 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

L’alumini anoditzat es rovella? Per què la rovellada no és el risc real
L’alumini anoditzat es rovella?
Es rovella l’alumini anoditzat ? No. La rovellada és òxid de ferro, de manera que es forma sobre el ferro i l’acer, però no sobre l’alumini. Si us plau, tingueu en compte que l’alumini anoditzat no es rovella, ni tan sols després del procés d’anodització. Tot i això, l’alumini pot corroir-se, oxidar-se, tacar-se o desenvolupar pittings quan l’entorn és prou agressiu.
L’alumini no produeix la típica rovellada vermella del ferro, però encara pot patir corrosió que afecti l’aspecte i, en casos més severos, el propi metall.
Aquesta diferència és important perquè moltes persones, en veure zones opaques, blanquinoses o residus blancs, assumeixen que estan observant rovellada d’alumini. En termes senzills, normalment no és així. L’alumini es comporta de manera diferent de l’acer perquè la seva superfície reacciona amb l’oxigen d’una manera que sovint l’ajuda a protegir-se.
Resposta clara a la pregunta: l’alumini anoditzat es rovella?
L'alumini fresc forma ràpidament una fina i dura pel·lícula d'òxid quan es troba exposat a l'aire. Les indicacions de Kloeckner Metals descriuen aquesta capa d'òxid com la raó fonamental per la qual l'alumini resisteix la corrosió. Així doncs, l'alumini és resistent a la corrosió? En general, sí. Però «resistent a la corrosió» no és el mateix que «immun contra la corrosió». Les sals, els contaminants i els productes químics agressius poden deteriorar aquesta superfície protectora i provocar atacs locals.
Rogallós vs corrosió vs oxidació en llenguatge senzill
- Cors : òxid de ferro, el producte de descomposició de color marró-rodiós que es veu al ferro i a l'acer.
- Corrosió : el procés més ampli de deteriorament d'un metall a causa del seu entorn.
- Oxidació : una reacció amb l'oxigen. En l'alumini, això crea ràpidament una capa d'òxid protectora.
- Pel·lícula d'òxid passiva : la fina capa d'òxid d'alumini que protegeix el metall subjacent fins que l'entorn la degrada.
Per això, la pregunta «l'alumini és resistent a la corrosió?» sol rebre normalment una resposta afirmativa amb reserves. L'alumini es protegeix naturalment, però només dins de certs límits.
Per què el residu blanc no és el mateix que el rogallós
La corrosió de l'alumini sol tenir un aspecte blancós, grisenc, opac o polsós, en lloc de descascarillat i vermell. Reliance Foundry mostren que l'òxid d'alumini tendeix a formar un canvi superficial dur, blancós o polsós, i no la rovellà clàssica. El residu blanc pot ser un indici d'oxidació superficial o d'un altre canvi superficial, i no és automàticament un senyal de fallada estructural.
La idea fonamental és senzilla: l'alumini es protegeix ell mateix mitjançant un òxid, i l'anodització amplia aquest comportament d'una manera més controlada.

Què és l'alumini anoditzat i com el protegeix
Si la primera pregunta és què és l'alumini anoditzat, la resposta més senzilla és aquesta: és alumini la superfície del qual s'ha convertit deliberadament en una capa d'òxid més gruixuda i controlada mitjançant un procés electroquímic. Aquest punt és important perquè el significat de l'alumini anoditzat no és simplement «alumini amb un recobriment». És alumini amb una superfície que s'ha transformat.
El que realment implica el significat de l'alumini anoditzat
Les indicacions de fabricació de SAF i Can Art descriu l’anodització com un procés electroquímic que converteix la superfície metàl·lica en una capa d’òxid anòdic duradora. En altres paraules, què vol dir «anoditzat»? Vol dir que la pròpia superfície s’ha format a partir del metall base. Per això, aquest alumini anoditzat es comporta de manera diferent respecte als components pintats o recoberts amb pols.
L’anodització no cobreix simplement l’alumini. Converteix la superfície exterior en una capa d’òxid protectora que forma part integrant del metall.
Com l’anodització de l’alumini construeix una capa protectora
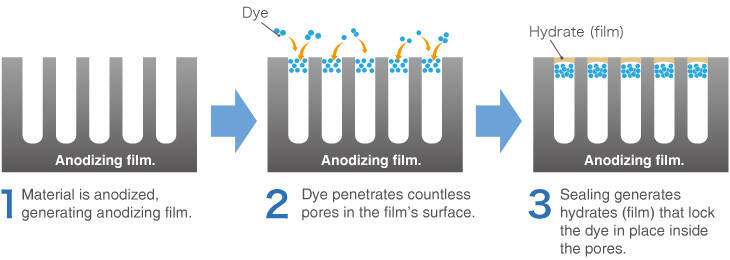
Per als lectors que pregunten què és l’alumini anoditzat , el procés és més fàcil d’entendre si es desglossa en passos:
- Netegeu l’alumini . S’eliminen els olis, la brutícia i els residus industrials perquè la superfície reaccioni de manera uniforme.
- Col·loqueu-lo en un bany electrolític . L’alumini es converteix en l’ànode del circuit elèctric.
- Aplicar el corrent actual l’oxigen reacciona amb la superfície i fa créixer l’òxid d’alumini cap enfora i cap endins des del metall.
- Crear una estructura d’òxid porosa sAF assenyala que els recobriments anòdics contenen nombrosos porus petits.
- Tancar els porus el sellat hidrata i tanca aquests porus, millorant la resistència química i fent que l’acabat duri més temps.
Aquest pas de sellat és fàcil d’ignorar, però té un efecte real. SAF alerta específicament que la anodització mal sellada té una resistència química deficient. Can Art assenyala també que les aproximacions a la anodització poden variar, i aquestes diferències influeixen en el rendiment davant el desgast i la corrosió. Per tant, la resposta a què és l’alumini anoditzat no es refereix només a l’aspecte, sinó també a la qualitat del procés.
Per què el recobriment d’alumini anoditzat és diferent de la pintura
Un acabat d’alumini anoditzat sovint es denomina revestiment en el llenguatge quotidià, però no actua com una pintura ni com un revestiment en pols. Els acabats orgànics es troben sobre el metall. Poden escampar-se, desprendre’s o descascarillar-se si falla l’adhesió. L’anodització, per altra banda, és integral al substrat, la qual cosa explica per què la SAF afirma que no pot desprendre’s ni descascarillar-se.
Aquesta diferència es fa evident en l’ús real. Un ratllat a través de la pintura pot exposar el metall nu sota una pel·lícula. Un ratllat en l’alumini anoditzat pot marcar o trencar localment la capa convertida, però l’acabat circumdant continua sent adherit perquè és la pròpia superfície del metall. El compromís és que la protecció encara depèn de l’espessor, el sellat i les condicions d’ús, especialment quan hi intervenen vores, abrasió, sal o netejadors agressius.
On l’alumini anoditzat encara troba problemes
La durabilitat en exteriors sembla senzilla fins que entren en joc la sal, la brutícia i la química. L’anodització confereix a l’alumini una barrera d’òxid més dura i més gruixuda, de manera que normalment suporta bé la llum solar, la pluja i les condicions meteorològiques habituals. Linetec assenyala que l’anodització AAMA 611 classe I, de 0,7 mil (o 18 micròmetres) o superior, està destinada a productes edificatoris d’exteriors i ofereix una millor resistència química que la classe II. Això la converteix en una bona opció per a serveis normals en exteriors, però no és una garantia absoluta en tots els entorns.
On l’alumini anoditzat funciona bé en exteriors
En exposició exterior ordinària, el revestiment frena corrosió de l'alumini fent més difícil que l’entorn arribi al metall subjacent. Si us plau, indiqueu corroderà l’alumini a l'exterior, la resposta honesta és sí, ho pot fer, però les peces anoditzades ben especificades sovint hi resisteixen eficaçment en condicions meteorològiques generals. Les ubicacions interiors seques, els entorns urbans moderats i les superfícies que es netegen amb la pluja solen ser molt menys exigents que les zones costaneres, les zones d'esquitx, o les àrees amb forta contaminació industrial. Per a moltes aplicacions, l'anoditzat proporciona una protecció útil contra la corrosió de l'alumini i el tipus de protecció contra la corrosió de l'alumini que esperen els compradors d'un acabat de baixa manteniment.
Les recomanacions de manteniment de Linetec assenyalen també que les necessitats de neteja augmenten en àrees industrials intenses, regions costaneres embossades i espais protegits on els sediments romanen acumulats. Això és rellevant perquè un acabat pot funcionar bé a la cara oberta d'una peça, però esdevé més vulnerable en aquelles zones on la brutícia, la condensació o les sals queden atrapades.
Quan els clorurs i els agents de neteja agressius causen corrosió
Aquí és on es mostren els límits. Hidro descriu la corrosió per picadures com el tipus de corrosió més habitual en l'alumini i afirma que és típica en aigua de mar i en ambients humits on hi ha sal. Les sals basades en clorurs i sulfats són especialment importants, i les sals àcides o alcalines poden augmentar la taxa de corrosió per picadures. Linetec afegeix que fins i tot els acabats anoditzats duradors poden deteriorar-se per acció d'àcids forts, materials altament alcalins, morter, àcid muriàtic i eines molt abrasives.
- Aire marí, esprai d'aigua de mar i sals descongelants
- Ubicacions humides i riques en sal, amb cicles repetits d'humitat i sequera
- Depòsits industrials i escorrentia contaminada
- Morter, esquitx de formigó, guix i netejadors per a maçoneria
- Netejadors forts àcids o altament alcalins
- Superfícies escalfades pel sol i exposades a netejadors reactius
- Rajoles, butxaques o formes que retenen humitat
- Fregament abrasiu, raspadors metàl·lics i desgast superficial
Aquestes condicions no garanteixen la fallada, però sí que augmenten la probabilitat d’un atac localitzat. En molts casos reals, el primer indici és la presència de petites cavitats, taques o una superfície rugosa, en lloc d’una pèrdua espectacular de secció.
Per què la resistència a la corrosió de l’alumini té límits reals
Bona resistència a la corrosió de l’alumini és real. Simplement no és il·limitada. Hydro assenyala que les cavitats a l’aire lliure sovint només arriben a una fracció menyspreable de l’escorça del metall, de manera que el problema és freqüentment estètic abans que estructural. Tot i això, l’atac és local i aleatori, cosa que fa més difícil avaluar la corrosió només mitjançant l’aspecte visual. Una peça visible pot deixar de ser acceptable molt abans que esdevingui feble.
Per això, en cas d’exposició severa cal prendre decisions conservadores. Utilitzeu la classe d’acabat adequada per a l’entorn. Eviteu productes químics agressius. Dissenyi per a la drenatge, no per a l’acumulació d’aigua. Rentau la sal i els residus de construcció abans que hi romanquin. En termes senzills, l’alumini anoditzat és resistent a la corrosió de l’alumini en molts entorns exteriors, però no és resistent al clorur, a l’abrasió ni als mals hàbits de manteniment. El punt feble sol ser un lloc concret de la peça, no tota la superfície, i això es fa encara més evident quan hi ha ratllades, vores tallades i forats perforats.
L’alumini anoditzat es desgasta després de les ratllades?
Una superfície anoditzada resistenta no és invencible. La fricció repetida, els impactes, els tallats o les perforacions poden danyar-la localment. El punt clau és que la zona anoditzada circumdant normalment roman intacta, perquè la capa es forma a partir de l’alumini mateix, no s’aplica com una pintura. Així doncs, una revestiment d’alumini anoditzat normalment no falla per descamació generalitzada, però les zones desgastades fins a l’extrem poden exposar el metall nu i convertir-se en punts febles locals.
L’alumini anoditzat es desgasta o roman protector?
En condicions normals d’ús, l’acabat roman protector durant molt de temps. Sota abrasió, tanmateix, l’ acabat anoditzat de l’alumini pot arrossegar-se, esmolar-se o desgastar-se en punts de contacte elevat, com ara les guies de lliscament, les zones de suport, les manetes o els seients dels elements de fixació. El PMF de l’AAC indica que el recobriment dur anoditzat ratllat o escairat, de vegades, es pot reparar, però si s’ha afectat el metall base, caldrà reparar mecànicament el substrat mateix. Aquesta és la resposta pràctica a la pregunta es desgasta l’alumini anoditzat : no com una pintura que s’esquileixa, ni tampoc a tot arreu alhora, però sí que pot produir-se una perforació local.
Què canvia una ratlla en superfícies planes
En una cara plana ampla, una marca lleu pot ser principalment estètica. Si la ratlla només canvia de color o de brillantor, gran part de la barrera encara fa la seva feina. El risc canvia quan la marca talla l’òxid i revela alumini nou. Això no vol dir que el dany es propagui de forma invisible sota l’acabat, però sí que vol dir que s’ha perdut la protecció en aquell punt exacte. Les recomanacions de manteniment de Light Metals Coloring suggereixen vigilar les àrees compromeses per detectar picades, decoloracions i textures rugoses.
| Profunditat del ratllat | Símptomes visibles | Protecció restant | Resposta recomanada |
|---|---|---|---|
| Rascall de la superfície | Empastament, lleuger canvi de color, tacte llis | La major part de la capa anoditzada roman intacta | Neteja, enxagua i vigila |
| Rascall superficial | Línia fina, lleuger textura, sense metall brillant evident | L’acabat circumdant continua protegint, però la barrera local pot estar reduïda | Manté-ho net i inspecciona’n els canvis |
| Rascall o esgarrapada que penetra la capa protectora | Alumini brillant, ranura rugosa, marca que atrapa la brutícia | Metal base exposat a la zona danyada | Valorar la reparació, especialment en espais exteriors o a prop de sal |
| Desgast repetit fins a l’exterior | Marques irregulars per fregament als punts de contacte, cantonades o zones de lliscament | Protecció perduda on el fregament elimina contínuament material | Reduir el contacte, aïllar els components metàl·lics, avaluar les opcions de reparació |
| Tall o forat realitzat després de l’acabat | Metal nou al cantell, vora afilada, superfície interior sense acabar | Cap protecció anòdica a la superfície nova tallada | Elimineu les vores afilades, protegiu-les si cal i inspeccioneu-les regularment |
Per què les vores tallades i els forats perforats necessiten una atenció especial
Les vores i les característiques mecanitzades es comporten de manera diferent de les cares planes. Un extrem tallat amb serra o un forat perforat in situ després de l’acabat és alumini nu en aquesta nova superfície. En canvi, els forats realitzats abans de l’anodització poden ser recoberts, i l’AAC assenyala que l’anodització fins i tot modifica les dimensions, ja que l’òxid creix parcialment cap a l’interior i parcialment cap a l’exterior. Per això, la seqüència de fabricació és fonamental. A més, les vores afilades, els extrems tallats i els cantells dels forats estan subjectes a un desgast localitzat per la manipulació i el muntatge, de manera que la corrosió de l’alumini anoditzat és més probable que aparegui primer en aquests punts si s’hi acumula humitat o sals.
Per a peces d’alt valor o difícils de substituir, l’AAC també descriu l’anodització amb brotxa com un mètode de reparació portàtil que pot restablir la continuïtat sobre una àrea danyada. Tot i això, no tota marca requereix una reparació. El pas inicial més intel·ligent és una inspecció minuciosa.
- Busqueu l’exposició metàl·lica brillant en ratllades, cantells i extrems tallats.
- Palpeu la rugositat, les depressions o les vores elevades en lloc d’una marca estètica llisa.
- Comproveu les zones de desplaçament, els assents dels elements de fixació i els punts de suport per a desgast repetit.
- Inspeccioneu els forats perforats i les vores tallades després de qualsevol modificació realitzada in situ.
- Observeu si la decoloració roman estable o continua expandint-se des del metall exposat.
Si una marca roman llisa i sense canvis, pot ser principalment estètica. Si es torna rugosa, profunda o picada, el problema ja ha trascendit l’aspecte. Aquí és on comença la valoració real: distingir el desgast superficial inofensiu dels danys que indiquen una pèrdua activa de material.
Com diferenciar el desgast estètic dels danys reals
Una inspecció atenta és important perquè no tota marca pàl·lida significa que el metall s’estigui corrent activament. Les persones que pregunten l’alumini es torna? sovint observen un empal·lidiment, taques o decoloració, no una oxidació real. MetalTek indica que l’alumini no s’oxida perquè no conté ferro, mentre que Auto Technology explica que la corrosió de l'alumini normalment té un aspecte clar o blanc, en lloc d'orangé-marró.
L'alumini anoditzat mancat, farinós o opac pot tenir una mala aparença, però encara així no es rovella com l'acer.
Canvis estètics que no signifiquen rovellament
Moltes marques blanques o nuboses són problemes a nivell superficial o oxidació lleu, i no una pèrdua profunda del metall. Products Finishing indica que les taques blanques sobre l'alumini anoditzat són habituals i no sempre provenen d'una única causa. Alguns defectes formen part del recobriment anòdic, mentre que d'altres simplement es troben a la superfície. La contaminació de l'aigua de rentat, els clorurs, la química de procés atrapada, les condicions de tintat, els residus de sellat i la taca per fums càustics poden deixar marques pàl·lides que semblen pitjors del que realment són.
Per això les cerques de alumini rovellat oR alumini rovellat soven reflecteixen una confusió visual. Un panell opac o un residu blanc pot ser poc estètic, però no és automàticament un indici de fallada.
Senyals de corrosió real de l'alumini
Els senyals d'advertència canvien quan la superfície es torna rugosa, fortement localitzada o més profunda amb el pas del temps. Auto Technology descriu la corrosió per picadures com a petites cavitats profundes causades per un atac localitzat de clorurs. La mateixa font assenyala que la corrosió per escletxes es desenvolupa en espais estrets on s’acumulen humitat i contaminants. Aquests patrons mereixen més atenció que una opacitat uniforme o una taca estable.
| Condició | El que l'usuari pot observar | Causa Probable | Principalment estètic o potencialment estructural |
|---|---|---|---|
| Empetjiment general o pèrdua de brillantor | Aspecte pla, descolorit o lleugerament farinós | Envelleciment normal o oxidació superficial lleugera | Principalment estètic |
| Punts blancs o residus | Puntets pàl·lids, taques nuboses o tinció lleu | Problemes amb l’aigua de rentat, clorurs, residus de tint o de segellador, productes químics atrapats o depòsits superficials | Sovent cosmètic, però cal inspeccionar-lo si és rugós o s’estén |
| Marques d’aigua o taques lleugeres | Marques irregulars amb poca o cap variació de textura | Depòsits deixats a la superfície després de l’exposició o del secat | Principalment estètic |
| Pitting | Cavitats puntuals, sensació rugosa, atac localitzat | Corrosió provocada per clorurs | Pot ser estructural si es fa més profunda |
| Atac als vores o danys en zones estretes (creus) | Pèrdua notable de metall a les vores, unions o sota els elements de fixació | Humitat i contaminants atrapats en zones estretes | Potencialment estructural |
Quan el dany superficial es converteix en un problema estructural
Per tant, l'alumini és resistent a la rovellada ? No en sentit absolut. No pot formar rovella de ferro, però encara pot corroir-se. El llindar pràctic és senzill: la descoloració estable sol ser un problema d’aspecte, mentre que les pites que creixen, la rugositat i l’atac profund als vores o forats indiquen una pèrdua activa de material. Si una marca continua fent-se més profunda, atrapa residus o es propaga des d’una àrea exposada, cal avaluar-la més atentament.
Els lectors que cerquen alumini rovellat solien intentar prendre precisament aquesta decisió. Un cop podeu interpretar correctament la superfície, les comparacions entre alumini nu, acabats anoditzats, sistemes pintats, recobriments en pols i acer inoxidable esdevenen molt més útils.
Alumini anoditzat respecte a alumini i acer inoxidable
Les pistes superficials només expliquen una part de la història. Quan els compradors comparen acabats, realment es pregunten quin material els ofereix la millor margen abans que les taques, les ratllades o l’exposició a la sal es converteixin en corrosió real. Això fa que alumini anoditzat vs alumini només una part de la decisió. La visió global inclou també l'alumini pintat, l'alumini recobert amb pols i l'acer inoxidable.
Alumini anoditzat vs alumini en servei diari
En el dia a dia comparació entre alumini i alumini anoditzat , tots dos materials conserven la principal avantatge de l'alumini: no formen rovell de ferro vermell. L'alumini sense tractament ja es protegeix amb una pel·lícula d'òxid natural, però pot perdre brillantor, tacar-se o patir corrosió en condicions més agressives. L'anodització reforça aquesta superfície d’una manera controlada. Les dades de INCERTEC mostren que l’anodització convencional pot augmentar la duresa superficial des d’uns 38-44 HRC en alumini sense anoditzar fins a uns 48-55 HRC, mentre que l’anodització dura pot arribar als 60-70 HRC. En termes pràctics, això sol significar una millor resistència a l’ús, una millor retenció de l’aspecte i un acabat metàl·lic més durador.
Per tant, la tria real és senzilla. L’alumini sense tractament sovint representa la base més econòmica i lleugera. L’alumini anoditzat aporta una superfície més resistente i normalment conserva el seu aspecte durant més temps en serveis exteriors o d’alt contacte.
Alumini pintat i recobert amb pols comparat
El color canvia l'equació. Si voleu un aspecte metàl·lic, l'anodització continua sent una opció forta. Si voleu una major llibertat de colors, els sistemes pintats i recoberts amb pols pugen en la llista. Les recomanacions per a ús exterior de MaidaTech situen tant l'anodització com el recobriment amb pols entre els acabats que ajuden l'alumini a resistir millor a l'exterior, i els valora com a excel·lents pel que fa a la durabilitat. La mateixa font situa l'anodització a un cost mitjà, amb un aspecte mat o metàl·lic, mentre que el recobriment amb pols ofereix un acabat colorit a un cost baix-mitjà.
Tot i això, aquests acabats no envellieixen exactament de la mateixa manera. L’anodització forma part de la superfície d’alumini, de manera que no s’escampa com una capa aplicada. Les peces pintades i recobertes amb pols depenen més de l’estat de la barrera afegida en les ratllades, esquerdades i vores. Si la uniformitat de l’aspecte i la coincidència de colors són el factor més important, els recobriments aplicats poden ser atractius. Si, en canvi, predomina l’aspecte metàl·lic a llarg termini i la resistència a les ratllades, l’anodització sol semblar més robusta sobre el paper.
Anodització dura respecte a l’acer inoxidable per a l’elecció contra la corrosió
Anodització dura respecte a l’acer inoxidable és un compromís clàssic. INCERTEC assenyala que l’alumini anoditzat té aproximadament un terç del pes de l’acer inoxidable. MaidaTech enumera densitats d’uns 2,7 g/cm³ per a l’alumini i d’uns 8 g/cm³ per a l’acer inoxidable. Aquesta diferència de pes és rellevant en productes que es mouen, pengen, es transporten o necessiten una instal·lació més fàcil.
La diferència entre alumini i acer inoxidable no és només el pes, però. L’acer inoxidable sol oferir una resistència a la compressió més elevada i una millor resistència als impactes, mentre que l’alumini ofereix un pes inferior, una manipulació més fàcil i un comportament molt bo davant la corrosió en molts entorns exteriors. El rendiment davant la corrosió depèn també de l’entorn. L’acer inoxidable és altament resistent, però INCERTEC assenyala que els clorurs poden provocar corrosió per picades i corrosió per escletxes, i MaidaTech afegeix que algunes classes, com la 304, poden anar adquirint taques o picades amb el temps en zones properes a la sal, mentre que la 316 és l’opció més segura per a l’exposició directa a l’aigua de mar. En moltes aplicacions exteriors, alumini versus acer inoxidable és menys qüestió d’escollir un guanyador universal i més aviat d’escollir la feblesa que puguis controlar millor.
| Material o acabat | Comportament corrosiu | Resposta a ratllades i vores | Manteniment i aspecte | Posició relativa de cost | Millor Opció |
|---|---|---|---|---|---|
| Alumini no recobert | Bon protecció natural per l’òxid, però més exposat a taques i picades en presència de clorurs | Les ratllades exposen directament metall nou, tot i que la corrosió tendeix a quedar localitzada | Baix manteniment, però l’aspecte pot esvair-se més ràpidament a l’exterior | Nivell bàsic més baix | Components exteriors generals on el cost reduït i el pes reduït són els factors més importants |
| Alumini anoditzat | Millor resistència a la corrosió superficial gràcies a una capa d’òxid controlada | Millor resistència a les ratllades i al desgast que l’alumini sense tractament, però els danys profunds poden exposar localment el metall base | Bon manteniment de l’aparença metàl·lica amb neteja periòdica | Mitjà | Productes exteriors, components arquitectònics, acabats decoratius i components de contacte freqüent |
| Alumini pintat | La protecció depèn de l’estat del sistema de pintura aplicat | Les esquerdes, els talls i els danys als cantells són rellevants perquè interrompen l’acabat protector | Gran flexibilitat cromàtica, però cal vigilar l’estat on la pel·lícula està danyada | Depenent del sistema | Projectes que prioritzan el color i la coincidència visual |
| Alumini amb recobriment en pols | Acabat apte per a l’exterior que ajuda a protegir contra l’oxidació i la radiació UV | Durador, però cal inspeccionar les esquerdes i les ruptures als cantons | Excel·lent durabilitat amb una àmplia gamma d’opcions de colors | Baix a mitjà | Envoltenys exteriors, panells i components destinats a l’usuari, tots en color |
| Acer inoxidable | Molt bona resistència a la corrosió, però els clorurs poden provocar manches, picades o atacs per corrosió de fissures, segons la qualitat | Normalment menys dependent de l’acabat que l’alumini recobert, encara que les fissures i la contaminació superficial segueixen sent importants | Aspecte de llarga durada amb neteja, especialment quan es tria la qualitat adequada | Superior | Servei d’alt nivell d’ús, estructural o sotmès a forts impactes |
La taula deixa clar una cosa: cap acabat guanya totes les categories. La millor opció depèn de si la vostra prioritat és el pes, l'aspecte metàl·lic, el color, la resistència als impactes o la resistència als clorurs. També depèn dels detalls de muntatge, perquè l'acer inoxidable i l'alumini poden comportar-se de manera molt diferent un cop comparteixen humitat, elements de fixació i sal de carretera al mateix producte.

Prevenció de la corrosió de l'acer inoxidable i de l'alumini en servei
Un bon rendiment de l'acabat pot quedar anul·lat per condicions normals d'ús. Les pel·lícules de sal, els residus de productes netejants, l'humitat atrapada i els elements de fixació de metall mixt sovint són el que transformen una superfície anoditzada duradora en un problema local de corrosió. El costat positiu és que la prevenció sol ser factible.
Pràctiques de neteja que protegeixen els acabats anoditzats
Linetec recomana netejar l'alumini anoditzat amb solucions de sabó suau i draps tous, esponges o brotxes, seguit d'un enrentat exhaustiu amb aigua neta. La mateixa orientació alerta contra l'ús de netejadors àcids o alcalins forts, la neteja de superfícies escalfades pel sol i la fregada abrasiva excessiva. També assenyala que les zones costaneres brumoses, les àrees industrials i els recerques protegides acumulen més sals i brutícia, per la qual cosa normalment necessiten una neteja més freqüent.
- Identifiqueu l'acabat i netegeu només quan la superfície estigui fresca.
- Enrentegeu la brutícia, la sal i la grisa solta amb aigua neta.
- Netegeu amb sabó suau utilitzant un drap tou, una esponja o una brotxa tova.
- Enrentegeu exhaustivament perquè no quedin residus del producte netejador sobre el metall.
- Assequeu o deixeu assecar a l'aire la superfície i, tot seguit, inspeccioneu les vores, els forats perforats, les zones de contacte dels elements de fixació i les àrees recerquides.
Si cauen sobre la peça salpicadures de formigó, sal de desgelació o residus de productes químics agressius, cal eliminar-los immediatament. És el temps d'exposició prolongat el que sovint converteix un petit depòsit en taques o en atacs locals.
Com comença la corrosió de l'acer inoxidable i l'alumini
Si us plau, penseu l'acer inoxidable reacciona amb l'alumini , o l'alumini reacciona amb l'acer inoxidable , la resposta pràctica és sí quan la humitat tanca el circuit. Professional BoatBuilder explica que la corrosió galvànica comença quan l'alumini entra en contacte elèctric amb un metall més noble i hi ha present un electròlit, com ara aigua de mar, aigua dolça, humitat, esprai o pluja. En aquest parell, l'acer inoxidable és més noble, de manera que l'alumini és el metall més propens a corroir-se.
La reacció entre l'acer inoxidable i l'alumini la gent sol preocupar-se no és normalment el contacte sec i espectacular. Els problemes comencen on el contacte metall-metall, la humitat i la contaminació atrapada actuen conjuntament. Per això la corrosió de l'acer inoxidable i l'alumini sovint apareix primer al voltant dels elements de fixació, les brides, els cantells tallats i les escletxes que acumulen brutícia. El mateix article de Professional BoatBuilder també posa d'espera les zones amb aigua estancada i manca d'oxigen com a zones de risc tant per a l'acer inoxidable com per a l'alumini, fet que fa especialment important segellar i inspeccionar les unions humides.
Passos senzills de disseny que redueixen el risc galvànic
- FES: aïlleu els elements de fixació d'acer inoxidable de l'alumini amb arandelles de niló, mànigues de plàstic, juntes de cautxú o altres separadors no conductors, segons descriu Sinoextrud.
- FES: apliqueu completament un segellant als elements de fixació i tanqueu els forats dels elements de fixació perquè l'aigua no pugui quedar estancada sota la unió.
- FES: dissenyi per al drenatge i la circulació de l'aire en lloc de crear trampes per a l'aigua.
- FES: inspeccioneu regularment les vores fabricades i els forats perforats, ja que aquestes característiques locals es poden deteriorar més fàcilment durant l'ús.
- No ho facis: suposeu que l'anoditzat sol no aturaria la corrosió entre acer inoxidable i alumini si la unió roman humida.
- No ho facis: deixin sal, residus de productes netejants o restes de construcció sobre superfícies protegides.
- No ho facis: confiïn en revestiments danys o incomplets on encara hi ha contacte directe.
En termes plans, corrosió galvànica entre alumini inoxidable i alumini és menys sobre els metalls en si mateixos i més sobre com es neteja, segella, drena i aïlla el conjunt. Si es controlen aquests detalls, la corrosió galvànica entre alumini i acer inoxidable esdevé molt menys probable. Aquest tipus de fiabilitat en servei normalment comença molt abans, amb la manera com es va especificar, mecanitzar i acabar la peça des del principi.
Com especificar extrusions anoditzades que envellissin bé
L'especificació és on normalment es guanya o es perd la història de la corrosió. Quan els compradors demanen més endavant l'alumini anoditzat es rovella? , la resposta sovint es remunta a les decisions preses abans de començar la producció. Per a suports, motllures, carcasses i rails automotius, alumini anoditzat funciona millor quan l'elecció de l'aliatge, el disseny del perfil, els plans de mecanitzat i els requisits d'inspecció es tracten com un sistema unitari.
Què cal especificar abans de comandar extrusions anoditzades
- Trieu una aleació compatible amb l’anoditzat. PTSMAKE indica que les aleacions de les sèries 5xxx i 6xxx solen produir resultats d’anoditzat més clars i uniformes que les aleacions de les sèries 2xxx o 7xxx.
- Especifiqueu una indicació real del acabat. Si necessiteu un acabat d’alumini anoditzat clar estàndard anoditzat clar , especifiqueu MIL-A-8625 Tipus II, Classe 1 en lloc d’escriure simplement «anoditzat».
- Definiu les expectatives respecte a la preparació de la superfície. PTSMAKE mostra que el tractament previ afecta notablement l’aspecte final, per la qual cosa cal acordar prèviament els acabats mates, brillants o naturals abans de la seva posada en marxa.
- Exigiu controls de gruix i sellat. PTSMAKE considera el gruix i el sellat com a paràmetres fonamentals de rendiment i destaca la prova de corrents de fuga com un mètode no destructiu per verificar el gruix de la pel·lícula.
- Establiu els estàndards cosmètics des del principi. Per a peces crítiques des del punt de vista estètic, incloent alumini anoditzat negre , pregunteu com es mantindrà de forma coherent l’escorça del recobriment, la preparació de la superfície i el control del procés. JM Aluminium vincula directament aquests factors amb la qualitat de l’acabat.
- Inspeccioneu amb registres, no amb suposicions. Si necessiteu saber com determinar si l’alumini està anoditzat en les peces que arriben, demaneu les especificacions de l’acabat, les dades d’assaig i els informes d’inspecció, en lloc de fer-ho només en funció del color.
Per què el control del procés condiciona els resultats de corrosió
L’anodització és sensible a l’aliatge, al tractament previ, a la col·locació (racking), al control de la banyera i al segellat. PTSMAKE també agrupa els problemes d’acabat més habituals en defectes relacionats amb el procés, amb la manipulació i amb el material. Això és un recordatori útil que un rendiment deficient davant la corrosió sovint és un problema de variació del procés molt abans que es converteixi en una reclamació en servei.
Tria d'un soci de fabricació per a peces d'alumini automotriu
- Cerqueu certificacions que coincideixin amb el mercat final. Sinoextrud posa d'espera les certificacions ISO 9001 i IATF 16949 com a senyals importants, sent l'IATF 16949 especialment rellevant per al treball automotriu.
- Preferiu proveïdors capaços de gestionar l'extrusió, la mecanització, l'acabat i el control de qualitat en un únic flux de treball, ja que menys transferències solen significar una millor traçabilitat de l'acabat.
- Pregunteu sobre suport tècnic, capacitat de producció i transparència comunicativa, no només sobre el preu per unitat.
- Per als lectors que avaluen proveïdors automotrius personalitzats, Shaoyi Metal Technology és un exemple útil del que cal cercar: processos certificats segons l'IATF 16949, suport tècnic, pressupostos ràpids i anàlisi de disseny gratuïta.
Si posteriorment les peces anoditzades semblen «rovelles», la causa arrel sovint és una especificació deficient o un control de procés inadequat, i no l'anodització en si.
Preguntes freqüents sobre la rovellada i la corrosió de l'alumini anoditzat
1. L'alumini anoditzat es rovella o només es corroeix?
L'alumini anoditzat no produeix rovell vermella perquè la rovell requereix ferro. El que pot desenvolupar és oxidació o corrosió, que normalment apareix com a residu blanc, opacitat, taques o picades locals en lloc d'escates vermelloses i descamatives. La capa anoditzada millora la protecció engrossint la barrera d'òxid natural, però la sal, la humitat atrapada, l'abrasió i els productes químics agressius encara poden atacar les zones exposades o mal protegides. En la pràctica, la preocupació real és el comportament corrosiu, no la rovell en el sentit aplicat a l'acer.
2. Per què el meu alumini anoditzat es torna blanc o cremós?
Una capa blanca o nublosa sobre l’alumini anoditzat sovint està relacionada amb l’oxidació de la superfície, dipòsits minerals, residus del procés d’obtenció de la capa protectora, contaminació de l’aigua d’enrentat o residus de productes netejants, i no pas amb una pèrdua severa de metall. Molts d’aquests canvis són principalment cosmètics, especialment si la superfície roman llisa i la marca no es fa més profunda. Els senyals d’alerta més importants són la rugositat, les petites depressions puntuals o els danys que continuen estenent-se des d’un cantell, un element de fixació o una ratllada. Una neteja suau i una inspecció atenta són millors passos inicials que suposar que tota marca pàl·lida indica un fallament.
3. Es pot utilitzar l’alumini anoditzat a l’exterior o a prop de l’oceà?
Sí, l’alumini anoditzat s’utilitza habitualment a l’exterior perquè l’acabat és durador i suporta bé la llum solar i les condicions meteorològiques. L’aire costaner, les sales de desgel i els entorns propensos a esquitxades són més exigents, ja que els clorurs poden provocar corrosió per picadures, especialment al voltant dels cantells tallats, les juntes i les zones encoixinades que romanen humides. Enrentar-lo regularment, assegurar-ne un bon drenatge i evitar productes de neteja agressius poden allargar considerablement la seva vida útil. Per a usos propers a zones salines, la qualitat de l’acabat, el sellat i el disseny de la peça són tan importants com el material base.
4. Què passa si l’alumini anoditzat es ratlla o es perfora?
Un raspat superficial pot afectar només l'aspecte, però un raspat profund, una vora tallada o un forat perforat poden exposar alumini nou en aquell punt exacte. La superfície anoditzada circumdant normalment roman intacta, perquè l'anodització forma part del metall i no és una capa que es desprèn a tot el component. Tot i això, les zones exposades poden convertir-se en punts locals de corrosió si acumulen humitat, brutícia o sal. La millor acció posterior consisteix a inspeccionar aquestes àrees en cerca de rugositat, picadures o desgast repetit, en lloc de centrar-se només en el canvi de color.
5. Què hauria de preguntar a un proveïdor si necessito components d'alumini anoditzat per a ús automobilístic?
Demaneu detalls sobre la tria de l'aliatge, l'especificació de l'acabat, les comprovacions de gruix, el control del segellat, l'ordre de mecanitzat, la protecció dels cantells i els registres d'inspecció. També és assenyat preferir proveïdors que gestionin l'extrusió, la mecanització, l'acabat i el control de qualitat en un únic flux de treball, ja que això redueix les llacunes de traçabilitat quan l'eficàcia de l'acabat és crucial. Per a programes automobilístics, certificacions com la IATF 16949 són senyals clars que el procés està controlat. Un proveïdor com Shaoyi Metal Technology pot servir com a referència útil per comparar opcions, ja que ofereix fabricació integrada, suport tècnic, pressupostos ràpids i anàlisi de disseny gratuïta per a extrusions personalitzades d'alumini.