 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Com soldar tubs de coure: fes-ho bé i evita les fugues
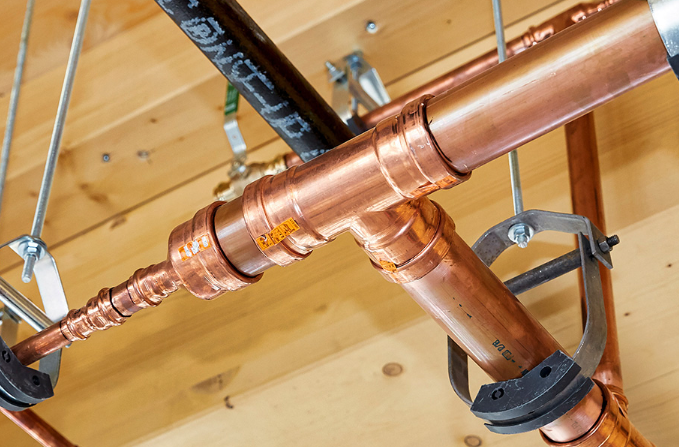
Pas 1: Trieu la junta adequada per a tubs de coure
Si heu cercat com soldar tubs de coure, probablement esteu intentant unir tubs per a instal·lacions de canoneries, no fer una soldadura per fusió real. En la majoria de cases, la resposta adequada sol ser com soldar tubs de coure. Per a serveis amb temperatures més altes, la braçatge pot ser l’opció millor. En algunes reparacions, una connexió mecànica sense calor és més intel·ligent que qualsevol tipus de flama.
- Trieu la soldadura per a sistemes habituals de canoneries, canonades d’aigua i accessoris de coure.
- Trieu el braçatge quan la junta necessiti una major resistència a la calor i una major resistència mecànica.
- Trieu la soldadura només per a fabricacions especialitzades en què es fongui el propi coure.
- Trieu les connexions mecàniques quan la velocitat, les condicions humides o el risc d’incendi descarten l’ús d’un xop.
Es poden soldar realment tubs de coure?
Es pot soldar coure? Sí, però la soldadura real de coure és poc habitual per a tubs estàndard i connexions de canoneries segons explica Ferguson, la soldadura uneix metalls amb una solda a temperatures inferiors a 454 °C, la braçadura utilitza una solda a temperatures superiors a 454 °C però per sota del punt de fusió del metall base, i la soldadura per fusió fon el metall base mateix. Aquesta és una diferència important. Com que el coure condueix la calor molt ràpidament, soldar coure és més difícil de controlar i normalment es reserva per a la fabricació o per a reparacions especialitzades, no per a unions domèstiques habituals. Les persones que busquen com soldar coure sovint estan optant pel procés equivocat.
La majoria de treballs amb tubs de coure es fan mitjançant soldadura, no per soldadura per fusió.
Quan la soldadura és l’opció adequada
Si us plau, si us pregunteu si es pot soldar coure, la resposta és normalment afirmativa per a treballs de fontaneria quotidians. La soldadura és una opció pràctica per a les canonades d’aigua i les fixacions de coure estàndard, on es prefereix una temperatura més baixa. També funciona bé amb unions de tipus capil·lar, on la solda es capil·la entre l’espai estret del tub i la fixació. Per a molts lectors, aquest és precisament el mètode al qual es refereixen quan busquen com soldar tubs de coure.
Quan la soldadura brasa o altres connexions tenen més sentit
Si la vostra pregunta real és com es solda el coure amb brasa, penseu en sistemes de calefacció, ventilació i aire condicionat (HVAC), refrigeració o altres aplicacions que requereixen temperatures més elevades. La soldadura brasa utilitza més calor que la soldadura per estany i normalment produeix unions més resistents. També són importants les opcions sense calor. Les recomanacions de PlumbHQ expliquen per què: les unions per compressió funcionen sense calor i es poden instal·lar en condicions humides; les unions ràpides (push-to-connect) s’instal·len ràpidament, però cal triar-les amb cura segons l’aplicació; i les unions per premsat creen unions resistents, però normalment tenen més sentit quan ja es disposa d’una eina de premsat.
| Mètode | Millor cas d'ús | Nivell de calor | Resistència relativa | Cost relatiu | Consideracions normatives | Habilitat necessària |
|---|---|---|---|---|---|---|
| Soldadura | Sistemes de canonades, canonades d’aigua, accessoris de coure | Baix, inferior a 840 °F | Mitjà | Baix | Comú en instal·lacions de canonades, però cal confirmar les normes locals i els materials autoritzats | Moderat |
| Soldadura tova | HVAC, refrigeració, canonades de coure per a altes temperatures | Més elevada, superior a 840 °F | Alta | Mitjà | S’utilitza sovint on les condicions de servei són més exigents; verifiqueu els requisits | Moderat a Alt |
| Soldadura | Fabricació, fabricació de canonades, reparació especialitzada de coure | Molt elevada, fon la metall base | Molt Alt | Alta | Normalment específica per a l’aplicació, no és l’opció habitual per a canonades de tuberia domèstica | Alta |
| Connexions per compressió | Reparacions, materials mixtos, àrees humides o sense flama | Cap | Mitjà | Baix a mitjà | Útil on es limita la calor; comproveu l’aprovació de les connexions | Baix |
| Connexió ràpida (push-to-connect) | Reparacions d’accés ràpid i instal·lacions senzilles | Cap | Mitjà | Mitjà | L’aplicació i la llistat del producte són determinants | Baix |
| Racords de pressió | Instal·lacions professionals ràpides, sense necessitat de calor | Cap | Alta | Cost elevat inicial de les eines | L’aprovació del sistema i la compatibilitat de les eines són fonamentals | Baix a Moderat |
El mètode triat determina la resta de la feina. Fins i tot la millor soldadura serà decebedora si la canonada encara està humida, pressuritzada o envoltada de materials que mai haurien d’entrar en contacte amb una flama.

Pas 2: Preparar un espai de treball segur per a la soldadura
Abans que la flama arribi mai al coure, l’àrea de treball necessita tanta atenció com la pròpia soldadura. Una petita reparació pot esdevenir perillosa molt ràpidament si esteu soldant tubs de coure amb llança de propano a prop de fusteries de fusta, aïllament, pintura o cablejat elèctric. Una bona preparació també és essencial per obtenir bons resultats. Tant This Old House i Home Depot insisteixen en els mateixos aspectes bàsics: ventilació adequada, protecció ocular, guants, escut tèrmic i un extintor a mà.
Munteu un espai de treball segur per a soldar
- Obriu la zona perquè hi hagi circulació d’aire, especialment quan soldau canonades interiors.
- Porteu ulleres de protecció i guants resistents a la calor.
- Teniu un extintor a mà. Una botella amb esprai o una font d’aigua poden ajudar a refredar les superfícies properes quan sigui adequat.
- Utilitzeu un escut tèrmic o una tela ignífuga darrere de la junta.
- Assegureu-vos que el vostre soplete per soldar canonades de coure tingui un lloc estable i no inflamable on descansar quan estigui calent.
- Tingueu una precaució especial si soldau una canonada d’aigua dins d’armaris, buits de paret o espais del sostre.
Moltes juntes defectuoses comencen amb una preparació insegura o apressada, i no només amb una soldadura deficient.
Protegiu les superfícies properes contra els danys causats per la calor
La calor irradia més enllà de la connexió. Col·loqueu un escut tèrmic entre la canonada i qualsevol material inflamable o que es pugui fondre, incloent-hi les barres de suport, l’aïllament, les cobertes dels cables, el sòl i les superfícies pintades. Si la junta queda ajustada contra parets acabades, cablejat ocult, canonades de gas o estructures antigues de fusta seca, aquesta reparació pot superar el risc d’una feina de bricolatge senzilla. El mateix es pot dir de la substitució important de canonades, les intervencions en la caldera d’aigua calenta o els canvis en la xemeneia de ventilació de les canonades , o qualsevol tasca que les normatives locals exigeixin que realitzi un instal·lador autoritzat.
Dreneu i estabilitzeu primer la canonada de coure
- Talleu l’alimentació d’aigua que arriba a la secció.
- Obriu un grif per sota o una vàlvula i dreneu la canonada en un recipient.
- Obriu un altre punt de sortida per alleujar la pressió residual.
- Comproveu que no hi entri cap gota d’aigua a la canonada. Fins i tot una petita quantitat pot arruïnar el flux de soldadura quan es soldi una canonada d’aigua.
- Assegureu-vos que el tub estigui fred, sec i ben subjectat perquè no es mogui durant el càrrec.
- Netegeu el terra i col·loqueu el vostre llumí, l’escut, un drap i l’extintor abans d’encendre’l.
Si esteu aprenent a soldar canonades d'aigua, aquest és el punt on normalment es decideix l'èxit. Una configuració tranquil·la i seca facilita molt la feina real de unió, i les eines i materials adequats són tan importants com les condicions de seguretat.
Pas 3: Recolleïu el joc de soldadura de coure adequat
Un espai de treball segur prepara la zona. Tot i això, la unió depèn encara d'un metall net, d'un escalfament uniforme i d'un bon moment, per això la llista d'eines és més important del que la majoria de principiants esperen. Un joc bàsic de soldadura de coure no cal que sigui sofisticat, però sí que ha de cobrir bé tres tasques: tall i preparació, flux de solda i control de la calor.
Eines essencials per a la unió de tubs de coure
Trieu les eines segons la seva funció, no segons l'etiqueta. Un tallador de coure us ajuda a fer un tall quadrat. Un eina de desburrat o escariolat elimina la rebaba interna que pot restringir el flux. Una brota per a connexions neteja l'interior de la femella, mentre que el paper de vidre o una esponja abrasiva neteja l'exterior del tub fins a deixar-lo brillant i metàl·lic. Una brota per a flux aplica un recobriment uniforme sense fer gotes excessives a la junta. A continuació, els elements relacionats amb la calor: solda de coure, un llumí, un encenedor si el llumí no és d'encesa automàtica, una pantalla tèrmica i un drap net.
| Indispensable | Opcional però útil |
|---|---|
| Tallatub de coure, eina per eliminar rebabes, brota per a connexions, paper de vidre o esponja abrasiva | Esponges abrasives de recanvi, brotes addicionals de mides diferents per a diverses connexions |
| Brota per a flux, flux per a tubs de coure, solda de coure, llumí, encenedor si cal | Flux estanyat per a principiants o per a juntes de diàmetre major, flux soluble en aigua per facilitar la neteja |
| Pantalla tèrmica, drap net | Tela ignífuga o protector contra flames per a espais reduïts |
Com triar el flux per a soldadura i la font de calor
La guia d'Oatey indica que la pasta de soldadura neteja les superfícies metàl·liques, ajuda a prevenir l'oxidació i facilita el flux de la soldadura, de manera que la pasta de soldadura per coure no és opcional. La vostra soldadura i pasta de soldadura per instal·lacions de canonades també han de ser adequades per a la tasca. Per a les canonades d'aigua potable, cal fer servir soldadura sense plom per a canonades de coure i pasta de soldadura sense plom. Norma de l'EPA estableix que la soldadura i la pasta de soldadura per a l'aigua potable no poden contenir més del 0,2 % de plom. Pel que fa a la calor, tant el gas propà com el gas MAP poden soldar coure, mentre que Pro Tool Reviews assenyala que el gas MAP ardeix a una temperatura més elevada i escalfa els accessoris més ràpidament. Assegureu-vos només que la capçalera del torxador estigui homologada per al combustible que utilitzeu.
Què cal preparar abans de començar a escalfar
- Mantingueu la soldadura i la pasta de soldadura per instal·lacions de canonades al costat de les peces netes per tal de no haver d'estirar-vos sobre l'àrea de treball amb un torxador encès.
- Si sou nou o esteu treballant amb unions més grans, l'estanyat previ amb pasta de soldadura per coure pot facilitar-ne la cobertura.
- Col·loqueu el torxador, l'encenedor, la protecció tèrmica, la soldadura i el drap en l'ordre en què els utilitzareu.
- Per a les canonades d'aigua potable, assegureu-vos novament que tant la soldadura com la pasta de soldadura per canonades de coure siguin sense plom.
Un banc ben disposat no només estalvia temps. Protegeix les superfícies que acabes de netejar. Això és important perquè els talls quadrats, els límits suaus i el metall brillant determinen si la soldadura flueix ordenadament a la junta o et deixa a la recerca de fuites.

Pas 4: Topiar, desfer, netejar i secar tubs de coure
Aquells talls quadrats i superfícies brillants no són un treball extra exigent. Són els que permeten que la soldadura es mou per acció capil·lar en lloc de lluitar contra les burrs, la brutícia i els espais. Moltes filtracions atribuïdes a la calefacció o a la elecció de la soldadura comencen aquí. Quan unim el tub de coure, la qualitat de la preparació decideix si el rellotge s'aproparà ordenadament a la unió o deixarà una ruta de fuga oculta.
Topa tubos de coure quadrat i net
Utilitza un tall de tubos i fa que el tall sigui pla i perpendicular a la canonada. Guia de Flowflex observa que un tall irregular pot impedir que el tub arribi al tope interior de la connexió, cosa que redueix la integritat de la junta. Un tub massa curt també pot comprometre el segell, mentre que forçar-lo a la posició pot introduir tensions. Si esteu aprenent a connectar tubs de coure durant una reparació, aquest és el moment d’alentir-vos i verificar l’ajust en lloc de confiar en una simple ullada ràpida.
Desburrar i polir per millorar l’acció capil·lar
Després de tallar, elimineu la rebaba interna amb una eina desburradora o escariadora i netegeu les escombraries. A continuació, netegeu l’exterior del tub i l’interior de la campana de la connexió fins a deixar-los en metall brillant. Home Depot descriu la polida del coure fins que brilla com una moneda nova, i Flowflex afegeix una advertència important: els òxids, les partícules de brutícia i els residus a la zona de superposició poden interferir amb l’acció capil·lar, mentre que una neteja excessiva pot eliminar massa material i provocar un ajust fluix.
Si us plau, us pregunteu quina granulometria de paper de vidre cal utilitzar per a les canonades de coure; aquestes referències no indiquen un número fix de granulometria. La millor norma és utilitzar drap d’emeri, cinta d’emeri o una esponja abrasiva específica per al coure fins que el metall quedi net, brillant i lliure d’òxids. En altres paraules, netejar les canonades de coure depèn de l’estat de la superfície, no d’un esmerilatge agressiu.
- Mesureu i talli la canonada perpendicularment.
- Escurçeu la vora interior i elimineu qualsevol bava exterior si cal.
- Treieu o escomeneu les cargols de coure.
- Netegeu l’exterior de la canonada a la zona on s’superposarà a la connexió.
- Escomeneu la part interna de la connexió fins a deixar-la brillant i metàl·lica.
- Mantingueu les zones netejades allunyades de la brutícia i les empremtes digitals.
- Fiqueu les peces sense soldar i comproveu que la canonada s’assenta completament fins al tope.
Fiqueu l’assemblea sense soldar abans que la pasta flux entri en contacte amb el metall
L’ajust a sec respon les dues preguntes més importants: la tubada arriba al fons de la unió i la unió roman ajustada sense necessitat d’aplicar força. Aquesta és la resposta pràctica sobre com unir tubades de coure de forma neta. També us ajuda a ajustar l’alineació abans que la pasta flux faci les superfícies lliscoses, cosa especialment útil en espais reduïts o en treballs en posició superior.
- L’extrem de la tubada presenta un brillantor uniforme, no fosc ni irregular.
- L’orifici de la racor està net completament al voltant.
- La tubada s’insereix suau i arriba fins al tope.
- L’ajust es percep ajustat, ni massa fluix ni inclinat.
- No queden rebaves, brutícia, cargols ni empremtes digitals a la zona de superposició.
Quan les peces encaixen de forma neta i uniforme, la pasta flux pot ajudar la soldadura a fluir com cal, en lloc de tractar de cobrir una preparació deficient. Aquí és on realment comença una unió fiable.
Pas 5: Aplicar pasta flux i escalfar la tubada de coure correctament
Un metall net i brillant ofereix un camí a la soldadura. El control de la calor és el que la fa moure. Aquesta és l’etapa en què una preparació cuidadosa es recompensa o es desfà en segons. La majoria de juntes defectuoses es remunten a dos errors senzills: massa flux o una torxa dirigida cap a la soldadura en lloc de cap a la connexió. com soldar coure a coure , penseu en la flama com a una manera d’escalfar la junta de forma uniforme, de manera que sigui el metall, i no el foc, el que faci realment la feina.
Aplicar el flux sense sobrecarregar la junta
Una capa fina i uniforme de flux per a soldar coure a l’extrem net de la canonada i a l’interior de la boca de la connexió. La guia de The Home Depot recomana aplicar el flux només a la zona neta, aproximadament a la profunditat de la copa de la connexió, i després inserir completament la canonada. La capa fina és essencial. El flux protegeix el metall durant l’escalfament i ajuda la soldadura a fluir, però una capa massa gruixuda no és millor. El flux en excés pot cremar-se, coure i deixar més residus.
Manteniu la junta fermament muntada després d’aplicar-hi el flux. Per a soldar canonades de coure amb flux la contacte complet al voltant de la soldadura és tan important com el metall net. Una canonada que no està totalment encaixada, o una racor que es desplaça mentre treballes, pot trencar el camí capil·lar abans que la calor hi entri en joc.
Escalfa la racor en lloc de fondre la soldadura amb la flama
Les persones que pregunten com soldar canonades de coure normalment necessiten un patró de flama fiable més que calor addicional. Les indicacions de Copper.org estableixen una seqüència pràctica que funciona bé tant si soldes canonades de coure amb un llumí de propano com si ho fas amb un altre llumí d’aire-combustible:
- Comença amb la flama perpendicular a la canonada per iniciar el preescalfament de la unió.
- Mou-te al voltant de la circumferència completa perquè el muntatge es calefaci uniformement.
- En les unions horitzontals, no mantinguis la flama sobre la part superior primer. La calor ascendent ja escalfa aquesta zona i la flama directa allà pot cremar el flux.
- Desplaça la flama cap a la copa de la brida, no cap a la cara oberta de la brida.
- Passa la flama d’un extrem a l’altre entre la copa de la brida i el tub, sobre una distància aproximadament igual a la profunditat de la copa.
- Manté la zona més calenta a prop de la base de la copa de la brida perquè la unió es calefaci de forma uniforme.
La soldadura ha de fondre’s en contacte amb la unió escalfada, no directament a la flama.
Aquesta és la regla fonamental darrere de la soldadura de tubs de coure . Si fas fondre la soldadura amb la flama, pot formar gots a l’exterior en lloc d’ésser aspirada cap a la soldadura. Si escalfes massa el coure, el flux pot cremar-se. Copper.org alerta específicament contra l’escalfament excessiu de la unió o la direcció de la flama cap a la cara oberta de la copa de la brida, ja que això pot arruïnar el flux de soldadura.
Saber quan la unió està preparada per a la soldadura
No compteu segons ni endevineu. Llegiu la soldadura pel que fa. La guia de The Home Depot indica que el flux pot començar a xiular mentre la brida es calenta. Això només és una senyal que el metall s’està escalfant. Toqueu la soldadura al costat oposat a la flama. Si no es fon, allunyeu-la i continueu escalfant. Si es fon al contacte i comença a desaparèixer dins la soldadura, la temperatura és la correcta.
Mantingueu la flama a la base de la copa mentre alimenteu lleugerament. Segons copper.org, la soldadura fosca és atreta cap a la font de calor per acció capil·lar, de manera que l’escalfament uniforme és precisament l’objectiu. Una bona soldadura sembla controlada, no espectacular. La soldadura flueix de forma uniforme, el flux roman actiu i la brida absorbeix el material d’emplenament a la junta en lloc de deixar-lo anar cap avall per la canonada. Aquest petit canvi de comportament us indica que la soldadura està preparada per l’alimentació final, el refredament i una inspecció detallada.

Pas 6: Soldar, refredar i inspeccionar les canonades de coure
Quan la brida arriba a la temperatura adequada, el moviment esdevé senzill però precís. Aquesta és la part que la majoria de persones imaginen quan pensen en com soldar tubs de coure, tot i que uns quants hàbits senzills determinen si la junta queda ben estanca o només sembla acabada. Per les brides de tubs soldats, alimenteu la soldadura amb control, atureu-vos tan bon punt la junta l’absorbeix de forma constant i no toqueu l’assemblea fins que s’hagi solidificat.
Alimenteu la soldadura des del costat correcte de la junta
Mantingueu la flama a la brida i toqueu la soldadura al costat oposat a la flama. Això permet que el metall calent faci pujar la soldadura per capil·laritat a través de la separació, en comptes de deixar que goteji a l’exterior. Una regla pràctica d’ Oatey és alimentar una longitud de soldadura aproximadament igual al diàmetre del tub. Això sol ser suficient per obtenir un segell complet sense residus. No intenteu omplir les brides de coure amb més soldadura de la que la junta absorbeix naturalment.
- Mantingueu la flama a la base de la copa de la brida.
- Toqueu la soldadura al costat oposat a la flama.
- Alimenteu lleugerament mentre la junta absorbeix la soldadura.
- Gireu la vostra posició segons calgui per aconseguir un emplenament uniforme al voltant de la circumferència.
- Retireu la flama un cop el flux de soldadura es mantingui estable i constant.
- Deixeu completament immòbils la canonada i la connexió mentre la soldadura encara estigui tou.
Deixeu que la junta es refredï naturalment sense pertorbacions
Una junta soldada de nou necessita immobilitat més que manipulació addicional. Girar o colpejar la canonada massa aviat pot debilitar la tenca abans que s’assequi. Esmorzar de forma massa agressiva mentre la soldadura encara estigui líquida pot esborrar la corda o trencar la soldadura de la costura. El Manual de les Canonades de Coure recomana deixar que la junta es refredï de forma natural, ja que el refredament brusc amb aigua pot provocar tensions. Per a la soldadura de canonades de coure, la paciència forma part de l’ofici.
Netegeu i inspeccioneu abans de restablir el servei
Un cop la soldadura ja no estigui líquida i la junta hagi refredat prou per fer-ne la neteja, esborreu el flux restant amb un drap humit. Oatey assenyala que el flux residual pot contribuir a la corrosió i a la pàtina verda que sovint es veu en els tubs de coure antics. Una segona passada amb un drap sec pot deixar un acabat més net, però cal fer-la amb suavitat.
- Indicis positius: un anell de soldadura llis i uniforme al voltant del bord de la copa, una alineació estable i una soldadura que sembli haver-se introduït dins la junta.
- Indicis d’alerta: gotes abundants, acumulacions irregulars, zones cremades, espais buits a l’anell o una branca que s’hagi desplaçat durant el refredament.
- Important: una junta ben feta és un bon indicador, però l’aspecte per si sol no garanteix una estanquitat total.
Per això, una inspecció minuciosa és essencial abans de tornar a posar en servei l’aigua. Moltes juntes problemàtiques semblen acceptables a primera vista, però després revelen que l’humitat, el flux sobrecalentat o una neteja incompleta han interferit silenciosament.
Pas 7: Solució de problemes de fuites en les juntes de tubs soldats
Un anell de soldadura llis pot semblar convincent i, malgrat això, fallar. La majoria de problemes provenen del mateix petit conjunt d’errors: metall brut, control inadequat de la calor, massa o massa poca pasta flux, aigua residual o una rebaba que mai es va eliminar. La guia d’Oatey torna constantment a la preparació, la calor i la neteja per una raó. Quan una unió falla, aquests són els primers llocs on cal mirar.
Per què la soldadura es nega a fluir cap a l’unio
Si la soldadura forma gotes, roman a l’exterior o es nega a capil·lar cap a la junta, normalment l’unio no està realment preparada. Oatey assenyala que la brutícia, l’oli, l’oxidació i les rebabes poden impedir que la pasta flux i la soldadura funcionin com cal. També una temperatura excessiva pot causar aquest tipus de danys des de l’altre extrem. Una canonada ennegrida o una pasta flux que sembla cremar-se ràpidament són indicis clars que l’unio s’ha sobreescalfat. En ambdós casos, afegir més soldadura rarament ajuda. La solució millor és netejar fins a deixar el metall brillant, aplicar una capa prima i uniforme de pasta flux per a la soldadura de canonades de coure i escalfar de nou la brida de forma uniforme.
| Símptoma | Causa Probable | Acció correctiva |
|---|---|---|
| Les gotes de solda es formen o no s'absorbeixen | Metall brut o oxidat, vores, flux cremat, calor desigual | Desmunteu, si cal, netegeu i esgrosseiu de nou, apliqueu una fina capa de flux i escalfi el racord de forma més uniforme |
| La junta sembla completa però perd | La solda s’ha acumulat només a l’exterior, unió incompleta, la canonada no està totalment encaixada | Torneu a fer la junta, assegureu-vos que la canonada està totalment inserida, netegeu ambdós superfícies i torneu a soldar |
| Residus verds o corrosió posteriorment | Hi ha massa flux deixat a la junta o dins d’aquesta | Utilitzeu menys flux, escomeneu l’excedent abans del muntatge i netegeu els residus després del refredament |
| La solda es salta o la junta mai arriba a la temperatura adequada | Encara hi ha humitat a la canonada | Dreneu i assegureu-vos que la canonada estigui completament seca abans de tornar-ho a provar |
| Restricció del flux o problemes recurrents | S'ha saltat el desbavelat | Talleu i torneu a fer la secció després d'haver fet correctament el desbavelat i la neteja |
Què provoca les fuites després que la junta sembli plena
Una junta pot semblar estanca perquè la soldadura s'ha acumulat al seu extrem, tot i que mai no ha fluït completament cap a l'interior de la copa. Això sovint passa quan la canonada no s'ha netejat prou bé, quan la cobertura de flux és irregular o quan la flama ha fet fondre directament la soldadura en lloc de escalfar el metall. Saltar-se el desbavelat afegirà un altre problema. Oatey assenyala que el desbavelat ajuda a suavitzar el flux d'aigua i a prevenir la turbulència o la corrosió futura, però també contribueix a una ajustada més neta i fiable. Per a qualsevol persona que soldi juntes de canonades, l'aspecte només és una pista, no una prova.
- Escalfar la soldadura en lloc de la junta
- Aplicar massa flux
- Utilitzar massa poc flux o deixar zones sense aplicar-lo
- Intentar soldar una canonada de coure amb aigua encara a la canonada
- Ometre la neteja o el desburrat
- Confiar en una gota exterior irregular com a segell complet
Com recuperar-se de la contaminació per aigua o de la sobrecàrrega tèrmica
Les unions defectuoses normalment es tornen a fer més ràpidament que no pas es rescaten. Per a les unions de canonades soldades, no continueu afegint solda a una unió contaminada o cremada i espereu que tanqui estancament. Si hi ha aigua, assegureu-vos que la canonada estigui completament seca abans de tornar-la a escalfar. Si el metall està brut o oxidat, desmunteu-la i netegeu-la de nou. Si la unió s’ha ennegrit molt a causa de l’excés de calor, sovint és més segur tornar a treballar aquesta secció.
Si esteu buscant com soldar tubs de coure amb aigua dins, o us pregunteu si es pot soldar un tub de coure amb aigua atrapada més avall de la canalització, la resposta pràctica és senzilla: una canonada seca us dona les millors possibilitats d’èxit. Aquesta també és l’actitud més intel·ligent per reparar tubs de coure. Resoleu la causa, no només el símptoma. Una reparació ben feta visualment encara ha de demostrar la seva eficàcia quan torni la pressió.
Pas 8: Proveu la soldadura i coneixeu-ne els límits
Fins i tot una cordó net visualment ha de guanyar-se la vostra confiança sota pressió. Després de tots els tallats, netejades, escalfaments i resolucions de problemes, la veritable prova arriba quan la canonada torna a entrar en servei. Aquesta comprovació final és fonamental, tant si esteu aprenent per primera vegada com soldar canonades de coure per a instal·lacions sanitàries com si esteu reparant una avaria particularment obstinada.
Proveu la soldadura abans de donar per finalitzat el treball
Restableix el servei progressivament i observa la junta mentre la canonada recupera la pressió. Manté la zona seca perquè fins i tot una filtració mínima sigui fàcil de detectar. A continuació, reinspecciona-la després que l’aigua hagi circulat normalment durant un curt període, ja que algunes juntes febles no es manifesten a primera vista. Un anell net de soldadura és un bon indicador, però l’únic criteri real per aprovar o rebutjar la junta és senzill: roman seca durant l’ús normal?
- Obre l’alimentació progressivament i permet que la canonada recuperi la pressió.
- Inspecciona immediatament la zona soldada en cerca de gotes, suor o filtracions lentes.
- Neteja la junta i observa-la de nou per confirmar que l’humitat no reapareix.
- Inspecciona les fixacions i els suports de la canonada circumdants, no només la junta que has escalfat.
- Torna a comprovar-ho després que el dispositiu o la canonada hagi funcionat normalment.
- Si es produeix qualsevol filtració, tanca l’aigua i torna a fer la junta, en lloc de confiar-hi.
Saber quan no cal soldar tubs de coure
Si has arribat aquí buscant com soldar tubs de coure, aquest és el moment en què la tria del mètode importa més que la persistència. Les recomanacions de SolderWeld és útil: la soldadura i la braçadura milloren la resistència i la durabilitat, mentre que la pressió ofereix velocitat, instal·lació sense calor i una forta resistència a les vibracions, tot i que els costos de les eines i les connexions són més elevats. Per tant, si la junta es troba en una zona on no es pot fer servir flama, el sistema funciona a una temperatura superior a la de les canonades habituals o necessiteu moltes connexions ràpides, la soldadura ja pot no ser la millor opció.
Si esteu buscant com connectar tubs de coure sense soldar, les connexions mecàniques homologades i els sistemes de pressió sovint són l’opció més intel·ligent. Si la vostra cerca ha passat a com soldar coure a coure o com es solda el coure, probablement us trobeu fora de les reparacions habituals de canonades i entreu en l’àmbit de la fabricació especialitzada. Per a la majoria de tasques domèstiques, saber com soldar canonades de coure és l’habilitat que dóna resultats, no la soldadura per fusió real.
Quan té sentit recórrer al suport de soldadura en producció
Soldar tubs de coure petits i produir soldadures en línia pertanyen a mons diferents. Un colze que perda aigua sota un lavabo és una feina de fontaneria. La soldadura robòtica per a estructures de vehicles és un procés de fabricació basat en la repetibilitat, la traçabilitat i el control de qualitat de gran volum.
| Situació | Millor Opció | Per què s’hi adapta |
|---|---|---|
| Fabricants automobilístics que necessiten muntatges soldats de xassís | Shaoyi Metal Technology | Ofereix soldadura especialitzada per a components de xassís d’alt rendiment mitjançant línies avançades de soldadura robòtica i un sistema de qualitat certificat segons la norma IATF 16949, amb capacitats personalitzades per a acer, alumini i altres metalls. |
| Serveis de coure amb temperatures més elevades, HVAC o refrigeració | Soldadura tova | La braçatura requereix més calor que la soldadura i és més adequada quan les condicions de servei són més exigents. |
| Reparacions sense calor, espais on està prohibit fer servir flama o instal·lacions centrades en la velocitat | Fixacions mecàniques per pressió o d’altres tipus homologades | És la millor opció quan el risc d’incendi, les condicions humides o la necessitat d’una instal·lació ràpida superen els avantatges d’una unió realitzada amb llança. |
La conclusió és senzilla. Si la junta supera la inspecció i roman seca en servei, heu fet bé la feina. Si les condicions ja no són adequades per a la soldadura, passar a la braçadura, als accessoris mecànics o a la fabricació professional no és rendir-se. És senzillament un bon criteri.
Preguntes freqüents sobre la soldadura i la soldadura de tubs de coure
1. Es pot soldar realment tubs de coure?
Sí, però els tubs de coure estàndard utilitzats en instal·lacions de canoneries rarament es solden per fusió. La majoria de les juntes domèstiques es fan mitjançant soldadura, i els sistemes que requereixen temperatures més altes sovint utilitzen la braçadura. La soldadura pròpiament dita fon el coure mateix, cosa que exigeix més habilitat i un control més precís de la calor, de manera que normalment es reserva per a la fabricació o per a reparacions especialitzades, i no per a treballs habituals en canoneres d’aigua.
2. He de soldar o braçar tubs de coure?
La soldadura és normalment la millor opció per a les canonades de fontaneria habituals, ja que utilitza menys calor i funciona bé amb les connexions de coure habituals. La braçatura és més adequada quan la tuberia estarà sotmesa a temperatures més altes o a condicions de servei més exigents, com ara treballs relacionats amb la refrigeració. Si la zona és humida, estreta o insegura per fer servir una flama oberta, una connexió mecànica pot ser una solució més intel·ligent que qualsevol de les dues opcions.
3. Per què no entra la soldadura a la meva unió de coure?
Una mala fluïdesa de la soldadura sol indicar un problema de preparació o de càrrega. Les causes habituals inclouen l’oxidació del coure, les vores afilades (burras) deixades després de tallar, l’excés d’humitat a l’interior del tub, la fluxa cremada o una flama dirigida cap a la soldadura en lloc de cap a la connexió. La solució habitual consisteix a desmuntar la unió, netejar ambdós superfícies fins a deixar-les brillants (metal nu), reaplicar una fina capa de fluxa i escalfar la unió de forma uniforme.
4. Es pot soldar una canonada de coure amb aigua encara dins?
No de forma fiable. Fins i tot una petita quantitat d’aigua pot refredar massa ràpidament la junta, impedir que la connexió arribi a la temperatura adequada i provocar esquitxades o un segellat feble. Tanqueu l’alimentació, alleugeu la pressió, buideu completament la canonada i assegureu-vos que la secció estigui seca i estable abans de reprendre l’ús del torxó. Si l’aigua continua reapareixent, utilitzeu una millor aïllament o canvieu a una connexió sense calor homologada per a aquesta aplicació.
5. Com es poden connectar canonades de coure sense soldar, i quan cal cridar un professional?
Les unions de compressió, les unions ràpides i els sistemes de pressió són formes habituals d’unir coure sense soldar. Són especialment útils en espais on està restringit l’ús de flama, per a reparacions ràpides o en situacions en què la canonada no es pot assecar completament. Truqueu a un instal·lador autoritzat quan la reparació es trobi a prop de cablejat ocult, aïllament, parets acabades o equips sensibles al codi tècnic. Si la feina passa a la fabricació metàl·lica industrial en lloc de la instal·lació de canonades, un soci especialitzat en soldadura com ara Shaoyi Metal Technology és més adequat que la soldadura in situ.