 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Des de la pujada del CAD fins a la porta: com funciona realment el servei CNC en línia

Què vol dir realment un servei CNC en línia per a la fabricació moderna
Us heu preguntat mai com converteixen els enginyers un disseny digital en una peça metàl·lica de precisió sense haver d’anar mai a un taller mecànic? Això és exactament el que fa possible un servei CNC en línia. Penseu-hi com un pont digital que connecta la vostra pantalla d’ordinador amb equipaments avançats de fabricació en qualsevol lloc del món.
En essència, un servei CNC en línia és una plataforma basada en el núvol que us permet pujar fitxers 3D CAD, rebre preus immediats i fer fabricar peces CNC de precisió que es lliuraran directament a la vostra porta. Cap trucada telefònica. Cap espera de dies per obtenir pressupostos. Cap limitació geogràfica. Simplement pugeu el vostre disseny, seleccioneu les especificacions desitjades i la plataforma s’encarrega de tot, des de la mecanització fins a la inspecció de qualitat.
Des del fitxer digital fins a la peça física
La màgia succeeix mitjançant una flux de treball digital optimitzat quan pengeu un model CAD (normalment en format STEP, IGES o STL), els algorismes de la plataforma analitzen immediatament la geometria de la vostra peça. Calculen el temps d’usinatge, avaluem la complexitat i tenen en compte els costos del material. En qüestió de segons, rebreu una pressupostació CNC en línia que, tradicionalment, trigaria dies a obtenir-se mitjançant canals convencionals.
Aquest procés de fabricació CNC elimina els correus electrònics d’anada i tornada que abans definien les relacions de fabricació. En lloc d’explicar les vostres necessitats a diversos proveïdors, la plataforma llegeix directament el vostre fitxer de disseny i el converteix en dades de producció operatives.
La revolució de la fabricació en línia
Per què és això important? Els fluxos de treball tradicionals d’usinatge sovint impliquen enviar sol·licituds a diverses botigues locals, esperar avaluacions manuals i negociar condicions. Un servei en línia de màquines CNC comprimeix tot aquest procés en minuts, en lloc de setmanes.
Tota plataforma moderna inclou aquests components essencials:
- Motor de pressupostos instantanis: Sistemes impulsats per intel·ligència artificial que analitzen el vostre model 3D i generen preus precisos basats en la geometria, les toleràncies i els requisits de producció
- Interfície de selecció de materials: Biblioteques completes que ofereixen metalls, plàstics i materials especials amb especificacions detallades de les seves propietats
- Opcions de procés: Elecció entre fresat, tornejat, mecanitzat multieixial i diverses operacions d’acabat adaptades a la vostra aplicació
- Tauler de seguiment de comandes: Visibilitat en temps real de l’estat de producció, dels resultats de les inspeccions de qualitat i de les actualitzacions d’enviaments
Com funciona la mecanització basada en el núvol
Imagineu-vos fer una comanda des del vostre portàtil a les 9 del matí i saber exactament quan arribaran les vostres peces de precisió, tot això sense trucar per telèfon ni una sola vegada. Aquesta és la potència de les plataformes de serveis CNC basades en el núvol.
El flux de treball segueix una seqüència lògica. Primer, penjeu els vostres fitxers de disseny i especifiqueu els requisits, com el tipus de material, l’acabat superficial i els nivells de tolerància. A continuació, el sistema executa una anàlisi automatitzada de Disseny per a la Fabricació (DFM), identificant possibles problemes abans que comenci la producció. Això evita errors costosos i assegura que les vostres peces estiguin optimitzades per un mecanitzat eficient.
Un cop aprovat, la vostra comanda es dirigeix cap a socis de fabricació certificats dins de la xarxa global de la plataforma. Aquestes instal·lacions operen segons protocols de qualitat estandarditzats, garantint resultats consistents independentment de la seva ubicació. Durant tot el procés de producció, sistemes integrats de control de qualitat verifiquen que totes les dimensions compleixin les vostres especificacions.
El resultat? Una connexió perfecta entre el disseny digital i la producció física que permet obtenir peces CNC de precisió més ràpidament, de forma més transparent i, sovint, a un cost inferior al que permeten els mètodes tradicionals.
Comprensió del fresat, del tornejat i de les capacitats multieixos CNC
Així que heu pujat el vostre fitxer CAD i heu rebut un pressupost instantani. Però ara la plataforma us demana que seleccioneu un procés de mecanitzat. Fresat CNC? Tornejat CNC? Mecanitzat de 5 eixos? Si aquestes opcions us semblen abrumadores, no esteu sols. La majoria de plataformes en línia enumeren aquests processos sense explicar quin és el més adequat per al vostre projecte.
Aquesta és la veritat: triar el procés adequat no es tracta de jargon tècnic, sinó de fer coincidir la forma de la peça amb el mètode que la crea de manera més eficient. Analitzem cadascuna d’aquestes opcions en uns termes que realment podeu utilitzar.
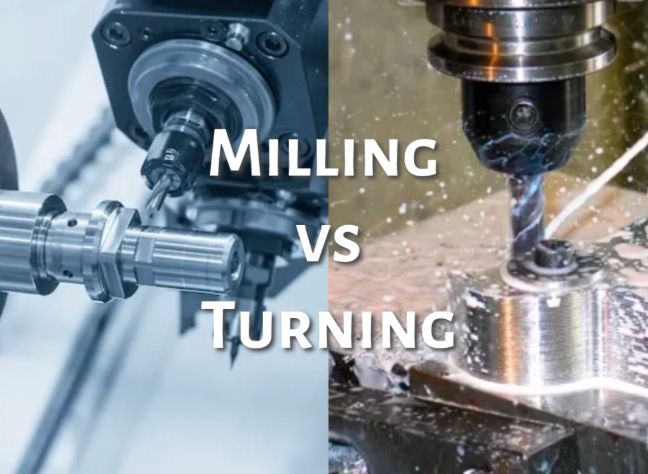
Fresat vs tornejat explicat de forma senzilla
La diferència fonamental entre el fresat CNC i el tornejat CNC es redueix a una pregunta: què gira durant el procés de tall?
DINS Torn CNC en aquest procés, la peça de treball gira ràpidament mentre una eina de tall estacionària elimina material. Imagineu-vos una barra cilíndrica fent girar en un torn mentre l’eina retalla l’excedent de material. Aquest procés és excel·lent per crear formes cilíndriques: eixos, perns, coixinets i components filetats. Si la vostra peça és principalment rodona o simètrica respecte d’un eix central, els serveis de tornejat CNC normalment permeten temps de producció més ràpids i costos més baixos.
DINS Fresat CNC en aquest cas, passa el contrari. La peça de treball roman relativament fixa mentre una fresa de múltiples punts giratòria es desplaça sobre la seva superfície. Penseu en una fresa frontal que gira a alta velocitat i que retalla butxaques, ranures i contorns complexos en un bloc d’alumini. Les peces mecanitzades per fresat CNC són ideals quan necessiteu superfícies planes, característiques inclinades o geometries 3D complexes que no giren al voltant d’un eix central.
Aquí teniu una manera pràctica de decidir: mireu la secció transversal de la vostra peça. Si és circular en tot el seu recorregut, el tornejat probablement serà la millor opció. Si té cares planes, callositats o característiques en múltiples costats, el fresat és més adequat.
Quan té sentit fer servir maquinatge de 5 eixos
El fresat estàndard de 3 eixos mou l'eina de tall en les direccions X, Y i Z. Això és suficient per a moltes peces, però què passa quan el vostre disseny té sotaescots, superfícies corbes o característiques amb angles compostos?
És aquí on els serveis de mecanitzat CNC de 5 eixos esdevenen essencials. Aquestes màquines avançades afegeixen dos eixos de rotació, cosa que permet que l'eina de tall s'apropi a la vostra peça des de gairebé qualsevol angle. En lloc de repositionar la peça diverses vegades (cosa que introdueix errors d'alineació), una màquina de 5 eixos completa geometries complexes en un sol muntatge.
Quan heu d'especificar capacitats de 5 eixos? Tingueu en compte aquests escenaris:
- Components aeronaútics: Paletes de turbina, rodetes i suports estructurals amb corbes orgàniques
- Implants mèdics: Articulacions de la cadera, components espinals i instruments quirúrgics que requereixen superfícies llises i contornejades
- Components automotrius: Carcasses de motor amb cavitats profundes i angles compostos
- Cavitats de motlles: Motlles complexos amb sotaescots i detalls superficials intrincats
La contrapartida? La maquinària de 5 eixos sol ser més cara a causa de les tarifes més elevades de les màquines i de la complexitat de la programació. No obstant això, per a peces intrincades, sovint permet estalviar diners en conjunt en eliminar múltiples muntatges i reduir el risc d’errors acumulats de toleràncies.
Per a peces tornejades extremadament petites i complexes —com les utilitzades en dispositius mèdics o electrònics— el tornejat suís ofereix una altra opció especialitzada. Aquestes màquines guien la barra de material a través d’un coixinet molt a prop de l’eina de tall, cosa que permet una precisió excepcional en diàmetres molt petits que els torns convencionals no poden assolir.
Assignació de la vostra peça al procés adequat
Triar incorrectament comporta pagar més del necessari o esperar més temps per a la lliurament. Utilitzeu aquesta comparativa com a guia per a la vostra selecció:
| Tipus de procés | Millors aplicacions | Toleràncies típiques | Nivell de complexitat | Cost relatiu |
|---|---|---|---|---|
| Torn CNC | Eixos, perns, casquets, barres filetades, carcasses cilíndriques | ±0,001" a ±0,005" (±0,025 mm a ±0,127 mm) | Baix a mitjà | $ (L’opció més econòmica per a peces rodones) |
| fresat CNC d'3 eixos | Components plans, suports, carcasses, butxaques i forats senzills | ±0,001" a ±0,005" (±0,025 mm a ±0,127 mm) | Mitjà | $$ (Estandard per a peces prismàtiques) |
| fresat CNC d'5 eixos | Paletes de turbines, rodes d’escapament, implants mèdics, estructures aeroespacials, motlles complexos | ±0,0005" a ±0,002" (±0,013 mm a ±0,05 mm) | Alta | $$$ (Premium per a geometries complexes) |
| Mecanització suïssa | Vísceres miniatura, pins mèdics, contactes electrònics, components per a rellotges | ±0,0002" a ±0,001" (±0,005 mm a ±0,025 mm) | Alta | $$$ (Especialitzat per a diàmetres petits) |
Fixeu-vos com les peces treballades per tornejat CNC i les peces treballades per fresat CNC satisfan requisits de disseny fonamentalment diferents. La mecanització CNC de precisió no consisteix a triar l’opció més avançada, sinó a adaptar les capacitats a les vostres necessitats reals.
Moltes plataformes en línia ofereixen actualment recomanacions automàtiques de procés basades en la geometria que pugeu. No obstant això, comprendre aquestes distincions us ajuda a verificar aquestes recomanacions i prendre decisions informades quan el vostre projecte es troba en àrees poc definides.
Un cop seleccionat el procés adequat, la vostra següent decisió crítica consisteix a triar entre desenes de materials disponibles, cadascun amb propietats distintes que afecten directament el rendiment, la mecanitzabilitat i el cost.
Guia completa de selecció de materials per a projectes de CNC
Heu seleccionat el vostre procés d'usinatge. Ara arriba la pregunta que determina directament el rendiment, la vida útil i el cost de la vostra peça: quin material heu de triar? Aquesta decisió afecta tot des de la velocitat a què es pot usinar la peça fins al seu comportament sota tensions reals.
La majoria de plataformes en línia ofereixen desenes de materials per a l'usinatge CNC, però rarament expliquen per què? per què triaríeu un en lloc d’un altre. Canviem-ho. Sigui qualsevol que necessiteu, ja sigui la resistència lleugera de l’alumini CNC o la resistència al desgast del bronze d’usinatge, comprendre les propietats dels materials us ajuda a equilibrar el rendiment amb el pressupost.
Metalls per a resistència i durabilitat
Els metalls continuen sent l’esquena dorsal de la fabricació de precisió . La seva combinació de resistència, conductivitat tèrmica i durabilitat els fa indispensables per a aplicacions sotmeses a càrregues, carcasses i components exposats a entorns agressius.
Alumini domina el panorama en línia de la fresadora CNC per una bona raó. Fresca ràpidament, té un cost de producció inferior i ofereix una excel·lent relació resistència-pes. Les aleacions com la 6061-T6 proporcionen una bona resistència a la corrosió i soldabilitat, cosa que les fa ideals per a carcasses, suports i productes de consum. Per a aplicacions que requereixen una resistència superior, la 7075-T6 ofereix un rendiment proper al d’alguns acers, tot i que amb un cost material més elevat.
Acer entra en joc quan es necessita una resistència pura. Els acers al carboni com l’1018 es mecanitzen bé i accepten diversos tractaments tèrmics. Per a eines endurides o components resistents al desgast, l’acer preendurit 4140 ofereix un equilibri pràctic. No obstant això, la densitat de l’acer comporta peces més pesades, i la seva tenacitat augmenta el temps de mecanitzat en comparació amb l’alumini.
Acer inoxidable combina la resistència a la corrosió amb una resistència respectable. L’acer inoxidable de grau 304 suporta la majoria d’aplicacions d’ús general, mentre que el 316 destaca en entorns marins i químics. La contrapartida? L’acer inoxidable es treballa per enduriment durant el tall, cosa que requereix velocitats més lentes i eines especialitzades, augmentant així els costos de producció.
Llauna i bronze ofereix avantatges únics. El llautó es mecanitza excel·lentment, donant acabats superficials excel·lents amb un desgast mínim de les eines. És ideal per a components decoratius, components elèctrics i raccions. Les variants de bronze per a CNC, com el bronze per a coixinets C932, destaquen en aplicacions de bucs i coixinets gràcies a la seva lubricitat natural i a les seves característiques de desgast. En mecanitzar bronze, veureu que és una mica més car que el llautó, però val la pena per a components crítics des del punt de vista de la fricció.
Plàstics d’enginyeria per a necessitats especialitzades
Quan el pes, l’aïllament elèctric o la resistència química són més importants que la resistència bruta, els plàstics d’enginyeria ofereixen un rendiment extraordinari. Aquests materials substitueixen sovint els metalls en aplicacions on les seves propietats úniques justifiquen el canvi.
Delrin (POM/Acetal) es distingeix com el material delrin per excel·lència per a components mecànics de precisió. Aquest plàstic delrin ofereix una estabilitat dimensional excepcional, baixa fricció i una resistència al desgast impressionant. La seva rigidesa i resistència a la fluència el fan ideal per a engranatges, rodaments i mecanismes de lliscament on la coherència del rendiment al llarg del temps és fonamental. El delrin es mecanitza com un somni: tallades netes, toleràncies ajustades i acabats superficials llisos s’aconsegueixen fàcilment.
Nylon (PA) ofereix una major flexibilitat i resistència a l’impacte que el Delrin. El mecanitzat del niló funciona bé per a peces que han d’absorbir xocs o flexionar-se sota càrrega. No obstant això, el niló mecanitzable absorbeix humitat de l’entorn, fet que pot afectar les dimensions i les propietats mecàniques. Aquesta naturalesa higroscòpica implica que les peces de niló poden experimentar petits canvis en condicions d’humitat elevada —una consideració fonamental en aplicacions de precisió.
Aleshores, quan supera el Delrin al niló?
- Estabilitat dimensional superior en condicions d’humitat variable
- Coeficients de fricció més baixos per a aplicacions de lliscament
- Toleràncies més estretes i acabats superficials més llisos
- Resistència a la fluència sota càrregues sostingudes
Escull el niló quan necessitis:
- Major resistència a l’impacte i a la fatiga
- Major flexibilitat i elongació
- Costos materials més baixos per a aplicacions menys crítiques
Polícarbonat entra en joc quan la claredat òptica o la resistència extrema als impactes són fonamentals. És significativament més resistent que l’acrílic, tot i mantenir la transparència. Les cobertes protectores, les finestres de visió i els components de seguretat sovint utilitzen policarbonat. No obstant això, es ratlla més fàcilment que el vidre i cal manipular-lo amb cura durant el mecanitzat per evitar fissuracions per tensió.
Selecció de materials segons l’aplicació
La selecció de materials no només depèn de les seves propietats, sinó també de com aquestes es corresponen amb els requisits concrets de l’aplicació, tot gestionant alhora els costos. A continuació es presenta una comparativa completa per ajudar-vos a prendre decisions:
| Material | Propietats clau | Millors aplicacions | Índex de mecanitzabilitat | Nivell de cost |
|---|---|---|---|---|
| Alumini 6061-T6 | Lleuger, resistent a la corrosió, soldable | Carcasses, suports, productes de consum, dissipadors tèrmics | Excel·lent. | $ |
| Alumini 7075-t6 | Alta resistència, resistent a la fatiga | Estructures aeroespacials i components sotmesos a altes tensions | Bona | $$ |
| Acer 1018 | Dúctil, fàcil de soldar, susceptible de cementació superficial | Eixos, perns, peces mecàniques generals | Bona | $ |
| Acer 4140 | Alta resistència, tractable tèrmicament | Engrenatges, eixos, components d’eines | Moderat | $$ |
| Inoxidable 304 | Resistent a la corrosió, no magnètic | Equipaments alimentaris, mèdics i components marins | Moderat | $$ |
| Inoxidable 316 | Resistència a la corrosió superior | Processament químic, marí, implants mèdics | Moderat | $$$ |
| Brass C360 | Excel·lent maquinabilitat, conductiu | Connectors elèctrics, ferralla decorativa, accessoris | Excel·lent. | $$ |
| Bronze C932 | Resistent al desgast, autolubricant | Casquets, rodaments, arneses de suport | Molt bo | $$ |
| Delrin (POM) | Baixa fricció, dimensionalment estable, rígid | Engrenatges, rodaments, mecanismes de precisió | Excel·lent. | $$ |
| Nylon 6/6 | Resistent als impactes, flexible, tenaç | Plaques d’absorció d’impacte, rodets, components estructurals | Bona | $ |
| Polícarbonat | Transparent, resistent als impactes | Vidres d'observació, cobertes protectores, lentilles | Bona | $$ |
Quan supera l'alumini a l'acer? L'alumini guanya quan el pes és un factor clau, quan la resistència a la corrosió és important i quan una maquinació més ràpida redueix els costos. L'acer guanya quan es requereix una resistència, duresa o resistència al desgast màximes —i quan el pes no és una limitació.
La qualificació de maquinabilitat afecta directament el vostre benefici net. Els materials amb qualificació «Excel·lent» es tallen més ràpidament, requereixen menys canvis d'eina i produeixen acabats superficials millors directament des de la màquina. Segons la recerca industrial sobre la selecció de materials per a CNC, la maquinabilitat d'un material afecta directament el temps i el cost: els materials amb bona maquinabilitat es poden tallar més ràpidament i necessiten menys canvis d'eina, reduint així les despeses globals.
Valorar atentament els compromisos entre cost i rendiment. Una peça mecanitzada en llautó pot tenir un cost superior en material brut que l’alumini, però si el llautó ofereix les característiques d’ús requerides mentre que l’alumini falla en servei, el cost inicial més elevat evita substitucions costoses in situ.
Més enllà de les propietats dels materials, les certificacions són essencials per a sectors regulats. Els informes de proves de material (MTR) proporcionen una prova documentada de la composició i les propietats, cosa indispensable per a aplicacions aeroespacials, mèdiques i automotrius. Quan es facin comandes mitjançant plataformes en línia, cal verificar que el material seleccionat inclogui les opcions de certificació adequades.
Un cop seleccionat el material, els següents factors crítics —les toleràncies i els acabats superficials— determinen si la peça compleix els requisits funcionals o no arriba als nivells esperats.
Toleràncies i acabats superficials explicats per a aplicacions reals
Heu triat el procés d'usinatge i seleccionat el material perfecte. Ara arriba una decisió que fa trontollar fins i tot els enginyers experimentats: quina tolerància ha de tenir la peça i quin acabat superficial necessiteu realment? Si especifiqueu una tolerància massa ampla, les peces usinades no funcionaran correctament. Si especifiqueu una tolerància massa estreta, pagareu molt més sense obtenir cap benefici real.
Això és el que la majoria de plataformes no us diran: aquella tolerància de 0,001" que esteu a punt d'especificar podria duplicar el cost de la vostra peça i triplicar el temps d’entrega. Entendre quan els serveis d'usinatge de precisió justifiquen el seu preu premium —i quan les toleràncies estàndard funcionen perfectament— us estalvia diners i assegura que les vostres peces d'usinatge de precisió funcionin exactament com s’esperava.
Quina tolerància necessiteu realment
La tolerància defineix en quina mesura una dimensió pot variar respecte del seu valor especificat. Quan una peça mecanitzada per CNC mesura 25,00 mm amb una tolerància de ±0,10 mm, qualsevol valor entre 24,90 mm i 25,10 mm supera la inspecció. Prou senzill. Però les implicacions de fabricació derivades de l’estrictesa d’aquesta tolerància són tot menys senzilles.
Les toleràncies estàndard de mecanitzat —normalment de ±0,10 mm (±0,004 polsades)— cobreixen de forma eficient la majoria d’aplicacions d’ús general. La vostra fàbrica de mecanitzat treballa a velocitats normals, utilitza eines estàndard i realitza controls de qualitat habituals. Si es passa a toleràncies de precisió de ±0,025 mm (±0,001 polsades), tot canvia: calen entorns controlats tèrmicament, les màquines requereixen estabilització tèrmica i els procediments d’inspecció s’amplien significativament. Segons la recerca sobre costos de fabricació , passar de toleràncies estàndard a toleràncies de precisió sol duplicar els costos, mentre que les especificacions d’ultraprecisió poden incrementar-los fins a 24 vegades.
Així, quan justifiquen especificacions més estrictes la inversió addicional? Tingueu en compte aquests escenaris:
- Superfícies d'acoblament: Quan dos components fresats per CNC han d’encaixar amb precisió—com un eix en un rodament o un pistó en un cilindre
- Interfícies de muntatge: Quan la vostra peça es connecta a altres components de precisió amb un espai lliure mínim
- Aplicacions d’estanquitat: Quan les juntes o les toriques requereixen una compressió específica per funcionar
- Rotació a alta velocitat: Quan un desequilibri a toleràncies estretes provocaria vibracions o una fallada prematura
Per a dimensions no crítiques—zones d’eliminació de material, forats de pas o característiques cosmètiques—les toleràncies generals solen ser perfectament adequades. La tolerància més cara és sovint aquella que no aporta cap benefici funcional.
| Classe de tolerància | Rang típic | Aplicacions | Impacte econòmic |
|---|---|---|---|
| Estàndard / Comercial | ±0,13 mm (±0,005") | Components mecànics generals, suports, carcasses i característiques no crítiques | Base ($) |
| Precisió | ±0,025 mm (±0,001") | Superfícies d'acoblament, ajusts de rodaments, interfícies de muntatge, components hidràulics | 2x el preu base ($$) |
| Alta precisió | ±0,013 mm (±0,0005") | Estructures aeroespacials, implants mèdics, suports òptics, instruments de mesura | 4-8x el preu base ($$$) |
| Ultra-precisió | ±0,0025 mm (±0,0001 pol.) | Equipament de metrologia, eines per a semiconductors, instruments científics especialitzats | 24x o més el preu base ($$$$) |
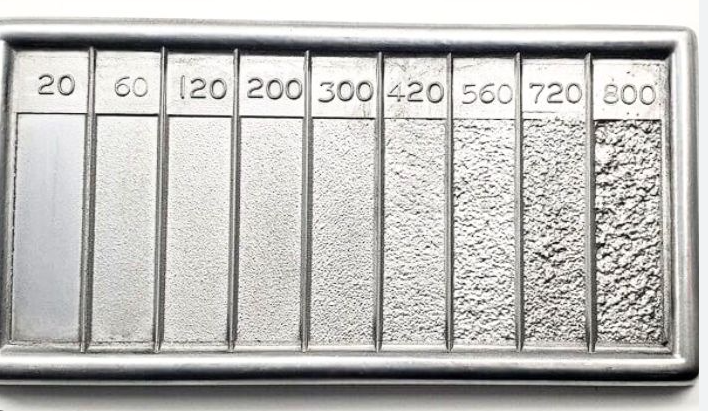
Opcions d'acabat superficial i moments en què són rellevants
L'acabat superficial descriu la textura de l'exterior de la peça a nivell microscòpic. Es mesura en Ra (rugositat mitjana): valors més baixos indiquen superfícies més llises. Però el que realment importa des del punt de vista pràctic és que l'acabat superficial afecta la fricció, el desgast, la resistència a la corrosió i l'aspecte.
Quan es mecanitzen peces directament en una fresadora CNC, s'obté un acabat «tal com es mecanitza». Queden marques visibles d'eina, però per a components interns o peces que rebran un acabat secundari, aquest nivell bàsic sovint és suficient. A partir d'aquí, les opcions es diversifiquen segons els vostres requisits funcionals i estètics:
- Tal com es mecanitza (Ra 3,2 μm / 125 μin): Acabat de màquina estàndard amb trajectòries d'eina visibles. Ideal per a components interns, prototips o peces que reben un acabat addicional. L'opció més econòmica.
- Mecanitzat llis (Ra 1,6 μm / 63 μin): Reducció de les marques d'eina mitjançant paràmetres de tall optimitzats. Adequat per a superfícies visibles generals i cares d'acoblament.
- Mecanitzat fi (Ra 0,8 μm / 32 μin): Marques d'eina mínimes visibles. Apropiat per a ajustos de precisió, superfícies d'estanquitat i aplicacions estètiques.
- Sablat amb medi: Textura mate uniforme que amaga les marques de mecanitzat. Crea una aparença consistent entre les peces i millora l'adherència de la pintura. Sovint es combina amb l'anodització per obtenir un aspecte premium del producte.
- Anoditzat (tipus II o tipus III): Procés electroquímic que genera una capa d'òxid duradora i resistenta a la corrosió sobre l'alumini. Disponible en diversos colors. El tipus III (recobriment dur) aporta una resistència significativa al desgast per a aplicacions exigents.
- Revestiment en pols: Acabat de pintura durador disponible en gairebé qualsevol color. Afegeix un gruix de 0,05–0,15 mm, essencial per a característiques sensibles a les toleràncies que poden requerir enmascarament.
- Electropolit: Procés químic que produeix acabats com a mirall sobre l'acer inoxidable. Redueix la rugositat superficial mentre millora la resistència a la corrosió. És habitual en equips mèdics i d'elaboració d'aliments.
- Òxid negre: Recobriment de conversió per a l'acer que ofereix una lleu resistència a la corrosió i una aparença negra atractiva. Provoca un canvi dimensional mínim.
La selecció de l'acabat superficial afecta directament la complexitat de la fabricació. Segons explica la recerca sobre processos d'acabat, la pintura en pols i l'anodització afegeixen gruix de material que pot interferir amb toleràncies ajustades, cosa que requereix l'enmascarament de característiques crítiques: un procés manual i llarg que incrementa tant el cost com el temps de lliurament.
Equilibrar precisió i pressupost
Diferents sectors industrials aborden les toleràncies i els acabats amb filosofies fonamentalment diferents. Les aplicacions aeroespacials sovint arriben als límits de la precisió per raó de les restriccions de pes i dels requisits de seguretat: cada gram compta quan es vola. Els dispositius mèdics prioriten una fabricació coherent i fiable per garantir la seguretat dels pacients. Els productes de consum solen equilibrar l’atractiu visual amb l’eficiència de costos.
L’enfocament més intel·ligent? Aplicar toleràncies estretes només on la funció ho exigeixi. Creeu una jerarquia de toleràncies:
- Dimensions crítiques: Característiques que afecten l’ajust, la funció o la seguretat: especifiqueu toleràncies de precisió
- Dimensions importants: Característiques que afecten el muntatge o el rendiment: utilitzeu toleràncies normals amb requisits d’inspecció clars
- Dimensions de referència: Característiques no crítiques: accepteu el que el procés de fabricació produeix naturalment
La temperatura també és més important del que molts enginyers creuen. Una peça d’alumini de 300 mm s’expandeix aproximadament 0,07 mm per cada canvi de temperatura de 10 °C. Especificar toleràncies més estretes que la variació tèrmica esperada crea una situació de fabricació impossible.
Quan pugeu els dissenys a una plataforma en línia de serveis de CNC, busqueu comentaris de DFM (Disseny per a la Fabricabilitat) que assenyalin toleràncies innecessàriament estretes. Molts sistemes ara suggeriscen automàticament on es podrien relaxar les especificacions sense cap impacte funcional, estalviant-vos diners i al mateix temps mantenint la qualitat dels serveis de mecanitzat de precisió que la vostra aplicació realment requereix.
Un cop compreses les toleràncies i les acabats, esteu preparats per navegar tot el flux de comandes: des de la preparació correcta dels vostres fitxers CAD fins al seguiment de les peces durant la producció i la lliurament.
El flux complet des de la pujada del CAD fins a la lliurament de la peça
Heu seleccionat el vostre procés, triat el material i especificat les toleràncies que equilibren la precisió amb el pressupost. Ara arriba el moment de veritat: fer efectivament la comanda. Què passa després de fer clic a «pujar»? Què succeeix darrere de l’escena abans que les peces mecanitzades per CNC arribin a la vostra porta?
Entendre aquest flux de treball us converteix d’un client passiu en un soci informat al procés de fabricació. Quan sabeu què passa a cada etapa, podeu preparar millor els fitxers, preveure amb més exactitud els terminis i evitar els errors habituals que retarden els projectes i augmenten els costos.
Preparació dels vostres fitxers CAD per assolir l’èxit
La vostra màquina CNC és tan bona com el fitxer que li proporcioneu. Això no és una exageració: és la realitat de la fabricació. Una geometria incompleta, formats de fitxer incorrectes o models massa complexos generen problemes en cadena que afecten tot el procés de producció.
Comenceu amb el format de fitxer adequat. Segons les bones pràctiques industrials per a la preparació de fitxers CNC, aquests formats són els més adequats per als serveis en línia de mecanització CNC:
- STEP (.stp, .step): L'estàndard universal per a CNC. Conserva amb precisió la geometria sòlida i és compatible amb gairebé tots els sistemes CAM
- IGES (.igs, .iges): Format antic encara àmpliament compatible. És bo per a models de superfície, però de vegades pot perdre dades durant la traducció
- Parasolid (.x_t, .x_b): Natiu de SolidWorks i de molts sistemes CAM. Conservació excel·lent de la geometria
- Fitxers CAD nadius: Algunes plataformes accepten directament fitxers de SolidWorks, Fusion 360 o Inventor
Eviteu formats basats en malla com STL o OBJ per a la maquinària. Tot i que són perfectes per a la impressió 3D, aquests formats descomponen les corbes suaus en petits triangles que causen problemes en la generació de trajectòries d'eina. El vostre radi dissenyat amb bellesa es converteix en una aproximació facetada que no es pot mecanitzar amb precisió.
Abans d'exportar, reviseu aquesta llista de comprovació ràpida:
- Verifiqueu que el model sigui un sòlid tancat i estanc —sense superfícies obertes ni forats
- Elimineu la geometria duplicada o superposada, que pot confondre el programari CAM
- Suprimiu les parets extremadament fines (menys de 0,5 mm per a metalls, 1,0 mm per a plàstics)
- Comproveu que els cantons interiors tinguin arrodoniments que coincideixin amb els radis d'eina disponibles
- Confirmeu que les unitats siguin correctes —els errors entre mil·límetres i polzades són sorprenentment habituals
Des de la pressupostació fins al termini d'entrega
Un cop el vostre fitxer està preparat, el procés de comanda segueix una seqüència lògica. A continuació us expliquem exactament què passa en cada etapa:
- Pujada del fitxer i anàlisi instantània: Pugeu el vostre fitxer CAD a través del portal de la plataforma. En qüestió de segons, algorismes automàtics analitzen la geometria, calculen el volum de material a eliminar i identifiquen possibles reptes de fabricació. La majoria de plataformes admeten pujades massives per a comandes amb múltiples peces.
- Selecció d'especificacions: Seleccioneu el material, la quantitat, els requisits de tolerància i l’acabat superficial. El sistema recalcula el preu en temps real a mesura que ajusteu els paràmetres, cosa que us ajuda a trobar el punt òptim entre rendiment i pressupost.
- Revisió de Dissenys per a la Fabricabilitat (DFM): Els algorismes de la plataforma —o enginyers humans, per a peces complexes— avaluen el vostre disseny respecte als límits de fabricació. Rebreu comentaris sobre característiques que podrien causar problemes: parets massa primes, forats massa profunds, sotaescots que requereixen eines especials. Aquest pas evita sorpreses costoses més endavant.
- Generació del pressupost: Rebem una oferta vinculant que inclou el preu per unitat, les tarifes d'instal·lació (si s'escau), el termini d'entrega i les opcions d'enviament. Les ofertes en línia per a usinatge solen arribar en qüestió de minuts per a peces estàndard, en comparació amb dies mitjançant canals tradicionals.
- Confirmació de la comanda i pagament: Un cop hàgiu aprovat l'oferta, el processament del pagament activa la programació de la producció. La vostra comanda entra a la cua de fabricació amb una data d'entrega confirmada.
- Fabricació: Les vostres peces usinades personalitzades entren en producció. Els programadors de CNC generen trajectòries d'eina optimitzades a partir de la vostra geometria. Els operaris configuren les màquines, verifiquen les primeres mostres i realitzen la producció. Els sistemes de qualitat supervisen l'exactitud dimensional durant tot el procés.
- Inspecció de Qualitat: Les peces acabades es sotmeten a una verificació dimensional segons les vostres especificacions. En funció dels vostres requisits, això pot anar des d'una inspecció aleatòria de dimensions crítiques fins a una inspecció completa amb màquina de mesura per coordenades (CMM) i informes detallats.
- Acabats i postprocessament: Si heu especificat tractaments superficials —com l’anodització, la pintura en pols o la galvanització—, les peces passen a operacions secundàries abans de l’embalatge final.
- Enviament i lliurament: Les peces es embalen amb cura per evitar danys durant el transport. La informació de seguiment us permet fer un seguiment del procés fins que les peces mecanitzades CNC arribin a la vostra porta.
El cicle complet dels serveis de mecanitzat de prototips normalment dura entre 3 i 10 dies laborables, segons la complexitat, la disponibilitat del material i els requisits d’acabat. Els volums de producció allarguen naturalment els terminis, però en beneficien les economies d’escala que redueixen el cost per peça.
Evitar errors habituals en la pujada de fitxers
Després de processar milers de comandes, les plataformes en línia identifiquen repetidament els mateixos errors evitables. Evitar aquests errors accelera el vostre calendari i evita revisions costoses.
Toleràncies absents o incorrectes: Si no especifiqueu toleràncies, els fabricants apliquen les seves toleràncies estàndard (normalment ±0,13 mm). Això pot funcionar perfectament o, al contrari, provocar fallades en el muntatge. Sigui explícit respecte a les dimensions crítiques.
Cantonades interiors impossibles: Les eines de tall són rodones. Un angle interior de 90 graus és geomètricament impossible de mecanitzar. O bé afegiu arrodoniments que coincideixin amb els radis estàndard de les eines (3 mm, 5 mm i 6 mm són habituals), o bé espereu que el fabricant us demani aclariments, cosa que allargarà el vostre calendari diversos dies.
Rosques sense indicacions: El vostre model CAD pot mostrar forats roscats, però les fresadores CNC necessiten especificacions explícites de la rosca. Inclou a la vostra plànol tècnic o en les notes el tipus de rosca (UNC, mètrica), el pas, la profunditat i la classe d’ajust.
Falten plànols 2D per a requisits complexos: Encara que els models 3D guien la mecanització, els plànols 2D transmeten requisits especials com les indicacions de GD&T, les especificacions d’acabat superficial en cares concretes o els criteris d’inspecció. Per a la prototipació CNC amb geometries senzilles, sovint n’hi ha prou amb els fitxers 3D; però per a peces de producció, resulta convenient afegir plànols complementaris.
Toleràncies excessivament restrictives: Especificar ±0,01 mm en cada dimensió indica manca d’experiència i fa pujar els pressupostos. Aplicar toleràncies ajustades només on la funcionalitat ho exigeixi. Els enginyers experimentats distingeixen entre ajustos crítics i dimensions generals.
Consell professional per accelerar el temps de resposta: simplifiqueu les característiques que no afectin la funcionalitat. Aquest bisell decoratiu que requereix una eina especial? La ranura profunda i estreta que necessita eines d’abast allargat? Cada característica no estàndard afegeix temps de preparació. Quan els terminis són ajustats, la simplificació del disseny sovint importa més que l’enviament urgent.
L’optimització de costos segueix una lògica similar. Els materials estàndard (alumini 6061, acer inoxidable 304) són menys cars i s’envien més ràpidament que les aleacions exòtiques. Les toleràncies més lloses redueixen el temps d’inspecció. Quantitats majors reparteixen els costos de preparació entre més peces. I dissenyar per a una fixació eficient — fons plans, característiques accessibles, seqüències lògiques d’usinatge — redueix el temps de producció sense sacrificar la qualitat.
Un cop realitzat el vostre comandament i en marxa la producció, comprendre què determina els preus us ajuda a prendre decisions més intel·ligents sobre projectes futurs i, potser, a reduir els costos dels projectes actuals abans de finalitzar les especificacions.
Comprendre la tarificació del fresat CNC i l'optimització de costos
Us heu preguntat mai per què dues peces aparentment similars us tornen amb pressupostos de fresat CNC tan diferents? No esteu sols. La majoria de plataformes en línia us mostren un número sense explicar-vos com s’ha calculat. Aquesta manca de transparència us deixa endevinant si esteu rebent una tarificació justa o si esteu pagant de més per característiques que, en realitat, no necessiteu.
Aquesta és la realitat: els costos del fresat CNC no són arbitraris. Segueixen patrons previsibles basats en factors concrets que podeu influir. Comprendre aquests factors us transforma d’un comprador passiu en algú capaç d’optimitzar estratègicament els dissenys per aconseguir una major eficiència de costos. Tirem enrere el vel i veiem què determina, realment, el cost del vostre mecanitzat metàl·lic.
Què determina realment els costos del mecanitzat CNC
Cada pressupost que rebes reflecteix sis factors principals de cost. Alguns els pots controlar durant la fase de disseny. D'altres depenen dels teus requisits de producció. Tots ells interactuen de maneres que creen oportunitats d'optimització.
Elecció del material té un impacte sobre els costos de dues maneres. Primer, els preus de les matèries primeres varien molt: el titani costa aproximadament 20 vegades més per quilogram que l'alumini. Segon, la maquinabilitat afecta el temps de producció. El mecanitzat de l'alumini és significativament més ràpid que el de l'acer inoxidable, ja que els materials més tous permeten velocitats d’alimentació més altes i una major vida útil de les eines. Segons l’anàlisi de costos industrial, l’alumini sol costar entre 1 i 3 $ per quilogram, mentre que el titani oscil·la entre 15 i 50 $ per quilogram.
Complexitat del component influeix directament en el temps de mecanitzat —i el temps equival a diners. Les geometries complexes requereixen múltiples muntatges, eines especialitzades i velocitats de tall més lentes per mantenir la precisió. Un suport senzill podria trigar 15 minuts a mecanitzar-se. Una carcassa intrincada amb callositats profundes i angles compostos podria requerir hores.
Requisits de Tolerància generen augments exponencials de cost. Les toleràncies estàndard (±0,13 mm) s’obtenen gairebé sense cost addicional amb la mecanització normal. Les toleràncies de precisió (±0,025 mm) requereixen controls ambientals, mesures cuidadoses i processos més lents. Les especificacions d’ultraprecisió poden incrementar els costos fins a 24 vegades o més.
Quantitat reparteix els costos fixos entre un nombre major de peces. Els càrrecs de preparació, el temps de programació i la inspecció de la primera peça es realitzen una sola vegada, independentment que demaneu 1 peça o 1.000. Volums més alts dilueixen aquests costos fixos de manera molt significativa.
Acabat de superfície afegeix temps de processament i, de vegades, operacions secundàries. Les peces mecanitzades tal com surten de la màquina no tenen cap cost addicional. Les superfícies polites requereixen passes addicionals. L’anodització, la recobertura en pols o la galvanització afegiran passos de processament separats, cadascun amb els seus propis costos.
Temps d'espera implica càrrecs premium quan necessiteu les peces de forma urgent. Els encàrrecs urgents interrompen els plans de producció i poden requerir feina extra o l’adquisició accelerada de materials.
| Factor | Nivell d'impacte | Estratègia d'optimització |
|---|---|---|
| Selecció de material | Alta | Escull materials fàcils d’obtenir amb bona maquinabilitat. Alumini 6061 en lloc de 7075; acer inoxidable 304 en lloc de 316 quan els requisits de corrosió ho permeten. |
| Complexitat del component | Alta | Simplifica les característiques no funcionals. Redueix la profunditat de les butxaques. Utilitza radis d’eina estàndard per als cantons interiors. Divideix les peces massa complexes en muntatges. |
| Especificacions de tolerància | Alta | Aplica toleràncies ajustades només a les superfícies d’acoblament funcionals. Accepta toleràncies estàndard en les dimensions no crítiques. |
| Quantitat del pedido | Alta | Agrupa les comandes per repartir els costos de preparació. Considera fer juntes les comandes futures per aprofitar descomptes per volum. |
| Acabat de superfície | Mitjà | Especifica un acabat tal com es maquina quan l’aspecte no és rellevant. Utilitza el xopat amb grava en lloc del polit per obtenir una aparença uniforme a un cost inferior. |
| Temps d'espera | Mitjà | Planifica amb antelació per evitar càrrecs per urgència. Els terminis normals de 7 a 10 dies solen costar un 15-30 % menys que les opcions accelerades. |
Estratègies intel·ligents per reduir els costos de les peces
La reducció de costos no significa acceptar una qualitat inferior. Significa eliminar residus: precisió innecessària, característiques sobreenginyerades o dissenys ineficients que augmenten el temps de mecanitzat sense afegir cap valor funcional.
Comenceu plantejant-vos cada tolerància ajustada. Segons la recerca sobre costos de fabricació , la tolerància per defecte de ±0,127 mm ja és prou precisa i suficient per a la majoria d’aplicacions. Cada pas cap a una tolerància més ajustada augmenta el temps d’inspecció, redueix les velocitats de tall i pot provocar la rebutjació de peces.
Dissenyi per a un mecanitzat eficient de metalls evitant característiques que requereixin eines especialitzades. Les ranures profundes i estretes obliguen a utilitzar freses d’abast allargat, que es deformen i necessiten velocitats d’alimentació més lentes. Les parets fines requereixen suports adequats i un tall delicat. Els diàmetres de forats no estàndard exigeixen broques personalitzades en lloc d’eines comercials habituals.
Tingueu en compte aquestes optimitzacions pràctiques:
- Augmenteu els radis interiors de les cantonades perquè coincideixin amb les mides estàndard de freses de punta (3 mm, 5 mm, 6 mm). Els radis més grans permeten un tall més ràpid i una major vida útil de l’eina.
- Limiti les profunditats de les cavitats a 4 vegades l’amplada. Les bosses més profundes requereixen eines especialitzades i velocitats d’alimentació molt més lentes.
- Utilitzeu mides estàndard de forats que coincideixin amb els diàmetres habituals de broques en lloc de dimensions arbitràries.
- Eviti especificacions innecessàries d’acabat superficial en superfícies interiors o ocultes.
- Disseny de fons plans per a una fixació estable de la peça en lloc de requerir muntatges personalitzats.
Per a petits comandes de mecanitzat CNC, els costos de preparació sovint superen la suma dels costos del material i del temps de mecanitzat. Una sola peça complexa podria costar 150 $, però comandar-ne deu de la mateixa peça només costaria 300 $, ja que la preparació es fa només una vegada. Valoreu sempre si comandar una mica més del que necessiteu immediatament té sentit des del punt de vista econòmic.
Descomptes per volum i preus segons quantitat
La tarificació per volum en serveis de mecanitzat CNC personalitzats segueix un patró previsible. La producció de la primera unitat comporta la càrrega més elevada per unitat, ja que inclou la programació, la preparació i la validació del procés. Cada peça addicional s’aprofita de les millores d’eficiència.
Les matemàtiques treballen clarament a favor vostre. Les dades reals de preus mostren que una peça que costa 134 £ per unitat es redueix a 38 £ per unitat quan se’n demanen deu, és a dir, una reducció del 70 %. Amb 100 unitats, el cost per peça baixa a 13 £, el que representa una reducció del 90 % respecte al preu per unitat.
Això no és màgia: és economia de fabricació. El programador CNC crea les trajectòries d’eina una sola vegada. L’operari de maquinària munta la peça una sola vegada. La inspecció de qualitat establir les protocols de mesura una sola vegada. Tots aquests costos fixos es reparteixen entre tot el vostre comandament.
Els compradors intel·ligents aprofiten aquest fet de diverses maneres:
- Consolidar comandes en lloc de fer múltiples compres petites al llarg del temps
- Demaneu prototips en lots petits (5-10 unitats) en lloc d’unitats individuals quan proveu iteracions
- Preveieu les necessitats de producció i comprometeu-vos a volums més grans per obtenir millors preus
- Negocieu comandes marcades per a necessitats contínues amb lliuraments programats
Tanmateix, el volum no és sempre la resposta. En el mecanitzat de prototips o la validació de disseny, demanar centenars de peces abans de confirmar-ne el funcionament suposa un malbaratament de recursos. L’enfocament ideal equilibra les necessitats actuals amb els estalvis realistes basats en el volum: mai demaneu més del que realment utilitzareu només per assolir una reducció de preu.
Un cop entesos els factors que afecten el preu, la vostra següent consideració passa a avaluar quins proveïdors CNC en línia ofereixen realment la qualitat, les certificacions i la comunicació que requereixen els vostres projectes.
Com avaluar i comparar proveïdors CNC en línia
Ja heu après com funciona la tarificació i què determina els costos. Però aquí hi ha una pregunta igual de rellevant: com podeu saber quin proveïdor us lliurarà realment peces de qualitat en termini? No tots els serveis CNC en línia operen al mateix nivell. Alguns mantenen sistemes de qualitat rigorosos amb processos certificats. D’altres actuen com a intermediaris que us connecten amb tallers mecànics desconeguts i amb capacitats variables.
Triar un proveïdor inadequat no només suposa una pèrdua de diners, sinó que també retarda els projectes, genera problemes d’muntatge i pot arribar a fer malbé la vostra reputació davant dels vostres propis clients. La bona notícia és que existeixen criteris d’avaluació objectius que distingeixen els socis fiables dels riscos innecessaris.
Certificacions que realment importen
Les certificacions sectorials no són només logotips elegants en un lloc web. Representen una prova documentada que un fabricant segueix processos de qualitat estandarditzats, verificats per auditoria independent. Segons la recerca sobre les certificacions de fabricació, aquestes certificacions actuen com a pilars que sustenten i validen cada etapa del procés de producció dins d’un sistema de gestió de la qualitat.
Però quines certificacions són realment rellevants per a la vostra aplicació? A continuació us expliquem què significa cadascuna de les principals certificacions:
ISO 9001 estableix la base per als sistemes de gestió de la qualitat a nivell mundial. Demostra que una instal·lació manté procediments documentats, controla indicadors de rendiment i resol les no conformitats mitjançant accions correctives. Si un proveïdor ni tan sols disposa d’aquesta certificació fonamental, cal procedir amb extrema precaució.
AS9100D es basa en la norma ISO 9001 amb requisits específics per al sector aeroespacial, incloent una gestió rigorosa dels riscos, una documentació estricte i un control de la integritat del producte al llarg de cadenes d’aprovisionament complexes. Qualsevol peça destinada a aplicacions aeronàutiques ha de provenir d’instal·lacions certificades segons l’AS9100D.
IATF 16949 regula la gestió de la qualitat en el sector automotiu, combinant els principis de la norma ISO 9001 amb requisits específics del sector per a la millora contínua, la prevenció de defectes i una supervisió estricte dels proveïdors. Si esteu fabricant tallers de màquines CNC prop meu per a aplicacions automotives, aquesta certificació és obligatòria.
ISO 13485 cobrir la fabricació de dispositius mèdics amb controls estrictes sobre el disseny, la traçabilitat i l’atenuació dels riscos. Els components mèdics requereixen aquesta certificació per complir les exigències dels organismes reguladors i garantir la seguretat dels pacients.
Nadcap l'acreditació es centra específicament en processos especials crítics per a l'aeroespacial i la defensa: tractament tèrmic, processament químic i assaigs no destructius. Això representa una capa addicional d'assegurament de la qualitat més enllà de les certificacions generals.
Preguntes a fer abans de fer una comanda
Les certificacions us informen sobre els sistemes. Però també cal entendre com un proveïdor concret gestiona les vostres necessitats particulars. Abans de comprometre-vos amb qualsevol servei CNC en línia, recopileu les respostes a aquestes preguntes clau:
- Procés d'assegurament de la qualitat: Quins mètodes d'inspecció utilitzen? Realitzen inspecions durant el procés o només inspecions finals? Poden facilitar informes de mesura amb màquina de mesurar per coordenades (CMM) per a dimensions crítiques? Les instal·lacions amb un control de qualitat robust haurien d'explicar fàcilment les seves capacitats de mesura i els seus protocols de calibratge.
- Traçabilitat del material: Poden facilitar informes d'assaig de materials (MTR) que documentin la composició i les propietats? Per a sectors regulats, aquesta documentació és obligatòria, no opcional.
- Capacitats de la màquina: Quin equipament operen? Les màquines multieix, els torns suïssos i les capacitats d’electroerosió (EDM) amplien el que és possible. Pregunteu per l’edat de les màquines i els plans de manteniment: un equipament ben mantingut produeix resultats constants.
- Polítiques de revisió i correcció: Què passa si les peces arriben fora d’especificacions? Els proveïdors reputats especifiquen clarament les seves polítiques de refecció i responen ràpidament als problemes de qualitat.
- Canals de comunicació: Podeu contactar directament amb un enginyer quan sorgeixen problemes? Algunes plataformes ofereixen només suport mitjançant xatbot, mentre que d’altres proporcionen accés directe al personal tècnic, que coneix bé els reptes de la maquinària.
- Fiabilitat del termini d'entrega: Quina és la seva trajectòria en l’entrega a temps? Demaneu dades, no promeses. L’entrega constant és més important que les estimacions optimistes.
- Qualitat de la retroalimentació DFM: Fins a quin punt és detallada la seva anàlisi de Disseny per a la Fabricació (DFM)? Els proveïdors que detecten possibles problemes abans de la producció us estalvien temps i diners.
Quan s’avaluen les respostes, cal buscar especificitat. Respostes imprecises com «tenim processos de qualitat» tenen menys pes que explicacions detallades sobre protocols d’inspecció, programes de calibratge i procediments documentats.
Serveis CNC en línia respecte a tallers mecànics locals
Aquí teniu una valoració honesta que la majoria de plataformes en línia no us donaran: de vegades, els tallers mecànics locals són una opció més raonable. La decisió entre cercar un «taller CNC a prop meu» o fer servir serveis en línia depèn de la vostra situació concreta.
Els serveis CNC en línia destaquen quan:
- Necessiteu pressupostos immediats sense trucades telefòniques ni esperes
- La ubicació geogràfica no és rellevant: qualsevol instal·lació certificada és vàlida
- Els materials i les toleràncies estàndard compleixen els vostres requisits
- Sol·liciteu prototips o lots de producció petits
- Per al vostre flux de treball, és important disposar d’una preuària transparent i d’un seguiment de comandes
- No teniu relacions prèvies amb tallers de mecanitzat qualificats a prop vostre
Els tallers mecànics locals tenen sentit quan:
- Les vostres peces requereixen una col·laboració extensa i un desenvolupament iteratiu
- Heu de revisar personalment les instal·lacions, l’equipament i els processos
- Els terminis extremadament ajustats exigeixen una entrega el mateix dia o al dia següent
- Els projectes complexos es beneficien de discussions de disseny cara a cara
- Esteu desenvolupant productes propietaris que requereixen una confidencialitat estricta
- Les relacions de producció contínues justifiquen visitar regularment un torner a prop seu
Segons l’anàlisi comparativa entre la mecanització tradicional i la mecanització en línia, els serveis tradicionals de CNC es centren en la precisió, l’ajuda pràctica i controls de qualitat rigorosos: es construeix un vincle estret amb la fàbrica, cosa que ajuda en projectes grans o especials. Les plataformes en línia prioritzem la velocitat, la facilitat d’ús i l’accés ràpid, però pot ser que no hi hagi gaire comunicació amb les persones que fabriquen les vostres peces.
La realitat pràctica? Molts compradors utilitzen ambdós enfocaments de manera estratègica. Les plataformes en línia gestionen les peces senzilles, on la velocitat i la transparència dels preus són el més important. Les botigues de mecànics locals a prop meu gestionen projectes complexos que requereixen una col·laboració estreta i una iteració ràpida.
Tingueu en compte aquest marc de presa de decisions: si podeu definir completament els vostres requisits en un fitxer CAD i en especificacions escrites, normalment els serveis en línia ofereixen una entrega més ràpida i més econòmica. Si el vostre projecte requereix un diàleg continu, modificacions dissenyades a mitja feina o processos especialitzats més enllà de la maquinària estàndard, les fàbriques de màquines locals ofereixen avantatges relacionals que les plataformes digitals no poden replicar.
Un cop establerts els criteris d’avaluació, comprendre com diferents sectors industrials apliquen aquests estàndards —i quins requisits especialitzats exigeixen— us ajuda a seleccionar proveïdors adaptats a les necessitats concretes de la vostra aplicació.

Aplicacions industrials des de l'automoció fins a l'aerospacial
Entendre les certificacions i els criteris d'avaluació us dona la base. Però com es tradueixen aquests estàndards en escenaris reals de fabricació? Diferents sectors no només prefereixen determinades certificacions, sinó que imposen processos, materials i protocols de qualitat específics que configuren fonamentalment com funcionen els serveis CNC en línia dins de cada sector.
Ja sigui que desenvolupeu components metàl·lics CNC per a muntatges automotrius, serveis de mecanitzat CNC de precisió per a instruments quirúrgics o mecanitzat CNC aeroespacial per a estructures crítiques per al vol, cada sector planteja exigències úniques. Analitzem què signifiquen pràcticament aquestes exigències i com les aborden els principals fabricants.
Requisits de Fabricació Automotiva
El sector automotriu opera segons un principi senzill: cap defecte a escala. Quan es produeixen milers de components idèntics que han d’encaixar amb precisió en línies de muntatge que funcionen a alta velocitat, la coherència no és opcional: és una qüestió de supervivència.
La certificació IATF 16949 constitueix la columna vertebral de la gestió de la qualitat en el sector automobilístic. Aquesta norma va més enllà dels requisits bàsics de la ISO 9001 per abordar els reptes específics de la producció en gran volum. Segons la recerca industrial sobre certificacions, l’IATF 16949 combina els principis de la ISO 9001 amb requisits sectorials específics per a la millora contínua, la prevenció d’errors i una supervisió rigorosa dels proveïdors.
Què significa això per als vostres projectes d’usinatge CNC automobilístic?
- Control Estadístic de Processos (SPC): Un control continu de les dimensions crítiques durant tots els lots de producció, no només una inspecció final
- Planificació avançada de la qualitat del producte (APQP): Processos estructurats per al desenvolupament i llançament de peces noves que minimitzin els riscos de producció
- Procés d'aprovació de peces en producció (PPAP): Evidència documentada que els processos de fabricació produeixen sistemàticament peces que compleixen les especificacions
- Anàlisi de Modes de Fallada i Efectes (FMEA): Una identificació sistemàtica de possibles fallades abans que es produeixin
- Total traçabilitat: Documentació que vinculi cada peça amb lots específics de material, configuracions de màquina i accions de l’operari
Les aplicacions típiques de CNC per al sector automobilístic inclouen suports del xassís, carcasses de la transmissió, components del sistema de frens, peces del mecanisme de direcció i coixinets metàl·lics personalitzats. Aquestes peces sovint requereixen usinatge d'acer inoxidable per a resistència a la corrosió en aplicacions exposades, o d'alumini per a components crítics des del punt de vista del pes.
Per als fabricants que passen de l'usinatge de prototips a la producció massiva, el sector automobilístic exigeix socis capaços de mantenir la coherència de la qualitat durant la transició cap a volums més elevats. Shaoyi Metal Technology exemplifica aquesta capacitat: la seva instal·lació certificada segons la norma IATF 16949 combina un control estricte de l’SPC amb una escalabilitat ràpida des del prototipatge fins a la producció, oferint plazos d’entrega tan curts com un dia laborable per a muntatges de xassís i components de precisió. Aquesta combinació de certificació, control de processos i velocitat resol el repte fonamental de la indústria automobilística: introduir peces de qualitat a les línies de muntatge sense retard.
Normes de precisió aeroespacial i mèdica
Si la fabricació d’automòbils exigeix coherència a escala, els sectors aeroespacial i mèdic exigeixen precisió sense cap mena de compromís. Les conseqüències de l’error —ja sigui una paleta de turbina que es trenca a 30.000 peus d’alçada o un implantd’ús quirúrgic que provoca danys al pacient— fan que els requisits de qualitat siguin fonamentalment inrenunciables.
Requisits de mecanitzat CNC aeroespacial
Les aplicacions aeroespacials porten les capacitats de mecanitzat al seu límit. Segons recerca en fabricació de precisió , peces aeroespacials com paletes de turbina, components de motor i suports estructurals exigeixen toleràncies tan estretes com ±0,0005 polzades (±0,013 mm), arribant a la zona d’ultraprecisió, que requereix controls ambientals i equips especialitzats de mesura.
La certificació AS9100D és obligatòria per als proveïdors aeroespacials. Aquesta norma amplia la ISO 9001 amb requisits específics per a la seguretat aèria:
- Gestió millorada de riscos: Processos formals per identificar i mitigar riscos durant tot el desenvolupament del producte
- Gestió de configuració: Controls estrictes que asseguren que les peces coincideixen exactament amb els dissenys aprovats
- Controls de la integritat del producte: Prevenció de materials falsificats i substitucions no autoritzades
- Inspecció del primer exemplar (FAI): Verificació exhaustiva que els processos de producció reprodueixen peces qualificades
Els requisits de materials en l’aeroespacial exigeixen una especialització específica. Les aliatges de titani ofereixen relacions excepcionals de resistència a pes, però es mecanitzen lentament i desgasten ràpidament les eines. L’Inconel i altres superaliatges de níquel resisteixen temperatures extremes, però presenten reptes significatius en la mecanització. Fins i tot la prototipació de fibra de carboni per a estructures compostes requereix entendre com es comporten aquests materials sota forces de tall.
Els components aeroespacials típics inclouen suports estructurals, suports de motors, components del tren d’aterratge, carcasses d’accionadors i connexions del sistema de combustible —cadascun d’ells exigeix certificacions documentades dels materials i una verificació dimensional completa.
Normes per a la mecanització mèdica
La fabricació de dispositius mèdics afegeix requisits de biocompatibilitat a les exigències de precisió. La certificació ISO 13485 regula aquest sector amb controls estrictes sobre el disseny, la fabricació, la traçabilitat i l’atenuació de riscos.
Què fa que la mecanització mèdica sigui diferent:
- Materials biocompatibles: Grades de titani 5 i 23, acer inoxidable quirúrgic (316L, 17-4PH) i plàstics especialitzats com el PEEK, que no provoquen reaccions adverses en l’organisme
- Requisits d'acabat superficial: Acabats llisos i sense baves que eviten danys als teixits i la colonització bacteriana
- Compatibilitat amb la neteja i l’esterilització: Components dissenyats per suportar cicles repetits d’autoclau sense degradació
- Traçabilitat completa: Cada component és traçable fins a lots específics de material per permetre la retirada en cas d’aparició de problemes
Les aplicacions de la mecanització mèdica abasten des d’instruments quirúrgics i implants ortopèdics fins a carcasses d’equips de diagnòstic i components de dispositius de administració de fàrmacs. Cadascuna d’aquestes aplicacions requereix paquets documentals que compleixin la normativa de la FDA i les normes internacionals per a dispositius mèdics.
Des del prototip a l'escala de producció
Potser la transició més difícil en la fabricació no és assolir la precisió, sinó mantenir-la a mesura que el volum augmenta des de prototips individuals fins a milers d’unitats de producció. Segons la recerca sobre l’escalar la fabricació, una de les tasques més complexes en un producte és establir-ne el preu: si això es fa malament, tot el programa es desvia del seu curs.
La fabricació per fresat CNC de prototips té finalitats fonamentalment diferents de les de la fabricació en sèrie. La fresadora de prototips valida conceptes de disseny, prova la funcionalitat i identifica problemes abans de comprometre’s amb la producció en volum. En aquesta fase, normalment la velocitat importa més que el cost per unitat.
El repte de la transició apareix quan els prototips exitosos han de convertir-se en realitats de producció. Això implica:
- Refinament del disseny per a la fabricabilitat (DFM): Modificar els dissenys de prototip per optimitzar-los per a una producció eficient
- Validació del procés: Confirmar que els mètodes de producció reprodueixen de forma coherent el rendiment del prototip
- Consistència del material: Assegurar que els materials de producció coincideixin exactament amb les propietats dels materials del prototip
- Establiment del sistema de qualitat: Aplicació de protocols d'inspecció adequats per a la fabricació en volum
- Optimització de costos: Reducció del cost per unitat mitjançant l'eficiència del procés sense sacrificar la qualitat
Els fabricants intel·ligents aborden aquests reptes col·laborant amb serveis de mecanitzat CNC de precisió capaços de gestionar ambdós perfils. Treballar amb la mateixa instal·lació des del prototip fins a la producció elimina els riscos de transferir projectes entre proveïdors, on sovint es perd el coneixement empíric sobre peces concretes.
Aquí és on proveïdors com Shaoyi Metal Technology mostren un valor especial. La seva capacitat per entregar prototips ràpids amb plazos d’entrega d’un sol dia i, a continuació, escalar fins a volums de producció completa sota el mateix sistema de qualitat IATF 16949, elimina la discontinuïtat que normalment afecta la transició de prototip a producció. En especial per a aplicacions automotrius, la seva experiència en muntatge de xassís i el seu seguiment constant de l’SPC asseguren que les peces de producció coincideixin exactament amb els prototips validats.
La idea fonamental? Triar un servei CNC en línia no es tracta només de fer avui el vostre prototip. Es tracta de trobar un soci les capacitats del qual s’alinien amb tot el cicle de vida del vostre producte: des de la validació inicial del concepte fins als volums de producció contínua. Les certificacions, els processos i l’experiència sectorial que avalieu ara determinaran si la vostra fabricació s’escala sense problemes o troba obstacles a cada punt de transició.
Un cop compresos els requisits del sector, esteu preparats per fer el pas final: preparar el vostre primer comandament amb una llista de comprovació clara que asseguri l’èxit.
Començar amb el vostre primer comandament en línia de fresat CNC
Heu assimilat molta informació: processos, materials, toleràncies, factors de preus i criteris d’avaluació. Ara arriba la pregunta pràctica: com feu, realment, per fer el vostre primer comandament? Encara més important: com sabeu si els serveis de fresat CNC en línia són, efectivament, l’opció adequada per al vostre projecte concret?
Anem a resumir-ho tot en orientacions aplicables. Ja sigui que demaneu peces personalitzades de fresat CNC per a un prototip o que planegeu sèries de producció de peces fresades CNC, aquesta secció final us ofereix un marc clar per prendre decisions amb seguretat.
La vostra llista de verificació prèvia a la comanda
Abans de fer clic a «pujar», reviseu aquests aspectes essencials. Cada punt de control evita errors habituals que poden retardar projectes o incrementar costos:
- Selecció del procés confirmada: Heu determinat si la vostra peça requereix fresat, tornejat o mecanitzat multieixos? Les peces cilíndriques són més adequades per al tornejat; les geometries complexes amb múltiples cares necessiten fresat; i els contorns intrincats poden justificar les capacitats de 5 eixos.
- Material especificat correctament: És el material escollit adequat per als requisits mecànics, tèrmics i ambientals de l'aplicació? Heu verificat que el material estigui disponible fàcilment a través de la plataforma seleccionada?
- Toleràncies prioritzades: Heu identificat quines dimensions són realment crítiques i quines poden acceptar toleràncies estàndard? Aplicar especificacions ajustades a tot arreu augmenta innecessàriament els costos.
- Arxiu CAD validat: El vostre model és un sòlid tancat i estanque? Heu eliminat la geometria duplicada, verificat les unitats (mm o polzades) i confirmat que els cantons interiors tenen radis mecanitzables?
- Format d'arxiu optimitzat: Carregueu arxius STEP, IGES o Parasolid en lloc de formats de malla com l'STL? La geometria sòlida es converteix netament en instruccions de fabricació.
- Filats i característiques especials documentats: Heu indicat explícitament els filats, els requisits d’acabat de superfície en cares específiques o altres detalls que la geometria CAD per si sola no pot comunicar?
- Quantitat considerada estratègicament: La vostra quantitat de comanda reparteix eficaçment els costos de preparació? L’encàrrec d’una quantitat lleugerament superior reduiria prou el cost per unitat per justificar-ho?
- Plaç de lliurament realista: Heu previst un temps de producció adequat, o les càrregues per a entregues urgents estan inflant innecessàriament el vostre pressupost?
- Certificacions verificades: El proveïdor disposa de certificacions adequades per al vostre sector: com a mínim ISO 9001, i també IATF 16949, AS9100D o ISO 13485, segons correspongui?
- Els requisits de documentació de qualitat són clars: Necessiteu informes d’inspecció, certificats de material o certificats de conformitat? Especifiqueu-los des del principi, en lloc de sol·licitar-los després de la producció.
Fes la correcta elecció de fabricació
Aquí teniu una veritat sincera: els serveis d’usinatge CNC en línia no sempre són la solució òptima. Comprendre quan les alternatives són més adients permet estalviar temps, diners i frustracions.
Trieu CNC en línia quan:
- La vostra peça requereix la precisió, la resistència o les propietats del material que només pot oferir la mecanització
- Necessiteu prototips funcionals en materials d’ús industrial, no només maquetes visuals
- Les quantitats oscil·len entre 1 i centenars de peces
- Valorau uns preus transparents, pressupostos immediats i el seguiment de la comanda
- Els materials i toleràncies estàndard compleixen els vostres requisits
- Els terminis d’entrega de 3 a 10 dies s’ajusten al vostre calendari
Considereu la impressió 3D en lloc d’això quan:
- La vostra geometria inclou canals interns, estructures de retícula o formes orgàniques impossibles de mecanitzar
- Necessiteu quantitats molt reduïdes (1-5 peces) de prototips no funcionals de forma ràpida
- Les propietats del material són menys crítiques que la velocitat i la llibertat geomètrica
- El vostre pressupost és extremadament limitat i els requisits de precisió són modestos
Segons la recerca comparativa sobre fabricació, la impressió 3D destaca per a peces amb poques limitacions geomètriques, mentre que el fresat CNC ofereix economies d’escala més favorables per a quantitats superiors a 100 unitats amb geometries senzilles.
Considereu l’injecció de plàstic quan:
- Les quantitats superen les 500–1.000+ peces de plàstic idèntiques
- El cost per unitat és més important que la inversió inicial en eines
- El vostre disseny està definitivament acabat i és poc probable que canviï
Considereu tallers mecànics locals quan:
- Els projectes requereixen una col·laboració extensa i un desenvolupament iteratiu
- És realment crític disposar d’una entrega el mateix dia o al dia següent
- Les discussions de disseny cara a cara millorarien els resultats
- Les preocupacions de caràcter patentat requereixen controls de confidencialitat màxims
Molts compradors exitosos utilitzen diverses aproximacions de forma estratègica. La prototipació ràpida per CNC mitjançant plataformes en línia valida els dissenys de forma ràpida. Els volums de producció poden passar a l’injecció de plàstic. Les operacions altament especialitzades de tall per CNC poden romandre amb socis locals de confiança.
Passes següents per al vostre projecte
Ara ja esteu preparats per navegar amb seguretat per la fabricació en línia per CNC. Però el coneixement sense acció roman teòric. A continuació us indiquem com avançar de forma pràctica:
Comenceu amb un comandament de prova. Si mai heu utilitzat una plataforma determinada, comenceu amb una peça més senzilla en lloc del vostre component més crític. Això valida la seva qualitat, la comunicació i la fiabilitat en la lliurament abans de comprometre’s amb projectes més grans.
Cerqueu socis preparats per a la producció. Si el vostre projecte podria escalar des de la fabricació de prototips CNC fins a la producció en volum, seleccioneu proveïdors capaços de gestionar ambdues fases. Segons els criteris d’avaluació de fabricació, una bona col·laboració hauria d’abordar no només les necessitats actuals, sinó també la capacitat de satisfer les demandes futures i escalar juntament amb el vostre creixement.
Què distingeix els proveïdors preparats per a la producció? Busqueu capacitats demostrades com ara plazos d’entrega d’un sol dia per a prototips urgents, certificacions que coincideixin amb els requisits del vostre sector i processos de qualitat documentats (especialment la monitorització SPC per garantir la consistència). Shaoyi Metal Technology exemplifica aquestes característiques: la seva certificació IATF 16949, l’experiència en muntatge de xassís i les seves capacitats de resposta ràpida mostren allò que haurien d’oferir els proveïdors centrats en la producció.
Accepteu la corba d’aprenentatge. El vostre primer comandament probablement no serà perfecte. Descobrireu matisos sobre l’especificació de toleràncies, la preparació de fitxers i la comunicació dels requisits que cap guia pot preveure completament. Cada projecte construeix experiència, cosa que fa que els comandaments posteriors siguin més fluïds i més econòmics.
Continueu iterant. Les plataformes en línia de CNC continuen evolucionant: algorismes de pressupostos millorats, opcions de materials ampliades i capacitats de temps de resposta més ràpides. Mantingueu la curiositat per les noves funcionalitats i no doneu per suposat que les limitacions d’avui perduraran.
El panorama de la fabricació ha canviat fonamentalment. Allò que abans requeria setmanes de trucades telefòniques, visites in situ i negociacions de pressupostos ara es fa en minuts mitjançant plataformes digitals. Teniu accés a capacitats de fabricació de precisió que les generacions anteriors d’enginyers només podien somiar.
Aproveteu aquest accés amb saviesa. Dissenyau amb cura. Especifiqueu amb precisió. Col·laboreu estratègicament. I transformeu els vostres dissenys digitals en realitat física amb confiança.
Preguntes freqüents sobre els serveis CNC en línia
1. Quant costa la mecanització CNC?
Els costos de mecanitzat CNC depenen de sis factors principals: la selecció del material (l'alumini costa entre 1 i 3 $/kg, mentre que el titani oscil·la entre 15 i 50 $/kg), la complexitat de la peça, els requisits de tolerància, la quantitat de comanda, les especificacions d’acabat superficial i el termini d’entrega. Les toleràncies estàndard mantenen els costos al nivell bàsic, mentre que les toleràncies de precisió poden duplicar-los. Les comandes en volum redueixen significativament el cost per unitat: una peça que costa 134 $ per unitat pot baixar a 38 $ cadascuna quan es demanen 10 unitats. Optimitzar els dissenys mitjançant l’ús de radis d’eina estàndard, limitant la profunditat de les cavitats i escollint materials fàcils d’obtenir ajuda a minimitzar els costos sense sacrificar la qualitat.
2. Quin és el millor servei CNC en línia?
El millor servei en línia de CNC depèn de les vostres necessitats específiques. Avaluï els proveïdors segons les seves certificacions (com a mínim ISO 9001, i IATF 16949 per a aplicacions automotrius o AS9100D per a l’aeroespacial), els seus processos d’assegurament de la qualitat, les opcions de materials, la fiabilitat dels terminis d’entrega i la qualitat de la comunicació. Per a aplicacions automotrius que requereixen la certificació IATF 16949 amb monitorització SPC i escalabilitat ràpida des del prototipatge fins a la producció, Shaoyi Metal Technology ofereix terminis d’entrega d’un sol dia i experiència en l’ensamblatge de xassís. Demaneu sempre informes d’assaig de materials i verifiqueu les capacitats d’inspecció abans de comprometre’s amb comandes grans.
3. Com puc obtenir un pressupost immediat per a la mecanització CNC?
Penja el teu fitxer CAD (de preferència en format STEP, IGES o Parasolid) a una plataforma en línia de fresat CNC. Els algorismes del sistema analitzen immediatament la geometria, calculen el temps de mecanitzat i tenen en compte els costos del material. Selecciona les teves especificacions —tipus de material, quantitat, toleràncies i acabat superficial— i rebràs actualitzacions de preus en temps real. La majoria de plataformes ofereixen pressupostos vinculants en qüestió de minuts, en comparació amb els dies que sol prendre el procés tradicional. Assegura’t que el model sigui un sòlid tancat i estanque, amb radis d’escantonada interiors mecanitzables, per obtenir una cotització automàtica precisa.
4. Quins formats de fitxer funcionen millor per al fresat CNC en línia?
Els fitxers STEP (.stp, .step) són l’estàndard universal per a la mecanització CNC, ja que conserven amb precisió la geometria sòlida en tots els sistemes CAM. Els formats IGES i Parasolid també funcionen bé. Eviteu els formats basats en malla, com ara STL o OBJ, que transformen les corbes suaus en aproximacions facetades inadequades per a la mecanització de precisió. Abans d’exportar, verifiqueu que el vostre model sigui estanc, elimineu la geometria duplicada, suprimiu les parets amb un gruix inferior a 0,5 mm per a peces metàl·liques i assegureu-vos que les unitats siguin correctes per evitar errors habituals durant la pujada, que podrien retardar la producció.
5. Quan he de triar la CNC en línia en lloc de la impressió 3D o de tallers mecànics locals?
Trieu CNC en línia quan necessiteu precisió, resistència i materials d’alta qualitat per a prototips funcionals o per a quantitats d’una a centenars de peces. La impressió 3D és adequada per a canals interns, estructures de retícula o maquetes visuals ràpides on les propietats dels materials són menys importants. Les tallers mecànics locals destaquen en projectes que requereixen una col·laboració intensa, entregues el mateix dia o discussions de disseny cara a cara. Molts compradors utilitzen estratègicament els tres mètodes: plataformes en línia per a peces senzilles, tallers locals per a projectes complexos i col·laboratius, i impressió 3D per a una llibertat geomètrica màxima.