 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Serveis d'usinatge CNC en línia: des del fitxer CAD fins a la lliurament a la porta
Què ofereixen realment els serveis de mecanitzat CNC en línia
Imagineu-vos pujar un fitxer de disseny des del vostre portàtil i rebre peces mecanitzades amb precisió a la vostra porta en qüestió de dies. Sense haver de visitar fàbriques. Sense negociacions llargues. Sense esperar setmanes per rebre un pressupost. Això és exactament el que ofereixen als enginyers, desenvolupadors de productes i fabricants de tot el món els serveis de mecanitzat CNC en línia.
Al seu nucli, el mecanitzat CNC en línia us connecta amb capacitats de fabricació avançades mitjançant plataformes digitals . En lloc de l’aproximació tradicional, que implica visitar tallers mecànics, intercanviar dibuixos en paper i esperar pressupostos manuals, només cal pujar els vostres fitxers CAD, seleccionar els materials i rebre immediatament un pressupost. A continuació, la plataforma coordina la producció amb operadors certificats de màquines CNC, sovint distribuïts per una xarxa global, per fabricar les vostres peces CNC amb toleràncies de precisió tan ajustades com ±0,01 mm.
Des del fitxer CAD fins a la peça acabada en qüestió de dies
L’avantatge de velocitat és remarcable. Segons la recerca del sector, les empreses que utilitzen serveis CNC en línia han reduït els cicles de desenvolupament fins a un 50 % comparats amb els fluxos de treball tradicionals de fabricació. Ja necessiteu un sol prototip per fer proves o un lot de 500 components de producció, el procés roman optimitzat i previsible.
Penseu què significa això per al calendari del vostre projecte. Una startup que desenvolupa components personalitzats per a motors pot pujar dissenys, rebre peces mecanitzades per fer proves i iterar millores dins de la mateixa setmana. Els equips d’I+D poden validar conceptes més ràpidament. Els responsables de producció poden subministrar peces de substitució sense haver de passar per llargs cicles d’adquisició.
Com han canviat les plataformes digitals l’accés a la fabricació
Abans que apareguessin les plataformes digitals, accedir a un mecanitzat CNC de qualitat requeria relacions establertes amb proveïdors, quantitats mínimes d’ordre significatives i importants inversions inicials. Les petites empreses i els enginyers individuals sovint es trobaven davant barreres que les grans corporacions simplement evitaven mitjançant socis especialitzats en fabricació.
Avui en dia, aquest camp de joc s’ha igualat de manera espectacular. Una plataforma en línia de màquines CNC ofereix a una startup de dues persones el mateix accés a la fabricació que a una empresa de la llista Fortune 500. Podeu demanar suports personalitzats, ajustos de precisió o components aerospacials complexos mitjançant la mateixa interfície intuïtiva.
L’àmbit d’aplicació d’aquests serveis s’ha ampliat significativament:
- Prototipatge Ràpid: Producció d’unitat única per a la validació de disseny i proves funcionals
- Fabricació de baix volum: Sèries petites de 10 a 500 peces sense necessitat d’inversions en eines
- Producció: Fabricació escalable per a necessitats contínues de producte
- Parts de reemplaçament: Subministrament a demanda per a aplicacions de manteniment i reparació
La revolució del CNC en línia explicada
Així, què és el que fa exactament que funcioni un servei CNC en línia? Les plataformes integren diversos components essencials que transformen la fabricació complexa en un procés accessible i transparent:
- Sistemes digitals de pressupostos: Els algorismes analitzen la geometria del vostre disseny, la selecció de material i les toleràncies per generar preus precisos en segons
- Capacitats de pujada d'arxius: El suport als formats CAD estàndard, com ara STEP, IGES i STL, assegura la compatibilitat amb el vostre programari de disseny
- Interfícies de selecció de materials: Seleccioneu entre metalls com l'alumini, l'acer, el titani i el llautó, o plàstics d'enginyeria com el delrin i el policarbonat
- Taulers de seguiment de comandes: Visibilitat en temps real de l'estat de producció, de les inspeccions de qualitat i de les actualitzacions d'enviaments
- Documentació de qualitat: Informes d'inspecció i certificacions que compleixen els requisits normatius per a aplicacions aeroespacials, mèdiques i automotrius
Per als usuaris novells, el procés elimina el factor d'intimidació de la fabricació de precisió. No calen dècades de relacions amb proveïdors ni experiència en fabricació per obtenir un pressupost de CNC en línia. La plataforma us guia en cada punt de decisió.
Per als enginyers experimentats que busquen nous proveïdors, aquests serveis ofereixen alguna cosa igualment valuosa: transparència i velocitat. Podeu comparar instantàniament pressupostos de mecanitzat en línia, avaluar els terminis d'entrega respecte als terminis del projecte i escalar la producció sense haver de renegociar contractes. El servei de CNC que trieu es converteix en un soci flexible de fabricació, en lloc d'una relació rígida amb un proveïdor.
Ja sigui que esteu fent prototips del vostre primer producte o que adquiriu components de producció per a una línia de productes ja establerta, comprendre com funcionen aquestes plataformes us dona una avantatge significativa en la gestió de costos, terminis i expectatives de qualitat.

Explicació del fresat, el tornejat i els processos multieixos de CNC
Quan exploreu serveis de mecanitzat CNC en línia, ràpidament us trobareu amb tres processos de fabricació principals: fresat, tornejat i operacions multieix. Però quin d’ells s’adapta al vostre projecte? Comprendre com funciona mecànicament cada procés us ajuda a prendre decisions informades, en lloc de simplement endevinar basant-vos en les descripcions dels proveïdors.
Aquesta és la diferència fonamental: el fresat CNC implica una peça de treball estacionària mentre una eina de tall giratòria elimina material per crear la forma desitjada. El tornejat CNC inverteix completament aquest enfocament, fent girar la peça de treball contra una eina de tall estacionària. La mecanització multieix combina aquestes capacitats amb graus addicionals de llibertat, cosa que permet geometries complexes que, d’altra manera, requeririen múltiples muntatges.
Fresat CNC per a geometries 3D complexes
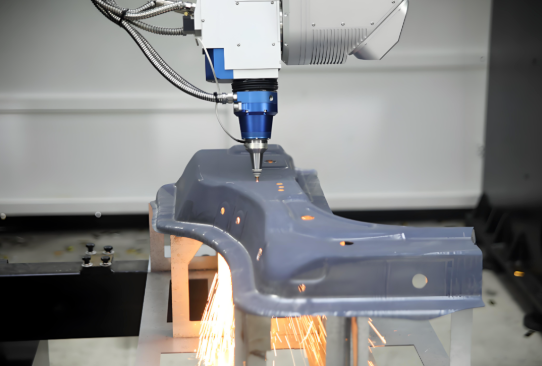
Imagineu-vos que necessiteu un suport personalitzat amb calaixos , ranures i superfícies inclinades. El fresat CNC ho gestiona sense esforç. La màquina de tall CNC es mou al llarg de diversos eixos, cosa que permet que la fresa giratòria s’apropi a la peça des de diferents angles i esculpeixi característiques complexes.
Què fa que el fresat sigui especialment versàtil? Les seves capacitats multieix permeten obtenir peces fresades CNC amb contorns complexos, formes irregulars i detalls superficials elaborats. Segons l’expertesa del sector, el fresat destaca en el treball de materials difícils de tornejat, com ara acers temperats i aliatges exòtics.
Considereu aquestes aplicacions habituals de les peces fresades CNC:
- Components complexos de motors amb múltiples superfícies mecanitzades
- Engrenatges personalitzats i enllaços mecànics
- Components estructurals aeroespacials amb callositats per reduir el pes
- Carcasses i cobertes amb característiques de muntatge precises
- Prototips de productes de consum que requereixen detalls elaborats
El compromís? El fresat sol requerir més temps de preparació per a peces complexes, i obtenir característiques cilíndriques pot implicar consideracions addicionals sobre les eines en comparació amb el tornejat.
Quan té sentit utilitzar el tornejat CNC
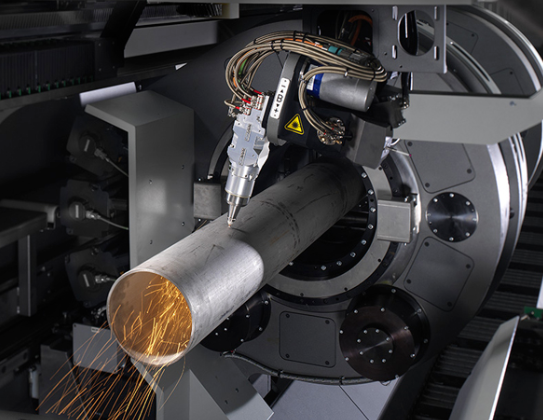
Ara imagineu-vos un escenari diferent. Necessiteu eixos de precisió, casquets o elements roscats. Aquests components cilíndrics són on el tornejat CNC realment brilla.
En un servei de tornejat CNC, la peça gira a alta velocitat mentre una eina de tall immòbil la modela al llarg del seu eix de rotació. Aquest enfocament ofereix una eficiència excepcional per a peces rodones o simètriques. El procés de tall CNC elimina material de forma contínua mentre la peça gira, produint superfícies cilíndriques llises amb una excel·lent concentricitat.
Els serveis de tornejat CNC destaquen en la fabricació de:
- Eixos i fusos amb toleràncies de diàmetre precises
- Casquets i anells per a muntatges mecànics
- Brides i components d’acoblament
- Elements de fixació i accessoris roscats
- Cilindres escalonats amb diverses seccions de diàmetre
La limitació? El tornejat té dificultats amb peces que presenten formes irregulars o geometries complexes que es prolonguen més enllà de l’eix de rotació. Si la vostra peça té callositats, característiques inclinades o elements asimètrics, normalment el fresat és l’opció millor.
Comprendre les capacitats de la maquinària de 5 eixos
Què passa quan el vostre disseny exigeix alhora complexitat i precisió que les operacions estàndard de 3 eixos no poden assolir? Aquí és on es fan essencials els serveis de mecanitzat CNC de 5 eixos.
El fresat tradicional es mou al llarg de tres eixos lineals: X, Y i Z. Les màquines de 5 eixos afegeixen dos eixos de rotació, cosa que permet que l’eina de tall o la peça es tombin i giren durant la mecanització. Aquesta capacitat elimina la necessitat de múltiples muntatges, redueix els errors de manipulació i permet fabricar característiques que, d’altra manera, serien impossibles de mecanitzar.
El resultat? Podeu produir components aerospacials amb corbes compostes, implants mèdics amb geometries orgàniques o paletes de turbines amb perfils aerodinàmics complexos en una sola operació. Les màquines multifunció modernes combinen fins i tot les capacitats de fresat i tornejat, oferint una coordinació perfecta entre les eines giratòries i la rotació de la peça.
Comparació del procés d'un cop d'ull
Seleccionar el procés adequat depèn de la geometria de la peça, del volum de producció, de les propietats del material i dels requisits d’exactitud. Aquesta comparació us ajuda a avaluar quin enfocament s’adapta millor a les necessitats concretes del vostre projecte:
| Tipus de procés | Millors aplicacions | Toleràncies típiques | Nivell de complexitat |
|---|---|---|---|
| Fresat CNC (3 eixos) | Superfícies planes, callositats, ranures, contorns 3D senzills | ±0,001" a ±0,005" (±0,025 a ±0,127 mm) | Baix a mitjà |
| Torn CNC | Parts cilíndriques, eixos, casquets, components rosquejats | ±0,001" a ±0,005" (±0,025 a ±0,127 mm) | Baix a mitjà |
| fresat de 5 eixos | Components aerospacials complexos, paletes de turbines, implants mèdics | ±0,0005" a ±0,002" (±0,013 a ±0,051 mm) | Alta |
| Centres de fresat-torneig | Peçes que requereixen tant característiques cilíndriques com prismàtiques | ±0,001" a ±0,003" (±0,025 a ±0,076 mm) | Mitjana a alta |
Quan pujeu el vostre disseny a una plataforma en línia, el sistema de pressupostos normalment analitza la vostra geometria i recomana el procés adequat. No obstant això, comprendre aquestes diferències us permet optimitzar el disseny per a la fabricabilitat i preveure com la selecció del procés afecta tant el cost com el temps d’entrega.
Amb una comprensió clara dels processos d’usinatge disponibles, la següent decisió crítica consisteix a seleccionar el material adequat per a les necessitats de la vostra aplicació.
Com triar els materials adequats per a la mecanització CNC
Ja heu seleccionat el procés de mecanització. Ara arriba una decisió igualment crítica: de quin material ha de ser la peça? Triar el material adequat no es tracta només de marcar una casella en un formulari de comanda. Afecta directament el comportament de la peça sota esforç, la seva resistència a la corrosió, la capacitat de suportar temperatures extremes i, finalment, determina l’èxit del projecte.
El repte? La majoria de plataformes en línia us presenten una llarga llista d’opcions de materials sense explicar quan cal triar-ne un en lloc d’un altre. Veieu alumini, acer, llautó, delrin, niló i desenes més. Però quin d’ells compleix les necessitats específiques de la vostra aplicació?
Construïm un marc pràctic per a la selecció de materials segons el que la vostra peça ha de fer realment.
Ajustar els materials als requisits mecànics
Abans de fer servir els catàlegs de materials, comenceu amb una pregunta senzilla: en quines condicions s’emprarà la vostra peça a l’ús real? Segons els experts en fabricació de Protolabs, prioritzar els vostres requisits, des dels imprescindibles fins als desitjables, redueix ràpidament les opcions a un nombre viable.
Tingueu en compte aquests factors quan avalieu les materials:
- Tensió mecànica: La vostra peça haurà de suportar càrregues elevades, patir forces d’impacte o experimentar cicles repetits d’esforç?
- Exposició ambiental: És una preocupació l’humitat, la humitat ambiental o el contacte amb productes químics?
- Rang de temperatura: La peça funcionarà a prop de fonts de calor o en condicions de gel?
- Limitacions de pes: La vostra aplicació requereix components lleugers?
- Requisits de superfície: Necessiteu acabats llisos, protecció contra la corrosió o qualitats estètiques específiques?
- Sensibilitat al cost: Quin és el vostre pressupost per als materials purs respecte als compromisos entre cost i prestacions?
Un cop hàgiu aclarit aquestes prioritats, la selecció de material es converteix en un procés lògic, i no en una simple suposició.
Selecció de metalls més enllà de les bases
Els metalls continuen sent l'espinada dorsal de la mecanització CNC de precisió. Però dir que necessiteu «peces de metall» és com dir que necessiteu «transport». La tria concreta importa enormement.
Aliatges d'alumini l’alumini domina els comandes CNC en línia per bones raons. Es mecanitza ràpidament, resisteix naturalment la corrosió i ofereix excel·lents relacions resistència-pes. L’alumini 6061 proporciona un bon rendiment general per a aplicacions habituals, mentre que l’7075 ofereix una resistència superior per a components aerospacials i estructurals. Tots dos admeten l’anoditzat per millorar la durabilitat o el revestiment cromat per millorar l’aspecte estètic.
Opcions d’acer van des de qualitats d’acer de baix contingut de carboni per a fabricació general fins a variants inoxidables per a resistència a la corrosió. Si la vostra peça funciona en entorns humits o químicament agressius, l’acer inoxidable evita la formació de rovell i la degradació. El contrapunt? L’acer es mecanitza més lentament que l’alumini i pesa significativament més.
Llauna i bronze destaquen en aplicacions que requereixen baixa fricció i excel·lent maquinabilitat. El mecanitzat del bronze produeix peces ideals per a casquets, rodaments i ferralla decorativa. Els components de bronze CNC resisteixen excepcionalment el desgast en aplicacions de lliscament. Aquestes aliatges de coure també ofereixen propietats antimicrobianes naturals per a equips mèdics i d’elaboració d’aliments.
Titani ofereix la relació resistència-pes òptima combinada amb una resistència a la corrosió extraordinària. Les aplicacions aeroespacials i mèdiques sovint especifiquen titani malgrat el seu cost més elevat i les seves velocitats de mecanitzat més lentes. Si la reducció de pes i la biocompatibilitat són fonamentals, el titani justifica la prima.
Plàstics d’enginyeria per a aplicacions de precisió
Quan el metall és massa exigent, els plàstics d’enginyeria ofereixen un rendiment precís amb menys pes i cost. No obstant això, els plàstics es comporten de manera diferent que els metalls tant durant el mecanitzat com en servei.
Què és el Delrin? També conegut com a acetal o polioximetilè (POM), el material delrin es distingeix per la seva excepcional estabilitat dimensional i maquinabilitat. Segons especialistes en mecanització de precisió, el plàstic delrin manté fàcilment toleràncies ajustades, ja que la seva baixa absorció d’humitat fa que el que es mecanitza sigui exactament el que s’obté. Forma cargols nets, funciona fresc i produeix superfícies llises directament amb l’eina, amb mínima necessitat de processament posterior.
El delrin destaca en engranatges de precisió, coixinets, components de vàlvules i qualsevol aplicació que exigeixi precisió dimensional en entorns potencialment humits.
Nailó per a mecanitzat ofereix una tenacitat i resistència a l’impacte superiors comparat amb el delrin. Suporta millor la calor, ja que les versions reforçades amb fibra de vidre poden suportar temperatures contínues d’aproximadament 120-130 °C, mentre que el límit del delrin és de 100-110 °C. No obstant això, el niló absorbeix humitat de l’aire, fet que modifica les seves dimensions amb el temps. Aquest comportament higroscòpic fa que el niló sigui més adequat per a aplicacions on la resistència a l’impacte és més important que el compliment estrictes de toleràncies.
Policarbonat pc proporciona una claredat òptica excepcional combinada amb una alta resistència a l'impacte. Si la seva part necessita transparència o ha de resistir impactes sobtats, el policarbonat supera la majoria de les alternatives. Es treballa bé, però requereix un control de temperatura cuidat per evitar la fusió o la trencadura.
Acrylic ofereix excel·lents propietats òptiques i resistència a les intempèries a un cost inferior al del policarbonat. Es machina de manera neta i s'elabora fins a ser clar com el cristall. No obstant això, l'acrílic és més fràgil i menys resistent als impactes que el policarbonat, el que fa que la selecció del material depengui de les seves necessitats de tensió específica.
PEEK (poliéter èter cetona) representa el final d'alt rendiment dels plàstics d'enginyeria. Resisteix a temperatures extremes, productes químics agressius i càrregues mecàniques exigents. Les aplicacions aeroespacials i mèdiques sovint especifiquen PEEK malgrat el seu preu premium.
Matriu de decisions materials
Utilitzeu aquesta comparació per avaluar els materials segons els requisits del vostre projecte. Recordeu que la maquinabilitat afecta tant el cost com el temps d’entrega, mentre que el cost relatiu influeix en les decisions pressupostàries:
| Material | Propietats clau | Aplicacions habituals | Índex de mecanitzabilitat | Nivell de cost relatiu |
|---|---|---|---|---|
| Alumini 6061 | Lleuger, resistent a la corrosió, bona resistència mecànica | Components mecànics generals, suports, carcasses | Excel·lent. | Baix |
| Alumini 7075 | Alta resistència, lleuger, de grau aeroespacial | Components estructurals, peces aeroespacials | Molt bo | Mitjà |
| Acer inoxidable 304 | Resistent a la corrosió, resistent i higiènic | Equipaments alimentaris, dispositius mèdics, components marins | Moderat | Mitjà |
| Llató | Baixa fricció, excel·lent maquinabilitat, decoratiu | Connexions, connectors, ferralla decorativa | Excel·lent. | Mitjà |
| Bronz | Resistent al desgast, baixa fricció, autolubrificant | Casquets, rodaments i components lliscants | Excel·lent. | Mitjà-Alta |
| Titani Grau 5 | Relació resistència-massa més elevada, biocompatible | Aeroespacial, implants mèdics, components per a competició | Difícil | Alta |
| Delrin (acetal) | Estabilitat dimensional, baixa absorció d'humitat | Engrenatges de precisió, components de vàlvules i casquets | Excel·lent. | Baix-Mitjà |
| Nylon 6/6 | Alta resistència als impactes, resistent a la calor i tenaç | Components estructurals, components d'ús intensiu, carcasses | Bona | Baix |
| Polícarbonat | Transparència òptica, elevada resistència als impactes | Cobertes transparents, escuts de seguretat, lentilles | Bona | Mitjà |
| Acrylic | Transparència òptica, resistència a les intempèries, politurable | Vitrines, senyalització, components decoratius | Molt bo | Baix |
| PEEK | Resistència extrema a les temperatures i als productes químics | Aeroespacial, mèdic, processament químic | Moderat | Molt Alt |
Consideracions sobre el material per a prototipatge
Si esteu fent prototips de peces que finalment es fabricaran per injecció, considereu l’ús de materials per a prototips mecanitzats que coincideixin amb els materials de producció. Com assenyalen els experts en fabricació, utilitzar la mateixa resina per als prototips mecanitzats que per a la producció per injecció permet obtenir prototips amb un comportament similar al de les peces finals.
Materials habituals per a moldatge, com ara l’ABS, l’acetàl, el PEEK i el niló, estan disponibles en blocs per a mecanització. Aquesta coherència assegura que les proves del prototip prediguin amb precisió el comportament de la peça en producció.
La selecció del material influeix directament no només en el rendiment de la peça, sinó també en els costos i els terminis de fabricació. Un cop clara la vostra elecció de material, comprendre el procés complet de comanda us ajudarà a passar eficientment del fitxer de disseny a les peces acabades.

El procés complet de comanda en línia de CNC
Heu seleccionat el vostre procés d'usinatge i triat el material adequat. I ara, què? Per als usuaris novells de serveis d'usinatge CNC en línia, el flux de comandes pot semblar misteriós. Què passa després de fer clic a «pujar»? Quant de temps trigarà a aparèixer el pressupost? Quan s’envien realment les peces?
La bona notícia és que les plataformes modernes han optimitzat aquest procés en una sèrie d’etapes previsibles i transparents. Segons la guia del flux de treball de fabricació de Xometry, el recorregut des de l’arxiu de disseny fins a les peces acabades d’usinatge CNC segueix una seqüència lògica que elimina la incertesa de la fabricació personalitzada.
Recorrerem junts cadascuna d’aquestes etapes perquè sabeu exactament què podeu esperar.
Preparació dels vostres fitxers CAD per a la pujada
L’experiència de comanda comença molt abans de visitar la plataforma. Una preparació adequada dels arxius evita retards i assegura una cotització precisa.
La majoria de plataformes CNC en línia accepten aquests formats d’arxiu estàndard:
- STEP (.stp, .step): El format estàndard de la indústria per a models sòlids, que conserva la geometria i les dades de les característiques entre diferents sistemes CAD
- IGES (.igs, .iges): Un format més antic però àmpliament compatible, adequat per a geometries de superfície i sòlides
- STL (.stl): Principalment utilitzat per a la impressió 3D, però acceptat per algunes plataformes per a geometries més senzilles
- Formats CAD nadius: Alguns serveis accepten directament formats propietaris com SolidWorks, Inventor o d'altres
Abans de penjar el model, reviseu-lo detingudament per detectar problemes habituals. Estan tots els elements correctament definits? Heu eliminat la geometria auxiliar o els croquis interns que podrien confondre l’anàlisi automàtica? El vostre model està desat com a cos sòlid i no com a model de superfície?
Dediqueu cinc minuts a verificar el fitxer: us estalviarà hores de comunicació anònima posterior.
Entendre el procés de pressupost instantani
Aquí és on les plataformes en línia es distingeixen realment dels tallers mecànics tradicionals. En lloc d’esperar dies per obtenir un pressupost manual, rebreu el preu en segons.
Com funciona la cotització instantània? Els algorismes de la plataforma analitzen automàticament la geometria que heu pujat. Calculen el volum del material, identifiquen les característiques complexes, estimen el temps de mecanitzat i tenen en compte els vostres requisits de tolerància i acabat. El resultat és una cotització detallada que mostra el preu per peça, les opcions de termini d’entrega i el cost total del projecte.
Quan reviseu la vostra cotització, presteu atenció a:
- Preu per unitat respecte als descomptes per quantitat: Els comandes més grans solen reduir el cost per peça
- Opcions de terminis d’entrega: La producció urgent és més cara, però permet una entrega més ràpida
- Selecció de materials i acabats: Verifiqueu que aquests aspectes coincideixin amb els vostres requisits
- Especificacions de tolerància: Les toleràncies més estretes augmenten el temps i el cost de mecanitzat
Moltes plataformes us permeten ajustar els paràmetres i veure com es modifica el preu en temps real. Necessiteu un prototip CNC més ràpid? Seleccioneu l’enviamient urgent. Voleu reduir el cost? Considereu relaxar les toleràncies no crítiques o triar un material més fàcil de mecanitzar.
Des de la confirmació de comanda fins a la lliurament a domicili
Un cop aprobeu la vostra pressupost i enviïu el pagament, la vostra comanda entra a la línia de producció. Comprendre cada etapa us ajuda a preveure els terminis i a comunicar-vos eficaçment amb els proveïdors.
El flux de treball complet per a peces mecanitzades personalitzades normalment segueix aquesta seqüència:
- Revisió de Dissenys per a la Fabricabilitat (DFM): Els enginyers examinen el vostre disseny per detectar possibles problemes de fabricació. Poden assenyalar característiques que resultin difícils de mecanitzar, suggerir modificacions per reduir els costos o demanar una aclariment sobre especificacions ambigües. Aquesta revisió normalment es completa en un termini de 24-48 hores.
- Confirmació de la comanda i programació: Després de l'aprovació de la revisió DFM, la vostra comanda obté una franja de producció confirmada. Rebereu una notificació amb la data prevista d’acabament, basada en la capacitat actual de l’oficina de producció i en el termini d’entrega que hàgiu seleccionat.
- Origen del material: El fabricant adquireix el material que heu especificat. Els materials habituals en estoc, com ara l’alumini 6061, s’envien immediatament des de l’inventari. Els materials especials o de mides inusuals poden requerir un termini addicional.
- Programació i configuració: Els programadors CNC creen trajectòries d’eina optimitzades per a la geometria de la vostra peça. Els operaris de màquines preparen les fixacions de treball i seleccionen les eines de tall adequades. Aquest treball darrere de les escenes assegura que les vostres peces mecanitzades CNC compleixin les especificacions.
- Mecanitzat de producció: Les vostres peces mecanitzades prenen forma mentre les màquines CNC executen les operacions programades. Segons la seva complexitat, una sola peça pot requerir múltiples muntatges o tipus de màquines per completar totes les característiques.
- Inspecció de Qualitat: Les peces acabades es sotmeten a una verificació dimensional segons les vostres especificacions. La inspecció pot incloure mesures amb MMC (màquina de mesura per coordenades), comprovacions de rugositat superficial i examen visual. Les peces que no superen la inspecció es rebutgen i es tornen a fabricar.
- Operacions de acabat: Si heu especificat acabats secundaris com l’anodització, el galvanitzat o la recobriment en pols, les peces passen a l’etapa d’acabat després de l’aprovació de la mecanització. Aquests processos allarguen el temps de producció, però milloren l’aspecte o la protecció contra la corrosió.
- Embalatge i enviament: Les peces aprovades reben un embalatge protector adequat al seu material i geometria. Rebéu la informació de seguiment i la data estimada de lliurament.
- Lliurament i documentació: La vostra comanda de prototipatge o producció CNC arriba amb tota la documentació sol·licitada, inclosos els informes d’inspecció, les certificacions de material o els certificats de conformitat.
Què han d’esperar els usuaris per primera vegada
Si sou nou en la comanda de peces mecanitzades en línia, uns quants consells pràctics faciliten l’experiència:
- Comenceu amb una peça senzilla: La vostra primera comanda no hauria de ser el vostre disseny més complex. Una peça senzilla us ajuda a aprendre el flux de treball de la plataforma sense afegir estrès.
- Comuniqueu-vos de forma proactiva: Si els enginyers us fan preguntes per aclarir durant la revisió DFM, respongueu ràpidament. Els retards en la comunicació allarguen el temps de lliurament.
- Reviseu les opcions d’inspecció: Enteneu quina documentació de qualitat necessiteu abans de fer la comanda. Afegir requisits d'inspecció després de la producció provoca retards.
- Seguiu el vostre comanda: La majoria de plataformes ofereixen actualitzacions d'estat en temps real. Comprovar regularment l'evolució us ajuda a anticipar la data de lliurament i a planificar les activitats posteriors.
Tot el procés, des de la pujada del fitxer fins a la lliura, sol durar entre 3 i 15 dies laborables, segons la complexitat de la peça, la disponibilitat del material i el termini d’entrega seleccionat. Els serveis urgents poden reduir aquest termini fins a un sol dia per a components senzills d'alumini.
Amb una comprensió clara del flux de treball de la comanda, la següent consideració consisteix a especificar les toleràncies adequades que equilibrin els requisits de precisió amb els costos de fabricació.
Comprensió de les toleràncies i nivells de precisió del CNC
Heu pujat el vostre disseny, seleccionat els materials i revisat la vostra pressupost. Però una especificació pot afectar dràsticament tant el cost com la funcionalitat: les toleràncies. Si especifiqueu una tolerància massa ampla, les peces podrien no encaixar correctament. Si especifiqueu una tolerància massa estreta, podrieu duplicar o triplicar innecessàriament els costos de fabricació.
Aleshores, quin nivell de tolerància necessiteu realment? La resposta depèn completament de què ha de fer la vostra peça en condicions reals d’ús.
Toleràncies normals vs. toleràncies estretes
Segons les normes del sector, les toleràncies habituals per a la mecanització CNC són d’aproximadament ±0,005" (±0,127 mm). Per fer-vos una idea, això equival a uns 2,5 cops el gruix d’un cabell humà. La majoria d’aplicacions funcionen perfectament dins d’aquest rang.
Aquí teniu una pregunta pràctica que us podeu fer: què passaria si aquesta dimensió variés ±0,1 mm? Si la vostra resposta és «res crític», les toleràncies habituals us serviran molt bé. Reserveu les especificacions més ajustades només per a les característiques que realment les exigeixen.
Els serveis de mecanització CNC de precisió poden assolir toleràncies significativament més ajustades quan cal:
- Toleràncies estàndard (±0,005" / ±0,127 mm): Adequat per a components mecànics generals, suports i carcasses
- Toleràncies de precisió (±0,002" / ±0,05 mm): Necessàries per a superfícies d'ajust i interfícies de muntatge
- Toleràncies estretes (±0,001" / ±0,025 mm): Essencials per a seients de rodaments, superfícies d'estanquitat i mecanismes de lliscament
- Toleràncies ultraestretes (±0,0001" / ±0,0025 mm): Reservades per a components òptics i aplicacions crítiques per a l'aeroespacial
Quina és la tolerància específica per als forats de rosca? Les especificacions de rosca segueixen classes normalitzades (2B per a la majoria d'aplicacions, 3B per a ajustos de precisió) en lloc de toleràncies lineals. La vostra plataforma hauria d'aplicar automàticament les toleràncies de rosca adequades segons la classe de rosca especificada.
Quan la precisió és realment important
Les toleràncies estretes esdevenen essencials en situacions concretes. Segons l'anàlisi de costos de fabricació, només cal especificar la precisió per a:
- Components que han d'encaixar amb precisió (eixos que encaixen amb carcasses, interfícies de connectors)
- Superfícies d'estanquitat on no poden produir-se fuites (ranures per juntes, canals per anells tòrics)
- Components en moviment que necessiten un funcionament suau (seients de rodaments, mecanismes de lliscament)
- Interfícies crítiques de suport de càrrega en muntatges estructurals
Les implicacions econòmiques són significatives. Les peces mecanitzades amb toleràncies de ±0,001" solen costar 3-4 vegades més que el treball amb toleràncies estàndard. Les especificacions ultraestrictes de ±0,0001" poden incrementar els costos entre 10 i 24 vegades. Aquests factors multiplicadors provenen de velocitats de tall més lentes, necessitats d'equipament especialitzat, entorns amb control climàtic i procediments intensius d'inspecció amb màquines de mesura per coordenades (CMM).
Els terminis d'entrega s'allarguen proporcionalment. Les peces estàndard es remeten en 5-7 dies, mentre que les peces amb toleràncies ajustades poden requerir entre 10 i 14 dies per a la mecanització i verificació cuidadoses.
Classes de tolerància i les seves aplicacions
Comprendre les classes de tolerància us ajuda a especificar la precisió adequada sense sobreenginyeria. Aquesta comparació mostra què ofereix cada nivell i quan cal aplicar-lo:
| Nivell de tolerància | Rang típic | Aplicacions | Impacte econòmic |
|---|---|---|---|
| Estàndard | ±0,005" (±0,127 mm) | Peces mecàniques generals, suports, característiques no crítiques | Nivell de base |
| Precisió | ±0,002" (±0,05 mm) | Superfícies d'acoblament, interfícies de muntatge, ajusts funcionals | augment de 1,5 a 2 vegades |
| Estreta | ±0,001" (±0,025 mm) | Assents de rodaments, superfícies d'estanquitat, components lliscants | increment de 3-4 vegades |
| Extremadament ajustades | ±0,0001" (±0,0025 mm) | Components òptics, interfícies crítiques per a l’aeroespacial, equips de metrologia | increment de 10 a 24 vegades |
Les propietats del material també influeixen en les toleràncies assolibles. Segons la recerca sobre mecanitzat de precisió , les aleacions d’alumini es mecanitzen de forma previsible amb una capacitat elevada d’assolir toleràncies estretes, mentre que el titani requereix eines de tall especialitzades i velocitats reduïdes. Les variacions de temperatura afecten tots els materials, i els coeficients d’expansió tèrmica determinen en quina mesura canvien les dimensions de les peces durant i després de la mecanització.
Els serveis de mecanitzat CNC de precisió tenen en compte aquestes variables mitjançant controls ambientals, eixos especialitzats i sistemes avançats de suport de peça. No obstant això, aquestes capacitats comporten un preu premium.
Comenceu amb toleràncies estàndard durant la fase de prototipat. Reduïu la tolerància només en les dimensions que les proves demostrin que són crítiques per al funcionament o per al muntatge. Aquest enfocament redueix els costos entre un 40 % i un 60 % mantenint alhora el rendiment del producte.
L'estratègia pràctica? Aplicar toleràncies estretes al 10-20 % de les dimensions de la peça on la funció exigeix precisió. Utilitzeu toleràncies estàndard a la resta de casos. Aquest enfocament selectiu ofereix serveis de mecanitzat de precisió allà on realment importen, tot mantenint el pressupost del vostre projecte sota control.
Fins i tot quan s'especifiquen toleràncies adequades, certes decisions de disseny poden incrementar inesperadament els costos de mecanitzat. Comprendre aquests errors habituals us ajuda a evitar sorpreses costoses.

Errors de disseny que augmenten els costos de mecanitzat CNC
Heu especificat toleràncies adequades i heu seleccionat el material adequat. El pressupost que heu rebut sembla raonable. Tot seguit, rebreu comentaris de DFM (Disseny per a la Fabricació) que assenyalen diversos problemes de disseny que allargaràn el temps d’entrega en diversos dies i incrementaran el cost del vostre projecte en centenars de dòlars.
Us sona això? Aquestes frustrants sorpreses provenen d’errors habituals en models CAD que els enginyers experimentats aprenen a evitar. Segons els experts en fabricació de Geomiq el disseny afecta directament el temps de mecanitzat, el cost i l’esforç. Comprendre per què determinades característiques provoquen problemes us permet dissenyar peces que es mecanitzen de forma eficient des del principi.
Errors de disseny que augmenten els costos
Quan pujeu un disseny als serveis de mecanitzat CNC en línia, els sistemes automàtics analitzen la vostra geometria per avaluar-ne la fabricabilitat. Determinades característiques solen provocar sistemàticament augments de cost o avisos de fabricació. A continuació, us mostrem els errors que més afecten el vostre pressupost:
- Grossor de paret insuficient: Les parets fines vibren durant la mecanització, reduint la precisió i augmentant el risc de trencament. L’eina de tall o la peça poden flexionar-se o desviar-se, cosa que redueix les toleràncies assolibles. Recomanació: manteniu un gruix mínim de 0,8 mm per a metalls i de 1,5 mm per a plàstics. Per a parets altes i sense suport, mantingueu una relació amplada-alçada d’almenys 3:1 per garantir l’estabilitat durant la fabricació CNC.
- Cantonades internes agudes: Les eines de tall cilíndriques físicament no poden produir cantons interiors aguts de 90 graus. El radi de l’eina sempre deixa un arrodoniment als cantons interiors. Dissenyar cantons interiors aguts obliga els fabricants a utilitzar eines progressivament més petites, augmentant dràsticament el temps de mecanitzat. Solució: afegiu radis interiors com a mínim un 30 % més grans que el radi de la vostra eina de tall. Si el diàmetre de la vostra fresa és de 10 mm, dissenyeu els cantons interiors amb un radi mínim de 6,5 mm.
- Toleràncies excessivament estretes en característiques no crítiques: Especificar ±0,001" en tota la peça quan només les superfícies d’acoblament requereixen precisió multiplica el temps de mecanitzat i els costos d’inspecció. Les operacions estàndard de CNC assolen per defecte ±0,13 mm (±0,005"). Reserveu les toleràncies estretes per a les dimensions que realment afecten el funcionament.
- Mides de forats no estàndard: Les broques estàndard creen forats ràpidament i amb precisió. Els diàmetres no estàndard requereixen freses de punta per mecanitzar progressivament la mida, augmentant significativament el temps de cicle. Quan especifiqui un forat passant per un cargol de 4 m o un element de fixació similar, utilitzi mides estàndard de forats de pas que coincideixin amb les eines disponibles habitualment.
- Profunditat de filetat excessiva: La resistència del filetat es concentra en les primeres espirem de contacte. Un filetat més profund malgasta temps de mecanitzat sense afegir una potència de retenció significativa. Limiti la profunditat del filetat a un màxim de tres vegades el diàmetre del forat. Per als forats cecs, deixi una longitud sense filetar igual a la meitat del diàmetre del forat a la part inferior.
- Cavitats profundes amb accés deficient: Les eines de tall tenen un abast limitat, normalment de 3 a 4 vegades el seu diàmetre abans que la desviació esdevingui problemàtica. Les concavitats profundes requereixen eines llargues i primes que vibren i s’escarrassen ràpidament. Dissenyi les concavitats amb relacions de profunditat a amplada d’un màxim de 4:1 per a una mecanització eficient.
Evitar trampes de fabricabilitat
Més enllà dels problemes de geometria, els errors d’especificació generen confusió costosa durant la producció. Les indicacions de filetat presenten reptes especials quan es treballa amb operacions de fresat o gravat de text.
Tingueu en compte les especificacions de les filetades per tubs. La mida del forat 1/4 NPT requereix combinacions concretes de broques i cargols que difereixen de les filetades normals per a màquines. De manera similar, la mida de la filetada per a tubs de 3/8 segueix les normes NPT, amb perfils cònics dissenyats per a l’estanquitat, no per a la fixació mecànica. Segons la guia de referència de MISUMI sobre les filetades NPT, aquestes filetades còniques creen estanquitats mecàniques mitjançant l’efecte de cuneta, sovint reforçades amb productes selladors per a filetades.
Especificar incorrectament les dimensions de la filetada NPT de 3/8 pot provocar la ruptura del cargol, una mala estanquitat o fins i tot la necessitat de tornar a fer tota la peça. Consulteu sempre les taules normals de filetades i especifiqueu la classe de filetat (normalment NPT per a connexions de tubs, i UNC/UNF per a cargols de màquina), en comptes de suposar que els fabricants interpretaran correctament la vostra intenció.
Les acabats de superfície també generen costos inesperats. Les màquines CNC produeixen una rugositat superficial per defecte d'aproximadament 3,2 µm Ra, adequada per a la majoria d'aplicacions mecàniques. Especificar acabats més llisos (1,6 µm o millors) requereix passes addicionals, eines especialitzades o operacions secundàries de polit. Només especifiqueu acabats de superfície premium per a superfícies funcionals, com ara cares d'estanquitat o journals de rodaments, on la rugositat afecta realment el rendiment.
Solucions ràpides per als errors habituals de CAD
Abans de penjar el vostre següent disseny, reviseu aquesta llista de comprovació per detectar problemes que puguin incrementar les pressupostos:
- Comproveu el gruix de les parets: Verifiqueu que totes les parets compleixin les recomanacions mínimes (0,8 mm per a metall, 1,5 mm per a plàstic). Augmenteu el gruix de les seccions altes sense suport.
- Afegiu radis interns: Substituïu tots els cantons interns aguts per arrodoniments (filets). Dimensioneu els radis un 30 % més grans que la vostra eina de tall més petita prevista.
- Reviseu les indicacions de toleràncies: Apliqueu toleràncies estretes només a les superfícies d'ajust funcional. Utilitzeu toleràncies estàndard (±0,13 mm) a la resta de llocs.
- Verifiqueu les mides dels forats: Compareu els diàmetres dels forats amb les taules estàndard de mides de broques. Ajusteu-los a la mida estàndard més propera quan la dimensió exacta no sigui crítica.
- Limitació de la profunditat de la rosca: Limitau l’engranatge roscat a un màxim de 3 vegades el diàmetre del forat. Afegiu xamfrans a les entrades de les roscades per evitar el creuament de roscades durant el muntatge.
- Simplificació de característiques profundes: Redissenyau les cavetats profundes per millorar l’accés de les eines. Considereu forats passants en lloc de forats cecs sempre que sigui possible.
- Eliminació de complexitat innecessària: Suprimiu les característiques purament estètiques que allarguen el temps d’usinatge sense aportar cap benefici funcional. Els patrons decoratius, les relleu i el text gravat augmenten significativament el cost.
- Especifiqueu acabats superficials estàndard: Utilitzeu per defecte un valor Ra de 3,2 µm llevat que els requisits funcionals exigeixin superfícies més llises.
Dedicar quinze minuts a revisar el vostre disseny segons aquests criteris sol estalviar entre un 20 % i un 40 % en costos d’usinatge, reduint alhora el nombre de cicles de retroalimentació DFM. L’objectiu no és limitar la vostra creativitat dissenyadora, sinó canalitzar-la cap a solucions que es puguin fabricar de manera eficient.
Amb un disseny optimitzat per a la fabricació, comprendre quins factors afecten els terminis d’entrega us ajuda a planificar projectes de forma realista i a identificar oportunitats per accelerar la lliurament.
Factors que afecten el termini d’entrega i com accelerar la lliurament
Heu optimitzat el vostre disseny, heu seleccionat el material adequat i heu especificat les toleràncies apropiades. Ara arriba una pregunta que afecta la cronologia de cada projecte: quant de temps trigarà a arribar-vos realment la peça? Quan cerqueu tallers de fresat CNC a prop de casa o avaluem plataformes en línia, comprendre què determina el termini d’entrega us ajuda a planificar de forma realista i a identificar oportunitats per accelerar la lliurament.
La frustrant realitat? Molts proveïdors publiquen anuncis sobre una «entrega ràpida» sense explicar les variables que determinen si el vostre comanda específica es remet en 3 dies o en 3 setmanes. Segons l’anàlisi del sector de JLCCNC, els cicles d’entrega afecten directament la satisfacció del client i la competitivitat al mercat. Analitzem què determina realment el vostre termini d’entrega i com podeu optimitzar cadascun dels factors.
Què determina realment el vostre termini d’entrega
Quan envieu una comanda a serveis d’usinatge CNC en línia, diverses variables s’ajunten per establir la data d’entrega. Comprendre cadascun d’aquests factors us permet identificar on teniu control i on hi ha limitacions:
- Disponibilitat del material: Els materials habituals en estoc, com ara l’alumini 6061 o el llautó, es remeten immediatament des de l’inventari. Les aleacions especialitzades, les mides inusuals o els materials exòtics poden requerir plazos d’adquisició de diversos dies o setmanes. Triar materials fàcils d’obtenir pot reduir significativament el temps previst.
- Complexitat i geometria de la peça: Dissenyos intrincats amb toleràncies estretes requereixen múltiples operacions d’usinatge, canvis d’eines i muntatges cuidadosos. Segons la recerca en fabricació, les peces complexes amb especificacions exigents augmenten directament la durada del procés. Simplificar les característiques no crítiques redueix el temps de cicle.
- Requisits de tolerància: Les toleràncies normals (±0,005") es processen ràpidament mitjançant els paràmetres d’usinatge per defecte. Les toleràncies estretes exigeixen velocitats d’alimentació més lentes, passes addicionals d’acabat i un temps d’inspecció allargat. Cada pas de precisió afegeix hores al vostre calendari.
- Operacions de acabat: Els processos secundaris com l’anodització, la galvanoplàstia o la pintura en pols afegiran entre 2 i 5 dies després de finalitzar l’usinatge. El tractament tèrmic, la passivació o revestiments especialitzats allarguen encara més els terminis. Preveieu aquests afegits quan planifiqueu el calendari.
- Quantitat del comandament: Els prototips individuals sovint es remeten més ràpidament que les sèries de producció, ja que el temps de preparació predomina en lots petits. Les quantitats més grans requereixen un temps d’ús continu de la màquina, però es beneficien de fluxos de treball optimitzats un cop iniciats.
- Capacitat del proveïdor: La càrrega de les botigues varia setmanalment i estacionalment. Els períodes d’alta activitat allarguen els terminis de lliurament per a tots els comandes.
Estratègies per accelerar la tramitació
No podeu controlar totes les variables, però les decisions estratègiques preses en cada etapa es combinen per generar estalvis de temps significatius. A continuació us expliquem com estructurar els projectes per accelerar-ne l’execució:
- Trieu materials habituals: L’alumini 6061, l’acer inoxidable 304 i el delrin solen estar disponibles en stock a la majoria de proveïdors. Especificar aquests materials en lloc de qualitats especialitzades elimina retards en la seva adquisició. Si la vostra aplicació requereix realment materials exòtics, demaneu-los amb antelació o considereu tallers de mecanitzat locals que podrien tenir restes disponibles.
- Simplifiqueu les característiques no essencials: Reviseu el vostre disseny per identificar elements de complexitat que no afectin la funcionalitat. Suprimir elements decoratius, reduir la profunditat de les butxaques o relaxar les toleràncies en superfícies no d’ajust accelera notablement la mecanització.
- Utilitzi mides estàndard de forats: Els diàmetres no estàndard requereixen fresat d'extremitat en lloc de perforació, el que multiplica el temps de cicle. Consulteu les taules estàndard de broques i ajusteu els forats de pas perquè coincideixin amb les eines disponibles.
- Separeu l’acabat del mecanitzat: Si els acabats secundaris provoquen retards, considereu la possibilitat de demanar primer les peces mecanitzades en estat brut. Podeu subministrar l’anoditzat o la galvanització localment mentre la producció continua amb comandes posteriors.
- Comuniqueu-vos de forma proactiva: Respongueu immediatament a les preguntes de DFM. Cada dia de retard en la comunicació s’afegeix directament al vostre termini d’entrega. Proporcioneu des del principi totes les especificacions completes per eliminar els intercanvis repetits.
- Considereu la subministració paral·lela: Per a projectes crítics en termes de temps, envieu pressupostos simultàniament a diversos serveis de CNC propers i a plataformes en línia. Comparar els terminis d’entrega reals, en lloc de les velocitats anunciades, permet identificar quin proveïdor pot realment lliurar més ràpidament.
Equilibri entre velocitat, qualitat i cost
La lliurament més ràpid normalment costa més. Els serveis d’urgència, l’enviament accelerat i la programació prioritària comporten tots un suplement. Tanmateix, fer intercanvis intel·ligents us permet accelerar sense superar el vostre pressupost.
Comenceu identificant la vostra data límit real. Si teniu flexibilitat, els terminis normals ofereixen una qualitat idèntica a un cost inferior. Quan el calendari sigui realment crític, invertiu en producció accelerada, però busqueu estalvis en altres àrees. Relaxar les toleràncies no crítiques, triar materials més fàcils de mecanitzar o reduir la complexitat de l’acabat compensa les tarifes per servei d’urgència.
Segons la recerca sobre optimització de disseny de Hubs, fins i tot petites decisions de disseny afecten significativament la durada de la mecanització. La profunditat de les rosques, les especificacions de rugositat superficial i la selecció del material influeixen en la rapidesa amb què els tallers poden completar les vostres peces.
El camí més ràpid cap a la recepció de les peces combina materials fàcils d’obtenir, dissenys fabricables i una comunicació clara. Aquests factors són més importants que simplement pagar per un servei d’urgència.
Ja treballi amb tallers mecànics locals o amb alternatives a tallers de CNC a prop de mi, o bé faci servir plataformes en línia globals, els mateixos principis s’apliquen. Una comunicació transparent sobre les prioritats, expectatives realistes respecte als terminis i decisions estratègiques de disseny es combinen per garantir una lliurada fiable i ràpida.
Comprendre els factors que afecten el temps d’entrega us prepara per planificar de manera efectiva. No obstant això, abans de comprometre-vos amb la fabricació per fresatge CNC, considereu si altres mètodes de fabricació podrien satisfer millor les necessitats concretes del vostre projecte.
Mecanització CNC respecte a altres mètodes de fabricació
Aquí teniu una pregunta sincera que la majoria de proveïdors de fabricació no us faran: La fabricació per fresatge CNC és realment l’opció adequada per al vostre projecte? Abans d’invertir temps en sol·licitar pressupostos i optimitzar el disseny, comprendre quan altres mètodes superen el fresatge CNC us estalvia diners, temps i frustracions.
La veritat? La mecanització CNC excel·leix en determinats escenaris, però queda curta en d’altres. Segons la recerca comparativa de fabricació de Protolabs, cada procés té avantatges i limitacions específiques. Analitzem quan cal considerar la impressió 3D, el motllo per injecció o la fabricació de xapa metàl·lica en lloc de recórrer als serveis de mecanització CNC en línia.
Punts de decisió entre CNC i impressió 3D
Quan cal triar la impressió 3D en lloc de la mecanització CNC? La resposta depèn de la complexitat geomètrica del vostre disseny, dels requisits de material i del volum de producció.
la impressió 3D destaca com a alternativa ràpida a la prototipació CNC quan el vostre disseny presenta:
- Geometries interiors complexes: Estructures reticulars, canals interns i formes orgàniques que exigirien una mecanització multieixial extensa o que serien totalment impossibles de mecanitzar
- Cicles ràpids d’iteració: Quan necessiteu provar diverses variants del disseny en qüestió de dies, no de setmanes
- Estructures lleugeres: Components optimitzats per reduir el pes mitjançant optimització topològica, la qual cosa genera estructures internes no mecanitzables
- Prototips individuals: Components únics on els costos de configuració de CNC dominarien el vostre pressupost
No obstant això, la fresadora CNC supera la impressió 3D quan necessiteu:
- Propietats Mecàniques Superior: Els metalls mecanitzats i els plàstics d'enginyeria ofereixen una resistència constant que la impressió capa a capa no pot igualar
- Toleràncies més estrictes: La fresadora CNC assolir habitualment una precisió de ±0,001" on la majoria de les impressores 3D tenen dificultats per aconseguir valors inferiors a ±0,005"
- Requisits específics de material: Si la vostra aplicació requereix alumini 7075, titani o mecanitzat d’acrílic CNC, els processos additius ofereixen alternatives limitades
- Quantitats de producció: Més enllà de 10-20 peces, la mecanització de prototips CNC sovint resulta menys cara per unitat que la impressió 3D
En concret per a aplicacions de servei d’acrílic CNC, la mecanització produeix resultats òpticament superiors comparats amb les alternatives impresses. Les superfícies polites i la precisió dimensional assolides mitjançant CNC superen àmpliament el que poden oferir els processos additius per a components transparents.
Quan l’injecció supera la CNC
L’injecció representa el rei de la fabricació en volum. Però a partir de quina quantitat té sentit passar de la CNC a l’injecció?
El punt de creuament sol situar-se entre 500 i 1.000 unitats, segons la complexitat i el material.
Considereu l’injecció de plàstic quan:
- Els volums de producció superen les 1.000 unitats: Els costos d’eina es reparteixen entre quantitats més grans, reduint dràsticament el preu per unitat
- La geometria de la peça és adequada per a l’injecció: Un gruix uniforme de paret, angles d’extracció i nuclis senzills s’ajusten als límits de la tècnica d’injecció
- La consistència del material és fonamental: L’injecció ofereix una repetibilitat excepcional en milers de peces idèntiques
- Es preveu una producció a llarg termini: Les sèries de productes que es prolonguen durant diversos anys justifiquen la inversió inicial en eines
Continueu utilitzant la fresadora CNC quan:
- El disseny encara està evolucionant: Modificar un fitxer CAD no costa res, mentre que canviar els motlles d’injecció costa milers d’euros
- Les quantitats romanen per sota de 500: Les inversions en eines mai es recuperen a baixos volums
- Es requereixen peces metàl·liques: El motllat per injecció només funciona amb plàstics i amb aplicacions limitades de motllat per injecció de metall (MIM)
- L’usinatge de prototips valida els dissenys: Els prototips CNC fabricats amb materials de producció realitzen proves de funcionalitat abans de comprometre’s amb la fabricació d’eines
Curiosament, molts productes exitosos utilitzen estratègicament tots dos mètodes. L’usinatge de prototips valida els dissenys fent servir materials reals de producció, i després el motllat per injecció escala la producció un cop els dissenys queden fixats. Segons Els estudis de cas de Protolabs empreses com Polarcool van fer servir prototips impresos en 3D abans de passar a la fabricació per injecció per als dispositius mèdics de producció.
Xapa metàl·lica i consideracions especials
Per a carcasses, suports i components estructurals, la fabricació de xapa metàl·lica sovint supera el fresat CNC tant en cost com en termini d’entrega. El tall per làser, el doblegat i la soldadura produeixen peces funcionals a partir de xapes planes de forma més eficient que el fresat a partir de blocs sòlids.
Escull la xapa metàl·lica quan el disseny tingui:
- Superfícies principalment planes amb doblecs
- Carcasses grans on el fresat sòlid suposaria un malbaratament de material
- Muntatges soldats formats per diverses peces conformades
Per a materials especials, com ara el fresat CNC de bronze o la prototipació de fibra de carboni, el fresat CNC continua sent essencial. Els components de bronze per a coixinets i rodaments es fresen excel·lentment, mentre que el fresat de compostos de fibra de carboni requereix eines especialitzades i sistemes d’extracció de pols que només ofereixen les plataformes de fresat CNC.
Comparació del mètode de fabricació
Aquesta comparació us ajuda a avaluar quin enfocament s’ajusta realment als requisits del vostre projecte abans de sol·licitar pressupostos:
| Mètode | Interval de volum òptim | Temps de Lliurament Típic | Opcions de Material | Aplicacions ideals |
|---|---|---|---|---|
| Freshener per maquinari CNC | 1–500 peces | 3-15 dies | Metalls, plàstics d'enginyeria, compostos | Components de precisió, prototips funcionals, producció de baix volum |
| impressió 3D (FDM/SLA) | 1–50 peces | 1-7 dies | Plàstics limitats, alguns metalls mitjançant DMLS | Geometries complexes, iteració ràpida, models conceptuals |
| Modelatge per injecció | 500–1.000.000+ peces | 4-8 setmanes (incloent la fabricació dels motlles) | Termoplàstics, elastòmers | Producció d’alt volum, productes de consum |
| Fabricació de metalls en fulla | 1–10.000 peces | 5–14 dies | Acer, aluminí, inoxidable, coure | Carcasses, suports, components estructurals |
Trieu el mètode de fabricació adequat
Abans de comprometre-vos amb cap procés, pregunteu-vos aquestes preguntes:
- Quin és el meu volum total de producció? Els prototips individuals prefereixen la impressió 3D. Desenes o centenars prefereixen la fresadora CNC. Els milers prefereixen el motllet per injecció.
- Quines propietats del material són imprescindibles? Si necessiteu aliatges metàl·lics específics o un rendiment d’enginyeria de nivell professional, la fresadora CNC ofereix allò que la impressió no pot oferir.
- Fins a quin punt és estable el meu disseny? Els dissenys en evolució es beneficien de la flexibilitat de la fresadora CNC. Els dissenys definitius justifiquen la inversió en eines.
- Quines toleràncies requereix la meva aplicació? Les ajustos de precisió i les dimensions crítiques apunten cap a components fresats amb CNC o cap a peces moldades amb maquinatge posterior.
Segons l’anàlisi de costos de fabricació de Modus Advanced, aproximadament el 70 % dels costos de fabricació es determinen durant la fase de disseny. Triar el procés adequat des del principi evita canvis costosos més endavant.
La resposta honesta? Els serveis de fresat CNC en línia destaquen per a components de precisió en quantitats moderades, fets de metalls o plàstics d’enginyeria. Quan el vostre projecte s’ajusta realment a aquest perfil, el fresat CNC en línia ofereix un valor inigualable. Quan no és així, explorar alternatives us estalvia diners i produeix millors resultats.
Per a aplicacions en sectors regulats, la selecció del mètode de fabricació ha de tenir en compte també els requisits de certificació i conformitat que limiten les vostres opcions.
Certificacions sectorials per a l’aeroespacial, la medicina i l’automoció
Quan les teves peces estan destinades a ensambles d'avions, instruments quirúrgics o sistemes de xassís d'automòbils, la qualitat de fabricació no és només una preferència. És un requisit reglamentari. Seleccionar serveis d'usinatge cnc en línia per a aquestes aplicacions exigeix entendre quines certificacions són importants, què garanteixen realment i com verificar el compliment del proveïdor abans de fer pedides.
Per què t'importa això? Segons els experts en fabricació aeronàutica, complir amb normes rigoroses no és només desitjable en indústries crítiques de seguretat, sinó indispensable. Les parts que no compleixen els requisits de certificació són rebutjades, els projectes estan parats i els costos s'incrementen ràpidament. Entendre els requisits de certificació per endavant evita aquestes costoses sorpreses.
Requisits de conformitat per a l’usinatge aeroespacial
L'usinatge a l'aeronau opera sota alguns dels estàndards de qualitat més exigents en la fabricació. Quan els components volen a 30.000 peus, no hi ha tolerància zero per a defectes de material, errors de dimensió o inconsistències de procés.
La certificació fonamental per a la mecanització aeroespacial és l’AS9100. Aquesta norma es basa en els principis de gestió de la qualitat ISO 9001, però hi afegeix requisits específics per al sector aeroespacial en matèria de traçabilitat, gestió de riscos i control de configuració. Segons dades del sector, la certificació AS9100 proporciona documentació que assegura que els productes compleixen els llindars de seguretat que exigeixen els principals fabricants d’equipament original (OEM) aeroespacials abans d’avaluar qualsevol proveïdor.
Les certificacions clau per a la mecanització CNC en aplicacions aeroespacials inclouen:
- AS9100: El sistema fonamental de gestió de la qualitat aeroespacial. Cobrir el control de la documentació, la traçabilitat per lots, el compromís de la direcció i la millora contínua. Entitats registradores independents realitzen audits periòdiques per verificar el compliment.
- NADCAP: Obligatòria per als tallers que realitzen processos especials com el tractament tèrmic, les proves no destructives i els tractaments de superfície. Proporciona garantia que les operacions complexes compleixen els estàndards aeroespacials mitjançant llistes de comprovació rigoroses i avaluacions periòdiques.
- Conformitat amb ITAR: Essencial per a components relacionats amb la defensa. Regula el control d'accés a dades sensibles i exigeix l'inscripció a la DDTC (Direcció de Controls del Comerç de Defensa). S'apliquen llicències d'exportació i protocols de dades restringides als enviaments internacionals.
- Aprovacions específiques del client: Els principals fabricants d'equipament original (OEM), com ara Boeing i Airbus, mantenen programes exclusius per a proveïdors (com ara la norma D1-4426 de Boeing) amb protocols d'auditoria addicionals i requisits de presentació de PPAP.
Per als enginyers que subministren serveis d'usinatge aeroespacial, verificar aquestes certificacions abans de pujar els dissenys evita retards en el projecte. Demaneu la documentació actual de certificació i les dates d'auditoria. Les certificacions caducades o pendents poden indicar buits de conformitat que podrien afectar el termini de lliurament.
Normes de fabricació de dispositius mèdics
La mecanització mèdica exigeix una precisió que afecta directament la seguretat dels pacients. Segons especialistes en fabricació mèdica de Pinnacle Precision, fins i tot la més petita desviació en un component mèdic pot comprometre la funcionalitat, la seguretat o el compliment normatiu d’un dispositiu. El risc és simplement massa elevat per permetre atalls.
La certificació fonamental per a la mecanització de dispositius mèdics és la ISO 13485. Aquesta norma estableix els requisits de gestió de la qualitat específics per a la fabricació de dispositius mèdics, i abasta el control del disseny, els processos de producció i la vigilància postcomercialització. Les regulacions de la FDA als Estats Units imposen requisits addicionals sobre la conformitat amb la ISO 13485.
Què fa que el servei de mecanització de precisió sigui crític per a aplicacions mèdiques?
- Requisits de biocompatibilitat: Els materials han de ser certificats per al contacte amb teixits humans. El titani, l’acer inoxidable de grau mèdic i els polímers especialitzats requereixen certificacions documentades dels materials.
- Documentació de traçabilitat: Cada component ha de poder rastrejar-se fins als números de lots de matèries primeres, els paràmetres d'usinatge i els resultats de les inspeccions. La traçabilitat completa dels materials permet una emissió d'informes sense interrupcions quan sigui necessària.
- Compatibilitat amb la sterilització: Les peces han de suportar cicles repetits d'esterilització sense canvis dimensionals ni degradació de la superfície. La selecció del material afecta directament les opcions disponibles pel mètode d'esterilització.
- Especificacions de l'acabat superficial: Els instruments quirúrgics i els implants requereixen superfícies llises i lliures de vores per minimitzar els riscos de contaminació i millorar l'eficiència de l'esterilització.
Les aplicacions d'usinatge de dispositius mèdics abasten instruments quirúrgics, carcasses d'equipaments diagnòstics, components d'implants i suports personalitzats per a dispositius específics del pacient. Cada categoria d'aplicació comporta requisits reguladors concrets que el servei d'usinatge de precisió escollit ha de comprendre i documentar.
Quan s’avaluïn proveïdors per a projectes de mecanització mèdica, cal preguntar-los pel seu sistema de gestió de la qualitat, les seves capacitats d’inspecció i la seva experiència amb productes regulats per la FDA. Els proveïdors que no estan familiaritzats amb els requisits de conformitat mèdica sovint subestimen les necessitats de documentació, cosa que provoca retards costosos en els projectes.
Certificacions de qualitat automotriu explicades
El sector automotriu es basa en sistemes de qualitat normalitzats que asseguren que els components funcionin de manera fiable en milions de vehicles i durant dècades de vida útil. Segons l’anàlisi de qualitat automotriu de Rochester Electronics , la certificació IATF 16949 demostra un compromís amb la qualitat que atreu i reté clients, alhora que millora l’excel·lència dels productes.
La norma IATF 16949 representa l’estàndard líder de gestió de la qualitat per als proveïdors automotrius a escala mundial. Exigida pels principals fabricants automotrius i fabricants d’equipament original (OEM), aquesta certificació ofereix una avantatge competitiva i assegura que els components compleixin els exigents requisits de la producció de vehicles.
Què garanteix la certificació IATF 16949?
- Enfocament en la millora contínua: Els proveïdors certificats prioritzan millores contínues, sistemes de prevenció d’errors i prevenció de defectes, en lloc de limitar-se a complir els requisits mínims.
- Cultura de zero defectes: Els processos de fabricació estan dissenyats per eliminar la variació i prevenir escapes de qualitat abans que arribin a les línies de muntatge.
- Aplicació d’eines fonamentals: Eines automotrius obligatòries, incloent-hi l’APQP (Pla Avançat de Qualitat del Producte), el PPAP (Procés d’Aprovació de Components de Producció), l’FMEA (Anàlisi dels Modes de Fallada i els seus Efectes), l’MSA (Anàlisi del Sistema de Mesurament) i l’SPC (Control Estadístic de Processos).
- Suport durant un cicle de vida llarg: Els fabricants de vehicles exigeixen suport per a peces de recanvi durant 15 anys o més després de finalitzar la producció. Els proveïdors certificats mantenen capacitats alineades amb aquests requisits ampliats.
Per als serveis de mecanitzat de precisió CNC destinats a aplicacions automotrius, les capacitats de control estadístic de processos (SPC) resulten essencials. L’SPC supervisa en temps real les variables de producció, detectant desviacions abans que donin lloc a peces fora d’especificació. Aquest enfocament preventiu redueix els residus, millora la consistència i demostra la disciplina del procés que exigeixen els fabricants d’equipaments originals (OEM) automotrius.
Com a exemple de com es presenta, en la pràctica, la mecanització automotriu certificada, Shaoyi Metal Technology manté la certificació IATF 16949, recolzada per estrictes capacitats de control estadístic de processos (SPC). Les seves instal·lacions fabriquen components d’alta tolerància amb plazos d’entrega tan ràpids com un dia laborable, donant suport a tot, des de muntatges complexes de xassís fins a coixinets metàl·lics personalitzats. Aquesta combinació de certificació, control de processos i resposta ràpida il·lustra les capacitats que els proveïdors automotrius seriosos ofereixen als seus clients.
Llista de comprovació de la verificació de certificacions
Abans de comprometre’s amb qualsevol proveïdor per a aplicacions en sectors regulats, verifiqueu aquests elements clau:
- Estat actual de la certificació: Sol·liciti còpies de certificats amb les dates d'emissió i de venciment. Verifiqui la legitimitat de l'organisme certificador.
- Historial d'auditories: Informi's sobre les audits de seguiment més recents i sobre qualsevol acció correctiva exigida. Un historial d'audits net indica sistemes de qualitat madurs.
- Àmbit de la certificació: Confirmeu que les certificacions cobreixen els processos concrets que requereix el vostre projecte. Una botiga certificada per a fresatge pot no tenir certificacions per a tractaments tèrmics o operacions d'acabat.
- Experiència en la indústria: La certificació per si sola no garanteix l'experiència. Demaneu estudis de cas o referències d'aplicacions similars al vostre sector.
- Capacitats documentals: Els sectors regulats exigeixen una documentació extensa. Confirmeu que els proveïdors poden facilitar certificats de materials, informes d'inspecció i certificats de conformitat en els formats requerits.
Navegar pels requisits de certificació sembla complex inicialment, però comprendre aquestes normes protegeix els vostres projectes dels fracassos de conformitat que provoquen retards costosos i treball de repetició. Ja sigui que necessiteu mecanitzat aeroespacial per a components crítics per al vol, mecanitzat de dispositius mèdics per a superfícies de contacte amb el pacient o peces automotrius que compleixinen els requisits de la IATF 16949, verificar les certificacions dels proveïdors abans de fer la comanda evita sorpreses costoses a posteriori.
Un cop compresos els requisits de certificació, la darrera consideració consisteix a avaluar els possibles proveïdors des de múltiples dimensions per trobar el soci de fabricació adequat a llarg termini.
Selecció del soci en línia adequat per al mecanitzat CNC
Heu navegat pels processos d'usinatge, la selecció de materials, les especificacions de toleràncies i els requisits de certificació. Ara arriba la decisió que ho uneix tot: triar un proveïdor de serveis d'usinatge CNC en línia que realment pugui complir les seves promeses. Amb desenes de plataformes i milers de tallers mecànics que competeixen per obtenir el vostre negoci, com podeu distingir la capacitat real de les afirmacions publicitàries?
La resposta rau en una avaluació sistemàtica, no en impressions intuïtives ni en la selecció basada únicament en el preu més baix. Segons la recerca de l’indústria manufacturera, la manera com trieu un proveïdor d’usinatge CNC està directament relacionada amb l’èxit del projecte. Construïm un marc pràctic per prendre aquesta decisió crítica.
Avaluació de proveïdors de serveis de CNC en línia
Quan cerqueu serveis d’usinatge CNC a prop o exploreu plataformes globals en línia, les opcions poden semblar aclaparadores. Dividir l’avaluació en categories específiques fa que la comparació sigui manejable i posa de manifest les diferències significatives entre els proveïdors.
Comenceu amb aquestes preguntes fonamentals abans de sol·licitar pressupostos:
- Alineació de la capacitat tècnica: L’proveïdor opera maquinària adequada per als requisits de les vostres peces? Les màquines multieix, l’experiència específica en materials i les toleràncies assolibles han de coincidir amb les vostres especificacions. Pregunteu sobre els tipus de màquines, les capacitats de l’eix portabroca i les dimensions màximes de la peça de treball.
- Gamma de materials i experiència: Poden subministrar i mecanitzar els materials que heu especificat? Anau més enllà de l’alumini i l’acer bàsics per verificar la capacitat de treballar amb aliatges especials, plàstics d’enginyeria o materials compostos, si el vostre projecte ho exigeix. Segons especialistes en mecanitzat de precisió, els proveïdors que coneixen bé els vostres materials específics en saben els problemes habituals i els requisits normatius, estalviant-vos temps i maldecaps.
- Certificació i compliment normatiu: Per a sectors regulats, verifiqueu que les certificacions actuals coincideixin amb els vostres requisits: AS9100 per a l’aeroespacial, ISO 13485 per al sector mèdic i IATF 16949 per a l’automoció. Sol·liciteu la documentació corresponent i confirmeu les dates de les audits.
- Transparència de la pressupostació: Els preus especifiquen clarament per separat les operacions d’usinatge, els materials, l’acabat i l’enviament? Els costos ocults són un senyal de possibles problemes al llarg de la relació. Els bons proveïdors detallen els passos del procés i la desglossament de les tarifes per evitar càrrecs inesperats.
- Responsivitat en la comunicació: Amb quina rapidesa responen a les preguntes tècniques? Els retards durant la fase de pressupostos prediuen retards durant la producció. Proveu la seva capacitat de resposta abans de comprometre’s amb comandes importants.
Aquests criteris bàsics descarten els proveïdors que no poden complir els vostres requisits fonamentals. Tanmateix, trobar serveis d’usinatge a prop meu o serveis d’usinatge CNC personalitzats que s’adaptin realment requereix una avaluació més profunda.
Indicadors de qualitat que importen
Les promeses de qualitat tenen poca importància si no hi ha sistemes que garanteixin una entrega coherent. En avaluar possibles socis, busqueu proves concretes de compromís amb la qualitat, en lloc de confiar únicament en el llenguatge publicitari.
- Equipament i capacitats d’inspecció: Quines eines de metrologia utilitza el proveïdor? Les MMC (màquines de mesura per coordenades), els comparadors òptics i els analitzadors d’acabat superficial verifiquen que les peces compleixin les especificacions. Demaneu informació sobre els seus protocols d’inspecció i si els informes d’inspecció acompanyen les entregues.
- Sistemes de gestió de la qualitat: La certificació ISO 9001 ofereix una garantia de qualitat bàsica. Les certificacions específiques del sector afegeixen capes addicionals adequades a la vostra aplicació. Demaneu resums del manual de qualitat si el vostre projecte exigeix una documentació rigorosa.
- Mètodes de control de procés: El control estadístic de processos (SPC) indica una disciplina manufacturera madura. Els proveïdors que monitoritzen en temps real les variables de producció detecten desviacions abans que produeixin peces defectuoses. Aquest enfocament preventiu redueix els residus i millora la coherència entre les diferents sèries de producció.
- Trajectòria i referències: Demaneu estudis de cas o referències de clients en aplicacions similars. Els proveïdors segurs de les seves capacitats comparteixen fàcils les seves històries d’èxit. La reticència o la incapacitat de proporcionar referències suggereix una experiència limitada en aquest àmbit.
- Plantejament de la resolució de problemes: Com gestionen les peces que no superen la inspecció? Els proveïdors reputats tornen a fabricar els components defectuosos sense càrrec addicional i investiguen les causes arrel per evitar-ne la repetició.
Els indicadors de qualitat són especialment importants quan no podeu visitar personalment les instal·lacions. Les plataformes en línia que atenen clients globals han de demostrar sistemes de qualitat que compensin l’absència de construcció de relacions cara a cara.
Escalat des del prototip a la producció
Aquesta és una consideració estratègica que molts compradors passen per alt: el vostre proveïdor de prototipatge pot escalar fins a volums de producció quan el vostre disseny tingui èxit? Segons la recerca sobre fluxos de treball de fabricació , fer prototips amb el vostre proveïdor de producció permet una transició perfecta a la producció a gran escala, reduint la necessitat d’ajustos o reconfiguracions costoses.
Per què és això important? Canviar de proveïdor entre la fase de prototipatge i la de producció introdueix riscos:
- Variació del procés: Màquines diferents, eines i muntatges produeixen resultats diferents. Les peces que funcionaven perfectament amb el vostre proveïdor de prototips poden necessitar una redissenyació per a l’equipament de producció.
- Pèrdua de coneixement: Els coneixements adquirits durant la fase de prototipatge romanen amb el vostre proveïdor original. Els nous proveïdors comencen des de zero, podent repetir problemes ja resolts.
- Retards en la qualificació: En sectors regulats pot ser necessària una nova qualificació quan es canvia de proveïdor, cosa que pot afegir setmanes o mesos al vostre calendari.
- Reconstrucció de la relació: Els patrons de comunicació, la comprensió tècnica i la confiança requereixen temps per desenvolupar-se amb cada nou proveïdor.
La solució? Doneu prioritat a socis capaços de gestionar tot el vostre rang de volums des del primer dia. Busqueu proveïdors que ofereixin tant prototipatge ràpid com capacitats de producció en massa, amb sistemes de qualitat consistents en tots els nivells de volum.
Com a exemple de capacitats d’escalar sense interrupcions, Shaoyi Metal Technology mostra com és, en la pràctica, un servei integrat des del prototip fins a la producció. Les seves instal·lacions certificades segons la norma IATF 16949 subministren components d’alta tolerància amb plazos d’entrega tan curts com un sol dia laborable, donant suport tant als prototips inicials com a les sèries de producció en volum per a conjunts de xassís automobilístics i coixinets metàl·lics personalitzats. Aquesta combinació de certificació, resposta ràpida i escalabilitat il·lustra les característiques que cal prioritzar quan es selecciona un soci de fabricació.
Llista de comprovació d'avaluació de socis
Abans de comprometre’s amb qualsevol opció de mecanitzat CNC a prop o amb qualsevol plataforma en línia, analitzi aquesta avaluació exhaustiva:
- Adaptació tècnica: Les capacitats de l’equipament coincideixen amb els requisits de la peça pel que fa a mida, complexitat i precisió
- Experiència en Materials: Experiència contrastada amb els materials especificats i coneixements tècnics rellevants sobre els processos aplicables
- Alineació de certificacions: Certificacions vigents adequades per al seu sector industrial i per als requisits de l’aplicació
- Preus transparents: Pressupostos clars i detallats, sense tarifes ocultes ni estructures de costos poc transparents
- Comunicació àgil: Respostes ràpides i útils a preguntes tècniques durant la fase d'avaluació
- Sistemes de qualitat: Processos d'inspecció documentats, equipament metrologic adequat i certificacions de qualitat
- Control de procés: Control estadístic de processos o un sistema equivalent de monitorització per garantir una qualitat de producció constant
- Escalabilitat: Capacitat de créixer des de la fase de prototipat fins a volums de producció sense necessitat de canviar de proveïdor
- Fiabilitat del termini d'entrega: Trajectòria comprovada en el compliment de les dates de lliurament indicades i comunicació clara sobre qualsevol canvi de calendari
- Assistència posteriors a la venda: Polítiques de garantia, disponibilitat d'assessorament tècnic i procediments per a la resolució de problemes
Recórrer aquesta llista de comprovació de manera sistemàtica evita l'error habitual de seleccionar proveïdors basant-se en un sol factor, com ara el preu més baix o el termini de lliurament més curt indicat. La oferta més econòmica sovint indica compromisos de qualitat que acaben costant més en refeccions i retards. La promesa més ràpida pot provenir d'un taller que assumeix compromisos excessius i no els compleix.
El fresa correcte a prop meu o el soci en línia adequat equilibra capacitat, qualitat, comunicació i valor. Inverteix temps en una avaluació exhaustiva des del principi per establir una relació de fabricació que doni suport als vostres projectes durant anys.
Ja treballeu amb tallers locals de fresat CNC a prop meu per a una col·laboració presencial o feu servir plataformes globals en línia per obtenir preus competitius i capacitat, aquests criteris d'avaluació són universalment aplicables. L’objectiu és trobar un soci la capacitat del qual coincideixi realment amb les vostres necessitats, els sistemes de qualitat del qual protegeixin els vostres projectes i el model de negocis del qual permeti escalar a mesura que evolucionin les vostres necessitats.
La tria del vostre soci de fabricació afecta cada projecte que desenvolupeu conjuntament. Trieu-ho deliberadament, verifiqueu-ne minuciosament les afirmacions i construïu relacions amb proveïdors que demostrin el seu compromís amb el vostre èxit mitjançant un rendiment constant, i no només mitjançant una promoció atractiva.
Preguntes freqüents sobre serveis de fresat CNC en línia
1. Com funcionen els serveis d’usinatge CNC en línia?
Els serveis d’usinatge CNC en línia funcionen mitjançant plataformes digitals on pujau fitxers CAD en formats com STEP o IGES, rebieu pressupostos immediats basats en l’anàlisi geomètrica automàtica, seleccioneu materials i acabats, i seguiu la producció fins a la lliurament. La plataforma coordina la fabricació amb operadors CNC certificats que usinen les vostres peces segons les especificacions. La majoria de serveis lliuren components de precisió en un termini de 3 a 15 dies laborables, amb opcions express disponibles per a una entrega més ràpida.
2. Quins formats de fitxer accepten els serveis CNC en línia?
La majoria de plataformes accepten STEP (.stp, .step) com a estàndard industrial per a models sòlids, així com IGES (.igs, .iges) per a geometries de superfície. Alguns serveis també accepten fitxers STL per a geometries més senzilles i formats CAD nadius de SolidWorks o Inventor. Els fitxers STEP són preferits perquè conserven tota la geometria i les dades de característiques entre diferents sistemes CAD, garantint una cotització i fabricació precises.
3. Quant costa la mecanització CNC en línia?
Els costos de la mecanització CNC depenen de la selecció del material, la complexitat de la peça, les toleràncies, els requisits d’acabat i la quantitat. Les peces d’alumini amb toleràncies estàndard són menys cares que els components de titani que requereixen una precisió elevada. Els sistemes de pressupostos immediats calculen el preu en funció del volum de material, el temps de mecanització i la complexitat de la preparació. Els descomptes per quantitat redueixen significativament el cost per peça, i la selecció de materials habituals com l’alumini 6061 o el delrin manté els preus competitius.
4. Quines toleràncies pot assolir la mecanització CNC en línia?
La mecanització CNC estàndard assolix per defecte ±0,005 polzades (±0,127 mm), adequada per a la majoria d’aplicacions mecàniques. El treball de precisió arriba a ±0,002 polzades (±0,05 mm) per a superfícies d’ajust, mentre que les toleràncies ajustades de ±0,001 polzades (±0,025 mm) s’utilitzen per a seients de rodaments i superfícies d’estanquitat. Les toleràncies ultraajustades de ±0,0001 polzades estan disponibles per a components aeronaus i òptics, però augmenten notablement els costos i els terminis d’entrega.
5. Com triar entre l’abricació CNC i la impressió 3D?
Trieu l'usinatge CNC quan necessiteu propietats mecàniques superiors, toleràncies estretes inferiors a ±0,005 polzades, aliatges metàl·lics específics o plàstics d'enginyeria, o quantitats superiors a 10-20 peces. Seleccioneu la impressió 3D per a geometries interiors complexes, iteracions ràpides de disseny, estructures reticulades lleugeres o prototips individuals en què els costos de preparació del CNC predominen. El CNC ofereix una resistència consistent del material que la impressió capa a capa no pot igualar per a peces funcionals.