 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

أسرار شركات التخصص في لحام الصفائح المعدنية: من الفولاذ الخام إلى الأجزاء النهائية

ما هي شركة التخصص في لحام الصفائح المعدنية؟
تصوَّر أنك بحاجة إلى دعامة مخصصة، أو غلاف معقَّد، أو عنصر هيكلي غير متوفر جاهزًا في السوق. أين تلجأ حينها؟ هذا هو بالضبط المكان الذي تصبح فيه شركة التخصص في لحام الصفائح المعدنية لا غنى عنها. فهذه الشركات المتخصصة في التصنيع تقوم بتحويل المواد المعدنية الأولية إلى مكونات مهندسة بدقة وفقًا لمتطلباتك المحددة بدقة— لتُجسِّد الفجوة بين مفاهيم التصميم والواقع الوظيفي.
تعريف خدمات لحام الصفائح المعدنية المتخصصة
تركّز شركة التخصص في لحام الصفائح المعدنية على إنشاء أجزاء وتجميعات معدنية مخصصة من خلال تقنيات خبيرة في لحام الصفائح المعدنية مقترنٌ بعمليات القطع والتشكيل والتشطيب. وعلى عكس منشآت الإنتاج الضخم التي تُنتج عناصر قياسية، فإن هؤلاء المتخصصين يعملون انطلاقًا من ملفات التصميم بمساعدة الحاسوب (CAD)، أو الرسومات الهندسية، أو أوصاف العميل لتصنيع مكونات فريدة مثل الهياكل والإكسسوارات والغلاف الخارجي والتجميعات الإنشائية.
ما الذي يميز مصنّعي المكونات المتخصصة؟ ستجد عدة اختلافات جوهرية:
- القدرات المخصصة: يحظى كل مشروع باهتمام فردي، بدءًا من تفسير التصميم وصولًا إلى الفحص النهائي
- خبرة المواد: فهمٌ عميق لكيفية تصرف السبائك المختلفة أثناء عمليات لحام الصفائح المعدنية، بما في ذلك حسابات الانحناء العكسي (Spring-back) واعتبارات اتجاه الحبيبات
- التحملات الدقيقة: فبينما تعمل ورش التصنيع العامة ضمن تحملات تتراوح بين ±1/16 بوصة و±1/8 بوصة، فإن الورش المتخصصة غالبًا ما تحقق تحملات دقيقة جدًّا تتراوح بين ±0.005 بوصة و±0.010 بوصة
- شهادات الجودة: أنظمة ضمان الجودة الموثَّقة التي تدعم قطاعات الطيران والفضاء، والأجهزة الطبية، والسيارات، وغيرها من الصناعات الخاضعة للتنظيم
وتتولى هذه الشركات أيضًا تقنيات متخصصة مثل لحام الصفائح المعدنية باستخدام قلب مُذيب (Flux Core) للتطبيقات المحددة التي تتطلب اختراقًا أعمق أو ظروف عمل خارجية لا تسمح باستخدام غاز الحماية.
لماذا يكتسب التصنيع الدقيق أهميةً بالغةً في مجال التصنيع؟
إذن، لماذا تكتسب الدقة هذه الأهمية البالغة؟ فكّر في الأمر على النحو التالي: فالقطع المكوِّنة التي لا تناسب بعضها بشكلٍ صحيح تتطلب تعديلات مكلفة في الموقع، ما يؤدي إلى ارتفاع تكاليف العمالة وتمديد جداول تنفيذ المشاريع. كما أن التباينات البُعدية قد تؤدي إلى فشل المنتجات، ومطالبات الضمان، وتضرُّ بالسمعة. أما في القطاعات التي تتطلب تحملات دقيقة جدًّا، فإن ضعف جودة خدمات لحام الصفائح المعدنية يعني تأخيرات مكلفة أو رفضًا تامًّا للمنتجات.
توفر خدمات لحام الصفائح المعدنية عالية الجودة قيمة مضافة من خلال:
- خفض إجمالي تكاليف المشروع: القضاء على الحاجة إلى إعادة العمل والتعديلات الميدانية
- تحسين كفاءة التجميع: تناسب القطع المُصنَّعة بدقة مع بعضها البعض عند المحاولة الأولى
- أداء منتج محسّن: وتؤثر الدقة البُعدية تأثيرًا مباشرًا على موثوقية التشغيل
- الامتثال التنظيمي: إمكانية التتبع الكامل، والتحكم الإحصائي في العمليات، وتوثيق فحص القطعة الأولى
يؤتي الاستثمار في التصنيع المتخصص ثماره من خلال تقليل وقت التجميع، والقضاء على أعمال إعادة التصنيع، وتحسين أداء المنتج. سواء كنت تطور أجهزة طبية يعتمد سلامة الإنسان فيها على الدقة المطلقة في الأبعاد، أو تُصنّع غلافًا إلكترونيًّا يتطلب درعًا دقيقًا ضد التداخل الكهرومغناطيسي (EMI)، فإن التعاون مع خدمات لحام الصفائح المعدنية ذات الخبرة يضمن أن مكوناتك تفي بالمعايير الصارمة التي تتطلبها تطبيقاتك.
أنواع طرائق اللحام في تصنيع الصفائح المعدنية
هل سبق أن تساءلتَ لماذا تظهر بعض مكونات الصفائح المعدنية وصلاتٍ شبه غير مرئية، بينما تظهر أخرى حبات لحام بارزة؟ والإجابة تكمن في اختيار طريقة اللحام المناسبة لكل تطبيق. وفهم أنواع اللحام المستخدمة في تصنيع الصفائح المعدنية يساعدك على التواصل الفعّال مع مصنّعي هذه المكونات، ويضمن أن مشاريعك تحظى بتقنية الربط المثلى من حيث القوة والمظهر والكفاءة التكلفة.
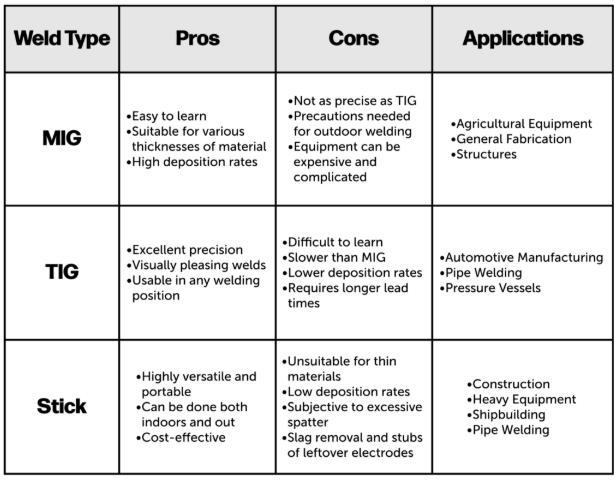
اللحام بالقوس المعدني المحمي بالغاز (MIG) لتحسين كفاءة الإنتاج
عندما تتمثل سرعة الإنتاج في الأمور، تصبح صفيحة اللحام MIG اختيار المنتجين المتخصصين .. الحامية بالغاز المعدني الجامد (MIG) المسماة أيضًا بحامية قوس الغاز المعدني (GMAW) تستخدم قطب كهربائي من الأسلاك يتم تغذيته باستمرار يذوب في حوض الحامية بينما يحمي غاز الحماية الجامد من
ما الذي يجعل لحام الصفيحات مع محامية ميغ مشهوراً جداً؟ انظر إلى هذه المزايا:
- أوقات لحام سريعة: يسمح التغذية السلكية المستمرة لحاملي لإكمال المفاصل بسرعة دون التوقف لاستبدال الأقطاب الكهربائية
- توافق متعدد المواد: يعمل بشكل ممتاز مع الفولاذ الكربوني والفولاذ المقاوم للصدأ والألومنيوم
- تقنية أسهل: يمكن للمشغلين تحقيق نتائج ذات جودة عالية مع تدريب أقل مقارنةً بالطرق الأخرى
- تشغيل نظيف: الحد الأدنى من الخث والبرق يعني تقليل التنظيف بعد الصلح
تتفوق عملية لحام القوس المعدني المحمي بالغاز (MIG) في تصنيع هياكل السيارات، وإنتاج المعدات الصناعية، والتجميعات الإنشائية التي تتطلب أحجام إنتاج تبرر السرعات الأسرع في اللحام. أما بالنسبة للمواد السميكة التي تتطلب اختراقاً عميقاً، فيلجأ المصانع أحياناً إلى تقنيات لحام الصفائح المعدنية باستخدام القطب المليء بالفلوكس مثل لحام القوس الكهربائي بالقطب المليء بالفلوكس (FCAW)، والذي يمكن تنفيذه في كثير من الأحيان في الهواء الطلق دون الحاجة إلى غاز واقٍ خارجي، مما يجعله متعدد الاستخدامات للغاية في مختلف البيئات.
اللحام بالقوس التنغستني المحمي بالغاز (TIG) للتطبيقات الدقيقة
عندما يتطلّب مشروعك جودة لحام استثنائية ومظهرًا بصريًّا ممتازًا، فإن لحام الصفائح المعدنية بتقنية القوس التنغستني المحمي بالغاز (TIG) يوفّر نتائج لا مثيل لها. ويُعرف لحام القوس التنغستني المحمي بالغاز (TIG) تقنيًّا باسم لحام القوس التنغستني بالغاز الواقي (GTAW)، ويستخدم فيه قطب تنغستني غير قابل للاستهلاك لإنشاء القوس الكهربائي، بينما يقوم العامل يدويًّا بإدخال مادة الحشو حسب الحاجة.
لماذا يوصي المصانع باستخدام تقنية اللحام بالقوس التنغستني المحمي بالغاز (TIG) للمكونات الحرجة؟ لأن هذه العملية توفر:
- دقة وسيطرة فائقتين: يمكن لعمال اللحام التحكم بدقة في مدخل الحرارة، مما يمنع اختراق المواد الرقيقة
- مظهر اللحام الاستثنائي: ينتج خيوط لحام نظيفة وجذابة بصريًا، وغالبًا ما لا تتطلب أي تشطيب إضافي
- مرونة المواد: يتعامل مع مجموعة واسعة من المعادن بما في ذلك الفولاذ المقاوم للصدأ والألومنيوم والتيتانيوم والسبائك الغريبة
- بدون تناثر: يُنشئ مناطق عمل ومكونات خالية تمامًا من الشوائب
يُستخدم لحام القوس المعدني الخامل (TIG) على نطاق واسع في معدات معالجة الأغذية حيث تُعتبر النظافة أمرًا بالغ الأهمية، وأنابيب وصهاريج الوقود، وأنظمة العادم، والمكونات الجوية والفضائية. وعلى الرغم من أن لحام القوس المغطى (Stick) لا يزال خيارًا مناسبًا لإصلاح الصفائح المعدنية في الموقع والتطبيقات الخارجية، فإن دقة لحام TIG تجعله الخيار المفضل في البيئات المُحكَمة داخل الورشة حيث تُعطى الأولوية للجودة بدلًا من السرعة.
اللحام النقطي لعمليات التجميع
اللحام النقطي للصفائح المعدنية يقدّم نهجًا مختلفًا تمامًا—ويستخدم مقاومة كهربائية بدلًا من قوس كهربائي لتوصيل المواد. حيث تُطبَّق إلكترودان ضغطًا والتيار الكهربائي على الصفائح المعدنية المتراكبة، مولِّدين حرارة كافية عند نقطة التلامس لصهرها معًا.
وتتميّز هذه الطريقة بعدة مزايا واضحة:
- سرعة استثنائية: يتم إنجاز كل لحمة خلال أجزاء من الثانية
- لا تتطلب مواد حشو: تقلل من تكاليف المواد الاستهلاكية وتلغي مخاوف اختيار مواد الحشو
- سهولة الأتمتة: تتكامل بسلاسة مع خطوط الإنتاج الروبوتية
- حد أدنى من المعالجة اللاحقة: لا تحتاج اللحامات عمليًّا إلى أي تنظيف أو تشطيب
- تشغيلٌ أكثر أمانًا: لا حاجة إلى ألسنة اللهب المفتوحة أو غازات الحماية
تُهيمن عملية اللحام النقطي على تجميع هياكل السيارات، وتصنيع الأجهزة المنزلية، وأي تطبيق يتطلب ربطًا سريعًا للأوراق الرقيقة المتراكبة. وهي السبب في إمكانية تجميع هيكل السيارة الحديثة باستخدام آلاف الوصلات المتسقة والموثوقة.
مقارنة بين طرق اللحام لمشروعك
يعتمد اختيار تقنية اللحام المناسبة على متطلباتك المحددة. فجهاز لحام الليزر للأجزاء المعدنية الرقيقة يوفّر دقة استثنائية للمكونات الدقيقة والمواد الحساسة للحرارة، بينما تخدم الطرق التقليدية تطبيقات أوسع نطاقاً. وفيما يلي مقارنة بين أبرز الطرق المستخدمة:
| الطريقة | أفضل التطبيقات | مدى سُمك المادة | السرعة |
|---|---|---|---|
| حاذية MIG | هياكل السيارات، والمعدات الصناعية، والتجميعات الإنشائية، والتصنيع الإنتاجي | من عيار 24 إلى نصف بوصة (0.6 مم إلى 12.7 مم) | سريع — مثالي للإنتاج الضخم |
| لحام TIG | مكونات الطيران والفضاء، ومعدات معالجة الأغذية، وأنظمة الوقود، والغلاف الخارجي الدقيق | من عيار 26 إلى ربع بوصة (0.5 مم إلى 6.4 مم) | بطيء — يركّز على الجودة أكثر من السرعة |
| لحام النقطة | تجميع المركبات، والأجهزة المنزلية، والغلاف الخارجي، ووصلات الصفائح المتداخلة | عيار 28 إلى 1/8 بوصة (0.4 مم إلى 3.2 مم) | سريعة جدًّا—ثوانٍ لكل لحمة |
| لحام بالليزر | الأجهزة الطبية، والإلكترونيات، والأدوات الدقيقة، والمواد الحساسة للحرارة | عيار 30 إلى 1/8 بوصة (0.3 مم إلى 3.2 مم) | سريعة جدًّا مع تشوه ضئيل جدًّا |
| اللحام القلبي بالفلوكس | المعدات الثقيلة، والبناء الخارجي، والمكونات الإنشائية السميكة | عيار 18 إلى 1 بوصة (1.2 مم إلى 25.4 مم) | سريعة مع اختراق عميق |
وفقًا لـ خبراء صناعة اللحام تُشغِّل لحام الليزر تقريبًا بسرعة تراوح بين ثلاثة إلى خمسة أضعاف سرعة طرق اللحام القوسي التقليدية على المواد الرقيقة، مع إنتاج وصلات شبه غير مرئية ومنطقة متأثرة بالحرارة ضئيلة للغاية. وهذا يجعله مثاليًّا للتطبيقات التي تتطلب كلًّا من السرعة والدقة.
النتيجة الأساسية؟ اختر طريقة اللحام المناسبة وفقًا لأولويات مشروعك. هل تحتاج إلى إنتاج سريع لتجميعات الفولاذ؟ إذن لحام القوس المعدني المحمي (MIG) هو الخيار الأمثل. هل تتطلَّب التشطيب الجمالي المثالي لمعدات الأغذية المصنوعة من الفولاذ المقاوم للصدأ؟ فل welding القوس التنجستيني (TIG) هو الحل الأمثل. هل تقوم بتجميع آلاف الغلافات المتطابقة؟ فإن لحام النقطة يوفِّر كفاءة لا تُضاهى. ويساعد فهم هذه الفروق في اختيار شريك التصنيع الذي يمتلك القدرات المناسبة لتطبيقاتك المحددة.
المواد التي يتعامل معها متخصصو لحام الصفائح المعدنية
ما المادة التي يجب أن تختارها لمشروع التصنيع القادم الخاص بك؟ يعتمد الجواب على متطلبات تطبيقك من حيث القوة والوزن ومقاومة التآكل والميزانية. وتتعامل شركة متخصصة في لحام الصفائح المعدنية مع مواد متنوعة—وكل منها تمتلك خصائص فريدة تجعلها مثالية لاستخدامات محددة. ويساعدك فهم هذه الخيارات على اتخاذ قرارات مستنيرة والتواصل بفعالية مع شريكك في مجال التصنيع.
درجات الفولاذ واستخداماتها الصناعية
يبقى الفولاذ العمود الفقري لتصنيع الصفائح المعدنية ، وتقدّم نسبًا ممتازة بين القوة والتكلفة عبر العديد من التطبيقات. ومع ذلك، فليست جميع أنواع الفولاذ متساوية. وتتعامل شركات التصنيع المتخصصة مع عدة فئات مختلفة من الفولاذ:
- الصلب المدلفن على الساخن: يُشكَّل هذا المعدن عند درجات حرارة مرتفعة، وهو ما يمنحه مرونةً وقدرةً عاليةً على التشكيل وبتكلفة أقل. وهو مثالي لمكونات الهياكل والأطر والتطبيقات التي لا تكون فيها جودة السطح عاملًا حاسمًا.
- الصلب المسحوب على البارد: يتم معالجته عند درجة حرارة الغرفة للحصول على منتجات أقوى وأكثر دقة في الأبعاد—وهو ما يجعله مثاليًا لبناء المباني التجارية وأنظمة التخزين
- الفولاذ المسالج: صفائح فولاذية عادية مطلية بالزنك لمقاومة الصدأ، وتُستخدم عادةً في قطاعات البناء والسيارات والاتصالات السلكية واللاسلكية وصناعات الطاقة الريحية والشمسية
عند لحام صفائح المعدن المجلفن، يواجه المصنعون تحديات فريدة. هل يمكن لحام صفائح المعدن المجلفن بنجاح؟ نعم تمامًا—ولكن ذلك يتطلب معرفة متخصصة. إذ قد تُضعف طبقة الزنك اختراق اللحام وتسبب المسامية في الوصلة النهائية. ولذلك، يقوم اللحامون المهرة عادةً بإزالة طبقة الزنك من المنطقة المحيطة مباشرةً بموضع اللحام، ثم يعيدون الجلفنة بعد الانتهاء من عملية اللحام لاستعادة الحماية ضد التآكل.
ويطرح لحام صفائح المعدن المجلفن باستخدام تقنية MIG أيضًا اعتبارات تتعلق بالسلامة الصحية. وفقًا لـ خبراء السلامة في مجال تصنيع المعادن يتبخر الزنك أثناء اللحام، مُشكِّلاً أبخرة أكسيد الزنك التي قد تسبب "حمى أبخرة المعادن"—وهي أعراض تشبه أعراض الإنفلونزا مثل الغثيان والصداع والقشعريرة. علاوةً على ذلك، يمكن أن يتبخر كميات صغيرة من الرصاص الموجودة في الطلاء المجلفن، ما قد يؤدي إلى مشكلات صحية طويلة الأمد. ولهذا فإن التهوية المناسبة وأجهزة التنفس الواقية والتدريب على السلامة أمورٌ بالغة الأهمية عند إجراء عمليات لحام صفائح المعدن المجلفن.
تطبيقات الألومنيوم والمعادن خفيفة الوزن
عندما يكون الوزن عاملاً حاسماً، يوفِّر الألومنيوم أداءً استثنائياً. فوزنه يعادل تقريباً ثلث وزن الفولاذ، وقد أصبح لا غنى عنه في قطاعات صناعية متعددة. وتتضمن صفائح المعدن المستخدمة في مشاريع اللحام غالباً الألومنيوم عندما تتطلّب التطبيقات ما يلي:
- تخفيض وزن المكونات: أمرٌ بالغ الأهمية في تطبيقات الطيران والمجالات automotive ووسائل النقل، حيث يؤثر كل رطلٍ في كفاءة استهلاك الوقود
- المقاومة الطبيعية للتآكل: ويكوّن الألومنيوم طبقة أكسيد واقية تحميه من التدهور البيئي
- موصلية حرارية وكهربائية ممتازة: يجعله مثاليًا لمبادلات الحرارة، وغلاف الإلكترونيات، والمكونات الكهربائية
- قابلية إعادة التدوير: يمكن إعادة تدوير الألومنيوم مرارًا وتكرارًا دون فقدان خصائصه، مما يدعم أهداف الاستدامة
وفقًا للأدلّة الصناعية الخاصة بالمواد، يتراوح مقاومة الشد للألومنيوم بين ٤٠ و٦٩٠+ ميغاباسكال حسب تركيب السبيكة، حيث تؤدي إضافات السبائك إلى زيادة ملحوظة في خصائص المقاومة. ويعتمد مصنّعو المواد الغذائية والمشروبات على الألومنيوم في التغليف، بينما يستخدمه مصنعو المركبات على نطاق واسع في ألواح الهيكل لتقليل الوزن الإجمالي.
يتطلب لحام الألومنيوم تقنيات مختلفة عن تلك المستخدمة في لحام الفولاذ. وبما أن يلاحظ المحترفون في مجال اللحام فإن الألومنيوم يتمتّع بنقطة انصهار أقل ويُوصّل الحرارة بسرعة، ما يتطلّب تحكّمًا دقيقًا أثناء عمليات اللحام. وعادةً ما يُحقّق لحام القوس المعدني الخامل (TIG) أفضل النتائج على الألومنيوم، رغم أن لحام القوس المعدني المحمي بالغاز (MIG) يُعطي نتائج جيدة في الأجزاء السميكة والبيئات الإنتاجية.
الفولاذ المقاوم للصدأ لمقاومة التآكل
عندما تتطلب تطبيقاتك كلًّا من القوة والمقاومة الفائقة للتآكل، تصبح الفولاذ المقاوم للصدأ المادة المفضلة. فمحتواه من الكروم يُكوِّن طبقة أكسيدية ذاتية الإصلاح تحميه من الصدأ والهجوم الكيميائي. وغالبًا ما يعمل مصنعو القطع الخاصة بهذه الأنواع من الفولاذ المقاوم للصدأ:
- الأوستنيتي (سلسلة 300): النوع الأكثر شيوعًا، ويتمتَّع بمقاومة ممتازة للتآكل وقدرة جيدة على التشكيل— وهو مثالي لمعدات معالجة الأغذية والأجهزة الطبية والتطبيقات المعمارية
- البيريتي (سلسلة 400): مغناطيسي ويتمتع بمقاومة جيدة للتآكل وبتكلفة أقل— ومناسب لتزيين المركبات وقطع الأجهزة المنزلية
- مارتنسيتي: يمكن إخضاعه للتصليب الحراري للحصول على صلادة عالية— ويُستخدم في أدوات القطع والأدوات الجراحية
يتفوق الفولاذ المقاوم للصدأ في البيئات التي تتطلب النظافة. فتعتمد المطابخ التجارية، والمرافق الصيدلانية، ومصانع معالجة الأغذية على سطحه غير المسامي الذي يقاوم نمو البكتيريا ويسهل تنظيفه. كما يمنح هذا المعدن جاذبية جمالية بفضل لمعانه الحديث، ما يجعله شائع الاستخدام في العناصر المعمارية الظاهرة وأجهزة الاستهلاك الكهربائية.
ورغم أن تكلفة الفولاذ المقاوم للصدأ تكون عادةً أعلى من تكلفة الفولاذ الكربوني أو الألومنيوم، فإن متانته توفر في كثير من الأحيان وفورات طويلة الأجل عبر خفض تكاليف الصيانة وزيادة عمر الخدمة.
النحاس والمعادن الخاصة
وبالإضافة إلى المواد الأساسية، يعمل مصنعو المعادن الخاصة أيضًا بالنحاس ومعادن أخرى في تطبيقات محددة:
- النحاس: يتميز النحاس بموصلية كهربائية وحرارية استثنائية، ما يجعله ضروريًّا في الأسلاك، والإلكترونيات، ومكونات أنظمة السباكة، والتطبيقات الزخرفية. ولا تحتوي صفائح النحاس على كمية كافية من الحديد لتتآكل (تصدأ)، بل تزداد قوتها عند سبائكها مع عناصر أخرى.
- النحاس والبرونز: سبائك النحاس التي توفر خصائص جمالية فريدة بالإضافة إلى مقاومة التآكل لمعدات الملاحة البحرية والتجهيزات الزخرفية والآلات الموسيقية
- التيتانيوم: نسبة استثنائية بين القوة والوزن مع مقاومة ممتازة للتآكل في تطبيقات الطيران والغرسات الطبية والتطبيقات عالية الأداء
يتطلب كل مادة معايير لحام محددة ومواد حشو وإجراءات معالجة خاصة. ويضمن التعاون مع شريك تصنيعي ذي خبرة أن يتوافق اختيارك للمواد مع متطلبات الأداء الخاصة بك ومع إمكانية التصنيع، مما يُشكّل الأساس لتحقيق نتائج ناجحة في أي تطبيق صناعي.

الصناعات التي تخدمها شركات تصنيع صفائح المعادن المتخصصة
من يحتاج فعليًّا إلى قدرات شركة متخصصة في لحام صفائح المعدن؟ قد تفاجئك الإجابة. فبدءًا من المركبة التي تقودها ووصولًا إلى المبنى الذي تعمل فيه، فإن تصنيع صفائح المعدن واللحام يمسّ تقريبًا كل جوانب الحياة الحديثة. وفهم الصناعات التي تعتمد على هذه الخدمات يساعدك على إدراك الخبرة والمعدات المتخصصة التي يحتاجها شريك التصنيع الخاص بك لتقديم نتائج عالية الجودة تلبي متطلبات تطبيقك المحدَّد.
مكونات السيارات ووسائل النقل
تمثل صناعة السيارات إحدى أكبر القطاعات المستهلكة لخدمات تصنيع صفائح المعدن باللحام. خبراء في الصناعة ووفقًا لـ
ما هي المكونات التي تتطلبها هذه الصناعة؟ القائمة طويلة جدًّا:
- مكونات الهيكل: قضبان الهيكل، والأعضاء العرضية، ووحدات الهيكل الفرعية التي تشكّل العمود الفقري الهيكلي للمركبة
- أجزاء التعليق: أذرع التحكُّم، والدعامات، ولوحات التثبيت التي تتطلب تحملات دقيقة لضمان المحاذاة السليمة
- التجميعات الهيكلية: الأعمدة الأمامية (A-pillars)، والأعمدة الوسطى (B-pillars)، ولوحات الصندوق الجانبي (rocker panels)، وقطع أرضية الهيكل (floor pans) التي توفر الحماية في حالات الاصطدام
- ألواح الهيكل: غطاء المحرك (Hoods)، والدرابزينات (fenders)، والأبواب، واللوحات الجانبية، والسقف التي تُحدِّد المظهر الجمالي للمركبة
- أغلفة البطاريات: مكونات حاسمة للمركبات الكهربائية (EV) تعمل كعناصر حاملة للحمولة في هيكل السيارة، ومراكز لإدارة الحرارة، وهياكل لضمان السلامة
للاختيار الأفضل لمعدات اللحام المستخدمة في صفائح هيكل السيارات، يجب فهم أن التطبيقات automotive تتطلب كلًّا من القوة والدقة. ويستخدم العديد من مصنّعي المكونات تقنيات لحام هجينة تجمع بين اللحام النقطي، ولحام الليزر، والبراغي المثبَّتة ذاتيًّا (self-piercing rivets)، واللواصق البنائية لتلبية متطلبات التصنيع باستخدام خليط من المواد. وعند النظر في أفضل جهاز لحام لمشاريع صفائح هيكل السيارات، ابحث عن إمكانية استخدام كلٍّ من تقنيات اللحام بالمقاومة التقليدية والتقنيات المتقدمة مثل لحام الليزر عن بُعد (remote laser welding)، الذي يحقِّق سرعات تفوق سرعة اللحام النقطي التقليدي بنحو خمس مرات.
تصنيع معدات صناعية
تعتمد المعدات الثقيلة والآلات والأنظمة الصناعية اعتمادًا كبيرًا على الخبرة في مجال اللحام وتصنيع الصفائح المعدنية. وغالبًا ما تتطلب هذه التطبيقات متانةً هيكليةً عاليةً جنبًا إلى جنب مع دقةٍ متناهيةٍ في الأبعاد.
يعتمد مصنعو المعدات الصناعية على شركات التصنيع المتخصصة في ما يلي:
- الغلاف الخارجي للآلات ووسائل الحماية: أغطية واقية تحمي العاملين من الأجزاء المتحركة مع السماح بالوصول إليها لغرض الصيانة
- خزائن التحكم والغلاف الكهربائي: أغلفة دقيقة توفر حمايةً من التداخل الكهرومغناطيسي (EMI) وحمايةً بيئيةً للأجهزة الإلكترونية الحساسة
- أنظمة النقل المتحركة: المجارِي الانزلاقية، والمخازن المخروطية، والأطر الهيكلية لعمليات مناولة المواد
- المعدات الزراعية: مكونات المعدات الزراعية، وأجزاء هيكل الجرارات، وأنظمة التخزين
- مكونات أنظمة التكييف والتهوية: قنوات التهوية، وغرف التوزيع (Plenums)، ووحدات معالجة الهواء لأنظمة التحكم المناخي التجارية والصناعية
- علب المعدات الطبية: الإطارات الأساسية (Chassis) والأغلفة الخارجية للآلات التشخيصية المعقدة، والأدوات الجراحية، والبنية التحتية للمستشفيات
وفقًا لمصادر صناعة التصنيع، فإن العديد من الأجهزة الطبية—من الآلات المعقدة إلى أدوات الجراحة—مصنوعة من صفائح معدنية. ويمكن تصنيع الأدوات الجراحية المعدنية وفق أبعاد دقيقة جدًّا، كما يمكن طلبها بكميات محددة، مما يضمن ألا تواجه المستشفيات نقصًا أبدًا في الأدوات الحيوية.
التطبيقات المعمارية والبناء
لقد اعتمدت صناعة البناء لحام صفائح المعدن كعناصر أساسية في التطبيقات الإنشائية والزخرفية على حدٍّ سواء. وتوفِّر عملية تصنيع صفائح المعدن القوة والمتانة والقابلية للتكيف التي تتطلبها الهندسة المعمارية الحديثة.
تشمل تطبيقات البناء ما يلي:
- مكونات هيكلية: الأعمدة الداعمة، والأطر الوحدوية، ومجاري تصريف المياه في الأرضيات، والشبكات المعدنية، والقنوات ذات الحواف، والممرات الصناعية
- أنظمة الت roofing: الألواح المعدنية، وعناصر التغطية (الفلشينغ)، والقناة المائية (الجوتيرز)، ومكونات التصريف
- عناصر الواجهات: الألواح الزخرفية، وواقيات الشمس، والأجنحة الواقية من الطقس
- مزايا المقصورة: أنظمة الدرابزين، وعناصر النجارة المعدنية، والقمم المدببة (سبيرز)، والألواح الزخرفية المخصصة
- البنية التحتية: الأجزاء الإنشائية للجسور، ووحدات تغليف معدات الاتصالات السلكية واللاسلكية، والغلاف الخارجي لمعدات المرافق العامة
وكما يشير خبراء البناء، يستخدم المهندسون المعماريون ومصممو الديكور تصنيع الصفائح المعدنية لإضافة عناصر لا توفر الحماية فحسب، بل تعزز أيضًا الجاذبية البصرية. وبفضل قدرة هذه المادة على تشكيلها إلى أشكال معقدة مع الحفاظ على سلامتها الإنشائية، تصبح لا غنى عنها في التطبيقات الوظيفية والجمالية على حد سواء.
صناعات إضافية تتطلب تصنيعًا متخصصًا
وبعيدًا عن هذه القطاعات الأساسية، تُقدِّم شركات التصنيع المتخصصة خدماتها لعددٍ كبيرٍ من الصناعات الأخرى:
- الطيران والفضاء: مكونات الطائرات والمركبات الفضائية التي تتطلب تحملات دقيقة جدًّا ومواد غريبة مثل التيتانيوم وسبائك الألومنيوم الخاصة
- الإلكترونيات: الهياكل الأساسية (شاسيه)، والخزائن، والألواح التي تتوافر فيها متطلبات محددة لتبدد الحرارة، والحماية الكهرومغناطيسية، والجوانب الجمالية
- معالجة الأغذية: المعدات المصنوعة من الفولاذ المقاوم للصدأ والتي تتطلب لحامات صحية وأسطحًا مقاومة لنمو البكتيريا
- الأجهزة المنزلية: الغلاف الخارجي والمكونات الإنشائية الداخلية للثلاجات، وغسالات الملابس، ومكيفات الهواء، وغيرها من الأجهزة المنزلية
- تصنيع الأثاث: أرجل طاولات معدنية، وظهر الكراسي، والعناصر الزخرفية التي تجمع بين المتانة والجماليات العصرية
- الأتمتة والروبوتات: أجزاء ومكونات متينة لمachinery المتخصصة والأدوات
يفرض كل قطاع متطلباتٍ فريدةً — بدءًا من مقاومة التآكل المطلوبة في التطبيقات البحرية، ووصولًا إلى معايير التوافق الحيوي الضرورية للغرسات الطبية. ويُدرك مُصنّع التصنيع المتخصص المؤهل هذه المتطلبات المتنوعة، ويحافظ على الشهادات والمعدات والخبرة اللازمة لتلبية احتياجات العملاء المتنوعة. كما أن تنوع القطاعات الذي يخدمها هذا المجال يفسّر سبب أهمية اختيار شريك التصنيع المناسب — أي ذاك الذي يمتلك خبرةً في قطاعك المحدد — لضمان نجاح المشروع.
شرح عملية التصنيع المخصصة
إذن لقد حددتم شركة متخصصة في لحام الصفائح المعدنية ذات القدرات المناسبة لمشروعكم. ماذا يحدث بعد ذلك؟ إن فهم سير عمل التصنيع يساعدكم على وضع توقعات واقعية، وإعداد الوثائق المناسبة، والتواصل بفعالية مع شريككم في التصنيع طوال العملية. ومن الاستفسار الأولي حتى التسليم النهائي، إليكم ما يمكن توقعه في كل مرحلة.
مراجعة التصميم وتحليل إمكانية التصنيع (DFM)
يبدأ كل مشروع ناجح بمراجعة شاملة للتصميم. وعند إرسال ملفات التصميم بمساعدة الحاسوب (CAD)، أو الرسومات الهندسية، أو الرسومات التوضيحية للمفاهيم، يقوم فريق الهندسة لدى الشركة المصنِّعة بتقييم تصميمكم من حيث إمكانية التصنيع— وهي ما تُعرف عادةً بتحليل قابلية التصنيع (DFM).
ما الذي يتناوله هذا الاستعراض؟ وفقًا لخبراء الألواح المعدنية الدقيقة، فإن تحليل قابلية التصنيع (DFM) السليم يأخذ في الاعتبار قابلية تشكيل المادة، وقدرات الآلات، والوقت المطلوب للتسليم، وتحسين التكلفة. ومع ذلك، إليكم سرًّا تجاريًّا: إذا رغبتَ في الحصول على أجزاء عالية الجودة مع وقت تسليم سريع، فإن فهمك لتحليل قابلية التصنيع (DFM) وحده لا يكفي. بل إن إرسال نماذجك ثلاثية الأبعاد (CAD) إلى ورشة الألواح المعدنية الدقيقة في أسرع وقت ممكن يمكّن خبرتهم من التأثير في قراراتك التصميمية.
خلال هذه المرحلة، تتوقع أن يتعامل شريك التصنيع الخاص بك مع ما يلي:
- اختيار المواد: التوصية بأفضل المواد بناءً على متطلبات تطبيقك وميزانيتك
- تقييم التسامحات: تحديد الأبعاد التي قد تحتاج إلى تعديل لضمان تصنيعٍ موثوقٍ بها
- تحسين نصف قطر الانحناء: التأكد من توافق مواصفات الانحناء مع خصائص المادة والأدوات المتاحة
- اعتبارات اللحام: إسداء النصح حول كيفية لحام الصفائح المعدنية باستخدام جهاز لحام القوس المعدني المحمي (MIG) أو غيره من طرق اللحام المناسبة لتجميعك
- فرص خفض التكلفة: اقتراح تعديلات في التصميم تقلل من تعقيد التصنيع دون المساس بالوظيفة
ويمنع هذا النهج التعاوني أوامر التغيير المكلفة وإعادة العمل لاحقًا. وكما يشير خبراء القطاع، فإن مُصنِّع الأجزاء المعدنية المسطحة الخاص بك يحتاج إلى قدرٍ من المرونة لاتخاذ أفضل القرارات المتعلقة بمشروعك — سواءً من حيث المواد أو المنهجية.
النمذجة الأولية وإنتاج العينات
وبمجرد الانتهاء من تحسين التصميم، تنتقل أغلب المشاريع إلى مرحلة النمذجة الأولية. وهذه المرحلة الحرجة تتيح لك التحقق الفعلي من تصميمك قبل الالتزام بإنتاج كميات كبيرة.
ما هي طرق النمذجة الأولية التي يستخدمها مُصنِّعو المعادن المتخصصون؟ وفقًا لإرشادات عمليات تصنيع المعادن، تشمل الأساليب الشائعة ما يلي:
- التصنيع باستخدام الحاسوب CNC: يوفر دقةً وتنوُّعًا وسرعة في التسليم — وهو مثالي لإنشاء أجزاء تتطلب تحملات ضيقة وهندسة معقدة
- تصنيع نموذج أولي من الصفائح المعدنية: يُستخدم في صنع الغلاف الخارجي والألواح والمكونات التي تتطلب عمليات ثني وتشكيل
- القص بالليزر مع التشكيل اليدوي: يوفّر إمكانات تكرار سريعة للتحقق الأولي من المفهوم
تخدم النماذج الأولية أغراضًا متعددة تتجاوز مجرد التحقق من ملاءمة الأجزاء. فهي تسمح باختبار الوظائف، وتساعد في تحديد أفضل طريقة للحزام تجميعات الصفائح المعدنية، وتُظهر المشكلات المحتملة قبل أن تتحول إلى مشكلات إنتاج مكلفة. ويقوم العديد من العملاء بمراجعة نسختين أو ثلاث نسخ من النماذج الأولية قبل اعتماد الإنتاج — وهذه الاستثمارات عادةً ما تُحقِّق عائدًا يفوق قيمتها عدة مرات من خلال منع حالات الفشل في الموقع.
الإنتاج والتجميع
وبمجرد اعتماد النماذج الأولية، يبدأ مرحلة الإنتاج. وعادةً ما يتبع تسلسل التصنيع التدفق التالي:
- شراء المواد: طلب المواد المحددة مع الشهادات المطلوبة وتقارير اختبار المصهر
- عمليات القطع: قص الصفائح الخام باستخدام الليزر أو جت الماء أو القص الميكانيكي لإنتاج أجزاء خام
- عمليات التشكيل: ثني الصفائح على آلة الثني CNC أو الختم أو التشكيل بالدرفلة لإنشاء أشكال ثلاثية الأبعاد
- اللحام والربط: تطبيق تقنيات اللحام والقص المناسبة للصفائح المعدنية استنادًا إلى متطلبات المادة والتطبيق
- تشطيب السطح: الطحن أو التلميع أو الرش بالرمال أو الطلاء بالبودرة لتحقيق المظهر والحماية المحددين
- التجميع: تركيب المعدات، والبراغي، ودمج المكونات الفرعية في تجميعات كاملة
طوال عملية الإنتاج، تتوقعون تواصلاً منتظماً من شريك التصنيع الخاص بكم. وتقدّم ورش العمل عالية الجودة تحديثاتٍ دوريةً عن حالة المشروع عند المحطات الرئيسية، وتُبلغكم فوراً بأي مشكلات قد تطرأ وتؤثر على جداول التسليم أو المواصفات.
التحكم في الجودة والشهادات
قبل شحن أي قطع، تضمن مراقبة الجودة الشاملة أن تتوافق هذه القطع مع مواصفاتكم. ووفقاً لـ خُبراء إدارة الجودة تشمل ضمانات الجودة الفعّالة فحص المواد الأولية بدقة، والمراقبة أثناء التصنيع، والتحقق من الأبعاد، واختبار المنتجات بعد التصنيع.
ما طرق الفحص التي ينبغي أن تتوقعوها؟
- الفحص البصري: فحص اللحامات والأسطح ومستوى الصناعة العامة للبحث عن العيوب
- التحقق من الأبعاد: استخدام الكالipers وأجهزة القياس الدقيقة (الميكرومترات) وأجهزة قياس الإحداثيات الثلاثية الأبعاد (CMM) ودبابيس القياس للتأكد من الأبعاد الحرجة
- فحص القطعة الأولى: توثيق شامل لأجزاء الإنتاج الأولي وفقاً لجميع متطلبات الرسومات
- اختبار الوظائف: التحقق من أداء التجميعات كما هو مقصود في ظروف الاستخدام الفعلية
- الفحص غير التدميري: طرق مثل فحص التسرب بالصبغة أو الفحص بالموجات فوق الصوتية للتحقق من سلامة اللحامات الحرجة
بالنسبة للصناعات الخاضعة للوائح التنظيمية، يجب أن يوفّر مُصنّع الأجزاء حِزمًا وثائقيةً كاملةً تشمل شهادات المواد، وتقارير الفحص، وشهادات المطابقة. ويضمن التعامل مع مصنّعين ذوي خبرةٍ في لحام الصفائح المعدنية بطريقة القوس المعدني المحمي بالغاز (MIG) وفقًا للمعايير والمواصفات المعمول بها أن تتوافق مكوناتك مع معايير الصناعة منذ البداية.
التوقعات الزمنية والتواصل
كم من الوقت ينبغي أن تتوقع استمرار هذه العملية؟ وتتفاوت الجداول الزمنية بشكل كبير اعتمادًا على تعقيد المشروع، ولكن إليك إطارًا عامًّا:
| مرحلة المشروع | المدة النموذجية | النتائج الرئيسية |
|---|---|---|
| التسعير | 24-72 ساعة | تحليل تفصيلي للتكاليف، وتقدير للوقت اللازم لإتمام التصنيع |
| مراجعة DFM | ٢–٥ أيام عمل | ملاحظات هندسية، ومقترحات لتحسين التصميم |
| النمذجة | 5-15 يوم عمل | نماذج فعلية للتحقق منها واختبارها |
| إنتاج | ٢–٦ أسابيع | الأجزاء المُنتَجة والمُكتملة والتي تفي بجميع المواصفات |
| الفحص النهائي | 1-3 أيام عمل | الوثائق الخاصة بالجودة والاستعداد للشحن |
يجب تحديد تفضيلات التواصل في وقت مبكر. وأفضل عمليات لحام الصفائح المعدنية تنتج عن شراكات يحافظ فيها الطرفان على حوارٍ مفتوحٍ طوال العملية. وتوقع من مُصنِّعك أن يتواصل معك بشكل استباقي بشأن توفر المواد، ومستوى التقدم في الإنتاج، وأي توضيحات تصميمية قد تكون مطلوبة.
إن فهم هذه سير العمل يمكنّك من تقديم المعلومات المناسبة منذ البداية، والتنبؤ بمواعيد اتخاذ القرارات، وتخطيط جداولك الزمنية الخاصة وفقًا لذلك. لكن ما هي المعدات والتقنيات التي تُمكّن بالفعل من إنجاز لحام عالي الجودة للصفائح المعدنية؟ هذا بالضبط ما يتقنه مُصنّعو الصفائح المتخصّصون — وبفهم قدراتهم، يمكنك تقييم الشركاء المحتملين في مجال التصنيع.

المعدات والتقنيات اللازمة لإنجاز لحام عالي الجودة للصفائح المعدنية
لقد اخترت شريكك في التصنيع وفهمت العملية، لكن ما الذي يُحدث الفرق فعليًّا بين لحامٍ عادي ولحامٍ يؤدي أداءً ممتازًا على مدى سنوات؟ والإجابة تكمن في اختيار المعدات المناسبة وإتقان تقنيات اللحام. سواء كنت تقيّم شركة متخصصة في لحام الصفائح المعدنية أو تقوم بإنشاء ورشتك الخاصة، فإن فهم هذه المبادئ الأساسية يساعدك على التعرُّف على جودة الحِرَفيَّة العالية والتعبير بفعالية عن توقعاتك.
اختيار جهاز اللحام المناسب لمادتك
يعتمد اختيار أفضل جهاز لحام للصفائح المعدنية على عدة عوامل: نوع المادة وسمكها وحجم الإنتاج وجودة اللحام المطلوبة. وفيما يلي ما يأخذه المصانعون ذوو الخبرة في الاعتبار عند مطابقة المعدات مع التطبيقات:
- للصلب الكربوني الرقيق (الدرجة 24 وما دونها): يوفِّر جهاز لحام MIG للصفائح المعدنية ذي الجهد القابل للضبط وسرعة تغذية السلك القابلة للتعديل التحكم اللازم لمنع الاختراق الكامل (الحرق). وابحث عن الأجهزة التي توفر بدء قوس كهربائي سلس وتغذية سلك متسقة.
- بالنسبة للصلد المقاوم للصدأ: توفر أجهزة لحام التنجستن الخامل (TIG) الدقة والتحكم في الحرارة اللازمين لإنتاج لحامات نظيفة مقاومة للتآكل دون المساس بخصائص المادة
- بالنسبة للألومنيوم: معدات لحام القوس المعدني المحمي (MIG) المتخصصة المزودة بم Pistols لف الأسلاك أو أنظمة الدفع-السحب، أو أجهزة لحام التنجستن الخامل بالتيار المتناوب (AC TIG) المصممة خصيصًا لملاءمة الخصائص الفريدة للألومنيوم
- للإنتاج عالي الحجم: أنظمة آلية أو شبه آلية تحافظ على ثبات المعايير عبر آلاف عمليات اللحام
يؤثر اختيار قطر السلك تأثيرًا كبيرًا على جودة اللحام على صفائح المعدن. ووفقًا لإرشادات شركة ميلر إلكترك الخاصة باللحام، يجب أن تطابق قطر السلك نطاق التيارات الكهربائية المستخدمة:
- سلك بقطر ٠٫٠٢٣ بوصة: ٣٠–١٣٠ أمبير — مثالي للمواد الرقيقة
- سلك بقطر ٠٫٠٣٠ بوصة: ٤٠–١٤٥ أمبير — متعدد الاستخدامات لمجموعة سميكة قليلًا إلى متوسطة
- سلك بقطر ٠٫٠٣٥ بوصة: ٥٠–١٨٠ أمبير — مناسب للعمل على الألواح متوسطة السُمك
- سلك بقطر ٠٫٠٤٥ بوصة: ٧٥–٢٥٠ أمبير — مناسب للمواد الأكثر ثقلًا
عند العمل مع قضبان اللحام للصفائح المعدنية في تطبيقات التلحيم بالقوس المغلف (TIG)، يجب أن يتطابق عادةً معدن الحشو مع تركيب المعدن الأساسي. وللتطبيقات الحرجة، استشر توصيات مورد المواد الخاص بك لضمان التوافق المعدني.
اختيار الغاز لتحقيق أفضل النتائج
يؤثر غاز التغطية تأثيرًا بالغًا على جودة اللحام واختراقه ومظهره. ولتحديد أفضل غاز لتلحيم الصفائح المعدنية باستخدام طريقة التلحيم القوسي المحمي بالغاز (MIG)، لا بد من فهم أداء الخلطات المختلفة من الغازات على المواد المتنوعة.
وفقًا لـ أدلة الصناعة الخاصة بغزوات التغطية ، وإليك ما أثبت كفاءته الأفضل:
| المادة | السُمك | الغاز الموصى به | المزايا |
|---|---|---|---|
| الفولاذ الكربوني | حتى العيار ١٤ | 92% أرغون / 8% ثاني أكسيد الكربون | اختراق جيّد أثناء اللحام والتحكم الجيد في التشوهات |
| الفولاذ الكربوني | سمك 14 قياسيًا — 1/8 بوصة | 75% أرغون / 25% ثاني أكسيد الكربون | سرعات لحام عالية، وأدنى حد ممكن من التشوهات والتناثر |
| فولاذ مقاوم للصدأ | جميع المقاسات | 92% أرغون / 8% ثاني أكسيد الكربون | تحكم جيّد في الحالات التي لا تكون فيها مقاومة التآكل عاملًا حاسمًا |
| كعنصر أساسي في منتجاتها. | حتى 3/8 بوصة | أرجون 100% | أفضل انتقال للمعدن، واستقرار القوس الكهربائي، وأقل تناثر ممكن |
لماذا يكتسب اختيار أفضل غاز للحام صفائح المعدن أهميةً بالغة؟ إن المزيج الخاطئ قد يتسبب في تناثر مفرط، أو اختراق ضعيف، أو وجود مسامية تُضعف الوصلة. ويوفّر ثاني أكسيد الكربون النقي اختراقًا عميقًا، لكنه يُنتج تناثرًا أكبر — وهو أمر مقبول في الأعمال الإنشائية المخفية عن الأنظار، لكنه مشكلة في المكونات الظاهرة التي تتطلب تشطيبات نظيفة.
منع التموج والتشويه
يمثّل التشوّه (الالتواء) إحدى أكثر التحديات إحباطًا في لحام صفائح المعدن. ويساعد فهم سبب حدوثه في اتخاذ إجراءات وقائية فعّالة. ووفقًا لمتخصصي تصنيع صفائح المعدن، فإن عدة عوامل تسهم في حدوث التشوه:
- خصائص المواد: تؤثر التوصيلية الحرارية ومعامل التمدد الحراري وقوة الخضوع جميعها على كيفية استجابة المعدن لحرارة اللحام
- إدخال الحرارة: يؤدي التسخين أو التبريد السريع أو غير المنتظم إلى إحداث إجهادات حرارية تُجبر المادة على الانحراف عن شكلها الأصلي
- القوى الميكانيكية: يسمح التثبيت غير الصحيح أو الدعم غير الكافي للمادة بالحركة أثناء عملية اللحام
تشمل تقنيات إدارة الحرارة الفعّالة ما يلي:
- اللحام المتقطع: إجراء لحامات قصيرة مع فترات تبريد بين المرورات بدلًا من اللحامات المستمرة
- اللحام العكسي: اللحام في أجزاء تتحرك عكس اتجاه اللحام العام
- اللحام المتوازن: التنويع بين الجانبين في التجميعات المتماثلة لموازنة الإجهادات الحرارية
- موزعات الحرارة: استخدام قضبان داعمة من النحاس أو الألومنيوم لسحب الحرارة بعيدًا عن المواد الرقيقة
- شدة التيار المنظمة: استخدام أقل كمية ممكنة من الحرارة اللازمة لتحقيق اختراق كافٍ
كما تشير إرشادات معايير اللحام، فإن التقدم البطيء جدًّا أثناء اللحام يؤدي إلى إدخال كمية حرارية زائدة، مما ينتج عنه لحامات عريضة جدًّا واختراق ضعيف؛ وعلى المواد الرقيقة، يؤدي ذلك أيضًا إلى ثقوب ناتجة عن الاشتعال. ولذلك، فإن إيجاد السرعة المثلى للتقدم يوازن بين العمق المطلوب للاختراق وإدارة الحرارة.
المشابك والتجهيزات الأساسية
تُحدث مشابك وتجهيزات لحام صفائح المعادن عالية الجودة فرقًا كبيرًا بين مواجهة صعوبات في التعامل مع قطعة العمل والتحكم الكامل فيها. وتؤدي التجهيزات المناسبة عدة وظائف مهمة:
- تحافظ على المحاذاة: تحتفظ بالمكونات في المواضع الصحيحة طوال عملية اللحام
- تمنع التشوه: تُعاكس الإجهادات الحرارية التي قد تُبعد الأجزاء عن أشكالها الأصلية
- تحسِّن الاتساق: يضمن نتائج قابلة للتكرار عبر دفعات الإنتاج
- تعزيز السلامة: يمنع حركة قطعة العمل التي قد تؤدي إلى إصابات أو عيوب في اللحام
مشابك لحام مقترحة للصفائح المعدنية، مرتبة حسب التطبيق:
- للوضع العام: مشابك C قابلة للقفل مع وسائد دوارة تتكيف مع الأسطح غير المنتظمة
- للحياكة على الحواف: مشابك على غرار نوع «كانتور» تُمسك بالحافة الخارجية للصفائح دون أن تعيق الوصول إلى منطقة اللحام
- للمفاصل الطرفية (الملامسة): مربعات مغناطيسية ومشابك زاوية تحافظ على المحاذاة الدقيقة
- لأعمال الألواح: مشابك تداخلية أو مشابك لوحي مصممة خصيصًا لتطبيقات هيكل المركبات والتطبيقات المشابهة لها
- لأغراض الإنتاج الضخم: أجهزة تثبيت مخصصة مع مشابك ذات مقبض رافعة تسمح بالتحميل والتفريغ السريعين
وفقًا لأفضل ممارسات التصنيع، تأكَّد من تثبيت مكونات الصفائح المعدنية بشكل آمن أثناء العمليات — فهذا يُثبِّت المادة ويمنع حركتها أو تشوهها الناجم عن قوى اللحام. واستخدم المشابك أو القوالب أو أجهزة التثبيت المناسبة لضمان توزيع منتظم للضغط.
وتكتسب أنظمة الدعم أهميةً مماثلةً. وفّر دعمًا فعّالًا لتقليل التشوه — ويمكن أن يشمل ذلك استخدام كتل الدعم أو المقاييس الخلفية أو القوالب الداخلية أثناء عمليات الثني أو التشكيل التي تسبق اللحام. ويؤدي الدعم السليم إلى توزيع القوى وتقليل احتمال التشوه حتى قبل بدء عملية اللحام.
إن فهم أساسيات هذه المعدات والتقنيات يزوّدك بالمفردات اللازمة لمناقشة توقعات الجودة مع مُصنِّعي القطع المعدنية. ولكن ماذا يحدث عندما لا تسير الأمور كما ينبغي؟ حتى أكثر عُمّال اللحام خبرةً يواجهون تحدياتٍ — ومعرفة الطريقة التي يتعامل بها المحترفون مع المشكلات الشائعة تساعدك في التعرُّف على الشركاء الأكفاء والحلول الواقعية.
التغلب على التحديات الشائعة في لحام صفائح المعادن
حتى أكثر عُمّال اللحام مهارةً يواجهون مشكلاتٍ عند العمل مع المواد الرقيقة. ويمكن أن تؤدي ظواهر مثل الاختراق بالحرارة، والانحناء أو التشوه، والعُيوب غير الجذابة إلى إعاقة المشاريع وإحباط كلٍّ من مُصنِّعي القطع المعدنية والعملاء. ويساعدك فهم الطريقة التي يتعامل بها المحترفون مع هذه التحديات في التعرُّف على الحِرَفية العالية في العمل وتحديد التوقعات الواقعية عند التعاون مع شركة متخصصة في لحام صفائح المعادن. دعونا نستعرض أشيع المشكلات وحلولها المُثبتة.
إدارة مدخل الحرارة في المواد الرقيقة
لماذا يسبب لحام الصفائح المعدنية الرقيقة الكثير من الصعوبات؟ والإجابة تكمن في مبادئ الفيزياء. فالمواد الرقيقة — والتي يبلغ سمكها عادةً ١/٨ بوصة أو أقل — تمتص الحرارة بسرعة، لكن كتلتها الضئيلة لا تسمح لها بتبديد هذه الحرارة بكفاءة. وهذا يؤدي إلى وجود نطاق ضيق جدًّا بين تحقيق الانصهار السليم وبين انصهار المادة تمامًا واختراقها.
وفقًا لـ أدلة اللحام الاحترافية ، وأفضل طريقة لحام الصفائح المعدنية الرقيقة تتضمَّن عدة استراتيجيات رئيسية:
- إعدادات التيار المنخفض: يتم معظم عمليات لحام الصفائح المعدنية الرقيقة بتقنية TIG عند تيارٍ لا يتجاوز ٥٠ أمبير، وبعض التطبيقات تتطلَّب تيارًا منخفضًا جدًّا يتراوح بين ٥ و١٠ أمبير
- سرعات انتقال أسرع: الحركة البطيئة جدًّا تسمح لتراكم الحرارة، ما يزيد خطر الاختراق بالانصهار بشكل كبير
- قطع استهلاكية أصغر حجمًا: استخدام سلك قطره من ٠٫٠٢٣ إلى ٠٫٠٣٠ بوصة في لحام MIG يقلِّل من إدخال الحرارة مقارنةً بالأسلاك ذات الأقطار الأكبر
- وضعيات اللحام النابض: يسمح التناوب بين نبضات التيار العالية والمنخفضة بتبريد حوض اللحام قليلًا بين القمم.
وماذا عن لحام الألواح المعدنية الرقيقة بالقوس الكهربائي تحديدًا؟ تتطلب هذه التقنية تحكُّمًا استثنائيًّا في القوس. ابدأ إشعال القوس على المادة الأكثر سماكة عند الإمكان، ثم حرِّك القوس بسرعة إلى الجزء الأقل سماكة. ويساعدك هذا الأسلوب على إنشاء القوس دون أن تسخّن المناطق الحساسة فورًا.
ويُعَدُّ اللحام المتقطع حلاًّ فعّالًا آخر. فبدلًا من إجراء لحامات مستمرة، يقوم اللحامون المهرة بعمل لحامات قصيرة (غرز) مع فترات تبريد بين المرات. وهذا يمنع تراكم الحرارة في المناطق المركزة، مع ضمان تحقيق اختراق كامل للمفصل.
معالجة التشوه الناتج عن اللحام
إذن ما الذي يحدث عندما يظهر التشوه رغم أفضل جهودك الوقائية؟ لا داعي للذعر — فقد طوَّر الصانعون المحترفون طرقًا موثوقة لإصلاح الألواح المعدنية المشوَّهة الناتجة عن عمليات اللحام.
أولاً، فهم أسباب حدوث التشوه. فعند اللحام، يتمدد الجزء المسخن بينما يقاوم المعدن البارد المحيط هذا التمدد. وعندما يبرد الوصل ويقل حجمه، فإنه يسحب المادة المحيطة به مسبباً التشوه. وكلما كانت المادة أرق، زادت وضوح هذه الظاهرة.
تشمل تقنيات التصحيح ما يلي:
- التصويب الميكانيكي: استخدام المطارق والدعامات المسطحة وأدوات التسوية لتشكيل المعدن بعنايةٍ وإعادته إلى هيئته الأصلية
- الانكماش الحراري: تطبيق الحرارة بشكل استراتيجي على المناطق الممتدة يؤدي إلى انكماشٍ خاضع للتحكم يُعاكس التشوه
- تخفيف التوتر: دورات التسخين الخاضعة للتحكم والتبريد البطيء يمكن أن تُرخي الإجهادات الداخلية المسببة للتشوه
- التسوية: عملية ضرب خفيفة بالمطرقة تُطيل المعدن في مناطق محددة لمعارضة الانكماش الناتج عن اللحام
تظل الوقاية أسهل من التصحيح. ووفقاً لمتخصصي اللحام، فإن استخدام مُبدِّدات الحرارة مثل قضبان الألومنيوم أو النحاس المثبتة بالقرب من منطقة اللحام يساعد في تبديد الحرارة بسرعة. أما بالنسبة للقطع الأكبر حجماً، فإن ألواح التبريد المائية توفر إدارة حرارية أكثر فعالية.
الفكرة الأساسية؟ راقب درجة الحرارة طوال عملية اللحام. واستخدم أقلام التحديد الحراري أو موازين الحرارة بالأشعة تحت الحمراء لتتبع درجات حرارة المرور بين الطبقات. والحفاظ على درجات حرارة منخفضة بين الطبقات عند لحام المواد الرقيقة يمنع تراكم الحرارة التراكمي الذي يؤدي إلى التشوه الشديد.
إغلاق الثقوب وإصلاح العيوب
سواء كنت تُغلق ثقوب التثبيت القديمة أو تُصلح ثقوب الاحتراق العرضي، فإن لحام الثقوب في صفائح المعدن يتطلب تقنيات محددة تختلف عن تقنيات لحام الوصلات القياسية.
للثقوب الصغيرة التي يقل قطرها عن ١/٤ بوصة، أدلة إصلاح الهيكل الاحترافية نوصي باستخدام شريط دعم نحاسي. ثبت الشريط النحاسي خلف الفتحة — فهو يمتص الحرارة الناتجة عن اللحام ويوفر سطحًا يمكن البناء عليه. ولن تلتصق سلك اللحام بالقوس المعدني (MIG) بالنحاس، مما يمنحك سطحًا داخليًّا نظيفًا بدلًا من كتلة قبيحة بارزة من الجهة الخلفية.
بالنسبة للفتحات الأكبر حجمًا، ستحتاج إلى أقراص إصلاح أو صفائح حشوة مقطوعة حسب الطلب:
- حدد حجم قطعة الإصلاح بدقة: اقطع قطع الإصلاح بحيث تكون أصغر قليلًا من الفتحة للسماح بالانصهار الكامل حول المحيط
- الوضع الاستراتيجي: وضع قطع الإصلاح بشكل غائر قليلًا يسمح لك بتنعيم اللحامات حتى المستوى دون أن تُحدث مناطق بارزة
- ابدأ بالتثبيت المؤقت أولًا: ضع نقاط التثبيت الأولية عند نقطتين متقابلتين (بزاوية ١٨٠ درجة) لإبقاء قطعة الإصلاح في مكانها
- الحِمْ بالغرز على طول المحيط: أكمل عملية اللحام باستخدام غرز قصيرة تتلو بعضها البعض بالتناوب حول قطعة الإصلاح لتوزيع الحرارة بشكل متساوٍ
للحصول على لحام ناجح للثقوب في صفائح المعدن، فإن امتلاك التقنية المناسبة يهمّ أكثر من امتلاك معدات باهظة الثمن. ابدأ قوس اللحام على مادة التصليح الأسمك، ثم اسحب القوس بسرعة نحو المعدن الأساسي الأرق. ويؤدي هذا الأسلوب إلى التحكم في كمية الحرارة المُطبَّقة على المادة الأكثر عُرضةً للتلف. وراقب تشكُّل الحلقة الزرقاء المميزة للحرارة على المعدن الأساسي؛ فكلما كانت هذه الحلقة أصغر، قلّ الانحناء أو التشوه الذي ستتعرض له.
إن حدوث الاختراق الحراري (الانثقاب) أثناء إصلاح الثقوب يوفّر دروسًا قيّمة بالفعل. وكما يشير إليه الصانعون ذوو الخبرة، فإن الاختراق الحراري يجبرك على تنمية مهارات التعافي، ويُظهر المشكلات الخفية مثل تآكل المعدن بسبب الصدأ، والذي لا يمكن لحامه بشكل سليم أصلًا.
بعد الانتهاء من الإصلاحات، قم بتنعيم اللحامات بعناية باستخدام أقراص التلميع المرنة (Flap discs) بدلًا من العجلات الخشنة القوية للتلميع. فهذه الأقراص تزيل المادة تدريجيًّا وبشكل أكثر هدوء، وتُدخل كمية حرارة أقل — وهي ميزةٌ جوهرية للحفاظ على سلامة الإصلاح. وما المطلوب في النهاية؟ سطحٌ أملسٌ لا يحتاج سوى كمية ضئيلة جدًّا من مادة الحشو أو عمليات التشطيب النهائية.
تُميِّز مهارات استكشاف الأخطاء وإصلاحها هذه العمل الهواة عن النتائج الاحترافية. لكن معرفة كيفية حل المشكلات ليست سوى عاملٍ واحدٍ فقط عند اختيار شريك تصنيع. وفهم الشهادات والقدرات ومعايير الخدمة التي ينبغي البحث عنها يضمن أن تحصل مشاريعك على الخبرة التي تستحقها.

اختيار الشريك المناسب لتصنيع الصفائح المعدنية
لقد تعلَّمتَ عن طرق اللحام والمواد وتقنيات استكشاف الأخطاء وإصلاحها — لكن كيف تجد بالفعل شريك تصنيع قادرًا على تلبية متطلبات مشروعك؟ إن اختيار واصل صفائح معدنية مناسب لا يقتصر فقط على إيجاد شخصٍ يمتلك المعدات اللازمة، بل يتعلق بتحديد شريكٍ يتمتَّع بالشهادات والقدرات والالتزام بالجودة الذي تتطلبه تطبيقاتك. فلنستعرض معًا معايير التقييم الحاسمة التي تميِّز مصنِّعي الصفائح المعدنية الاستثنائيين عن نظرائهم العاديين.
الشهادات ومعايير الجودة التي ينبغي البحث عنها
هل يمكنك لحام الصفائح المعدنية وفق معايير دقيقة جدًّا دون أن تكون لديك أنظمة جودة موثَّقة؟ من الناحية الفنية، نعم—ولكن إثبات ذلك للعملاء والمراجعين والجهات التنظيمية يصبح شبه مستحيل. وتُعَدُّ الشهادات دليلاً موضوعيًّا على أنَّ مُصنِّع الأجزاء المعدنية يطبِّق العمليات والتدريب وضوابط الجودة الضرورية لتحقيق نتائجٍ متسقة.
وفيما يلي أبرز الشهادات التي ينبغي تقييمها:
- ISO 9001:2015: المعيار التأسيسي لإدارة الجودة الذي يُرسي عملياتٍ منهجيةً لضمان جودة المنتج باستمرار—وهو شرطٌ أساسيٌّ لأي مُصنِّع جادٍّ للأجزاء المعدنية.
- IATF 16949:2016: وهي شهادةٌ بالغة الأهمية في التطبيقات automotive، إذ توحِّد متطلبات الجودة عبر سلسلة التوريد automotive العالمية. ووفقًا لخبراء الصناعة في شركة Master Products، فإن شهادة IATF 16949 تركِّز على منع العيوب والتقلبات في الإنتاج مع تقليل الهدر والنفايات إلى أدنى حدٍّ ممكن.
- كود AWS D9.1 الخاص بلحام صفائح المعادن: يُحدِّد رمز لحام الصفائح المعدنية الخاص بـ AWS المتطلبات الدنيا للعاملين في مجال اللحام الذين يقومون بتصنيع الصفائح المعدنية، مما يضمن أن يكون الأفراد قد أظهروا كفاءة مُثبتة في مهنتهم.
- رمز AWS D1.2 الخاص بلحام الهياكل – الألومنيوم: يشمل هذا الرمز المواد والتصميم، والتصنيع، والتفتيش، وأهلية عمليات لحام الألومنيوم.
- AS9100: مطلوب في التطبيقات الجوية حيث لا يُسمح بأي فشل.
لماذا تكتسب شهادة IATF 16949 أهميةً بالغةً في أعمال القطاع automotive؟ لأن هذه المعايير تفرض تركيزًا متزايدًا على احتياجات الإنتاج الخاصة بالعملاء وتوقعاتهم ومتطلباتهم. وكما يشير المصنّعون الحاصلون على الشهادة، فإن اعتماد IATF يمنح الشركة وضع «المورِّد المفضَّل» لدى كبرى شركات تصنيع السيارات، ما يسهم في إنشاء سلاسل توريد أقوى وأكثر موثوقية.
على سبيل المثال, شاويي (نينغبو) تقنية المعادن يحافظ على شهادة IATF 16949 لعمليات التشكيل والتركيب الدقيق للقطع automobiles— مما يُظهر البنية التحتية للجودة الضرورية لإنتاج مكونات الهيكل، والتعليق، والمكونات الإنشائية. وتشير هذه المستويات من الشهادات إلى أن المصنّع يأخذ متطلبات جودة قطع الغيار automobiles على محمل الجد.
تقييم القدرات الإنتاجية
تؤكد الشهادات على أنظمة الجودة، لكنك تحتاج أيضًا إلى تقييم ما إذا كان مُصنِّع الألواح المعدنية يمتلك المعدات والخبرة المناسبة لمشروعك المحدد. وأفضل مُلحِّم للأجزاء المعدنية المسطحة لتطبيقك يعتمد على مدى توافق إمكاناته مع متطلباتك.
العوامل الرئيسية لإمكانات التقييم:
- نطاق المعدات: هل تمتلك المنشأة معدات القطع والتشكيل واللحام التي يتطلبها مشروعك؟ ابحث عن أجهزة الليزر المبرمجة رقميًّا (CNC)، وآلات الثني الهيدروليكية (Press Brakes)، ومحطات لحام متعددة.
- خبرة المواد: هل سبق أن عملوا بنجاح مع المواد المحددة في مشروعك؟ اطلب أمثلة على مشاريع مشابهة.
- السعة والقابلية للتوسع: هل يمكنهم تلبية متطلبات الحجم الخاصة بك — سواءً الحالية أو المتوقعة في المستقبل؟
- مستوى الأتمتة: لإنتاج الكميات الكبيرة، يضمن اللحام الآلي أو الروبوتي اتساق الجودة عبر آلاف القطع.
- العمليات الثانوية: هل تقدم المنشأة خدمات التشطيب، والتركيب، وتركيب الأجزاء الميكانيكية لتقليل تعقيد سلسلة التوريد الخاصة بك؟
وفقًا لأدلة قطاع التصنيع، فإن مقدّمي الخدمات من الطراز الأوَّل يستثمرون في أحدث مراكز التشغيل بالتحكم العددي (CNC)، ومحطات اللحام، وأدوات القطع، والمعدات التصنيعية المتطورة. وعليك الانتباه إلى مدى نظافة المنشأة وتنظيمها—فالمكان النظيف والمنظم يعكس الفخر بالحرفية والالتزام بضمان الجودة.
لا تتجاهل قدرات الفحص. فعمليات تصنيع الصفائح المعدنية واللحام المتقدمة تتطلب معدات التحقق من الجودة، ومنها:
- آلات قياس الإحداثيات (CMM): للتحقق الدقيق من الأبعاد للهندسات المعقدة.
- أجهزة المقارنة البصرية: لفحص الملامح والهيئة الخارجية
- أجهزة اختبار تشطيب السطح: عندما تكون مواصفات المظهر ذات أهمية بالغة.
- أدوات فحص اللحام: وتشمل معدات الفحص البصري وقدرات الاختبار غير التدميري للتطبيقات الحرجة.
النماذج الأولية السريعة وأوقات التسليم
في بيئة تطوير المنتجات سريعة الوتيرة اليوم، يكتسب السرعة أهمية بالغة. فكم من الوقت يستغرقه شريك محتمل للانتقال من استفسارك الأولي إلى استلام الأجزاء المادية بين يديك؟
قيّم عوامل الجدول الزمني التالية:
- مدة الرد على العروض: توفر ورش التصنيع عالية الجودة عروض أسعار مفصلة خلال ٢٤–٧٢ ساعة. وبعض الشركات المصنِّعة، مثل تكنولوجيا المعادن شاوي يي ، تقدِّم وقت استجابة لعرض الأسعار لا يتجاوز ١٢ ساعة للعملاء الذين يحتاجون إلى استجابات مُسرَّعة
- سرعة النمذجة الأولية: كم من الوقت يستغرقه المورِّد لإنتاج أجزاء نموذجية للتحقق من صحتها؟ ابحث عن قدرات النماذج الأولية السريعة التي تستغرق ٥ أيام عندما تكون الجداول الزمنية الخاصة بالتطوير حرجة جدًّا
- الاستجابة في دعم تحليل إمكانية التصنيع (DFM): تساعد الملاحظات السريعة على التصميم في منع الاختناقات أثناء تطوير المنتج. ويُعد دعم تحليل إمكانية التصنيع (DFM) الشامل أداةً فاعلةً في كشف المشكلات المتعلقة بإمكانية التصنيع قبل أن تتحول إلى مشكلات مكلفة
- أوقات التسليم الإنتاجية: افهم أوقات التسليم القياسية وما إذا كانت هناك خيارات مُسرَّعة متاحة لتلبية المتطلبات العاجلة
كما يوصي خبراء القطاع، قم بإبلاغ الجدول الزمني والميزانية المحددة مبكرًا. وتأكد من أن شركة التصنيع قادرة على التكيّف مع جدولك الزمني وتقديم تقديرات دقيقة للتكاليف قبل الالتزام بإقامة شراكة.
معايير إدارة المشاريع والاتصال
حتى الشركات المُصنِّعة ذات الكفاءة الفنية العالية قد تُخيّب الآمال إذا افتقرت إلى مهارات قوية في إدارة المشاريع. قيّم كيفية تعامل الشركاء المحتملين مع تجربة العميل:
- مديرو مشاريع مخصصون: نقطة اتصال واحدة تفهم مشروعك وتقدّم تحديثاتٍ في الوقت المناسب
- التواصل الاستباقي: هل يتواصلون معك تلقائيًّا بتقارير الحالة، أم أنك دائمًا من يطلب المعلومات؟
- معالجة طلبات التعديل: ما مدى كفاءتهم في تنفيذ التعديلات التصميمية أثناء مرحلة الإنتاج؟
- جودة الوثائق: هل يمكنهم تزويدك بشهادات المواد، وتقارير الفحص، وشهادات المطابقة المطلوبة في قطاعك؟
وفقًا لـ خبراء اختيار شركات التصنيع أفضل المورِّدين يظهرون نهجًا يركّز على العميل، مع اتصالٍ سريع الاستجابة واستعدادٍ للذهاب إلى أبعد الحدود. وعليك الانتباه أثناء مرحلة تقديم العروض السعرية: هل يستجيبون بسرعة؟ وهل يخصصون الوقت الكافي لفهم متطلباتك بالكامل؟
اتخاذ قرار الشراء النهائي
وبجمع كل ما سبق معًا، إليك قائمة تقييم شاملة:
| معايير التقييم | ما يجب التحقق منه | لماذا يهم ذلك؟ |
|---|---|---|
| شهادات الجودة | الامتثال لمعايير ISO 9001 وIATF 16949 ورمز اللحام المعدني الرقائقي AWS D9.1 | يكفل وجود أنظمة جودة موثَّقة وموظفين مدربين |
| القدرات التقنية | قائمة المعدات، والخبرة في التعامل مع المواد، والطاقة الإنتاجية | يؤكّد القدرة على تنفيذ متطلباتك المحددة |
| سرعة النموذج الأولي | أوقات التسليم الأولية للعينات والقطع الأولى | تؤثر على جدول تطوير منتجك ووقت طرحه في السوق |
| دعم DFM | الموارد الهندسية وجودة الملاحظات التصميمية | يمنع حدوث عمليات إعادة تصميم مكلفة ومشاكل تصنيعية |
| الاتصال | الاستجابة، ومنهجية إدارة المشاريع | يحدد جودة العلاقة التشغيلية اليومية |
| خبرة في الصناعة | محفظة مشاريع مماثلة، ومراجع العملاء | يقلل من منحنى التعلُّم والمخاطر المرتبطة بمشروعك |
تذكَّر أن اختيار شريك في مجال التصنيع يمثل قرارًا استراتيجيًّا يؤثر على جودة منتجك، وجداول تطويره، وبشكلٍ نهائيٍّ على مكانتك التنافسية. خذ وقتك الكافي لتقييم الخيارات بدقة، واطلب أجزاء عيِّنة عند الإمكان، وتحقق من الشهادات قبل الالتزام بإنتاج الكميات الكاملة.
الشريك المناسب لا يقدِّم المعدات فحسب، بل يساهم أيضًا بالخبرة الفنية، وقدرات حل المشكلات، والاستثمار الحقيقي في نجاحك. سواء كنت بحاجة إلى مكونات سيارات دقيقة تتوافق مع معايير IATF 16949 أو إلى غلاف مخصص لمعدات صناعية، فإن مواءمة متطلباتك مع نقاط القوة المثبتة لدى شركة التصنيع تُشكِّل الأساس لتعاون ناجح ونتائج استثنائية.
أسئلة شائعة حول شركات التخصص في لحام الصفائح المعدنية
1. ما هي العمليات الخمس في معالجة المعادن المسطحة؟
العمليات الخمس الأساسية على صفائح المعدن هي القص، والقطع، والثقب، والثني، والسحب. ويجمع المصنعون المتخصصون في صفائح المعدن بين هذه العمليات وتقنيات اللحام مثل لحام القوس المعدني المحمي بالغاز (MIG)، ولحام القوس التنغستيني المحمي بالغاز (TIG)، ولحام النقطة لإنتاج تجميعات كاملة. وتشمل العمليات الإضافية النقش، والثقب الدقيق، والتشذيب، والتي تساعد في إنتاج مكونات معقدة تُستخدم في التطبيقات automotive والصناعية والمعمارية.
2. كم تكلفة تصنيع الصفائح المعدنية حسب الطلب؟
تتراوح تكلفة التصنيع المخصص لصفائح المعدن عادةً بين ٤١٨ دولارًا أمريكيًّا و٣٠١٨ دولارًا أمريكيًّا، بمتوسط يبلغ حوالي ١٥٨١ دولارًا أمريكيًّا لكل مشروع. وتتراوح التكاليف بين ٤ دولارات أمريكية و٤٨ دولارًا أمريكيًّا لكل قدم مربع، وذلك حسب نوع المادة وسمكها ودرجة تعقيدها ومستوى التخصيص. كما تؤثر عوامل أخرى مثل متطلبات شهادة IATF ١٦٩٤٩، ودقة التحملات، وكميات الإنتاج على السعر النهائي. ونوصي بطلب عروض أسعار من مصنّعين معتمدين مثل شركة شاو يي لتكنولوجيا المعادن للحصول على تقديرات دقيقة.
3. ما هو أعلى عامل في مجال الصفائح المعدنية أجراً؟
يحقق مشرفو صفائح المعدن أعلى الرواتب، التي تتراوح بين ٥٧٬٠٠٠ دولار أمريكي و٧٧٬٠٠٠ دولار أمريكي سنويًّا. ويأتي حرّاس الصفائح المعدنية المُتمرسون في المرتبة التالية برواتب تتراوح بين ٥١٬٠٠٠ دولار أمريكي و٦٤٬٥٠٠ دولار أمريكي، بينما يتقاضى الفنيون رواتب تتراوح بين ٤٣٬٥٠٠ دولار أمريكي و٦١٬٠٠٠ دولار أمريكي. أما لحامو التخصص الذين يعملون بتقنية اللحام بالقوس المغلف بالغاز الخامل (TIG) على مكونات الطيران أو المكونات الطبية، فيحصلون غالبًا على أجور مرتفعة نظير المهارات الدقيقة المطلوبة في هذه التطبيقات.
٤. ما طريقة اللحام الأنسب للصفائح المعدنية الرقيقة؟
يُعتبر لحام TIG أفضل طريقة لصفائح المعدن الرقيقة بسبب التحكم الدقيق في الحرارة والتشوه الأدنى الناتج عنها. أما في بيئات الإنتاج، فإن لحام MIG باستخدام أسلاك ذات أقطار صغيرة (من ٠٫٠٢٣ إلى ٠٫٠٣٠ إنش) وخلطات الغاز الواقي المناسبة يُعطي نتائج فعّالة. وتمنع هاتان الطريقتان اختراق الحرارة عند دمجهما مع تقنيات مثل اللحام المتقطع (stitch welding)، واللحام العكسي (back-stepping)، واستخدام مواد امتصاص الحرارة (heat sinks) أو قضبان النحاس الداعمة.
5. ما هي الشهادات التي يجب أن يمتلكها شريك تشكيل الصفائح المعدنية؟
ابحث عن شهادة ISO 9001:2015 باعتبارها المعيار الجوهري للجودة، بالإضافة إلى شهادة IATF 16949 الخاصة بالتطبيقات automotive. ويضمن الامتثال لمعيار AWS D9.1 الخاص بلحام صفائح المعادن توافر كوادر مؤهلة. أما بالنسبة للأعمال aerospace، فتُعد شهادة AS9100 أمرًا جوهريًّا. وتؤكد هذه الشهادات وجود أنظمة جودة موثَّقة، وعمليات متسقة، ومنع حدوث العيوب—وهي عوامل حاسمة عند اختيار الشركاء لتوريد المكونات الدقيقة.