 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Cost dels motlles d'estampació automotriu: pressupost per a eina progressiva
TL;DR
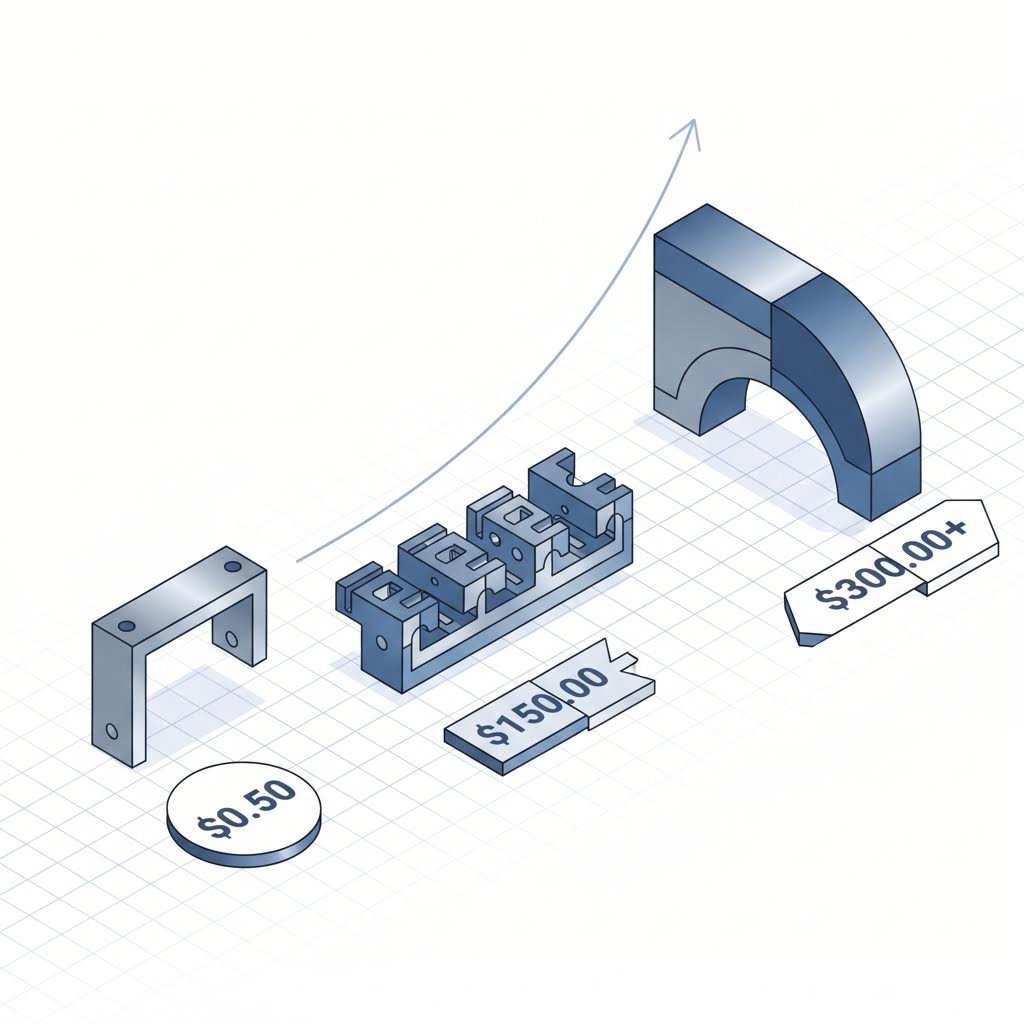
Els costos dels motlles d'estampació automotriu varien considerablement segons la mida i la complexitat, des d'aproximadament 3.000 $ per a eines toves senzilles (suports, clips) fins a més d'1.000.000 $ per a una línia completa de panells corporals de classe A (aletes, capots). Per a components de precisió de mida mitjana, un motlle progressiu té una mitjana d'uns 15.000 $ a 30.000 $ . La decisió depèn molt del volum de producció: tot i que l'eina d'estampació requereix una inversió inicial elevada, ofereix el preu més baix per unitat per a quantitats superiors a 10.000–20.000 peces anualment.
Desglossament per tipus de motlle: progressiu vs. línia vs. eina tova
El factor més important que influeix en el cost dels motlles d'estampació automotriu és la tecnologia triada per fabricar la peça. Els enginyers han de trobar un equilibri entre el pressupost inicial d'eines i la velocitat de producció esperada i el volum de peces.
Motlles progressius (15.000 – 60.000 $+)
Els motlles progressius són els treballadors incansables de la indústria automobilística per a peces estructurals petites o mitjanes, com suports, clips i connectors. En aquest sistema, una tira de metall s'alimenta a través d'un únic motlle amb múltiples estacions: tallant, doblegant i formant la peça en passos seqüencials amb cada cop del premsat.
Segons dades del sector de fabricants com Bazz Houston, el cost mitjà d'un motlle progressiu és d'aproximadament $30,000. Aquest cost pot baixar fins a 15.000 $ per a geometries més senzilles o superar els 60.000 $ per a peces complexes que requereixin toleràncies ajustades. Tot i que el preu inicial és significatiu, els motlles progressius són molt eficients, sovint funcionen a 60–100+ cops per minut, cosa que redueix el preu per peça fins a uns quants cèntims.
Motlles de transferència i en línia (100.000 $ – més de 1.000.000 $)
Per a grans panells de carroceria automotriu (superfícies de classe A) com portes, capots i paragols, els motlles progressius solen ser inadecuats a causa de la mida de la peça i la complexitat del formant requerit. En canvi, els fabricants utilitzen motlles en línia o motlles de transferència.
Les dades reals d'aprovisionament indiquen que un únic motlle d'estampació (el primer pas en formar un paragols) sovint té un cost comprès entre 250.000 $ i 500.000 $ . Tanmateix, un panell acabat requereix una línia completa de motlles: estirat, tallat, reblanit i perforat, cosa que eleva el cost total del paquet entre 500.000 $ i 1.000.000 $ . Aquests motlles requereixen llits de fosa massius, un extens maquinat CNC i un acabat manual (ajust fin) per garantir una qualitat superficial perfecta.
Eines toves i prototipatge (3.000 $ – 15.000 $)
Per a produccions de baix volum (menys de 5.000 peces) o prototipatge, la "preparació flexible" ofereix una alternativa econòmica. Aquestes matrius sovint utilitzen eines d'un sol cop o acers més assequibles i prereendurits en lloc de carbur durador. Els costos poden ser tan baixos com $3,000per a eines simples de tall. Tot i que la preparació flexible s'acaba més ràpidament i requereix més mà d'obra manual per peça, permet als fabricants validar dissenys sense haver d'invertir en un actiu de sis xifres.
Principals factors del cost: materials, complexitat i volum
Comprendre què determina el preu d'un pressupost permet als gestors d'adquisicions optimitzar el valor de les seves sol·licituds. El cost total d'una matriu d'estampació automobilística generalment es compon de tres grans blocs: material, mecanitzat i validació.
- Material de la matriu (20–40% del cost total): L'acer utilitzat per construir la matriu és una despesa important. Per a sèries altes en producció automobilística (500.000+ impactes), els fabricants d'eines utilitzen grades premium com SKD11 o de carbure sòlid, que són més cars però resistents al desgast. Per tirades curtes, es poden utilitzar aliatges més econòmics com el Cr12MoV per reduir costos, tot i que requereixen afilat més freqüent.
- Mecanització i complexitat (30–50% del cost total): Cada característica d'una peça —cada forat, pestanya i radi— requereix una estació corresponent en la matriu. Afegir complexitat augmenta les hores necessàries per al mecanitzat CNC i EDM per fil (mecanitzat per descàrrega elèctrica). Una matriu amb 15 estacions tindrà un cost significativament superior a una de 5, simplement per les hores de mecanitzat implicades.
- Prova i validació (10–15% del cost total): La fase de "prova" és quan la matriu es prova en una premsa per assegurar-se que produeix peces segons les especificacions. Aquest pas és fonamental per a components automotrius que requereixen alta precisió. Si una matriu no manté les toleràncies durant la prova, caldrà una refeina manual costosa.
Aprovisionament estratègic i volum de producció
L'economia del punxonat metàl·lic ve definida pel punt de "compensació". El punxonat rarament és rendible per a quantitats inferiors a 2.000 unitats, ja que l'amortització de les eines afegeix massa cost per peça. Per a aquests volums més baixos, processos com el tall làser o la plegadora solen ser superiors.
Tanmateix, un cop el volum supera les 10.000 a 20.000 unitats anuals, la inversió en una matriu rígida es compensa ràpidament. Per exemple, una matriu progressiva de 30.000 $ pot reduir el cost de la peça de 5,00 $ (tallada làser) a 0,50 $ (punxonada). En 20.000 peces, l'estalvi (90.000 $) cobreix fàcilment l'expense inicial de l'eina.
Per als fabricants que busquen un soci capaç de gestionar aquesta transició, Shaoyi Metal Technology ofereix una avantatge estratègic. Amb la certificació IATF 16949 i capacitats de premsa fins a 600 tones, tanquen la llacuna entre la prototipatge ràpid i la producció massiva d'alta volumetria. La seva habilitat per dissenyar solucions d'eines econòmiques ajuda els fabricants d'equips originals automotrius a passar de la validació del disseny a la fabricació a gran escala, mantenint alhora el compliment estricta amb les normes globals.
Costos ocults: Manteniment i logística
El preu de compra de la matriu no és el cost final. Les matrius d'estampació automotriu requereixen un manteniment continu per mantenir la qualitat de les peces. Afilat i calibratge són despeses habituals, normalment estimades entre un 5% i un 10% del valor de la matriu anualment segons la intensitat d'ús. Negligir aquest manteniment condueix a rebava en les peces i a una possible fallada catastròfica de la matriu.
La logística també té un paper important, especialment en les eines offshore. Tot i que els mercats asiàtics sovint ofereixen motlles amb un cost un 30% inferior al dels seus homòlegs occidentals, el transport d'acer per a motlles pesat (sovint de diverses tones) suposa un desemborsament i un temps addicional significatius. A més, si un motlle requereix modificacions després de la seva recepció, la manca d'assessorament local pot provocar aturades costoses.

Conclusió: equilibrar pressupost i rendiment
Pressupostar motlles per estampació automotriu exigeix entendre clarament la compensació entre la despesa de capital inicial (CapEx) i la despesa operativa a llarg termini (OpEx). Tot i que un motlle progressiu de 30.000 $ o una línia de guardabarros de 500.000 $ poden semblar cars inicialment, aquestes eines són l'únic camí viable per assolir els baixos costos unitaris necessaris per a la producció massiva d'automòbils.
L'èxit rau en preveure amb precisió els volums anuals i seleccionar la classe adequada d'eina —Tova, Progressiva o de Transferència— per adaptar-se al cicle de vida del producte. En considerar des de la fase de disseny els graus del material, la complexitat i el manteniment, els enginyers i compradors poden evitar excés pressupostaris i assegurar un llançament sense problemes.
Preguntes freqüents
1. Quant costa una matriu de punxonat metàl·lic de mitjana?
Una matriu progressiva típica per a peces automotrius de mida mitjana oscil·la entre 15.000 $ a 30.000 $ . Tanmateix, els costos varien àmpliament: les eines prototípics simples poden arribar a costar tan sols 3.000 $, mentre que les matrius complexes de panell corporal de classe A sovint superen els 500.000 $.
2. Quina és la diferència entre tall amb motxilla i punxonat metàl·lic?
El tall amb motxilla normalment es refereix al cisallat de materials més tous (com juntes, teixits o fulles primes) mitjançant una motxilla de ganivet d'acer, similar a un tallapatrons. El punxonat metàl·lic és un procés industrial d'alta tonelada que utilitza motxilles d'acer endurit per no només tallar, sinó també conformar, estirar i doblegar xapa metàl·lica en formes tridimensionals complexes.
3. Per què són tan cars els motlles per a l'automoció?
El cost reflecteix l'enginyeria de precisió, els acers d'elevada qualitat i les llargues hores de mecanitzat necessàries per construir el motlle. Els motlles per a l'automoció han de suportar milions de cicles d'alt impacte mantenint toleràncies al nivell de micres, cosa que exigeix una construcció robusta i materials cars com el carbure o l'acer SKD11.