 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

El servei en línia de mecanitzat CNC desxifrat: Des de la pressupostació fins a la peça acabada
Què fa que l'usinatge CNC en línia sigui diferent dels tallers mecànics tradicionals
Imagineu-vos pujar un fitxer CAD a mitjanit i despertar-vos amb una oferta detallada al vostre correu electrònic. Aquesta és la realitat d'un servei d'usinatge CNC en línia —una aproximació centrada en el digital que ha redefinit fonamentalment com els enginyers, dissenyadors i desenvolupadors de productes accedeixen a la fabricació de precisió.
Els tallers mecànics tradicionals funcionen segons un ritme conegut: trucades telefòniques, intercanvis de correus electrònics, consultes presencials i ofertes que poden trigar dies o fins i tot setmanes a arribar. Construïu relacions amb els maquinistes locals, discutiu les especificacions cara a cara i sovint us pregunteu si esteu rebent preus competitius. Tot i que aquest enfocament pràctic té els seus avantatges, crea barreres — especialment quan esteu lluitant contra un termini o quan viviu lluny de proveïdors de serveis CNC de qualitat.
Un servei en línia de CNC inverteix completament aquest model. Aquestes plataformes digitals us connecten directament amb xarxes de fabricants certificats mitjançant una única interfície, eliminant les limitacions geogràfiques de cercar «CNC a prop meu» i la interacció repetitiva i llarga dels processos tradicionals de sol·licitud de pressupostos.
Des del fitxer CAD fins a la peça acabada en qüestió de dies
El flux de treball és sorprenentment senzill. Pujau els vostres fitxers de disseny —normalment en formats STEP o IGES— i immediatament algorismes basats en intel·ligència artificial analitzen la geometria de la peça. En qüestió de segons, rebreu pressupostos de mecanitzat en línia que tenen en compte la selecció del material, les toleràncies, els acabats superficials i la complexitat de la producció. Segons InstaWerk, aquests algorismes comparen la vostra peça amb bases de dades de centenars de milers de peces ja fabricades anteriorment per generar preus precisos de forma instantània.
Aquesta velocitat és fonamental. Els desenvolupadors de maquinari saben que els productes físics han de ser validats mitjançant experiments, no només mitjançant simulacions. Com més ràpidament pugueu tenir les peces a mà, més ràpidament podreu iterar, fer proves i perfeccionar els vostres dissenys.
Com han canviat les plataformes digitals l’accés a la fabricació
L’estructura tecnològica que permet aquesta transformació combina diversos elements:
- Motores de pressupostos instantanis que eliminen dies d’espera per rebre una pressupost online de CNC
- Retroalimentació automàtica del disseny que detecta problemes de fabricabilitat abans de la producció
- Sistemes de gestió de comandes que assignen els treballs a fabricants especialitzats dins de xarxes immenses de proveïdors
- Seguiment en temps real que us manté informat durant tot el procés de producció
Aquestes plataformes aprofiten el seu poder adquisitiu agrupant comandes i assignant treball a socis especialitzats en la fabricació CNC. Una peça de titani tornada s’envia a fabricants que destaquen en el treball amb titani; un component d’alumini complexe de 5 eixos es redirigeix a tallers amb aquesta especialització concreta. El resultat? Qualitat constant, preus competitius i accés a capacitats que podrien no existir a la vostra àrea local.
Per als desenvolupadors de productes, això significa centrar-se en el disseny en lloc de passar hores preparant paquets de dades, contactant fabricants per correu electrònic i esperant dies per rebre respostes. El procés tedios de comparar pressupostos per a terminis d’entrega i costos es converteix en una qüestió de minuts, no de setmanes.
Comprensió del fresat, el tornejat i la maquinària multi-eixos CNC
Així que heu pujat el vostre fitxer CAD i heu rebut un pressupost instantani, però com sabeu quin procés d’usinatge és el més adequat per a la vostra peça? Comprendre la diferència entre fresat CNC, tornejat CNC i mètodes especialitzats com l’erosió per descàrrega elèctrica (EDM) us ajuda a prendre decisions més intel·ligents sobre el cost, el temps de lliurament i la qualitat de la peça. Analitzem cadascun d’aquests processos en termes senzills.
Fresat CNC explicat de forma senzilla
Imagineu una eina de tall que gira desplaçant-se sobre una peça de treball immòbil i eliminant material capa a capa. Aquest és, en resum, el fresat CNC. La màquina de tall CNC utilitza eines de múltiples punts —freses de punta, freses frontals o freses esfèriques— per crear superfícies planes, callos, ranures i contorns tridimensionals complexes.
El que fa que el fresat sigui tan versàtil és la seva capacitat de desplaçar-se al llarg de diversos eixos. A continuació s’explica com es distribueixen aquestes capacitats:
- fresatge de 3 eixos: L'eina es mou al llarg dels eixos X (esquerra-dreta), Y (davant-enrere) i Z (amunt-avall). Ideal per a geometries senzilles: suports, carcasses i panells plans. Segons Xometry, aquestes màquines són econòmiques i requereixen una formació mínima, el que les fa ideals per a peces més senzilles.
- fresatge de 4 eixos: Afegeix la rotació al voltant d'un eix, cosa que permet mecanitzar característiques en múltiples cares sense haver de reposicionar manualment la peça.
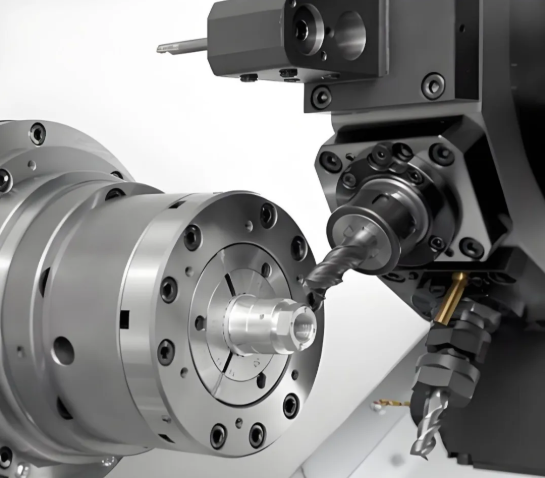
- serveis de mecanitzat CNC de 5 eixos: L'eina pot aproximar-se a la vostra peça des de gairebé qualsevol angle, cosa que permet obtenir contorns complexos, sotaescots i superfícies esculpides llises en una única configuració. Aquestes màquines destaquen en components aeronaus, implants mèdics i cavitats de motlles.
La contrapartida? Més eixos comporten uns costos més elevats de la màquina i una major complexitat de programació. Una màquina de 3 eixos pot costar entre 25.000 $ i 50.000 $, mentre que l'equipament de 5 eixos pot oscil·lar entre 80.000 $ i més de 500.000 $. No obstant això, per a peces complexes, el mecanitzat de 5 eixos sovint redueix el cost total en eliminar múltiples configuracions i millorar la precisió.
Aplicacions ideals per a peces fresades CNC:
- Carcasses i cobertes amb butxaques i característiques de muntatge
- Suports i components estructurals amb forats en múltiples cares
- Cavitats de motlles que requereixen superfícies llises i contornejades
- Peces de prototip amb geometria complexa en 3D
Quan el tornat supera el fresat
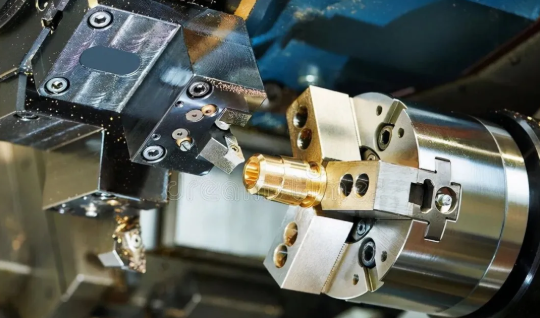
Ara imagineu-vos el contrari: la vostra peça gira ràpidament mentre una eina de tall estacionària en forma la superfície. Aquest és el tornejat CNC, i és el camí més ràpid per produir peces cilíndriques o còniques com eixos, perns, bucsons i components filetats.
Un servei de tornejat CNC utilitza torns equipats amb eines de tall de punt únic que es desplacen al llarg dels eixos X i Z. Com que la peça gira contínuament, el tornejat destaca per mantenir la concentricitat i la redonesa — característiques essencials per a components que han d’encaixar amb precisió en muntatges.
Per què triar serveis de tornejat CNC?
- Velocitat: Les trajectòries d’eina més senzilles i l’acció de tall contínua fan que el tornejat sigui més ràpid que el fresat per a peces rodones
- Eficiència en el Cost: Les eines de punt únic són econòmiques i els alimentadors de barres permeten una producció en gran volum amb una intervenció mínima de l’operari
- Precisió: Les toleràncies de ±0,002" són habituals, i es poden assolir toleràncies de ±0,001" amb equips ben calibrats
Els centres moderns de tornejat CNC sovint inclouen eines actives — eines giratòries muntades a la torreta — que poden realitzar operacions de tall CNC com ara fer forats transversals o fresar superfícies planes sense haver de traslladar la peça a una màquina separada. Aquesta capacitat híbrida tanca la distància entre el tornejat pur i el fresat.
Aplicacions ideals per a peces tornejades:
- Eixos, eixos i rodets
- Elements de fixació i accessoris roscats
- Casquets, espaciadors i mànigues
- Qualsevol component amb simetria de rotació
EDM per a aplicacions especialitzades
Què passa quan el tall CNC convencional no funciona —per exemple, quan calen cantonades interiors extremadament afilades o quan cal mecanitzar acer per a eines endurit? És aquí on entra en joc l’electroerosió (EDM).
L'EDM elimina material mitjançant espurnes elèctriques entre un elèctrode i la peça de treball conductora, ambdós submergits en un fluid dielèctric. No hi ha cap força de tall mecànic, cosa que permet mecanitzar materials extremadament durs o característiques delicades que es trencarien amb eines tradicionals.
Aplicacions habituals de l'EDM:
- EDM amb fil per perfils intrincats i components de matrius amb toleràncies ajustades
- EDM per soterrament per cavitats complexes de motlles
- EDM per forats petits per a passos de refrigeració en peces aeroespacials
L'EDM és més lent i més car que el fresat o el tornejat, de manera que normalment es reserva per a necessitats especialitzades i no per a la producció general.
Trieu el procés adequat per al vostre projecte
A continuació teniu un marc de presa de decisions ràpid: si la vostra peça és principalment rodona o simètrica respecte d'un eix central, comenceu pel tornejat. Si necessita cares planes, butxaques o mecanitzat multipla, el fresat és la vostra opció. Necessiteu totes dues operacions? Moltes plataformes en línia assignen la vostra feina a centres combinats de fresat-tornejat que integren tots dos processos en una única configuració.
La geometria de la vostra peça determina, en última instància, la selecció del procés —i comprendre aquests fonaments us ajuda a comunicar-vos de manera més eficaç amb el vostre soci de fabricació, alhora que optimitzeu el cost i el temps d’entrega.
Guia de selecció de materials per a peces mecanitzades CNC
Heu identificat el procés d’usinatge adequat per a la vostra geometria —però què passa amb el material? Aquesta decisió sovint determina si la vostra peça funciona perfectament o falla en condicions reals. Seleccionar un material inadequat pot provocar un desgast excessiu de les eines, una inestabilitat dimensional o una fallada prematura de la peça. L’elecció adequada equilibra els requisits mecànics, les condicions ambientals, la maquinabilitat i el pressupost.
A diferència de les llistes de materials senzilles que trobareu en altres llocs, anem a construir un marc de presa de decisions que us ajudi a avaluar les opcions segons les necessitats concretes del vostre projecte.
Metalls que s’usinen millor
Quan es tracta de mecanitzat d'alumini, pocs materials ofereixen la mateixa combinació de facilitat de mecanitzat, relació resistència-pes i rendiment econòmic. Per això, les aleacions d'alumini dominen la producció CNC en sectors tan diversos com l’aeroespacial o l’electrònica de consum.
Però l’alumini no és la vostra única opció. A continuació es comparen els metalls més habituals quan s’avalua un servei de mecanitzat CNC en línia:
| Material | Propietats clau | Índex de mecanitzabilitat | Aplicacions típiques | Cost relatiu |
|---|---|---|---|---|
| Alumini 6061 | Bon nivell de resistència, excel·lent resistència a la corrosió, soldable | Excel·lent (90 %) | Components estructurals, xassís, suports, peces d’ús general | Baix ($) |
| Alumini 7075 | Alta resistència, resistent a la fatiga, menys resistent a la corrosió que l’6061 | Bo (70 %) | Estructures aeroespacials, components d'alta resistència, equipaments esportius | Mitjà ($$) |
| Acer inoxidable 304 | Excel·lent resistència a la corrosió, bona resistència mecànica, no magnètic | Moderat (45 %) | Equipament per a alimentació, dispositius mèdics, aplicacions marines | Mitjà ($$) |
| Acer inoxidable 316 | Resistència a la corrosió superior, especialment davant de clorurs | Moderat (40 %) | Indústria química, components marins, instruments quirúrgics | Mitjà-Alt ($$$) |
| Llató | Excel·lent facilitat de mecanitzat, bona resistència a la corrosió, acabat decoratiu | Excel·lent (100 %) | Connexions, vàlvules, connectors elèctrics, components decoratius | Mitjà ($$) |
| Bronz | Excel·lent resistència al desgast, baixa fricció, bona resistència a la corrosió | Bo (65 %) | Coixinets, bushings, components marins, engranatges | Mitjà-Alt ($$$) |
| Titani Grau 5 | Resistència excepcional en relació al pes, biocompatible, resistent a la corrosió | Dolenta (22 %) | Aeroespacial, implants mèdics, automoció d'alt rendiment | Alt ($$$$) |
Tingueu en compte que la qualificació de maquinabilitat afecta directament els vostres costos de producció. El llautó es maquina com la mantega: de fet, és la referència (100 %) respecte a la qual es mesuren altres materials. La mecanització del bronze requereix més cura a causa de la seva duresa, però les peces de bronze mecanitzades per CNC ofereixen una resistència al desgast excepcional per a aplicacions de coixinets i casquets. El titani, tot i oferir característiques de rendiment inigualables, exigeix eines especialitzades, velocitats d’alimentació més lentes i més temps de màquina, tot el qual augmenta el vostre pressupost.
Elecció entre alumini, acer i aliatges especials
Sembla complicat? Aquí teniu un marc pràctic basat en les recomanacions del manual de selecció de materials de HPPI:
Pas 1: Definiu els requisits funcionals. A quines càrregues estarà sotmesa la peça? Necessita conductivitat elèctrica? Entrarà en contacte amb substàncies corrosives o amb temperatures extremes?
Pas 2: Tingueu en compte l’entorn d’operació. Una peça destinada a una aplicació en aigua salada necessita una protecció contra la corrosió diferent de la d'una peça situada dins d'un recinte amb control climàtic.
Pas 3: Avaluï la maquinabilitat en funció del seu pressupost. De vegades, un material més maquinable amb una prestació lleugerament inferior realment ofereix una millor relació qualitat-preu si es tenen en compte la reducció de l’desgast d’eines i els temps de cicle més ràpids.
Per a aplicacions sensibles al pes, com ara components aeronaus, l’alumini 7075 sovint resulta guanyador malgrat ser més car que l’6061: la seva superior relació resistència-pes justifica el sobrepreu. Per a peces que requereixen una resistència excepcional a l’abrasió en contacte lliscant, els components de bronze per CNC superen la majoria d’alternatives malgrat tenir uns costos materials més elevats.
Plàstics d'enginyeria: quan el metall no és la resposta
El metall no és sempre la millor opció. Els plàstics d’enginyeria com el delrin i el niló ofereixen avantatges interessants per a les aplicacions adequades: menor pes, cost inferior, lubricitat natural i excel·lent resistència química.
Però triar entre aquests dos plàstics populars requereix entendre les seves personalitats distintes. Segons la comparació de Penta Precision, les diferències es manifesten clarament en la pràctica:
| Propietat | Delrin (Acetal/POM) | Niló (PA6/PA66) |
|---|---|---|
| Absorció d'humitat | Molt baix (0,2 %) | Alta (2,5-3 %) |
| Estabilitat dimensional | Excel·lent. | Moderada (s’expandeix amb la humitat) |
| Resistència a la calor | 100-110 °C contínus | 120-130 °C (graus reforçats amb vidre) |
| Resistència a l'impacte | Bona | Excel·lent. |
| Maquinabilitat | Excel·lent: tallades netes, acabat llis | Moderada: tendència a emborratxar-se i desviar-se |
| Cost relatiu | 10-30 % més alta | Cost del material més baix |
El material Delrin destaca on importen les toleràncies ajustades i la resistència a l’humitat. Es mecanitza de forma neta, amb vores afilades i superfícies llises directament des de l’eina, requerint poca o cap postprocessament. Penseu en engranatges de precisió, components de vàlvules i muntatges amb toleràncies ajustades, on l’estabilitat dimensional és imprescindible.
El niló per a mecanitzat té sentit quan es necessita una resistència a l'impacte superior o una major tolerància a la calor. És l'opció preferida per a peces que han d’aguantar molta càrrega: components dinàmics, aplicacions al compartiment del motor o situacions en què la flexibilitat sota càrrega sigui realment desitjable. Tingueu en compte, però, que la naturalesa higroscòpica del niló fa que les peces puguin expandir-se un 2-3 % en entorns humits, cosa que podria afectar ajustos crítics.
Metall vs. plàstic: una guia ràpida per prendre decisions
Quan cal triar plàstic delrin en lloc d’alumini? Tingueu en compte aquests escenaris:
- Trieu plàstics d’enginyeria quan: Necessiteu reducció de pes, lubricitat natural, aïllament elèctric o resistència química a substàncies que ataquen els metalls
- Trieu metalls quan: La resistència estructural és fonamental, les temperatures de funcionament superen els 150 °C o la peça ha d’aguantar càrregues mecàniques elevades
- Tingueu en compte l’entorn: Els plàstics solen resistir millor la corrosió que la majoria de metalls, però l’exposició a la llum UV i certs productes químics poden degradar progressivament el rendiment dels polímers
Les restriccions pressupostàries sovint inclinen també la decisió. El plàstic Delrin sol ser més car que l'alumini per quilogram, però la seva menor densitat significa que obteniu més peces per lliura de material i la seva excel·lent maquinabilitat redueix el temps de producció.
El material que seleccioneu afecta tots els aspectes del vostre projecte, des de la primera oferta fins al rendiment a llarg termini de la peça. Comprendre aquestes compensacions abans de penjar el fitxer CAD us ajuda a assegurar que les vostres peces compleixin les especificacions sense superar el pressupost.
Com especificar el que realment necessiteu
Heu seleccionat el material, heu escollit el procés de mecanitzat adequat; ara arriba l'especificació que pot fer o desfer el vostre pressupost: les toleràncies. Aquest és el problema: molts enginyers per defecte especifiquen les toleràncies més ajustades possibles, pensant que això garanteix la qualitat. En realitat, especificar toleràncies massa ajustades pot duplicar o triplicar el cost de la peça sense millorar-ne la funcionalitat.
Així doncs, quina és la tolerància per a forats de rosca, característiques fresades o diàmetres tornejats? Encara més important: quan són realment necessàries especificacions més estrictes? Anem a desfer-nos de la jerga i oferir-vos un marc pràctic per especificar exactament el que necessiten les vostres peces mecanitzades: ni més, ni menys.
Toleràncies normals vs. toleràncies de precisió: explicació
La tolerància defineix la variació acceptable d’una dimensió. Quan especifiqueu un diàmetre de forat de 0,500" ± 0,005", esteu indicant al fabricant que qualsevol valor entre 0,495" i 0,505" és vàlid per a la vostra aplicació.
Segons les directrius de toleràncies de Xometry, les toleràncies estàndard per a la mecanització CNC de precisió es desglossen així:
- Parts metàl·liques: ±0,005" (±0,127 mm) és la tolerància estàndard per defecte
- Parts de plàstic: ±0,010" (±0,254 mm) degut a la flexibilitat del material durant el tall
Per fer-nos una idea, un full de paper té aproximadament 0,003" de gruix. Les toleràncies estàndard són perfectes per a la majoria d’aplicacions: suports, carcasses, cobertes i components mecànics generals on els ajustos precisos no són crítics.
Però què passa quan necessiteu serveis de mecanitzat de precisió amb especificacions més estrictes? Aquí és on comencen a pujar els costos:
| Categoria de tolerància | Rang típic | Multiplicador de cost | Requisits addicionals |
|---|---|---|---|
| Estàndard | ±0,005" (±0,127 mm) | 1x (de base) | Equipament estàndard, inspecció per mostreig |
| Precisió | ±0,001" (±0,025 mm) | 3-5× | Eines especialitzades, controls ambientals, inspecció prolongada |
| Ultra-precisió | ±0,0004" (±0,010 mm) | 8-15× | Equipament especialitzat, inspecció al 100 %, operacions d’alleugeriment de tensions |
Heu observat aquesta relació? Segons La recerca DFM de Modus Advanced , quan les toleràncies es redueixen per sota de ±0,005", els costos augmenten de forma exponencial, no lineal. Passar d’especificacions normals a toleràncies de precisió pot multiplicar el cost de les peces entre tres i deu vegades, segons la geometria i la mida.
Quan les toleràncies ajustades realment importen
Aquesta és la pregunta que la majoria de guies de toleràncies eviten: quan es necessiten realment serveis de mecanitzat CNC de precisió en lloc d’especificacions normals?
Les toleràncies més estretes estan justificades quan:
- Les peces acoblades han d’encaixar amb un joc mínim (ajusts per pressió, forats per rodaments)
- Les superfícies d’estanquitat requereixen un contacte consistent (ranures per anells d’obturació, cares per juntes)
- Els components giratoris o lliscants necessiten una alineació precisa (eixos, pistons, tiges de vàlvula)
- Les muntatges òptics o electrònics exigeixen una posició exacta
Les toleràncies estàndard són perfectament adequades per a:
- Forats de pas per elements de fixació
- Dimensions externes no crítiques
- Superfícies que reben un acabat secundari
- Característiques que no afecten l’ajust o el funcionament
Considereu les característiques roscades com un exemple pràctic. Per a una rosca de 3/8 NPT, el diàmetre major és de 0,675" amb toleràncies estandarditzades incloses en la mateixa especificació de la rosca. De manera similar, la mida d’un forat de 1/4 NPT segueix normes establertes: no cal sobreespecificar aquestes característiques, ja que l’operació de roscatge controla intrínsecament les dimensions crítiques.
Disseny per a la fabricabilitat: evitar errors costosos
Segons la recerca de Modus Advanced, aproximadament el 70 % dels costos de fabricació es determinen durant la fase de disseny. Això vol dir que les vostres decisions sobre toleràncies al plànol tenen un impacte en els costos major que gairebé qualsevol altra cosa que passi a la planta de producció.
A continuació es mostren principis pràctics per optimitzar les vostres especificacions:
- Aplicar toleràncies estretes només a les característiques crítiques. Si una dimensió no afecta l’ajust, la forma o la funció, deixeu-la amb la tolerància estàndard.
- Teniu en compte el comportament del material. Els materials més tous, com el niló o el polietilè d’alta densitat (HDPE), es deformen durant el tall, cosa que dificulta assolir toleràncies estretes. L’alumini i l’acer mantenen la precisió de forma més fiable.
- Penseu en la inspecció. Les característiques que són difícils de mecanitzar també són difícils de mesurar. Les indicacions complexes de tolerància poden requerir equips d’inspecció especialitzats, augmentant-ne el cost.
- Atenció als canvis de procés. Especificar un forat de ±0,001" que podria mecanitzar-se amb una tolerància de ±0,005" pot obligar al fabricant a fer-lo en un torn en lloc d’una fresadora, cosa que incrementa els costos de preparació i el temps d’entrega.
La millor manera d’aplicar toleràncies és només aplicar-les estretes i/o geomètriques a les zones crítiques quan sigui necessari per complir els criteris de disseny.
Quan pujeu el vostre disseny a un servei en línia de mecanitzat CNC, l’algorisme de pressupostos avalua cada especificació de tolerància. Relaxar les especificacions no crítiques de ±0,001" a ±0,005" pot reduir el vostre pressupost fins a un 30 % o més, sense cap impacte sobre el rendiment de la peça.
Entendre què impulsa els costos de mecanitzat us dona el control sobre els compromisos entre precisió i pressupost, fet que ens porta al procés complet de comanda en línia i a com evitar els errors habituals durant aquest procés.
El procés complet de comanda en línia de CNC pas a pas
Ja coneixeu els processos de mecanitzat, heu seleccionat el vostre material i heu especificat toleràncies raonables. Ara arriba la pregunta pràctica: com es converteix, realment, aquest fitxer CAD en peces mecanitzades personalitzades que acaben sobre la vostra taula?
El flux de treball per encarregar peces mecanitzades CNC en línia difereix significativament de la fabricació tradicional. Cap d'intercanvi telefònic amb els responsables de les botigues, cap necessitat de portar mostres a través de la ciutat per obtenir pressupostos. En lloc d'això, esteu navegant per un sistema digital dissenyat per a la velocitat, però que recompensa la preparació i castiga la mala gestió dels fitxers.
Anem a revisar tot el procés, des de la pujada del fitxer fins a l'obertura de la caixa amb les vostres peces mecanitzades CNC acabades.
Preparació dels vostres fitxers CAD per assolir l’èxit
Aquí teniu una realitat: segons la guia d’encàrrecs de Bolang, l’èxit del vostre encàrrec en línia depèn en un 90 % de la qualitat dels vostres fitxers. Tant els motors de pressupostos automàtics com els enginyers humans es basen en formats específics per generar preus precisos i trajectòries d’eina.
El vostre model 3D és la font primària de veritat. Però no tots els formats de fitxer són iguals:
- STEP (.step / .stp): L’estàndard d’or per a la mecanització CNC. Els fitxers STEP conserven la geometria precisa, les corbes i les definicions de vores que els formats basats en malla perden. La majoria de plataformes en línia prefereixen aquest format.
- IGES (.iges / .igs): Un altre format estàndard industrial que funciona bé per transferir dades de superfície 3D entre diferents sistemes CAD.
- Parasolid (.x_t / .x_b): Natiu de Siemens NX i SolidWorks, aquests fitxers mantenen una alta precisió geomètrica.
- SOLIDWORKS (.sldprt): Moltes plataformes accepten directament els fitxers natius de SolidWorks.
I els fitxers STL? Segons Guia de preparació de fitxers de Dipec , cal evitar els fitxers STL per al treball CNC. Els fitxers STL són basats en malla i aproximen les superfícies mitjançant triangles, cosa que pot provocar pèrdua de detall durant la generació de la trajectòria de l’eina. Funcionen correctament per a la impressió 3D, però manquen de la precisió geomètrica que requereixen les màquines CNC.
Més enllà del format de fitxer, els detalls de preparació són importants:
- Establiu les unitats correctes. Els errors entre mil·límetres i polzades produeixen peces que tenen una mida 25 vegades més gran o més petita del que cal.
- Definiu un punt d’origen clar. Això ajuda els fabricants a orientar correctament la vostra peça.
- Comproveu si hi ha superfícies obertes o forats. Els models estancs eviten errors en la pressupostació i confusions durant la fabricació.
- Elimineu les característiques innecessàries. La geometria de construcció, els cossos amagats i les superfícies duplicades poden confondre l’anàlisi automàtica.
Per a les peces amb toleràncies ajustades, mai no us heu de basar únicament en el model 3D. Inclou una plànol en format PDF 2D que especifiqui les dimensions crítiques, els requisits d’acabat superficial i les toleràncies geomètriques. Això elimina qualsevol suposició i assegura que les vostres peces tornejades CNC o fresades compleixin exactament les especificacions.
Què passa després de pujar el fitxer
Un cop els vostres fitxers arribin a la plataforma, aquí teniu el recorregut pas a pas des del model digital fins a la peça física:
- Anàlisi instantània de la geometria: Els algorismes d’intel·ligència artificial escanejen el vostre model en qüestió de segons, identificant característiques com forats, cavitats, rosques i sotaescots. El sistema detecta possibles problemes de fabricabilitat: cantons interiors aguts que requereixen EDM, parets primes que podrien deformar-se durant el tall o característiques inaccessibles amb eines estàndard.
- Pressupostos automàtics: En funció de la complexitat geomètrica, la selecció del material, els requisits de tolerància i la quantitat, rebreu una oferta de preu gairebé immediatament. Segons les dades de Bolang, el material representa aproximadament el 20 % dels costos de mecanitzat, mentre que el temps de màquina representa l’80 %; per tant, la complexitat del disseny té el major impacte sobre la vostra oferta.
- Cicle de retroalimentació del disseny: Les plataformes de prestigi ofereixen retroalimentació sobre el disseny per a la fabricació (DFM) abans que hi comprometgueu. Suggeriran modificacions que redueixin els costos: afegir radis de filetejat als cantons interiors, ajustar els gruixos de les parets o recomanar substitucions de materials. Aquesta interacció repetida pot estalviar entre un 20 % i un 50 % en peces complexes.
- Confirmació de la comanda i encaminament: Un cop hàgiu aprovat la pressupost, la vostra feina entra a la cua de producció. Les plataformes digitals encaminen les comandes a fabricants especialitzats dins de la seva xarxa: la vostra peça de titani va a tallers amb experiència en titani, mentre que una peça d'alumini de múltiples eixos es dirigeix a instal·lacions amb capacitat de 5 eixos.
- Producció: Els programadors de CNC generen les trajectòries d'eina a partir del vostre model, seleccionen les eines de tall adequades i configuren la màquina. Per a les comandes de prototipatge CNC, la producció sovint comença entre 24 i 48 hores després de la confirmació de la comanda.
- Inspecció de Qualitat: Les peces acabades de màquines CNC es sotmeten a una verificació dimensional. Normalment, els comandes estàndard reben una inspecció per mostres, mentre que les peces de precisió poden ser sotmeses a una inspecció del 100 % amb informes de mesurament documentats.
- Acabat de Superfície: Si heu especificat tractaments com l’anodització, la recobriment en pols o el xoc amb grans d’arena, les peces passen a les operacions d’acabat abans de l’embalatge final.
- Enviaments: Les peces s’embalen amb cura per evitar danys durant el transport. Els prototips d’alumini estàndard solen enviar-se normalment en un termini de 3 a 5 dies laborables; les sèries de producció de 100 unitats o més solen trigar entre 2 i 4 setmanes, segons els requisits d’acabat.
Els errors habituals que fan fracassar les comandes
Fins i tot els enginyers experimentats cometen errors en el procés de comanda. Segons l’anàlisi de JUPAICNC, aquests errors són els que causen més retards i sobrecostos:
- Especificacions incompletes: Proporcionar un model 3D sense toleràncies, indicacions de material o requisits d’acabat obliga els fabricants a fer suposicions —o a rebutjar la vostra comanda fins que es demani la corresponent aclariment.
- Selecció inadequada del material: Triar en funció del reconeixement de la marca en lloc dels requisits d'aplicació. Aquesta peça d'acer inoxidable podria ser mecanitzada perfectament en alumini a la meitat de cost si els requisits de resistència ho permeten.
- Toleràncies excesivament exigents: Demani toleràncies de ±0,001" en totes les dimensions quan ±0,005" seria totalment acceptable augmenta dràsticament els costos sense millorar la funcionalitat de la peça.
- Plaços irrealistes: Donar per fet que la mecanització CNC és tan ràpida com l'impressió 3D. Les peces complexes requereixen programació, múltiples muntatges i temps d'inspecció. Apurar el procés comporta compromisos de qualitat.
- Ignorar els comentaris sobre la facilitat de fabricació (DFM): Quan la plataforma proposa modificacions de disseny, descartar-les sense considerar-les sovint significa pagar preus premium per característiques que es podrien simplificar.
Millor sigui el vostre fitxer, millor serà el resultat.
Dediqui una hora extra a preparar fitxers nets, especificar només les toleràncies necessàries i revisar els comentaris de DFM (Design for Manufacturability) pot estalviar dies d'espera i centenars de dòlars en la vostra comanda de peces mecanitzades personalitzades.
Amb les vostres peces en camí, comprendre què va determinar aquella cotització final —i com optimitzar els futurs comandes— es converteix en la següent habilitat valuosa a desenvolupar.
Factors de preus i estratègies d'optimització de costos
Les vostres peces ja han estat enviades d’una comanda anterior, i ara esteu mirant una factura i us pregunteu: per què va sortir tan elevada aquella cotització? O potser esteu pujant un nou disseny i observeu com el preu varia mentre ajusteu els paràmetres. Comprendre què determina realment el preu de la mecanització CNC us ajuda a prendre decisions més intel·ligents abans de fer clic a «comanda».
Això és el que la majoria de plataformes no us explicaran directament: el cost del metall per al mecanitzador representa només aproximadament el 20 % de la despesa total. La resta, el 80 %, prové del temps de màquina —el que vol dir que la complexitat del disseny, els requisits de tolerància i l’eficiència de producció tenen un impacte molt més gran en el vostre benefici net que la selecció del material per si sola.
Què impulsa els costos del mecanitzat CNC
Anem a desglossar els principals factors que determinen el cost, perquè pugueu anticipar la tarificació abans de pujar el vostre fitxer CAD:
- Selecció de material: Els preus de les matèries primeres varien molt. Segons l'anàlisi de costos d'Unionfab, l'alumini es troba al nivell més baix ($), mentre que el titani i el magnesi tenen preus premium ($$$$$). Però cal recordar que els materials més durs també desgasten les eines més ràpidament i requereixen velocitats de tall més lentes, augmentant així els costos més enllà dels de la matèria primera.
- Complexitat de la peça: Les bosses profundes, les cantonades interiors agudes, les parets fines i les geometries complexes allarguen el temps de mecanitzat. Les característiques que requereixen múltiples muntatges o eines especialitzades afegiran costos de mà d'obra i canvis d'eines a la màquina. Una peça que es pot acabar en un sol muntatge sempre costarà menys que una que necessiti tres repositionaments.
- Requisits de tolerància: Com ja vam comentar anteriorment, passar de toleràncies estàndard (±0,005") a toleràncies de precisió (±0,001") pot multiplicar els costos per 3-5 vegades. Cada especificació de tolerància ajustada implica velocitats de tall més lentes, més temps d'inspecció i, possiblement, equipament especialitzat.
- Quantitat: Aquesta opció treballa a favor vostre. Els costos d'instal·lació —programació, muntatge d’elements de suport, selecció d’eines— romanen fixos independentment del fet que fabriqui un o cent peces. Distribuir aquests costos entre un nombre major de unitats redueix dràsticament el preu per peça. Segons les dades d’Unionfab, els costos per unitat poden disminuir un 50 % o més quan s’augmenta la comanda des de prototips individuals fins a lots de cinc unitats.
- Acabats superficials: L’acabat «tal com es maquina» es proporciona per defecte sense cap cost addicional. No obstant això, l’anodització afegeix entre 3 i 12 $ per peça, la galvanoplàstia oscil·la entre 10 i 30 $, i tractaments especialitzats com la passivació o la gravació làser augmenten encara més els costos. Cada tipus d’acabat requereix manipulació addicional, temps de processament i controls de qualitat.
- Temps de lliurament: Els terminis de producció estàndard (7-15 dies laborables) ofereixen la millor relació qualitat-preu. Les comandes urgents amb terminis de 1 a 3 dies exigeixen treball suplementari, interrupcions en el pla de producció i enviament express; cal esperar sobrecàrregues del 25 al 100 % sobre els preus estàndard.
Formes intel·ligents de reduir els costos de les peces
Ara que enteneu els factors que determinen el cost, a continuació us mostrem com optimitzar les vostres comandes de peces mecanitzades sense sacrificar la funcionalitat:
- Simplifiqueu la geometria quan sigui possible. Minimitzeu les cantonades interiors agudes: especifiqueu radis de cantonada d’almenys un terç de la profunditat de la cavitat. Segons les directrius de DFM de Hubs, radis més grans permeten utilitzar eines més grans, que tallen més ràpidament i són menys cares.
- Utilitzeu mides estàndard d’eines. Dissenyi característiques tenint en compte les freses de punta i broques habitualment disponibles. Els diàmetres de forats en increments de 0,1 mm (fins a 10 mm) o en mides fraccionàries estàndard eliminen els càrrecs per eines especials.
- Optimitzeu el gruix de les parets. Per a peces metàl·liques, mantingueu les parets per sobre de 0,8 mm; per a peces de plàstic, mantingueu-les per sobre de 1,5 mm. Les parets primes requereixen passes més lentes i comporten risc de deformació, allargant el temps de cicle.
- Aplicau toleràncies ajustades de forma selectiva. Només les superfícies d’acoblament crítiques necessiten especificacions de precisió. Relaxar dimensions no essencials des de ±0,001" fins a ±0,005" pot reduir els costos un 30 % o més.
- Trieu l’acabat «tal com es mecanitza» quan sigui acceptable. Especificar acabats de superfície només on sigui funcionalment necessari elimina les operacions secundàries i els costos associats.
- Agrupeu estratègicament els vostres comandes. Si ara necessiteu 3 peces i més endavant en podrieu necessitar 10 més, sol acostumar a ser més econòmic comandar les 13 de cop que fer dues comandes separades, degut als costos de preparació compartits.
- Seleccioneu materials mecanitzables. L’alumini 6061 es mecanitza més ràpidament que l’acer inoxidable, sovint el doble de ràpid. Quan els requisits de resistència ho permeten, triar aliatges més fàcils de mecanitzar redueix el temps de cicle i el desgast d’eines.
Quan tenen sentit els serveis urgents
Les comandes urgents no sempre són un malbaratament de diners. A continuació us indiquem quan pagar la tarifa addicional està justificat:
- Projectes clau de la ruta crítica: Quan un prototip retardat bloqueja tot el llançament d’un producte, la tarifa per a l’execució urgent és insignificativa comparada amb el cost de perdre’s les finestres de mercat.
- Validació del disseny abans de comprometre’s amb la fabricació d’eines: Gastar més per confirmar un disseny abans d'invertir en els motlles d'injecció o en eines de producció sovint evita errors molt més costosos.
- Compromisos amb clients: Quan les promeses de lliurament estan en joc, la producció ràpida protegeix relacions que valen més que la tarifa expedida.
Per a projectes no urgents, els terminis estàndard proporcionen la mateixa qualitat amb un cost significativament menor. Planificar abanscarregar arxius a temps, respondre ràpidament als feedback DFM i evitar canvis de disseny d'últim minutmantenir les seves comandes en horaris econòmics.
Els talls de CNC més cars no són els que requereixen equips especialitzats, són els que es fan en peces dissenyades sense optimització de costos. Armat amb aquestes estratègies, ara pots avaluar no només el que costaran les teves peces, sinó com la selecció del mètode de fabricació es compara entre les diferents tecnologies de producció.
Maquinari CNC vs Impressió 3D Moldatge per injecció i fusta de metall
Heu optimitzat el vostre disseny per a la mecanització CNC i coneixeu els factors que determinen el cost, però aquí teniu una pregunta que val la pena fer-se: la CNC és, de fet, el mètode de fabricació adequat per al vostre projecte? De vegades la resposta és sí. D’altres cops, l’impresió 3D, el motlletat per injecció o la fabricació en xapa metàl·lica ofereixen millors resultats a un cost inferior.
Fer aquesta elecció des del principi estalvia diners, temps i frustració. Segons la guia de selecció de processos de fabricació de Protolabs, comprendre quan cada procés destaca us permet associar els mètodes de producció amb les necessitats reals del projecte, en lloc de recórrer per defecte a tècniques amb les quals ja esteu familiaritzats.
Comparem aquests quatre principals enfocaments de fabricació còmodament, un al costat de l’altre.
Marc de decisió entre fresadora CNC i impressió 3D
El debat entre CNC i impressió 3D apareix constantment en el desenvolupament de productes, i no hi ha un guanyador universal. Cada mètode domina casos d’ús concrets.
Esculliu la mecanització CNC quan necessiteu:
- Propietats mecàniques superiors obtingudes a partir de materials sòlids metàl·lics o de plàstics d’enginyeria
- Toleràncies ajustades (±0,001" assolibles, comparat amb ±0,005" típiques en impressió 3D)
- Prototips funcionals que coincideixen amb les propietats dels materials de producció
- Quantitats d'una a centenars de peces de forma econòmica
Trieu la impressió 3D quan necessiteu:
- Temps de resposta ràpid per a la prototipació CNC — en alguns casos, lliurament el mateix dia
- Geometries interiors complexes impossibles de mecanitzar (reticles, canals de refrigeració conformes)
- Validació de disseny de baix cost abans de comprometre's amb la mecanització de prototips CNC
- Prototipació amb fibra de carboni amb reforç de fibra contínua
- Peces únicas altament personalitzades per a les quals no es pot justificar el cost de les eines
Segons Anàlisi de fabricació de Gizmospring , la impressió 3D destaca en la prototipació ràpida perquè els seus breus temps de resposta i menors costos permeten una iteració ràpida. No obstant això, la mecanització CNC és la millor opció quan la precisió, la resistència del material i la qualitat superficial són els factors més importants.
Per a la prototipació mitjançant mecanització CNC, el punt òptim apareix quan es necessita una validació funcional: peces que funcionin sota càrregues reals, i no només comprovacions d’ajust. Una suport impresa en 3D pot confirmar la geometria, però una versió mecanitzada d’alumini confirma el rendiment real.
Quan resulta més convenient l’inyecció per motlles
Aquí és on el volum canvia-ho tot. El mètode d'injecció requereix una inversió important inicial en eines —normalment entre 3.000 $ i més de 100.000 $, segons la complexitat—, però el cost per peça disminueix dràsticament a escala.
El punt de tall: Segons les dades de Protolabs, el mètode d'injecció sol ser més econòmic que la fresadora CNC entre 100 i 500 peces, depenent de la geometria i del material. Per sèries de producció de 10.000 peces o més, el cost del mètode d'injecció representa només una fracció dels costos alternatius amb fresadora CNC.
La injecció de plàstic és la millor opció quan:
- Els volums de producció superen les 500 peces idèntiques
- Les peces requereixen característiques complexes que serien molt cares de mecanitzar (engranatges de bloqueig, articulacions flexibles, parets fines)
- Es necessita una repetibilitat constant en milers d'unitats
- Els plans de producció a llarg termini justifiquen la inversió en eines
La fresadora CNC continua sent superior quan:
- Es necessiten serveis de mecanitzat de prototips per a la validació del disseny abans de comprometre's amb els motlles
- Les quantitats romanen per sota del punt de tall del mètode d'injecció
- Es requereixen peces metàl·liques (la moldea per injecció tracta principalment plàstics)
- És probable que es mantinguin canvis en el disseny: les modificacions del motlle són cares
Molts productes exitosos utilitzen ambdós mètodes de forma estratègica. La maquinària de prototips valida ràpidament els dissenys, mentre que la moldea per injecció s’encarrega de la producció en volum un cop les especificacions estan definides.
Taula de comparació dels mètodes de fabricació
Aquesta comparació cobreix els criteris decisius clau per als quatre mètodes principals de fabricació:
| Criteris | Freshener per maquinari CNC | impressió 3D | Modelatge per injecció | Fabricació de metalls en fulla |
|---|---|---|---|---|
| Quantitats ideals | 1–500 peces | 1–50 peces | 500–1.000.000+ peces | 10–10.000 peces |
| Opcions de Material | Metalls, plàstics, materials compostos (més de 50 opcions) | Polímers, resines, alguns metalls (selecció limitada) | Termoplàstics principalment (ampla selecció de polímers) | Metalls laminats: alumini, acer, acer inoxidable, coure |
| Capacitat de precisió | ±0,001" assolible | ±0,005" típic | ±0,003" típic | ±0,005" a ±0,010" |
| Temps de Lliurament Típic | de 3 a 15 dies hàbils | 1-5 dies laborables | 2–6 setmanes (incloent la fabricació d'eines) | 5-15 dies laborables |
| Cost d'instal·lació/equipament | Baix ($0-500) | Cap | Alt ($3.000-100.000+) | Baix a moderat (100–2.000 $) |
| Cost per peça (10 unitats) | $$ | $$ | $$$$$ (eina amortitzada) | $$ |
| Cost per peça (1.000 unitats) | $$ | $$$ | $ | $ |
| Millor per | Components metàl·lics o plàstics de precisió, prototips funcionals | Prototipatge ràpid, geometries complexes, personalització | Producció de plàstic en gran volum | Carcasses, suports, panells |
Fer la Tria Correcta per al Vostre Projecte
Quan avalieu serveis de mecanitzat de prototips o fabricació en sèrie, analitzeu aquests criteris de decisió:
- Quina quantitat necessiteu? Els volums baixos prefereixen el fresat CNC o la impressió 3D; els volums alts prefereixen el muntatge per injecció o la xapa metàl·lica.
- Quines propietats materials necessiteu? Si la resistència, la resistència a la calor o aliatges metàl·lics específics són importants, probablement guanyin el fresat CNC o la fabricació de xapa metàl·lica.
- Fins a quin punt són estrictes les vostres toleràncies? Els requisits de precisió sovint descarten la impressió 3D i la xapa metàl·lica com a opcions.
- Quin és el vostre calendari? Les necessitats urgents de prototips CNC poden fer que la impressió 3D sigui preferible per la seva velocitat; els calendaris de producció poden adaptar-se als temps d’espera més llargs de la injecció per motlles.
- El vostre disseny ja està definitivat? Si encara és probable que hi hagi canvis, eviteu les modificacions costoses de les eines de la injecció per motlles.
Molts proveïdors en línia de serveis de mecanitzat CNC ofereixen actualment diversos mètodes de fabricació mitjançant una sola plataforma: això us permet fer prototips amb mecanitzat CNC ràpid, validar-los amb peces mecanitzades funcionals i, després, passar a la injecció per motlles per a la producció en volum sense haver de canviar de proveïdor.
Comprendre aquests compromisos us posiciona per prendre decisions de fabricació basades en els requisits del projecte, i no en la familiaritat amb el procés. Tanmateix, triar el mètode adequat només és una part de l’equació: assegurar-vos que el vostre soci de fabricació compleixi els estàndards de qualitat adequats per al vostre sector afegirà una altra dimensió crítica a tenir en compte.
Certificacions sectorials i normes de qualitat explicades
Heu seleccionat un mètode de fabricació i enteneu què determina el preu, però aquí teniu una pregunta que distingeix la prototipació ocasional de la producció seriós: el vostre proveïdor de CNC disposa de les certificacions que exigeix la vostra indústria? Per a components aeroespacials, dispositius mèdics o conjunts automotrius, una resposta incorrecta pot suposar la rebutjada de peces, auditories fallides o, encara pitjor.
Les certificacions no són només logotips elegants en un lloc web. Segons la guia de certificacions de 3ERP, representen una prova documentada que el fabricant ha implementat sistemes de gestió de la qualitat, es sotmet regularment a auditories independents i manté la traçabilitat durant tot el procés de producció. Comprendre el significat real de cadascuna d’aquestes certificacions us ajuda a associar empreses de mecanització de precisió amb els requisits concrets del vostre projecte.
Descodificant les certificacions ISO AS9100 i IATF
Anem a desfer-nos de la sopa d’alfabet de les certificacions de fabricació. Cada norma aborda preocupacions sectorials concretes, i conèixer-ne les diferències us ajuda a verificar si un possible soci pot, efectivament, satisfer les exigències de la vostra aplicació.
ISO 9001: El fonament de la gestió de la qualitat
Imagineu-vos la norma ISO 9001 com la certificació bàsica per a qualsevol operació de fabricació seriosa. Estableix els requisits per a un sistema de gestió de la qualitat (SGQ) centrat en la satisfacció del client, la coherència de la producció i la millora contínua. Segons Hartford Technologies , la norma ISO 9001 és aplicable a tots els sectors i mides d’empresa, i constitueix la certificació fonamental que defineix els requisits previs per a un sistema de qualitat sòlid.
Quan treballeu amb un servei en línia de mecanitzat CNC certificat segons la norma ISO 9001, podeu estar segurs que:
- Cada pas de la producció està regit per procediments documentats
- Els requisits dels clients s’identifiquen i segueixen sistemàticament
- Les auditories internes verifiquen el compliment continu
- Les accions correctives resolen les no conformitats abans que es converteixin en patrons
AS9100: Control de qualitat d'alta qualitat per a l'aeroespacial
La mecanització CNC de components aeroespacials exigeix més que una gestió general de la qualitat. L'AS9100 es basa en la fundació de la norma ISO 9001, però hi afegeix requisits específics per al sector aeroespacial en matèria de gestió de riscos, control de configuració i traçabilitat dels productes. Cada component ha de ser traçable fins a la seva font de material brut, i les avaluacions del risc de fallada són obligatòries durant la validació del disseny.
Per a aplicacions de mecanització aeroespacial, la certificació AS9100 indica que el fabricant comprèn l'entorn d'absoluta tolerància zero de l'aviació. Les peces destinades a aeronaus —siguin components estructurals, conjunts de motors o carcasses d'equipaments avíonics— requereixen aquest nivell de control documentat.
ISO 13485: Normes per a la fabricació de dispositius mèdics
La mecanització mèdica comporta responsabilitats úniques. Un error en un instrument quirúrgic o en un component d’implant pot costar vides. La norma ISO 13485 estableix un sistema de gestió de la qualitat (SGQ) específicament dissenyat per a la producció de dispositius mèdics, amb èmfasi en la gestió de riscos, el compliment normatiu i la traçabilitat completa des del disseny fins al manteniment.
La mecanització de dispositius mèdics segons la norma ISO 13485 exigeix:
- Una documentació rigorosa dels processos de disseny, fabricació i validació
- La capacitat demostrada d’identificar i atenuar els riscos per a la seguretat dels pacients
- El compliment de les obligacions normatives als mercats objectiu
- Productes que compleixin els criteris definits de seguretat i rendiment
IATF 16949: Excel·lència en la indústria automobilística
Desenvolupat per l'International Automotive Task Force, l'IATF 16949 representa l'estàndard global de gestió de la qualitat dissenyat específicament per a la fabricació automotriu. Es basa en la norma ISO 9001 i incorpora requisits addicionals en disseny de productes, processos de producció i estàndards específics dels clients que defineixen la cadena d'aprovisionament automotriu.
Què fa especialment valuosa l'IATF 16949? Les instal·lacions certificades implementen el control estadístic de processos (SPC) per supervisar en temps real les variables de producció, assegurant components d’alta precisió i tolerància constant durant llargs períodes de fabricació. Això és fonamental quan es fabriquen conjunts de xassís, components de frens o coixinets metàl·lics de precisió, on la consistència dimensional afecta directament la seguretat i el rendiment del vehicle.
Per a aplicacions automotrius que requereixen capacitats de fabricació certificades, Les solucions de mecanitzat automotriu de Shaoyi demostrar com és, en la pràctica, la producció certificada segons la norma IATF 16949: l’entrega d’agrupacions complexes de xassís i components metàl·lics de precisió amb plazos d’entrega tan ràpids com un sol dia laborable, tot mantenint estrictes controls de qualitat.
Ajustar les certificacions a les necessitats del vostre sector
Quines certificacions heu de verificar abans de fer una comanda? Això depèn totalment del lloc on acabaran les vostres peces. A continuació, us mostrem una desglossament pràctic per sector:
Fabricació general i prototipatge:
- La certificació ISO 9001 ofereix una garantia de qualitat adequada.
- Centreu-vos en la qualitat de la comunicació i en la resposta ràpida als comentaris sobre la facilitat de fabricació (DFM).
- Les capacitats de precisió són més importants que les certificacions especialitzades.
Aeroespacial i Defensa:
- La certificació AS9100 és habitualment obligatòria per a components crítics per al vol.
- Es requereix el compliment de la normativa ITAR per a articles relacionats amb la defensa inclosos a la Llista de Munició dels Estats Units.
- Espereu una documentació rigorosa i una traçabilitat completa dels materials.
Dispositius mèdics i atenció sanitària:
- La certificació ISO 13485 és essencial per als productes mèdics regulats
- Pot ser necessària la inscripció a la FDA per als dispositius mèdics destinats al mercat nord-americà
- Sovent es requereixen certificacions dels materials i documentació sobre biocompatibilitat
Indústria de l'automòbil:
- La certificació IATF 16949 és obligatòria per als principals fabricants d’equipament original (OEM) i els proveïdors de nivell 1
- Normalment es demana documentació del PPAP (Procés d’aprovació de peces de producció)
- Les capacitats de control estadístic de processos garanteixen una qualitat de producció constant
Les certificacions mostren als nostres clients que prenem seriosament la qualitat. No són només paperada: són un compromís amb l’excel·lència en cada peça que fabriquem.
Segons la guia de certificacions de Machine Shop Directory, el 67 % dels fabricants d’equipament original (OEM) exigeixen als seus proveïdors la certificació ISO 9001, i les tallers que disposen de certificacions específiques del sector obtenen, de mitjana, un 15 % més de contractes. La inversió en certificacions dóna fruits mitjançant una major accés al mercat i una major confiança per part dels clients.
Més enllà d’obrir portes a sectors regulats, les certificacions impulsen millores internes. El procés d’auditoria obliga els fabricants a examinar els seus fluxos de treball, documentar els procediments i implementar controls que redueixen els errors i els residus. Vostè s’hi beneficia mitjançant una qualitat més coherent i, sovint, preus més baixos, ja que les millores operatives es van acumulant amb el temps.
Saber quines certificacions són essencials per a la seva aplicació és fonamental; però verificar que un possible proveïdor disposi efectivament d’aquestes credencials i ofereixi, en la pràctica, una qualitat coherent requereix una aproximació sistemàtica d’avaluació.
Com avaluar i triar el partner idoni per a CNC en línia
Enteneu les certificacions i sabeu quins estàndards exigeix la vostra indústria, però com podeu verificar realment que un possible soci de fabricació compleix les seves promeses? Triar un taller de mecanització CNC inadequat pot comportar l’incumpliment de terminis, la rebutjació de peces i problemes de comunicació frustrants que poden desviar tot el calendari del vostre projecte.
Ja sigui que cerqueu «tallers de mecanització CNC a prop meu» o que avalieu plataformes digitals globals, el procés de selecció requereix una avaluació sistemàtica i no una decisió basada només en la intuïció. Segons la guia de selecció de socis de TQ Manufacturing, les empreses sovint es troben amb errors habituals, com ara qualitat inconsistent, entregues tardanes i mala comunicació: problemes que donen lloc a retraballes costoses, retards en la producció i clients insatisfets.
Construïm un marc pràctic per avaluar serveis personalitzats de mecanització CNC que distingeixi els socis fiables dels proveïdors de risc.
Senyals d’alerta en triar un soci CNC
Abans d’entrar en què cal buscar, identifiquem les senyals d’alerta que us haurien de fer buscar una altra opció. Segons la llista de comprovació d’enginyers de JUPAICNC, els compradors experimentats aprenen a detectar aquests problemes des del principi, estalviant temps i evitant errors costosos.
Senyals d’alerta que indiquen possibles problemes:
- Manca de certificacions: L’absència de certificacions reconegudes a nivell industrial en control de qualitat, com ara la ISO 9001, suggereix controls de procés inadequats. Per a sectors regulats, la manca de certificacions específiques del sector (AS9100, ISO 13485, IATF 16949) desqualifica immediatament un proveïdor.
- Respostes imprecises sobre les capacitats: Quan pregunteu sobre les capacitats de tolerància, l’experiència amb materials o els terminis d’entrega i obteniu respostes poc clares, espereu una ambigüitat similar durant la producció.
- Temps de resposta lents durant l’avaluació: Si triguen dies a respondre a les vostres preguntes inicials, també esperareu retards en la comunicació durant la producció. Proveu la seva capacitat de resposta abans de comprometre-vos.
- No s'ofereix retroalimentació DFM: Taller de mecanització de qualitat a prop meu —o a qualsevol lloc— identifica de forma proactiva els problemes de fabricabilitat. Els proveïdors que només fan pressupostos sense aportar cap suggeriment de disseny sovint lliuren peces amb problemes evitables.
- Experiència limitada amb materials: Un taller de maquinària CNC a prop meu que només treballi amb alumini no us servirà bé quan el vostre projecte requereixi experiència en acer inoxidable o titani.
- Retards freqüents en les entregues: Pregunteu per les taxes d'entrega puntual. Un historial deficient indica problemes de gestió de la capacitat que afectaran el vostre projecte.
- Cap procés estructurat per comandes urgents: Quan apareguin prototips urgents —i això passarà—, els proveïdors sense capacitats d'expedició us deixaran sense solució.
Si un proveïdor mostra diversos senyals d'alerta, és millor explorar altres opcions.
Preguntes a fer abans de fer la comanda
Ara canviem de perspectiva. A continuació, us indiquem què cal verificar activament quan s’avaluen tallers de mecanitzat a prop de la vostra ubicació o plataformes de fabricació digital. Segons la guia de fabricació d’UPTIVE, triar el partner adequat amb experiència rellevant pot permetre-vos estalviar milers de dòlars, ja que coneixen els errors habituals i les formes més eficients d’evitar-los.
Certificació i verificació de qualitat:
- Quines certificacions de qualitat teniu i quan es va fer l’última auditoria?
- Podeu facilitar informes d’inspecció, documentació de control de qualitat o informes d’inspecció del primer article (FAI)?
- Com gestionau les peces no conformes? Quin és el vostre procés d’acció correctiva?
Comunicació i gestió de projectes:
- Tindré un gestor de compte dedicat o un únic punt de contacte?
- Com comuniqueu les actualitzacions del projecte, retards o problemes imprevistos durant la producció?
- Quin és el vostre temps de resposta habitual per a preguntes tècniques o aclariments sobre pressupostos?
Capacitats tècniques:
- Quins intervals de toleràncies podeu assolir de forma fiable? (Verifiqueu-ho, si és possible, amb peces d’exemple)
- En quins materials us especialitzeu, i podeu compartir estudis de casos de projectes similars?
- Quines configuracions de màquines teniu en funcionament: 3 eixos, 4 eixos, 5 eixos, centres de fresat-tornat?
Escalabilitat i flexibilitat:
- Podeu gestionar tant quantitats de prototips com sèries de producció de 1.000 peces o més?
- Quina és la vostra capacitat per fer front a volums de comandes incrementats sense retards en la lliurament?
- Accepteu projectes urgents o canvis de disseny de darrer moment?
Plaços d’entrega i lliurament:
- Quin és el vostre plaç de lliurament habitual i quina és la vostra taxa d’entregues puntuals?
- Ofereixeu seguiment en temps real de les comandes i actualitzacions d’estat?
- Com gestionau la capacitat de producció per evitar retards durant períodes de demanda elevada?
El factor escalabilitat: des del prototip fins a la producció
Aquí és on molts fabricants queden curts. Trobar tallers mecànics locals que fabriquin prototips únics és fàcil. Trobar socis que transicionin de forma fluida des de la prototipació ràpida fins a la producció en massa amb una qualitat constant: aquest és el repte.
Segons la recerca d'UPTIVE, el procés de transició del prototip a la producció requereix socis capaços de gestionar:
- Suport per iteracions de disseny: Els socis qualificats proporcionen retroalimentació DFM que perfecciona el vostre prototip per a una producció econòmica i escalable
- Execucions de validació de baix volum: Abans de comprometre's amb la producció completa, els lots petits detecten prontament els problemes de fabricació
- Escalat de producció: Quan la demanda augmenta, el vostre soci hauria d’escalar al vostre costat sense degradació de la qualitat
- Controls de qualitat constants: La mateixa inspecció rigorosa que valida el vostre prototip s’ha d’aplicar a cada unitat de producció
L’equilibri ideal? Instal·lacions que ofereixin plazos d’entrega d’un dia per a prototips urgents, tot mantenint els estàndards de qualitat propis de la producció. Aquesta combinació indica tant l’excel·lència operativa com la flexibilitat centrada en el client.
Per a aplicacions automotrius que requereixen aquesta capacitat de passar del prototip a la producció, Els serveis de mecanitzat CNC de precisió de Shaoyi són un exemple clar de què significa la fabricació en línia preparada per a la producció: escalabilitat des de la prototipació ràpida fins a la producció en massa d’agregats complexes de xassís i components metàl·lics personalitzats, amb la certificació IATF 16949 i el control estadístic de processos que garanteixen una sortida consistent amb toleràncies elevades.
La vostra llista de verificació d'avaluació
Abans de fer el vostre següent comandament, verifiqueu aquests factors crítics:
| Criteris d'avaluació | Què Verificar | Per què importa |
|---|---|---|
| Certificacions | ISO 9001 com a mínim; certificats específics del sector segons es requereixi | Els sistemes de qualitat documentats redueixen els defectes i el treball de repetició |
| Comunicació | Temps de resposta inferior a 24 hores; contacte dedicat disponible | Una mala comunicació provoca retards i errors en les especificacions |
| Retroalimentació DFM | Suggeriments proactius de disseny abans de la producció | Detecta problemes costosos abans que es converteixin en problemes fabricats |
| Capacitat de tolerància | Precisió documentada que compleix els vostres requisits | Garanteix que les peces compleixen les especificacions funcionals |
| Expertesa en materials | Experiència amb els vostres materials específics; estudis de cas disponibles | El coneixement específic del material evita errors d’usinatge |
| Escalabilitat | Capacitat tant per a prototips com per a volums de producció | Evita el canvi de proveïdors a mesura que el vostre projecte creix |
| Entrega a temps | Historial demostrat d’una taxa d’entrega puntual superior al 95 % | Les peces entregades tardan poden desestabilitzar els plans de producció i els compromisos amb els clients |
Triar el soci adequat en serveis d’usinatge CNC en línia és una de les decisions de fabricació més importants que podeu prendre. Un soci fiable millora la qualitat del producte, optimitza l’eficiència de la producció i assegura lliuraments puntuals, permetent-vos centrar-vos en la innovació dissenyadora en lloc de resoldre emergències a la cadena d’aprovisionament.
Avaluant sistemàticament els proveïdors segons aquests criteris, podeu seleccionar amb confiança un soci de fabricació que s’adeqüi als vostres estàndards de qualitat, expectatives de lliurament i necessitats d’escalabilitat. La inversió inicial en una avaluació adequada dóna fruits amb cada comanda que arriba a temps, conforme a les especificacions i preparada per funcionar.
Preguntes freqüents sobre serveis d’usinatge CNC en línia
1. Quina és la diferència entre l’usinatge CNC en línia i les fàbriques tradicionals?
Els serveis d’usinatge CNC en línia utilitzen plataformes digitals que permeten obtenir pressupostos immediats, pujar fitxers CAD i accedir a la fabricació de precisió a escala global sense trucades telefòniques ni consultes presencials. Les fàbriques tradicionals requereixen sol·licituds manuals de pressupost, intercanvis per correu electrònic i sovint es veuen limitades per factors geogràfics. Les plataformes digitals assignen els treballs a fabricants especialitzats dins de xarxes extenses, garantint una qualitat constant i preus competitius, i lliurant les peces en només 1-3 dies per a prototips.
2. Com puc obtenir un pressupost immediat per al mecanitzat CNC en línia?
Penja el teu fitxer 3D CAD (de preferència en format STEP o IGES) a una plataforma en línia de fresat CNC. Els algorismes basats en intel·ligència artificial analitzen immediatament la geometria de la peça, la selecció de material, les toleràncies i els acabats superficials per generar un pressupost precís en segons. El sistema detecta problemes de fabricabilitat i proporciona retroalimentació sobre Disseny per a la Fabricació abans de la producció. La majoria de plataformes també permeten ajustar les quantitats, els materials i els terminis d’entrega per veure els canvis de preu en temps real.
3. Quins formats de fitxer són els millors per als encàrrecs de fresat CNC en línia?
Els fitxers STEP (.step/.stp) són l’estàndard d’or per al fresat CNC, ja que conserven amb precisió la geometria, les corbes i les definicions de vores. Els formats IGES i Parasolid també funcionen bé. Eviteu els fitxers STL, ja que utilitzen aproximacions basades en malla triangular que manquen de precisió per a la generació de trajectòries d’eina CNC. Per a peces amb toleràncies estretes, incloeu un dibuix 2D en PDF que especifiqui les dimensions crítiques, els acabats superficials i les toleràncies geomètriques juntament amb el model 3D.
4. Quant costa la mecanització CNC i quins factors afecten el preu?
Els costos de la mecanització CNC depenen de la selecció del material (20 % del cost), el temps de màquina (80 % del cost), la complexitat de la peça, els requisits de tolerància, la quantitat, els acabats superficials i el termini d’entrega. Les peces d’alumini són menys cares que les de titani; les toleràncies estàndard (±0,005") són significativament més econòmiques que les especificacions de precisió (±0,001"). Els comandes per lots redueixen el cost per peça en repartir les despeses de preparació. Les comandes urgents amb un termini d’entrega de 1 a 3 dies solen tenir una prima del 25-100 % respecte als terminis habituals de 7 a 15 dies.
5. Quan he de triar l’usinatge CNC en lloc de la impressió 3D o del motatge per injecció?
Trieu l'usinatge CNC quan necessiteu propietats mecàniques superiors a partir de metall sòlid o plàstics d'enginyeria, toleràncies estretes (±0,001 polzades), prototips funcionals que coincideixin amb materials de grau productiu o quantitats de 1 a 500 peces. La impressió 3D destaca per la iteració ràpida, les geometries interiors complexes i la validació de disseny de baix cost. El motxellat per injecció esdevé rendible per sobre de les 500 peces, però requereix una inversió important inicial en eines (3.000 $–100.000 $+). Molts projectes utilitzen el CNC per a la fabricació de prototips i després passen al motxellat per injecció per a la producció en volum.