acer inoxidable i plàstics d’enginyeria com el PC i l’ABS
- Cost premium ($$$$$) —El magnesi, el titani, el PEEK i les ceràmiques tècniques
Però el preu de la matèria primera només explica una part de la història. Un taller mecànic de la zona de la badia també tindrà en compte la maquinabilitat: la velocitat i facilitat amb què es pot tallar el material. L’alumini es pot mecanitzar a velocitats tres o quatre vegades superiors a les de l’acer inoxidable. Aquesta diferència de velocitat es tradueix directament en costos menors de mà d’obra i de temps de màquina.
Aquí teniu la conclusió pràctica: no especifiqueu titani quan l'alumini satisfà els vostres requisits. No preseleccioneu l'acer inoxidable quan l'acer al carboni ofereix una resistència a la corrosió adequada. Cada sobre-especificació afegirà costos sense afegir valor a la vostra aplicació.
Relació entre tolerància i cost
Les toleràncies més estretes sempre són més cares, però la relació no és lineal. Segons la recerca de disseny per a fabricació de Fictiv, els dissenys a la zona de toleràncies «de menor esforç» utilitzen l'estàndard ISO 2768 mitjà, que representa un bon equilibri entre el que és fàcil d’aconseguir amb màquines CNC estàndard i el que és necessari per a peces funcionals.
Per què les toleràncies estretes augmenten els costos? Diversos factors s’acumulen:
- Velocitats d’usinatge més lentes —assolir la precisió requereix tallats curats i deliberats, en lloc de retirar agressivament material
- Operacions addicionals —les característiques poden necessitar passes de desbastat seguides de passes de acabat separades
- Eines especialitzades —el treball de precisió sovint exigeix eines de tall de major qualitat amb menys desviació radial
- Temps d'inspecció allargat —cada tolerància ajustada requereix la verificació amb equips de mesura calibrats
- Taxes de rebutjos més altes —les peces fora d'especificació s'han de descartar o tornar a treballar
L'enfocament més intel·ligent? Aplicar toleràncies ajustades només on la funció ho exigeixi. Qualsevol taller de mecanització de precisió, com el de Mass Precision a San Jose o qualsevol altre lloc, us dirà el mateix: especifiqueu ±0,001" només en superfícies d'ajust crítiques i deixeu les característiques no crítiques amb la tolerància estàndard de ±0,005" o més laxa.
Segons l'anàlisi de costos d'Exact Machine Service, és important establir les toleràncies i els acabats superficials necessaris basant-se en els requisits funcionals de les peces per assolir un equilibri entre precisió i cost.
Preus per volum i consideracions de preparació
Cada sèrie de producció comença amb la preparació: muntatge de fixacions, instal·lació d’eines, calibratge de la màquina i fabricació d’una peça de prova. Aquests costos romanen relativament fixos, tant si es fabriquen 10 peces com si se’n fabriquen 1.000. Comprendre aquesta dinàmica explica per què el preu per peça disminueix dràsticament a mesura que augmenta la quantitat.
Considereu aquest escenari: un taller mecànic de San Jose (CA) ofereix un pressupost de 500 $ per a la preparació més 20 $ per peça en temps de mecanitzat. Si demaneu 10 peces, la càrrega de preparació és de 50 $ per unitat. Si en demaneu 100, baixa a 5 $ per unitat. El cost de mecanitzat roman constant, però el cost total per peça passa de 70 $ a 25 $.
A continuació es mostren els factors de cost ordenats des del d’impacte més elevat fins al d’impacte més baix sobre el cost total del vostre projecte:
- Complexitat i geometria de la peça —dissenyos complexes que requereixen múltiples preparacions, eines especialitzades o mecanitzat de 5 eixos comporten preus premium
- Selecció de material —les aleacions exòtiques i els materials difícils de mecanitzar augmenten tant el cost de la matèria primera com el del procés de fabricació
- Requisits de Tolerància —cada xifra decimal addicional de precisió incrementa de forma desproporcionada el cost
- Quantitat del pedido —volums més elevats amortitzen els costos d’instal·lació i poden fer que es pugui aplicar un preu per lots
- Especificacions d'acabat superficial —els acabats més enllà dels estàndard (Ra 3,2 μm) requereixen operacions addicionals
- Operacions secundàries —el tractament tèrmic, l’anodització, la galvanoplàstia o la pintura afegiran costos posteriors a l’embotellat
- Requisits de termini d'entrega —la lliurament accelerada sovint comporta càrrecs per urgència
Voleu reduir costos sense comprometre la funcionalitat? Segons les millors pràctiques de fabricació de Fictiv, aquestes modificacions dissenyades generen els estalvis més significatius:
- Simplificar la Geometria —minimitzeu les cantonades interiors agudes, les bosses profundes i les característiques complexes que augmenten el temps d’embotellat
- Utilitzeu mides estàndard d’eines —dissenyar característiques compatibles amb freses i broques habituals redueix els costos d’instal·lació i d’eines
- Disseny per a menys instal·lacions —les peces que es poden embotellar en dues instal·lacions o menys eviten el temps de reposicionament i l’acumulació de toleràncies
- Especifiqueu només els acabats funcionals —sol·liciti superfícies polites només on ho exigeixin l'estètica o la funció
- Tingueu en compte lots lleugerament més grans —passar de 25 a 50 unitats sovint proporciona estalvis per peça desproporcionats
Les tallers mecànics de la zona de la badia i els tallers de mecanització de precisió d'arreu dels Estats Units utilitzen estructures de cost similars. En entendre quins factors determinen els seus preus, podeu dissenyar peces més intel·ligents, presentar pressupostos millor preparats i negociar des d'una posició basada en el coneixement, i no en suposicions.
Aquests factors de cost esdevenen especialment crítics quan el vostre projecte requereix certificacions específiques del sector. Les aplicacions aeroespacial, automotriu i mèdica introdueixen requisits de conformitat que influeixen tant en la fixació de preus com en la selecció de socis —temes que explorarem a continuació.
Aplicacions industrials i requisits de certificació
Penseu que tots els proveïdors de mecanitzat són iguals? Penseu-ho una altra vegada. L’taller que produeix components decoratius per a l’equipament opera sota regles completament diferents dels d’un taller que fabrica suports per a avions o implants quirúrgics. El vostre sector no només influeix en el que fabriqueu, sinó que dicta com ha d’operar, documentar i verificar cada pas de la producció el vostre soci en mecanitzat.
Comprendre aquests requisits de certificació us ajuda a avaluar possibles socis i a evitar errors costosos. Segons la recerca sobre certificacions en fabricació, les certificacions en mecanitzat no són només una formalitat: són un requisit fonamental que regula la selecció de subministradors, l’admissibilitat contractual i el compliment normatiu.
Requisits i certificacions per a components automotius
El sector de l'automoció exigeix coherència a escala. Quan es produeixen milers de components idèntics destinats a les cadenes de muntatge de vehicles, la variació no només és indesitjable, sinó que és inacceptable. Per això, els fabricants d'equipaments originals (OEM) exigeixen que els proveïdors compleixin normes riguroses de certificació abans d'atorgar-los contractes.
Certificació IATF 16949 iATF 16949 s'estableix com l'estàndard d'or per a la gestió de la qualitat en el sector de l'automoció. Publicat per l'International Automotive Task Force (IATF), aquesta norma es basa en la ISO 9001 i hi afegeix requisits específics per al sector de l'automoció. Segons Les orientacions de certificació de l'AIAG , la norma IATF 16949:2016 defineix els requisits del sistema de gestió de la qualitat per a les organitzacions de tot el sector automobilístic mundial.
Què fa que la IATF 16949 sigui diferent de les certificacions generals de qualitat? Aquesta norma posa èmfasi en:
- Prevenció de Defectes —aproximacions sistemàtiques per identificar i eliminar possibles fallades abans que es produeixin
- Reducció de la variació —protocols de millora contínua que van reforçant progressivament el control dels processos
- Eliminació de residus —principis de fabricació esvelta integrats en la gestió de la qualitat
- Requisits específics del client —flexibilitat per incorporar les especificacions individuals dels OEM
Control Estadístic de Processos (SPC) té un paper fonamental en la fabricació automobilística. En lloc d’inspeccionar les peces després de la producció, l’SPC supervisa els processos en temps real per detectar variacions abans que produeixin components defectuosos. Els gràfics de control, els índexs de capacitat i l’anàlisi de tendències es converteixen en eines habituals per a les instal·lacions certificades.
Per als tallers de màquines CNC a Califòrnia i per als tallers aeroespacials de màquines CNC que presten serveis a clients del sector automobilístic, aquestes certificacions no són opcions addicionals, sinó requisits imprescindibles per fer negocis. Els principals OEM, com ara General Motors, Ford i Stellantis, exigeixen la certificació IATF 16949 als seus proveïdors de mecanitzat.
Instal·lacions certificades com Shaoyi Metal Technology satisfan aquestes exigències del sector automobilístic amb la certificació IATF 16949 i protocols SPC estrictes. La seva operació permet fabricar conjunts de xassís d’alta tolerància i components de precisió, mantenint alhora la documentació i la traçabilitat que requereixen les cadenes d’aprovisionament automobilístiques.
Estàndards de precisió aeroespacial
Si les exigències del sector automobilístic es centren en la coherència, les del sector aeroespacial exigeixen la perfecció — amb justificants. Cada material, cada procés i cada mesura han de ser documentats i traçables. Quan la fallada d’un component pot tenir conseqüències catastròfiques, els requisits de certificació reflecteixen aquest nivell de risc.
Certificació AS9100 es basa en la norma ISO 9001, però hi afegeix exigències de qualitat molt estrictes dissenyades específicament per a sistemes aeroespacials, de defensa i espacials. Segons investigacions del sector, més de l’80 % de les empreses aeroespacials globals exigeixen als proveïdors de fresat CNC la certificació AS9100.
Què distingeix la norma AS9100 de les normes generals de qualitat?
- Traçabilitat completa del material —cada component es relaciona amb el material brut certificat, amb números de lot tèrmic i certificats d’origen documentats
- Inspecció de la primera unitat (FAI) —La documentació conforme a l’AS9102 demostra que la producció inicial compleix totes les especificacions
- Gestió de la configuració —El control estricte de revisions assegura que les peces coincideixin amb les versions actuals de l’enginyeria
- Gestió de riscos —Els processos formals identifiquen, avaluen i atenuen els possibles problemes de qualitat
- Prevenció de peces falsificades —Els procediments de verificació asseguren l’autenticitat dels materials
La càrrega documental s’estén durant tot el procés de producció. Una fàbrica de maquinària CNC a Califòrnia que presta serveis a clients aerospacials ha de mantenir registres que mostren:
- Certificacions de materials purs i verificació de la font
- Trajectòries d’eina i programes CNC utilitzats per a cada operació
- Qualificacions dels operaris i registres de formació
- Estat de calibrat de tots els equips de mesurament
- Dades completes d'inspecció per a cada dimensió crítica
Per als proveïdors de fabricació metàl·lica a San Jose (Califòrnia) i altres tallers regionals, obtenir la certificació AS9100 requereix una inversió important en sistemes de documentació, formació i preparació per a les audits. No obstant això, la certificació obre l'accés a contractes aeroespacials que els competidors no certificats no poden dur a terme.
Consideracions sobre la fabricació de dispositius mèdics
La fabricació de dispositius mèdics afegeix una altra capa de complexitat regulatòria. Quan els components mecanitzats es converteixen en parts d’equipaments diagnòstics o dispositius implantables, la seguretat dels pacients determina tots els requisits.
Segons Directrius reguladores de la FDA , els fabricants han d’establir i aplicar sistemes de qualitat per garantir que els seus productes compleixin de manera coherent els requisits i especificacions aplicables. Aquests sistemes de qualitat per a dispositius regulats per la FDA s’anomenen bones pràctiques de fabricació actuals (CGMP).
Certificació ISO 13485 tracta específicament la gestió de la qualitat en dispositius mèdics. Tot i que té una estructura semblant a la norma ISO 9001, incorpora requisits addicionals per a:
- Controls de disseny —verificació sistemàtica que els dispositius compleixen els requisits d'ús previst
- Validació de processos —prova documentada que els processos de fabricació produeixen de manera coherent resultats acceptables
- Documentació de biocompatibilitat —evidència que els materials no causaran reaccions adverses en els pacients
- Validació de l'esterilització —verificació que els processos d'esterilització assolen els nivells requerits d'assegurament de l'esterilitat
- Gestió de reclamacions —sistemes formals per fer el seguiment i investigar problemes relacionats amb el producte
La Regulació del Sistema de Qualitat de la FDA (21 CFR Part 820) estableix el marc regulador als Estats Units. Segons la documentació de la FDA, la regulació del sistema de qualitat adopta un enfocament «paraguas» que exigeix als fabricants desenvolupar i seguir procediments adequats als seus dispositius concrets.
Què significa això per al vostre proveïdor de mecanitzat?
- Registres completes de la història del dispositiu per a cada lot produït
- Processos de fabricació validats amb paràmetres documentats
- Equipament de mesura calibrat traçable fins als estàndards nacionals
- Entorns controlats adequats als requisits del producte
- Registres de formació del personal que demostren la competència
La FDA ha publicat recentment la norma definitiva sobre el Reglament del Sistema de Gestió de la Qualitat (QMSR), que incorpora la norma ISO 13485:2016 al marc regulador. Aquesta harmonització implica que els proveïdors de mecanització de dispositius mèdics han d’assegurar cada cop més el compliment simultani tant dels requisits de la FDA com dels estàndards internacionals.
Trieu el partner certificat adequat
El vostre sector determina quines certificacions són més importants. Aquí teniu una referència ràpida:
| Indústria | Certificació principal | Requisits clau |
|---|---|---|
| Automotiu | IATF 16949 | Control estadístic de processos (SPC), prevenció de defectes, requisits específics del client |
| Aeroespacial/Defensa | AS9100 | Traçabilitat completa, inspecció inicial de peça (FAI), gestió de la configuració |
| Dispositius Mèdics | ISO 13485 | Controls de disseny, validació de processos, gestió de reclamacions |
| Industrial general | ISO 9001 | Fonaments de la gestió de la qualitat, millora contínua |
No suposiu que un taller certificat per a una indústria es qualifica automàticament per a una altra. Els proveïdors aeroespacials certificats segons la norma AS9100 poden no disposar dels sistemes de producció en gran volum que requereix el sector automobilístic. Els especialistes en dispositius mèdics poden no tenir experiència amb les aleacions exòtiques que demana el sector aeroespacial.
En avaluar possibles socis, verifiqueu directament les certificacions. Demaneu còpies dels certificats, comproveu les dates de caducitat i assegureu-vos que l’àmbit d’aplicació cobreix els tipus concrets de productes que necessiteu. Els organismes de certificació mantenen bases de dades públiques on podeu verificar de forma independent l’estat del proveïdor.
Aquests requisits de certificació afegiran cost i complexitat als serveis de mecanitzat, però existeixen per bones raons. Quan els vostres components s’integren en vehicles, aeronaus o dispositius mèdics, la importància de la tasca justifica la inversió en sistemes de qualitat rigorosos. Comprendre què exigeix cada sector us ajuda a trobar socis capaços de complir realment les seves promeses.
Les certificacions estableneixen sistemes de qualitat bàsics, però com verifiquen realment els proveïdors d’usinatge que les peces individuals compleixen les vostres especificacions? La resposta es troba en els mètodes d’inspecció i els protocols d’assegurament de la qualitat: el nostre proper tema.
Assegurament de la qualitat i verificació de toleràncies
El vostre soci d’usinatge disposa d’una certificació impressionant. Però aquí teniu la pregunta real: com demostra, efectivament, que les vostres peces compleixen les especificacions? Les certificacions estableneixen sistemes; les inspecions verifiquen resultats. Comprendre com mesuren, documenten i verifiquen les dimensions les instal·lacions professionals us ajuda a avaluar les afirmacions sobre la qualitat i a interpretar els informes d’inspecció que rebeu amb els vostres enviaments.
Ja treballeu amb una fàbrica d’usinatge de Santa Clara o adquireu components de tallers d’usinatge de Santa Clara (CA), els fonaments de l’assegurament de la qualitat romanen constants entre proveïdors reputats.
Comprensió de les especificacions de tolerància
Abans que es faci cap mesura, tothom ha d’estar d’acord sobre què significa «acceptable». Les especificacions de tolerància defineixen la variació permesa respecte de les dimensions nominals, i comprendre aquest llenguatge us ajuda a comunicar-vos eficaçment amb el vostre proveïdor de mecanitzat.
Les toleràncies apareixen en diverses formes als plànols tècnics:
- Toleràncies bilaterals — variació permesa en ambdues direccions (p. ex., 25,00 ± 0,05 mm)
- Toleràncies unilaterals — variació permesa només en una direcció (p. ex., 25,00 +0,00/-0,10 mm)
- Dimensions límit — valors màxim i mínim explícits (p. ex., 24,95-25,05 mm)
- Indicacions GD&T — símbols de dimensionament i tolerància geomètrics que controlen la forma, l’orientació i la posició
Per què és important això per a la verificació de la qualitat? Segons La recerca en metrologia amb MMC els sistemes avançats poden mesurar geometries complexes amb una precisió excepcional, assolint sovint incerteses de mesura dins dels micròmetres. Però fins i tot l’equipament més sofisticat no serveix de res si les especificacions de toleràncies no estan definides de forma clara.
El procés d’inspecció comença amb el vostre plànol. Totes les dimensions marcades com a crítiques es mesuren i documenten. Les característiques amb toleràncies normals poden ser objecte d’una inspecció per mostreig en lloc d’una inspecció al 100 %: una aproximació pràctica que equilibra la rigorositat amb l’eficiència de costos.
Mètodes i equipaments d’inspecció
Les instal·lacions de mecanitzat de servei professional emprin una gamma de tecnologies d’inspecció, cadascuna adaptada a reptes de mesura específics. Comprendre aquestes eines us ajuda a valorar què implica verificar les vostres peces.
Màquines de mesura per coordenades (CMM) representen l’estàndard d’or per a la verificació dimensional. Segons la documentació del sector, les màquines de mesura per coordenades (CMM) capturen punts de dades que el programari processa per calcular dimensions, toleràncies i relacions geomètriques. Aquests instruments sofisticats operen dins d’un sistema de coordenades tridimensional, fent servir els eixos X, Y i Z per determinar posicions exactes.
Què fa que les CMM siguin especialment valuoses?
- Mesurar geometries complexes en 3D als quals les eines manuals no poden accedir
- Proporcionar resultats repetibles i independents de l’operador
- Generar informes d’inspecció automàtics amb una documentació completa de les dades
- Verificar les especificacions de GD&T, incloent-hi les toleràncies de posició real i de perfil
Comparadors òptics projectar perfils ampliats de peces sobre pantalles per a la comparació visual respecte a superposicions de referència. Aquests sistemes sense contacte funcionen bé per a:
- Peces fràgils o fàcils de deformar
- Perfils de rosques i dents d’engranatges
- Trencaments de vores i xamfranats
- Verificació visual ràpida durant la producció
Mesuradors de rugositat superficial mesuren la textura microscòpica de les superfícies mecanitzades. Quan el vostre plànol especifica valors Ra (rugositat mitjana aritmètica), aquests instruments verifiquen el compliment traçant una punta sobre la superfície i analitzant el perfil resultant.
Així és com es comparen els mètodes d'inspecció habituals:
| Mètode d'inspecció | Precisió típica | Millors aplicacions | Limitacions |
|---|---|---|---|
| MMC (de contacte) | ±0,001-0,003 mm | Geometria 3D complexa, verificació de GD&T, peces de producció | Més lent per a mesures senzilles, requereix un entorn controlat |
| Comparador Òptic | ±0,01-0,025 mm | Inspecció de perfils, verificació de rosques, comparació visual | només 2D, cal la interpretació de l’operador |
| Micròmetres/Calibres | ±0,01-0,025 mm | Comprovacions ràpides, dimensions externes, característiques senzilles | Funcionament manual, limitat a superfícies accessibles |
| Calibradors d'alçada | ±0,01mm | Alçades d'esglaó, referències de datum, treball sobre placa plana | Necessita una superfície de referència plana |
| Testador de Rugositat de Superfície | Resolució fins a 0,001 μm Ra | Verificació de l'acabat superficial, validació del procés | Mesura només la textura, no la precisió dimensional |
| escaneig 3D | ±0,025–0,1 mm | Formes complexes, enginyeria inversa, cartografiat de desviacions | Precisió inferior a la de les MMC, cal un processament posterior |
Un taller mecànic de Santa Clara (CA) o qualsevol instal·lació centrada en la qualitat normalment combina diversos mètodes. Les màquines de mesura per coordenades (CMM) s’encarreguen de la inspecció final de les característiques crítiques, mentre que les eines manuals donen suport als controls en procés durant les operacions d’usinatge.
Documentació i Traçabilitat
Les dades de mesurament no signifiquen res sense una documentació adequada. L’assessorament professional de qualitat va més enllà de la simple presa de mesures: inclou una traçabilitat completa des del material brut fins a l’embarcament final.
Inspecció de la primera unitat (FAI) forma la base de la qualitat de producció. Segons la recerca sobre fabricació realitzada per PMP Metals, la inspecció inicial de peça (FAI) és un procés formal i escrit que assegura que la fabricació d’una peça o d’un conjunt compleix les especificacions de disseny, els plànols i els requisits definits pel client o per l’enginyeria.
Què inclou una FAI exhaustiva?
- Dibuix amb globus —cada dimensió numerada com a referència
- Taula de Resultats Dimensionals —valors mesurats comparats amb les toleràncies especificades
- Certificacions de Materials —documentació que demostra l’aleació i el tractament tèrmic correctes
- Registres del procés —informació sobre les màquines i les eines utilitzades en la producció
- Aprovacions —les signatures de l’operari i de l’inspector que confirmen la verificació
La inspecció inicial (FAI) es realitza en punts crítics: les primeres sèries de producció, després de canvis d’enginyeria, quan es canvien les ubicacions de fabricació o després de pauses prolongades en la producció. Aquest sistema de punts de control detecta problemes abans que es multipliquin a tota la quantitat de producció.
Inspecció en Procés proporciona una verificació contínua durant les sèries de producció. Els operaris comproven les dimensions crítiques a intervals regulars —potser cada desè o cada vint-i-cinquè peça— per confirmar que el procés roman estable. Qualsevol desviació activa una investigació abans que s’acumulin peces fora de tolerància.
Inspecció Final els protocols verifiquen les peces acabades abans de l’embarcament. Segons els vostres requisits i les normes del sector, això pot incloure:
- inspecció al 100 % de totes les característiques crítiques
- Mostreig estadístic basat en la mida del lot i els nivells acceptables de qualitat (AQL)
- Certificat de conformitat que documenta el compliment de les especificacions
- Informes dimensionals complets amb els valors mesurats reals
Sistemes de Gestió de la Qualitat unir aquests elements. Segons la recerca sobre la norma ISO 9001:2015, aquesta norma internacionalment reconeguda estableix el referent que les empreses han de complir i superar per satisfer les expectatives dels clients. Un taller mecànic certificat segons la norma ISO ha implementat un sistema de gestió de la qualitat (SGQ) sòlid que garanteix una qualitat i una fiabilitat constants.
Què significa realment la certificació ISO 9001:2015 per a les vostres peces?
- Els procediments documentats asseguren processos constants, independentment de quin operari executi el vostre treball
- Els programes de calibratge verifiquen que l’equipament de mesura manté la seva precisió
- Els sistemes d’acció correctiva resolen els problemes de manera sistemàtica, i no de forma repetida
- Les revisions de la direcció asseguren la millora contínua, en lloc de l’estancament
Més enllà de la norma ISO 9001, les certificacions específiques del sector afegixen requisits especialitzats. La norma AS9102 regula la documentació de l’inspecció inicial (FAI) en l’àmbit aeroespacial. L’estàndard IATF 16949 exigeix els protocols d’SPC (control estadístic de processos) en l’automoció. La norma ISO 13485 tracta la traçabilitat dels dispositius mèdics. L’aplicació concreta determina quines normes són aplicables i quina documentació cal esperar del vostre proveïdor de mecanitzat per servei.
L’assessorament de qualitat es redueix, en última instància, a la confiança verificada mitjançant proves. Les certificacions estableixen sistemes. L’equipament d’inspecció proporciona capacitat. La documentació demostra els resultats. En avaluar proveïdors de mecanitzat per servei, aneu més enllà de les capacitats declarades i enteneu com verifiquen realment allò que lliuren.

Comparació entre el mecanitzat per servei i altres mètodes de fabricació
Heu explorat com funciona la mecanització per servei, quin és el seu cost i com es verifica la qualitat. Però aquí teniu la pregunta que manté desperts els responsables d’operacions durant la nit: la mecanització subcontratada és realment l’opció adequada per al vostre projecte? O bé la producció interna, la impressió 3D o la fosa donarien millors resultats?
La resposta depèn de la vostra situació concreta: els requisits de volum, les necessitats de tolerància, les restriccions de material i les pressions temporals influeixen tots en el camí òptim. Construïm un marc de presa de decisions que us ajudi a avaluar aquests compromisos de forma objectiva.
Mecanització per servei vs operacions internes
La decisió entre subcontratar o invertir representa una de les opcions més transcendents amb què es troben els fabricants. Segons recerca de fabricació , normalment és més intel·ligent subcontratar inicialment, llevat que necessiteu més de 4.000-5.000 peces anuals, tingueu requisits rigorosos de propietat intel·lectual o certificacions, o pugueu assumir una despesa inicial de 200.000 a 700.000 $ més les despeses de formació dels operaris.
Què fa que aquest càlcul sigui tan complex? Penseu en què implica realment la mecanització interna:
- Inversió de capital —una única fresadora CNC de 5 eixos pot costar entre 200.000 $ i 700.000 $ abans de la instal·lació, les eines i la formació
- Operaris qualificats —la CNC continua sent un procés altament especialitzat que requereix capacitats actualitzades contínuament
- Manteniment continuat —l’equipament necessita calibracions periòdiques, reparacions i, finalment, substitució
- Espai a terra i serveis utilities —les màquines-eina necessiten fonaments adequats, subministrament elèctric i control climàtic
Quan té més sentit externalitzar? Per a volums anuals inferiors a 1.000 unitats, els càlculs apunten clarament cap als proveïdors externs. Un taller contractista típic podria oferir un pressupost de 18 $ per peça per a sèries de baix volum en alumini mecanitzat amb CNC, una quantitat molt inferior al cost amortitzat de l’equipament propi que roman parcialment inactiu.
No obstant això, el càlcul canvia a escala. Quan les sèries de producció superen les 5.000 unitats anuals amb toleràncies estàndard, la inversió interna comença a generar costos per unitat més baixos. Les despeses d’instal·lació es reparteixen entre un nombre prou elevat de peces perquè la producció interna resulti econòmica.
Si esteu cercant «tornaires CNC a prop meu» perquè necessiteu execucions ocasionals de prototips o producció de volum mitjà, el mecanitzat per servei gairebé segur que ofereix millor valor que la inversió en capital.
Quan la fabricació additiva té més sentit
la impressió 3D ha alterat l’economia de la fabricació, però no ha substituït el mecanitzat. Comprendre on cada mètode destaca us ajuda a triar el més adequat.
Segons la comparació de processos de Xometry, la impressió 3D permet obtenir peces amb forma definitiva de manera ràpida, mentre que el mecanitzat CNC requereix una configuració individual i, generalment, programació manual i supervisió. És habitual que les peces mecanitzades CNC costin fins a 10 vegades més que les peces impresses en 3D per a volums baixos i geometries complexes.
On guanya la fabricació additiva?
- Geometries interiors complexes —estructures de xarxa, canals de refrigeració conformes i formes orgàniques a les quals les eines de tall no poden arribar
- Iteració ràpida —les modificacions només requereixen canvis en els fitxers, no noves eines ni programació
- Producció en baix volum —els costos de muntatge són mínims, cosa que fa que la fabricació d'una sola peça sigui econòmica
- Oportunitats de consolidació —els conjunts poden convertir-se en una única peça impresa
Tanmateix, la impressió 3D té limitacions importants. Els diversos processos d'impressió ofereixen resistències variables comparades amb les propietats natives del material: fins i tot tan baixes com el 10 % de la resistència a la tracció última del material per a l'FFF en ABS, tot i que poden arribar fins al 100 % per a la SLS de niló. L'usinatge CNC produeix peces en materials natius sense interrupcions, de manera que la resistència és generalment elevada.
L'acabat superficial representa un altre repte. La impressió 3D sol veure's afectada per la mecànica del procés —en particular, la resolució en Z provoca superfícies escalonades i pertorbacions visuals. L'acabat superficial obtingut mitjançant CNC pot ser extremadament uniforme i molt precís si els recorreguts de la fresa es programen per obtenir un acabat llis.
El punt de decisió pràctic? Trieu la fabricació per addició per a prototips, geometries complexes i volums inferiors a 50 unitats. Canvieu a mecanitzatge per servei quan necessiteu propietats del material aptes per a producció, toleràncies estretes o superfícies llises.
Alternatives a la fosa i al motllo
Per a la producció en gran volum, ni el mecanitzatge ni la impressió 3D poden ser la millor opció. La fosa i el motllo d'injecció ofereixen costos per peça molt més baixos, un cop s'ha absorbit la inversió en eines.
El motllo d'injecció pot produir peces de plàstic idèntiques en segons, en lloc d'hores. No obstant això, els motllos en si costen des de milers fins a centenars de milers de dòlars, segons la seva complexitat. Aquesta inversió només té sentit quan es produeixen desenes de milers de components idèntics.
La fundició per injecció ofereix una economia similar per a peces metàl·liques. Components complexos d’alumini o zinc es poden produir ràpidament un cop existeixen les eines. No obstant això, la fundició per injecció no pot assolir les toleràncies del mecanitzat sense operacions secundàries, i els canvis de disseny requereixen modificacions costoses del motlle.
Quan superen aquests mètodes el mecanitzat per servei?
- Volums superiors a 10.000 unitats —els costos de les eines es reparteixen fins a un impacte per peça negligible
- Disseny estables —els canvis són costosos, per tant les peces han d’estar preparades per a la producció
- Toleràncies moderades —la precisió com a fundides o com a moldades satisfà els requisits
- Sèries de producció prolongades —el mateix disseny es produirà durant mesos o anys
Comparació dels mètodes de fabricació d'un cop d'ull
Utilitzeu aquesta taula de referència quan avalueu les aproximacions de producció per al vostre proper projecte:
| Criteris | Mecanitzat de servei | Mecanitzat intern | impressió 3D | Modelatge per injecció | Fundició per pressió |
|---|---|---|---|---|---|
| Rang de volum ideal | 1-5.000 unitats | més de 5.000 unitats anualment | 1-50 unitats | 10.000+ unitats | 5.000+ unitats |
| Opcions de Material | Metalls i plàstics gairebé il·limitats | Limitat per l’equipament propi | Polímers específics del procés, alguns metalls | Termoplàstics principalment | Aliatges d'alumini, zinc i magnesi |
| Capacitat de tolerància | ±0,001" assolible | ±0,001" assolible | ±0,005–0,010" típic | ±0,002–0,005" típic | ±0,005" típic, mecanitzat per a toleràncies més estretes |
| Temps d'espera | Dies a setmanes | Hores a dies | Hores a dies | Setmanes per a la fabricació d'eines, després ràpid | Setmanes per a la fabricació d'eines, després ràpid |
| Cost d'instal·lació/equipament | Baixa-Moderada | Alta inversió de capital | Mínim | 5.000–100.000 $+ per a motlles | 10.000–100.000 $+ per a matrius |
| Cost per peça (volum baix) | Moderat | Alta | Baixa-Moderada | Molt Alt | Molt Alt |
| Cost per peça (volum alt) | Moderat | Baix | Alta | Molt baix | Molt baix |
| Flexibilitat en el Disseny | Alta | Alta | Molt Alt | Baixos després de la fabricació d'eines | Baixos després de la fabricació d'eines |
| Força del Material | Propietats natives completes | Propietats natives completes | 10-100% segons el procés | Propietats polimèriques gairebé completes | Propietats d'aliatge gairebé completes |
Fer la Tria Correcta per al Vostre Projecte
El mètode de fabricació òptim depèn de la posició del vostre projecte respecte diversos eixos de decisió. Tingueu en compte aquests escenaris:
Trieu el mecanitzat per servei quan:
- Necessiteu peces metàl·liques de qualitat per a producció, en volums de 10 a diversos milers d'unitats
- Es requereixen toleràncies més estretes que ±0,005"
- El vostre disseny pot evolucionar segons les proves o els comentaris dels clients
- No disposeu de capital per invertir en equipament ni d’operaris qualificats
- Necessiteu accés a tallers de fresatge de 5 eixos o processos especialitzats sense haver-los d’adquirir
Esculliu la fabricació interna quan:
- Els volums anuals superen de forma constant les 5.000 unitats de peces similars
- El control del temps d’entrega és crític: necessiteu les peces en hores, no en dies
- Les preocupacions sobre la protecció de la propietat intel·lectual fan que la subcontratació comporti riscos
- Ja teniu, o podeu formar, una plantilla d’operaris qualificats per fer funcionar l’equipament
Trieu la impressió 3D quan:
- Les geometries inclouen canals interns, reticles o formes orgàniques
- Esteu iterant dissenys de forma ràpida i necessiteu retroalimentació immediata
- Les quantitats són molt baixes, especialment prototips individuals
- Els requisits de resistència del material són moderats
Trieu l’emmotllament o la fosa quan:
- Els dissenys estan definitius i estables per a una producció prolongada
- Els volums justifiquen la inversió en eines —normalment 10.000 unitats o més
- El cost per peça és el factor principal
- Els requisits de tolerància es poden complir sense maquinat secundari
Molts projectes s’hi beneficien d’aproximacions híbrides. Feu prototips amb impressió 3D, valideu-los amb maquinat de servei i escaliu cap a l’emmotllament un cop els dissenys estiguin estabilitzats. Un taller mecànic de San Francisco o una instal·lació de taller mecànic de San Francisco (CA) us pot ajudar a gestionar aquestes transicions; molts ofereixen tant maquinat com assessorament sobre quan tenen sentit mètodes alternatius.
Per als fabricants que exploren opcions de mecanitzat CNC a prop meu a Califòrnia, el marc de presa de decisions roman consistent independentment de la ubicació. Avaluï les vostres previsions de volum, els requisits de tolerància, les pressions temporals i les restriccions de capital. El mètode de fabricació adequat sorgeix d’una avaluació honesta d’aquests factors, no d’assumpcions sobre quina tecnologia és la «millor».
Amb aquest marc de presa de decisions a mà, l’últim pas consisteix a seleccionar el socí de mecanitzat adequat per dur a terme l’enfocament escollit. Els criteris d’avaluació —i les preguntes que heu de fer— determinen si el vostre projecte té èxit o troba dificultats.
Tria del socí de servei de mecanitzat adequat
Heu analitzat els processos, heu comparat els mètodes de fabricació i compreneu què impulsa els costos. Ara arriba la decisió que determinarà si el vostre projecte té èxit o troba obstacles: la selecció del socí de mecanitzat adequat. Aquesta elecció afecta tot: qualitat, lliurament, cost i la vostra capacitat d’escalar a mesura que augmenta la demanda.
Segons la guia de selecció de socis de Principal Manufacturing Corporation, triar el soci adequat per a la mecanització CNC assegura l’èxit del vostre projecte. Una empresa experimentada pot tenir un impacte positiu en tots els aspectes del procés de producció, des de la qualitat fins a la lliurament puntual.
Ja sigui que estigueu avaluant opcions d’tallers mecànics a San Jose o que exploreu tallers mecànics a Oakland (CA), aquests criteris us ajudaran a distingir els socis excepcionals dels que només són acceptables.
Criteris clau per avaluar socis de mecanització
Què diferencia un soci fiable de mecanització d’un que genera problemes? Mireu més enllà dels preus oferts per avaluar aquests factors essencials:
- Certificacions rellevants —verifiqueu com a mínim la certificació ISO 9001, així com les normes específiques del sector, com ara l’IATF 16949 per al sector automotiu, l’AS9100 per a l’aeroespacial o la ISO 13485 per a dispositius mèdics
- Capacitats de l'equipament —confirmeu que disposen de les màquines adequades per als vostres components, ja sigui fresatge de 5 eixos, tornejat suís o EDM especialitzat
- Rendiment en terminis de lliurament —pregunteu sobre el temps habitual de resposta per al vostre rang de volum i el seu historial en complir els compromisos de lliurament
- Responsivitat en la comunicació —observeu com de ràpidament responen a les consultes inicials, ja que això sovint prediu la comunicació contínua del projecte
- Trajectòria de qualitat —demaneu referències de projectes similars i pregunteu sobre les taxes de rebutjat i l’historial d’accions correctives
- Expertesa Tècnica —avalieu la seva capacitat per oferir retroalimentació DFM i suggerir millores, no només per executar cegament els vostres plànols
- Capacitat i escalabilitat —assegureu-vos que poden satisfer les vostres necessitats actuals i créixer juntament amb vosaltres a mesura que augmentin els volums
Segons la recerca del sector, una empresa orientada al client treballarà estretament amb el client per oferir coneixements valuables, discutir millores de disseny i suggerir mesures d’estalvi de costos. Els socis haurien de ser consellers de confiança que comparteixin la seva experiència per ajudar a assolir els millors resultats possibles.
Quan cerqueu un taller mecànic a Fremont (CA) o en qualsevol altre lloc, demaneu testimonis de clients que hagin treballat amb l’empresa en projectes similars. Les seves experiències revelen més que qualsevol presentació comercial.
Preparar el vostre projecte per al seu èxit
Fins i tot el millor soci de mecanitzat no pot compensar projectes mal preparats. Prepareu-vos per tenir èxit abordant aquests elements abans d’enviar la vostra primera sol·licitud de pressupost:
- Fitxers de disseny complets —proporcioneu tant models CAD 3D (es prefereix el format STEP) com dibuixos 2D acotats amb toleràncies clarament especificades
- Especificacions del Material —indiqueu les qualitats específiques, no només les famílies de materials («6061-T6» en lloc de només «alumini»)
- Identificació de característiques crítiques —destaqueu quines dimensions i característiques són funcionalment crítiques i quines es troben dins de la tolerància general
- Quantitats i requisits de calendari —especifiqueu clarament els volums, les dates de lliurament i si és possible que els requisits canviïn
- Necessitats de documentació de qualitat —indiqueu quins informes d’inspecció, certificacions o traçabilitat exigeixeu
Segons la guia de fabricació de Fictiv, treballar des del principi amb un soci experimentat en fabricació ofereix un camí fluid per a l’adquisició de components durant el procés de desenvolupament del producte i ajuda a mitigar els riscos futurs.
Com més context proporcioni d’entrada, més precises seran les seves pressupostos. No faci que els possibles socis hagin d’endevinar els requisits: la manca de claredat condueix o bé a preus inflats (perquè cobreixen incerteses) o bé a sorpreses posteriors quan les suposicions resultin errònies.
Talleres locals com el taller mecànic de Jose o el taller mecànic de Diaz poden oferir avantatges per a la col·laboració cara a cara durant projectes complexos. Tanmateix, no limiti la seva cerca geogràficament si les capacitats especialitzades són més importants que la proximitat.
Escalat des del prototip a la producció
Això és el que agafa molts fabricants per sorpresa: el taller que destaca en la fabricació de prototips pot tenir dificultats amb volums de producció —i viceversa. Trobar un soci que gestioni ambdós àmbits us estalvia canvis de proveïdor dolorosos a mig projecte.
Segons la recerca sobre fabricació, és essencial treballar amb una empresa capaç d’acomodar el creixement futur. A mesura que la vostra empresa s’expandeixi o augmentin els requisits del projecte, un soci fiable podrà gestionar sense problemes volums de producció més elevats i demandes en evolució.
Com es manifesta l’escalabilitat en la pràctica?
- Flexibilitat del prototip —capacitat de produir petites quantitats ràpidament, sovint amb plazos d’entrega d’un sol dia per a necessitats urgents
- Capacitat de producció pont —gestió de sèries de baix volum (desenes fins a centenars d’unitats) mentre valideu els dissenys
- Capacitat de Producció —equipament i mà d’obra per donar suport a la fabricació de milers de peces mensualment quan aparegui la demanda
- Consistència del procés —manteniment d’estàndards de qualitat idèntics independentment de la mida del lot
- Resposta a la demanda —augment o reducció de les quantitats segons les necessitats, sense comprometre els terminis d’entrega
Els socis especialitzats en mecanitzat escalables també comprenen la importància d’invertir en tecnologia avançada. Actualitzen contínuament el seu equipament, el seu programari i els seus processos de fabricació per mantenir-se competitius i respondre a les exigències sectorials en evolució.
Especialment per a aplicacions automotrius: Shaoyi Metal Technology exemplifica aquest model d’escalabilitat. Les seves instal·lacions ofereixen serveis de mecanitzat CNC de precisió amb plazos d’entrega tan curts com un dia laborable per a prototips urgents, alhora que mantenen la capacitat de producció, la certificació IATF 16949 i estrictes protocols d’SPC exigits per les cadenes d’aprovisionament automotrius. Aquesta combinació de velocitat i escala significa que no superareu les capacitats del vostre proveïdor a mesura que els projectes evolucionin des del concepte fins a la producció en sèrie.
Preguntes a fer abans de comprometre’s
Abans de signar aquell primer ordre de compra, obteniu respostes clares a aquestes preguntes essencials:
- Quines certificacions teniu i quan es van auditar per última vegada?
- Podeu facilitar-nos referències de clients del meu sector?
- Quin és el vostre plazo d’entrega habitual per al meu rang de volums?
- Com gestioneu els canvis de disseny durant la producció?
- Quines capacitats d’inspecció teniu internament?
- Com comunicareu l’estat del projecte i qualsevol problema que pugui sorgir?
- Què passa si les peces no compleixen les especificacions?
Les respostes no només revelen la capacitat tècnica, sinó també el caràcter. Els socis que eviten les preguntes o fan promeses excessives haurien de fer-vos dubtar. En canvi, aquells que donen respostes clares i concretes —incloent-hi una reconeixement sincer de les seves limitacions— demostren la transparència necessària per a relacions exitoses.
L’èxit del mecanitzat de servei depèn, en última instància, tant de la qualitat de la col·laboració com de la capacitat tècnica. El soci adequat aporta l’expertesa que vostè no té, detecta problemes abans que es converteixin en costosos i s’escala al ritme del seu negoci. Invertiu el temps necessari per triar amb cura, i els seus projectes de mecanitzat assoliran els resultats desitjats: a temps, dins del pressupost i segons les especificacions.
Preguntes freqüents sobre el mecanitzat de servei
1. Quina és la tarifa horària per a una màquina CNC?
Els preus horaris del mecanitzat CNC solen oscil·lar entre 30 $ i 100 $, segons la ubicació geogràfica, la complexitat de la màquina i el material que es processa. Factors com les capacitats de 5 eixos, les toleràncies ajustades i els materials exòtics comporten tarifes més elevades. Els costos de preparació sovint es cobren per separat i es reparteixen entre la quantitat total de peces produïdes, cosa que fa que els comandes més grans siguin més econòmiques per peça. Les comandes urgents normalment comporten càrrecs addicionals del 15 % al 50 % sobre les tarifes habituals.
2. Què significa mecanitzat?
L'usinatge és un procés de fabricació subtractiu que crea formes desitjades eliminant material no desitjat de peces més grans. A diferència de la impressió 3D, que afegeix material capa a capa, l'usinatge utilitza eines de tall giratòries o rodes abrasives per esculpir amb precisió el material en brut. L'usinatge CNC (Control Numèric per Ordinador) automatitza aquest procés mitjançant trajectòries d'eines programades, cosa que permet una producció coherent de peces complexes amb toleràncies tan estretes com ±0,001 polzades en metalls, plàstics i materials compostos.
3. Quant de temps triga l'usinatge CNC des de la comanda fins a la lliurament?
Els terminis d’entrega per a la mecanització de servei varien segons la complexitat, el volum i la capacitat de l’taller. Els prototips senzills es poden enviar en 1-3 dies des de les instal·lacions que ofereixen un torn ràpid. Les sèries de producció habituals solen requerir 1-3 setmanes, incloent-hi la revisió del disseny, la programació, la mecanització i la inspecció. Les peces complexes que necessiten operacions secundàries, com ara tractament tèrmic o anoditzat, allarguen encara més el termini d’entrega. Proveïdors automotius certificats, com ara Shaoyi Metal Technology, ofereixen terminis d’entrega tan ràpids com un sol dia laborable per a prototips urgents.
4. Quins formats de fitxer accepten els tallers de fresat CNC?
La majoria d’tallers de màquines professionals prefereixen els fitxers STEP (.stp, .step) com a norma universal d’intercanvi de models 3D, llegibles per gairebé qualsevol programari CAM. Els fitxers IGES segueixen sent àmpliament compatibles per a geometries de superfície i sòlides. Els fitxers 2D DXF/DWG són essencials per a peces planes i dimensions suplementàries. Els fitxers CAD nadius de SolidWorks, Inventor o Fusion 360 conserven tota la intenció de disseny quan els tallers utilitzen el mateix programari. Inclou sempre dibuixos en PDF acotats que especifiquin les toleràncies, els acabats superficials i les característiques crítiques.
5. Com triar entre l’abricació CNC i la impressió 3D?
Trieu l'usinatge CNC quan necessiteu una resistència del material adequada per a la producció, toleràncies estretes inferiors a ±0,005 polzades, acabats superficials llisos o peces metàl·liques en volums superiors a 50 unitats. La impressió 3D destaca en geometries interiors complexes, iteracions ràpides de disseny, quantitats molt reduïdes i formes orgàniques impossibles d'usinar. Les peces usinades CNC conserven el 100 % de les propietats natives del material, mentre que alguns processos d'impressió 3D assolen només un 10-50 % de la resistència del material. Molts projectes s'hi beneficien de fer prototips mitjançant impressió 3D i després passar a l'usinatge per a la producció.