 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

L’usinatge en línia desxifrat: des del fitxer de disseny fins a la peça lliurada en qüestió de dies
Què significa realment la fabricació en línia per a la fabricació moderna
Imagineu-vos pujar un fitxer CAD a les 9 del matí i rebre una pressupost detallat amb preus, terminis d’entrega i comentaris sobre la fabricabilitat abans que es refredi el cafè del matí. Aquesta és la fabricació en línia en acció: la transformació digital del procés mitjançant el qual els enginyers i els desenvolupadors de productes adquireixen peces fabricades amb CNC .
En essència, la fabricació en línia fa referència a plataformes basades en el web que us connecten directament amb capacitats de fabricació de precisió sense necessitat d’intermediaris tradicionals. En lloc de construir relacions amb tallers mecànics locals durant anys, accediu a xarxes globals de fabricació des del vostre navegador. Aquest model canvia fonamentalment la manera com s’intersequen la fabricació CNC i la contractació tradicional, aportant transparència i velocitat a un procés que abans era lent i depenia fortement de les relacions personals.
Des del plànol fins al navegador: el canvi cap a la fabricació digital
No fa gaire, subministrar peces mecanitzades a mida significava una cosa completament diferent. S’enviaven per correu electrònic dibuixos a diversos proveïdors, s’esperaven dies per rebre respostes, es programaven visites a les instal·lacions i es negociaven els termes mitjançant nombroses trucades telefòniques. Aquest procés exigia relacions establertes i una inversió de temps considerable abans que es tallés una sola cargolada.
Avui en dia, les plataformes digitals de mecanitzat CNC inverteixen completament aquest model. Segons l’anàlisi del sector de Lauenscnc , els usuaris ara es connecten a xarxes fabriles extenses, ajusten paràmetres en temps real i reserven espais de producció instantàniament. Aquest canvi reflecteix transformacions digitals més àmplies: penseu com la banca en línia ha substituït les visites a les oficines o com el comerç electrònic ha transformat el detall.
Què fa que aquest canvi sigui significatiu? Les configuracions tradicionals destaquen en contractes a llarg termini i d’alt volum amb relacions establertes. No obstant això, una plataforma en línia de maquinària CNC domina en entorns dinàmics i impulsats per la innovació, on la velocitat i la flexibilitat són el que més importa.
Com les plataformes en línia us connecten amb capacitats de CNC
Així, què passa exactament quan utilitzeu aquestes plataformes digitals? L'ecosistema combina diversos components interconnectats que treballen junts de forma perfecta:
- Sistemes de pujada d'arxius — Accepten formats estàndard com STEP, IGES i arxius CAD natius per al processament immediat
- Motores de pressupostos instantanis — Algorismes basats en intel·ligència artificial analitzen la geometria, calculen les trajectòries d'eina i generen preus en segons
- Retroalimentació automàtica de DFM — La validació integrada detecta possibles problemes, com ara parets primes o característiques amb desembocament abans que hi comprometgueu
- Xarxes globals de fabricació — Connexions amb centenars o milers de proveïdors de serveis de CNC verificats arreu del món
- Interfícies de selecció de materials — Opcions que van des d'alumini i acer inoxidable fins a plàstics d'enginyeria i aliatges exòtics
- Configuració del postprocessament — Acabats de superfície, tractaments tèrmics i opcions d'inspecció de qualitat afegits amb uns simples clics
Aquest model de servei de CNC aporta una transparència sense precedents a la contractació de fabricació. Activeu o desactiveu opcions com la quantitat o el material i veieu immediatament com canvien els preus: ja no cal esperar dies per rebre pressupostos revisats.
Aquest enfocament s'adapta a les vostres necessitats? Si esteu desenvolupant prototips, provant iteracions de disseny o necessiteu peces personalitzades sense haver de comprometre-vos amb volums massius, els pressupostos de mecanitzat en línia ofereixen una flexibilitat que sovint supera la que poden oferir les botigues tradicionals. Les empreses emergents poden escalar les seves operacions sense haver de fer grans inversions inicials, mentre que les empreses establertes optimitzen les seves cadenes d'aprovisionament per assolir major agilitat.
No obstant això, això no tracta de substituir cada relació de fabricació que teniu. Es tracta de comprendre quan les plataformes digitals ofereixen avantatges reals i quan encara té sentit mantenir les associacions tradicionals. L’objectiu aquí no és vendre-us un únic enfocament, sinó ajudar-vos a prendre decisions informades sobre com obtenir una pressupost de CNC en línia de manera eficient, entenent exactament què esteu rebent.
El recorregut complet des del fitxer de disseny fins a la peça lliurada
Us heu preguntat mai què passa realment entre fer clic a «pujar» i tenir a les mans la vostra peça acabada mecanitzada per CNC ? El procés és més sofisticat del que sembla, però sorprenentment accessible un cop s’entenen cadascuna de les fases. Recorrerem tot el flux de treball perquè sabeu exactament què podeu esperar.
Preparació dels vostres fitxers CAD per a la pujada
El vostre recorregut comença amb la preparació dels fitxers, i fer-ho bé us estalviarà problemes més endavant. La majoria de plataformes accepten diversos formats estàndard, però no tots els fitxers són iguals des del punt de vista de la fabricació.
Fitxers STEP (.stp, .step) continuen sent l'estàndard d'or per a la mecanització en línia. Conserven la geometria sòlida, mantenen l'exactitud dimensional i es tradueixen de forma perfecta entre diferents sistemes CAD. Si només podeu exportar un format, trieu el STEP.
Els fitxers IGES (.igs, .iges) funcionen com una opció de reserva fiable. Existeixen des de fa més temps i gaudixen d'una compatibilitat àmplia, tot i que ocasionalment poden provocar problemes d'interpretació de superfícies amb corbes complexes.
Els fitxers STL —associats habitualment a la impressió 3D—presenten limitacions per a la mecanització CNC de peces. Aproximen les superfícies mitjançant facetes triangulars en lloc de geometria real, fet que pot comprometre la precisió en les característiques corbades. Utilitzeu el format STL només quan no estiguin disponibles altres opcions.
Abans de penjar el model, verifiqueu que sigui estanc («watertight») i que no tingui superfícies obertes ni geometria amb autointerseccions. Moltes plataformes detecten automàticament aquests problemes, però identificar-los pront permet accelerar significativament el procés de pressupost.
Entendre el procés de pressupost instantani
Aquí és on passa la màgia. Segons la documentació de la plataforma de Xometry, els motors de pressupostos impulsats per intel·ligència artificial analitzen instantàniament la geometria que pugeu, calculen les trajectòries d’eina i generen preus basant-se en els requisits reals de fabricació.
El sistema avalua diversos factors simultàniament:
- Dimensions generals de la peça i volum de material necessari
- Complexitat de les característiques, incloent forats, bosses i contorns de superfície
- Nombre de muntatges necessaris per mecanitzar totes les característiques
- Propietats del material seleccionat i índex de mecanitzabilitat
- Especificacions de toleràncies i el seu impacte sobre el temps de mecanitzat
El que fa aquest sistema tan potent és la retroalimentació immediata de Disseny per a la Fabricació (DFM). El sistema detecta possibles problemes: parets primes que podrien deformar-se sota les forces de tall, bosses profundes que requereixen eines especialitzades o característiques que exigirien operacions costoses amb màquines de 5 eixos. Tal com assenyala L’equip tècnic de CNC24 , aquesta comprovació de viabilitat automàtica es combina amb la revisió d’un tècnic de producció expert per minimitzar els riscos abans que comenci la producció.
Des de la realització de la comanda fins a la lliurament a la porta
Un cop hàgiu configurat la vostra peça i hàgiu aprovat la pressupost, què passa a continuació? Aquesta és la seqüència completa:
- Revisió final d’enginyeria — Experts verifiquen les vostres especificacions, confirmen la disponibilitat dels materials i validen que l’aproximació de fabricació pressupostada assolirà els vostres requisits.
- Assignació de proveïdor — El vostre projecte s’assigna a un fabricant òptim de la xarxa de proveïdors verificats de la plataforma. Els criteris de selecció inclouen les capacitats de les màquines, la capacitat actual, la ubicació geogràfica i qualsevol requisit de certificació que hàgiu especificat.
- Planificació de la producció — La vostra comanda entra a la cua de fabricació. La prioritat depèn del termini d’entrega seleccionat: les comandes urgents tenen prioritat, mentre que les opcions econòmiques esperen el moment òptim per a la programació en lots.
- Execució de la mecanització CNC — Tècnics especialitzats configuren la matèria primera, carreguen els programes i fabriquen les vostres peces. La mecanització de prototips complexos pot requerir múltiples muntatges i una verificació cuidadosa durant el procés.
- Inspecció de Qualitat — Les peces acabades es sotmeten a una verificació dimensional segons les vostres especificacions. En funció dels requisits, això pot anar des d’un mostreig estàndard fins a una mesura completa amb màquina de mesura per coordenades (CMM) i informes detallats.
- Post-processament — Es realitzen totes les operacions d’acabat especificades: desburrat, tractaments de superfície, tractaments tèrmics o aplicacions de revestiments.
- Envasos i trasllat — Les peces es condicionen amb cura per evitar danys durant el transport i es remeten mitjançant el mètode d’enviament que hàgiu seleccionat.
Quins plazos de lliurament heu d’esperar realment?
Els plazos de lliurament varien considerablement segons la complexitat del projecte i l’urgència. Per a la fabricació ràpida de prototips CNC amb geometries senzilles i materials habituals com l’alumini, algunes plataformes ofereixen lliuraments en tan sols sis dies, segons La guia de prototipatge de MakerVerse .
A continuació es presenta una desglossament realista:
| Tipus de projecte | Temps de Lliurament Típic | Factors clau |
|---|---|---|
| Prototip CNC senzill (alumini, geometria bàsica) | 5-10 dies laborables | Toleràncies estàndard, mínims muntatges |
| Prototip complex (toleràncies estretes, múltiples característiques) | 10–15 dies laborables | Mecanitzat multieix, requisits d'inspecció |
| Producció de baix volum (10–100 peces) | 2-4 setmanes | Amortització de la preparació, optimització per lots |
| Sèries de producció (100+ peces) | 3-6 setmanes | Adquisició de materials, control de qualitat consistent |
Les opcions accelerades poden reduir significativament aquests terminis —de vegades fins a la meitat del temps d’entrega—, però cal esperar un preu premium. Per altra banda, l’enviament econòmic allarga els terminis de lliurament mentre redueix els costos per a projectes no urgents de prototipatge CNC.
Comprendre aquest flux de treball complet us ajuda a planificar els projectes de forma realista i a comunicar-vos eficaçment amb l’equip d’assistència de la plataforma quan sorgeixin dubtes. Un cop hàgiu adquirit aquest coneixement del procés, la següent decisió crítica consisteix a seleccionar el material adequat per a la vostra aplicació específica.
Tria del material adequat per al vostre projecte CNC
Heu pujat el vostre fitxer CAD, heu revisat la pressupost instantani i ara esteu mirant un menú desplegable amb desenes d’opcions de materials. Quin heu de triar? Aquesta decisió afecta tot: el rendiment de la peça, el cost de fabricació, el temps d’entrega i, en definitiva, si el vostre disseny té èxit en l’aplicació prevista.
La bona notícia és que les plataformes d’usinatge en línia ofereixen extenses biblioteques de materials que sovint superen les que poden oferir els tallers tradicionals. El repte consisteix a navegar per aquestes opcions de manera intel·ligent. Analitzem el procés de selecció perquè pugueu prendre decisions segures i ben informades.
Metalls per a aplicacions que requereixen resistència i precisió
Quan el rendiment mecànic és el factor més important, els metalls continuen sent l’opció preferida per a l’usinatge CNC . Però «metal» abasta una gamma immensa de propietats i de preus. Comprendre les categories principals us ajuda a reduir ràpidament les opcions.
Aliatges d’alumini: els materials més habituals
Si no esteu segurs per on començar, la mecanització de l’alumini sovint ofereix l’equilibri òptim entre rendiment, cost i fabricabilitat. Segons la guia de selecció de materials de Hubs, les aleacions d’alumini tenen una excel·lent relació resistència-pes, una elevada conductivitat tèrmica i elèctrica, i una protecció natural contra la corrosió, cosa que les converteix en l’opció més econòmica per a moltes aplicacions de prototipatge i producció.
Alumini 6061 és l’opció per defecte per a treballs d’ús general. Es mecanitza magníficament, té un cost relativament baix i admet l’anodització per millorar la duresa superficial i l’estètica.
Alumini 7075 és l’elecció adequada quan es necessita una resistència de nivell aeroespacial. Es pot tractar tèrmicament per assolir nivells de duresa comparables als d’alguns acers, tot mantenint la ventatja del pes de l’alumini, un factor crític en aplicacions sensibles al pes.
Alumini 5083 destaca en entorns marins on l’exposició a aigua salada corroeria altres aleacions. Si les vostres peces han d’enfrontar-se a condicions ambientals severes, aquesta qualitat mereix ser considerada.
Acers: Quan la durabilitat prevaleix sobre el pes
Les aleacions d'acer ofereixen resistència, duresa i resistència a l'abrasió que l'alumini simplement no pot igualar. La contrapartida? Costos materials més elevats, temps de mecanitzat més llargs i un pes significativament superior.
Acer inoxidable 304 gestiona la majoria d'aplicacions resistents a la corrosió de forma eficaç. Es mecanitza raonablement bé i resisteix la majoria de condicions ambientals, cosa que el converteix en l'opció estàndard per a aplicacions en processament d'aliments, mèdiques i en exteriors.
Acer inoxidable 316 potencia encara més la resistència a la corrosió, especialment davant de solucions salines. Les aplicacions marítimes i els entorns de processament químic sovint requereixen aquesta protecció millorada.
Aceros per a eines com ara les D2 i A2 assolixen una duresa excepcional després del tractament tèrmic —fins a 65 HRC—. Són essencials per a la fabricació d'eines, motlles i components sotmesos a desgast extrem, tot i que necessiten una experiència especialitzada en mecanitzat.
Llauna i bronze: rendiment especialitzat
Aquestes aliatges de coure són adequats per a aplicacions especialitzades però crítiques. El llautó C36000 es mecanitza excepcionalment bé i ofereix una resistència natural a la corrosió, el que el fa molt popular per a components d’alta volumetria com ara raccions i connectors.
La mecanització CNC del bronze presenta reptes únics que requereixen atenció. Segons els especialistes en mecanització del bronze d’Othala Tech, diferents qualitats de bronze es comporten de manera molt diferent sota les eines de tall. El C932 (bronze amb plom) es talla de forma fluida amb un excel·lent control de les cargoles, mentre que el C954 (bronze d’alumini) genera calor ràpidament i exigeix una gestió cuidadosa de la velocitat.
Quan mecanitzeu bronze per a rodaments, engranatges o components marins, la resistència natural a l’ús i les propietats autolubricants del material justifiquen la complexitat addicional de la mecanització. Les operacions CNC de bronze requereixen tallers amb experiència en aquests aliatges —un aspecte que cal verificar quan seleccioneu el vostre soci de fabricació per a projectes CNC de bronze.
Quan els plàstics superen als alternatives metàl·liques
No suposiu que el metall sigui sempre la resposta. Els plàstics d'enginyeria ofereixen avantatges molt interessants per a moltes aplicacions: menor pes, costos materials més baixos, excel·lent resistència química i aïllament elèctric natural.
Plàstics d'enginyeria d'alt rendiment
Plàstic Delrin (POM/acetàl) destaca com el rei dels plàstics mecanitzables. Ofereix la màxima mecanitzabilitat entre els plàstics, una estabilitat dimensional excepcional, fricció molt baixa i absorció d’aigua mínima. Quan necessiteu peces de plàstic precises amb toleràncies ajustades, el plàstic Delrin hauria de ser la vostra primera opció.
Nailó per a mecanitzat les aplicacions ofereixen una excel·lent resistència als impactes, una bona resistència química i una resistència natural a l’abrasió. El niló 6 i el niló 66 són les qualitats més habitualment especificades. No obstant això, cal tenir en compte una limitació quan es fa servir niló en projectes de mecanitzat: aquest material absorbeix humitat, fet que pot afectar l’estabilitat dimensional en entorns humits.
Polícarbonat combina una elevada tenacitat amb claredat òptica: es pot mecanitzar en components transparents. La seva resistència als impactes supera la de l’ABS, el que el fa adequat per a cobertes protectores, lentilles i dispositius fluidics.
PEEK representa la categoria premium de termoplàstics d’enginyeria. Suporta temperatures fins a 250 °C, resisteix la majoria de productes químics i ofereix relacions resistència-pes que rivalitzen amb les dels metalls. Les variants de PEEK per a ús mèdic permeten aplicacions en implants biomèdics. El contrapunt? Uns costos materials significativament més alts.
Selecció de material d’un cop d’ull
La comparació següent us ajuda a identificar ràpidament els materials candidats segons els vostres requisits principals:
| Categoria de material | Aplicacions típiques | Cost relatiu | Maquinabilitat | Propietats clau |
|---|---|---|---|---|
| Alumini 6061 | Prototips generals, carcasses, suports | $ | Excel·lent. | Lleuger, resistent a la corrosió, anoditzable |
| Alumini 7075 | Components aeroespacials, peces sotmeses a altes tensions | $$ | Bona | Alta resistència, tractable tèrmicament, resistent a la fatiga |
| Acer inoxidable 304 | Equipaments per a l’alimentació, dispositius mèdics, accessoris per a l’exterior | $$ | Moderat | Resistent a la corrosió, soldable, higiènic |
| Acer inoxidable 316 | Accessoris marins, processament químic | $$$ | Moderat | Resistència a la corrosió superior, compatible amb aigua salada |
| Llauna C36000 | Connexions, connectors, ferralla decorativa | $$ | Excel·lent. | Baixa fricció, conductivitat elèctrica, atractiu estètic |
| Bronze (C932/C954) | Rodaments, engranatges, hèlixs marines | $$-$$$ | Bona (varia segons la qualitat) | Resistent al desgast, autolubricant i resistent a la corrosió |
| Delrin (POM) | Engranatges de precisió, casquets, aïllants | $ | Excel·lent. | Baixa fricció, dimensionalment estable, resistent a l’humitat |
| Nailon 6/66 | Components resistents al desgast, peces estructurals, aïllants | $ | Bona | Resistents als impactes, resistents als productes químics, resistents a l’abrasió |
| Polícarbonat | Components òptics, cobertes protectores, pantalles | $ | Bona | Transparent, alta resistència als impactes, estabilitat tèrmica |
| PEEK | Implants mèdics, aeroespacial, aplicacions a altes temperatures | $$$$ | Moderat | Resistència extrema a les temperatures, químicament inerts, opcions biocompatibles |
Criteris de decisió: adaptació dels materials als requisits
Com es pot reduir aquesta llista tan extensa? Tingueu en compte aquests quatre factors segons l’ordre de prioritat:
- Requisits mecànics — A quines càrregues, tensions i condicions de desgast estarà sotmesa la vostra peça? Això elimina les opcions que no poden assolir els llindars de rendiment.
- Exposició ambiental — Els components estaràn exposats a humitat, productes químics, radiació UV o extremes de temperatura? La compatibilitat del material amb les condicions d’operació és imprescindible.
- Limitacions de pes — Les aplicacions aeroespacials i en dispositius portàtils sovint exigeixen un pes mínim. En aquest sentit, els plàstics i les aleacions d’alumini ofereixen avantatges significatius.
- Consideracions pressupostàries — Un cop identificats els materials que compleixen els requisits de rendiment, les diferències de cost poden orientar la selecció final. De vegades, un alumini estàndard pot fer una feina que no requereix aleacions especialitzades i més cares.
Quan cal documentació de certificació del material
En determinades indústries, la selecció de materials va més enllà de les seves propietats i abasta també els requisits documentals. En aplicacions aeroespacials es poden exigir certificats de traçabilitat del material que demostrin la composició exacta de l’aleació i la història del procés de fabricació. Els dispositius mèdics sovint necessiten documentació de proves de biocompatibilitat. Els components automotius poden requerir certificats de conformitat alineats amb especificacions concretes dels fabricants d’equips originals (OEM).
Si esteu fabricant per a sectors regulats, confirmeu que el proveïdor d’usinatge en línia pugui subministrar les certificacions adequades abans de fer comandes. No totes les plataformes ofereixen aquest nivell de documentació, i descobrir aquesta manca després de la producció comporta retards costosos.
Un cop entesa la selecció del material, l’especificació següent i crítica afecta directament tant la funció de la peça com el cost de fabricació: els requisits de tolerància. Entendre com els nivells de precisió afecten el vostre pressupost us ajuda a especificar exactament el que necessiteu —i res més.
Selecció de toleràncies que equilibra precisió i cost
Aquest és un escenari que probablement ja heu viscut: esteu acabant un disseny i el camp de tolerància us mira fixament. Heu d’especificar ±0,005" per estar segurs? O bé ±0,010" funcionaria prou bé? Aquesta decisió —sovint presa en segons— pot duplicar els vostres costos de fabricació o provocar errors d’muntatge en un futur.
Les toleràncies representen la variació permesa respecte de les dimensions previstes. En termes pràctics, determinen si les peces mecanitzades encaixaran correctament, funcionaran segons el disseny i compliran les expectatives de qualitat. No obstant això, segons les observacions de Els enginyers de fabricació de RPWORLD , s’ha detectat una tendència preocupant: les peces destinades a diverses aplicacions solen tenir, actualment, toleràncies innecessàriament estrictes, fins i tot en superfícies no crítiques. Això reflecteix millores en les capacitats industrials, però sovint comporta una despesa significativa innecessària.
Toleràncies estàndard vs. toleràncies de precisió
Què podeu esperar realment dels serveis de mecanitzat en línia? Comprendre les capacitats bàsiques us ajuda a especificar-les adequadament sense sobreenginyar-les.
Per a la majoria d’operacions de fresat i tornejat CNC, les toleràncies estàndard són de ±0,010" (±0,25 mm) en materials i geometries habituals. Segons l’anàlisi de toleràncies de Modus Advanced, aquest nivell de precisió suporta la immensa majoria d’aplicacions d’enginyeria, mantenint alhora costos i terminis raonables.
Quan és suficient la precisió estàndard? Tingueu en compte aquestes aplicacions:
- Carcasses i carcasses on les dimensions exactes no són crítiques
- Suports de muntatge amb forats de pas per elements de fixació
- Iteracions de prototips centrades en la prova de forma i funció
- Components amb jocs d’ajust generosos dissenyats des del principi
Les peces mecanitzades de precisió requereixen especificacions més ajustades —normalment ±0,003" a ±0,005" (±0,08 a ±0,13 mm). Aquestes toleràncies exigeixen passes addicionals de mecanitzat, eines especialitzades, entorns controlats climàticament i protocols exhaustius d’inspecció. El resultat? Costos per peça significativament superiors.
Intervals de tolerància i el seu impacte en el món real
La taula següent il·lustra com les especificacions de tolerància es tradueixen en implicacions de cost i aplicacions típiques per a components fresats CNC:
| Classe de tolerància | Rang típic | Impacte econòmic | Aplicacions habituals |
|---|---|---|---|
| Estàndard | ± 0,010" (± 0,25 mm) | Preus de referència | Prototips generals, característiques no crítiques, carcasses |
| Precisió | ±0,005" (±0,13 mm) | 1,5-2× l’estàndard | Superfícies d’ajust, ajusts per a rodaments, interfícies lliscants |
| Alta precisió | ±0,002-0,003" (±0,05-0,08 mm) | 2-3× l’estàndard | Interfícies aeroespacials, components per a dispositius mèdics, suports òptics |
| Ultra-precisió | ±0,001" (±0,025 mm) o més estrets | 4×+ l’estàndard | Components de turbines, instruments de precisió, equipaments per a semiconductors |
Fixeu-vos com els costos augmenten de forma exponencial, no lineal, a mesura que les toleràncies es fan més estrictes. Segons RPWORLD, toleràncies excessivament estrictes podrien obligar a sotmetre les peces a operacions secundàries de rectificació o d’electroerosió (EDM), incrementant innecessàriament tant els costos com els temps de lliurament.
Com afecten les opcions de tolerància al vostre pressupost
Per què són tan més cars els ajustos estrets? Diversos factors s’hi sumen:
- Passades addicionals de mecanitzat — Eliminació del material en increments més petits per mantenir el control dimensional
- Velocitats d’alimentació més lentes — Reducció de les velocitats de tall per minimitzar la desviació de l’eina i els efectes tèrmics
- Eines especialitzades — Eines de tall de major qualitat amb especificacions més estrictes de desplaçament radial
- Temps de preparació allargats — Fixació i alineació més cuidadoses de la peça
- Inspecció millorada — Mesures amb màquina de mesura per coordenades (CMM) en lloc de la verificació dimensional estàndard
- Controls ambientals — Mecanitzat amb temperatura estabilitzada per assolir les toleràncies més ajustades
El problema de l’acumulació de toleràncies
Aquí és on molts dissenys troben problemes. Quan diversos components s’ajunten, les toleràncies individuals s’acumulen. Segons L’anàlisi tècnica de CNCYangsen , cada peça d’un conjunt pot tenir una tolerància individual de ±0,1 mm, però l’acumulació total pot arribar a ±0,3 mm o més a la interfície final.
Penseu en un conjunt senzill de tres peces. Si cada component té una tolerància de ±0,010" en la seva dimensió crítica, en el pitjor dels casos l’acumulació fa que la dimensió final del conjunt pugui variar fins a ±0,030". Això representa el triple de la tolerància especificada en el dibuix de qualsevol peça individual.
Els dissenyadors experimentats resolen el problema de l’acumulació mitjançant diverses estratègies:
- Identificar les dimensions crítiques — Ajustar les toleràncies només en les característiques que afecten directament el funcionament de l’ajust
- Característiques de posicionament del disseny — Les espigues de localització, les vores d’alineació o la geometria d’autocentrat reduïxen l’acumulació posicional
- Simplifiquen les relacions de muntatge — Menys peces en la cadena de toleràncies significa menys variació acumulada
- Dissenyar jocs raonables — Sempre que sigui possible, els jocs intencionats permeten absorbir la variació sense comprometre la funció
Relacions entre acabat superficial i toleràncies
Les especificacions de l’acabat superficial sovint es correlacionen amb les toleràncies dimensionals, però no les substitueixen. Una superfície rugosa (valor Ra més elevat) no pot assolir la mateixa precisió efectiva que una superfície llisa, simplement perquè la incertesa de mesura augmenta amb la irregularitat superficial.
Per a aplicacions de mecanitzat CNC de precisió que requereixen toleràncies estretes, cal preveure l’especificació d’acabats superficials corresponents:
- Les toleràncies normals solen associar-se amb un acabat superficial de 125 Ra μin (3,2 Ra μm) o més rugós
- Les toleràncies de precisió funcionen bé amb 63-32 Ra μin (1,6-0,8 Ra μm)
- El treball d’alta precisió sovint requereix 16 Ra μin (0,4 Ra μm) o millor
Especificar combinacions incoherents — toleràncies ajustades amb acabats gruixuts, o a l’inrevés — indica requisits poc clars i pot provocar preguntes del vostre proveïdor de serveis de mecanitzat de precisió.
Comunicació de les toleràncies crítiques respecte a les toleràncies generals
Els dibuixos tècnics han de distingir clarament entre les característiques que requereixen un control ajustat i aquelles en què n’hi ha prou amb una precisió estàndard. La majoria d’enginyers experimentats utilitzen un enfocament jeràrquic:
- Tolerància general del bloc de títol — S’aplica a totes les dimensions sense indicacions específiques (normalment ±0,010" o segons la norma ISO 2768)
- Indicacions específiques de dimensions — Toleràncies més ajustades indicades directament sobre les característiques crítiques
- Símbols de GD&T — Toleràncies geomètriques per a característiques on la forma, l'orientació o la posició són més importants que la mera mida
Aquest enfocament comunica clarament la intenció de fabricació. Els fresadors entenen immediatament quines característiques requereixen una atenció especial i on n'hi ha prou amb una mecanització de precisió estàndard.
Quan les toleràncies estretes són realment importants
Aleshores, quan cal especificar realment toleràncies de precisió? Les aplicacions legítimes inclouen:
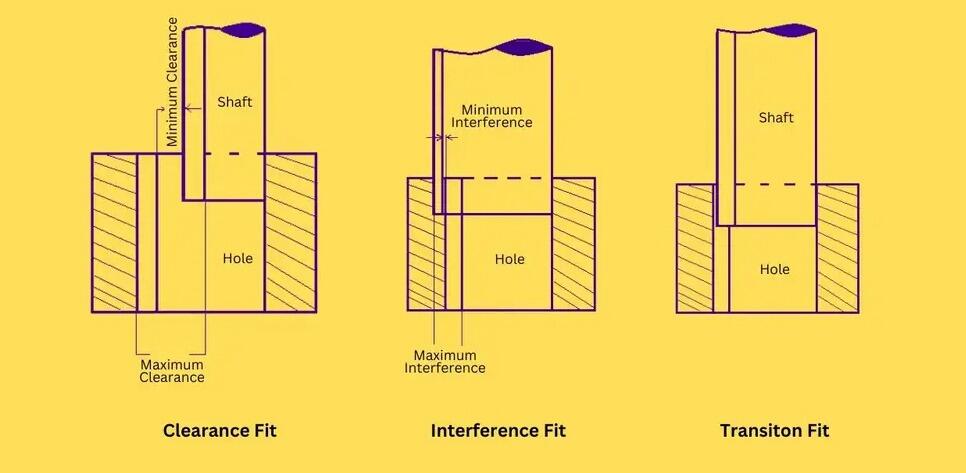
- Unions amb ajust per pressió o ajust d'interferència — La precisió dimensional determina directament la força d’ajust i la retenció
- Forats de rodaments i diàmetres d’eixos — L’ajust adequat assegura el joc de funcionament correcte i la vida útil dels coixinets
- Superfícies d'estanquitat — Les ranures per a juntes tòriques i les brides d’acoblament requereixen dimensions controlades per garantir un segellat fiable
- Mecanismes cinemàtics — Les bielles, les excèntriques i les guies de precisió necessiten un control estricte per a un funcionament fluid
- Muntatges crítics per a la seguretat — Aplicacions aeroespacials, mèdiques i automotrius on les conseqüències de la fallada són greus
Per a tota la resta? Les toleràncies estàndard de materials i processos d'usinatge CNC competents ofereixen excel·lents resultats a una fracció del cost. La idea fonamental de experts del sector : la decisió d'especificar toleràncies ajustades sempre ha d'estar lligada a requisits funcionals concrets, i no a preferències generals de qualitat.
Un cop compreses les bases de les toleràncies, esteu preparats per abordar una altra pregunta que es planteja tot projecte: quin serà, realment, el cost? La secció següent desglossa els cinc factors principals que determinen el preu de l'usinatge CNC i revela opcions de disseny que redueixen la despesa sense comprometre la funcionalitat.
Comprendre què determina els costos de l'usinatge CNC
Heu seleccionat el vostre material i especificat les toleràncies. Ara arriba la pregunta que tothom es fa: què costarà realment això? A diferència de moltes indústries on els preus semblen arbitraris, el preu de la mecanització CNC segueix patrons lògics. Comprendre aquests patrons us ajuda a establir expectatives pressupostàries realistes i revela oportunitats per reduir costos sense sacrificar la qualitat.
El repte? La majoria de plataformes de mecanització en línia us mostren un número final sense explicar com hi han arribat. Aquesta secció desglossa els cinc factors principals que determinen el cost, de manera que pugueu interpretar les ofertes de forma intel·ligent i prendre decisions informades sobre els compromisos abans de comprometre-vos.
Els cinc factors que determinen el vostre cost de mecanització
Segons L’anàlisi exhaustiva de costos de Scan2CAD , l’economia de la mecanització depèn de diverses variables interconnectades. Examinem cada factor i el seu impacte relatiu sobre la vostra oferta final.
1. Selecció del material i volum
Els costos dels materials varien segons el tipus, la quantitat i les condicions de mercat actuals. Com a referència bàsica, els plàstics són significativament més econòmics que els metalls, però fins i tot dins de les categories de metalls hi ha diferències de preu substancials. L’alumini 6061 pot costar entre 3 i 8 dòlars per lliura, mentre que l’acer inoxidable oscil·la entre 5 i 15 dòlars per lliura, i les aleacions especials com el titani poden superar els 30 dòlars per lliura.
A més dels preus dels materials en estat brut, cal tenir en compte quanta matèria primera consumeix el vostre disseny. Una peça que requereix una eliminació del 80 % del material genera més residus, un temps de mecanitzat més llarg i un desgast més accelerat de les eines, comparat amb dissenys que conserven una major part de la matèria primera original. L’equació de cost del metall per al mecanitzador inclou tant el que es compra com l’eficiència amb què el disseny en fa ús.
2. Complexitat geomètrica
La complexitat de la peça està directament relacionada amb el temps de mecanitzat, que segons l’anàlisi industrial és el principal factor de cost.
- Canvis d’eina múltiples per mecanitzar característiques diferents
- Muntatges addicionals per accedir a les característiques des d’orientacions diferents
- Temps de programació més llarg per a trajectòries d’eina complexes
- Velocitats de tall més lentes per mantenir la precisió en característiques detallades
Segons l’analisi de costos de prototipatge d’Hotean, la complexitat del disseny per si sola pot augmentar el temps de mecanitzat entre un 30 % i un 50 %. Un bloc simple d’alumini rectangular amb forats bàsics podria costar 150 $, mentre que la mateixa peça base amb contorns complexos i callosities de profunditat variable podria arribar als 450 $ o més.
3. Requeriments de tolerància
Com s’ha comentat anteriorment, les especificacions de tolerància afecten dràsticament el cost de fabricació. Les toleràncies normals (±0,010") representen el preu base. Si es redueixen a ±0,005", cal esperar un augment de costos d’1,5 a 2 vegades. Si es redueixen encara més, fins a ±0,001", els costos poden arribar a quadruplicar-se segons les referències sectorials.
L’escalada de costos reflecteix requisits reals de fabricació: passades addicionals, velocitats d’alimentació més lentes, eines especialitzades i protocols d’inspecció millorats consumeixen tots ells temps i recursos.
4. Economia de quantitat
Aquí és on entendre els costos de configuració esdevé fonamental. Cada treball de CNC requereix programació, preparació de fixacions, selecció d'eines i configuració de la màquina, independentment que es fabrici una sola peça o cent peces. Aquests costos fixes es distribueixen entre la quantitat de comanda.
L'economia és sorprenent: les dades d'anàlisi de costos mostren que un sol prototip pot costar 500 $, mentre que comandar 10 unitats redueix el preu per peça a uns 300 $ cadascuna. Amb 50 o més unitats, els costos poden disminuir fins a un 60 %, fent que el preu per unitat baixi fins a uns 120 $.
| Quantitat del pedido | Cost aproximat per unitat | Reducció de costos |
|---|---|---|
| 1 unitat | $500 | Nivell de base |
| 10 unitats | $300 | reducció del 40 % |
| 50+ unitats | $120 | reducció del 60% |
Això explica per què les comandes petites de mecanitzat CNC tenen un preu per peça més elevat: estàs assumint els costos de configuració en menys peces.
5. Operacions de acabat
Els tractaments posteriors a la mecanització afegiran costos addicionals que molts passen per alt durant la pressupostació inicial. Segons les dades de costos d'acabat:
- Acabat tal com es mecanitza: Cap cost addicional — termini d'entrega més ràpid
- Granallat: Afegeix 10–20 $ per peça per obtenir una textura uniforme mate
- Anodització: Afegeix 25–50 $ per unitat per a resistència a la corrosió i color
- Revestiment en pols: Afegeix 30–70 $ segons la mida i la complexitat de la peça
Cada acabat compleix funcions funcionals o estètiques, però els costos s’acumulen ràpidament en comandes amb múltiples peces.
Eleccions intel·ligents de disseny que redueixen les despeses de fabricació
Ara que coneixeu els factors que influeixen en el cost, com es pot minimitzar la despesa sense comprometre la funcionalitat? L’anàlisi DFM de Fictiv identifica els principis de disseny que requereixen «menys esforç», que es tradueixen directament en costos més baixos:
- Dissenyar entorn de la geometria del material estàndard — Les peces que parteixen de dimensions estàndard de barres, fulles o varetes minimitzen el residu inicial i la complexitat de preparació
- Limitar les preparacions a dues o menys — Cada orientació addicional de fixació afegeix un temps significatiu; cal dissenyar les peces perquè es puguin mecanitzar amb el mínim nombre d’orientacions
- Utilitzeu geometries d'eines estàndard — Les característiques mecanitzables amb freses, broques i eines de xamfranat habituals tenen un cost inferior a les que requereixen eines especialitzades
- Especifiqueu només les toleràncies necessàries — Apliqueu toleràncies estretes només a les superfícies funcionals; utilitzeu toleràncies generals a la resta de llocs
- Eviteu butxaques profundes i parets fines — Les característiques que requereixen eines especialitzades de gran abast o una gestió cuidadosa de la desviació allarguen el temps de mecanitzat
- Arrodoneixi les cantonades interiors — Les cantonades interiors agudes requereixen eines més petites i múltiples passes; els radis generosos es mecanitzen més ràpidament
- Esculliu acabats superficials estàndard — Els acabats com a mecanitzats o amb sorra (sandblasting) tenen un cost inferior a l’anoditzat o al revestiment en pols quan l’aspecte no és crític
Aquestes modificacions no comprometen la intenció tècnica: alineen les decisions de disseny amb les realitats de fabricació.
Prototipatge vs producció: diferents consideracions econòmiques
La fase del vostre projecte afecta significativament l'estratègia òptima d'adquisició. Per als prototips, la velocitat i la flexibilitat solen prevaler sobre l'optimització del cost per peça. Esteu provant conceptes, iterant dissenys i validant l’ajustament; pagar un preu premium per unitat per petites quantitats té sentit quan el temps necessari per obtenir coneixements és el factor més important.
Les quantitats de producció canvien els càlculs. Els costos d’instal·lació es reparteixen entre centenars o milers de peces, apareixen descomptes per volum de materials i la optimització del procés esdevé rendible. En aquesta fase, l’economia per unitat domina la presa de decisions.
Quan la mecanització en línia ofereix avantatges de cost
Les plataformes digitals destaquen en escenaris concrets:
- Quantitats de prototip (1–50 peces) — Pressupostos instantanis, terminis curts i cap cost addicional per establir relacions comercials
- Cicles d’iteració de disseny — Pressupostos ràpids per a múltiples variants ajuden a optimitzar els dissenys abans de comprometre’s amb la producció
- Necessitats d’excés de capacitat — Quan els vostres proveïdors habituals estan a la seva capacitat màxima, les xarxes en línia ofereixen alternatives immediates
- Materials o processos especialitzats — Accés a xarxes de capacitats més àmplies del que podrien oferir les opcions locals
Quan les botigues tradicionals poden competir millor
Una avaluació honesta revela escenaris en què les relacions establertes proporcionen avantatges:
- Producció en grans volums — Els contractes a llarg termini amb proveïdors locals sovint donen lloc a preus més competitius gràcies a descomptes per relació i optimització de processos
- Muntatges complexos que requereixen col·laboració — Els dissenys que es beneficien de la participació dels fresadors durant el desenvolupament solen funcionar millor amb socis que coneixen els vostres productes
- Indústries regulades amb aprovacions establertes — Si un proveïdor ja disposa d’aprovacions pel vostre sistema de qualitat, canviar-ne comporta costos de qualificació
- Avantatges de la proximitat geogràfica — Quan cerqueu "mecanització CNC a prop meu" o "CNC a prop meu", les botigues locals eliminen els costos d'enviament i permeten la recollida el mateix dia per a necessitats urgents
Establir expectatives realistes sobre el pressupost
Abans de sol·licitar la vostra primera oferta, definiu les expectatives segons els paràmetres del vostre projecte:
- Prototips senzills d'alumini amb toleràncies estàndard: 100-300 $ per peça
- Peçes complexes amb múltiples característiques o toleràncies ajustades: 300-800 $ per peça
- Materials especials o acabats extensos: 500-1.500 $ o més per peça
- Quantitats de producció (50 o més): reducció del 40-60 % respecte als preus de prototipatge
Aquests intervals són punts de partida — les vostres ofertes reals dependran de la geometria específica, el material i els requisits concrets. No obstant això, anar al procés de sol·licitud d'ofertes amb unes expectatives aproximades us ajuda a avaluar si les ofertes concorden amb les normes del mercat o si cal fer-ne una discussió addicional.
Les consideracions de cost porten de forma natural a una altra pregunta important: quins requisits específics del sector podrien aplicar-se a la vostra aplicació? Els sectors de l’automoció, l’aeroespacial i el mèdic imposen cadascun d’ells normes de certificació i documentació que afecten tant la selecció de proveïdors com els costos del projecte.

Requisits sectorials des de l’automoció fins a l’aeroespacial
Ja heu definit el vostre material, especificat les toleràncies adequades i compreneu els factors de cost. Però aquí teniu una pregunta que fa trontollar molts usuaris novells de la mecanització en línia: el vostre sector imposa requisits addicionals més enllà de les especificacions bàsiques de la peça? Per a aplicacions automotrius, aeroespacials i mèdiques, la resposta és gairebé segurament afirmativa.
Diferents sectors demanen diferents nivells de documentació, traçabilitat i control de processos. Triar un soci de fabricació sense les certificacions adequades pot fer que obtingueu peces que, literalment, no podeu utilitzar — independentment de la seva precisió dimensional.
Requisits i certificacions per a components automotius
El sector automotiu opera dins d’alguns dels marcs de qualitat més exigents de la fabricació. Quan subministreu peces per a aplicacions vehiculars, una certificació destaca per sobre de totes les altres: IATF 16949 .
Què significa realment la norma IATF 16949 per a vostè com a client? Segons la guia de certificació d'American Micro Industries, aquesta norma global de gestió de la qualitat per al sector automobilístic combina els principis de la ISO 9001 amb requisits específics del sector per a la millora contínua, la prevenció de defectes i una supervisió rigorosa dels proveïdors. És el passaport per treballar amb grans fabricants d’equipaments originals (OEM) i proveïdors de nivell 1.
Els elements clau que garanteix la certificació IATF 16949 inclouen:
- Enfocament en la prevenció de defectes — Sistemes dissenyats per detectar problemes abans que es produeixin, no només després
- Traçabilitat dels productes — Documentació completa que relaciona cada peça amb lots concrets de materials, màquines i operaris
- Protocols de millora contínua — Processos d’acció correctiva documentats que eviten la repetició de problemes
- Gestió de la qualitat dels proveïdors — Supervisió rigorosa que s’estén a tota la cadena d’aprovisionament
Més enllà de la IATF 16949, la fabricació automobilística exigeix Control Estadístic de Processos (SPC) capacitats. Per què és important el control estadístic de processos (SPC)? Quan es produeixen milers de components idèntics, la variació és inevitable. El seguiment mitjançant SPC analitza en temps real les tendències dimensionals, detectant desviaments abans que les peces sortissin de l’especificació. Aquesta coherència resulta fonamental en la producció a gran volum, on fins i tot un índex de defectes reduït genera costos importants en qualitat.
Per als enginyers que adquireixen components automotius mitjançant plataformes en línia, verificar aquestes qualificacions des del principi evita sorpreses desagradables. Shaoyi Metal Technology , per exemple, manté la certificació IATF 16949 juntament amb solides capacitats de control estadístic de processos (SPC), demostrant aquest tipus de serveis de mecanitzat CNC precís i qualificat per al sector automotiu, tal com exigeixen les cadenes d’aprovisionament dels fabricants d’equipaments originals (OEM). La seva aproximació als muntatges de xassís i als coixinets metàl·lics personalitzats reflecteix la rigorosa documentació exigida per les aplicacions automotives.
Consideracions sobre el compliment normatiu en els sectors mèdic i aeroespacial
Si les normes automobilístiques semblen exigents, els requisits mèdics i aeroespacials afegien capes addicionals de complexitat. Aquestes indústries regulades imposen normes de documentació i traçabilitat on les solucions ràpides simplement no són una opció.
Aeroespacial: On la traçabilitat dels materials és inrenunciable
L'usinatge CNC aeroespacial opera dins de marcs dissenyats per garantir una fiabilitat absoluta. Quan els components fallen a 35.000 peus, les conseqüències són catastròfiques, fet que explica per què els requisits de certificació aeroespacial figuren entre els més rigorosos de la fabricació.
AS9100 aS9100 serveix com a norma fonamental de qualitat aeroespacial. Segons assenyala l’expert en certificacions del sector, l’AS9100 es basa en la ISO 9001 i introdueix requisits addicionals específics del sector aeroespacial, fent èmfasi en la gestió de riscos, la documentació rigorosa i el control de la integritat del producte al llarg de cadenes d’aprovisionament complexes.
Per a treballs aeroespacials relacionats amb la defensa, ITAR (Reglament Internacional sobre el Comerç d'Armes) l’ITAR afegeix una altra capa crítica. Segons L’anàlisi ITAR d’Advantage Metal Products , aquest marc controla estrictament la gestió de dades tècniques sensibles i components. El compliment exigeix l’estat d’inscrit al Departament d’Estat dels Estats Units i protocols rigorosos de seguretat de la informació.
Què significa pràcticament l’ITAR per a la fabricació:
- Requeriments de seguretat de les instal·lacions — Accés restringit a les àrees de producció on es manipulen components de defensa
- Protocols de gestió de dades — Transferències segures de fitxers CAD/CAM i operacions d’usinatge protegides
- Restriccions sobre el personal — Només persones nord-americanes poden accedir a les dades tècniques controlades
- Qualificació de proveïdors — Tots els subcontratistes han de complir també amb l’ITAR
A més, Acreditació Nadcap valida processos especials essencials per a la fabricació aeroespacial: tractament tèrmic, processament químic i assaigs no destructius. A diferència de les certificacions generals de qualitat, el NADCAP examina els controls específics de cada procés amb una minuciositat excepcional. Per als serveis de fresat CNC de 5 eixos que produeixen geometries aeroespacials complexes, aquestes validacions especialitzades sovint resulten essencials.
Mecanitzat mèdic: la seguretat del pacient ho impulsa tot
Les normes de mecanitzat mèdic existeixen per un motiu fonamental: la seguretat del pacient. Quan falla un implante quirúrgic o un component d’un dispositiu de diagnòstic, hi ha vides humanes en joc. Aquesta realitat condiciona tots els aspectes dels requisits de fabricació de dispositius mèdics.
ISO 13485 és l’estàndard definitiu de gestió de la qualitat per a dispositius mèdics. Segons especialistes en enginyeria de precisió aquesta norma estableix controls estrictes sobre el disseny, la fabricació, la traçabilitat i l’atenuació dels riscos. Cada any, els dispositius mèdics defectuosos causen més de 83.000 lesions i morts només als Estats Units, cosa que explica per què aquests requisits són inrenunciables.
Els principals requisits de la norma ISO 13485 per a les operacions d’usinatge CNC inclouen:
- Instruccions de treball documentades — Cada decisió de programació CNC ha de seguir protocols establerts
- Controls de disseny — Proves i validació mitjançant anàlisi per elements finits (FEA) per a implants i components crítics
- Sistemes de Traçabilitat — Identificació única del dispositiu (UDI) i registres complets d’històric del dispositiu (DHR)
- Validació de processos — Protocols d’IQ/OQ/PQ que demostrin resultats d’usinatge constants
Als Estats Units, els fabricants han de complir també amb FDA 21 CFR Part 820 — la regulació del sistema de qualitat que regeix la producció de dispositius mèdics. Aquest marc aborda el disseny del producte, els procediments de fabricació i els sistemes de seguiment que permeten una resposta ràpida si apareixen problemes després de la posada en el mercat.
Per als serveis de tornejat CNC que produeixen components mèdics, la combinació de la certificació ISO 13485 i el compliment de les normes de la FDA assegura una garantia de qualitat integral. Sense aquestes credencials, les peces no poden entrar legalment a la cadena d’aprovisionament mèdica, independentment de la seva precisió dimensional.
Resum de les certificacions: Què cal buscar
La taula següent resumeix les principals certificacions segons l’àmbit d’aplicació industrial:
| Indústria | Certificacions principals | Requisits addicionals | Àrees clau de focus |
|---|---|---|---|
| Automotiu | IATF 16949, ISO 9001 | Capacitat SPC, documentació PPAP | Prevenció de defectes, supervisió de proveïdors, traçabilitat |
| Aeroespacial | AS9100, Nadcap | Registre ITAR (defensa), certificacions de materials | Gestió de riscos, control de processos especials, seguretat de dades |
| Dispositius Mèdics | ISO 13485, FDA 21 CFR Part 820 | Proves de biocompatibilitat, compliment de la normativa UDI | Seguretat del pacient, traçabilitat, validació de processos |
| Defensa | AS9100, ISO 9001 | Registre ITAR, autoritzacions de seguretat de les instal·lacions | Seguretat de la informació, subministrament nacional, controls del personal |
Per què aquestes certificacions són importants per als vostres projectes
Sembla complex? Aquí teniu la conclusió pràctica: les certificacions no són una càrrega burocràtica; són la vostra garantia que els socis fabricants disposen dels sistemes, de la formació i de la supervisió necessaris per oferir una qualitat constant en aplicacions exigents.
Quan avaluïu proveïdors d’usinatge en línia per a sectors regulats, verifiqueu-ne les certificacions abans de penjar el vostre primer fitxer. La majoria de plataformes mostren les credencials de forma destacada, però no dubteu a demanar còpies dels certificats reals. Busqueu les dates d’inscripció vigents: les certificacions requereixen auditories contínues per mantenir-ne la validesa.
Per a projectes fora de sectors regulats, aquestes certificacions continuen sent un indicador de maduresa en la fabricació. Un taller que manté la conformitat amb la IATF 16949 o l’AS9100 ha invertit significativament en sistemes de qualitat, personal format i controls de procés. Aquesta inversió beneficia tots els clients, fins i tot aquells que no tenen requisits formals de certificació.
Comprendre els requisits del sector us ajuda a seleccionar socis de fabricació adequats. Però com es pot avaluar la qualitat més enllà de la simple comprovació de les caselles de certificació? La secció següent ofereix un marc pràctic per avaluar els serveis d’usinatge en línia, incloent-hi les senyals d’alerta que haurien de fer-vos reconsiderar la decisió.
Com avaluar la qualitat dels serveis d’usinatge en línia
Ja heu identificat el vostre material, especificat les toleràncies i enteniu els requisits de certificació del sector. Ara arriba una pregunta pràctica: com podeu avaluar, realment, si un proveïdor concret de maquinatge en línia entregarà peces de qualitat en termini? Les certificacions constitueixen un punt de partida, però no expliquen tota la història.
Sigui quin sigui el vostre objectiu —cercar «tallers de torneria a prop meu» o explorar xarxes globals de fabricació— el procés d’avaluació segueix principis similars. Aquesta secció ofereix un marc neutral respecte als proveïdors per avaluar la qualitat del servei, així com les senyals d’alerta que haurien de fer-vos reconsiderar abans de fer una comanda.
Certificacions i indicadors de qualitat que val la pena verificar
Les certificacions ISO es mencionen sovint, però què garanteixen realment per a vostè com a client? Segons l’anàlisi de certificacions de Focused on Machining, la certificació ISO és la diferència entre treballar amb un taller que opera de forma improvisada i un altre que disposa d’un conjunt clar de procediments documentats per complir els estàndards industrials més exigents.
ISO 9001:2015 continua sent la certificació fonamental de gestió de la qualitat. Els tallers que posseeixen aquesta acreditació han desenvolupat i documentat tots els processos, asseguren la traçabilitat dels materials i dels processos i sotmeten regularment a auditories internes i externes. Aquest enfocament sistemàtic crea procediments repetibles per a la elaboració de pressupostos, la manipulació de materials, la producció, l’assegurament de la qualitat i l’enviament.
Però això és el que molts compradors passen per alt: la implementació de la certificació varia molt d’una botiga a una altra. Com assenyalen els experts del sector, encara que els requisits de la norma ISO són estrictes, la realitat és que la seva implementació sovint és caòtica i consumeix molt de temps. Les carpetes de paper i la informació escrita a mà satisfan els requisits de documentació, però no són exactament un model d’eficiència.
Els millors proveïdors han digitalitzat els seus processos ISO: integren llistes de comprovació al programari, automatitzen la documentació i mantenen registres d’inspecció fàcils d’accedir. Aquest enfocament digital permet respostes més ràpides, costos més baixos i una traçabilitat millor quan apareixen problemes.
Preguntes que cal fer sobre les capacitats d’inspecció
Les declaracions sobre qualitat signifiquen poc sense capacitats d’inspecció que les recolzin. Segons La guia d’avaluació de proveïdors del grup Kesu , els proveïdors fiables utilitzen eines avançades d'inspecció, com ara màquines de mesura per coordenades (CMM) amb una precisió d’±0,001 mm, eines de mesura bidimensionals o analitzadors XRF per a la verificació del material.
Abans de comprometre’s amb un proveïdor, formuli aquestes preguntes específiques:
- Quin equipament d’inspecció utilitzeu? — Les CMM, els comparadors òptics i les eines manuals calibrades indiquen un compromís seriosament orientat a la qualitat
- Realitzeu inspeccions durant el procés o només inspeccions finals? — Les inspeccions durant el procés detecten errors de forma precoç, reduint els retards causats per peces defectuoses
- Podeu facilitar informes de control dimensional? — Els informes d’inspecció del primer article (FAI) verifiquen les dimensions crítiques abans de la producció en sèrie
- Quina és la vostra taxa de defectes o de devolucions? — Els proveïdors amb taxes anuals de devolució inferiors al 0,2 % demostren un control de qualitat rigorós
- Ofereix feedback sobre disseny per a fabricabilitat (DFM)? — La revisió proactiva del disseny evita retards causats per problemes de fabricació
La vostra llista de verificació d'avaluació
Quan compareu serveis de CNC a prop d’on sou o avaluem plataformes globals, utilitzeu aquesta llista de comprovació completa per avaluar possibles socis:
- Certificacions obtingudes — Verifiqueu que disposin, com a mínim, de la certificació ISO 9001 vigent; les certificacions específiques del sector (IATF 16949, AS9100, ISO 13485) són necessàries per a aplicacions regulades
- Transparència en l’aprovisionament de materials — Poden documentar l’origen dels materials i facilitar les certificacions de fàbrica quan es requereixi?
- Responsivitat en la comunicació — Responen a les consultes tècniques en un termini màxim de 24 hores? Una comunicació àgil en la fase de pressupostos anticipa el comportament durant la fase de producció
- Polítiques de revisions — Com gestionen els canvis de disseny després de la confirmació de la comanda? Uns processos clars de canvi de comanda eviten confusions
- Documentació d’inspecció — Quins registres de qualitat acompanyen les peces lliurades? Poden recuperar la documentació històrica si apareixen problemes posteriorment?
- Capacitats de la màquina — Disposen de l’equipament adequat (fresadores de 3 eixos, de 5 eixos, tornejat CNC) per a la geometria de la vostra peça?
- Capacitat de Producció — Poden fer front als vostres requisits de volum sense sobrecarregar el seu pla de treball?
Senyals d'alerta quan s'avaluen tallers mecànics en línia
No tots els proveïdors de mecanització en línia ofereixen la mateixa qualitat. Atenteu a aquests senyals d'alerta que poden indicar possibles problemes:
- Cap pregunta tècnica sobre el vostre disseny — Els proveïdors que pressuposten peces complexes sense fer cap pregunta aclaridora podrien no comprendre els reptes de fabricació. Segons la Guia de fiabilitat de Xmake , si un proveïdor només pressuposa el que se li dóna, sense cap comentari tècnic, això sovint és un senyal d'alerta, especialment per a peces més complexes.
- Plaços d'entrega irrealment curts — Les promeses que semblen massa bones per ser certes normalment ho són. L’anàlisi del sector alerta que prometre massa pot portar a una producció apressada, comprometent la qualitat i provocant retards.
- Estructures de preus imprecises — Els proveïdors legítimes ofereixen pressupostos detallats que desglossen els costos de material, mecanització, acabat i enviament. Les tarifes ocultes indiquen una manca de transparència.
- Silenci radiofònic després de la realització de la comanda — Si una botiga es queda en silenci després de rebre la vostra comanda, això representa un risc important. Les actualitzacions sobre la producció haurien de ser proactives, no caldrà obtenir-les mitjançant seguiments repetits.
- Falta de documentació sobre les capacitats d’inspecció — Les botigues que no són capaces d’explicar quin equipament de mesura o quins processos d’inspecció tenen probablement no disposen de sistemes de qualitat robustos.
- Certificacions caducades o absents — Les certificacions requereixen auditories periòdiques. Les credencials caducades suggereixen que el manteniment del sistema de qualitat ha estat descuidat.
Comprensió de les quantitats mínimes de comanda
Les quantitats mínimes de comanda (MOQ) varien significativament entre els serveis d’usinatge en línia —i comprendre aquestes diferències us ajuda a seleccionar els proveïdors adequats segons l’escala del vostre projecte.
Plataformes de cotització instantània normalment accepten comandes d’una sola peça. Els seus sistemes automatitzats gestionen eficientment la generació de pressupostos independentment de la quantitat, cosa que els fa ideals per a la prototipació i la producció de petites sèries. Els costos d’instal·lació es distribueixen dins del preu per peça, fet que explica per què el cost unitari és més elevat en comandes petites.
Botigues tradicionals d’usinatge en línia poden imposar quantitats mínimes de comanda (MOQ) de 5, 10 o fins i tot 50 unitats, especialment per a materials estàndard o geometries més senzilles. Aquestes quantitats mínimes reflecteixen la rendibilitat dels processos manuals de pressupostos i de l’assignació del temps de preparació.
Cap d’aquests dos enfocaments és inherentment millor. Trieu el model de servei que millor s’adapti a les necessitats del vostre projecte: plataformes instantànies per a flexibilitat i velocitat; tallers tradicionals, potser, per a una millor rendibilitat per unitat en comandes més grans.
Fiabilitat del termini d’entrega: què cal esperar realment
Els terminis d’entrega indicats no signifiquen res si els proveïdors els superen sistemàticament. Segons especialistes en compres industrials, cal demanar dades sobre la taxa d’entregues puntuals del proveïdor —idealment superior al 95 %.
Expectatives realistes del termini d’entrega segons el tipus de projecte:
| Tipus de projecte | Temps de Lliurament Típic | Factors de fiabilitat |
|---|---|---|
| Prototips senzills (1–5 peces) | 5-10 dies laborables | Materials estàndard en estoc, preparacions mínimes |
| Prototips complexos | 10–15 dies laborables | Mecanitzat multi-eix, materials especials, toleràncies ajustades |
| Producció en baix volum | 2-4 setmanes | Optimització de lots, verificació coherent de la qualitat |
| Comandes urgents | 3-5 dies laborables | Preus premium, programació prioritària |
Diversos factors afecten si els proveïdors compleixen aquests objectius: la càrrega de treball actual, la disponibilitat de materials i la complexitat del vostre disseny. Els proveïdors que disposen de sistemes de seguiment en temps real de les comandes mostren una maduresa operativa: podeu seguir l’evolució de la vostra comanda en lloc de preguntar-vos quin n’és l’estat.
Plataformes de pressupostos immediats respecte a tallers mecànics tradicionals en línia
Entendre la diferència entre aquests models de servei us ajuda a triar l’enfocament adequat per al vostre projecte:
Plataformes de cotització instantània utilitzen sistemes impulsats per intel·ligència artificial per analitzar la geometria i generar preus en segons. Normalment es connecten a xarxes de socis fabricants verificats, dirigint les comandes als proveïdors òptims segons les seves capacitats, la seva capacitat de producció i la seva ubicació. Entre els avantatges hi ha la velocitat, la transparència i una experiència d’usuari coherent. Els inconvenients poden incloure menys flexibilitat per a requisits inusuals o consultes complexes.
Botigues tradicionals d’usinatge en línia ofereixen pressupostos basats en web, però impliquen més interacció humana. Els pressupostos poden trigar entre 24 i 48 hores, ja que els enginyers revisen les especificacions. Aquest enfocament sovint funciona millor per a projectes complexos que requereixen col·laboració tècnica, fixturing personalitzat o materials inusuals. L’aspecte relacional pot afegir valor quan els projectes evolucionen o necessiten una producció contínua.
Molts compradors utilitzen ambdós models de forma estratègica: plataformes instantànies per a prototips senzills i iteracions ràpides; i relacions tradicionals per a volums de producció o aplicacions tècnicament exigents.
Amb aquest marc d’avaluació, podeu avaluar objectivament els proveïdors de mecanitzat en línia —siguin tallers locals o plataformes globals—. No obstant això, el mecanitzat CNC no sempre és el mètode de fabricació òptim. La següent secció compara el mecanitzat en línia amb altres mètodes de fabricació, com la impressió 3D i el motxellat per injecció, per ajudar-vos a triar la tecnologia adequada per a cada aplicació.
Mecanitzat en línia vs. altres mètodes de fabricació
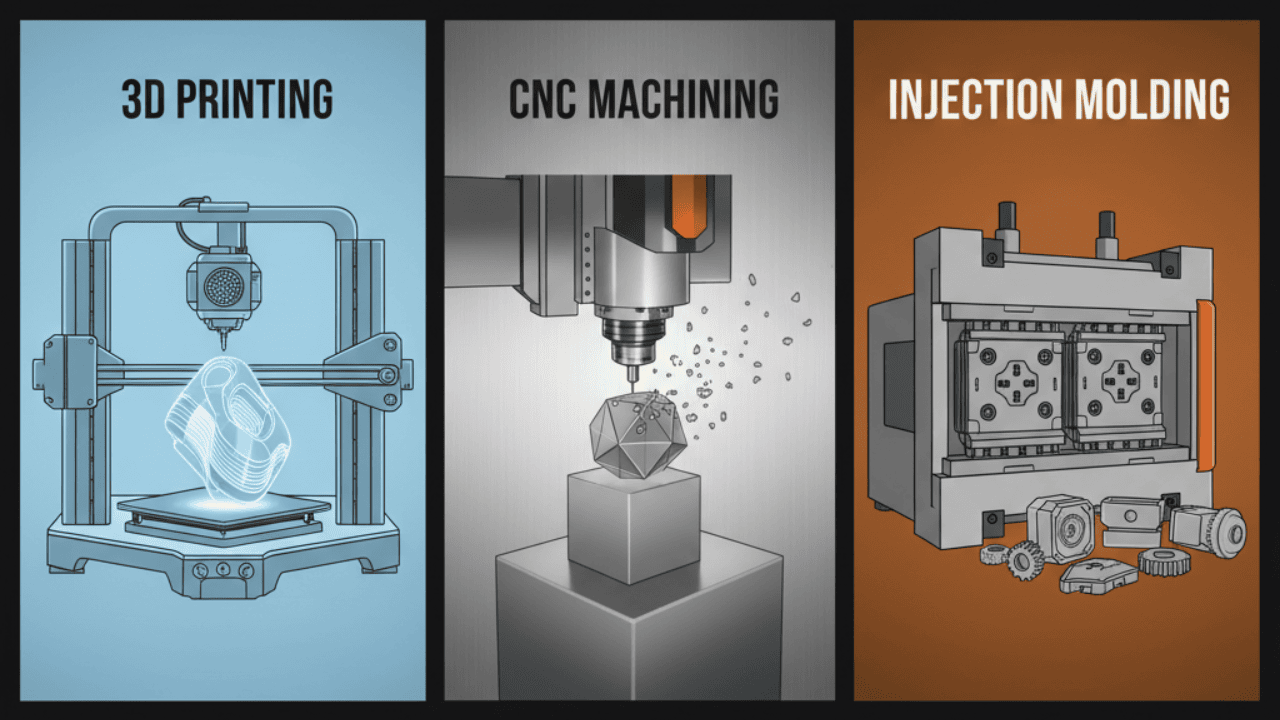
Aquí teniu una realitat que us explicaran els honests socis fabricants: la mecanització CNC no és sempre la millor solució. De vegades, la impressió 3D permet obtenir peces més ràpidament i a un cost inferior. En altres ocasions, el motllat per injecció resulta més rendible del que la mecanització pot oferir. I, per a determinades geometries, la mecanització de xapa metàl·lica produeix resultats superiors amb menys residus de material.
Entendre quan cal fer servir cada mètode de fabricació —i quan combinar-los— és el que distingeix un desenvolupament de producte exitós d’una costosa prova i error. Construïm un marc de presa de decisions pràctic perquè pugueu triar la tecnologia adequada per a cada aplicació.
Quan la impressió 3D supera la mecanització CNC
La fabricació additiva ha transformat l’economia de la prototipació. Segons la comparativa exhaustiva de fabricació de 3D People, la impressió 3D no comporta cap cost inicial: no calen eines ni programació de trajectòries d’eina. Aquesta entrada sense barreres la converteix en una opció molt atractiva per al desenvolupament en fases inicials.
Quan la impressió 3D supera una màquina CNC per a peces de metall o plàstic? Tingueu en compte aquests escenaris:
- Geometries interiors complexes — Estructures en reixeta, canals interns i formes orgàniques que exigirien múltiples muntatges o resultarien impossibles amb mètodes subtractius
- Iteració ràpida del disseny — Quan esteu provant diversos conceptes simultàniament i els canvis es produeixen diàriament
- Quantitats reduïdes de peces complexes — Prototips individuals en què els costos de preparació de la CNC dominen el preu per peça
- Disseny optimitzat per topologia — Estructures amb reducció de pes que aprofiten la llibertat geomètrica de la fabricació additiva
Tanmateix, la impressió 3D té limitacions que les màquines CNC de metall superen fàcilment. L’acabat superficial sol mostrar línies de capa que requereixen un procés posterior. Les opcions de materials són més limitades, especialment per a aplicacions d’alt rendiment. I, tot i que la precisió dimensional està millorant, encara queda per sota de les capacitats de precisió de la CNC per a toleràncies ajustades.
La dinàmica de costos canvia dràsticament segons la mida de la peça. Segons anàlisi del sector la impressió 3D esdevé cara per a peces grans, on el temps d’impressió —el principal factor de cost— s’allarga significativament. Una màquina de tall CNC sovint produeix geometries grans i senzilles de forma més econòmica que els processos additius.
Moldeig per injecció vs. mecanitzat per volums de producció
Si preveieu quantitats de producció superiors a 10.000 unitats, cal considerar seriosament el moldeig per injecció. L’economia és clara: uns costos inicials elevats per a l’eina es reparteixen entre un gran nombre d’unitats, cosa que dona lloc a un preu per peça excepcionalment baix.
Segons les dades de costos de fabricació, l’eina per moldeig per injecció sol començar a partir de 3.000 £ i augmenta considerablement amb la complexitat de la peça. Tanmateix, un cop l’eina està fabricada, el procés ofereix un cost per unitat excepcionalment baix, sent la matèria primera l’principal despesa.
Considereu aquesta comparació real per a una caixa electrònica:
| Processos | 1 unitat | 500 unitats | 5.000 unitats |
|---|---|---|---|
| Impressió 3d sls | £15.59 | 2,64 £/unitat (total: 1.320 £) | 2,35 £/unitat (total: 11.750 £) |
| Freshener per maquinari CNC | £125.20 | 8,06 £/unitat (total: 4.030 £) | Sol·licitar pressupost |
| Modelatge per injecció | N/E (eina: 5.429 £) | 0,92 £/unitat (5.889 £ en total) | 0,38 £/unitat (7.329 £ en total) |
Fixeu-vos com la injecció només esdevé competitiva des d’unes 500 unitats i predomina a partir de 5.000+. El punt de ruptura depèn de la complexitat de la peça, de la selecció del material i dels requisits d’eines. La fabricació CNC manté avantatges per a quantitats inferiors a aquests llindars.
Selecció de tecnologia d’un cop d’ull
La comparació següent us ajuda a identificar ràpidament el mètode de fabricació òptim segons els requisits del vostre projecte:
| Criteris | Freshener per maquinari CNC | impressió 3D | Modelatge per injecció |
|---|---|---|---|
| Quantitats ideals | 1–5.000 unitats | 1–10.000 unitats | 10.000+ unitats |
| Opcions de Material | 20+ plàstics, metalls, fustes | 5+ plàstics (processos PBF) | 100+ plàstics |
| Llibertat geomètrica | Moderada (limitada per l’accés a les eines) | Alta (possibles components interns complexos) | Moderada (angles d’extracció, línies de separació) |
| Temps d'espera | 7–14 dies | 2–7 dies | de 15 a 60 dies |
| Cost d’inici | Tarifa NRE petita (£100 o més) | Cap (comanda mínima de £30–60) | Eina d’alta qualitat (£3.000 o més) |
| Acabat de superfície | Excel·lent (tal com es fabrica o polit) | Es veuen les línies de capes (disponible acabat posterior) | Excel·lent (brillant, texturat, mat) |
| Flexibilitat en el Disseny | Sí: els canvis requereixen una reprogramació | Sí—els canvis no tenen conseqüències | No—les modificacions d’eines són cares |
Fabricació de xapa: L'alternativa sovint ignorada
Quan el vostre disseny consta principalment de superfícies planes, doblecs i obertures, la mecanització de xapa metàl·lica sovint ofereix la solució més econòmica. Una màquina de tall CNC que treballa amb xapes elimina una quantitat mínima de material, a diferència de la mecanització de blocs, on fins i tot l’80 % pot convertir-se en cargols.
La fabricació de xapa metàl·lica destaca en:
- Carcasses, suports i components de xassís
- Panells amb elements de fixació i obertures de ventilació
- Elements estructurals que requereixen altes relacions de rigidesa respecte al pes
- Components on les operacions de doblec substitueixen característiques mecanitzades complexes
El procés de tall de metall CNC combinat amb la conformació en premsa de doblec permet obtenir peces que costarien significativament més si es mecanitzessin a partir de blocs massius. Si la vostra geometria és adequada per a la conformació de xapa, exploreu aquesta opció abans de recórrer per defecte a la mecanització tradicional.
Quan té sentit aplicar enfocaments híbrids
De vegades, l'estratègia de fabricació més intel·ligent combina diversos mètodes. Segons experts en fabricació, l'enfocament més intel·ligent és sovint híbrid: començar amb impressió 3D per demostrar el concepte, utilitzar CNC per a prototips funcionals crítics i passar a l’injecció quan la demanda ho requereixi.
Tingueu en compte aquestes estratègies híbrides:
- imprimiu primer en 3D, després usineu les característiques crítiques — L’additiu crea una geometria general complexa, mentre que l’usinatge CNC assolix toleràncies ajustades en les superfícies d’acoblament
- Prototipatge amb usinatge, producció amb injecció — Les peces CNC validen la funcionalitat abans de comprometre’s amb eines costoses
- Combineu estructures de xapa metàl·lica amb detalls usinats — La fabricació de xapa crea carcasses, mentre que les insercions usinades proporcionen interfícies de precisió
Transició del prototipatge a la producció
A mesura que els projectes evolucionen des dels conceptes inicials fins a productes preparats per al mercat, els requisits de fabricació canvien. Segons la guia de transició a la producció de Fictiv, el recorregut des del prototipatge fins a la producció en massa és una transformació complexa que exigeix una planificació cuidadosa.
Consideracions clau quan s’escala la producció:
- Consistència del material — Els materials del prototip han de coincidir amb les especificacions de producció per evitar sorpreses en fases avançades
- Disseny per a Muntatge — Allò que funciona per a l’muntatge manual del prototip pot fallar en línies de producció automatitzades
- Validació de processos — Cada mètode de fabricació requereix una qualificació prèvia abans de comprometre’s amb volums alts
- Previsió de la Demanda — Col·laborar amb un soci de fabricació capaç d’escalar la producció cap amunt o cap avall —de 1.000 a 100.000 unitats— utilitzant els mateixos processos és fonamental per assolir l’èxit
Les plataformes en línia de mecanitzat recolzen cada cop més aquesta transició, oferint quantitats de prototips mitjançant les mateixes xarxes que gestionen volums de producció. Aquesta continuïtat elimina els retards de requalificació quan es fa l’escala cap amunt.
Fer la tria tecnològica adequada
Cap mètode de fabricació optimitza tots els projectes. La mecanització CNC mitjançant plataformes en línia destaca en peces de precisió en quantitats moderades, però reconèixer-ne les limitacions us ajuda a prendre decisions millors en conjunt.
Plantegeu-vos aquestes preguntes quan seleccioneu l’enfocament:
- De quina quantitat en necessito ara — i de quina en podria necessitar d’aquí a 12 mesos?
- La meva geometria afavoreix la llibertat additiva o la precisió subtractiva?
- Encara estic fent iteracions del disseny, o ja és apte per a la producció?
- Quines toleràncies i quins acabats superficials requereix realment la meva aplicació?
- La fabricació en xapa metàl·lica o la fosa podrien reduir el cost per peça?
Les respostes us guien cap a la tecnologia adequada — o cap a aproximacions híbrides que combinen estratègicament diversos mètodes. Un cop seleccionat el mètode de fabricació, esteu preparats per dur a terme els següents passos concrets del vostre projecte d’usinatge en línia.
Donar el següent pas amb l’usinatge en línia
Heu recorregut un camí significatiu: des de comprendre què significa realment la mecanització en línia fins a avaluar materials, toleràncies, costos, requisits sectorials i mètodes alternatius de fabricació. Ara arriba la pregunta pràctica: com traduïu aquest coneixement en acció? Sigui que demaneu per primera vegada peces per a màquines CNC o que passeu de prototip a producció en sèrie, aquesta secció final integra tot el contingut en un marc d’acció concret.
Ajustar els requisits del vostre projecte al servei adequat
Abans de penjar el vostre primer fitxer, preneu-vos un moment per alinear les característiques del vostre projecte amb el model de servei adequat. Les decisions que heu pres al llarg d’aquest article —la selecció de material, les especificacions de tolerància, els requisits quantitatius— influiran directament en quins serveis de mecanització CNC en línia us proporcionaran resultats òptims.
Tingueu en compte aquests criteris d’ajust:
- Quantitats de prototips (1–10 peces) — Les plataformes de pressupostos immediats destaquen en aquest àmbit, ja que ofereixen velocitat i flexibilitat sense la càrrega addicional d’una relació comercial
- Producció de baix volum (10-500 peces) — Tant les plataformes instantànies com les botigues en línia tradicionals funcionen bé; compareu pressupostos d’ambdós tipus
- Aplicacions en sectors regulats — Verifiqueu les certificacions des del principi; les aplicacions automotrius requereixen proveïdors certificats segons la norma IATF 16949
- Geometries complexes que requereixen consultoria — Les botigues tradicionals que ofereixen suport d’enginyeria poden afegir valor més enllà del preu pur
- Potencial d’escalar la producció — Seleccioneu proveïdors capaços d’escalar juntament amb els vostres volums per mantenir la coherència
Per a aplicacions automotrius que impliquin conjunts de xassís o coixinets metàl·lics personalitzats, proveïdors com Shaoyi Metal Technology demostren com els serveis de mecanitzat CNC personalitzats poden escalar des de la prototipació ràpida fins a la producció en massa, amb plazos d’entrega tan curts com un sol dia laborable — un factor clau quan els terminis de desenvolupament es redueixen.
Començar amb el vostre primer comandament d'usinatge en línia
Ja esteu preparats per continuar? Utilitzeu aquesta llista de comprovació completa per assegurar-vos que el vostre projecte està preparat per a una execució exitosa:
Llista de comprovació de la preparació del projecte
-
Preparació del fitxer de disseny
- Exporteu el vostre model en format STEP (.stp, .step) per a la millor compatibilitat
- Verifiqueu que la geometria sigui estanca, sense superfícies obertes ni interseccions amb si mateixa
- Inclou dibuixos tècnics per a les dimensions crítiques i les indicacions de GD&T
- Assegureu-vos que totes les característiques es puguin usinar des d’orientacions accessibles
-
Selecció de material
- Adapteu les propietats del material als requisits mecànics, ambientals i de pes
- Tingueu en compte les valoracions de maquinabilitat i el seu impacte sobre el cost
- Especifiqueu les certificacions de material si són necessàries per al vostre sector
-
Especificació de toleràncies
- Aplicar toleràncies estretes només a les característiques crítiques des del punt de vista funcional
- Utilitzeu les toleràncies generals del bloc de títol (±0,010") per a les dimensions no crítiques
- Tingueu en compte l’acumulació de toleràncies en muntatges de múltiples peces
-
Planificació de quantitats
- Comenceu amb quantitats de prototip per validar el disseny abans de comprometre’s amb la producció
- Teniu en compte l’amortització dels costos de preparació en comparar lots petits amb lots més grans
- Comuniqueu els volums futurs previstos per explorar preus de col·laboració
-
Requisits d'acabat
- Especifiqueu els requisits d’acabat superficial (tal com es maquina, sorollat, anoditzat)
- Identifiqueu qualsevol operació de postprocessament necessària (tractament tèrmic, recobriment)
Resoldre les preocupacions sobre la seguretat dels fitxers i la propietat intel·lectual
Els usuaris novells sovint vacil·len a penjar dissenys propietaris a plataformes en línia. Aquesta preocupació és legítima: els vostres dissenys representen una inversió important en recerca, desenvolupament i innovació.
Segons l'anàlisi de protecció de la propietat intel·lectual de Factorem, compartir dissenys innovadors amb fabricants externs comporta un risc de robatori de propietat intel·lectual o de divulgació no autoritzada. No obstant això, les plataformes reputades implementen múltiples capes de protecció.
Quan avalieu la protecció de la propietat intel·lectual d’un proveïdor, busqueu:
- Acords de no divulgació (NDA) — Pràctica habitual en relacions professionals de fabricació
- Protocols segurs de transferència de fitxers — Pujades xifrades que protegeixen les dades durant el trànsit
- Controls d'accés — Accés restringit del personal als vostres fitxers de disseny
- Acords de fabricació — Condicions clares sobre la propietat del disseny i les restriccions d’ús
- Xarxes de socis verificats — Plataformes que acrediten els seus socis fabricants en matèria de conformitat en seguretat
Per a dissenys molt sensibles, considereu la possibilitat de demanar acords de confidencialitat (NDA) formals abans de pujar els fitxers. La majoria de serveis establerts de mecanitzat en línia accepten aquestes sol·licituds com a pràctica habitual.
Començar amb prototips abans de comprometre’s amb la producció
Aquest és un consell que els enginyers experimentats segueixen de manera constant: valideu abans d’escalar. Segons especialistes en fabricació de precisió , fer servir proveïdors diferents per als prototips i per a la producció pot provocar discrepàncies en la qualitat i desajustaments en l’equipament: una manca de continuïtat que pot ser catastròfica per als projectes.
L’enfocament intel·ligent per al mecanitzat CNC de prototips implica:
- Demaneu primer quantitats de prototip — Normalment entre 1 i 5 peces per validar l’ajust, el funcionament i l’acabat
- Muntatge i proves de rendiment — Confirmar que les peces compleixen la intenció dissenyada abans de comprometre's amb la producció en volum
- Iterar, si cal — Resoldre qualsevol problema detectat durant l'avaluació del prototip
- Escalat amb el mateix proveïdor — Mantenir la continuïtat de fabricació des del prototipatge per fresat CNC fins a la producció en sèrie
Aquest enfocament per fases minimitza els riscos. Si les peces del prototip revelen problemes de disseny, només s'ha invertit en unes quantes peces en lloc de centenars. Quan els prototips tenen èxit, l'escala es basa en processos establerts i trajectòries d'eina ja provades.
Proveïdors que ofereixen una escalada sense interrupcions — com ara Shaoyi Metal Technology amb les seves capacitats des del prototipatge ràpid fins a la producció massiva — eliminen els retards de requalificació en la transició entre fases del projecte. La seva certificació IATF 16949 i les seves capacitats d'SPC asseguren que els mateixos sistemes de qualitat governen tant les fases de prototipatge com les de producció.
Aprofitar la cotització instantània per prendre decisions informades
Un dels majors avantatges de la mecanització en línia? Podeu explorar opcions sense cap compromís. Abans de finalitzar qualsevol comanda, aprofiteu les eines de pressupostos instantanis per:
- Comparar preus segons el material — Veure com afecta el vostre pressupost l’alumini respecte a l’acer inoxidable
- Avaluar l’impacte dels costos relacionats amb les toleràncies — Canviar entre especificacions estàndard i de precisió
- Avaluar l’economia de quantitat — Comprendre com disminueix el preu per peça amb l’augment del volum
- Revisar les opcions de terminis d’entrega — Equilibrar els requisits de velocitat amb les restriccions pressupostàries
- Identificar prontament possibles problemes de DFM — La retroalimentació automàtica detecta problemes de fabricabilitat abans de la producció
Aquesta comparació de compres triga minuts, no dies de trucades telefòniques i construcció de relacions. Utilitzeu-la estratègicament per establir expectatives realistes i identificar l'equilibri òptim entre cost, qualitat i termini d'entrega per a les vostres necessitats específiques de peces mecanitzades personalitzades.
El vostre recorregut per la mecanització en línia comença ara
Ja heu adquirit els coneixements necessaris per navegar amb confiança en el món de la mecanització en línia: des de la preparació dels fitxers fins a la recepció, des de la selecció del material fins a l'avaluació de la qualitat. L'ecosistema digital de fabricació està preparat per transformar els vostres dissenys en operacions de tornat i fresat CNC de precisió que permeten obtenir peces acabades en qüestió de dies, no de setmanes.
El camí a seguir és clar: prepareu els vostres fitxers segons les millors pràctiques, especifiqueu només les toleràncies que realment necessiteu, seleccioneu materials que coincideixin amb els requisits de la vostra aplicació i trieu socis de fabricació les capacitats dels quals s’adequin a les exigències del vostre projecte. Comenceu amb quantitats de prototip per validar el vostre enfocament i, a continuació, escalar-ne la producció amb confiança quan els dissenys hagin demostrat ser exitosos.
La fabricació mecànica en línia ha democratitzat l’accés a la fabricació de precisió. Ja sigueu una startup que desenvolupa el seu primer producte o una empresa consolidada que optimitza les seves cadenes d’aprovisionament, les eines i els coneixements tractats aquí us donen la capacitat d’aprofitar aquestes prestacions de manera efectiva. La vostra propera peça mecanitzada personalitzada està a només un pujada de fitxer de distància.
Preguntes freqüents sobre la fabricació mecànica en línia
1. Què és el servei de mecanitzat CNC en línia?
El servei en línia de mecanitzat CNC connecta directament els enginyers i els desenvolupadors de productes amb capacitats de fabricació de precisió mitjançant plataformes basades en el web. En lloc de construir relacions amb tallers mecànics locals durant anys, pujareu fitxers CAD, rebreu pressupostos immediats amb comentaris sobre la viabilitat de fabricació (DFM), seleccionareu materials i toleràncies, i rebréu les peces acabades en qüestió de dies. Aquestes plataformes aprofiten motors de pressupostos impulsats per intel·ligència artificial i xarxes globals de fabricació per oferir transparència, velocitat i preus competitius, des de prototips fins a quantitats de producció.
2. Com puc obtenir un pressupost immediat per al mecanitzat CNC en línia?
Obtenir un pressupost instantani implica penjar el vostre fitxer CAD (de preferència en format STEP) a una plataforma en línia de mecanitzat. El sistema impulsat per intel·ligència artificial analitza la vostra geometria, calcula les trajectòries d’eina i genera el preu en segons. A continuació, podeu ajustar paràmetres com la selecció del material, la quantitat, les toleràncies i les opcions d’acabat per veure els canvis de preu en temps real. El sistema també proporciona comentaris automàtics de DFM (Design for Manufacturability) que assenyalen possibles problemes de fabricabilitat abans que us comprometgueu amb la producció.
3. Quins formats de fitxer s’accepten per al mecanitzat CNC en línia?
La majoria de plataformes en línia de mecanitzat accepten fitxers STEP (.stp, .step) com l’estàndard d’or: conserven la geometria sòlida i mantenen l’exactitud dimensional entre diferents sistemes CAD. Els fitxers IGES (.igs, .iges) són alternatives fiables amb una compatibilitat àmplia. Els fitxers STL funcionen, però presenten limitacions per al CNC degut a les aproximacions de superfície triangulada, que poden comprometre la precisió en elements corbats. Assegureu-vos sempre que el vostre model sigui estanc (watertight), sense superfícies obertes, abans de penjar-lo.
4. Quant costa el mecanitzat CNC en línia?
Els costos de mecanitzat CNC depenen de cinc factors principals: la selecció del material i el volum, la complexitat geomètrica, els requisits de tolerància, l’economia de quantitat i les operacions d’acabat. Els prototips senzills d’alumini amb toleràncies estàndard solen tenir un preu entre 100 i 300 $ per peça, mentre que les peces complexes amb múltiples característiques i toleràncies ajustades poden arribar als 300-800 $. Les quantitats de producció de 50 unitats o més sovint redueixen els costos per unitat en un 40-60 %, ja que els costos de preparació es reparteixen entre un major nombre de peces. Proveïdors certificats segons la norma IATF 16949, com ara Shaoyi Metal Technology, ofereixen preus competitius i capacitats des del prototipat ràpid fins a la producció en sèrie.
5. Quines certificacions he de cercar en una fàbrica mecànica en línia?
Les certificacions que necessiteu depenen de l'aplicació industrial. La norma ISO 9001:2015 serveix com a norma fonamental de gestió de la qualitat per a la fabricació general. Les aplicacions automotrius requereixen la certificació IATF 16949 amb capacitats d'SPC. Els projectes aeroespacials necessiten les normes AS9100 i, possiblement, l’acreditació NADCAP, a més del registre ITAR per a treballs relacionats amb la defensa. Els components per a dispositius mèdics requereixen el compliment de la norma ISO 13485 i del Reglament FDA 21 CFR Part 820. Verifiqueu sempre que les certificacions estiguin vigents abans de fer comandes per a aplicacions en sectors regulats.