 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

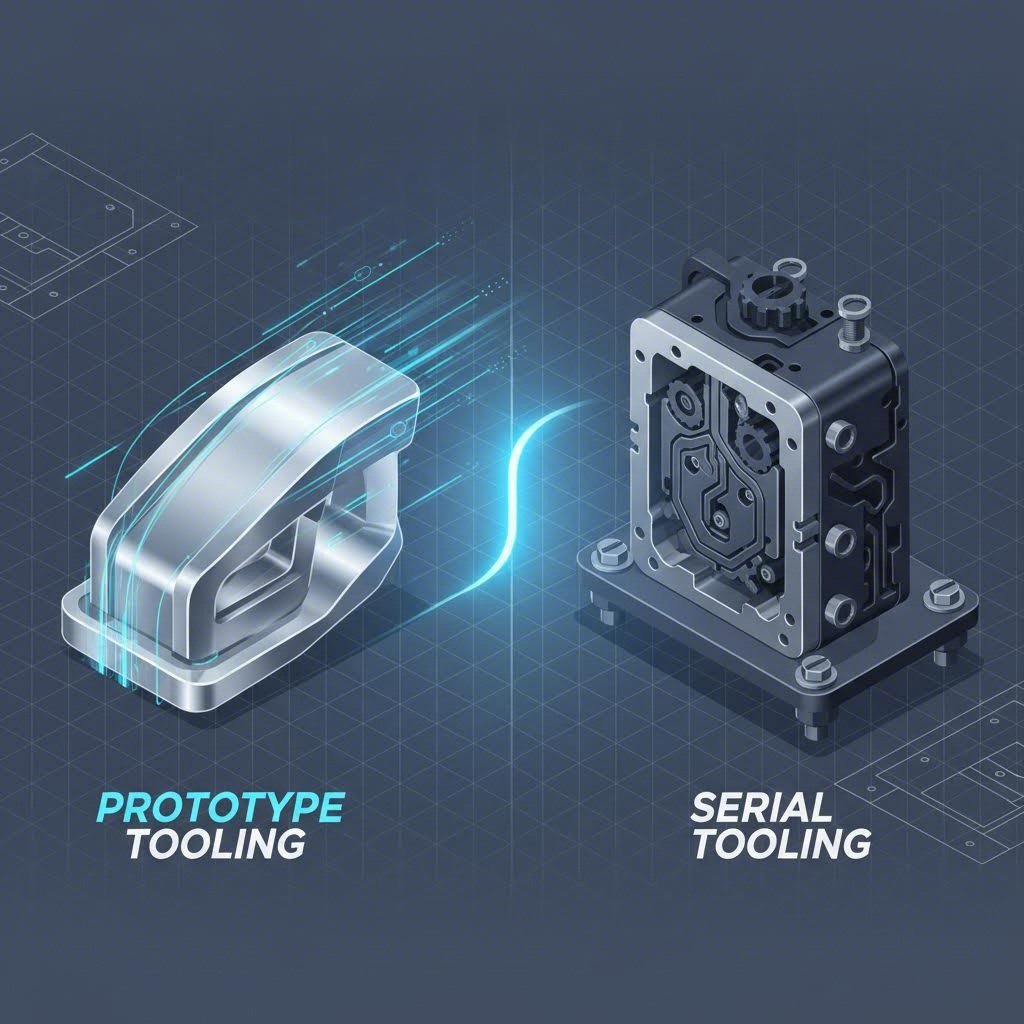
Eina de prototip vs. eina de sèrie: anàlisi de costos i beneficis
TL;DR
La decisió entre Eina de prototip (sovint aluminio o impressió 3D) i Eina de sèrie (acer temperat) és una qüestió d'equilibri entre risc d'inversió i cost per unitat. Les eines de prototip destaquen per uns costos inicials baixos (a partir d'uns 3.000 €) i disponibilitat ràpida (només dies o setmanes), però tenen una vida limitada a entre 500 i 5.000 cicles. Són ideals per a proves de mercat, validació de disseny i petites sèries.
Les eines de sèrie, en canvi, requereixen inversions inicials elevades (de 10.000 € a més de 100.000 €) i períodes de preparació més llargs (4–12 setmanes), però es van amortitzant en producció massiva gràcies a uns preus unitaris mínims i una durabilitat extremadament alta (>100.000 cicles). El punt de Retorn de la inversió sofisticat sovint entre 10.000 i 20.000 peces: per sota d'aquest volum sol compensar la variant «moltu», mentre que per sobre l'acer és imprescindible.
Conceptes bàsics i definició: Eina moltu vs. Eina dura
Abans de profunditzar en les estructures de cost, hem de clarificar els fonaments tècnics. A la indústria de fabricació, especialment en l'inyecció de plàstic, es distingeix estrictament entre dues classes d'eines, que sovint s'anomenen «eina tova» i «eina dura».
Eina de prototip (eina tova)
Aquestes eines estan dissenyades per a velocitat i flexibilitat. Normalment estan fetes d' Aluminium (per exemple, aliatge 7075) o acer no tractat. En processos moderns, fins i tot es fan servir plàstics resistents a altes temperatures procedents de la impressió 3D per crear cavitats per a lots molt petits. El terme «tova» fa referència a la menor duresa del material en comparació amb les eines de producció en sèrie. Això permet un mecanitzat ràpid (High-Speed-Cutting), que redueix dràsticament els terminis de lliurament, però són més susceptibles al desgast.
Eina de sèrie (eina dura)
Aquí parlem de motlles de precisió fets de acer d'eina temperat d'alta resistència (p. ex. 1,2343 o 1,2083). Aquestes matrius es fabriquen amb gran complexitat, sovint mitjançant erosió (EDM) i fresat fin, i disposen de canals de refrigeració interns complexos per minimitzar els temps de cicle. Són l'espina dorsal de la producció en sèrie i garanteixen que la peça número un milió tingui exactament les mateixes toleràncies que la primera.
Anàlisi de costos: inversió inicial vs. cost per unitat
Els costos solen ser la palanca clau per a compradors e enginyers. Aquí s'aplica la regla general: com més elevada sigui la inversió inicial, més baix serà el preu posterior per peça. Però on es troben exactament els límits?
| Factor de cost | Eina de prototip (Alu/Ràpid) | Eina de sèrie (acer) |
|---|---|---|
| Inversió en eines | 3.000 € – 15.000 € | 10.000 € – 100.000 €+ |
| Cost per unitat (exemple) | Alt (manipulació manual, cicles més llargs) | Mínim (totalment automàtic) |
| costos de modificació | Baix (material fàcil de mecanitzar) | Molt alt (necessari erodir) |
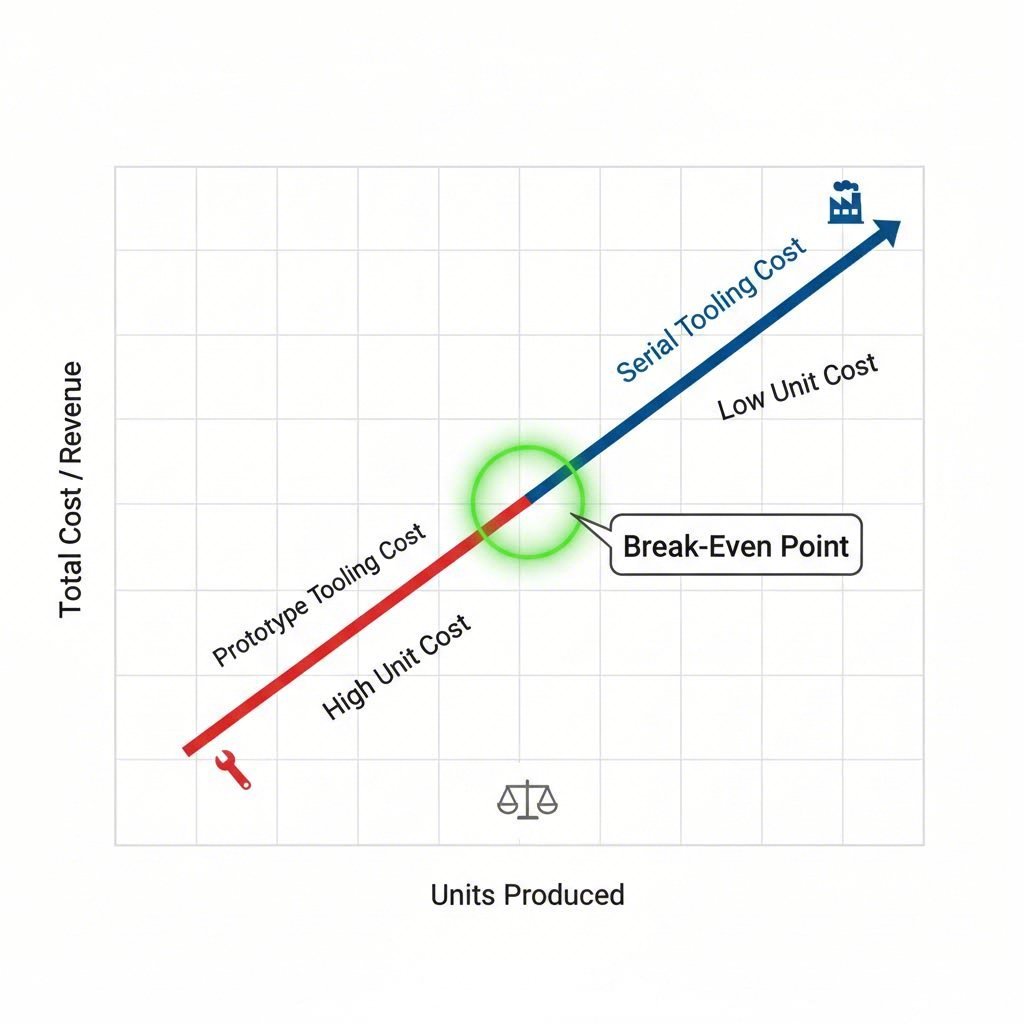
El punt d'inversió
L'anàlisi mostra que els motlles en sèrie només resulten rendibles a partir d'una certa quantitat. Les dades del sector indiquen que el Punt d'inversió sovint es troba entre 10.000 i 20.000 unitats es troba. Per sota d'aquest llindar, l'alta amortització del motlle d'acer anul·la qualsevol avantatge en el preu per peça. Per a una sèrie inicial de 500 carcasses, un motlle de 40.000 euros seria un suïcidi econòmic: en aquest cas, el motlle d'alumini és insuperable.
Un factor de cost sovint ignorat en els motlles en sèrie és l'eficiència energètica: gràcies a canals de refrigeració optimitzats (refrigeració conformal), que sovint manquen en motlles tous, el temps de cicle disminueix dràsticament. En sèries de milions d'unitats, cada segon estalviat en el cicle suposa estalvis substancials.
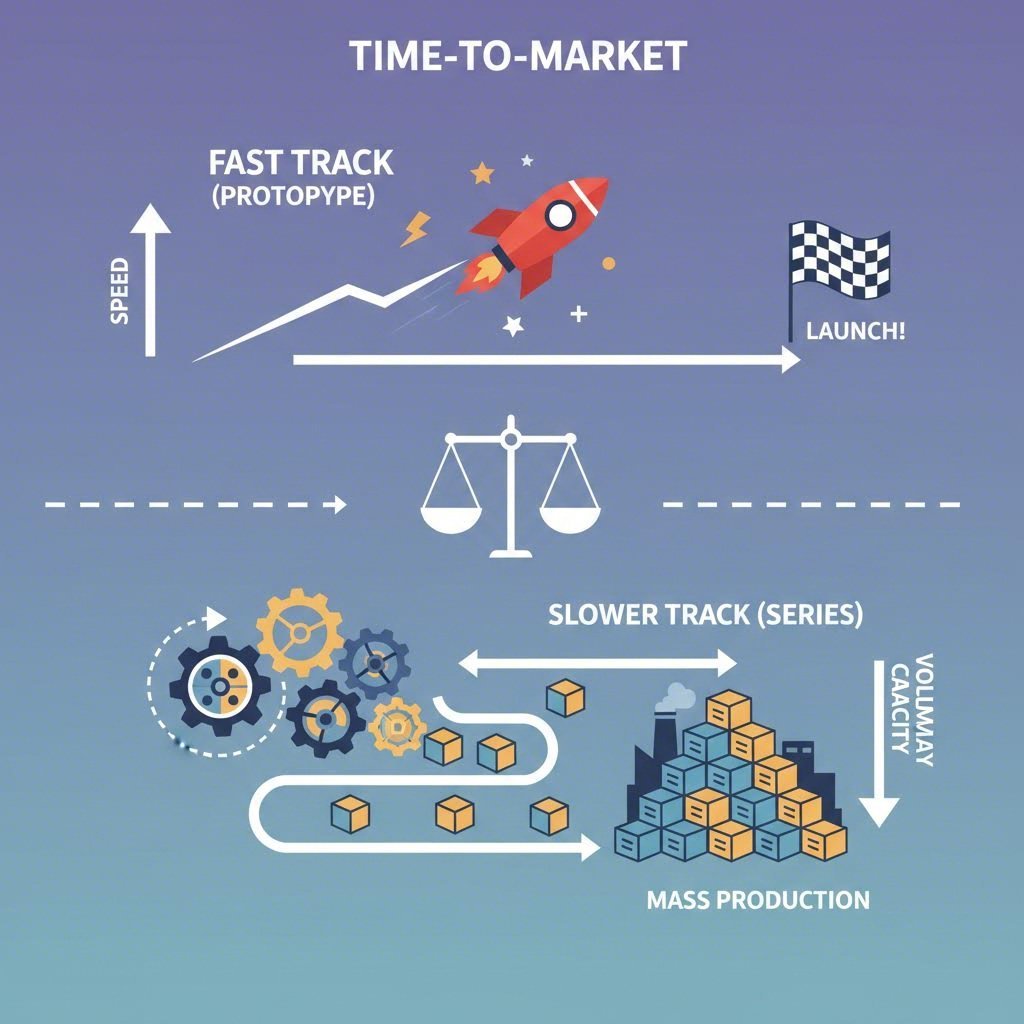
Anàlisi de beneficis: Velocitat i temps de comercialització
En mercats dinàmics, el temps sovint és més valuós que el diners. «Temps de comercialització» és aquí la clau, en què les eines de prototipatge (eines ràpides) mostren tot el seu potencial.
Mentre que el disseny i la fabricació d'una eina de producció complexa 4 a 12 setmanes (o més temps en proveïdors d'ultramar) pot trigar, les eines de prototipatge solen estar preparades en 3 dies a 2 setmanes aquest avantatge de velocitat permet:
- Correcció d'errors més ràpida: Els errors de disseny es detecten físicament abans de demanar l'eina costosa de producció (validació del disseny).
- Accés més ràpid al mercat: Ja podeu lliurar ja els primers productes als usuaris clau mentre l’eina de producció en sèrie encara és en fabricació (eina pont).
- Flexibilitat: els canvis en l’eina d’alumini es poden fer de forma ràpida i econòmica, ja que el material és més tou.
Per a les empreses que desenvolupen conjunts complexes —per exemple, al sector automotiu— aquesta fase és crítica. En aquest context, la col·laboració amb socis especialitzats com Shaoyi (Ningbo) Metal Technology Co., Ltd pot ser decisiva. Amb certificacions com la IATF 16949 i més de 15 anys d’experiència en el desenvolupament d’eines, Shaoyi ofereix la precisió necessària per fer una transició sense interrupcions del desenvolupament a la producció en sèrie, especialment en peces estampades i formades crítiques des del punt de vista de la seguretat.
Qualitat i vida útil: Quan l’alumini arriba als seus límits
Malgrat els avantatges de cost i temps, les eines de prototipus tenen límits físics. La «vida útil» —és a dir, la durada de la forma— és el seu major punt feble.
Desgast en materials abrasius
Una eina d'alumini sovint resisteix de 500 a 5.000 peces , depenent del plàstic utilitzat. Si es processen materials abrasius com el poliamida reforçat amb fibra de vidre (PA6-GF30), la matriu ja pot estar desgastada després de només uns centenars de peces. La qualitat de la superfície empitjora i les toleràncies ja no es mantenen. En canvi, una eina de sèrie fabricada en acer temperat aguanta fàcilment de 100.000 a més d'1 milió de peces sense pèrdues significatives de qualitat.
Qualitat superficial i toleràncies
L'alumini és més sensible als ratllats. Es poden fer politures brillants, però no romanen intactes durant el procés. També en casos de toleràncies molt estretes (inferiors a +/- 0,05 mm) o amb sistemes de corredores complexes, les eines toves arriben ràpidament al límit. Per tant, si la vostra peça ha de ser «correcta des del primer moment» i amb qualitat de producció perfecta, sovint és inevitable passar a una eina d'acer, fins i tot per quantitats reduïdes.
Matriu de decisió: quina eina per a quin projecte?
Per triar l'estratègia adequada, ajuda una anàlisi basada en escenaris. Utilitzeu aquesta matriu com a guia per al vostre pressupost:
-
Escenari A: La prova de mercat (quantitat < 1.000)
El disseny encara no és definitiu, el risc de mercat és alt. Necessiteu peces físiques ràpides per a proves funcionals o per a les primeres vendes.
Recomanació: Eina de prototipus (alumini/impressió 3D). Es minimitza el risc d’una inversió errònia. -
Escenari B: El pont (quantitat 1.000 – 10.000)
La demanda està pujant, però l’eina de sèrie encara té un temps de lliurament de 8 setmanes. Heu de cobrir una llacuna d’entrega.
Recomanació: Eina de pont. Una eina robusta d’alumini o d’acer P20 assegura la capacitat d’entrega fins a l’inici de la producció en massa. -
Escenari C: La sèrie (quantitat > 20.000)
El disseny està «congelat», els contractes tenen una durada de diversos anys. El cost per unitat i la seguretat del procés tenen màxima prioritat.
Recomanació: Eina de sèrie (acer tractat tèrmicament). Només així assolireu de manera duradora el temps de cicle i la precisió necessaris.
Consell d'expert: Planifiqueu en projectes crítics el pressupost per a les dues Tipus d'eines. Sovint, els coneixements obtinguts amb l'eina de prototip optimitzen tant l'eina de sèrie que la doble inversió s'amortitza gràcies als bucles de modificació evitats en l'eina d'acer.
Conclusió: La visió estratègica compensa
L'elecció entre eines de prototip i de sèrie no és només una qüestió de costos, sinó una decisió estratègica sobre risc, temps i qualitat. Mentre que les eines de prototip actuen com a "llanxes ràpides" del desenvolupament de productes i acceleren la innovació, les eines de sèrie són els "vaixells cisterna" que asseguren estabilitat i rendibilitat a llarg termini. Les empreses exitoses sovint utilitzen una estratègia híbrida: començar ràpidament amb eines toves, aprendre, optimitzar i després escalar amb un eina dura perfectament dissenyada.
Preguntes freqüents (FAQ)
1. Quant costa una eina d'injecció de plàstic de mitjana?
La franja és enorme. Les eines prototípiques simples d'alumini ja estan disponibles a partir d'uns 3.000 € fins a 5.000 €. Les eines complexes per a producció en sèrie d'acer, amb diverses cavitats i tiradors, sovint comencen a partir de 10.000 € i poden arribar fàcilment a 50.000 € o més de 100.000 € en casos d'alta complexitat.
2. A partir de quina quantitat compensa una eina de sèrie?
El punt de ruptura econòmic sol situar-se entre 10.000 i 20.000 peces. Per sota d'aquesta quantitat, els alts costos d'amortització de l'eina per peça sovint no són competitius. En el cas de peces molt senzilles, el límit també pot ser superior.
3. Quant de temps dura una eina d'alumini?
Una eina fabricada amb alumini d'alta resistència dura típicament entre 500 i 5.000 injeccions (cicles). La vida útil depèn molt del plàstic utilitzat: materials abrasius com els plàstics reforçats amb fibra de vidre desgasten l'alumini molt més ràpidament que els plàstics sense refuerç.
4. Què és exactament el Rapid Tooling?
El Rapid Tooling és un terme genèric per a processos de fabricació ràpida d'eines. Inclou tant motlles d'alumini fresats com inserts d'eines impressos en 3D. L'objectiu és reduir el temps des dels fitxers CAD fins al primer component d'injecció físic a uns pocs dies o setmanes.