 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Per què el tall amb làser a demanda supera els mètodes tradicionals per a peces personalitzades

Què significa realment el tallat làser a demanda
Mai heu necessitat només un component personalitzat tallat amb làser per a un prototip o un petit lot de components per a un projecte personal? La fabricació tradicional us obligaria a comandar centenars —o fins i tot milers— només perquè fos econòmicament viable. Aquí és on el tallat làser a demanda canvia-ho tot.
La fabricació a demanda és un sistema de producció en què les peces es fabriquen només quan es necessiten i en les quantitats requerides, eliminant la necessitat d’emmagatzematge d’inventari i de quantitats mínimes de comanda.
Imagineu-vos demanar un menú personalitzat en lloc de comprar sopars congelats en gran quantitat. Obteniu exactament el que necessiteu, quan ho necessiteu, sense residus ni problemes d’emmagatzematge. Aquest enfocament del tallat làser personalitzat representa un canvi fonamental respecte a com ha funcionat la fabricació durant dècades.
La revolució de la fabricació a demanda
La fabricació tradicional es basa en un principi senzill: produir grans quantitats per reduir els costos per unitat. Les fàbriques invertixen molt en eines especialitzades, muntant línies de producció complexes i fabricant milers de peces idèntiques. Això funciona perfectament per a productes de mercat massiu, però què passa si només necessiteu cinc peces tallades al làser per a un prototip?
Aquí és on el problema esdevé clar. Les plantes de fabricació convencionals requereixen:
- Inversions inicials importants en eines (sovint milers de dòlars)
- Quantitats mínimes de comanda que poden arribar a centenars o milers d’unitats
- Temps d’espera llargs per a la preparació i la programació de la producció
- Costos d’emmagatzematge i gestió d’inventaris
El model a demanda inverteix completament aquesta equació. Segons la recerca de Xometry sobre tendències de fabricació, aquest sistema revolucionari permet als fabricants produir un sol prototip o petites sèries sense la càrrega operativa tradicional. L’oferta només es crea quan hi ha demanda, cosa que significa cap residu i cap inventari no venut.
Com els fluxos de treball digitals permeten la producció d'una sola peça
Així, què és el tall per làser en aquest context modern? No es tracta només de la tecnologia, sinó de tot l'ecosistema que fa que la producció d'una sola peça sigui econòmicament viable. La màgia es produeix gràcies a tres innovacions clau:
Enviament digital de fitxers: Carregueu directament els vostres fitxers de disseny a les plataformes en línia de tall per làser. Cap trucada telefònica, cap intercanvi d’emails amb representants comercials. Els vostres models CAD s’analitzen instantàniament.
Pressupostos automàtics: Les plataformes avançades generen retroalimentació sobre el disseny per a la fabricació i pressupostos precisos en segons. Aquesta automatització elimina el procés manual d’estimació que tradicionalment allargava els terminis del projecte diversos dies.
Programació flexible de la producció: En lloc d’esperar que el vostre projecte s’ajusti a un calendari de producció rígid, les botigues de fabricació per làser poden inserir la vostra feina en la capacitat disponible. Aquesta flexibilitat implica un temps de resposta més ràpid sense càrrecs addicionals per a entregues urgents.
El resultat? Allò que abans requeria pressupostos a nivell corporatiu i llargs processos d'adquisició ara és accessible amb només un clic. Ja sigui un aficionat que explora dissenys personalitzats o un enginyer que valida un concepte, els serveis a demanda fan que les peces tallades amb làser de qualitat professional siguin accessibles gairebé per a qualsevol persona que tingui un fitxer de disseny i una idea. 
Comprensió de la tecnologia làser de CO₂ i de fibra
Quan exploreu serveis de tall làser a demanda, us trobareu amb dues tecnologies principals: làsers de CO₂ i làsers de fibra. Comprendre les diferències no és només una curiositat tècnica: afecta directament quins materials podeu tallar, la qualitat de les peces acabades i fins i tot els costos del vostre projecte. Aleshores, quin làser per a màquines de tall funciona millor per a la vostra aplicació?
Làsers de CO2 per al processament versàtil de materials
Les màquines de tall amb làser de CO2 són les treballadores per excel·lència de la indústria des dels inicis de la dècada de 1960. Aquests sistemes utilitzen una barreja de gasos —normalment diòxid de carboni, nitrogen i heli— per generar un feix làser potent a una longitud d’ona de 10,6 micròmetres. Aquesta longitud d’ona més llarga interacciona excepcionalment bé amb materials orgànics i no metàl·lics.
Què fa que un Màquina de tall amb làser CO2 per a metall eficaç? La tecnologia destaca especialment amb materials que absorbeixen eficientment la llum infraroja. Segons l’anàlisi tècnica de Xometry, els làsers de CO2 poden processar una gamma impressionant de materials, com ara:
- Acrílic i plàstics (PMMA, PETG, policarbonat)
- Fusta i contraplacat
- Pell i teixits
- Paper i cartolina densa
- Cauxicó i suro
- Plaques metàl·liques més gruixudes (10-20 mm o més, amb assistència d’oxigen)
L’inconvenient? Els sistemes de CO2 operen amb una eficiència només del 5-10 %, el que significa que consumeixen entre 10 i 20 vegades més electricitat de la que emeten en forma de llum làser. Aquest major consum energètic es tradueix en costos operatius més elevats —un aspecte a tenir en compte en les sèries de producció.
Làsers de fibra per a l’excel·lència en el tall de metalls
La tecnologia de làser de fibra representa la nova generació de màquines làser per a tallar metalls. Aquests sistemes utilitzen fibres òptiques dopades amb elements de terres rares (normalment iterbi) per generar un feix làser a 1,064 micròmetres, aproximadament deu vegades més curt que les longituds d’ona del CO₂. Aquesta diferència fonamental genera avantatges de rendiment espectaculars en l’elaboració de metalls.
Per què és important la longitud d’ona? Les longituds d’ona més curtes concentren l’energia amb més precisió i són absorbides de manera més eficient per les superfícies metàl·liques. El resultat és un tallador làser per a metalls que ofereix aproximadament de tres a cinc vegades la productivitat de màquines de CO₂ amb potència similar sobre materials adequats.
Els làsers de fibra destaquen especialment amb metalls reflectants que suposen un repte per als sistemes de CO₂:
- Acer inoxidable
- D'alumini i aliatges d'alumini
- Coure i Brass
- Titani
La història de l'eficiència aquí és convincent. Els làsers de fibra solen assolir una eficiència superior al 90 %, convertint gairebé tota la potència d'entrada en energia de tall. Combinats amb una vida útil que sovint s'informa de 25.000 hores (aproximadament deu vegades més llarga que la dels dispositius de CO₂), la tecnologia de fibra demostra sovint ser el millor làser per a tallar metalls, malgrat els costos inicials més elevats de l'equipament.
| Característica | Làser CO2 | Làser de Fibra |
|---|---|---|
| Longitud d'ona | 10,6 μm | 1,064 μm |
| Eficiència Energètica | 5-10% | Més del 90 % |
| Millors materials | Materials orgànics, plàstics, metalls gruixuts | Metalls (especialment els tipus reflectants) |
| Velocitat de tall (metalls) | Estàndard | 3-5 vegades més ràpid en fulls prims |
| Qualitat del tall | Excel·lent en materials gruixuts | Precisió superior, escletxa més estreta |
| Durada de treball | ~2.500 hores | ~25.000 hores |
| Aplicacions típiques | Senyalització, pantalles, tall de plaques gruixudes | Automoció, electrònica, components de precisió |
| Manipulació de metalls reflectants | Desafiants | Excel·lent. |
Quan envieu un treball a un servei de tall làser a demanda, el proveïdor normalment selecciona la màquina de tall làser adequada per a metalls o altres materials segons les vostres especificacions. Comprendre aquestes diferències tecnològiques us ajuda a dissenyar peces que aprofitin al màxim les capacitats de cada sistema i a formular preguntes informades sobre com es produirà el vostre projecte.
El flux de treball complet a demanda
Teniu un disseny al cap i enteneu la tecnologia, però què passa realment entre pujar el vostre fitxer i rebre les peces acabades a la vostra porta? Sigui que cerqueu serveis de tall per làser a prop meu o treballeu amb un proveïdor remot, el flux de treball segueix un patró previsible que maximitza l’eficiència i minimitza les sorpreses.
Preparació dels fitxers de disseny per assolir l'èxit
Aquí és on molts usuaris novells cometem errors. El vostre fitxer de disseny és la planta de tot el que ve després, i el tall per làser de precisió exigeix una entrada precisa. Fer-ho bé des del principi estalvia cicles de revisió i assegura que els vostres serveis de tall per làser entreguin exactament allò que havíeu imaginat.
Formats de fitxer acceptats:
- DXF (Drawing Exchange Format): L’estàndard universal per a fitxers vectorials 2D. La majoria d’operadors de màquines CNC de tall per làser prefereixen aquest format per a peces planes.
- AI (Adobe Illustrator): Excel·lent per a dissenys complexos amb corbes i elements artístics.
- SVG (Graphics Vectorial Escalable): Format compatible amb el web que es converteix bé en trajectòries de tall.
- STEP (Standard for the Exchange of Product Data): Necessari per a peces 3D o quan la informació sobre doblecs és rellevant.
Errors de disseny habituals a evitar:
Imagineu-vos enviar el que penseu que és un fitxer perfecte, només per rebre comentaris indicant que el vostre disseny no es pot tallar tal com s’ha previst. Aquests errors fan trampó fins i tot a dissenyadors experimentats:
- Línies massa properes entre si: Els feixos làser tenen una amplada (anomenada 'kerf'). Les característiques situades a una distància inferior al gruix del material corren el risc de fusionar-se o de crear seccions fràgils.
- Contorns tancats absents: Els camins oberts confonen el programari de tall. Totes les formes han d’estar totalment tancades.
- Text no convertit a contorns: Les tipografies poden no transferir-se correctament entre sistemes. Convertiu tot el text en traçats vectorials abans de penjar-lo.
- Ignorar els mínims específics del material: Un forat de 1 mm funciona bé en alumini de 1 mm, però es converteix en un problema en acer de 6 mm. Escalau adequadament les característiques.
- No tenir en compte la compensació del 'kerf': Si la precisió de l’encaix és fonamental, tingueu en compte els 0,1–0,3 mm de material que elimina el làser.
Per als usuaris que busquen específicament un servei de tall làser d’acrílic, cal recordar que les propietats tèrmiques difereixen de les dels metalls. Dissenyau amb cantonades interiors lleugerament més grans per evitar fissures per tensió i eviteu seccions extremadament fines que podrien deformar-se.
Des del pujada fins al lliurament en cinc passos
Un cop el vostre fitxer està preparat, el procés a demanda es desplega mitjançant una seqüència optimitzada. A continuació us expliquem exactament què passa al fons:
-
Pujada del fitxer i anàlisi instantània
Envieu el vostre disseny a través de la plataforma del proveïdor. Sistemes automàtics l’escanejen per detectar possibles problemes: traçats oberts, geometries no compatibles o característiques per sota dels llindars mínims. Moltes plataformes ofereixen retroalimentació immediata, assenyalant els problemes directament sobre la previsualització del vostre disseny. -
Pressupost automatitzat i selecció de material
El sistema calcula el temps de tall en funció de la complexitat de la vostra geometria i de la longitud total del traçat. Vosaltres seleccioneu el material i el gruix, i la plataforma genera un pressupost que té en compte el cost del material, el temps de màquina i qualsevol requisit d’acabat. Això sol trigar segons, en lloc dels dies que requeria tradicionalment el procés de pressupostos. -
Confirmació de la comanda i programació de la producció
Un cop hàgiu aprovat la pressupost i completat el pagament, la vostra comanda entra a la cua de producció. La programació flexible significa que la vostra comanda d’una sola peça es pot inserir en el temps disponible de la màquina sense haver d’esperar a assolir les quantitats mínimes per lots. Les opcions de termini de lliurament solen anar des de l’express (1-3 dies) fins a l’estàndard (5-10 dies). -
Tall i verificació de la qualitat
Els operaris carreguen el material especificat i executen el programa de tall per làser de precisió. La inspecció posterior al tall verifica l’exactitud dimensional, la qualitat dels cantells i l’estat de la superfície. Les toleràncies crítiques es mesuren respecte a les especificacions. En aquesta fase es realitzen també qualsevol desburrat o acabat secundari. -
Envasos i trasllat
Les peces es condicionen amb cura per evitar-ne danys durant el transport. Les pel·lícules protectores romanen sobre les superfícies i els components fràgils reben una protecció addicional. La informació de seguiment arriba al vostre correu electrònic i les vostres peces personalitzades ja estan en camí.
Consells professionals per un procés més fluid:
- Inclou un dibuix 2D amb les dimensions crítiques si les toleràncies són importants
- Especifica quines superfícies són cosmètiques i quines són funcionals
- Indiqueu qualsevol requisit especial als comentaris de la comanda
- Sol·liciteu mostres de tall per a nous materials abans de comprometre's amb comandes grans
Quina és la bellesa d’aquest flux de treball? Cada pas està dissenyat per detectar possibles problemes abans que es converteixin en problemes costosos. A diferència de la fabricació tradicional, on els errors poden no aparèixer fins que es produeixen milers de peces, els proveïdors de serveis de tall per làser a demanda a prop meu poden verificar la qualitat de cada peça individualment, donant-vos seguretat tant si demaneu un únic prototip com si en demaneu cent peces de producció. 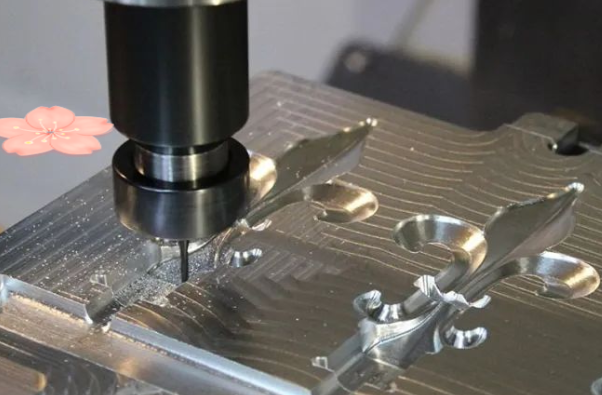
Guia de selecció i compatibilitat de materials
Triar el material adequat no es tracta només del que sembla més adequat sobre el paper: determina fonamentalment el rendiment de la vostra peça, la qualitat dels seus cantells i el cost final. Quan treballeu amb serveis de tall per làser a demanda, comprendre com interactuen els diferents materials amb l’energia làser us ajuda a dissenyar de forma més intel·ligent i a establir expectatives realistes pel que fa als components acabats.
Cada material respon de manera diferent a l'energia làser concentrada. Alguns es tallen netament amb vores llises com un mirall. D'altres requereixen tècniques específiques per gestionar l'acumulació de calor, l'oxidació o la decoloració de la superfície. Analitzem què cal saber sobre els materials més sol·licitats habitualment en el tall làser de metalls i més enllà.
Materials metàl·lics i capacitats d'espessor
Els metalls continuen sent l'esquena dorsal de les aplicacions de tall làser de precisió. Des de suports automobilístics fins a carcasses electròniques, el tall làser de xapa metàl·lica cobreix tot, des de fulles delicades fins a plans de gruix considerable. Tanmateix, cada família de metalls aporta característiques úniques al procés de tall.
Acer dolç i acer al carboni:
L'acer és l'element fonamental d'aplicacions industrials i es talla de manera previsible en una àmplia gamma de gruixos. El tall làser de fulls metàl·lics d'acer dolç sol abastar normalment de 0,5 mm fins a 25 mm o més, segons la potència del làser. Aquí s'apliquen principalment dos mètodes de tall:
- Tall reactiu (amb assistència d'oxigen): Segons la guia de materials de Xometry, l’oxigen accelera el tall mitjançant oxidació, cosa que permet processar seccions més gruixudes de forma eficient. La contrapartida? Es forma una fina capa d’òxid als cantells tallats.
- Tall per fusió (amb nitrogen com a gas auxiliar): Produeix cantells més nets i sense òxid, però treballa més lentament en seccions gruixudes.
Acero inoxidable:
El tall làser de l’acer inoxidable requereix una atenció especial a la gestió de la calor. El contingut de crom del material li confereix una excel·lent resistència a la corrosió, però també afecta la manera com respon a l’energia tèrmica. Quan es processa amb nitrogen com a gas auxiliar, s’obtenen cantells nets i brillants — essencial per a aplicacions alimentàries, mèdiques o arquitectòniques, on l’oxidació comprometria el rendiment o l’aspecte.
Quan es talla acer inoxidable amb làser, les capacitats habituals d’escorça van des de 0,4 mm fins a 20 mm. Les escorces més fines es tallen de forma excepcionalment neta, amb zones afectades tèrmicament (ZAT) mínimes, mentre que les seccions més gruixudes poden mostrar una lleugera discoloració als cantells, fàcilment resoluble mitjançant un procés posterior.
Alumini i aliatges d’alumini:
El tallat per làser d'alumini presenta reptes únics degut a l'alta reflectivitat i conductivitat tèrmica del metall. Els làsers de fibra destaquen en aquest àmbit, superant els problemes de reflectivitat que afecten els sistemes de CO₂. Quan es talla alumini amb làser, cal esperar:
- Excel·lent qualitat de tall en fulles primes (fins a 6 mm)
- Una certa rugositat al tall en seccions més gruixudes, que requereixen tècniques de tall per fusió
- L'interval de gruixos habitual va de 0,5 mm a 12 mm per als serveis estàndard a demanda
La conductivitat tèrmica de l'alumini fa que la calor es dissipi ràpidament —cosa que, en general, és beneficiosa per minimitzar la zona afectada tèrmicament (HAZ), però exigeix una potència superior per mantenir la velocitat de tall.
Comprensió de les toleràncies:
Quina precisió es pot esperar realment? Segons Les especificacions de tolerància de Charles Day , els serveis professionals de tallat per làser assolen una precisió impressionant:
| Gruix del material | Tolerància (peces fins a 500 mm) | Tolerància (500 mm a 1500 mm) | Tolerància (1500 mm a 3000 mm) |
|---|---|---|---|
| Fins a 1,0 mm | ±0,12 mm | ±0,12 mm | ±0,12 mm |
| de 1,0 mm a 3,0 mm | ±0,15mm | ±0,15mm | ±0,15mm |
| de 3,0 mm a 6,0 mm | ±0,20 mm | ±0,20 mm | ±0,20 mm |
| de 6,0 mm a 25 mm | ±0,25 mm | ±0,25 mm | ±0,25 mm |
| Més de 25 mm fins a 50 mm | ±0,50 mm | ±0,50 mm | ±0,50 mm |
Aquestes toleràncies s’apliquen a totes les dimensions de la peça fins a 3000 mm, el que significa que fins i tot els panells més grans mantenen una precisió constant. Per fer-nos una idea, una tolerància de ±0,15 mm en una peça de 3 mm d’escorça implica que les característiques es troben a una distància inferior a l’amplada d’un cabell humà respecte a la seva posició prevista.
Plàstics i opcions de materials especials
A més dels metalls, els serveis a demanda treballen amb una àmplia gamma de materials no metàl·lics. Cadascun d’ells requereix paràmetres de tall específics per assolir resultats òptims.
Acrílic (PMMA):
L'actuació estel·lar entre els plàstics. Les sol·licituds de tall d'acrílic segueixen sent populars perquè els làsers de CO₂ produeixen vores polites a la flama que no requereixen cap acabat secundari. Les capacitats d'espessor solen abastar de 1 mm a 25 mm, mantenint-se una qualitat de vora excepcional en tota la gamma. El material es vaporitza netament, deixant superfícies òpticament transparents i llises, perfectes per a senyalització, exposicions i aplicacions decoratives.
PETG:
Més resistent als impactes que l'acrílic, però una mica més difícil de tallar. Les vores poden presentar una lleugera opacitat en lloc de la claredat vítria de l'acrílic. Funciona bé per a cobertes protectores i aplicacions segures per a aliments on la durabilitat és més important que la perfecció òptica.
Policarbonat:
El més resistent dels plàstics habituals, però també el més complicat de tallar amb làser. El policarbonat tendeix a groguejar a les vores tallades i pot produir superfícies més rugoses que l'acrílic. Per a aplicacions que requereixen la seva superior resistència als impactes, sovint és acceptable una lleu discoloració de les vores, o bé es pot resoldre mitjançant un procés posterior.
POM (Delrin/acetàl):
Un plàstic d'enginyeria apreciat per la seva estabilitat dimensional i el seu baix fregament. Segons la documentació tècnica de Xometry, el POM es talla molt netament amb una zona afectada pel calor (HAZ) mínima quan s’utilitzen làsers de CO₂. Les configuracions semblants a les de l’acrílic funcionen bé, tot i que velocitats d’avanç aproximadament un 25 % més lentes produeixen resultats òptims. Nota important: és essencial disposar d’una ventilació adequada, ja que el POM escalfat allibera fums tòxics.
Fusta i productes de fusta enginyeritzada:
El contraplacat i la fibra de densitat mitjana (MDF) amplien les vostres opcions de materials per a prototips, suports i peces decoratives:
- Contraplacat: Totes les varietats es poden tallar amb làser, tot i que el contingut de resina afecta la qualitat dels cantells i requereix una bona ventilació. Una pressió més elevada del ventilador produeix talls més nets.
- MDF: El MDF, dens i ric en adhesius, es talla lentament i tendeix a presentar cantells cremats o tacats. Un làser de 80 W processa un MDF de 10 mm a una velocitat d’aproximadament 3,5 mm/s, significativament més lent que el contraplacat equivalent.
Zones afectades pel calor i expectatives sobre la qualitat dels cantells
Aquí és on la ciència dels materials es troba amb els resultats del món real. Cada procés de tall tèrmic crea una zona afectada pel calor, l'àrea adjacent al tall on les propietats del material canvien a causa de les temperatures elevades. Entendre HAZ t'ajuda a establir expectatives apropiades i dissenyar en conseqüència.
Segons l'anàlisi tècnica d'A-Laser, HAZ es manifesta de diverses maneres:
- Esllag i burrs: Reposs de material fundit al llarg dels arcs tallats, especialment en metalls que requereixen múltiples passes de làser
- Distrorsió: La concentració de calor pot deformar materials prims o causar arestes que no són planes
- Canvi de color: Tant els metalls com els plàstics poden mostrar canvis de color prop dels límits de tallde vegades purament cosmètics, de vegades indicant canvis estructurals
- Delaminació: Els materials en capes com els laminats poden separar-se quan s'exposen a una calor excessiva
Els serveis professionals a demanda controlen aquests efectes mitjançant una optimització cuidadosa dels paràmetres: ajustant la potència del làser, la velocitat de tall i la pressió del gas auxiliar per a cada combinació de material i gruix. El resultat és una qualitat uniformement elevada dels cantells en totes les peces.
| Material | Interval típic d'espessor | Característiques de la qualitat del tall | Millors aplicacions |
|---|---|---|---|
| Acer dolç | 0,5 mm – 25 mm | Net amb capa d’òxid (O₂) o brillant (N₂) | Suports, envolventes, peces estructurals |
| Acer inoxidable | 0,4 mm – 20 mm | Brillant, sense òxid amb gas auxiliar de nitrogen | Equipaments per a aliments, dispositius mèdics, arquitectura |
| Alumini | 0,5 mm – 12 mm | Bo en materials prims; lleugerament rugós en materials gruixuts | Electrònica, estructures lleugeres, dissipadors tèrmics |
| Acrylic | 1 mm – 25 mm | Polit amb flama, totalment transparent | Senyalització, pantalles, objectes decoratius |
| PETG | 1 mm – 12 mm | Cantells lleugerament esmaltats | Cobertes protectores, aplicacions segures per a aliments |
| Polícarbonat | 1 mm – 10 mm | Pot decolorir-se; més rugosa que l’acrílic | Proteccions i cobertes resistents als impactes |
| POM (Delrin) | 1 mm – 15 mm | Molt neta, zona afectada pel calor (HAZ) mínima | Engrenatges, rodaments, mecanismes de precisió |
| Fiberpla | 3 mm – 18 mm | Lleugera carbonització als cantons | Prototips, suports, peces decoratives |
| MDF | 3 mm – 12 mm | Vores cremades, possible tinció | Plantilles, elements de fixació no estètics |
Quan seleccioneu materials per al vostre projecte a demanda, adapteu els vostres requisits funcionals a expectatives realistes sobre la qualitat de les vores. Un senyal decoratiu d’acrílic exigeix uns estàndards diferents dels d’un suport de muntatge d’acer ocult. Comprendre aquestes característiques específiques de cada material us assegura que especifiqueu adequadament i que rebeu peces que funcionin exactament com s’esperava.
Factors de preus i estratègies d'optimització de costos
Quant hauríeu d’esperar pagar pels serveis de tall per làser a demanda? La resposta honesta és que depèn. Però, a diferència de la fabricació tradicional, on els preus semblen una caixa negra, comprendre les variables que determinen el vostre pressupost de tall per làser us permet prendre decisions de disseny més intel·ligents i optimitzar els costos abans fins i tot de presentar la comanda.
La veritat és que els preus del tall per làser varien significativament segons els requisits concrets del vostre projecte. Un suport rectangular senzill costa molt menys que un panell decoratiu intrincat amb desenes de forats. Aixequem el vel per veure exactament què hi ha darrere de la pressupostació que rebeu.
Factors clau que determinen la vostra pressupostació
Cada pressupostació de tall per làser reflecteix una combinació de consum de recursos: materials, temps de màquina, mà d'obra i despeses generals. Això és el que realment fa variar el preu final:
- Tipus i cost del material: Segons L'anàlisi de costos de Strouse , el cost del material representa sovint entre el 70 % i el 80 % del cost total del projecte. L'acer inoxidable té un preu superior al de l'acer dolç. Les aleacions especials i els plàstics tècnics suposen un cost addicional. La vostra elecció de material constitueix fonamentalment la base de tota la pressupostació.
- Espessor del material: Els materials més gruixuts requereixen més energia làser i velocitats de tall més lentes per aconseguir vores netes. Una placa d'acer de 10 mm triga exponencialment més temps a tallar-se que una fulla de 2 mm, i aquest augment del temps de màquina incrementa directament el vostre cost.
- Complexitat del disseny i longitud de la trajectòria de tall: Els dissenys més intrincats suposen trajectòries de tall més llargues. Cada forat requereix un punt de perforació on el làser inicia el tall. La guia de preus de Komacut indica que els dissenys amb nombrosos forats exigeixen una major precisió i un temps de tall més prolongat, el que augmenta els costos totals.
- Dimensions de les peces: Les peces més grans consumeixen més material brut i requereixen trajectòries de tall més llargues. A més, no es poden agrupar tantes peces grans en una sola fulla, el que redueix l’eficiència del material.
- Quantitat sol·licitada: Els costos d’instal·lació es reparteixen entre totes les unitats de la vostra comanda. Comprar deu peces en lloc d’una peça rarament costa deu vegades més: els costos fixos, com la preparació del fitxer i la configuració de la màquina, es reparteixen entre quantitats més grans.
- Temps de resposta: Necessiteu les peces demà? El processament express normalment comporta un suplement. Els terminis habituals permeten als tallers agrupar materials similars i optimitzar la programació, transferint aquestes eficiències a vosaltres.
- Finitura secundària: Les operacions posteriors al tall, com ara l’eliminació d’escates, la realització de bisells, la rosca, el revestiment en pols o altres processos, afegeixen costos de mà d’obra i d’equipament especialitzat. Una peça amb vores brutes costa menys que una peça que requereix superfícies polites.
Quan demaneu treballs metàl·lics personalitzats tallats a mida, tingueu en compte aquests factors durant la fase de disseny. Petits ajustos —com reduir obertures innecessàries, consolidar característiques o acceptar toleràncies estàndard— poden tenir un impacte significatiu en els vostres resultats econòmics.
Optimització del disseny per a l'eficiència de costos
Aquí és on el pensament estratègic dóna rendiment. No podeu controlar els preus dels materials primers, però sí que controleu totalment la manera com el vostre disseny utilitza els recursos.
Aproveu el tall en niat per estalviar materials:
Un niat eficient —l’ordenació estratègica de les peces sobre les làmines de material— converteix els residus en estalvis. Segons L’anàlisi del programari QBuild , un niat optimitzat ofereix diversos avantatges:
- Maximitza l’aprofitament del material encaixant més peces per làmina
- Redueix els residus i els costos dels materials primers
- Redueix el temps de tall minimitzant la distància recorreguda pel làser
- Redueix el desgast de la màquina mitjançant una planificació de trajectòries més eficient
Quan demaneu serveis personalitzats de tall de metall, normalment els proveïdors gestionen automàticament l’ajust (nesting). No obstant això, dissenyar tenint en compte l’ajust —evitant formes incòmodes que malgasten material, utilitzant gruixos uniformes en totes les peces— ajuda el programari a trobar disposicions més eficients.
Economia de prototipatge respecte a la producció:
L’equació de costos canvia dràsticament entre un únic prototip i sèries de producció. El tall per làser per mostres funciona perfectament per a prototips ràpids i lots més petits de 50–100 peces. Així obteniu la validació del disseny sense haver de comprometre’s amb eines costoses.
En volums més elevats —milers de peces— l’economia pot fer que resultin més avantatjoses altres aproximacions. La producció a gran escala amb equipaments optimitzats pot assolir costos per unitat més baixos gràcies a:
- Repartir els costos de preparació entre un major nombre d’unitats
- Aconseguir descomptes per volum de material
- Una programació i manipulació de màquines més fluides
El punt òptim per al tall làser a demanda sol caure normalment en la gamma de volum baix a mitjà: prototips, petites sèries de producció, peces de recanvi i peces personalitzades úniques. Per a quantitats molt elevades, consulteu amb el vostre proveïdor si l’ús d’eines especialitzades o processos alternatius podria oferir una millor relació qualitat-preu.
Estratègies de simplificació del disseny:
Cada característica que afegiu augmenta el temps de tall. Valoreu si els elements decoratius aporten realment valor o si geometries més netes assolen els vostres objectius funcionals. Simplificar els dissenys — reduint el nombre de forats, rectificant les corbes sempre que sigui possible i eliminant toleràncies innecessàriament ajustades — redueix directament els costos del tall làser sense comprometre el rendiment.
El resum? Tracteu la vostra pressupostació de tall per làser com un mecanisme de retroalimentació. Si el preu us sembla elevat, analitzeu el vostre disseny des d’una òptica de fabricació. Sovint, petites modificacions permeten reduir significativament els costos de tall de fulls sense comprometre la funcionalitat —transformant un prototip car en una peça de producció assequible.
Comparació entre el tall per làser i altres mètodes
Ja teniu el disseny d’una peça, però el tall per làser és realment l’opció adequada? Tot i que el tall per làser a demanda ofereix una flexibilitat i una precisió extraordinàries, no sempre és la solució òptima per a tots els projectes. Comprendre com es compara amb el tall per jet d’aigua, el tall per plasma, el fresat CNC i el tall per motlle us ajudarà a prendre decisions de fabricació informades que equilibrin qualitat, cost i terminis.
Cada tecnologia de tall té punts forts diferents. Triar el mètode equivocat pot suposar pagar de més per una precisió innecessària o acabar amb peces que no compleixen els vostres estàndards de qualitat. Analitzem quan té sentit utilitzar un tallador làser per a metalls i quan, en canvi, altres mètodes donen millors resultats.
Tall Làser vs Mètodes Alternatius de Tall
Tall amb Laser:
Segons L'anàlisi comparativa de Wurth Machinery , el tall làser destaca quan es necessita una precisió quirúrgica en materials de gruix fi a mitjà. El feix concentrat genera vores excepcionalment neta amb una mínima necessitat de processament posterior. Les principals avantatges són:
- Toleràncies ajustades i capacitat per realitzar detalls intrincats
- Qualitat excel·lent de la vora, que requereix poca o cap acabat final
- Velocitats de tall ràpides en fulles fines
- Amplada de tall (kerf) reduïda, que minimitza el residu de material
Per a quines aplicacions és ideal? Electrònica, dispositius mèdics, fabricació de peces de precisió i qualsevol projecte on importin les vores netes i els detalls fins.
Tall de plasma:
Quan treballeu amb metalls conductors gruixuts i el cost importa més que la perfecció dels cantells, el tall per plasma sovint és la millor opció. Si alguna vegada heu cercat «tall per plasma a prop meu», probablement esteu treballant amb la fabricació d’acer pesant. El plasma utilitza un arc elèctric i un gas comprimit per perforar ràpidament i de forma econòmica els metalls. La contrapartida és que els cantells queden més rugosos i la zona afectada tèrmicament és més ampla en comparació amb el tall de metalls mitjançant làser amb equipament de precisió.
- Destaca en plaques d’acer de més d’1 polzada de gruix
- Aproximadament 3-4 vegades més ràpid que el tall per hidrojet en metalls gruixuts
- Costos d'equip i operatius més baixos que amb làser o tall amb aigua
- Ideal per a l’acer estructural, maquinària pesant i construcció naval
Tall per hidrojet:
Heu de tallar materials que no poden suportar la calor? L’hidrojet utilitza aigua a alta pressió mesclada amb abrasiu per tallar gairebé qualsevol material —des d’acer fins a pedra o materials compostos— sense efectes tèrmics. Segons les previsions del sector, es preveu que el mercat de l’hidrojet arribi als 2.390 milions de dòlars estatunidencs el 2034, reflectint una demanda creixent de tall sense calor. Les principals avantatges inclouen:
- Zona afectada per la calor zero: sense deformació ni canvis en les propietats del material
- Talla gairebé qualsevol material, incloent vidre, pedra i materials compostos
- Excel·lent per a materials gruixuts (fins a diverses polzades)
- La millor opció per a materials sensibles a la calor o endurits
L’inconvenient? Les velocitats de tall més lentes i els costos operatius més alts fan que el tall per jet d’aigua sigui menys econòmic per a treballs en làmines primes d’alta volumetria, on el tall per làser CNC realitza les tasques més ràpidament.
Tall CNC:
Per a fusta, plàstics, espumes i materials més tous, les màquines CNC làser competeixen amb les fresadores mecàniques. El fresat CNC utilitza eines de tall giratòries en lloc d’energia tèrmica, cosa que el fa més adequat per a materials no metàl·lics molt gruixuts i per a materials que podrien fondre’s o cremar-se sota la calor del làser. No obstant això, les fresadores no poden igualar la precisió del làser en patrons intrincats o treballs de detall fi.
Tall per motlle:
Quan necessiteu milers de peces idèntiques en materials flexibles com juntes, aïllaments o plàstics prims, el tall per motlle sovint ofereix el cost per unitat més baix. Segons La comparativa d’ESPE Manufacturing el tall per estampació requereix una inversió inicial en eines, però produeix peces uniformes extremadament ràpidament un cop configurat. L'inconvenient? Els estampats personalitzats poden costar centenars o milers de dòlars, cosa que fa que aquest mètode sigui econòmic només a grans volums.
| Mètode de tall | Precisió | Varietat de material | Qualitat del tall | Interval de volum òptim | Cost relatiu |
|---|---|---|---|---|---|
| Tall Llàser | ±0,12 mm – ±0,25 mm | Metalls, plàstics, fusta, teixits | Excel·lent — sovint no necessita acabat | 1 a 1.000+ peces | Mitjà |
| Tall per Plasma | ±0,5 mm – ±1,5 mm | Només metalls conductors | Vores més rugoses; escòria habitual | Volums baixos a mitjans | Baix |
| Tall per Jet d'Aigua | ±0,1 mm – ±0,25 mm | Gairebé qualsevol material | Bo — sense efectes tèrmics | Volums baixos a mitjans | Alta |
| Tall CNC | ±0,1 mm – ±0,5 mm | Fusta, plàstics, espuma, metalls tous | Bo — pot requerir esmerilat | Volums mitjans | Mitjà-Baix |
| Tall amb matxa | ±0,25 mm – ±0,5 mm | Materials flexibles i tous | Net — coherent entre les diferents sèries | més de 1.000 peces | Baix (al volum) |
Fer la Decisió de Fabricació Adequada
Sembla complicat? Aquí teniu un marc pràctic per triar el vostre mètode de tall segons cinc criteris clau:
1. Tipus de material:
Què esteu tallant? Els metalls prefereixen el tall per làser o plasma. Els compostos sensibles a la calor requereixen tall per hidrojet. Els materials tous, com la fusta i l’espuma, es poden treballar tant amb làser com amb fresat CNC. Si necessiteu serveis de tall de metall per a metalls reflectants com el coure o el llautó, la tecnologia de làser de fibra els gestiona millor que els sistemes de plasma o CO₂.
2. Gruix del material:
Les làmines primes (menys de 6 mm) s’adapten perfectament al tall per làser: velocitat, precisió i qualitat del cantell. Per a plaques d’acer gruixudes (més de 25 mm), el tall per plasma o per hidrojet resulta més pràctic. El tall per làser pot gestionar materials gruixuts, però el temps de processament i els costos augmenten significativament.
3. Requeriments de precisió:
Necessiteu toleràncies inferiors a ±0,25 mm? El tall per làser i per hidrojet les ofereixen. Podeu acceptar ±1 mm o menys exigents? Potser el plasma, amb un cost inferior, sigui una opció més raonable. Ajusteu els vostres requeriments de precisió a la tecnologia escollida: pagar per una precisió innecessària suposa un despilfarrament.
4. Necessitats de qualitat dels cantons:
Els vostres components seran visibles? Cal muntar-los sense acabats secundaris? El tall per làser produeix els cantons metàl·lics més nets. Per a components estructurals amagats dins de l’equipament, els cantons més rugosos del tall per plasma són totalment acceptables.
5. Volum de producció:
Aquí és on la fabricació tradicional amb eines sovint resulta més econòmica. El tall per estampació requereix eines personalitzades i costoses, però un cop demaneu milers de peces idèntiques, el cost per unitat disminueix dràsticament. El tall per làser a demanda destaca per a prototips i sèries de producció de menys de cent peces; més enllà d’aquesta quantitat, cal avaluar si les eines especialitzades ofereixen un millor valor.
Quan guanya la fabricació tradicional:
Els serveis a demanda no són sempre la resposta adequada. Tingueu en compte els mètodes convencionals quan:
- Necessiteu més de 5.000 peces idèntiques amb geometria senzilla
- El cost per unitat té més importància que el termini d’entrega
- El disseny ja està definitivament tancat i no canviarà
- Els materials són aliatges especials que requereixen processos dedicats
Per a tota la resta—prototips, iteracions de disseny, peces personalitzades úniques, peces de recanvi i petites sèries de producció—la flexibilitat del tall per làser a demanda i la seva absència de necessitat d’eines solen oferir el millor valor. La clau és adaptar els requisits concrets del vostre projecte a la tecnologia que els gestioni de forma més eficient.
Aplicacions en diversos sectors i tipus d’usuaris
Qui fa servir, realment, serveis de tall per làser a demanda? La resposta curta: tothom, des d’aficionats del cap de setmana fins a enginyers d’empreses de la llista Fortune 500. Però cal tenir en compte una cosa: cada tipus d’usuari fa servir aquests serveis de manera diferent, amb prioritats pròpies i possibles trampes a evitar. Sigui que cerqueu un tallador làser a prop meu per a un projecte personal o que estigueu avaluant proveïdors per a una producció professional, comprendre com aprofitar aquests serveis de forma efectiva marca tota la diferència.
La bellesa de la fabricació a demanda rau en la seva democratització de la fabricació de precisió. Ja no cal disposar de pressupostos a escala industrial per accedir a capacitats professionals d’engravat i tall amb làser personalitzats. Explorarem com diferents segments d’usuaris poden maximitzar el valor d’aquests serveis.
- Aficionats i fabricants: Centreu-vos en l’experimentació amb materials i en l’aprenentatge de les restriccions de disseny. Comenceu amb materials assequibles com l’acrílic o la fusta contraplacada abans de passar als metalls. Molts usuaris cerquen «tall de fusta amb làser a prop de mi» o «tall amb làser de fusta a prop de mi» quan inicien projectes creatius: els proveïdors locals sovint ofereixen un temps de resposta més ràpid per a l’aprenentatge iteratiu.
- Dissenyadors de productes: Doni prioritat a la iteració ràpida i als prototips visuals. Utilitzeu els serveis a demanda per provar factors formals i opcions estètiques abans de comprometre’s amb els materials de producció. Considereu la possibilitat de demanar simultàniament diverses variants de disseny per accelerar la presa de decisions.
- Enginyers: Fes èmfasi en la precisió dimensional i les especificacions del material. Especifica sempre clarament les toleràncies crítiques i demana certificats de material quan la prestació funcional sigui important. Prova l’ajust i el muntatge amb peces de prototip abans d’escalar els comandes.
- Propietaris de petites empreses: Equilibra el cost per unitat amb el risc d’inventari. La producció a demanda permet provar la resposta del mercat abans de fer compromisos de producció massiva. Segueix quins productes es venen de forma constant per identificar-ne aquells que podrien ser candidats a comandes volumètriques amb preus per unitat millors.
Estratègies de prototipatge per al desenvolupament de productes
Imagina que has dissenyat una nova carcassa per a un producte. Has de comandar un sol prototip o cinc? Segons La guia de prototipatge de Meegle , els prototips de tall làser exitosos segueixen un enfocament iteratiu: comença amb dissenys bàsics per provar la compatibilitat del material i, després, perfecciona’ls mitjançant versions successives.
Això és el que recomanen els dissenyadors experimentats:
- Comença de forma senzilla: Prova la geometria fonamental i el comportament del material abans d’afegir complexitat
- Tingueu en compte el kerf: Ajusteu els dissenys per al material eliminat pel làser—essencial per a peces encaixables
- Documenteu-ho tot: Manteniu registres de les configuracions i ajustos per a referència futura
- Proveu mostres del material: Talleu petites seccions per avaluar com reaccionen els materials abans de tallar les peces completes
- Col·laboreu des del principi: Compartiu prototips amb les parts interessades per obtenir retroalimentació abans de finalitzar els dissenys
Cerqueu serveis personalitzats de tall de fusta a prop o serveis de gravat làser a prop? Els proveïdors locals sovint ofereixen cicles de retroalimentació més ràpids per a les iteracions de prototips—de vegades lliurant les peces en 24-48 hores, en lloc d’una setmana amb proveïdors més allunyats. Aquesta avantatge de velocitat accelera l’aprenentatge i redueix els terminis de desenvolupament.
Escalat des de peces individuals fins a sèries de producció
Heu validat el vostre disseny amb prototips—i ara què? La transició des de la fabricació de prototips individuals cap a quantitats de producció requereix una reflexió estratègica sobre l’economia i la coherència.
Segons Informació sobre fabricació de Shopify la producció a demanda ofereix avantatges clars per a aquesta transició: podeu provar la resposta del mercat amb lots petits abans de comprometre-vos amb quantitats grans. Si un producte s’esgota, això indica una demanda real, en lloc de crear problemes costosos d’inventari.
Tingueu en compte aquests factors quan escalieu:
- Llindars de preus per volum: La majoria de proveïdors ofereixen tarifes millors per unitat a partir de 25, 50 o 100+ peces — identifiqueu aquests punts crítics.
- Consistència del material: Especifiqueu les fonts dels materials si cal mantenir la coincidència de colors o les propietats mecàniques constants entre lots.
- Documentació de qualitat: Sol·liciteu informes d’inspecció per a les sèries de producció per verificar la coherència.
- Estratègia d’inventari: Demaneu només el que necessiteu i quan ho necessiteu — eviteu la trampa tradicional d’acumular inventari, que immobilitza capital.
El punt òptim per als serveis a demanda sol situar-se entre una i diverses centenes de peces. Més enllà d’aquest llindar, cal avaluar si l’ús d’eines especialitzades o mètodes alternatius de producció podrien oferir una millor relació cost-benefici. Tanmateix, per a la majoria de petites empreses i desenvolupadors de productes, la flexibilitat de comandar exactament el que es necessita —sense compromisos de quantitats mínimes— representa la proposta de valor fonamental que fa que la fabricació a demanda sigui tan potent.

Tria del partner adequat per a la fabricació a demanda
Ja domineu la tecnologia, enteneu els vostres materials i heu optimitzat el disseny per aconseguir eficiència de costos. Però aquí és on molts projectes troben obstacles: triar el proveïdor de serveis inadequat pot menysprear tota aquesta preparació tan acurada. No totes les opcions de tall per làser a prop meu ofereixen la mateixa qualitat, rapidesa de resposta o suport tècnic. La diferència entre un proveïdor acceptable i un soci de fabricació excepcional sovint determina si el vostre projecte té èxit o es converteix en una experiència frustrant de cicles de revisió.
Imagineu-vos triar un proveïdor de serveis de tall per làser de precisió com si triéssiu un soci comercial. No esteu simplement comprant temps de màquina, sinó que esteu invertint en coneixements especialitzats, sistemes de qualitat i infraestructura de comunicació que afecten directament l’èxit del vostre producte. Quins són, doncs, els criteris que realment importen quan s’avaluen possibles socis?
Criteris essencials per avaluar els proveïdors de serveis
Segons Anàlisi de JP Engineering sobre la selecció de proveïdors , diversos factors distingeixen els serveis excepcionals de tall per làser de metall dels alternatives mediocres. Aquest és el vostre llistat de verificació:
- Tecnologia i qualitat de l’equipament: La tecnologia de tall per làser ha avançat significativament. Assegureu-vos que els proveïdors utilitzin equipament d’última generació capaç de treballar amb els materials específics que necessiteu i de complir els vostres requisits de precisió en el tall per làser. Pregunteu sobre l’antiguitat de les màquines, els plans de manteniment i les especificacions de capacitat.
- Experiència en Materials: Materials diferents requereixen tècniques de tall diferents. Un proveïdor fiable hauria de demostrar experiència amb els materials concrets del vostre projecte. Informeu-vos sobre projectes anteriors similars als vostres: els proveïdors experimentats comprenen detalls que poden passar desapercebuts als operadors menys experimentats.
- Capacitats de personalització i prototipatge: La flexibilitat és essencial per al desenvolupament iteratiu. Els proveïdors que ofereixen serveis de prototipatge ràpid us ajuden a perfeccionar els dissenys de forma ràpida. Busqueu socis capaços de preparar prototips en 5 dies o menys: això accelera dràsticament els cicles d’aprenentatge.
- Temps de resposta i capacitat de producció: El temps sovint és crític en la fabricació. Avaluï si els proveïdors poden complir els seus terminis sense comprometre la qualitat. Una comunicació clara sobre els terminis és essencial per a una col·laboració exitosa.
- Certificacions de Qualitat: Les certificacions reconegudes pel sector indiquen un compromís amb la qualitat constant. Per a aplicacions de precisió, busqui com a mínim la norma ISO 9001. Per a components automotius i aeroespacials, Certificació IATF 16949 representa l’estàndard d’or: demostra processos sistemàtics, presa de decisions basada en proves i una cultura de millora contínua.
- Preus transparents: Els costos ocults generen problemes pressupostaris. Busqui proveïdors que ofereixin pressupostos clars i detallats. Demani desglossaments dels costos, incloent-hi possibles càrrecs addicionals per a acabats, lliurament urgent o revisions disseny.
- Responsivitat en la comunicació: Amb quina rapidesa responen a les consultes? El temps de resposta per a pressupostos sovint prediu la resposta general. Els proveïdors que ofereixen un temps de resposta de 12 hores demostren la infraestructura i el compromís necessaris per garantir una millor comunicació durant tot el projecte.
- Disponibilitat de suport en disseny: No tot dissenyador és un expert en fabricació. Els proveïdors que ofereixen suport DFM (Disseny per a la Fabricació) us ajuden a optimitzar els dissenys abans de tallar, detectant possibles problemes de forma precoç i suggerint millores que redueixen els costos.
El valor del suport integrat de fabricació
Per què és tan important el suport DFM? Imagineu-vos presentar un disseny només per descobrir, després de tallar, que una característica no es pot fabricar tal com estava previst. Amb una revisió DFM exhaustiva, enginyers experimentats identifiquen aquests problemes abans de començar la producció, estalviant temps i diners.
Segons l'anàlisi de certificació de Smithers, els fabricants certificats segons la norma IATF 16949 ofereixen avantatges clars: credibilitat mitjançant el compromís demostrat amb la qualitat, integració de processos que redueix els errors i una cultura de millora contínua que beneficia tots els projectes que gestionen. Per als serveis de tall per làser CNC destinats a aplicacions automotrius, aquesta certificació no és opcional: és essencial.
Com és, en la pràctica, un servei de classe mundial? Penseu en fabricants que combinen diverses capacitats sota un mateix sostre. Shaoyi (Ningbo) Metal Technology exemplifica aquest enfocament integrat: ofereix prototipatge ràpid en 5 dies juntament amb producció certificada segons la norma IATF 16949, suport complet de DFM (Design for Manufacturability) i un termini de resposta de 12 hores per a les ofertes. Aquesta combinació de velocitat, certificació de qualitat i comunicació àgil representa exactament allò que cal buscar quan s’avaluen serveis de tall tubular per làser o treball de metall de precisió.
Més enllà de les certificacions, busqueu proveïdors que ofereixin serveis de tall de tubs amb làser i altres capacitats especialitzades si els vostres projectes ho requereixen. Els fabricants integrats que gestionen múltiples processos —tall, doblegat, acabat, muntatge— optimitzen la vostra cadena d’aprovisionament i redueixen els problemes de coordinació.
Senyals d'alerta a vigilar:
- Pressupostos imprecisos sense desglossament detallat
- Cap sistema documentat de gestió de la qualitat
- Reticència a compartir referències o mostres de treball
- Temps de resposta lents durant la fase de pressupostos
- Cap retroalimentació DFM ni procés de revisió de disseny
Senyals verdes que indiquen socis de qualitat:
- Comunicació proactiva sobre millores del disseny
- Documentació clara de les toleràncies i capacitats
- Certificacions sectorials adequades a la vostra aplicació
- Opcions de prototipatge ràpid per al desenvolupament iteratiu
- Preus transparents sense comissions inesperades
El fabricant adequat no només executa els vostres dissenys, sinó que els potencia. Gràcies a l’assessorament expert en DFM (Design for Manufacturability), a sistemes de qualitat certificats i a una comunicació àgil, els proveïdors excel·lents es converteixen en una extensió del vostre propi equip. Ja sigui que esteu fent el prototipatge d’un sol component o que esteu escalant fins a volums de producció, invertir temps en la selecció adequada de proveïdors reporta beneficis durant tot el cicle de vida del projecte. Preneu seriosament els criteris d’avaluació, feu les preguntes adients i trobareu socis que us ofereixin de forma constant serveis de tall per làser amb una precisió superior als vostres esperats.
Preguntes freqüents sobre el tall per làser a demanda
1. Hi ha demanda d’engravat per làser?
Sí, les empreses de gravat i tallat làser són molt rendibles degut a la creixent demanda de productes personalitzats i a mida. El model de fabricació a demanda elimina els costos d’inventari mentre permet la producció d’unitats individuals. Indústries des de l’automoció fins als béns de consum depenen d’aquests serveis per a prototips, components personalitzats i petites sèries de producció, el que en fa una excel·lent oportunitat de negoci amb costos materials relativament baixos.
2. Quant costa el tallat làser per minut?
Els costos del tallat làser varien segons diversos factors, i no es poden determinar simplement per minut. Els principals factors que influeixen en el preu són el tipus i el gruix del material (sovint representen el 70-80 % del cost total), la complexitat del disseny i la longitud del recorregut de tall, la quantitat sol·licitada, el termini d’entrega i els requisits d’acabat. La majoria de serveis a demanda ofereixen pressupostos immediats basats en els fitxers de disseny que pugeu, cosa que us permet optimitzar els costos abans de fer la comanda.
3. Quina és la diferència entre el tall làser CO2 i el tall làser de fibra?
Els làsers de CO₂ operen a una longitud d'ona de 10,6 micròmetres i destaquen en materials orgànics, plàstics i metalls més gruixuts, tot i que el seu rendiment és només del 5-10%. Els làsers de fibra utilitzen una longitud d'ona de 1,064 micròmetres, assolint un rendiment superior al 90 % i velocitats de tall 3-5 vegades més ràpides en metalls. Els làsers de fibra gestionen millor els metalls reflectants com l'alumini i el coure, mentre que els làsers de CO₂ produeixen vores polites per flama en l'acrílic.
4. Quins formats de fitxer s’accepten per al tall làser a demanda?
La majoria de serveis de tall làser a demanda accepten el format DXF (Drawing Exchange Format) com a norma universal per a fitxers vectorials 2D, l’AI (Adobe Illustrator) per a dissenys complexos amb corbes, l’SVG (Scalable Vector Graphics) per a formats compatibles amb el web i els fitxers STEP per a peces 3D o quan es requereix informació sobre doblecs. Convertiu sempre el text en contorns vectorials i assegureu-vos que tots els contorns estiguin tancats abans de penjar-los.
5. Quan cal triar el tall làser en lloc d’altres mètodes de tall?
Trieu el tall per làser quan necessiteu toleràncies estretes (±0,12 mm a ±0,25 mm), una qualitat excel·lent del cantell que requereixi un mínim d’acabat i un temps de resposta ràpid en materials de gruix fi a mitjà. Opteu pel tall per plasma per a metalls conductors gruixuts quan el cost sigui més important que la perfecció del cantell. Utilitzeu el tall per hidrojet per a materials sensibles a la calor o compostos. El tall per motlle només resulta econòmic a volums superiors a 1.000 peces idèntiques.