 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Els secrets de les botigues i serveis CNC: el que ningú no explica als compradors per primera vegada

Què inclou realment una fàbrica i un servei CNC
Ja heu passat mai per davant d’una instal·lació de fabricació i us heu preguntat què passa realment a l’interior? Quan sentiu l’expressió «fàbrica i servei CNC», potser imagineu files de màquines misterioses que brunyeixen sense parar, però què vol dir això realment per a algú que necessita fabricar peces?
Aquí teniu la resposta clara: una fàbrica CNC és una instal·lació especialitzada que utilitza màquines controlades per ordinador per fabricar components de precisió a partir de materials en brut com el metall , el plàstic o els materials compostos. La part de «servei» va molt més enllà de simplement tallar material: abasta tot des de la mecanització personalitzada i la fabricació de prototips fins al manteniment, la reparació, la calibració de l’equipament i fins i tot la formació d’operadors.
Què diferencia una fàbrica CNC de la fabricació general
Imagineu una instal·lació general de fabricació com un gran magatzem: gestiona una àmplia gamma de necessitats productives. Una botiga de CNC, en canvi, és més semblant a una botiga especialitzada centrada exclusivament en l’usinatge de precisió.
La diferència fonamental? La tecnologia de control numèric per ordinador (CNC). A diferència de l’usinatge convencional, que requereix l’operació manual per a cada tall, les màquines CNC segueixen instruccions programades per automatitzar les operacions de tall, perforació, fresat i tornejat. Segons Kremin Inc. , aquesta automatització garanteix «una qualitat superior, repetibilitat i rendiment econòmic» que els processos manuals simplement no poden igualar.
Les cerques de «fabricació CNC a prop meu» sovint condueixen les persones a aquestes instal·lacions especialitzades perquè ofereixen quelcom que normalment no poden oferir els fabricants generals: toleràncies mesurades en micròmetres (és a dir, una mil·lèsima de mil·límetre) i la capacitat de produir peces idèntiques de forma repetida sense cap variació.
L’espectre complet dels serveis de CNC explicat
Quan cerqueu tallers de fabricació a prop meu, comprendre la gamma completa de serveis disponibles us ajuda a fer les preguntes adequades. Les instal·lacions modernes de CNC normalment ofereixen molt més que el mecanitzat bàsic.
Serveis bàsics de mecanitzat:
- Fresat CNC - Empra eines de tall giratòries per eliminar material, ideal per a formes complexes i superfícies planes
- Mecanitzat CNC per tornejat/torn - Fa girar la peça sobre la qual es treballa contra eines de tall, perfecte per a components cilíndrics
- Mecanitzat multi-eix - Les màquines de 5 eixos creen geometries molt complexes en una sola configuració, reduint el temps de producció
- Mecanitzat per Descàrrega Elèctrica (EDM) - Crea formes intrincades i detalls fins que són difícils d’aconseguir amb el tall tradicional
Serveis de disseny i desenvolupament:
- Suport CAD/CAM - Recepció i processament de fitxers de disseny generats per ordinador
- Desenvolupament de prototips - Fabricació de petites quantitats per a proves abans de la producció en sèrie
- Enginyeria inversa - Replicació de peces existents quan no es disposa dels dissenys originals
- Assistència en disseny - Assessorament per optimitzar les peces en termes de fabricabilitat i eficiència de costos
Acabats i operacions secundàries:
- Finitura de superfície - Anodització, galvanoplàstia, pintura i recobriment en pols
- Tratament tèrmic - Aliviar tensions, enduriment i recuit
- Inspecció de Qualitat - Verificació i documentació amb màquina de mesura per coordenades (CMM)
- Serveis de muntatge - Integració de diversos components en conjunts acabats
Sembla complex? Pot ser-ho — però és precisament per això que les tallers CNC reputats compten amb professionals qualificats, com ara programadors CNC, fresadors, especialistes en control de qualitat i enginyers, que tradueixen els vostres requisits de projecte en peces acabades. Com a comprador primerenc, no cal que entengueu tots els detalls tècnics. Només cal que sabeu que un proveïdor de serveis CNC de qualitat us guiarà durant tot el procés i us recomanarà l’enfocament adequat per a la vostra aplicació concreta.

Normes tècniques i certificacions desxifrades
Heu trobat una Màquina CNC a prop meu que sembla prometedora. El seu lloc web mostra insignies impressionants de certificació: ISO 9001, AS9100D i IATF 16949. Però què signifiquen realment aquestes sigles per al vostre projecte? I quan un taller us ofereix toleràncies de ±0,001 polzades, heu d’impressionar-vos o preocupar-vos?
Anem a desfer-nos de la xarrada tècnica i explicar què signifiquen realment aquestes especificacions per als vostres components.
Comprendre les especificacions de tolerància en termes senzills
Imagineu-vos que necessiteu un eix que s’encaixi perfectament dins d’un rodament. Si l’eix és massa gran, no hi cabrà. Si és massa petit, farà joc. La tolerància defineix exactament quina variació respecte a la dimensió ideal és acceptable.
Així funciona la tolerància en la pràctica:
- Toleràncies normals (±0,005" o ±0,127 mm) - Apropiades per a la majoria de components d’ús general on l’encaix exacte no és crític. Penseu en suports, carcasses o components decoratius.
- Toleràncies de precisió (±0,001" a ±0,002" o ±0,025 mm a ±0,05 mm) - Es requereix quan les peces han d’encaixar amb precisió. És habitual en muntatges mecànics, engranatges i components funcionals.
- Toleràncies ultra-precises (±0,0005" o ±0,0127 mm i més estretes) - S’utilitzen exclusivament en aplicacions aeroespacials, dispositius mèdics i òptics, on les variacions microscòpiques són crítiques.
Per què és important per a vostè? Les toleràncies més estretes requereixen equips més sofisticats, velocitats de mecanitzat més lentes i controls de qualitat addicionals, tot el qual incrementa el cost. Un taller de maquinatge reputable a Baton Rouge o a qualsevol altre lloc hauria d’ajudar-vos a determinar la tolerància realment necessària, en lloc de predefinir la més estreta (i més cara).
Quan parleu de projectes amb tallers potencials, feu aquesta pregunta senzilla: «Quina tolerància podeu mantenir de forma consistent i com la verifiqueu?». Les instal·lacions de qualitat utilitzen màquines de mesura per coordenades (CMM) i controls estadístics de procés per verificar les dimensions, no només la inspecció visual.
Què signifiquen realment les certificacions sectorials pel vostre projecte
Les insígnies de certificació no són només decoracions comercials. Representen sistemes verificats per prevenir errors, fer un seguiment de la qualitat i millorar contínuament els processos. Tanmateix, cada certificació té una finalitat diferent.
Segons Qimtek, la norma ISO 9001 és «probablement l’estàndard de fabricació més comú» i «exigeix que les empreses adoptin una metodologia basada en processos, així com que analitzin forensement qualsevol error tan aviat com es produeixi.»
A continuació s’explica què significa cadascuna de les principals certificacions en termes pràctics:
| Certificació | Què cobreix | Indústries ateses | Requisits clau |
|---|---|---|---|
| ISO 9001 | Sistemes generals de gestió de la qualitat | Tots els sectors: l’estàndard fonamental | Processos documentats, anàlisi d’errors, sistemes de retroalimentació dels clients, millora contínua |
| AS9100D | Gestió de la Qualitat Aeroespacial | Components per a l’aviació, l’espai i la defensa | Requisits de la norma ISO 9001 més protocols de seguretat, traçabilitat, audits periòdiques i gestió de riscos |
| IATF 16949 | Gestió de la Qualitat Automotriu | Fabricants de la cadena d’aprovisionament de l’automoció | Requisits de la norma ISO 9001 més prevenció de defectes, controls d’SPC, documentació PPAP i anàlisi FMEA |
| ISO 13485 | Gestió de la qualitat de dispositius mèdics | Dispositius mèdics i sanitaris | Traçabilitat completa, controls de disseny, gestió de riscos i conformitat normativa |
Un punt crucial que molts compradors passen per alt: L’IATF 16949 es basa en la norma ISO 9001 i introdueix requisits específics per al sector automobilístic. Segons explica NSF, «no es pot obtenir la certificació IATF 16949 sense complir les normes ISO 9001». Això vol dir que un taller certificat segons l’IATF ja ha demostrat una competència general en qualitat abans d’afegir els protocols específics per al sector automobilístic.
Específicament per a aplicacions automobilístiques, l’IATF 16949 exigeix que els tallers utilitzin eines especialitzades, com ara:
- Control Estadístic de Processos (SPC) - Monitorització en temps real dels processos d’usinatge per detectar variacions abans que es converteixin en defectes
- Anàlisi de Modes de Fallada i Efectes (FMEA) - Identificació sistemàtica dels possibles problemes i de com prevenir-los
- Procés d'aprovació de peces de producció (PPAP) - Prova documentada que el taller pot produir de forma coherent peces que compleixin les vostres especificacions
Això què significa, doncs, quan avaluem tallers? Si esteu adquirint components per a aplicacions automotrius, una instal·lació certificada segons la norma IATF 16949 no és opcional: probablement la requereix el vostre client. Per a treballs aeroespacials, la certificació AS9100D és igualment essencial. Per a aplicacions industrials generals, la norma ISO 9001 garanteix una gestió sistemàtica de la qualitat.
El resum: no us limiteu a buscar insígnies. Pregunteu als possibles tallers com afecta la seva certificació al vostre projecte concret i observeu aquells que saben explicar-ne els avantatges pràctics, en lloc de limitar-se a repetir frases de màrqueting.
Triar entre fresat CNC, tornejat i EDM
Ja coneixeu les toleràncies i les certificacions. Però aquí teniu la pregunta que sol confondre la majoria de compradors novells: quin procés CNC heu de sol·licitar realment? El vostre component s’ha de fresar o tornejar? Quan és adequat utilitzar EDM? Triar el procés equivocat no només suposa un malbaratament de diners, sinó que pot donar lloc a components que no compleixen les vostres especificacions.
La bona notícia? No necessiteu un títol d'enginyeria per prendre decisions intel·ligents . Comprendre uns quants principis fonamentals us ajudarà a formular les preguntes adequades i avaluar les recomanacions de qualsevol servei de màquines CNC a prop de vosaltres.
Ajustar el vostre projecte al procés CNC adequat
Comenceu examinant la geometria de la peça. Segons la guia de comparació de mecanitzat de RapidDirect, «Per a peces principalment cilíndriques, el tornejat CNC funcionarà bé. Les peces complexes prismàtiques que tenen contorns o callositats es resolen millor mitjançant fresat CNC».
A continuació s'explica com funciona cadascun dels principals processos i quan cal triar-lo:
Fresadora CNC: Imagineu una eina de tall en rotació que es desplaça sobre un bloc fix de material, eliminant capes per revelar la vostra peça. La peça roman fixa mentre l'eina es mou al llarg de diversos eixos (X, Y, Z —i, de vegades, més).
- Millor per a: Superfícies planes, callositats, ranures, característiques angulars, contorns complexos en 3D
- Penseu en: Carcasses, suports, components de motor, plaques personalitzades amb múltiples característiques
- Avantatge: Extremadament versàtil: gestiona tot, des de perforacions senzilles fins a formes escultòriques complexes
Tornatge CNC: Imagineu-vos l’enfocament oposat. El material gira ràpidament mentre una eina de tall immòbil modela la seva superfície. Això permet crear peces rodones i simètriques de manera eficient.
- Millor per a: Peces cilíndriques, eixos, barres, coixinets, components filetats
- Penseu en: Perns, politges, pistons hidràulics, eixos, qualsevol peça amb simetria de rotació
- Avantatge: Més ràpid i més econòmic que el fresat per a peces rodones
EDM (mecanitzat per descàrrega elèctrica) Aquest procés utilitza espurnes elèctriques per erodir el material en lloc de tallar-lo. L’absència de contacte físic entre l’eina i la peça permet crear formes impossibles d’obtenir amb talls convencionals.
- Millor per a: Materials extremadament durs, característiques interiors complexes, cantonades agudes, parets fines
- Penseu en: Cavitats per motlles d’injecció, components aeroespacials, implants mèdics, eines de precisió
- Avantatge: Màquines materials endurits que destruirien eines de tall convencionals
A continuació, hi ha una comparació pràctica per ajudar-vos a prendre la decisió:
| Procés CNC | Millors aplicacions | Toleràncies típiques | Compatibilitat de material | Limitacions |
|---|---|---|---|---|
| Fresat CNC | Parts prismàtiques, contorns complexos, calaixos, ranures, components amb múltiples característiques | ±0,001" a ±0,005" (±0,025 mm a ±0,127 mm) | Alumini, acer, titani, llautó, plàstics, materials compostos | Més lent per a parts cilíndriques senzilles; el desgast de les eines augmenta amb els metalls més durs |
| Torn CNC | Parts cilíndriques, eixos, barres, components filetats, característiques simètriques | ±0,001" a ±0,003" (±0,025 mm a ±0,076 mm) | La majoria de metalls i plàstics; excel·lent per a barres de material | No pot produir característiques planes, angulars o asimètriques sense operacions secundàries |
| EDM | Materials endurits, cavitats complexes, cantons interns aguts, peces de parets fines | ±0,0001" a ±0,001" (±0,0025 mm a ±0,025 mm) | Qualsevol material conductor, incloent acers per a eines endurits i aliatges exòtics | Procés lent; cost més elevat; només funciona en materials elèctricament conductors |
Quan els serveis especialitzats marquen la diferència
Entendre quan cada procés NO és adequat us estalvia temps i evita errors costosos. A continuació teniu l’anàlisi honesta:
No trieu fresat quan:
- La peça és principalment cilíndrica: el tornejat serà més ràpid i econòmic
- Necessiteu toleràncies extremadament ajustades en característiques interiors de materials endurits: considereu, en lloc d’això, l’erosió per descàrrega elèctrica (EDM)
- El volum de producció és extremadament elevat i la geometria de la peça és senzilla: altres processos podrien oferir una millor relació cost-efectivitat
No trieu tornejat quan:
- La peça té superfícies planes, callositats o característiques que no són simètriques respecte a un eix central
- Necessiteu forats inclinats, ranures laterals o contorns complexos en 3D
- La geometria de la peça requereix accés des de múltiples direccions
No trieu EDM quan:
- El fresat o el tornejat estàndard poden assolir les vostres toleràncies: l'EDM és significativament més car
- El vostre material no és elèctricament conductor (plàstics, ceràmiques, la majoria de materials compostos)
- El termini d'entrega és crític: l'EDM elimina el material més lentament que el tall convencional
Què passa amb la fresadora de 3 eixos respecte a la de 5 eixos? Segons RapidDirect, la tria depèn de la complexitat de la peça. Les màquines de 3 eixos mouen l'eina de tall en tres direccions lineals, cosa que és suficient per a la majoria de peces senzilles amb superfícies accessibles. Les màquines de 5 eixos hi afegeixen dos moviments rotacionals, cosa que permet que l'eina s'apropi a la peça des de gairebé qualsevol angle.
L’impacte pràctic? La maquinària de cinc eixos redueix les configuracions, millora els acabats superficials en superfícies contornades i permet geometries impossibles d’aconseguir amb equips de tres eixos. No obstant això, RapidDirect assenyala que la maquinària de cinc eixos requereix «màquines cares, programari avançat i personal format», cosa que implica costos més elevats. Per a peces senzilles, la maquinària de tres eixos ofereix una qualitat equivalent a un cost inferior.
Quan avaluem qualsevol taller mecànic o proveïdor de serveis CNC a Baton Rouge, cal fer aquestes preguntes:
- "Tenint en compte la geometria de la meva peça, quin procés em recomaneu i per què?"
- "Quines són les alternatives i com es comparen en termes de cost i termini d’entrega?"
- "Hi ha cap modificació dissenyada que faciliti la fabricació d’aquesta peça?"
Un taller de qualitat no només acceptarà la vostra comanda, sinó que us ajudarà a entendre si el procés sol·licitat realment respon als vostres requisits. Aquest enfocament col·laboratiu resulta encara més important quan es seleccionen els materials, ja que aquesta elecció comporta un propi conjunt de compromisos a tenir en compte.

Guia de selecció de materials per a projectes de CNC
Heu identificat el procés CNC adequat per a la vostra peça. Ara arriba una decisió que afecta directament el rendiment, la durabilitat i el pressupost: quin material heu de triar? Aquí és on molts compradors per primera vegada es senten abrumats —i on un taller CNC de qualitat esdevé inestimable.
La realitat és que la selecció del material no tracta de trobar l'opció «millor». Es tracta de trobar la combinació adequada per a la vostra aplicació concreta. Un material perfecte per a un projecte podria ser completament inadequat per a un altre.
Propietats del material que realment importen per a la vostra aplicació
Abans d’entrar en detall als materials concrets, penseu què ha de fer realment la vostra peça. Segons Protolabs , el primer pas és «prioritzar els vostres requisits. Comenceu pels imprescindibles i aneu baixant fins als desitjables identificables». Aquest procés normalment redueix les opcions a una llista curta i manejable.
Els factors clau a avaluar inclouen:
- Càrrega mecànica - La peça suportarà pes, resistirà impactes o suportarà cicles repetits d’esforç?
- Entorn d'operació - Exposició a temperatures extremes, humitat o productes químics?
- Sensibilitat al pes - És crucial cada gram, o la massa és indiferent?
- Requisits de la superfície - Acabat decoratiu, resistència al desgast o superfícies de contacte funcionals?
- Volum de producció - Quantitats per a prototips o producció en gran volum?
Un cop establertes aquestes prioritats, analitzem com es comporten els materials habituals en diferents categories d’aplicacions.
Aplicacions estructurals i de càrrega elevada:
- Acer al carboni - Excel·lent relació resistència-cost; ideal per a suports, xassís i components portants on no hi ha risc de corrosió
- Acer inoxidable (304, 316) - Combina resistència i resistència a la corrosió; preferit per a components estructurals exposats a humitat o productes químics
- Alumini 7075 - Segons Weerg, aquest és «una de les aleacions més resistents, utilitzada en l’aeroespacial, el militar i el motociclisme», amb una resistència propera a la de l’acer i aproximadament un terç del seu pes
Aplicacions lleugeres i de rendiment:
- Alumini 6061 - L'aliatge de treball diari; Weerg el descriu com a "molt versàtil, amb bona resistència mecànica i excel·lent maquinabilitat", adequat per a molts sectors
- Alumini 5052 - Resistència a la corrosió superior per a entorns marins i dipòsits de combustible
- Aliatges de titani - Prestacions òptimes de resistència específica per a aplicacions aeroespacials i implants mèdics; cost significativament més elevat
Aplicacions en entorns corrosius:
- Acer inoxidable 316/316L - Weerg assenyala que aquests materials ofereixen "una excel·lent resistència a la corrosió, ideals per a entorns agressius o aplicacions alimentàries/químiques"
- Alumini (general) - Naturalment resistent a la corrosió gràcies a una capa d’òxid protectora que es forma a la seva superfície
- Llató - Excel·lent per a components marins i decoratius; naturalment antimicrobià
Aplicacions a Alta Temperatura:
- Acer inoxidable (grades d’alta concentració de níquel) - Manté la resistència a temperatures elevades
- PEEK (Polièter èter cetona) - Protolabs identifica aquest material com una opció popular per a aplicacions plàstiques a altes temperatures; suporta l’exposició contínua a 480 °F (250 °C)
- Ultem - Un altre termoplàstic d’alt rendiment adequat per a entorns tèrmics exigents
Aplicacions estètiques i de baixa tensió:
- Alumini (anoditzat) - Accepta excepcionalment bé els acabats de color; és lleuger i té una aparença professional
- Acelal (Delrin) - Plàstic llis i de baixa fricció, ideal per a components visibles i mecanismes
- ABS - Plàstic econòmic per a carcasses, cobertes i components no estructurals
Compromís entre cost i rendiment en la selecció de materials
La decisió entre mecanitzar alumini o acer il·lustra perfectament com funcionen els compromisos en la pràctica.
Considereu primer el pes. Segons l’anàlisi de Weerg, l’alumini és «aproximadament tres vegades més lleuger que l’acer». Aquesta diferència és crucial en sectors on el pes afecta directament el rendiment: eficiència del combustible en l’aeronàutica, acceleració en l’automoció i ergonomia en l’equipament portàtil.
Tanmateix, l’acer sol oferir una resistència mecànica absoluta superior. Weerg explica la distinció pràctica: l’alumini té «menys resistència que l’acer, però una excel·lent relació resistència-pes». En altres paraules: l’acer suporta càrregues més pesades en la mateixa mida física, mentre que l’alumini suporta càrregues equivalents amb menys pes, però amb dimensions més grans.
La maquinabilitat afecta significativament el cost. L'alumini es pot mecanitzar més ràpidament i amb menys desgast d'eines, cosa que comporta tarifes de taller més baixes i un temps de resposta més ràpid. L'acer requereix eines més robustes, velocitats més lentes i sovint refrigerant, augmentant així el cost per peça. No obstant això, el preu més baix del material brut de l'acer pot compensar, en alguns casos, aquests sobrecostos de mecanització per a peces més senzilles.
En el cas dels plàstics, els compromisos canvien. L'ABS i l'acetàl ofereixen solucions econòmiques per a prototips i aplicacions de baixa tensió. El PEEK ofereix un rendiment excepcional, però és molt més car: només val la pena quan realment es necessita resistència a altes temperatures, compatibilitat química o propietats mecàniques concretes.
Protolabs recomana utilitzar la mateixa resina per als prototips mecanitzats que per a la producció per injecció, per garantir que els prototips "es puguin provar i tinguin un comportament similar al de les peces de producció."
Opcions d'acabat superficial i moments en què són rellevants
Acabat de superfície – mesurat en valors Ra (rugositat mitjana) – sovint es menysprea fins que provoca problemes. A continuació, s’explica què signifiquen pràcticament els diferents nivells d’acabat:
- Ra 3,2 μm (125 μin) – Mecanitzat estàndard - Marques d’eina visibles; acceptable per a superfícies sense contacte, característiques interiors i peces que seran pintades
- Ra 1,6 μm (63 μin) – Mecanitzat fi - Aspecte més llis; adequat per a la majoria d’agrupacions mecàniques i components visibles
- Ra 0,8 μm (32 μin) – Rectificat de precisió - Necessari per a superfícies d’estanquitat, suports de coixinets i ajustos lliscants de precisió
- Ra 0,4 μm (16 μin) i més fi - Acabats polit per a aplicacions òptiques, dispositius mèdics i instruments d’alta precisió
Els tractaments secundaris amplien encara més les opcions. Protolabs assenyala que, per a les aliatges d’alumini, «l’anodització seria preferible per a la durabilitat, mentre que el revestiment cromat és una millor opció si la prioritat és l’aspecte estètic». L’anodització crea una capa d’òxid dura que resisteix els ratllats i accepta colors de tint. La conversió cromat proporciona protecció contra la corrosió amb un aspecte distintiu.
Quan especifiqueu acabats, recordeu-ho: els requisits més exigents augmenten el cost. Pregunteu-vos si l’aplicació realment necessita aquell acabat Ra 0,8 μm o si un acabat Ra 1,6 μm ofereix un rendiment funcional equivalent. Un taller CNC experimentat us ajudarà a identificar on els acabats més exigents aporten valor i on només suposen un cost addicional.
Un cop claredes les decisions sobre material i acabat, potser us preguntareu com es compara la mecanització CNC amb altres mètodes de fabricació. Aquesta comparació revela quan la mecanització de precisió ofereix el millor valor i quan les alternatives són més adients.
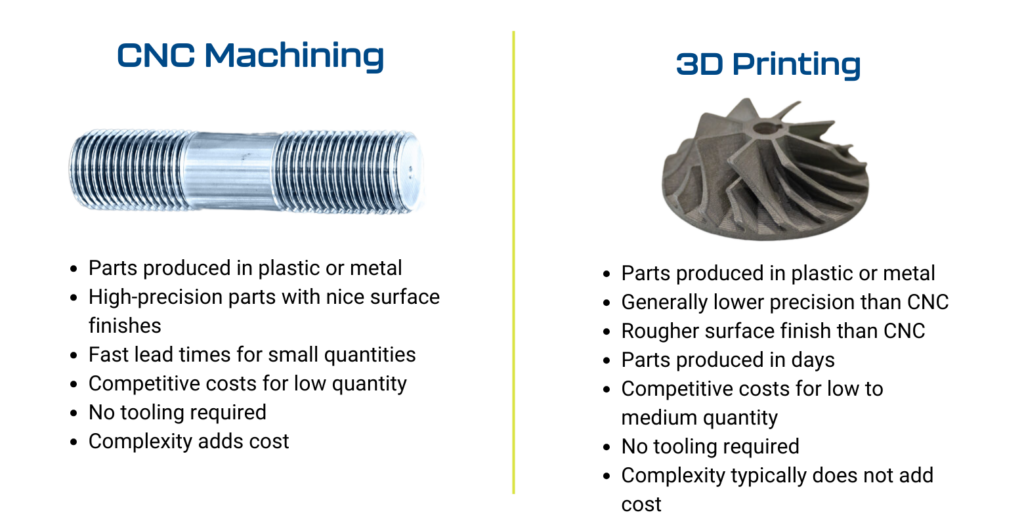
Mecanitzat CNC respecte a la impressió 3D, el motatge per injecció i la fosa
Heu seleccionat el vostre material i compreneu els processos CNC. Però aquí teniu una pregunta que val la pena fer-se abans de comprometre-vos: el mecanitzat CNC és realment el mètode de fabricació adequat per al vostre projecte? En alguns casos, la resposta és sí. En altres, realment no ho és.
La majoria d’oficines CNC no us diran quan les alternatives són més adients —al cap i a la fi, el seu negoci és el mecanitzat—. Tanmateix, comprendre aquests compromisos us ajuda a prendre decisions més intel·ligents i a evitar errors costosos. Analitzem, amb total sinceritat, com es compara el mecanitzat CNC amb la impressió 3D, el motatge per injecció i la fosa.
Quan la fresadora CNC supera les alternatives
El mecanitzat CNC ha mantingut la seva posició dominant en la fabricació de precisió per bones raons. Segons Northeast Precision CNC, «El mecanitzat CNC ofereix una precisió superior i toleràncies molt estretes, sovint dins dels micròmetres. Això el fa ideal per produir peces que requereixen una alta precisió, com ara components de motors o implants mèdics.»
Aquí és on la mecanització CNC supera realment les alternatives:
Precisió i control de toleràncies: Quan la vostra aplicació exigeix dimensions exactes, la mecanització CNC ho ofereix. Segons The Steel Printers , la mecanització CNC és «capaç d’assolir una tolerància de ±0,001 mm, cosa que és significativament millor tant que la fosa com que l’impressió 3D de metalls». Ni l’impressió 3D ni la fosa assolen aquest nivell d’exactitud dimensional sense operacions secundàries de mecanització.
Versatilitat del material: Les màquines CNC treballen amb gairebé qualsevol material mecanitzable: metalls, plàstics, fusta i materials compostos. Northeast Precision CNC assenyala que «les màquines CNC poden treballar amb una àmplia gamma de materials, incloent-hi metalls (alumini, acer, titani), plàstics i fins i tot fusta». L’injecció de plàstics us limita principalment als plàstics, mentre que l’impressió 3D ofereix un ventall de materials en expansió, però encara restringit.
Temps de resposta ràpid per a prototips i petites sèries: Necessiteu peces ràpidament? La mecanització CNC no requereix el desenvolupament d’eines. The Steel Printers explica que «la impressió 3D de metall és el mètode més ràpid» per a lots petits, però la CNC hi va a prop —i sovint guanya quan es tenen en compte els requisits de postprocessament. Northeast Precision afirma, a més, que «un cop el model CAD està preparat i el codi G generat, la màquina pot començar a tallar gairebé immediatament».
Flexibilitat de disseny sense inversió en eines: Fer canvis és senzill. Si cal ajustar les dimensions, l’operari pot modificar directament el codi G. Compareu-ho amb la injecció de plàstic, on Northeast Precision assenyala que «si cal fer un canvi en la peça desitjada, caldrà modificar també el motlle, fet que contribueix encara més a allargar els terminis d’entrega».
Qualitat de l'acabat superficial: Les superfícies mecanitzades normalment requereixen menys postprocessament que les peces foses o impresses. The Steel Printers observa que «la peça mecanitzada final normalment només necessita tractament tèrmic com a postprocessament», mentre que les peces foses i les impresses en 3D sovint necessiten mecanització per assolir els acabats requerits.
Situacions en què altres mètodes tenen més sentit
Aquesta és la veritat: la mecanització CNC no és sempre l’opció millor. Reconèixer aquestes situacions estalvia diners i evita frustracions.
Quan guanya l’impressió 3D:
- Geometries extremadament complexes - The Steel Printers assenyala que «la impressió 3D de metall també pot produir estructures lleugeres i perfils de cavitats interiors que serien impossibles de fabricar mitjançant mecanització CNC». Penseu, per exemple, en estructures de retícula, canals de refrigeració interns o formes orgàniques.
- Peces úniques molt personalitzades - Quan cada unitat és diferent, la impressió 3D elimina el temps de preparació entre variacions.
- Preocupacions sobre l’eficiència del material - L'ús de màquines CNC és un procés subtractiu, el que significa que es retira material, que sovint es desaprofita. The Steel Printers assenyala que «la impressió 3D de metall només utilitza la quantitat de material necessària per fabricar una peça i qualsevol excedent normalment es pot reciclar».
Quan predomina l’inyecció:
- Producció de plàstic en gran volum - Si necessiteu milers o milions de peces de plàstic idèntiques, l’economia per unitat de l’inyecció esdevé insuperable. El motlle costós s’amortitza gràcies al volum de producció.
- Geometries complexes de plàstic amb qualitat constant - Un cop el motlle està perfecte, cada peça que en surt és idèntica.
- Característiques integrades - Encaixos ràpids, articulacions flexibles i muntatges complexos en una única peça moldada.
Quan predomina la fosa:
- Peces metàl·liques de gran mida - The Steel Printers explica que «quan es fabriquen peces de gran mida, la fosa seria el mètode a triar. En general, els mètodes tradicionals de fabricació són molt més adequats per produir peces més grans».
- Volums de producció molt elevats - A milers d'unitats, les economies d'escala de la fosa predominen. Steel Printers assenyala que «a mesura que augmenta la quantitat de peces, el cost fix de la fabricació d'un motlle de fosa... es pot repartir entre moltes peces».
- Peces en què el material pot fluir fàcilment - Geometries més senzilles sense característiques internes complexes.
Comparació de mètodes de fabricació personalitzada
Aquesta taula completa us ajuda a avaluar quin mètode s’adapta millor als requisits concrets del vostre projecte:
| Factor | Freshener per maquinari CNC | impressió 3D (Metall) | Modelatge per injecció | Casting |
|---|---|---|---|---|
| Cost a 1–10 unitats | Moderat: no cal eines | Moderat a elevat: preu per peça | Molt elevat: el cost del motlle predomina | Elevat: cal un patró i un motlle |
| Cost per 100 unitats | Moderat – amortització de la configuració | Alt – escalat lineal | Moderat – repartició del cost del motlle | Moderat – esdevé competitiu |
| Cost a 1.000+ unitats | Més elevat per unitat que les alternatives | El més elevat – no escala bé | El més baix per a plàstics | El més baix per a metalls |
| Capacitat de precisió | Excel·lent (possible ±0,001 mm) | Bo (típicament ±0,1–0,2 mm) | Bo (±0,05–0,1 mm típic) | Moderat (sovint necessita mecanitzat) |
| Opcions de Material | Més ampli: metalls, plàstics i materials compostos | En creixement, però limitat a metalls/polímers | Principalment termoplàstics | La majoria de metalls són fosaibles |
| Temps de lliurament (primera peça) | De dies a 1–2 setmanes | Dies a 1 setmana | Setmanes a mesos (creació del motlle) | Setmanes (patró i motlle) |
| Flexibilitat per canviar el disseny | Excel·lent: modifiqueu l’arxiu CAD | Excel·lent: modifiqueu l’arxiu CAD | Dolent – requereix modificació de l’emmotllament | Dolent – requereix un nou patró |
| Complexitat geomètrica | Limitat per l’accés a les eines | Excel·lent – es poden fer característiques interiors | Bo amb un disseny adequat de l’emmotllament | Moderat – limitacions del flux |
| Interval de mida de peça | Petits a grans | Limitat pel volum de construcció de la impressora | Petits a mitjans habituals | Petits a molt grans |
Fer la Tria Correcta per al Vostre Projecte
The Steel Printers resumeix bé el marc de presa de decisions: «La relació directa entre complexitat i quantitat» determina el mètode òptim. A continuació, es presenta la guia simplificada basada en el seu anàlisi:
- Unitats individuals fins a desenes de peces: impressió 3D o mecanitzat CNC, segons la complexitat de la geometria
- Desenes fins a centenars de peces: Mecanitzat CNC, amb possible transició a fosa per a geometries més senzilles
- Centenars fins a milers de peces: Fosa per a metalls, injecció per a plàstics
- Milers i més: La fosa o l’injecció gairebé sempre resulten més econòmiques
Com conclou The Steel Printers: «No hi ha cap mètode que sempre superi els altres. Per avançar en el futur, la idea és que les tècniques tradicionals de fabricació i la impressió 3D de metalls s’acomplin mútuament, omplint les lacunes on l’altra falla.»
La percepció més valuosa? No donis per fet que la mecanització CNC és automàticament la millor opció només perquè sigui l’opció més coneguda. Avalua de forma honesta les teves necessitats quantitatives, els requisits de precisió, les especificacions del material i el termini previst. Un taller CNC fiable et dirà, de fet, quan hi ha alternatives que són més adequades per al teu projecte: aquesta honestedat construeix el tipus de relació col·laborativa que aporta valor en diversos projectes.
Un cop seleccionat el mètode de fabricació, la següent decisió consisteix a triar entre tallers mecànics locals i serveis en línia: cadascun ofereix avantatges distints segons l’abast del teu projecte i les necessitats de suport.
Trobar el taller CNC adequat per a l’abast del teu projecte
Heu determinat que la fresadora CNC s’adapta al vostre projecte. Ara arriba una decisió que, sorprenentment, pocs guies aborden amb franquesa: cal treballar amb un taller mecànic local a prop de mi o fer servir una plataforma de serveis de fresadora CNC en línia? La resposta no és senzilla, i prendre-la malament pot significar pagar preus premium per una comoditat que no necessiteu o sacrificar un suport essencial per al vostre èxit.
Ambdós enfocaments tenen avantatges reals. Entendre quan cadascun destaca us ajuda a adaptar els requisits del vostre projecte al tipus de soci adequat.
Tallers mecànics locals vs. serveis de fresadora CNC en línia
Les diferències més importants entre aquestes opcions resideixen en la manera de comunicar-vos, en com avancen les comandes i en el suport que rebem. Segons XTJ Precision Manufacturing , "Quan trieu serveis tradicionals de mecanitzat CNC, treballeu amb una fàbrica... Sovint parleu amb l’equip de la fàbrica sobre les vostres necessitats i materials." Les plataformes en línia, per altra banda, "us permeten comandar peces mitjançant un lloc web", amb pressupostos automàtics i mínima interacció directa.
Això és el que realment ofereix cadascun d’aquests enfocaments:
Avantatges dels tallers mecànics locals:
- Comunicació directa amb els mecanògrafs i enginyers - Podeu discutir requisits complexos cara a cara, fer preguntes i obtenir immediatament aclariments sobre detalls tècnics
- Consultoria i experiència en disseny - XTJ assenyala que els tallers tradicionals "ofereixen ajuda experta en disseny. Podeu rebre consells per millorar la vostra peça i estalviar diners"
- Construcció de relacions - Treballar directament amb una instal·lació genera confiança i comprensió que beneficien projectes futurs
- Preus Transparents - "Pagueu directament a la fàbrica, de manera que eviteu costos addicionals derivats d’intermediaris", evitant les tarifes de plataforma que poden afegir entre un 10 % i un 20 % als costos del projecte
- Consistència de qualitat - Els tallers locals "controlen cada pas dins de la seva pròpia fàbrica" amb supervisió directa de cada operació
- Servei i suport en curs - Necessiteu manteniment, reparació o calibratge d’equipament? Les instal·lacions locals sovint ofereixen aquests serveis al costat de la fabricació
Avantatges dels serveis d’usinatge CNC en línia:
- Pressupostos immediats - Pujau el vostre fitxer CAD i rebreu el pressupost immediatament, sense haver d’esperar estimacions manuals
- Xarxes amplies de proveïdors - L’accés a múltiples tallers de maquinària certificats mitjançant una única plataforma amplia les vostres opcions
- Gestió d’ordres pràctica - Seguiu les comandes, gestioneu projectes i tramiteu la documentació mitjançant interfícies web
- Opcions de lliurament flexibles - Trieu entre enviaments estàndard, urgents o econòmics segons l’urgència i el pressupost
- accés 24/7 - Envieu comandes en qualsevol moment sense haver de coordinar horaris o fusos horaris
- Iteració ràpida del disseny - XTJ observa que les plataformes en línia «us permeten penjar nous dissenys i modificar comandes ràpidament. Podeu provar idees i rebre peces de forma ràpida»
Però aquí hi ha quelcom que sovint es passa per alt: les plataformes en línia utilitzen xarxes de proveïdors, cosa que pot introduir variabilitat. XTJ explica que «la qualitat pot variar segons el proveïdor. Les plataformes en línia poden comportar un risc més elevat d’errors o de retards en la lliurament de peces, ja que treballen amb molts tallers». Quan necessiteu resultats idèntics en múltiples comandes, aquesta coherència és fonamental.
Ajustar el tipus de taller a l’escala de producció
El volum de producció té una influència significativa en quina aproximació resulta més adequada. La mecanització CNC per lots petits té requisits diferents de la producció CNC d’alts volums, i, per tant, el tipus de soci adequat canvia en conseqüència.
Per a prototips i lots petits (1-50 peces):
Les dues opcions funcionen aquí, però les prioritats difereixen. Si el vostre prototip requereix iteracions i retroalimentació sobre el disseny, els tallers locals destaquen. RapidDirect assenyala que els tallers de CNC poden «modificar ràpidament els seus dissenys amb un cost i un temps mínims per optimitzar la qualitat de la producció». Aquesta refinació col·laborativa es produeix de forma més natural quan treballeu directament amb enginyers.
Les plataformes en línia brillen quan ja teniu dissenys definitius i necessiteu una resposta ràpida sense consultes extenses. Per a peces senzilles on la geometria ja està provada, pujar els fitxers i rebre les peces en qüestió de dies ofereix una eficiència clara.
Per a sèries de producció mitjanes (50-500 peces):
Aquest rang sovint prefereix els tallers mecànics locals o les relacions directes amb fàbriques. Segons la comparativa d’XTJ, «si voleu el preu més baix per a feines grans i necessiteu peces exactes, trieu un servei directe de mecanitzat CNC». Les comissions de les plataformes esdevenen més significatives a mesura que augmenten les quantitats, i la capacitat de negociar directament els preus amb els fabricants ofereix avantatges econòmics.
A més, les sèries mitjanes es beneficien de la coherència que ofereix la producció d'una única font. Totes les peces provenen de les mateixes màquines, els mateixos operaris i les mateixes proves de qualitat.
Per a la producció en gran volum (500 peces o més):
A escala, les relacions directes esdevenen essencials. RapidDirect subratlla que, quan s’avaluen tallers, cal tenir en compte «la capacitat i les opcions d’escalabilitat del taller de fresat CNC: quins volums pot entregar el taller en un termini concret?». El treball en gran volum requereix tallers amb una capacitat adequada de màquines, programació eficient i sistemes de qualitat robustos.
Les plataformes en línia poden trobar dificultats en aquest àmbit, ja que distribueixen la feina entre diversos proveïdors, cosa que pot generar inconsistències. Les col·laboracions directes permeten una programació de producció dedicada, negociacions de preus per volum i logística optimitzada.
Expectatives respecte al temps de lliurament i terminis realistes
Comprendre els terminis realistes evita frustracions i us ajuda a planificar de manera efectiva. Això és el que podeu esperar realment:
Pla de treball local de la fàbrica de màquines:
- Comandes d'última hora: 1-3 dies per a peces senzilles amb capacitat disponible
- Prototips estàndard: 3-7 dies laborables
- Peces complexes o de precisió: 1-2 setmanes
- Producció: 2-4 setmanes segons la quantitat i la complexitat
XTJ assenyala que les instal·lacions tradicionals de CNC "poden fabricar peces en 3 a 7 dies. Parles directament amb la fàbrica, de manera que pots demanar entregues urgents." Aquesta comunicació directa permet una major flexibilitat quan els terminis són crítics.
Pla de treball de la plataforma en línia:
- Servei urgent: 3-5 dies laborables (preu premium)
- Entrega estàndard: 2-3 setmanes habituals
- Opcions econòmiques: 3-4 setmanes
L'anàlisi de XTJ indica que «la majoria de treballs triguen uns tres setmanes, però es pot pagar més per obtenir-los abans». El compromís és senzill: la velocitat té un cost addicional en les plataformes, mentre que els tallers locals poden oferir un temps de resposta estàndard més ràpid mitjançant la programació directa.
El factor servei: Més enllà de la simple fabricació de peces
Un avantatge que ofereixen els tallers mecànics locals i que les plataformes en línia no poden igualar és la possibilitat d’establir relacions de servei integral. Quan necessiteu manteniment d’equipaments, reparacions o suport tècnic més enllà de la fabricació de peces, les instal·lacions locals aporten un valor continu.
Segons Wisconsin Metal Tech, tenir bones relacions amb els clients significa «col·laborar activament amb ells per comprendre les seves necessitats específiques. Ja sigui una exigència concreta de material, toleràncies ajustades o restriccions de disseny, adaptem els nostres serveis de mecanitzat CNC en conseqüència.»
Aquest enfocament col·laboratiu s'estén també a la resolució de problemes. Wisconsin Metal Tech subratlla que «sorgeixen reptes, però el nostre enfocament col·laboratiu assegura que trobem solucions junts». Quan es produeixen problemes —i en la fabricació, ocasionalment n’hi ha—, tenir un partner que entengui les vostres aplicacions i pugui respondre ràpidament fa una diferència significativa.
Per a relacions contínues que impliquin comandes repetides, evolució del disseny o ampliació de la producció, les associacions locals solen aportar més valor. Per a projectes puntuals amb especificacions clares i sense previsió de seguiment, les plataformes en línia ofereixen transaccions eficients.
La tria adequada no es basa en quina opció és universalment millor, sinó en quin enfocament s’ajusta millor als requisits concrets del vostre projecte, al calendari previst i a les necessitats de relació.
Un cop seleccionat el tipus de taller, comprendre com funciona la tarificació us ajuda a avaluar eficaçment els pressupostos i a evitar costos inesperats —cosa que ens porta als factors que realment determinen el preu dels serveis de CNC.
Comprendre la tarificació dels serveis CNC i els factors de cost
Ja heu rebut alguna vegada una pressupost de mecanitzat CNC i us heu preguntat per què aquella peça petita costa tant? O per què dos projectes aparentment similars han tingut pressupostos molt diferents? No esteu sols. La tarificació dels serveis de mecanitzat sovint sembla opaca per als compradors novells, i aquesta incertesa genera fricció abans que els projectes comencin ni tan sols.
Aquesta és la realitat: els costos del mecanitzat CNC no són arbitraris. Segueixen patrons previsibles basats en factors concrets. Comprendre aquests factors us transforma d’un simple receptor de pressupostos en un client informat que pot prendre decisions intel·ligents i, possiblement, reduir els costos abans d’enviar la vostra primera sol·licitud de pressupost (RFQ).
Factors clau que determinen els costos del mecanitzat CNC
Segons l’anàlisi de costos de Komacut, diversos elements interconnectats determinen el que pagareu per les peces mecanitzades. Analitzem-los segons l’ordre d’impacte habitual.
Tipus i ús del material:
La vostra elecció de material afecta el cost de diverses maneres, més enllà del preu només de la matèria primera. Komacut explica que «materials com l'acer inoxidable i el titani, que són més durs i resistents, requereixen més temps i eines especialitzades, augmentant així els costos». Per contra, «els materials més tous, com l'alumini, són més fàcils de mecanitzar, cosa que pot reduir tant el temps de mecanitzat com el desgast d'eines».
- Cost del material brut - El titani costa significativament més per quilogram que l'alumini o l'acer dolç
- Maquinabilitat - Els materials més durs requereixen velocitats de tall més lentes, augmentant el temps de màquina
- Desgast d'eines - Els materials abrasius o resistents desgasten les eines de tall més ràpidament, afegint costos de substitució
- Manipulació especial - Alguns materials requereixen refrigerants específics, velocitats d’alimentació o paràmetres de màquina concrets
Temps d’usinatge:
El temps de màquina impulsa directament els costos de mà d'obra i d'equipament. Komacut identifica dos factors principals de temps: «el gruix dels materials utilitzats i la complexitat del disseny de la peça». Els materials més gruixuts requereixen múltiples passes per assolir la profunditat desitjada. Les geometries complexes exigeixen velocitats més lentes per garantir la precisió i canvis d'eina més freqüents.
Complexitat de la peça i característiques de disseny:
Segons la guia de reducció de costos de Fictiv, determinats elements de disseny tenen un impacte significatiu en el preu:
- Toleràncies - «Toleràncies més estretes = cost més elevat.» Assolir una tolerància de ±0,001" requereix un mecanitzat més cuidadoso que les toleràncies habituals
- Mida i profunditat dels forats - «Els forats profunds i estrets són lents de mecanitzar amb precisió i propensos a la ruptura de l’eina»
- Ràdios interiors - «Com més petit sigui el radi, més petita haurà de ser la fresa d’extremitat necessària... i més lent haurà de ser el mecanitzat»
- Profunditat de tall - Les bosses especialment profundes requereixen un temps de mecanitzat prolongat i poden necessitar eines especials
- Espessor de paret - Les parets fines requereixen atenció addicional per evitar vibracions i deformacions
- Sota tall - Elements com les ranures per a juntes tòriques requereixen eines especialitzades que augmenten els costos
Temps de muntatge i processament:
Abans que comenci el tall, es realitza una preparació important. Komacut assenyala que «el muntatge d’una màquina CNC és especialment intensiu en mà d’obra i costós, ja que implica la instal·lació d’eines i fixacions adequades, la preparació del material i la configuració dels paràmetres de la màquina». Aquest cost d’enginyeria no recurrent (NRE) inclou:
- Programació CAM - Creació de les trajectòries d’eina i les instruccions en codi G
- Muntatge de les fixacions - Fixació correcta de la peça a treballar per a cada operació
- Instal·lació d’eines - Carrega i calibratge d’eines de tall
- Inspecció del primer article - Verificació que la primera peça compleixi les especificacions
Tipus i capacitats de la màquina:
Diferents equips tenen tarifes horàries diferents. L’anàlisi de Komacut mostra que les fresadores de 5 eixos tenen un cost per hora superior al de les de 3 eixos a causa de les seves «màquines cares, programari avançat i personal qualificat». El tornejat CNC és «generalment més ràpid i més econòmic que la fresadora per produir formes rodones».
Quantitat i mida del lot:
El volum afecta de manera significativa el preu per unitat. Komacut explica que «quantitats més grans distribueixen els costos fixos de preparació... entre més unitats, reduint així el cost per peça». A més, «les compres massives de materials sovint també comporten descomptes». La relació és clara: comandar 100 peces costa menys per unitat que comandar-ne 10.
Com obtenir pressupostos precisos per al vostre projecte
Per obtenir pressupostos útils cal proporcionar tota la informació necessària des del principi. Segons la guia de pressupostos de LongSheng, avaluar-los implica una «consideració exhaustiva d’una varietat de factors clau», incloent-hi «els costos dels materials, els costos de mà d’obra, les tarifes d’ús d’equipaments i els possibles costos de processament posterior».
Per rebre pressupostos precisos i comparables:
- Proporcioni fitxers CAD complets - Models 3D (STEP, IGES) juntament amb dibuixos 2D amb dimensions i toleràncies
- Especifiqui clarament el material - Incloui la qualitat, l’estat de treballat (temper) i qualsevol requisit de certificació
- Definís amb precisió les toleràncies - Indiqui les dimensions crítiques enfront de les toleràncies generals
- Requeriments de quantitat d'estat - Inclou tant les necessitats immediates com els volums potencials futurs
- Descriu els requeriments d'acabat superficial - Especifica els valors Ra o les operacions d'acabat necessàries
- Identifica les operacions secundàries - Tractament tèrmic, galvanització, anodització, requisits de muntatge
Els errors habituals que augmenten els costos de mecanitzat CNC
Molts factors que afecten el cost estan sota el vostre control. Fictiv identifica diversos errors evitables que inflen innecessàriament el preu:
Excessiva especificació de toleràncies: Sol·licitar una tolerància de ±0,001" en totes les dimensions quan només unes poques característiques ho requereixen realment augmenta dràsticament el cost. Fictiv recomana començar amb la «classe de tolerància mitjana ISO 2768» com a «norma raonable per a finalitats de prototipatge» i ajustar-la només on sigui funcionalment necessari.
Ignorar la complexitat del muntatge: Els dissenys que requereixen múltiples muntatges són més cars. Fictiv suggerix considerar si es pot «dividir el disseny en diversos components que es puguin mecanitzar fàcilment i muntar posteriorment» o «simplificar els dissenys permetent que tota la mecanització es faci en una sola cara.»
Escollir materials cars innecessàriament: Fictiv recomana: "simplement esculli el material més econòmic possible que encara compleixi els requisits del seu disseny. Si només està fent prototipatge funcional, intenti mantenir-se en opcions més econòmiques, com ara l'ABS o l'alumini mecanitzat per CNC."
Demands d'unitats individuals: Els costos NRE dominen les comandes d'una sola peça. Fictiv recomana "fabricar més d'una unitat de cada peça, de manera que el cost per unitat sigui inferior, però no tantes que fabrici peces innecessàries."
Dissenyar característiques que requereixen fixacions especials: Les peces amb geometria complexa poden necessitar mandíbules toves personalitzades o barres sinusoidals per al posicionament. Fictiv suggerix reduir "la complexitat geomètrica sempre que sigui possible" o dividir "el component en peces més senzilles que es puguin muntar posteriorment."
Recordeu els tres principals factors de cost de Fictiv que cal minimitzar: "Els costos de material, incloent la mida de l'estoc i el valor del material; Les configuracions de fixació, tant en nombre com en complexitat; El temps de mecanitzat, eliminant, sempre que sigui possible, les característiques i geometries complexes de la peça."
Amb aquest coneixement sobre preus, podeu avaluar les ofertes de forma significativa, identificar oportunitats d'optimització de costos i establir relacions productives amb els vostres socis en l’ús de màquines. I quin és el pas final? Saber quines qualitats defineixen un taller de CNC fiable amb qui val la pena col·laborar per a les vostres necessitats de fabricació de precisió.
Selecció d’un soci fiable en serveis de CNC
Ja heu recorregut els temes de toleràncies, certificacions, materials i factors relacionats amb els preus. Ara arriba la decisió que integra tots aquests aspectes: com triar un taller de CNC que ofereixi resultats constants i que creixi al ritme de les vostres necessitats. Un soci inadequat comporta retards en les entregues, problemes de qualitat i una despesa innecessària. En canvi, un soci adequat es converteix en una avantatge competitiu.
A continuació us mostrem com avaluar possibles socis en l’ús de màquines, fent servir el coneixement adquirit al llarg d’aquesta guia.
Què cal buscar en un soci en serveis de CNC
Inicieu l’avaluació amb aquests criteris essencials, cadascun dels quals està directament relacionat amb els estàndards tècnics i les capacitats que hem analitzat anteriorment:
- Certificacions rellevants per al vostre sector - Recordeu la desglossament de les nostres certificacions? Associeu les acreditacions de l’empresa amb la vostra aplicació. Per als serveis de fresatge CNC d’alta precisió en el sector automobilístic, la certificació IATF 16949 és imprescindible. Instal·lacions com Shaoyi Metal Technology demonstren aquesta norma juntament amb la implementació del control estadístic de processos (SPC) — sistemes de qualitat exactament dissenyats per prevenir defectes, i no només per detectar-los.
- Escalabilitat des del prototip fins a la producció - Pot l’empresa satisfer les vostres necessitats actuals I créixer al vostre costat? Busqueu socis que ofereixin prototipatge ràpid i producció en massa sota un mateix sostre. Això elimina la transició problemàtica entre proveïdors de prototips i instal·lacions de producció, que sovint introdueix variacions de qualitat.
- Capacitat de terminis d’entrega - Pregunteu específicament sobre el temps de resposta. Algunes instal·lacions certificades poden entregar components d’alta tolerància amb terminis d’entrega tan curts com un sol dia laborable per a necessitats urgents. Aquesta capacitat de resposta és fonamental quan els calendaris de producció són ajustats.
- Transparència sobre equipament i capacitat - Segons Llista de comprovació d’enginyeria de precisió de QTime , entendre la "capacitat i opcions d'escalabilitat" d'una botiga us ajuda a avaluar si pot "entregar en un termini específic." Demaneu llistes d'equipaments i la utilització actual de la capacitat.
- Processos de verificació de la qualitat - Com demostren que les peces compleixen les especificacions? Les inspeccions amb màquina de mesura per coordenades (CMM), els informes de la primera peça i les dades documentades de control estadístic de processos (SPC) indiquen una gestió sistemàtica de la qualitat, i no una fabricació basada només en l'esperança.
- Disposició a oferir consultoria tècnica - La botiga us ajuda a optimitzar els vostres dissenys o simplement emet pressupostos per als dissenys que li subministreu? Els socis que proposen millores demostren una experiència que beneficiarà els vostres projectes a llarg termini.
Avaluació de capacitats per a aplicacions automotrius i de precisió
Les aplicacions automotrius i de gran precisió exigeixen una anàlisi addicional. Les conseqüències són més greus, tant des del punt de vista financer com pel que fa a les implicacions en matèria de seguretat.
En avaluar botigues per a aquestes aplicacions exigents, verifiqueu:
- Capacitat per elaborar documentació PPAP - Poden proporcionar la documentació del procés d'aprovació de peces de producció que requereixen els vostres clients automobilístics?
- Implementació de FMEA - Realitzen l'anàlisi de modes de fallada i efectes de forma proactiva, o esperen que apareguin problemes?
- Sistemes de Traçabilitat - Poden fer el seguiment de cada peça fins als lots específics de materials, màquines i operaris?
- Experiència amb els tipus de components que utilitzeu - Un taller especialitzat en muntatges de xassís pot no ser ideal per a carcasses electròniques. Demaneu estudis de casos rellevants.
El procés d’avaluació acaba reduint-se a la confiança recolzada per proves. Les certificacions ofereixen una garantia bàsica. No obstant això, combinar aquestes credencials amb capacitats demostrades —com ara la capacitat de gestionar coixinets metàl·lics complexos o components automobilístics intrincats amb una precisió constant— distingeix els socis fiables en mecanitzat dels tallers que simplement disposen de l’equipament adequat.
La millor relació amb un taller de CNC no és transaccional, sinó una associació en què el vostre èxit impulsa el seu èxit. Busqueu tallers que us facin preguntes sobre la vostra aplicació, que us sugereixin millores als vostres dissenys i que demostrin un interès autèntic per resoldre els reptes de fabricació que enfronteu.
Amb els coneixements adquirits en aquesta guia, ja no sou un comprador primerenc que entra per primera vegada en un terreny desconegut. Enteneu què inclouen els serveis de CNC, com avaluar les certificacions, quan s’apliquen diferents processos i què determina els preus. Utilitzeu aquests coneixements per fer preguntes informades, comparar pressupostos de manera significativa i construir relacions amb tallers que ofereixinen la precisió, la fiabilitat i el servei que mereixen els vostres projectes.
Preguntes freqüents sobre tallers i serveis de CNC
1. Què fa un taller de CNC?
Un taller de màquines CNC utilitza màquines controlades per ordinador per fabricar components de precisió a partir de materials en brut com ara metall, plàstic o compostos. Els serveis van més enllà del tall bàsic i inclouen mecanitzat personalitzat, prototipatge, manteniment d’equipaments, reparació, calibratge i formació d’operadors. Els tallers CNC compten amb programadors qualificats, mecànics i especialistes en control de qualitat que transformen els requisits del projecte en peces acabades amb toleràncies mesurades en micròmetres.
2. Què és un servei CNC?
El servei CNC comprèn tot l’espectre d’operacions de mecanitzat per control numèric per ordinador, incloent fresat CNC, tornejat CNC, mecanitzat multieixos i electroerosió (EDM). A més de la fabricació, inclou suport disseny com ara processament CAD/CAM, enginyeria inversa i optimització de disseny. Els serveis secundaris cobreixen acabats de superfície com l’anoditzat i la galvanoplàstia, tractaments tèrmics, inspecció de qualitat mitjançant verificació amb màquina de mesura per coordenades (CMM) i serveis de muntatge.
3. Com escollir entre fresat CNC, tornejat CNC i electroerosió (EDM)?
Trieu segons la geometria de la peça: el fresat CNC és adequat per a superfícies planes, calaixos i contorns complexos en 3D mitjançant eines de tall giratòries. El tornejat CNC és més ràpid i més econòmic per a peces cilíndriques com eixos i casquets, on la peça gira. L’EMD (mecanització per descàrrega elèctrica) utilitza espurnes elèctriques per mecanitzar materials extremadament durs i crear característiques interiors complexes que serien impossibles amb el tall convencional, però és més costós i només funciona amb materials conductors.
4. Quines certificacions he de cercar en un taller de CNC?
La norma ISO 9001 proporciona una gestió de la qualitat fonamental per a tots els sectors. Per a aplicacions aeroespacials, la certificació AS9100D és essencial. Els projectes automotius requereixen la norma IATF 16949, que es basa en la ISO 9001 i hi afegeix el control estadístic de processos (SPC), l’anàlisi FMEA i la documentació PPAP. La fabricació de dispositius mèdics necessita la norma ISO 13485. Trieu la certificació segons els requisits del vostre sector, en lloc de limitar-vos a comptar el nombre de certificacions.
5. He d’utilitzar un taller mecànic local o un servei CNC en línia?
Les botigues locals ofereixen comunicació directa amb els mecànics, experiència en consultoria de disseny, preus transparents sense comissions de plataforma i suport continu de servei per a manteniment i reparacions. Les plataformes en línia proporcionen pressupostos immediats, accés 24/7 i xarxes amplies de proveïdors. Per a projectes complexos que requereixen iteracions, les col·laboracions locals destaquen. Per a peces senzilles amb dissenys ja definitius, les plataformes en línia ofereixen transaccions eficients. La producció en gran volum sol preferir relacions directes amb fàbriques.