 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Els serveis de maquinària CNC desxifrats: des dels fitxers CAD fins a les peces acabades

Entenent els serveis de màquines CNC i com funcionen
Us heu preguntat mai com passen peces metàl·liques complexes d’un disseny digital a la pantalla d’un ordinador a una component tangible i precisa que podeu tenir a la mà? Aquesta transformació es produeix mitjançant els serveis de màquines CNC, i entendre aquest procés us pot estalviar una quantitat significativa de temps, diners i maldecaps al vostre proper projecte de fabricació.
Què fan realment els serveis de màquines CNC
Anem a explicar-ho de forma senzilla. CNC significa Control Numèric per Ordinador. Quan col·laboreu amb un proveïdor que ofereix serveis de mecanitzat CNC , accediu a capacitats de fabricació en les quals un programari informàtic prèviament programat controla el moviment d’eines de tall amb una precisió extraordinària.
Els serveis de màquines CNC són solucions professionals de fabricació que utilitzen controls informatitzats per fer funcionar eines de maquinària —com ara fresadores, torns i sistemes multieixos— per transformar blocs de material en brut en peces dissenyades a mida amb alta precisió i repetibilitat.
Penseu-hi d’aquesta manera: en lloc que un operari guiï manualment cada tall, un ordinador llegiu el vostre fitxer de disseny digital i el converteix en moviments precisos. La màquina segueix instruccions codificades que dicten tot, des de la velocitat de l’eix principal fins al trajecte exacte de la fresa. Aquesta automatització assegura que les vostres peces resultin uniformes, precises i exactament segons les especificacions —sigui què necessiteu un únic prototip o milers de components de producció.
Del disseny digital a la peça física
El procés que condueix del vostre fitxer CAD a una peça acabada segueix un flux de treball optimitzat que els serveis especialitzats en mecanitzat CNC de precisió han perfeccionat durant dècades:
- Creació del model CAD: El vostre disseny 2D o 3D estableix les dimensions, les geometries i les especificacions de la peça final
- Conversió CAM: Un programari especialitzat converteix el vostre disseny en codi G, el llenguatge de programació que entenen les màquines CNC
- Preparació de la màquina: Els operaris fixen la matèria primera i muntuen les eines de tall adequades
- Mecanitzat automàtic: La màquina executa el programa, eliminant material amb precisió per crear la vostra peça
Aquest procés digital a físic és el que fa que els serveis moderns de màquines CNC siguin tan valuoses. Segons Thomas , la mecanització CNC s’utilitza àmpliament en diversos sectors, com ara l’automoció, l’aeroespacial i les telecomunicacions: qualsevol lloc on importin les toleràncies ajustades i la qualitat constant.
L’avantatge de la fabricació subtractiva
Aquí hi ha un concepte que val la pena entendre: la mecanització CNC és un procés de fabricació subtractiu. A diferència de la impressió 3D, que construeix peces capa a capa, el manteniment de màquines CNC comença amb un bloc sòlid de material —metall, plàstic o material compost— i elimina sistemàticament tot allò que no forma part de la peça acabada.
Per què és important això per als vostres projectes? La fabricació subtractiva ofereix avantatges clars:
- Integritat del material: Treballes amb material en brut sòlid, no amb capes superposades, el que significa propietats mecàniques superiors
- Qualitat de superfície: Les superfícies mecanitzades poden assolir acabats excel·lents directament des de la màquina
- Varietat de material: Els processos CNC treballen metalls com l'alumini, l'acer inoxidable, el llautó i el titani, així com plàstics d'enginyeria i materials compostos
- Control de Precisió: Es poden assolir toleràncies normals de ±0,005 polzades (0,127 mm), amb toleràncies més estretes possibles quan calgui
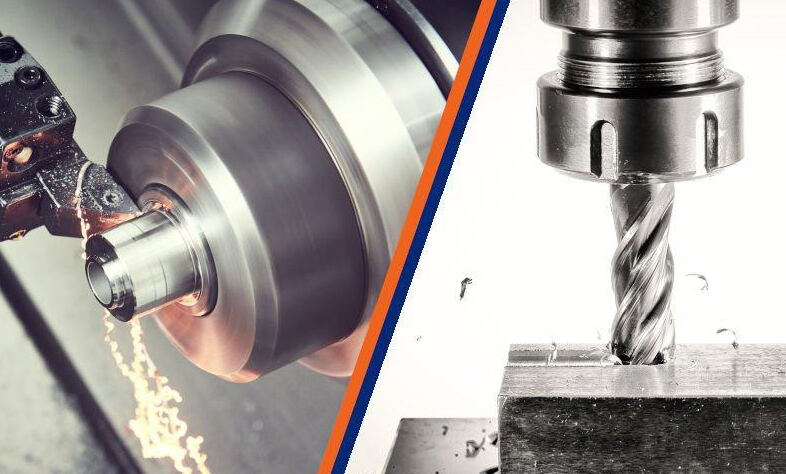
L’abast de les operacions disponibles és més ampli del que molts creuen. El fresat utilitza eines de tall de múltiples punts giratòries per donar forma a geometries complexes. El tornejat fa servir torns per a peces cilíndriques. Les màquines multieixos —incloent-hi sistemes de 4 eixos i de 5 eixos— poden accedir a múltiples cares d’una peça en una sola configuració, reduint la manipulació i millorant la precisió. Entendre quina operació s’adapta millor a les vostres necessitats específiques és exactament el que les seccions següents us ajudaran a determinar.
Tipus d’operacions de mecanitzat CNC i les seves aplicacions
Ara que ja coneixeu els fonaments, la pregunta lògica següent és: quina operació de CNC és la més adequada per a la vostra peça específica? La resposta depèn de la geometria, del material, dels requisits de tolerància i del volum de producció. Analitzem les principals categories perquè pugueu associar les necessitats del vostre projecte amb l’aproximació d’usinatge adequada.
Explicació de les operacions de fresat
El fresat és, probablement, l’operació de CNC més versàtil disponible. Una eina de tall de múltiples punts en rotació es desplaça sobre la peça de treball, eliminant material per crear superfícies planes, ranures, callositats, contorns i formes complexes en 3D. Quan contacteu un proveïdor que ofereix serveis de màquina d'usinat CNC , accediu a màquines capaces de processar des de suports rectangulars senzills fins a carcasses aeroespacials intrincades.
Hi ha dues configuracions principals que cal entendre:
- Fresat vertical: L'eix principal gira perpendicularment a la taula de treball. Aquesta configuració és excel·lent per al fresat de cara, el taladrat i la creació de característiques en superfícies planes. Els serveis de fresat CNC verticals s'utilitzen habitualment per a prototips, motlles i peces amb característiques principalment en una sola cara.
- Fresat horitzontal: L'eix principal gira paral·lelament a la taula de treball. Aquesta configuració ofereix una millor evacuació de les cargoles i és preferida per a tallats més pesats, peces més llargues i producció en gran volum. Els serveis de fresat CNC horitzontals destaquen quan cal mecanitzar diverses cares d'una peça de manera eficient.
El veritable potencial del fresat es revela quan es considera el nombre d'eixos implicats —i aquí és on molts compradors es confonen.
Quan triar el fresat de 5 eixos en lloc del de 3 eixos
Imagineu-vos que esteu mecanitzant una peça. En el fresat de 3 eixos, l'eina de tall es mou al llarg de tres direccions lineals: X (esquerra-dreta), Y (davant-enrere) i Z (amunt-avall). Això resol bé la majoria de geometries senzilles, però què passa quan necessiteu sota-talls, característiques inclinades o contorns complexos?
Aquí és on entren en joc els eixos addicionals. Aquest és el desglossament pràctic:
| Configuració d'eixos | Capacitats | Aplicacions típiques | Nivell de complexitat |
|---|---|---|---|
| 3 eixos | Moviment lineal en les direccions X, Y i Z. La peça ha de ser reposicionada per accedir a múltiples costats. | Peçes planes, suports senzills, plaques, característiques 2,5D com bosses i ranures | Baix – el més econòmic per a geometries senzilles |
| 4 eixos | Afegeix la rotació al voltant de l’eix X (eix A). Maquinatge continu al voltant de superfícies cilíndriques o inclinades. | Peçes que requereixen maquinatge al voltant d’un eix central, gravat sobre superfícies corbades, alguns components aerospacials | Mitjà – redueix les configuracions respecte al maquinatge de 3 eixos |
| 5-Axis | Afegeix dos eixos de rotació (normalment A i B). L’eina pot aproximar-se a la peça des de gairebé qualsevol angle en una única configuració. | Components aerospacials complexes, paletes de turbines, implants mèdics, rodetes, cavitats de motlles amb sotaescots profunds | Alt – màxima llibertat geomètrica, cost més elevat de la màquina |
Així, quan caldria invertir en serveis de mecanitzat CNC de 5 eixos?
- Trieu 3 eixos quan la peça es pot mecanitzar completament des d'una o dues orientacions amb un repositionament senzill. És l’opció més econòmica.
- Trieu 4 eixos quan necessiteu una mecanització contínua al voltant d’un eix de rotació: penseu en arbres de lleves, engranatges sense fi o peces amb característiques en diverses posicions angulars.
- Trieu 5 eixos quan la vostra geometria inclogui angles compostos, cavitats profundes, sotaescots o quan reduir els muntatges sigui fonamental per mantenir toleràncies ajustades en múltiples característiques.
La diferència de cost és real, però també ho són els beneficis. La mecanització de 5 eixos sovint redueix el cost total en peces complexes en eliminar múltiples muntatges, millorar l’acabat superficial i mantenir una millor precisió posicional entre les característiques.
Serveis de tornejat i torn per a peces cilíndriques
Mentre la fresadora excel·leix en peces prismàtiques, el tornejat és el procés més adequat per a qualsevol peça cilíndrica. Quan necessiteu eixos, perns, casquets o qualsevol peça amb simetria de rotació, els serveis de tornejat CNC ofereixen resultats superiors.
Així funciona el tornejat: el material brut —normalment una barra rodona— gira a alta velocitat mentre una eina de tall estacionària elimina material. Segons Turntech Precision , les operacions de tornejat més habituals són el tornejat, l’escarpat, la ranuració, el tall, la filetada, la perforació, l’alargament, el goibat i la rosca.
Cada operació té finalitats específiques:
- Tornatge: Redueix el diàmetre exterior de la peça. El tornejat de desbastat elimina material ràpidament; el tornejat d’acabat dona les dimensions finals amb superfícies llises.
- Aplanat: Maquina l’extrem de la peça perpendicularment a l’eix, creant superfícies planes finals i controlant la longitud total.
- Encordat: Talla ranures helicoidals per a cargols, perns i connexions roscades.
- Ranuració i tall: Crea canals estrets o talla la peça acabada de la barra.
- Alesat: Amplia forats existents o crea característiques interiors amb alta precisió.
Els torns CNC moderns sovint combinen el tornejat amb eines de fresat i perforació actives — eines motoritzades que poden crear característiques fora de l’eix sense haver de traslladar la peça a una màquina separada. Aquesta capacitat esborra la línia entre tornejat i fresat, oferint guanys significatius d’eficiència per a peces que necessiten ambdós processos.
Mecanitzat suís per a components petits i de precisió
I si les vostres peces són minúscules, allargades o requereixen toleràncies excepcionalment estretes? Els torns CNC convencionals tenen dificultats amb peces de petit diàmetre perquè el material no subjecte pot flexionar-se durant la tallada, provocant imprecisions.
Això és precisament per què existeixen els serveis de mecanitzat CNC suís. Originalment desenvolupats per a la indústria rellotgera suïssa, aquests torns especialitzats utilitzen una camisa guia que subjecta la peça extremadament a prop de la zona de tall. Tal com explica Fictiv, aquest enfocament evita la desviació i permet assolir toleràncies dins dels 0,0001 polzades en components delicats.
Les màquines CNC suïsses ofereixen diversos avantatges distintius:
- Precisió excepcional: La guia de suport manté l'estabilitat del material exactament on es produeix el tall, eliminant errors relacionats amb la flexió.
- Diverses operacions simultànies: Les màquines suïsses poden realitzar tornejat, fresat, perforació i filetat en una única configuració i en diverses zones alhora.
- Ideal per a peces allargades: Els diàmetres de la peça treballada solen oscil·lar entre 0,030 polzades i 2 polzades, cosa que les fa perfectes per a pernos, eixos i petites fixacions.
- Eficiència en grans volums: L’operació amb barra alimentada i la mecanització simultània fan que la mecanització suïssa sigui ideal per a volums de producció.
Els sectors que depenen fortement de la mecanització suïssa inclouen la fabricació de dispositius mèdics (tornillos quirúrgics, pernos òssis, implants dentals), l’electrònica (pernos connectors, contactes) i l’aeroespacial (fixacions en miniatura, components d’accionaments). Si les vostres peces són petites, precises i es fabriquen en gran volum, la mecanització suïssa probablement és la millor opció.
Entendre aquests tipus d'operacions us col·loca en una posició més forta quan demaneu pressupostos i avalieu proveïdors. Però el procés adequat només representa una part de l'equació: la vostra selecció de material juga un paper igualment fonamental per determinar el cost, el temps d’entrega i la qualitat assolible.
Guia de selecció de materials per a peces mecanitzades CNC
Heu identificat l'operació d'usinatge adequada per a la geometria de la vostra peça. Ara arriba una decisió que afecta tot, des del cost per unitat fins als ajustos assolibles: quin material heu d'especificar? Aquesta elecció no es tracta només de triar un metall que us soni familiar, sinó de fer coincidir les propietats mecàniques, les característiques d'usinabilitat i els requisits d'aplicació amb les necessitats concretes del vostre projecte.
Selecció de metall per a projectes de CNC
Quan avalieu serveis d'usinatge CNC d'alumini, esteu considerant, probablement, el material més versàtil del món del CNC. Tanmateix, l'alumini és només una opció dins d'un espectre de metalls, cadascun amb compromisos distints. Examinem les opcions més habituals:
- Alumini (6061, 7075): Excel·lent maquinabilitat, lleuger, naturalment resistent a la corrosió i econòmic. L’alumini 6061 equilibra resistència i treballabilitat, el que el fa ideal per a components automotius, carcasses d’electrònica de consum i suports aeroespacials. La qualitat 7075 ofereix una resistència superior per a aplicacions estructurals més exigents. Els serveis de mecanitzat CNC d’alumini són molt populars perquè aquest material es mecanitza ràpidament, reduint els temps de cicle fins a un 20 % en comparació amb l’acer.
- Acer inoxidable (304, 316, 17-4 PH): Quan necessiteu durabilitat en entorns agressius, els serveis de mecanitzat CNC d’acer inoxidable són la solució adequada. La qualitat 304 és adequada per a aplicacions generals. La qualitat 316 destaca en entorns marins i mèdics gràcies a la seva excel·lent resistència a la corrosió. La qualitat 17-4 PH ofereix enduriment per precipitació per a requisits elevats de resistència. Espereu temps de mecanitzat més llargs i un desgast superior de les eines en comparació amb l’alumini.
- Llauna (C360): Sovent anomenat «llautó fàcil de mecanitzar», aquest material produeix excel·lents acabats superficials amb mínim esforç. Els serveis de mecanitzat CNC de llautó s’especifiquen habitualment per a components decoratius, components elèctrics, accessoris de canoneries i instruments de precisió on l’aspecte i la precisió són essencials.
- Coure: La superior conductivitat tèrmica i elèctrica fa que el coure sigui imprescindible per a dissipadors de calor, barres condueïdores elèctriques i blindatges contra interferències RF. Els serveis de mecanitzat CNC de coure requereixen atenció especial al control de les cargols i a la selecció adequada del refrigerant, però el material es mecanitza raonablement bé.
- Titani (grau 2, grau 5/Ti-6Al-4V): La relació excepcional entre resistència i pes, així com la biocompatibilitat, fan del titani un material essencial per a estructures aeroespacials i implants mèdics. No obstant això, els serveis de mecanitzat CNC de titani tenen uns preus premium. Aquest material genera una quantitat significativa de calor durant el tall, provoca un desgast ràpid de les eines i requereix eines especialitzades i velocitats més lentes. Val la pena la inversió quan cap altre material compleix els requisits de rendiment que necessiteu.
- Aceros d'aliació (4140, 4340): Quan la màxima resistència i tenacitat són prioritats, els serveis de mecanitzat CNC d’acer aliats ofereixen opcions que superen l’acer inoxidable. Aquests materials sovint es tracten tèrmicament després de la mecanització per a aplicacions exigents, com ara engranatges, eixos i components estructurals.
Comprensió de les valoracions de mecanitzabilitat
Aquí teniu alguna cosa que afecta directament el preu cotitzat i el termini d’entrega: la maquinabilitat. Segons Komacut, la maquinabilitat fa referència a la facilitat amb què es pot tallar, conformar i acabar un material. Els metalls amb alta maquinabilitat requereixen menys força de tall, generen menys calor i produeixen acabats superficials millors, el que els fa més econòmics per al fresat CNC.
Què determina la maquinabilitat? Hi intervenen diversos factors:
- Duresa del material: Els materials més durs provoquen un desgast més ràpid de les eines i requereixen velocitats de tall més lentes. L’Inconel 718, per exemple, exigeix eines especialitzades i condicions de tall precises.
- Conductivitat Tèrmica: Materials com l’alumini dissipen la calor ràpidament, el que permet velocitats de maquinat més elevades. En canvi, els materials de baixa conductivitat tèrmica, com el titani, acumulen la calor a la zona de tall i requereixen una gestió tèrmica cuidadosa.
- Formació de ferritja: Alguns materials produeixen cargols llargs i filiformes que poden enredar-se a les eines. D’altres es fragmenten en cargols manejables que s’eliminen fàcilment de la zona de tall.
Tal com assenyala Ethereal Machines, l’ús de l’alumini 6061 en producció a gran escala pot reduir significativament el temps d’usinat en comparació amb materials més durs, accelerant així la lliurament sense sacrificar la qualitat. Per contra, l’usinat de titani o d’aliatges per a altes temperatures requereix eines especialitzades i sovint augmenta substancialment els costos.
Materials plàstics i les seves consideracions en usinat CNC
Els metalls dominen les discussions sobre usinat CNC, però serveis d’usinat CNC de plàstic omplen nínxols crítics. Els plàstics d’enginyeria ofereixen avantatges únics: menor pes, aïllament elèctric, resistència química i, sovint, un cost inferior del material.
- ABS: Bon comportament davant els impactes i bona usinabilitat a un cost baix. Comú en prototips i carcasses.
- Delrin (acetal/POM): Excel·lent estabilitat dimensional, baixa fricció i alta rigidesa. Ideal per a engranatges, coixinets i components mecànics de precisió.
- Nailon (PA6, PA66): Resistent, amb bona resistència al desgast i autolubrificant. S’utilitza en components estructurals i peces subjectes a desgast.
- PEEK: Plàstic d'enginyeria d'alt rendiment amb una resistència química i estabilitat tèrmica excepcionals. S'utilitza habitualment en aplicacions mèdiques i aeroespacials, però és car.
- Polietilè UHMW: Coeficient de fricció extremadament baix. Ideal per a guies, lliscadors i aplicacions de contacte amb aliments.
Els plàstics presenten reptes d'usinatge únics. Són més tous que els metalls, per la qual cosa és essencial utilitzar eines afilades i velocitats d’alimentació adequades per evitar la fusió o la deformació. Alguns plàstics absorbeixen humitat, el que afecta l’estabilitat dimensional. I, a diferència dels metalls, els plàstics no poden assolir les mateixes toleràncies ajustades: cal preveure especificacions lleugerament menys estrictes.
Com afecta la selecció del material el cost, el temps d’entrega i les toleràncies
La vostra selecció de material genera efectes en cadena a tot el projecte:
| Material | Cost relatiu del material | Impacte sobre el temps d’usinatge | Toleràncies assolibles |
|---|---|---|---|
| Alumini 6061 | Baix | Ràpid – excel·lent usinabilitat | ±0,001" fàcilment assolible |
| Brass C360 | Moderat | Ràpid – fàcil d’usinar | ±0,001" amb un acabat excel·lent |
| Acer inoxidable 304 | Moderat | Moderat – preocupacions per l’enduriment per deformació | ±0,001" assolible amb cura |
| Titani Grau 5 | Alta | Lent – desgast important de les eines | ±0,001" requereix experiència |
| Delrin | Baixa-Moderada | Ràpid | ±0,002" típic en plàstics |
La clau d’aquesta qüestió? Segons l’HPPI, de vegades prioritzar un material amb millor maquinabilitat respecte a una opció més econòmica redueix realment el cost total, ja que es manté la qualitat de la peça i es redueixen els temps de cicle. En avaluar les opcions, tingueu en compte els costos totals del cicle de vida, no només el preu de la matèria primera.
La selecció del material també limita les opcions d’acabat. No tots els tractaments superficials són compatibles amb tots els materials base. Per exemple, l’anodització funciona molt bé sobre l’alumini, però no és aplicable a l’acer. La niquelació combina bé amb l’acer inoxidable, però presenta problemes d’adherència sobre l’alumini. Tingueu en compte els requisits finals d’acabat al principi del procés de selecció del material per evitar sorpreses costoses.
Un cop seleccionat el vostre material, el següent pas fonamental és preparar correctament els fitxers CAD —perquè fins i tot la millor elecció de material no pot compensar errors de disseny que incrementin els costos o facin impossible la fabricació de la peça.
Com preparar fitxers CAD i evitar errors de disseny costosos
Ja heu seleccionat el material i identificat el procés d’usinatge adequat. Ara arriba un pas que distingeix les produccions fluïdes dels desastres costosos: preparar correctament els fitxers CAD. Sorprenentment, la majoria de proveïdors d’usinatge CNC parteixen de la suposició que ja en sabeu prou, deixant-vos aprendre mitjançant proves i errors costoses. Resolem-ho ara.
Preparació dels fitxers CAD per a l’èxit en l’usinatge CNC
El vostre fitxer CAD no és només una representació visual, sinó el plànol definitiu que controla cada tall que fa la màquina. Segons LeadCNC , qualsevol ambigüitat, error o informació absent al vostre fitxer CAD es propagarà cap avall, provocant trajectòries d’eina defectuoses, col·lisions de la màquina o peces que no superin les comprovacions de qualitat.
Abans d'enviar fitxers a qualsevol proveïdor de serveis de mecanitzat CNC per a prototips, reviseu aquesta llista de comprovació de preparació:
- Exporteu en el format adequat: Utilitzeu fitxers STEP (.step o .stp) sempre que sigui possible. El format STEP captura amb exactitud la geometria i la informació topològica, assegurant que el vostre model es transfereixi com un sòlid real, i no com a superfícies aproximades. Eviteu els fitxers STL per a treballs de precisió: aquests aproximen les superfícies mitjançant triangles, cosa que no és ideal per a toleràncies ajustades.
- Verifiqueu les vostres unitats: Això pot semblar bàsic, però les incoherències d’unitats provoquen errors de fabricació totals. Un model dissenyat en polzades però interpretat com a mil·límetres dona lloc a una peça redimensionada cap avall per un factor de 25,4. Confirmeu sempre que l’exportació utilitzi les unitats previstes (mil·límetres o polzades) amb un factor d’escala 1:1.
- Definiu el sistema de coordenades: Establiu una origen clara de la peça alineada amb la manera com es fixarà la peça a la màquina. Els eixos X, Y i Z han de fer referència a la cara principal de mecanitzat i a l’orientació prevista per a l’enganxament.
- Executeu comprovacions geomètriques: Utilitzeu les eines d'anàlisi del vostre programari CAD per identificar arestes no tridimensionals, cares estretes o fronteres obertes. Aquests defectes ocults poden aturar completament el càlcul de les trajectòries d'eina.
- Elimineu detalls innecessaris: Suprimiu la geometria no essencial, com ara logotips de proveïdors, rosques internes que es faran posteriorment després de l'usinatge o xicotetes arrodoniments estètics en àrees no crítiques. Simplificar el model accelera el processament CAM.
Quan treballeu amb serveis personalitzats d'usinatge CNC, una comunicació clara comença amb fitxers nets. Organitzeu la geometria mitjançant capes o colors: col·loqueu les superfícies de referència en una capa, les característiques crítiques en una altra i les zones que requereixen un acabat especial en una tercera.
Errors de disseny habituals que augmenten els costos
Fins i tot els enginyers experimentats prenen decisions de disseny que augmenten els costos d'usinatge o donen lloc a peces que simplement no es poden fabricar. A continuació, us mostrem les trampes a evitar:
Cantonades internes agudes: Les eines de tall CNC són cilíndriques. Físicament, no poden crear cantonades interiors de 90 graus perfectament agudes. Segons Geomiq cal afegir un radi intern com a mínim un 30 % més gran que el radi de l’eina de tall. Per exemple, si s’utilitza una fresa de 10 mm, dissenyeu les vores internes amb un radi mínim de 13 mm. Això redueix la tensió sobre l’eina i permet velocitats de tall més elevades.
Grossor de paret insuficient: Les parets primes són susceptibles de vibració, flexió i deformació durant el mecanitzat. Geomiq recomana un grossor mínim de paret de 0,8 mm per als metalls i de 0,15 mm per als plàstics. També és igualment important la relació amplada-alçada: cal mantenir com a mínim 3:1 per a parets lliures i no suportades per garantir-ne l’estabilitat durant el tall.
Butxaques i cavitats excessivament profundes: Les eines de tall tenen un abast limitat. Les característiques profundes i estretes obliguen a utilitzar eines d’alçada allargada, que són menys rígides i més propenses a la desviació. Tal com es menciona a Cinc flautes , cal fer servir una profunditat de butxaca no superior a 6 vegades el diàmetre de l’eina. Les profunditats que superin 10 vegades el diàmetre esdevenen difícils de mecanitzar, independentment de les eines disponibles.
Mides de forats no estàndard: Els forats estàndard es poden perforar de manera eficient amb broques habituals. Els mides no estàndard requereixen una eliminació progressiva del material amb freses de punta, cosa que augmenta significativament el temps i el cost de mecanitzat.
Profunditat de rosca excesiva: La resistència de la rosca resideix principalment en les primeres voltes. Limiti la profunditat de la rosca a un màxim de tres vegades el diàmetre del forat. En el cas de forats cecs, deixi una longitud sense rosca equivalent a la meitat del diàmetre del forat a la part inferior.
Toleràncies massa ajustades: Aplicar toleràncies molt ajustades a totes les dimensions és un dels errors més habituals i costosos. Les toleràncies per defecte de CNC de ±0,13 mm són prou precises per a la majoria de característiques. Reserve les especificacions més ajustades només per a superfícies d’ajust i interfícies funcionals on la precisió sigui realment essencial.
Principis de disseny per a la fabricabilitat
El disseny per a la fabricació (DFM) significa pensar com es fabricarà efectivament la vostra peça mentre encara la esteu dissenyant. Ja treballeu amb un proveïdor de serveis de prototipatge per fresat CNC a Geòrgia o amb qualsevol servei de peces per fresat CNC a nivell mundial, aquests principis s’apliquen universalment.
Disseny per a eines estàndard: Segons Five Flute, és essencial entendre quines característiques es poden fresar amb eines habituals. La majoria d’tallers disposen de freses de cara, fresas cilíndriques estàndard (de 1/8" a 1" de diàmetre), fresas esfèriques, broques en increments estàndard i eines de xamfran amb angles de 60°, 82° i 90°. Si dissenyeu característiques que coincideixin amb aquestes eines, evitareu retards deguts a l’espera d’eines especials.
Tingueu en compte la fixació des del principi: La vostra peça ha d’estar subjecta de forma segura durant el fresat. Disenyau superfícies planes i paral·leles que puguin descansar sobre calibres i ser agafades fermament amb una escombra. Les peces que no tenen superfícies obvies per a la fixació requereixen muntatges personalitzats, cosa que augmenta el temps i el cost.
Minimitzeu els muntatges: Cada vegada que una peça es reposiciona a la màquina, hi ha possibilitat de desalineació i costos addicionals de mà d'obra. Dissenyi les peces de manera que les característiques crítiques es puguin mecanitzar des del menor nombre possible d’orientacions. Les característiques que requereixen toleràncies relatives ajustades han de ser accessibles en el mateix muntatge.
Eviti els sotaescots quan sigui possible: Les característiques que no es poden assolir amb l’eina de tall des de la direcció principal de muntatge requereixen o bé eines especialitzades (com ara freses per ranura en T) o bé eixos addicionals de la màquina. Si la vostra peça requereix sotaescots, asseguri’s que el proveïdor de serveis de mecanitzat per prototipatge CNC triat disposa de les capacitats adequades abans de finalitzar el disseny.
Tingui en compte les tensions del material: El material en brut sovint conté tensions internes. Quan es treu una gran quantitat de material de forma asimètrica, la peça restant pot deformar-se un cop alliberada de la fixació. Per a peces amb una eliminació important de material, discuteixi estratègies de relaxació de tensions amb el seu soci de mecanitzat.
L'esforç que invertiu en la preparació adequada dels fitxers i l'optimització de la DFM dóna fruits durant tot el projecte. Els dissenys nets es cotitzen més ràpidament, es mecanitzen amb més eficiència i arriben complint les especificacions a la primera temptativa. Tanmateix, fins i tot una peça perfectament dissenyada necessita especificacions de toleràncies adequades, i comprendre què signifiquen realment aquests números és el següent punt que tractarem.
Explicació de les toleràncies i els acabats superficials
Heu preparat un fitxer CAD impecable i heu seleccionat el material ideal. Ara arriba una especificació que afecta directament tant la funcionalitat de la vostra peça com el pressupost del projecte: les toleràncies i els acabats superficials. Aquests números apareixen a tots els plànols de mecanitzat, però la majoria de compradors no comprenen completament el seu significat ni quan les especificacions més ajustades són realment necessàries, comparat amb quan només inflen els costos.
Comprensió de les classes de toleràncies i les seves aplicacions
Què és exactament una tolerància? Segons American Micro Industries, la tolerància en mecanitzat defineix la quantitat total de variació dimensional permesa respecte d’un valor especificat. Com que cap màquina ofereix resultats idèntics cada cop, les toleràncies estableneixen un marge de control d’error — especialment crític per a peces que han d’encaixar entre si.
Les normes internacionals proporcionen un llenguatge comú per a les especificacions de tolerància. La norma ISO 2768 defineix els nivells de precisió mitjançant classes de tolerància:
- f – Fina: Les toleràncies generals més ajustades per a aplicacions de precisió
- m – Mitjana: Les toleràncies comercials habituals, adequades per a la majoria de components
- c – Gruesa: Toleràncies relaxades per a dimensions no crítiques
- v – Molt grossa: Les toleràncies més lloses per a peces rugoses o decoratives
Quan contracteu serveis de mecanitzat CNC de precisió, les capacitats habituals solen assolir com a mínim ±0,005" (0,127 mm). Les operacions de precisió poden arribar a ±0,001" o fins i tot menys quan l’aplicació ho exigeix realment per a una exactitud excepcional. Però aquí hi ha una observació fonamental: una tolerància més ajustada no és automàticament millor.
| Rang de Tolerància | Aplicacions típiques | Impacte relatiu sobre el cost |
|---|---|---|
| ±0,030" (0,76 mm) | Característiques no crítiques, forats de llibertat, dimensions aproximades | Nivell bàsic: el més econòmic |
| ±0,005" (0,127 mm) | Components comercials estàndard, requisits generals d’ajust | Capacitat CNC estàndard: sense suplement |
| ±0,001" (0,025 mm) | Ajusts de precisió, superfícies d’acoblament, interfícies crítiques | Cost aproximat el doble del nivell bàsic |
| ±0,0001" (0,0025 mm) | Aplicacions d’ultraprecisió, rodaments aeroespacials, components òptics | Fins a 24 vegades el cost base |
Segons Modus Advanced , la relació entre la tolerància i la complexitat de fabricació no és lineal, sinó exponencial. Aquesta tolerància de ±0,001" que heu especificat podria haver duplicat el cost de la peça i triplicat el temps d’entrega en comparació amb acceptar una tolerància de ±0,005".
Selecció del acabat superficial més enllà dels conceptes bàsics
La rugositat superficial mesura les desviacions microscòpiques de la superfície de la vostra peça després de l’emmotllat. La magnitud més habitual és la Ra (rugositat mitjana), mesurada en micròmetres (µm). Valors de Ra més baixos indiquen superfícies més llises. Segons Geomiq , els valors de Ra per a peces fabricades solen oscil·lar entre 0,1 µm (extremadament llises) i 6,3 µm (amb textura visible).
Això és el que signifiquen realment els nivells d’acabat estàndard per a les vostres peces:
- ra de 3,2 µm: Acabat estàndard tal com surt de la màquina, amb marques d’eina visibles. Adequat per a la majoria de peces comercials i no comporta cap cost addicional.
- ra de 1,6 µm: Marques de tall lleugeres visibles. Recomanat per ajustos ajustats i peces sotmeses a esforços lleus. Suposa un increment aproximadament del 2,5 % en el cost de producció.
- 0,8 µm Ra: Acabat d'alta qualitat que requereix passes de acabat. Ideal per a components sotmesos a esforços i vibracions. Suposa un increment d’aproximadament el 5 % en el cost.
- 0,4 µm Ra: Molt llis, sense marques observables. Requereix una mecanització extremadament precisa i poliment addicional. Pot incrementar el cost fins al 15 %.
L’acabat superficial afecta molt més que només l’estètica. Les superfícies més rugoses augmenten la fricció entre peces acoblades. Els acabats més llisos milloren la resistència a la fatiga sota càrregues cícliques. En les superfícies d’estanquitat, el valor Ra adequat assegura una compressió correcta de la junta. Quan s’especifiquin acabats per a serveis de mecanització CNC d’alta precisió, cal ajustar els requisits a la funció real, no a preferències arbitràries.
Quan val la pena invertir en toleràncies ajustades
Aleshores, quan cal pagar realment la prima per a serveis de mecanització CNC amb toleràncies ajustades? Centreu-vos en la necessitat funcional:
Situacions que requereixen toleràncies ajustades:
- Ajustos de rodaments de precisió on el joc entre l’eix i el forat determina el rendiment
- Superfícies d’estanquitat on cal controlar amb precisió la compressió de la junta
- Interfícies de muntatge on diverses peces han d’alinear-se amb precisió
- Components giratoris d’alta velocitat on l’equilibri és crític
Situacions on les toleràncies estàndard són suficients:
- Forats de buidatge i superfícies no aparellades
- Dimensions que no tenen cap impacte funcional sobre el muntatge
- Característiques que es processaran posteriorment (soldades, engluedes o pintades)
- Elements estètics on l’aparença visual importa més que la precisió
Un proveïdor de serveis de mecanitzat CNC de precisió pot ajudar-vos a identificar quines dimensions requereixen realment un control estricte. Com assenyala Modus Advanced, la tolerància més cara és sovint aquella que no aporta cap benefici funcional. Els enginyers intel·ligents apliquen especificacions estrictes només on són necessàries i accepten toleràncies normals a la resta de casos.
Tingueu també en compte el comportament del material. Una peça d’alumini de 12 polzades s’expandeix aproximadament 0,003 polzades per cada canvi de temperatura de 18 °F. Especificar toleràncies més estretes que la variació tèrmica esperada genera dificultats de fabricació sense cap benefici funcional. Tingueu en compte les condicions operatives reals quan establiu les especificacions.
Entendre les toleràncies i els acabats us posiciona per prendre decisions informades que equilibrin la precisió amb el cost. Tanmateix, el vostre sector pot imposar requisits addicionals més enllà de la precisió dimensional bàsica: certificacions i normes de conformitat que el vostre proveïdor de mecanitzat ha d’acomplir.

Requisits específics del sector i certificacions de qualitat
Heu definit correctament el disseny, heu seleccionat el material adequat i heu especificat les toleràncies apropiades. Però hi ha una cosa que molts compradors passen per alt fins que ja és massa tard: el vostre proveïdor de mecanitzat disposa de les certificacions que el vostre sector exigeix realment? En sectors regulats, una peça mecanitzada perfectament es converteix en residu inútil si no s’ha produït sota el sistema de gestió de la qualitat adequat.
Requisits de mecanitzat per a l’indústria automobilística
Quan subministreu serveis de mecanitzat CNC per a l’automoció, una certificació supera totes les altres: l’IATF 16949. Aquesta no és només una altra insígnia de qualitat, sinó l’estàndard reconegut internacionalment que els fabricants d’equipaments originals (OEM) automobilístics exigeixen a tota la seva cadena de subministrament.
Què fa que la norma IATF 16949 sigui diferent de les normes bàsiques de qualitat? Segons American Micro Industries, aquesta certificació combina els principis de la ISO 9001 amb requisits específics del sector per a la millora contínua, la prevenció de defectes i una supervisió rigorosa dels proveïdors. El sector automobilístic exigeix components consistents i lliures de defectes, i la IATF 16949 proporciona el marc necessari per assolir exactament això.
Un component fonamental de la certificació automobilística és el control estadístic de processos (SPC). En lloc d’inspeccionar les peces després de la producció, l’SPC supervisa el procés de fabricació en temps real. Variables com la precisió dimensional, l’acabat superficial i el desgast d’eines es monitoritzen contínuament, i els límits de control activen intervencions abans que es produeixin defectes. Aquest enfocament preventiu detecta problemes mentre encara hi ha temps per corregir-los.
Per a projectes automobilístics, col·laborar amb una instal·lació certificada segons la IATF 16949 com Shaoyi Metal Technology garanteix que els vostres components compleixin els exigents estàndards de traçabilitat i control de processos que demanen els principals fabricants. La seva implementació de l’SPC ofereix components d’alta tolerància amb plazos d’entrega tan ràpids com un dia laborable, escalant sense problemes des de la prototipació ràpida fins a la producció en massa.
Certificacions essencials per a l’aeroespacial i la medicina
Les aplicacions aeroespacials i mèdiques comparteixen una característica comuna: el fracàs no és una opció. Les certificacions que regulen aquests sectors reflecteixen aquesta realitat.
AS9100D per a l’aeroespacial: Si les vostres peces volen, la certificació AS9100 és obligatòria. Segons el Performance Review Institute , l’AS9100 es basa en els requisits de la norma ISO 9001 i els complementa amb requisits addicionals del sistema de qualitat establerts per la indústria aeroespacial per satisfer els requisits de qualitat del Departament de Defensa (DOD), de la NASA i de la FAA.
Què significa això pràcticament per als serveis de mecanitzat CNC aeroespacial? Aquesta norma fa èmfasi en:
- Gestió del risc: La identificació sistemàtica i l’attenuació dels possibles modes de fallada durant tot el procés de producció
- Gestió de configuració: Control rigorós de les revisions per garantir que cada peça coincideixi amb el seu disseny aprovat
- Seguretat del producte: Controls integrats que impedeixen la utilització de peces falsificades i asseguren la traçabilitat dels materials des del lingot fins al component acabat
- Inspecció del primer exemplar (FAI): Verificació documentada que els processos de producció poden complir sistemàticament les especificacions
Quan subministreu un servei d’usinatge CNC aeri, confirmeu la certificació AS9100D abans de procedir. Segons Frigate, més de l’80 % de les empreses aeroespacials globals exigeixen la certificació AS9100 als proveïdors de CNC.
ISO 13485 per a dispositius mèdics: Els serveis d’usinatge CNC per a dispositius mèdics operen sota la supervisió de la FDA als Estats Units i han de complir l’ISO 13485: l’estàndard definitiu de gestió de la qualitat per a la fabricació de dispositius mèdics. Aquesta certificació estableix controls estrictes sobre el disseny, la fabricació, la traçabilitat i l’atenuació de riscos.
Els requisits clau inclouen:
- Pràctiques detallades de documentació per a cada pas de la producció
- Traçabilitat completa per lots, que permet la gestió de retorns en cas d’aparició de problemes
- Processos validats que asseguren resultats coherents en totes les sèries de producció
- Procediments eficaços per a la gestió de reclamacions i retorns
Les instal·lacions també han de complir el Reglament de Sistemes de Qualitat de la FDA, títol 21 del CFR, part 820, que regula el disseny, la fabricació i el seguiment dels productes per accedir al mercat nord-americà.
Per què són importants les certificacions de qualitat per al vostre projecte
Més enllà del compliment normatiu, les certificacions constitueixen indicadors fiables d’excel·lència operativa. En avaluar serveis de fabricació per fresatge CNC, tingueu en compte què valida realment cadascuna d’aquestes certificacions:
- ISO 9001:2015: La referència internacional reconeguda com a base per als sistemes de gestió de la qualitat. Demostra l’existència de procediments documentats, el seguiment del rendiment i el compromís amb la millora contínua. És adequada per a aplicacions comercials i industrials generals, on no es requereixen certificacions específiques per a un sector concret.
- IATF 16949: Gestió de la qualitat específica per al sector automobilístic, que combina la norma ISO 9001 amb processos d’aprovació de components de producció, metodologies de prevenció de defectes i requisits de gestió de la cadena d’aprovisionament.
- AS9100D: Norma específica per a l’aeroespacial que afegeix requisits de gestió de riscos, control de configuració i traçabilitat millorada sobre la base de la ISO 9001.
- ISO 13485: Gestió de la qualitat de dispositius mèdics, amb èmfasi en el control del disseny, la validació de processos i el compliment normatiu per a la seguretat dels pacients.
- NADCAP: Programa Nacional d’Acreditació de Contractistes Aeroespacials i de Defensa (NADCAP) — acredita processos especials com el tractament tèrmic, el processament químic i les proves no destructives segons l’estàndard més elevat.
Segons American Micro Industries, les certificacions influeixen en la fresadora CNC assegurant que els equips mantinguin uns alts nivells de qualitat i complementin l’experiència pràctica per obtenir resultats consistentment superiors. Els processos correctament certificats signifiquen que els mètodes i l’equipament mateixos són subjectes a normes documentades, fomentant la coherència d’un lot a l’altre.
Aleshores, quines certificacions requereix realment el vostre projecte? Plantegeu-vos aquestes preguntes:
- S’utilitzaran aquestes peces en aplicacions aeroespacials, de defensa o espacials? → Cal l’AS9100D
- Aquests components són per a dispositius mèdics venuts als Estats Units o a la UE? → Cal la norma ISO 13485
- Aquestes peces entraran en la cadena d’aprovisionament d’un fabricant original d’automòbils (OEM)? → Cal la norma IATF 16949
- Es tracta d’una aplicació comercial general sense supervisió reguladora específica? → La norma ISO 9001 ofereix una garantia de qualitat adequada
No suposiu que la capacitat general d’usinatge d’un taller equivalgui a una producció certificada. Verifiqueu directament les certificacions: els proveïdors reputats mostren les seves acreditacions de forma destacada i poden facilitar còpies dels certificats a petició. La diferència de cost entre una producció certificada i una no certificada és molt menor que la despesa derivada de peces rebutjades o d’auditories fallides.
Comprendre els requisits de certificació protegeix el vostre projecte contra errors de conformitat. Tanmateix, les certificacions representen només un factor del cost total del projecte, i la majoria de pressupostos d’usinatge CNC deixen als compradors sense saber què determina realment els preus.
Factors que afecten el cost de l’usinatge CNC i transparència en la fixació de preus
Ja heu rebut alguna vegada un pressupost de CNC que us ha deixat preguntant-vos com l’oficina ha arribat a aquella xifra? No esteu sols. La majoria de proveïdors de mecanitzat tracten els preus com una caixa negra: pujau el vostre fitxer, rebreu un pressupost i espereu el millor. Però entendre què determina realment els costos de mecanitzat CNC us dona el control. Analitzem l’equació de preus perquè pugueu prendre decisions de disseny més intel·ligents i evitar sorpreses pressupostàries.
Què impulsa els costos del mecanitzat CNC
Segons RapidDirect, la fórmula fonamental de cost és senzilla:
Cost total = Cost del material + (Temps de mecanitzat × Tarifa de la màquina) + Cost de preparació + Cost d’acabat
Cada component contribueix de forma diferent segons el vostre projecte concret. A continuació s’explica com es desglossen:
| Factor de cost | Què inclou | Impacte relatiu |
|---|---|---|
| Cost del material | Material en brut necessari, qualitat del material, residus generats per blocs massa grans | 10-30% del cost total |
| Temps d'usinatge | Durada de tall, complexitat de la trajectòria d’eina, velocitats d’alimentació, canvis d’eina | 40-60% del cost total |
| Cost d'instal·lació | Programació CAM, fixació de peces, preparació d’eines, verificació de la primera peça | Fix per lot – afecta molt els volums baixos |
| Cost d'acabat | Eliminació d’escates, tractaments de superfície, recobriments i requisits d’inspecció | del 5 al 25 % segons els requisits |
Els costos horaris de les màquines varien significativament segons el tipus d’equipament. Segons Komacut, una fresadora bàsica de 3 eixos pot tenir un cost d’entre 40 i 75 $ per hora, mentre que les màquines de 5 eixos poden arribar a costar entre 75 i 150 $ per hora o més. La màquina que necessiteu depèn totalment de la geometria de la peça: fer servir una màquina de 5 eixos per fabricar una simple suport representa un despesa innecessària, però intentar fabricar geometries complexes d’aviació amb equipament de 3 eixos crea situacions de fabricació impossibles.
Com les decisions de disseny afecten el vostre pressupost
Aquí teniu alguna cosa que la majoria de compradors no saben: fins al 80 % del cost de fabricació es fixa durant la fase de disseny. Les decisions sobre la geometria determinen directament el temps de mecanitzat, i aquest temps sol ser el component de cost més important.
Els elements de disseny que augmenten els costos inclouen:
- Cavitats profundes i estretes: Forcen l’ús d’eines de longitud allargada que tallen lentament i es deformen fàcilment
- Parets fines: Requereixen velocitats d’alimentació reduïdes per evitar vibracions i deformacions
- Cantonades interiors estretes: Demana eines més petites amb temps de tall més llargs
- Sotaescots i contorns complexos: Sovent requereixen usinatge de 5 eixos o eines especialitzades
- Toleràncies excesivament exigents: Afegeix temps d’inspecció, velocitats de tall més lentes i possibles rebutjos
La selecció del material també provoca efectes en cadena. Segons U-Need, el titani i els acers d’alta qualitat requereixen velocitats de mecanitzat més lentes i causen un desgast ràpid de les eines, cosa que els fa substancialment més cars que l’alumini o el llautó. Si els requisits de rendiment ho permeten, triar un material més fàcil de mecanitzar és una de les maneres més ràpides de reduir els costos de prototipatge.
Quan s’avaluen serveis de mecanitzat CNC per a peces mitjanes o serveis de mecanitzat CNC per a peces grans, la mida afecta el cost del material. Les peces més grans requereixen més matèria primera i generen més residus. Les peces dissenyades tenint en compte mides estàndard de materials (diàmetres habituals de barres, gruixos de plaques o dimensions de lingots) minimitzen els residus i redueixen la despesa en material.
Dinàmiques de preus entre prototipatge i producció
Per què els prototips tenen un cost tan elevat per unitat? La resposta rau en els costos de preparació. La programació, la fixació, la preparació d’eines i la verificació del primer article representen despeses fixes que no varien segons la quantitat de peces. Si es reparteixen aquests costos entre una sola peça, cada unitat assumeix la càrrega total. Si es reparteixen entre centenars de peces, l’impacte per unitat esdevé negligible.
Considereu aquest exemple de l’anàlisi de costos de RapidDirect:
| Quantitat | Cost de preparació per unitat | Tendència del preu per unitat |
|---|---|---|
| 1 peça | 300 $ (preparació completa absorvida) | Més elevat: preus per a prototips |
| 10 unitats | 30 $ per unitat | Reducció significativa |
| 100 Peça | 3 $ per unitat | Aproximació a l’economia de producció |
| 500+ peces | <1 $ per unitat | Serveis d'usinatge CNC d'alt volum amb alta eficiència |
Aquesta és precisament la raó per la qual els serveis d'usinatge CNC de petit volum i els serveis d'usinatge CNC per a producció de baix volum tenen un preu per unitat més elevat. La inversió inicial per a la preparació roman constant, tant si es fabrica una peça com si se’n fabriquen cinquanta.
Cerqueu un servei d'usinatge CNC econòmic sense sacrificar la qualitat? Centreu-vos en aquestes estratègies:
- Simplificar la Geometria per reduir el temps d'usinatge i eliminar les eines especialitzades
- Relaxe les toleràncies en dimensions no crítiques
- Trieu materials fàcils d'usinar com l'alumini 6061 o el llautó C360
- Consolidar comandes quan sigui possible per amortitzar els costos de preparació
- Limiti els requisits d'acabat superficial al que és funcionalment necessari
Les operacions d'acabat afegien una altra capa de cost. L'anodització, la recobriment en pols, la politura i els recobriments especialitzats requereixen cadascun passos de processament separats, amb les seves pròpies despeses de mà d'obra i materials. Segons U-Need, el postprocessament pot afegir entre un 5 % i un 25 % al cost total, segons la complexitat i la superfície a tractar.
La idea fonamental? El preu no és arbitrari: reflecteix directament les decisions de disseny, les opcions de material, els requisits de quantitat i les especificacions d'acabat. Comprendre aquests factors us dona el poder d'optimitzar els costos sense comprometre les característiques que realment importen per a la vostra aplicació. Un cop clars els factors de cost, la següent consideració és on subministrar el mecanitzat —i les compensacions entre proveïdors de serveis locals, en línia i internacionals.
Elecció entre serveis locals, en línia i internacionals
Enteneu els costos, les certificacions i els requisits tècnics. Ara arriba una pregunta pràctica que condiciona tota la vostra experiència d’adquisició: on cal fabricar realment les peces? La resposta no és tan senzilla com triar la cita més econòmica. La vostra elecció entre tallers locals, plataformes en línia i proveïdors internacionals comporta compromisos que afecten els terminis de lliurament, la qualitat de la comunicació i els resultats del projecte.
Tallers locals vs serveis CNC en línia
Quan cerqueu serveis de maquinatge CNC a prop meu, doneu prioritat a la proximitat, i aquesta decisió comporta avantatges reals. Segons 3ERP, triar un servei local de maquinatge CNC pot suposar terminis de lliurament més curts i costos d’enviaments més baixos. Però hi ha més factors a considerar que només la geografia.
Els proveïdors de serveis de maquinatge CNC a prop meu ofereixen avantatges clars:
- Comunicació directa: Reunions cara a cara, visites a les instal·lacions i retroalimentació immediata sobre preguntes de disseny
- Iteració més ràpida: Temps de resposta ràpid per a revisions i possibilitat de recollir peces urgents el mateix dia
- Construcció de relacions: Col·laboracions a llarg termini en què l’empresa coneix les vostres especificacions i les vostres expectatives de qualitat
- Logística simplificada: Cap documentació aduanera, distàncies de transport més curtes i devolucions més senzilles si sorgeixen problemes
Les plataformes de serveis d’usinatge CNC en línia adopten un enfocament fonamentalment diferent. Segons XTJ Precision , aquestes plataformes en línia utilitzen pressupostos automàtics, seguiment en temps real i una xarxa extensa de proveïdors arreu del món, cosa que normalment comporta entregues més ràpides i una qualitat més uniforme per a projectes estàndard.
Quan té sentit fer servir cada model?
- Escull la fabricació local quan necessiteu una col·laboració directa, teniu dissenys complexos que requereixen suport tècnic o valorau establir una relació de fabricació a llarg termini
- Escull les plataformes en línia quan necessiteu pressupostos immediats, peces estandarditzades, mostres ràpides o quan treballeu de forma remota amb equips distribuïts
Els serveis d'usinatge CNC en línia destaquen per la seva eficiència. Pujau el vostre fitxer, rebreu un pressupost automàtic i seguiu la vostra comanda mitjançant un tauler de control, tot això sense trucades telefòniques ni cadenes de correu electrònic. Tanmateix, com assenyala XTJ, potser no parleu gaire amb les persones que fabriquen les vostres peces, fet que pot dificultar la resolució de problemes complexos o l’explicació de requisits especials.
Treballar amb socis internacionals d’usinatge
L’aprovisionament internacional — especialment els serveis d’usinatge CNC a la Xina — aporta una altra dimensió a la vostra decisió. Les avantatges de cost poden ser substancials, però també ho són les consideracions associades.
Avantatges dels socis internacionals d’usinatge:
- Costos laborals més baixos: Les tarifes horàries reduïdes es tradueixen en preus més baixos per peça, especialment en projectes intensius en mà d’obra
- Capacitat massiva: Les instal·lacions grans poden escalar des de prototips fins a producció d’alta volumetria de manera fluida
- Accés ampliat a materials: Alguns proveïdors internacionals mantenen inventaris de materials més amplis
Desafiaments que requereixen gestió:
- Barres de comunicació: Diferències horàries, matisos lingüístics i enfocaments culturals per a la resolució de problemes
- Plaços de lliurament més llargs: El transport marítim allarga el termini en setmanes; el transport aeri incrementa els costos i menysprea les avantatges de preu
- Verificació de qualitat: La distància dificulta més les auditories d’instal·lacions i les inspeccions en curs
- Preocupacions sobre la propietat intel·lectual: La seguretat de les dades i la protecció del disseny exigeixen una gestió contractual acurada
Segons Norck, una botiga internacional reputable hauria de disposar d’un sistema formalitzat de gestió de la qualitat, com ara la certificació ISO 9001, que indica un enfocament sistemàtic de la qualitat en totes les operacions. Per a sectors molt regulats, verifiqueu les certificacions específiques abans de fer comandes.
Ajustar el tipus de servei als requisits del projecte
Les característiques del vostre projecte haurien de determinar la vostra decisió d’adquisició. Tingueu en compte aquests factors quan avalieu les opcions:
- Urgència: Necessiteu peces en pocs dies? Els plataformes locals o nacionals en línia són la millor opció. Podeu esperar 4-6 setmanes? Aleshores, els preus internacionals esdevenen atractius.
- Complexitat: Les peces senzilles i ben definides s’adapten bé a la cotització en línia. Les geometries complexes es beneficien d’una consulta tècnica directa.
- Volum: Els prototips i les petites sèries prefereixen l’agilitat local. La producció en gran volum justifica la càrrega logística internacional.
- Criticalitat: Les components aeroespacials o mèdiques que requereixen traçabilitat completa necessiten proveïdors nacionals certificats. Les peces comercials tenen més flexibilitat.
- Restriccions de Pressupost: Els pressupostos ajustats impulsen cap a l’eficiència internacional o en línia. Els pressupostos més elevats poden prioritzar la relació i la capacitat de resposta.
Tal com subratlla 3ERP, l’opció més econòmica no sempre és la millor: la qualitat mai no s’ha de comprometre per estalviar costos. Una peça que arriba tard, no supera la inspecció o requereix treball addicional té un cost molt superior al de pagar una prima per una entrega fiable.
Moltes estratègies d'adquisició exitoses combinen diferents enfocaments: socis locals per a prototips urgents i treballs de desenvolupament complexos, plataformes en línia per a components de producció estandarditzats i proveïdors internacionals per a sèries d'alta volumetria amb sensibilitat de cost. La clau consisteix a adaptar els requisits únics de cada projecte al model de servei que ofereixi el millor valor global — no només la oferta més econòmica.

Selecció del soci adequat per a l'usinatge CNC per al vostre projecte
Heu assimilat una quantitat enorme d'informació: des de les operacions d'usinatge i la selecció de materials fins a les especificacions de toleràncies i els factors de cost. Ara arriba el moment de veritat: com podeu avaluar i seleccionar un proveïdor de serveis d'usinatge CNC que s'adapti exactament a les necessitats del vostre projecte concret? El soci adequat no només us lliura peces. Es converteix en una extensió del vostre equip d'enginyeria, ajudant-vos a superar reptes i a escalar des dels conceptes inicials fins a la producció completa.
Criteris clau per a la selecció del soci
Seleccionar les millors empreses i serveis de mecanitzat CNC requereix una avaluació sistemàtica, i no simplement acceptar la oferta més econòmica. Segons Avanti Engineering , els fabricants han de definir els requisits del projecte, avaluar les capacitats del proveïdor, analitzar les certificacions, tenir en compte els terminis d’entrega, analitzar la relació cost-respecte al valor i revisar la comunicació i el suport tècnic.
A continuació, trobareu una llista de comprovació prioritzada per guiar la vostra avaluació:
- Verifiqueu l’alineació de les capacitats: La fàbrica disposa de l’equipament necessari per fabricar les vostres peces? Confirmeu que té les màquines adequades (de 3 eixos, de 5 eixos, centres de tornejat, màquines suïsses) i que pot treballar amb les especificacions de materials que requereixen les vostres peces. Un proveïdor de serveis de mecanitzat CNC excel·lent en prototips d’alumini pot no tenir experiència en components aerospacials de titani.
- Confirmeu les certificacions pertinents: Ajusteu les certificacions als requisits del vostre sector. Els projectes automotius exigeixen la norma IATF 16949. L’aeroespacial requereix l’AS9100D. Les aplicacions mèdiques necessiten la ISO 13485. El treball comercial generalment exigeix, com a mínim, la ISO 9001:2015. Demaneu còpies de les certificacions: no ho doneu per suposat.
- Avalua els sistemes de qualitat: Més enllà de les certificacions, enteneu les seves capacitats d’inspecció. Disposen d’equipament de màquines de mesura per coordenades (CMM) per a la verificació dimensional? Com gestionen la inspecció del primer article? Quin és el seu procés documentat per als components no conformes?
- Avalua el rendiment en temps de lliurament: Poden complir el vostre calendari? Segons Protolabs Network, els terminis de lliurament dels proveïdors establerts poden oscil·lar entre 5 dies laborables i diverses setmanes, segons la complexitat. Clarifiqueu els terminis habituals i els accelerats.
- Enteneu l’estructura de preus: Els preus transparents superen les ofertes opaques. Els millors serveis de mecanitzat CNC contractuais expliquen què determina els seus costos i ofereixen suggeriments d’optimització per reduir les vostres despeses.
- Reviseu la resposta en les comunicacions: Amb quina rapidesa responen a les consultes? Proporcionen contactes de projecte dedicats? Segons Longsheng MFG, una comunicació eficient ajuda a resoldre els problemes que sorgeixen durant la col·laboració de forma immediata.
- Comproveu referències i trajectòria: Sol·liciteu estudis de cas o referències de clients del vostre sector. Una trajectòria demostrada amb projectes similars redueix significativament el vostre risc.
Escalat des del prototip a la producció
Un dels criteris de selecció més ignorats? L’escalabilitat. El vostre primer comandament podria ser només un petit nombre de prototips, però els productes exitosos acaben necessitant milers de peces de producció. Trobar un soci capaç de créixer al vostre costat elimina transicions de subministradors doloroses a mig projecte.
Cerqueu indicadors d’escalabilitat:
- Amplada d’equipament: La presència de diverses màquines amb capacitats similars permet la producció en volum sense limitacions de capacitat
- Documentació del procés: Les configuracions ben documentades es transfereixen sense problemes des del prototip fins a les sèries de producció
- Control estadístic de processos: La implementació de l’SPC assegura la consistència a mesura que augmenten els volums
- Operacions secundàries: Les capacitats internes de acabat, muntatge o envasat simplifiquen la gestió de la cadena d’aprovisionament a escala
Imagineu aquest escenari: desenvolveu un prototip amb un taller, però després descobriu que no disposa de capacitat per al vostre comandament de producció de 10.000 unitats. Ara heu de tornar a qualificar un nou proveïdor, tornar a verificar les toleràncies i, potser, tornar a dissenyar el producte per adaptar-lo a les capacitats diferents de les màquines. Aquesta interrupció comporta pèrdues de temps, diners i impuls.
Els socis amb certificació IATF 16949 destaquen especialment en aquesta transició. L’estàndard de qualitat per al sector automobilístic exigeix processos documentats d’aprovació de peces de producció (PPAP) que formalitzen la transferència del desenvolupament a la fabricació en volum. Instal·lacions com Shaoyi Metal Technology exemplifiquen aquesta capacitat: les seves operacions certificades segons l’IATF 16949 i la seva estricta implementació de l’SPC permeten obtenir components d’alta precisió amb plazos d’entrega tan curts com un dia laborable, escalant sense problemes des del prototipatge ràpid fins a la producció en sèrie d’elements complexes de xassís i coixinets metàl·lics personalitzats.
A més, considereu si el vostre proveïdor ofereix serveis de reparació o manteniment de màquines CNC. Les empreses que realitzen internament el manteniment dels seus propis equips sovint demostren una major especialització tècnica i una disponibilitat més fiable que les que subcontraten tot el manteniment. Aquesta capacitat operativa es tradueix en un rendiment de lliurament més consistent.
Fes el següent pas
Amb els coneixements adquirits amb aquesta guia, esteu en condicions de prendre decisions informades sobre els vostres projectes de mecanitzat CNC. A continuació us expliquem com avançar de forma efectiva:
Per al vostre projecte immediat:
- Recopileu els vostres fitxers CAD, les especificacions del material, els requisits de tolerància i les necessitats quantitatives
- Identifiqueu quines certificacions requereix la vostra aplicació
- Sol·liciteu pressupostos a 2-3 proveïdors que compleixin els vostres criteris de capacitat i certificació
- Compareu no només el preu, sinó també el temps de lliurament, la qualitat de la comunicació i el suport d’enginyeria
Per a l’èxit a llarg termini:
- Establiu relacions amb proveïdors que coneguin el vostre sector i les vostres expectatives de qualitat
- Inverteix temps en les revisions de Disseny per a la Fabricació abans de finalitzar els dissenys
- Estableix canals de comunicació clars i expectatives definides per als projectes en curs
- Realitza audits periòdiques de la vostra base de subministradors per garantir que continuïn alineats amb les vostres necessitats de capacitat
Recordeu que la cita més econòmica rarament ofereix el millor valor. Les peces que arriben tard, no superen la inspecció o requereixen treball addicional tenen un cost molt superior als estalvis aparents. El soci adequat de serveis de màquines CNC equilibra uns preus competitius amb una qualitat fiable, una comunicació àgil i la capacitat de donar suport al vostre creixement.
Ja sigui que esteu fent prototips del vostre primer concepte o que esteu escalant cap a la producció en volum, els principis exposats en aquesta guia —des de la comprensió de les operacions d’usinatge fins a l’avaluació de les certificacions i l’optimització dels dissenys per a la fabricació— us ajudaran a navegar pel món de l’usinatge CNC amb seguretat. L’èxit de la vostra fabricació comença amb la selecció del soci adequat.
Preguntes freqüents sobre serveis de màquines CNC
1. Quant costa el servei de mecanitzat CNC?
Els costos de mecanitzat CNC solen oscil·lar entre 50 $ i 150 $ per hora, amb tarifes de configuració que comencen a 50 $ i superen els 1.000 $ per a projectes complexos. El preu total depèn de la selecció del material (l'alumini és menys car que el titani), de la complexitat geomètrica, dels requisits de tolerància i de la quantitat demanada. Els preus per a prototips són més elevats per unitat, ja que els costos de configuració es reparteixen entre menys peces, mentre que els volums de producció de 500 unitats o més redueixen significativament el cost per unitat, ja que els despeses de configuració esdevenen negligibles.
2. Què són els serveis de mecanitzat CNC?
Els serveis de mecanitzat CNC són solucions professionals de fabricació en què programari informàtic prèviament programat controla eines de màquina, incloent fresadores, torns i sistemes multieixos, per transformar blocs de material brut en peces dissenyades a mida. Aquest procés de fabricació subtractiu elimina material d’un bloc sòlid per crear components de precisió amb toleràncies ajustades, assolint normalment ±0,005 polzades com a estàndard. Els serveis inclouen fresat, tornejat, mecanitzat suís i diverses operacions d’acabat per a metalls i plàstics.
3. Quina és la tarifa horària d’una màquina CNC?
Els preus horaris de les màquines CNC varien segons el tipus d’equipament i la seva complexitat. Les fresadores bàsiques de 3 eixos solen costar entre 40 i 75 $ per hora, mentre que les màquines de 5 eixos tenen un preu de 75 a 150 $ per hora o més, degut a les seves capacitats avançades. Aquests preus reflecteixen els costos d’explotació de la màquina, el desgast de les eines i l’expertesa de l’operador. Triar el tipus de màquina adequat per a la geometria de la vostra peça —en lloc de recórrer per defecte a l’opció més avançada— ajuda a optimitzar els costos sense sacrificar la qualitat.
4. Quines certificacions hauria de cercar en un soci per a usinatge CNC?
Les certificacions requerides depenen del vostre sector. Les aplicacions automotrius exigeixen la certificació IATF 16949 amb la implementació del control estadístic de processos. Els components aerospacials requereixen la certificació AS9100D per a la gestió de riscos i la traçabilitat. La fabricació de dispositius mèdics necessita el compliment de la norma ISO 13485. Les aplicacions comercials generals solen exigir, com a mínim, la norma ISO 9001:2015. Les instal·lacions certificades segons IATF 16949, com ara Shaoyi Metal Technology, ofereixen prototipatge ràpid fins a l’escala de producció massiva, amb plazos d’entrega tan curts com un dia laborable.
5. Com esculli entre serveis CNC locals, en línia i internacionals?
Adapteu la vostra decisió d’adquisició als requisits del projecte. Els serveis locals destaquen quan necessiteu una col·laboració directa, una aportació tècnica complexa o la recollida el mateix dia per a peces urgents. Les plataformes en línia ofereixen pressupostos immediats i processos estandarditzats per a components senzills i ben definits. Els proveïdors internacionals proporcionen avantatges de cost per a la producció en gran volum, però afegint un termini d’enviament de 4 a 6 setmanes i exigint una verificació rigorosa de la qualitat. Moltes estratègies exitoses combinen diferents aproximacions: locals per a prototips, en línia per a peces estàndard i internacionals per a sèries de gran volum.