 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

فهم شركات تصنيع الألواح المعدنية الدقيقة: المفاهيم الأساسية

ما المقصود فعليًّا بتصنيع الصفائح المعدنية الدقيقة
عندما تسمع مصطلح " تصنيع دقيق للصفائح المعدنية ، ما الذي يخطر ببالك؟ إذا كنت تتصور أي ورشة لمعالجة المعادن مزودة بأدوات قطع ومعدات لحام، فأنت ترى فقط جزءًا من الصورة. فشركات تصنيع الصفائح المعدنية الدقيقة تعمل في مستوى مختلف تمامًا — حيث تُحدَّد النجاحات أو الإخفاقات بواسطة قياسات دقيقة جدًّا لا تُرى بالعين المجردة.
إذن ما الذي يجعل عملية التصنيع «دقيقة» بالفعل؟ الأمر يعود إلى عاملٍ حاسمٍ واحدٍ: التحملات (Tolerances). فبينما يعمل التصنيع المعدني القياسي ضمن تحملات تتراوح بين ±1⁄16 بوصة و±1⁄8 بوصة (أي ما يعادل تقريبًا ±1.6 مم إلى ±3.2 مم)، فإن التصنيع الدقيق للصفائح المعدنية يتطلب دقة تتراوح بين ±0.005 بوصة و±0.010 بوصة (أي ±0.13 مم إلى ±0.25 مم). وهذه فروقٌ يكاد يتعذَّر رؤيتها بالعين المجردة — لكنها قد تُحدث فرقًا جوهريًّا في التطبيقات الحرجة.
تتراوح التحملات الدقيقة في تصنيع الصفائح المعدنية عادةً بين ±0.005 بوصة و±0.010 بوصة (أي ما يعادل ±0.13 مم إلى ±0.25 مم)، أي ما يصل إلى ١٠ أضعاف الضيق مقارنةً بالتحملات القياسية لعمليات التصنيع التي تتراوح بين ±1/16 بوصة و±1/8 بوصة.
ما الذي يميز التصنيع الدقيق عن التصنيع القياسي
تصوَّر تجميع جهاز طبي معقَّد يتعيَّن أن تنضم مكوناته معًا دون أي فراغات على الإطلاق. فستؤدي التحملات القياسية لعمليات التصنيع البالغة ±1/8 بوصة إلى جعل الجهاز غير قابلٍ للاستخدام تمامًا. وهذا هو السبب بالضبط الذي يجعل الدقة في تصنيع الصفائح المعدنية ذات أهميةٍ بالغةٍ في القطاعات الصعبة والمتطلِّبة.
وتتجاوز أهمية الدقة في تصنيع الصفائح المعدنية مجرد الالتزام بتحمُّلات ضيِّقة فحسب. فالشركات المتخصِّصة في تصنيع الصفائح المعدنية بدقةٍ تتميَّز من خلال:
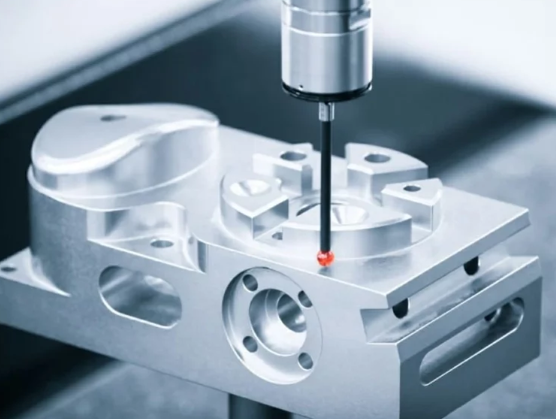
- المعدات المتقدمة: أنظمة قطع الليزر الأليفي، وآلات الثني الرقمية التحكمية (CNC) الروبوتية المزوَّدة بأنظمة قياس الزوايا، ومحطات اللحام الآلية التي تحل محل الأدوات اليدوية القياسية
- أنظمة الجودة المتطوِّرة: أجهزة قياس الإحداثيات (CMM)، وأجهزة المقارنة البصرية، وأنظمة القياس بالليزر التي تضمن دقةً ثابتةً ومستمرةً
- خبرة المواد: فهم عميق لكيفية تصرف السبائك المختلفة أثناء المعالجة، بما في ذلك حسابات الانحناء العكسي واعتبارات اتجاه الحبيبات
- مستندات كاملة: إمكانية التتبع الكامل، والتحكم الإحصائي في العمليات، وفحص القطعة الأولى لدعم الصناعات الخاضعة للتنظيم
ورش التصنيع القياسية لا تستطيع ببساطة محاكاة هذه القدرات. فالأدوات متعددة الأغراض والأساليب الأساسية للفحص التي تستخدمها كافيةٌ لإنشاء الهياكل الإنشائية أو الأغطية البسيطة، لكنها تفشل عندما يؤثر الدقة الأبعادية مباشرةً على أداء المنتج أو سلامته.
فهم متطلبات التسامح في معالجة المعادن
إليك أمرًا يكتشفه العديد من المهندسين بالطريقة الصعبة: إن برامج التصميم بمساعدة الحاسوب مثل SolidWorks تُعيّن افتراضيًّا تسامحات التشغيل الآلي، وهي أضيق بكثيرٍ مما تحققه عمليات تصنيع الصفائح المعدنية عادةً. ووفقًا لخبراء الصناعة في شركة Herold Precision Metals، فإن هذا التناقض يؤدي غالبًا إلى هندسة مفرطة وتكاليف غير ضرورية.
لماذا يهم هذا؟ لأن صفائح المعدن تتصرف بشكل مختلف عن الأجزاء الصلبة المصنوعة بالآلات. والمواد الأقل سماكة تكون أكثر عرضةً للتغيرات أثناء عملية التشكيل. ويؤدي الثني إلى انتفاخ طفيف بالقرب من خطوط الطي. كما أن تعدد الثنيات المتقاطعة يؤدي إلى تشوهات أكثر وضوحًا. بل حتى الفتحات الموضعية القريبة من خطوط الطي يمكن أن تؤثر في الشكل المحلي.
تتعامل عمليات تصنيع صفائح المعادن الدقيقة مع هذه التحديات من خلال الحسابات التجريبية، ومعالجة النماذج الأولية، والتعديلات الدقيقة — وليس فقط البرمجة. ويمكن لعملية ثني دقيقة نموذجية أن تحقق دقة في الارتفاع بمقدار ±٠٫٢٥ مم، ودقة في الطول بعد الثني بمقدار ±٠٫٥ مم عند تطبيق التقنيات المناسبة.
النتيجة النهائية؟ إن شركات تصنيع أجزاء الصفائح المعدنية الدقيقة تستثمر استثماراتٍ كبيرةً في المعدات والتدريب ونظم الجودة المصممة خصيصًا للتغلب على التحديات الجوهرية المرتبطة بالعمل مع صفائح معدنية رقيقة. وينعكس هذا الاستثمار مباشرةً في مكونات تتناسب تمامًا، وتؤدي وظائفها بموثوقيةٍ عالية، وتلبّي المتطلبات الصارمة لتطبيقات الطيران والفضاء، والقطاع الطبي، والإلكترونيات، وغيرها من المجالات ذات المتطلبات العالية.

العمليات الأساسية التي تُعرِّف التصنيع الدقيق
والآن وبعد أن فهمتم ما يجعل عملية التصنيع «دقيقة»، فمن المرجح أنكم تتساءلون: كيف تحقِّق هذه الشركات مثل هذه التحملات الضيقة فعليًّا؟ والجواب يكمن في العمليات المتخصصة — والتي تخضع كلٌّ منها للرقابة الدقيقة لتحقيق نتائج متسقة ودقيقة. ولنلقِ نظرةً تفصيليةً على التقنيات الأساسية التي يعتمدها كل مُصنِّع دقيق لصفائح المعادن.
على عكس المتاجر القياسية التي قد تدرج هذه العمليات على مواقعها الإلكترونية دون شرح، فإن فهم كيفية عمل كل طريقة يساعدك في اتخاذ قرارات أكثر ذكاءً بشأن مشاريع التصنيع الخاصة بك. وإليك ما يجب أن تعرفه:
- قطع الليزر: يستخدم شعاع ليزر مركّز لذوبان أو تبخير المادة مع تحملات دقيقة تصل إلى ±٠٫١ مم إلى ±٠٫١٥ مم — وهي مثالية للتصاميم المعقدة والمواد السميكة حتى ٢٥ مم
- ثقب CNC: أدوات موجهة بواسطة الحاسوب تضغط عبر صفائح المعدن لإنشاء ثقوب وأشكال دقيقة بتحمل تقريبي قدره ±٠٫٢ مم — وهي الأنسب للأنماط المتكررة في المواد الأقل سماكة
- الثني الدقيق: آلات الثني بالتحكم العددي (CNC) المزودة بأجهزة استشعار مدمجة تُشكّل الزوايا ضمن مدى ±٠٫٥° إلى ±١° مع تحملات طولية قدرها ±٠٫٢٠ مم لكل ثنية
- اللحام الدقيق: عمليات وصل خاضعة للرقابة تشمل اللحام بتقنية القوس الكهربائي المحمي بالغاز الخامل (TIG)، واللحام بتقنية القوس الكهربائي المحمي بالغاز النشط (MIG)، واللحام الآلي، والتي تحافظ على الدقة البُعدية أثناء إنشاء وصلات قوية ونظيفة
لكل عملية مزاياها المميزة. وتعرف شركة تصنيع صفائح المعادن الدقيقة الماهرة تمامًا متى يجب تطبيق كل تقنية — والأهم من ذلك، كيفية ترتيب هذه التقنيات بشكل متسلسل لتحقيق أفضل النتائج.
شرح قص الليزر وال punching باستخدام CNC
تصوَّر أنك بحاجةٍ إلى قص دعامة هوائية فضائية معقدة ذات حواف منحنية وثقوب تتطلب تحملًا دقيقًا جدًّا. فأي طريقة ينبغي أن تختارها؟ والجواب يعتمد على عدة عوامل يُقيِّمها مقدِّمو خدمات تصنيع صفائح المعادن الدقيقة في كل مشروع.
ووفقًا لمتخصصي القطاع، فإن قص الليزر يتميَّز بأداءٍ استثنائي في معالجة الملامح المعقدة والمواد السميكة. ويمكن لليزر الليفي قص الفولاذ اللين بسماكة تصل إلى ٢٥ مم مع الحفاظ على التحملات الدقيقة التي تتراوح بين ±٠٫١ مم و±٠٫١٥ مم. وهذه العملية غير التماسكية تُنتج قصوصًا ناعمة ودقيقة دون أي آثار لأدوات القطع — ما يلغي الحاجة إلى عمليات التشطيب الثانوية في العديد من التطبيقات. ولذلك يُعد قص الليزر الخيار المفضَّل لمكونات قطاعات الطيران والفضاء والصناعات الطبية والصيدلانية، حيث تكتسب جودة الحواف أهمية بالغة.
من ناحية أخرى، تهيمن عملية الثقب باستخدام الحاسب الآلي (CNC) عندما تحتاج إلى أشكال متكررة وبسرعة عالية. ففي حالة الثقوب المكثفة في المواد الرقيقة — مثل الصلب اللين بسماكة تصل إلى ٣ مم أو الألومنيوم بسماكة تصل إلى ٦ مم — تعمل آلات الثقب بشكل أسرع بكثير من الليزر. وهناك ميزة حاسمة إضافية: إن عملية الثقب لا تتضمن حرارةً على الإطلاق. وهذا يحافظ على استواء المادة ويتجنب مناطق التأثر الحراري (HAZ) التي قد تُسبِّب مشاكل أثناء عمليات الطي اللاحقة.
غالبًا ما تجمع خدمات تصنيع صفائح المعادن ذات التموضع عالي الدقة بين هاتين التقنيتين معًا: حيث تقوم قصّات الليزر بالتعامل مع الملامح الخارجية المعقدة والتفاصيل الدقيقة، بينما تُنتج آلات الثقب باستخدام الحاسب الآلي (CNC) بسرعةٍ كبيرةٍ صفوفًا من الثقوب أو الشقوق القياسية. ويعمل هذا النهج الهجين على تحقيق أقصى درجات الدقة والكفاءة معًا.
تقنيات الطي واللحام عالية الدقة
إليك أمرٌ يفاجئ العديد من المهندسين: لا يمكن عادةً تحقيق زاوية حقيقية مقدارها ٩٠° في ثني الصفائح المعدنية. فالزوايا دائمًا ما تكون ذات نصف قطر، وتتجه المواد تلقائيًّا نحو شكلها الأصلي قليلًا بعد التشكيل بسبب ظاهرة الارتداد المرن (Springback). وإدارة هذه الحقائق هي بالضبط المكان الذي تبرز فيه خبرة الثني الدقيقة حقًّا.
يُبلغ الصانعون الخبراء أن مقدار الارتداد المرن يبلغ عمومًا ١–٢°. وتقوم آلات الثني الرقمية التحكمية (CNC) الحديثة المزودة بأجهزة استشعار مدمجة بتعويض التغيرات في خصائص المادة تلقائيًّا، مما يضمن إنتاجًا متسقًّا. وتحسب هذه الآلات معامل K (K-factor) لكل تركيبة من المادة والسمك، وتتنبَّأ بدقة بالمقدار اللازم للثني الزائد لتحقيق الزاوية المستهدفة.
تشمل العوامل الحرجة في الثني الدقيق ما يلي:
- اتساق نصف قطر الثني: الحفاظ على تساوي جميع الثنيات في القطعة الواحدة يبسِّط إعداد الأدوات بشكل كبير ويقلل التكلفة، مع تحسين الدقة في الوقت نفسه
- المسافة بين العنصر والثنية: الثقوب أو الفتحات الموضعية بالقرب الشديد من المنحنيات قد تتشوه بسبب الإجهادات المركزة— ويعرف الصانعون ذوو الخبرة إرشادات المسافة الدنيا.
- تخطيط تسلسل الثني: تتطلب الأجزاء المعقدة ذات المنحنيات المتعددة ترتيبًا دقيقًا لتجنب التداخل مع أدوات التصنيع.
- الوعي بحالة المادة: يمكن أن تؤدي مناطق التأثير الحراري الناتجة عن قطع الليزر إلى أشكال غير متسقة أو تشققات أثناء عملية الثني إذا لم تُدار بشكلٍ سليم.
يُكمِل اللحام الدقيق صورة التصنيع. سواءً أكانت عملية اللحام باستخدام قوس التنغستن المحمي بالغاز (TIG) للمفاصل الحرجة التي تتطلب أقصى درجات التحكم، أو لحام القوس المعدني المحمي بالغاز (MIG) لتحقيق كفاءة إنتاجية أعلى، أو اللحام الروبوتي للحفاظ على الاتساق في الكميات الكبيرة، فإن الهدف يبقى نفسه: وصل المكونات دون تشويه الدقة التي تحققت في العمليات السابقة.
يتطلب تصنيع صفائح معدنية بدقة عالية فهم العمال المُلحِّين لإدارة الحرارة. فتصميم التثبيتات، وتسلسل اللحام التمهيدي، والتحكم في كمية الحرارة المُدخلة، كلُّها عوامل تمنع التشوه الذي قد يجعل الأجزاء المقطوعة والمثنيَّة بدقة غير قابلة للاستخدام. وهنا بالضبط يتقاطع خبراء تصنيع الصفائح المعدنية بدقة مع خبراء التشغيل الآلي— حيث تحافظ التثبيتات المصنوعة آليًّا على الأجزاء في مواضعها الدقيقة أثناء إجراء عملية اللحام.
إن المعدات المستخدمة في تصنيع الصفائح المعدنية بدقة، والتي تستثمرها الشركة، تُظهر الكثير عن قدراتها. فالليزر الليفي الحديث، وآلات الثني الهيدروليكية ذات المحركات servo الكهربائية المزودة بقياس زوايا فوري، وخلايا اللحام الروبوتية، تمثِّل أحدث ما وصلت إليه التكنولوجيا في هذا المجال. لكن المعدات وحدها لا تكفي— فالخبرة اللازمة لبرمجة هذه الأنظمة وتشغيلها وصيانتها هي التي تحدِّد ما إذا كانت ستوفر نتائج دقيقة أم مجرد أداء متوسِّط باهظ التكلفة.
إن فهم هذه العمليات الأساسية يُعدّك لإجراء محادثاتٍ ذات معنى مع شركاء التصنيع المحتملين. وستعرف الأسئلة المناسبة التي يجب طرحها، كما ستتمكن من التعرُّف على الشركة التي تمتلك حقًّا الفهم الكافي لكيفية تحقيق الدقة المطلوبة لمشروعك.
التطبيقات الصناعية ومتطلباتها الفريدة من حيث الدقة
إليك أمرًا يفاجئ العديد من المشترين: فالتسامح (أو الهامش المسموح به) الذي يعمل بشكل مثالي في أجهزة الإلكترونيات الاستهلاكية قد يتسبب في فشل كارثي في الطائرات. و صناعة تصنيع صفائح المعادن بدقة لا تتبع معايير عامة تنطبق على جميع القطاعات. بل إن كل قطاع يفرض متطلباتٍ مختلفة جدًّا، وفهم هذه الاختلافات يساعدك في تحديد الشركات المصنِّعة القادرة فعليًّا على تلبية احتياجاتك.
ولماذا يكتسب هذا الأمر أهميةً بالغة؟ لأن اختيار شركة متخصصة في تصنيع صفائح المعادن بدقة دون فهم المتطلبات الخاصة بكل قطاع يشبه توظيف كهربائي متخصص في المنازل لأعمال أنظمة الطاقة الصناعية. فقد يمتلك المهارات، لكنها ليست المهارات المناسبة لتطبيقك.
الجدول أدناه يوضح ماهية تصنيع صفائح المعدن عالية الدقة عبر القطاعات الصناعية الرئيسية:
| الصناعة | الدقة النموذجية | الشهادات الرئيسية | عوامل الجودة الحرجة |
|---|---|---|---|
| الفضاء | ±0.005" إلى ±0.010" | إيه إس 9100، آي تي إيه آر، نادكاب | إمكانية التتبع، وشهادات المواد، ومقاومة التعب |
| الأجهزة الطبية | ±0.005" إلى ±0.015" | ISO 13485، تسجيل لدى إدارة الأغذية والعقاقير (FDA) | التوافق الحيوي، والتوافق مع عمليات التعقيم، ونوعية التشطيب السطحي |
| سيارات | ±0.010" إلى ±0.020" | IATF 16949، ISO 9001:2015 | إعادة الإنتاج بدقة، واختبار المتانة، وتوثيق إجراءات التأهيل الأولي للإنتاج (PPAP) |
| الإلكترونيات | ±0.005" إلى ±0.015" | معيار ISO 9001:2015، ومعايير IPC | حجب التداخل الكهرومغناطيسي/الراديوئي (EMI/RFI)، وإدارة الحرارة، وملاءمة التركيب الدقيقة |
فلنستعرض بشكل أعمق ما تعنيه هذه المتطلبات فعليًّا لمشاريعكم.
متطلبات قطاعي الطيران وال Devices الطبية
يُعَد تصنيع صفائح المعدن عالية الدقة في قطاع الطيران ذروة متطلبات التصنيع. فعندما تطير المكونات على ارتفاع ٣٠٬٠٠٠ قدم أو تدعم إجراءات طبية حاسمة في إنقاذ الحياة، فلا توجد هامشٌ على الإطلاق للخطأ.
في تطبيقات الطيران، شهادة AS9100 ليست اختيارية — بل هي التوقع الأساسي. ويُعد هذا المعيار الخاص بإدارة الجودة في قطاع الفضاء والطيران تطويرًا لمعيار ISO 9001:2015، مع إضافته لمتطلبات صارمة تتعلق بسلامة المنتج ومنع الأجزاء المزيفة وإدارة التكوين. أما بالنسبة للمشاريع المرتبطة بالدفاع، فإن شهادة ITAR (لوائح التجارة الدولية في المواد العسكرية) تضمن التعامل السليم مع البيانات التقنية الخاضعة للرقابة.
ما الذي يجعل التصنيع الفضائي والطائري بهذا القدر من الصعوبة؟ فكّر في العوامل التالية:
- إمكانية تتبع المواد بالكامل: يجب أن يُمكن تتبع كل قطعة معدنية حتى شهادة المصهر الأصلية التي صدرت عنها
- متطلبات فحص القطعة الأولى: توثيق شامل يثبت أن كل بعد من أبعاد القطعة يتطابق مع المواصفات المحددة قبل بدء الإنتاج
- اعتبارات التعب والإجهاد: يجب أن تتحمل القطع دورات تحميل متكررة على مدى عقود من الخدمة
- تحسين الوزن: كل غرامٍ له أهميته، ما يدفع التصاميم نحو استخدام مواد أرق وذات تحملات أدق
تصنيع الأجهزة الطبية يطرح تحدياتٍ صارمةٍ على حدٍّ سواء، لكنها تختلف عن غيرها. ووفقًا لمتخصصي الصناعة في شركة بروتوتيك (Prototek)، يجب أن تفي أجزاء التصنيع الدقيق للمعادن الورقية ذات الدرجة الطبية باشتراطات صارمة تتعلق بالتوافق الحيوي؛ إذ لا يجوز أن تُحفِّز المواد استجابات مناعية أو تُسبِّب التهابًا عند ملامستها للجسم.
يكتسب التشطيب السطحي أهميةً قصوى في التطبيقات الطبية. ويجب أن تكون المكونات المصنَّعة ناعمةً بما يكفي لتنظيفها بكفاءة، مما يمنع استيطان البكتيريا. وتتميَّز درجات الفولاذ المقاوم للصدأ 304 و316L في مجال التصنيع الطبي لأنها تقاوم التآكل الناتج عن عمليات التعقيم المتكررة بالحرارة العالية (التعقيم التلقائي) والعوامل التنظيفية القوية. وغالبًا ما تحافظ الشركات التي تخدم هذا القطاع في أسواق التصنيع الدقيق للمعادن الورقية في تكساس وفلوريدا على شهادة ISO 13485 خصيصًا لإدارة جودة الأجهزة الطبية.
معايير الدقة في قطاعي السيارات والإلكترونيات
تُمثل التطبيقات automotive توازنًا مثيرًا للاهتمام: فالمقاييس المسموح بها تكون أقل دقة قليلًا مقارنةً بالتطبيقات الفضائية، لكن أحجام الإنتاج تكون أعلى بكثيرٍ من حيث الترتيب الأسي. ويستلزم هذا المزيج شركات متخصصة في تصنيع أجزاء الصفائح المعدنية بدقة عالية، وتتميّز بقابلية تكرار قوية والتحكم الإحصائي في العمليات.
إن شهادة IATF 16949 — وهي معيار إدارة الجودة الخاص بصناعة السيارات — تُركّز على الوقاية من العيوب بدلًا من اكتشافها. ويجب على الشركات المصنِّعة أن تُثبت مؤشرات القدرة (Cpk) التي تؤكّد أن عملياتها تُنتج أجزاءً ضمن المواصفات المطلوبة باستمرار. كما توفر وثائق عملية موافقة أجزاء الإنتاج (PPAP) للعملاء ضمانًا بأن جودة الإنتاج الضخم ستكون مماثلةً لجودة النموذج الأولي.
وبالنسبة لمكونات الهيكل، وأقواس نظام التعليق، والعناصر الإنشائية، فإن الاختبارات الخاصة بالمتانة تضيف طبقةً إضافيةً من التحقق والتأكيـد. ويجب أن تتحمّل أجزاء تصنيع الصفائح المعدنية بدقة في التطبيقات automotive سنواتٍ عديدةً من الاهتزازات، والتقلبات الحرارية، والتعرّض لمحلول ملح الطرق دون أن تفشل.
يركّز تصنيع الإلكترونيات على أولويات مختلفة. يجب أن توفر الأغلفة والهياكل حماية من التداخل الكهرومغناطيسي (EMI) مع الحفاظ على أبعاد دقيقة لتثبيت المكونات. فحتى ثقب تثبيتٍ يقع على بعد ٠٫٥ مم فقط عن موضعه المطلوب قد يمنع تركيب لوحة الدوائر أو يُحدث اختناقات في خط التجميع.
وتضيف إدارة الحرارة تعقيدًا إلى تطبيقات الإلكترونيات. فغالبًا ما تُحدِّد متطلبات تبديد الحرارة خيارات المواد — إذ تجعل التوصيل الحراري الممتاز للألومنيوم منه الخيار المفضَّل لأغلفة الإلكترونيات. لكن سلوك الألومنيوم في الانحناء العائد (Springback) يختلف عن الفولاذ، ما يتطلب من الشركات المصنِّعة خبرةً متخصصةً في التعامل مع هذه المادة بالذات.
كما أن قطاع الإلكترونيات يتطلّب الكمال الجمالي. فالمنتجات الموجَّهة للمستهلكين تتطلّب تشطيبات سطحية خالية تمامًا من العيوب، وطلاءً كهروستاتيكيًّا متناسقًا، ومحاذاةً دقيقةً لأنماط التهوية. وهذه المجموعة من الدقة الوظيفية والجودة الجمالية هي ما يميِّز الشركات المصنِّعة القادرة حقًّا عن تلك التي تدّعي ببساطة امتلاك خبرة في مجال الإلكترونيات.
يساعدك فهم هذه المتطلبات الخاصة بالصناعة على تقييم شركاء التصنيع المحتملين بشكل أكثر فعالية. فقد تواجه شركةٌ متفوّقة في إنتاج المركبات ذاتية القيادة صعوباتٍ في الوفاء بمتطلبات التوثيق الخاصة بالصناعات الجوية والفضائية. كما قد يفتقر متخصص الأجهزة الطبية إلى القدرات الإنتاجية العالية التي تتطلبها مشاريع قطاع السيارات. وينعكس توافق متطلبات مشروعك الصناعي مع الخبرة المُثبتة لمُصنِّع ما تأثيرًا كبيرًا في رفع فرص نجاحك.
كيفية تقييم شركات تصنيع صفائح المعادن الدقيقة
لقد حددت متطلبات دقة مشروعك وفهمت العمليات التي تحتاجها. والآن تأتي المرحلة الصعبة: كيف تختار بالفعل الشركة المناسبة لتصنيع صفائح المعادن الدقيقة من بين عشرات الخيارات المتاحة؟ وهنا بالضبط يواجه معظم المشترين صعوباتٍ جمّة— وبهذا الاختيار الخاطئ تتكبّد خسائر مالية حقيقية.
المشكلة؟ تبدو مواقع معظم مصنّعي المعدن المسطّح متشابهةً بشكلٍ ملحوظ. فجميعهم يدّعون «الجودة» و«الدقة». لكن تحت هذه المصطلحات التسويقية، تتفاوت القدرات تفاوتًا كبيرًا. وإليك منهجيةً منهجيةً لتمييز مصنّعي المعدن المسطّح الدقيق ذوي الكفاءة الفعلية عن أولئك الذين لا يتقنون سوى الحديث الجذّاب.
- التحقق من الشهادات ذات الصلة — لا تكتفِ بالتأكد من حصول المُصنِّع على شهاداتٍ معينة، بل تأكَّد من أن هذه الشهادات تتوافق مع متطلبات قطاعك الصناعي
- تقييم إمكانيات المعدات — تلعب الآلات الحديثة دورًا مهمًّا، لكن خبرة المشغِّلين وبرامج الصيانة تكتسب أهميةً أكبر
- تقييم نظم ضبط الجودة — ابحث وراء معدات الفحص إلى الإجراءات الموثَّقة وممارسات إمكانية التتبُّع
- مراجعة قدرات تسليم الطلبيات في الوقت المحدَّد — افهم كلاً من أوقات التسليم القياسية وخيارات التسريع المتاحة لتلبية جداول إنتاجك
- فحص دعم الهندسة — خبرة شركة DFM يمكن أن توفر آلاف الدولارات في تحسين التصميم قبل بدء الإنتاج
- تحقق من مراجع العملاء — تحدث مع عملاء في قطاعات صناعية مشابهة حول تجاربهم الواقعية
دعنا نُحلِّل كلًّا من هذه المعايير بالتفصيل كي تعرف بالضبط الأسئلة التي يجب أن تطرحها.
الشهادات الأساسية التي يجب الانتباه إليها
الشهادات ليست مجرد أحرف مكتوبة على الحائط— بل هي عوامل تقليل المخاطر التي تثبت انضباط العملية الفعلي . وفهم المتطلبات الفعلية لكل شهادة يساعدك في تقييم ما إذا كانت شركة تصنيع أجزاء معدنية دقيقة من الصفائح المعدنية قادرة فعلاً على تلبية احتياجاتك.
ISO 9001:2015 تشكّل الشهادة أساس أنظمة إدارة الجودة. ووفقاً لخبراء الصناعة في شركة Northstar Metal Products، فإن هذه الشهادة تدلّ على أن الشركة قد نفّذت نظام جودة فعّالاً تتضمّن إجراءاته الموثَّقة جميع مراحل الإنتاج — بدءاً من إدخال المنتج الجديد وانتهاءً بالفحص النهائي والشحن. كما تضع هذه الشهادة إرشادات واضحة للتحسين المستمر، وتشجّع الموظفين على ابتكار حلولٍ مبتكرة.
ما المتطلبات الفعلية لمعيار ISO 9001:2015؟ يجب على المُصنِّعين الحاصلين على شهادة اعتماد أن يحتفظوا بـ:
- إجراءات موثَّقة للتصنيع والتفتيش وإمكانية التتبع
- عمليات تدقيق داخلية وخارجية من أطراف ثالثة بشكل منتظم
- مواد خاضعة للرقابة ومُجهَّزة بأجهزة معايرة دقيقة
- سجلاً نظيفًا وواضحًا للمستندات الخاصة بكل مشروع
ITAR (الأنظمة الدولية للتجارة بالأسلحة العسكرية) تكتسب الشهادة أهميةً بالغة إذا كان مشروعك يتضمَّن تطبيقات دفاعية. فالمرافق المسجَّلة وفق نظام ITAR مؤهلةٌ للتعامل مع البيانات التقنية الخاضعة للرقابة ولتصنيع المكونات الخاصة بالنظم العسكرية. وحتى لو لم تتطلَّب طبيعة مشروعك الحالي الامتثال لمعايير ITAR، فإن التعامل مع مرافق مسجَّلة وفق هذا النظام يوفِّر مرونةً أكبر في الحصول على عقود دفاعية مستقبلية.
شهادات AWS (جمعية اللحام الأمريكية) تشير إلى الكفاءة في تقنيات اللحام. ويشير لقب «مُصنِّع لحام معتمد» (CWF) إلى أن الشركة قد أثبتت كفايتها في إنشاء الهياكل الملحومة بمستوى عالٍ من السلامة والمتانة. أما بالنسبة للمشاريع التي تتطلَّب لحامًا هيكليًّا، فإن شهادة AWS D1.1 الخاصة بالفولاذ الهيكلي توفِّر ضمانًا إضافيًّا.
تُضيف الشهادات الخاصة بالصناعة طبقةً إضافيةً من التحقق. سواء كنت بحاجة إلى شهادة IATF 16949 للقطاع automotive، أو AS9100 للقطاع aerospace، أو ISO 13485 للأجهزة الطبية، فإن مطابقة هذه الشهادات لمتطلبات صناعتك يضمن أن المُصنِّع يدرك البيئة التنظيمية التي تعمل ضمنها.
تقييم المعدات ونظم الجودة
عند قيامك بجولة في منشأة مُورِّد محتمل لخدمات تصنيع صفائح المعادن الدقيقة — أو عند مراجعة قدراته عبر الإنترنت — ما الذي ينبغي أن تبحث عنه؟ إن قوائم المعدات لا تروي سوى جزءٍ من القصة.
تشير أجهزة الليزر الليفية الحديثة، وآلات الثني الهيدروليكية ذات المحركات servo-electric، وخلايا اللحام الروبوتية إلى استثمار رأسمالي في القدرات الدقيقة. لكن اطرح أسئلةً أعمق: ما مدى تكرار معايرة المعدات؟ وما الجداول الموضوعة للصيانة الوقائية؟ ومن يقوم ببرمجة المعدات، وما مستوى خبرته؟
قد تتفوق شركة ذات مسؤولية محدودة متخصصة في تصنيع صفائح المعادن بدقة، ومزودة بمعدات قديمة يشغلها حرفيون أكفاء، على ورشة أخرى مزودة بأحدث الماكينات ولكن بمشغلين غير متمرسين. فالمزيج بين المعدات عالية الجودة، والكادر المؤهل، والإجراءات الموثَّقة هو ما يضمن الدقة المستمرة—وليس أي عاملٍ منها وحده.
وتستحق أنظمة مراقبة الجودة نفس درجة التدقيق. فآلات القياس الإحداثي (CMMs) وأجهزة المقارنة البصرية تشير إلى القدرات الفاحصة، لكن السؤال الحقيقي هو: كيف تُدمج هذه الأجهزة في سير العمل الإنتاجي؟ ابحث عن:
- إجراءات فحص القطعة الأولى: التحقق الموثَّق قبل بدء التشغيل الإنتاجي
- نقاط الفحص أثناء التشغيل: فحوصات الجودة عند المراحل الحرجة، وليس فقط عند الفحص النهائي
- التحكم الإحصائي في العمليات: مراقبة قائمة على البيانات لاكتشاف الانحرافات قبل خروج الأجزاء عن الحدود المسموح بها
- القابلية لتتبع المواد: القدرة على تتبع أي مكوِّنٍ حتى شهادات التأهيل الأصلية من المصانع المورِّدة
تتفاوت قدرات وقت الدوران بشكل كبير بين مورِّدي تصنيع صفائح المعادن الدقيقة. وغالبًا ما تتراوح أوقات التسليم القياسية بين أسبوعين وأربعة أسابيع، لكن فهم خيارات التسريع يكتسب أهميةً بالغة عند ضيق الجداول الزمنية. فبعض الشركاء المصنِّعين لصفائح المعادن الدقيقة للشركات المصنِّعة الأصلية (OEM) يمتلكون طاقة استجابة سريعة مخصصة؛ في حين أن آخرين يطلبون أتعابًا كبيرةً مقابل التسليم المُسرَّع.
وأخيرًا، قيِّم دعم الهندسة المقدَّم. هل يستطيع المصنع مراجعة تصاميمك واقتراح تحسيناتٍ عليها قبل إعداد العرض السعري؟ إن الخبرة في مجال 'التصميم من أجل القابلية للتصنيع' (DFM) تُحدِّد فرص خفض التكاليف — مثل تسلسلات ثني بديلة، أو ترتيب أمثل للقطع على اللوح المعدني (nesting)، أو استبدال المواد مع الحفاظ على الأداء مع خفض السعر. وغالبًا ما يُميِّز هذا النهج التعاوني الشركاء الحقيقيين عن المورِّدين ذوي الطابع التجاري البحت.
وباستخدام هذه معايير التقييم، يمكنك تقييم شركاء التصنيع المحتملين بثقة. والهدف ليس العثور على أرخص عرض سعر—بل هو تحديد مصنّعين دقيقين للأجزاء المعدنية المسطحة الذين تتوافق قدراتهم وشهاداتهم وأنظمتهم الخاصة بالجودة مع المتطلبات المحددة لمشروعك.
اختيار المواد لمشاريع التصنيع الدقيقة
لقد قمتَ بتقييم شركاء التصنيع وفهمت العمليات المعنية. لكن إليك سؤالاً يُربك حتى المهندسين ذوي الخبرة: أي مادة يجب أن تحددها لمشروعك الدقيق؟ والإجابة ليست مباشرةً كأن تختار المادة التي نجحت في المرة السابقة—لأن سلوك المادة يؤثر بشكل مباشر على التحملات القابلة للتحقيق، وطرق المعالجة، والتكاليف النهائية.
فكّر في الأمر بهذه الطريقة: قد تفي كلٌّ من الألومنيوم والفولاذ المقاوم للصدأ بمتطلباتك من حيث القوة، لكن سلوكهما أثناء الثني يختلف تمامًا. فالأول يعود إلى وضعه الأصلي (يَنْقُص) بقوة أكبر، بينما يتصلّب الثاني بسرعة أكبر أثناء التشكيل. وإهمال هذه الفروقات يؤدي إلى رفض القطع المصنّعة ومكالمات هاتفية محبطة مع مورِّدك لخدمات التصنيع المعدني.
الفهم خصائص المادة قبل تحديد المواصفات يساعدك على اتخاذ قرارات مستنيرة. وإليك أهم العوامل المؤثرة في تصنيع صفائح المعادن الدقيقة المخصصة:
| المادة | الخصائص الدقيقة | التطبيقات النموذجية | الاعتبارات المتعلقة بالمعالجة |
|---|---|---|---|
| الصلب غير القابل للصدأ (304/316) | استقرار أبعادي ممتاز؛ انخفاض معتدل في الانقباض الرجعي؛ إمكانية تحقيق تحملات دقيقة جدًّا | الأجهزة الطبية، وتجهيز الأغذية، والهندسة المعمارية، والتطبيقات البحرية | يتطلب تقنيات لحام متخصصة؛ ويتماسك أثناء عمليات التشكيل |
| الألومنيوم (5052/6061) | قابلية جيدة للتشكيل؛ انقباض رجعي أعلى من الفولاذ؛ مكونات دقيقة خفيفة الوزن | غلاف الإلكترونيات، والطيران والفضاء، والسيارات، ومبدلات الحرارة | حساس للحرارة؛ ماكينابلية ممتازة؛ يتطلب أدوات تشكيل مناسبة |
| الفولاذ الكربوني | سلوك قابل للتنبؤ به؛ تحملات معتدلة؛ اقتصادي من حيث التكلفة عند الإنتاج الكمي | الآلات، والبناء، والهياكل automobiles | يتطلب معالجة سطحية لحماية ضد التآكل؛ وله قابلية جيدة للحام |
| التيتانيوم | نسبة قوة إلى وزن استثنائية؛ وصعوبة في التشكيل بدقة | الفضاء الجوي، الغرسات الطبية، الدفاع | قابلية متوسطة للتشغيل الآلي؛ ويحتاج إلى أدوات متخصصة وخبرة فنية |
| نحاس/نحاس أصفر | مرونة عالية؛ وقابلية تشكيل جيدة؛ وإمكانات متوسطة للدقة | المكونات الكهربائية، والديكورات، وأنظمة السباكة | ينتج غازات لحام خطرة؛ وقد يصعب تشغيل النحاس آليًّا |
تصنيع صفائح المعادن الدقيقة بسماكات تتراوح بين ٠٫٠٠٤ و٠٫٢٥٠ بوصة يشمل معظم التطبيقات الشائعة، لكن اختيار المادة يؤثر تأثيرًا كبيرًا على ما يمكن تحقيقه ضمن هذه المدى.
اعتبارات الفولاذ المقاوم للصدأ والألومنيوم
يُهيمن الفولاذ المقاوم للصدأ على تصنيع الصفائح الدقيقة لسبب وجيه. فاستقرار أبعاده، ومقاومته للتآكل، وسلوكه المتوقع أثناء التشكيل، كلها عوامل تجعله الخيار الأول للتطبيقات الصعبة. ومع ذلك، فليس كل أنواع الفولاذ المقاوم للصدأ متساوية.
وفقًا لخبراء التصنيع الدقيق، فإن الدرجات الأوستنيتية مثل 304 و316 تُقدِّم أفضل توليفة من القابلية للتشكيل ومقاومة التآكل. ومحتوى الكربون الأقل في النوع 316L يجعله مثاليًّا للتجميعات الملحومة في التطبيقات الطبية والصيدلانية، حيث يجب تجنُّب ظاهرة التحسُّس (ترسيب كربيدات الكروم).
يتطلَّب تصنيع صفائح الفولاذ المقاوم للصدأ لتثبيت عالي الدقة فهم كيفية تصلُّب هذا المعدن أثناء التشكيل. فكل ثنية تزيد من صلادة المنطقة المتأثرة، ما قد يؤدي إلى التشقُّق إذا لم تُخطَّط العمليات اللاحقة بعناية. ويقوم المصانع المُختصة بتسلسل العمليات لتقليل آثار التصلُّب التراكمي قدر الإمكان.
تشمل الاعتبارات الرئيسية المتعلقة بالفولاذ المقاوم للصدأ ما يلي:
- بيئة التآكل: يُستخدم 304 في معظم التطبيقات الداخلية؛ أما 316 فهو ضروريٌّ عند التعرُّض للكلوريدات أو في البيئات البحرية
- متطلبات تشطيب السطح: يقبل الفولاذ المقاوم للصدأ تشطيبات مُشغَّلة بالفرشاة أو مُلمَّعة أو مُعالَجة كهربائيًّا — ويجب تحديد نوع التشطيب مُبكرًا لتجنُّب عمليات معالجة إضافية
- قابلية الحركة: يتطلب تقنيات متخصصة ومواد حشوة مناسبة للحفاظ على مقاومة التآكل
- عامل التكلفة: عادةً ما تكون تكلفته ٢–٣ أضعاف تكلفة الفولاذ الكربوني، لكنه غالبًا ما يلغي تكاليف التشطيب
يُشكِّل الألومنيوم تحديًا مختلفًا من حيث الدقة. فنسبة قوته إلى وزنه الممتازة تجعله ضروريًّا في تطبيقات الطيران والالكترونيات، لكن ارتداده الأعلى يتطلَّب تعويضًا أثناء عملية الثني. وتوصي الإرشادات الصناعية بالحفاظ على نصف قطر ثني متسق عبر جميع السمات لتبسيط أدوات التصنيع وتحسين الدقة.
أما بالنسبة لغلاف الإلكترونيات، فإن التوصيل الحراري للألومنيوم يوفِّر تبريدًا حراريًّا طبيعيًّا — وهي فائدة وظيفية لا يمكن للفولاذ المقاوم للصدأ تحقيقها. وتتولى عمليات تصنيع صفائح المعادن الدقيقة في سياتل ومقدِّمو خدمات تصنيع صفائح المعادن الدقيقة في سياتل عادةً التعامل مع الألومنيوم في قطاعي الطيران والتكنولوجيا بالمنطقة، حيث تتداخل متطلبات توفير الوزن والإدارة الحرارية.
تتطلب حساسية الألومنيوم تجاه مناطق التأثر الحراري الناتجة عن القطع بالليزر تخطيطًا دقيقًا. فإذا وقعت الثنيات بالقرب من الحواف المقطوعة، فقد تؤدي الخصائص المتغيرة للمادة إلى تشكيل غير متسق. ويقوم الصانعون المهرة إما بتعديل معاملات القطع أو بزيادة المسافات بين العناصر والثنيات للحفاظ على الدقة.
مواد متخصصة للتطبيقات الصعبة
عندما لا تفي المواد القياسية باحتياجاتك، تدخل السبائك الخاصة في دائرة النقاش. وتتطلب هذه المواد صانعين ذوي خبرة محددة — فليست كل ورش التصنيع الدقيقة قادرةً على معالجة التيتانيوم أو سبائك النيكل الغريبة بنجاح.
يكسب التيتانيوم لقبه «المعدن الرائع» بفضل نسبته الاستثنائية بين القوة والوزن ومقاومته الممتازة للتآكل. وفقًا لمتخصصي المواد فإن القدرة الفريدة للتيتانيوم على الارتباط بالعظام والأنسجة الحية تجعله لا غنى عنه في الغرسات العظمية. أما في مجال الطيران، فإن مزاياه المتعلقة بنسبة القوة إلى الوزن تبرر ارتفاع تكلفته في مكونات المحركات والعناصر الإنشائية.
ومع ذلك، فإن التوصيل الحراري المنخفض للتيتانيوم وميوله إلى التصلب أثناء التشغيل يخلقان تحديات تصنيعية كبيرة. ويجب التحكم بدقة في سرعات القطع لمنع ارتفاع درجة الحرارة. أما عمليات التشكيل فتتطلب أدوات تخصصية وغالبًا ما تُطبَّق عمليات التشكيل الساخن للأشكال الهندسية المعقدة. وهذه العوامل تؤدي عادةً إلى زيادة التكاليف بنسبة تتراوح بين ٣ إلى ٥ أضعاف مقارنةً بتكلفة تصنيع الفولاذ المقاوم للصدأ.
مواد متخصصة أخرى جديرة بالفهم:
- إنكونيل وهاستيلوي: سبائك نيكل فائقة للحرارة تُستخدم في البيئات القصوى من حيث الحرارة والتآكل؛ وهي صعبة التشغيل والتشكيل
- الفولاذ الربيع: قوة خضوع عالية للمكونات التي تتطلب مرونة؛ وتتم السيطرة على الخصائص عبر معالجة حرارية دقيقة
- فولاذ مقاوم للصدأ ثنائي الطور (Duplex Stainless Steels): دمج الخصائص الأوستنيتية والفرتيتية لتحقيق قوة محسَّنة ومقاومة أفضل لتآكل الكلوريد
- نحاس البريليوم: موصلية استثنائية وخصائص زنبركية ممتازة للتلامسات الكهربائية؛ وتتطلب معالجة حذرة نظرًا لمخاوف السمية
كما أن سماكة المادة تؤثر أيضًا على القدرات الدقيقة. فالمواد الأقل سماكة (أقل من ٠٫٠٣٠ بوصة) تكون أكثر عُرضةً للتشوّه أثناء القطع والتعامل معها. أما المواد الأكثر سماكة (أكثر من ٠٫١٢٥ بوصة) فهي تتطلب معدات ذات قدرة أعلى وقد تحدّ من نصف قطر الانحناء القابل للتحقيق. وننصحك بمناقشة متطلبات السماكة الخاصة بك مع مُصنِّعي المكونات المحتملين لضمان توافق معداتهم مع احتياجاتك.
الخلاصة؟ إن اختيار المادة لا يتعلّق فقط بالوفاء بالمتطلبات الوظيفية، بل يتعلق باختيار مواد يستطيع شريك التصنيع الخاص بك معالجتها بدقة وثبات. فالمحادثة الصريحة حول الخبرة في التعامل مع المواد غالبًا ما تكشف عن قدرات المُصنِّع الفعلية أكثر من أي شهادة أو قائمة بمعداته.
مراقبة الجودة والتفتيش في التصنيع الدقيق
لقد اخترت المادة المناسبة وانتقيت مُصنِّعًا كفؤًا. لكن السؤال الحاسم هنا هو: كيف تتأكد من أن الأجزاء المُنجزة تفي فعليًّا بمواصفاتك؟ وهنا بالضبط تكمن دقة تصنيع الصفائح المعدنية—إما أن تتحقق أو تفشل—في عمليات ضبط الجودة التي تتحقق من كل بعدٍ وسطحٍ وميزةٍ قبل شحن الأجزاء.
إن ضبط الجودة في عمليات تصنيع الصفائح المعدنية الدقيقة ليس مجرد نقطة تفتيش واحدة في نهاية الإنتاج. بل هو نظام شامل يندمج في جميع مراحل عملية التصنيع. ويساعدك فهم هذه الأنظمة على تقييم المُصنِّعين بشكل أكثر فعالية، ويضمن وصول مكوناتك الحرجة إليك تمامًا وفق المواصفات المحددة.
وفيما يلي أبرز نقاط التفتيش على الجودة خلال سير عمل تصنيع دقيق نموذجي:
- فحص المواد الداخلة: التحقق من شهادات المواد وقياسات السُمك وحالة السطح قبل بدء المعالجة
- فحص القطعة الأولى: التحقق الشامل من الأبعاد للعينات الأولية قبل المضي قدمًا في إنتاج الدفعات
- الفحص أثناء العملية: فحص الأبعاد الحرجة بعد كل عملية رئيسية — القص، التشكيل، اللحام
- التحقق من حالة السطح: قياس الخشونة والتفتيش البصري لمتطلبات المظهر
- الفحص النهائي: التحقق الكامل من الأبعاد وفقًا للرسومات قبل التغليف
- مراجعة الوثائق: التأكد من اكتمال جميع الشهادات المطلوبة والتقارير وسجلات إمكانية التتبع
يُكتشف في كل نقطة تفتيش أي مشكلات محتملة قبل أن تتضاعف لتصبح مشكلات مكلفة. فمثلاً، قد يبدو انحراف زاوية الانحناء عن الحدود المسموح بها أمراً طفيفاً — إلى أن تكتشف أنه يمنع التجميع النهائي.
طرق التفتيش التي تضمن الدقة
يبدو ذلك معقداً؟ قد يكون كذلك. لكن تقنيات التفتيش الحديثة حسّنت بشكل كبير كلاً من السرعة والدقة مقارنة بالطرق التقليدية. وبفهم ما هو متاح، يمكنك تحديد متطلبات التفتيش المناسبة لمشاريعك.
وفقاً لإرشادات التفتيش الخاصة بشركة Xometry يقدّم المصنعون عادةً عدة مستويات تفتيش:
- التفتيش القياسي: يتحقق قسم ضمان الجودة من المواد والخصائص والتشطيب وفقًا للمتطلبات؛ ويقيس الأبعاد الحرجة مثل الحجم الكلي والفتحات والأعماق—عادةً ما يصل عددها إلى ٢٠ بعدًا على الرسومات المقدمة من العميل
- فحص رسمي مع تقرير أبعادي: توثيق ١٠٠٪ من جميع الأبعاد باستخدام أدوات معايرة وفق خطط أخذ العينات الإحصائية؛ ويشمل ذلك مطابقة الرسم المشروح (المرقم)
- فحص آلة القياس بالإحداثيات: التحقق من جميع الأبعاد باستخدام آلة القياس بالإحداثيات (CMM) بدقة تصل إلى الميكرون؛ وهي ضرورية للهندسات الهندسية المعقدة
- تقرير الفحص الأولي للمقال (FAIR AS9102): توثيق يتوافق مع معايير الطيران والفضاء، ويقدّم دليلًا موضوعيًّا على فهم جميع المتطلبات الهندسية والتحقق منها
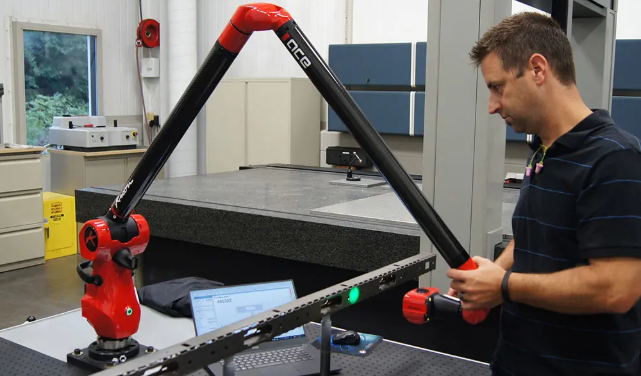
تمثل آلات القياس بالإحداثيات (CMMs) المعيار الذهبي للتحقق من الأبعاد. كما يوضح خبراء ضمان الجودة وتستخدم أجهزة قياس الإحداثيات (CMMs) مجسات لرسم أبعاد القطع مقابل النماذج الرقمية، م logaً دقةً تصل إلى الميكرون للأشكال والخصائص المعقدة. وهي ذات قيمةٍ كبيرةٍ خاصةً في قطع قطاعَي الطيران والفضاء والمنتجات الطبية، حيث يجب أن تكون عملية التحقق من التحملات لا تشوبها شكوك.
تكمل أنظمة الفحص البصري أجهزة قياس الإحداثيات (CMMs) من خلال توفير قياسٍ سريعٍ وغير تماسي. وتقيّم الكاميرات والليزر وأجهزة الاستشعار الأبعاد والمنحنيات ونوعية السطح — وهي مثالية للقطع الحساسة أو عند الحاجة إلى السرعة. أما بالنسبة للكشف عن عيوب السطح في المكونات التجميلية، فإن الطرق البصرية غالبًا ما تكتشف المشكلات التي قد تفوتها الأساليب القائمة على التلامس.
ويتم التحقق من حالة السطح باستخدام أجهزة قياس الخشونة لتحديد نسيج السطح كميًّا وفق المواصفات المحددة. ويكتسب هذا الأمر أهميةً بالغةً بالنسبة للمكونات ذات واجهات الاحتكاك — مثل التروس والخواتم المانعة للتسرب والمحامل — حيث يؤثر جودة السطح تأثيرًا مباشرًا على الأداء وطول العمر الافتراضي.
معايير الوثائق والتتبع
تخيّل أن جهازًا طبيًّا يفشل أثناء الاستخدام الميداني. فعندئذٍ يحتاج المحققون إلى تتبع ذلك المكوِّن حتى مادته الأولية، وفهم كل خطوة من خطوات معالجته، وتحديد أي أجزاء أخرى قد تأثَّرت به محتملًا. ولذلك فإن التوثيق وإمكانية التتبع ليسا مجرد إجراءات بيروقراطية زائدة عن الحاجة، بل هما جزءٌ أساسيٌّ من بنية ضمان الجودة.
توفر تقارير فحص القطعة الأولى الأساس لجودة الإنتاج. ويُعرِّف معيار AS9102 المستخدم في قطاع الطيران والفضاء ثلاث نماذج حاسمة: النموذج ١ يسجِّل معلومات القطعة وتاريخ تعديلاتها؛ والنموذج ٢ يفصِّل المواد الأولية والعمليات الخاصة ومعلومات المورِّدين؛ أما النموذج ٣ فيوثِّق نتائج الفحص لكل خاصيةٍ مع ذكر أدوات القياس المستخدمة.
تُرفق هذه التقارير برسم تخطيطي مُوسَّع (مُبالَون)، مع تعليقات مرقمة تحدد بدقة الأبعاد التي تم التحقق منها. ويتوافق كل بالون مع بيانات الفحص، مما يخلق قابلية تتبع واضحة بين الرسومات ونتائج القياسات. وهذه العلاقة الترابطية تُعد ذات قيمة كبيرة أثناء عمليات التدقيق أو عند التحقيق في القضايا المتعلقة بالجودة.
يحافظ مقدمو خدمات التصنيع ذوي الجودة العالية على الوثائق طوال عملية التصنيع:
- شهادات المواد: تقارير اختبار المصهر التي تربط المادة الخام بدلائل الحرارة المحددة والتركيبات الكيميائية
- سجلات العمليات: إعدادات الآلة، وهوية المشغل، والطوابع الزمنية لكل عملية
- سجلات المعايرة: إثبات أن معدات القياس تفي بمعايير الدقة
- تقارير عدم المطابقة: توثيق أي انحرافات والإجراءات التصحيحية المتخذة
- سجلات الفحص النهائي: بيانات الأبعاد الكاملة مع تحديد ما إذا كانت مُحقِّقة للمواصفات (ناجحة) أم لا (غير ناجحة)
تحدد خطط أخذ العينات الإحصائية عدد الأجزاء التي يجب فحصها من كل دفعة. ووفقًا لمعايير ASQC Z1.4 لعام 2008، المستوى الثاني، فإن الدفعة المكوَّنة من ٢٦ إلى ٥٠ جزءًا تتطلب عادةً فحص ٨ عيِّنات مع عدم السماح بأي رفض. أما الدفعات الأكبر المكوَّنة من ٥٠١ إلى ١٢٠٠ جزءٍ فتتطلب فحص ٨٠ عيِّنةً. وتوازن هذه الخطط بين شمولية الفحص والقيود العملية المفروضة على الإنتاج.
ومن التحديات الشائعة في مجال الدقة التي يجب أن تكتشفها أنظمة الجودة: الانحراف البُعدي أثناء التشغيل الطويل للإنتاج، والتغير في ظاهرة الارتداد (Springback) بين دفعات المواد المختلفة، وتشوه اللحام الذي يؤثر على استواء السطح، والتلوث السطحي الناتج عن عمليات المناولة. ويُطبِّق مصنعو المكونات عالية الجودة تدابير وقائية—مثل إجراء فحوصات دورية أثناء التشغيل، وتحديد معايير تشكيل خاصة بكل نوع من المواد، وتوظيف تسلسلات لحام خاضعة للتحكم بواسطة التثبيتات—بدلًا من الاعتماد فقط على الفحص النهائي لاكتشاف المشكلات.
إن الاستثمار في ضوابط الجودة الشاملة يُميِّز شركات تصنيع أجزاء الصفائح المعدنية الدقيقة ذات الكفاءة الحقيقية عن تلك التي تقدِّم خدمات كافية فقط. وعند تقييم الشركاء المحتملين، اطلب الاطلاع على نماذج تقارير الفحص، وافهم ممارساتهم في توثيق العمليات، وتحقَّق من أن قدراتهم في القياس تتطابق مع متطلبات مشروعك. ويؤتي هذا التحقق الدقيق ثماره عندما تصل أجزاؤك جاهزة للاستخدام الفوري بدلًا من الحاجة إلى فرزها أو إعادة معالجتها أو رفضها.
النمذجة الأولية ودعم تطوير المنتج
لقد صمَّمت منتجًا مبتكرًا، وحقَّقت صحة المفهوم، وأكدت وجود طلبٍ سوقيٍّ عليه. والآن تأتي المسألة الحرجة: كيف يمكنك تحويل هذا التصميم إلى أجزاء مادية تؤدي وظيفتها بدقة كما هو مقصود؟ وهنا تصبح شركات تصنيع أجزاء الصفائح المعدنية الدقيقة شركاء حقيقيين في التطوير — لا مجرد مورِّدين ينفذون الطلبات.
إن الرحلة من الفكرة الأولية إلى الإنتاج الضخم تتضمن أكثر بكثير من مجرد قص وثني المعدن. ووفقاً لمتخصصي الصناعة في شركة PEKO Precision، فإن نجاح إطلاق المنتجات يعتمد على عمليات مُنظمة لإدخال منتجات جديدة (NPI)، والتي تتناول بشكل منهجي التصميم، وتصنيع النماذج الأولية، والتحقق من صحتها، وتوسيع نطاق الإنتاج. ويساعد فهم هذه الدورة الحياتية في الاستفادة من خبرة شريكك في التصنيع عند كل مرحلة.
إليك دورة حياة المشروع النموذجية لمشاريع تصنيع الألواح المعدنية الدقيقة المخصصة:
- تحديد المفهوم: تحويل الأفكار الأولية إلى نطاق مشروع قابل للإدارة مع معالم واضحة ومواصفات محددة
- صناعة النماذج الأولية: تصنيع عينات وظيفية لإثبات المفهوم وتقييم جدوى التصميم
- تحسين التصميم: معالجة الدروس المستفادة من خلال تحسين التصنيع القائم على التصميم (DFM) والتحديثات الهندسية
- التصنيع التجريبي: التمرين النهائي الذي يؤكد جاهزية عمليات الإنتاج وأنظمة الجودة
- إطلاق الإنتاج: تجميد التصميم رسمياً مع ضبط التكوين والتوثيق الكامل لأنظمة الجودة
- التحسين المستمر: التحسين المستمر استنادًا إلى ملاحظات العملاء وتحسينات الجيل القادم
يُبنى كل مرحلة على المرحلة السابقة، وتزداد متطلبات الدقة أهميةً تدريجيًّا كلما اقتربت من مرحلة الإنتاج. فلنتناول كيف يدعم المصنعون ذوو الخبرة هذه المسيرة التصاعدية.
من النموذج الأولي إلى الإنتاج
تخيل أنك تستثمر شهورًا في تطوير منتج، ثم تكتشف أثناء مرحلة الإنتاج أن تصميمك لا يمكن تصنيعه بشكلٍ متسق. وهذه السيناريوهات — التي تحدث للأسف بكثرة — هي بالضبط ما يمنعه التصنيع النموذجي السليم.
وفقًا لخبراء التصنيع النموذجي في شركة فيكتيف (Fictiv)، فإن التصنيع النموذجي للأجزاء المعدنية الصلبة (Sheet Metal) يسمح للمهندسين بتقييم شكل الجزء ومدى تناسقه مع الأجزاء الأخرى ووظيفته قبل الالتزام بالإنتاج الكامل. وقد جعلت التطورات الحديثة في أدوات التصنيع والتدفقات الرقمية عملية التصنيع النموذجي أسرع وأدق، بحيث تتماشى بدقة مع نوايا الإنتاج، مما يمكّن الفرق من إجراء التكرارات بسرعة دون المساس بالجودة.
لماذا يهم هذا في مشاريع تصنيع غلاف معدني دقيق مخصص؟ لأن النماذج الأولية المُصنَّعة باستخدام مواد وعمليات إنتاجية تكشف عن المشكلات التي لا يمكن لنماذج التصميم بمساعدة الحاسوب (CAD) التنبؤ بها على الإطلاق:
- مشاكل التجميع: قد تبدو المكونات مثالية في النماذج ثلاثية الأبعاد، لكنها قد لا تتناسب مع بعضها كما هو متوقع
- سلوك المادة: تظهر ظواهر الانحناء العكسي (Springback)، وتصلُّب التشويه (work-hardening)، والتأثيرات الحرارية كمشاكل ملموسة
- القيود التصنيعية: تصبح المسافات بين الميزات والانحناءات، ونصف قطر الانحناء الأدنى، وقيود وصول الأدوات واضحة للعيان
- حقائق التشطيب السطحي: يتم التحقق من جمالية اللحام، والتلاصق الجيد للطلاء، ومتطلبات الجودة الظاهرية
الميزة الأساسية للعمل مع مصنع متخصص في تصنيع الأغلفة المعدنية الدقيقة للنماذج الأولية — بدلًا من ورشة عامة — هي التوافق مع عمليات الإنتاج. فتقنيات مثل القطع بالليزر، واللكم باستخدام التحكم العددي (CNC)، والثني، واللحام تتطابق تمامًا مع التقنيات المستخدمة في الإنتاج الضخم. وهذا يعني أن النموذج الأولي يمثل بدقة خصائص الجزء النهائي، ما يتيح إجراء اختبارات أداء واقعية.
لقد غيّرت القدرات في مجال النماذج الأولية السريعة جداول التطوير بشكلٍ جذري. ويمكن لأساليب التصنيع الحديثة إنتاج أجزاء أولية من الصفائح المعدنية خلال أيام بدلًا من أسابيع. وتمكّن هذه السرعة من تنفيذ عدة تكرارات تصميمية ضمن الفترة الزمنية نفسها التي كانت تتطلبها الأساليب التقليدية لإنتاج نموذج أولي واحد فقط.
غالبًا ما تبدأ علاقات التصنيع بالعقد أثناء مرحلة إعداد النماذج الأولية. وبإدراج مُصنِّع متخصص في الإدخال الجديد للمنتجات (NPI) كشريك منذ المراحل المبكرة، فإنك تكتسب إمكانية الوصول إلى خبرة هندسية تؤثّر في تصميمك لضمان نجاحه في مرحلة التصنيع. ويمكن لهؤلاء الشركاء العمل مع مفاهيم على مراحل مختلفة — ابتداءً من الرسومات التخطيطية الأولية على ظهر منديل وصولًا إلى النماذج ثلاثية الأبعاد المطورة بالكامل — مع تقديم التوجيهات التي تمنع التعديلات المكلفة لاحقًا.
دعم تصميم القابلية للتصنيع والتعاون الهندسي
إليك أمرٌ يميّز شركاء التصنيع الجيدين عن الشركاء الاستثنائيين: دعم مفهوم «تصميم القابلية للتصنيع» (DFM). فتصميم القابلية للتصنيع لا يقتصر على خفض تكلفة إنتاج القطع فحسب، بل يشمل تحسين جودتها مع خفض التكلفة والمخاطر في آنٍ واحد.
وفقًا لخبراء التصنيع في شركة Advantage Metal Products، فإن مفهوم «تصميم القابلية للتصنيع» (DFM) للأجزاء المصنوعة من الصفائح المعدنية هو نهج استراتيجي يُوائم بين تصميم القطعة وتعقيدات عملية التصنيع. ويؤدي هذا التحسين إلى خفض تكاليف الإنتاج، وزيادة الكفاءة، ورفع جودة المنتج النهائي — وكل ذلك دون المساس بالهدف التصميمي الأصلي.
كيف يبدو التعاون الفعّال في إطار مفهوم «تصميم القابلية للتصنيع» (DFM)؟ إليك العوامل الحاسمة التي يقيّمها المصنعون ذوو الخبرة:
- تحسين نصف قطر الثني: موازنة سماكة المادة مع نصف قطر الانحناء لمنع التشقق والتشوه، مع تبسيط أدوات التصنيع في الوقت نفسه
- استراتيجية تحديد مواقع الثقوب: وضع الثقوب بالنسبة لمواقع الانحناءات والحافات يحافظ على السلامة الهيكلية وكفاءة التصنيع
- توحيد التحملات: تحديد حدود التحمل الواقعية التي تدعم الدقة دون اللجوء إلى هندسة مفرطة
- اعتبارات نصف قطر الزوايا: الزوايا المستديرة تقلل من تركيز الإجهادات وتحسّن السلامة
- إرشادات اختيار المواد: مطابقة خصائص المادة مع متطلبات التصميم وخصائص عملية المعالجة
تُعزِّز الأدوات الرقمية فعالية مبدأ التصميم من أجل التصنيع (DFM). وتساعد نماذج النمذجة ثلاثية الأبعاد باستخدام برامج CAD في تحسين التصور، مما يمكِّن الفرق من تحديد المشكلات المحتملة قبل البدء في قص أي قطعة معدنية. كما تتنبَّأ برامج المحاكاة والنمذجة الأولية بالتحديات، ما يمنح المصمِّمين القدرة على تحسين التصاميم بشكل استباقي. وتتيح منصات التعاون مشاركة الرؤى بين فرق الهندسة واختصاصيي التصنيع في الوقت الفعلي.
وفي مشاريع تصنيع غلاف الأجزاء المعدنية المسطحة بدقة عالية، غالبًا ما يكشف مبدأ التصميم من أجل التصنيع (DFM) عن فرصٍ يغفلها المصمِّمون في البداية. فقد يؤدي دمج عدة مكونات في جزء واحد مشكَّل إلى خفض جهد التجميع. أو ربما يؤدي تعديل تسلسل الثنيات إلى إزالة التداخل مع أدوات التصنيع. وتظهر هذه الرؤى عندما يقوم مختصو التصنيع، الذين يمتلكون معرفة عميقة بعمليات التصنيع، بمراجعة التصاميم قبل الالتزام بالتصنيع.
مرحلة البناء التجريبي—والتي تُسمى غالبًا "التمرين النهائي الأخير"—تؤكد أن توصيات تصميم القابلية للتصنيع (DFM) تعمل فعليًّا في الممارسة العملية. ووفقًا لمتخصصي الإدخال الجديد للمنتج (NPI)، فإن هذه المرحلة تمثِّل آخر فرصة لإدخال تغييرات على التصميم قبل إطلاق الإنتاج. وتُفعَّل أنظمة الجودة، وتتم مراجعة المتطلبات التنظيمية، ويُجرى التشغيل الكامل لعملية التصنيع في ظل ظروف الإنتاج الفعلية.
وبمجرد أن تجتاز بنجاح مراحل إعداد النماذج الأولية والبناء التجريبي، يُجمَّد التصميم عند مرحلة إطلاق الإنتاج. ويتم إصدار الرسومات رسميًّا، وتطبيق ضوابط التكوين، ويجب أن تتطابق كل وحدة لاحقة مع المواصفات التي سبق التحقق منها والاعتماد عليها. وهذه الانضباطية تضمن أن الأداء الوظيفي للقطعة رقم ١٠٠٠ يكون مطابقًا تمامًا لأداء القطعة رقم ١.
يصبح العلاقة بين متطلبات الدقة وتطوير المنتج واضحة: فاستثمار الموارد في عمليات الإدخال التصنيعي الجديد (NPI) المناسبة مع شركاء تصنيع أكفاء يقلل من مخاطر الإنتاج بشكل كبير. ووفقاً لأبحاث مجلة فوربس التي استشهدت بها شركة بيكيو (PEKO)، يرى 73% من المجيبين أن تتبع المخاطر والفرص أثناء مرحلة التطوير والإدخال التصنيعي الجديد (NPI) أمرٌ بالغ الأهمية لتحقيق أهداف الإطلاق والهوامش الربحية.
سواء كنت تطور مكونات مخصصة مصنوعة من صفائح معدنية دقيقة للاستخدام في الأجهزة الطبية أو غلاف الإلكترونيات أو المعدات الصناعية، فإن المسار من الفكرة إلى الإنتاج يتبع أنماطاً متشابهة. ويؤدي اختيار شركاء تصنيع يتمتعون بخبرة حقيقية في مجال الإدخال التصنيعي الجديد (NPI)—وليس فقط بالقدرات الإنتاجية—إلى تسريع الجدول الزمني الخاص بك، مع خفض المفاجآت المكلفة التي قد تعرقل إطلاق المنتج. 
التوريد المحلي والعالمي للمشاريع الدقيقة
لقد حددتم متطلبات الدقة الخاصة بكم، وقيّمتم مُصنِّعي المكونات، وفهمتم الاعتبارات المتعلقة بالمواد. والآن تأتي שאלה استراتيجية تؤثر بشكل متزايد في قرارات التصنيع: هل يجب أن تُوفِّروا المكونات محليًّا أم أن تبحثوا عنها في الأسواق الخارجية؟ إن هذا الخيار يؤثر على ما هو أبعد من مجرد سعر الوحدة فقط؛ بل يشمل كذلك فترات التسليم، وفعالية التواصل، ومراقبة الجودة، وبالمجمل نجاح مشروعكم.
إن النقاش حول التوريد المحلي مقابل التوريد الخارجي ليس مسألة إعلان فائزٍ واحدٍ. بل هو مسألة فهم للتنازلات المتبادلة، ومواءمة استراتيجية التوريد مع احتياجات مشروعكم المحددة. ولنُفصِّل هنا العوامل الحاسمة حقًّا عند تقييم مصنِّعي تصنيع الصفائح المعدنية الدقيقة عبر المناطق المختلفة.
| عامل | محلي (الولايات المتحدة الأمريكية) | خارجي (الصين) |
|---|---|---|
| مواعيد التسليم | من أسبوعين إلى أربعة أسابيع عادةً؛ وتتوفر خيارات التسريع بسهولة | من أربعة إلى ثمانية أسابيع بما في ذلك الشحن؛ وقد تحدث تأخيرات في الموانئ |
| الاتصال | نفس المنطقة الزمنية؛ ولا توجد حواجز لغوية | فروق زمنية تصل إلى ١٢ ساعة أو أكثر؛ وربما تواجهون تحديات لغوية |
| مراقبة الجودة | إمكانية زيارة المرافق بسهولة؛ والوصول المباشر لعمليات التفتيش | يتطلب فحص جهة خارجية أو السفر |
| تكلفة الوحدة | أسعار الأجور الأعلى (٢٥ دولارًا أمريكيًّا فأكثر/ساعة) | أسعار أجور أقل (5–7 دولارات أمريكيّة في الساعة) |
| التكلفة الإجمالية | قابلة للتنبؤ؛ ونفقات خفيّة أقل | قد تضيف الشحنات والتعريفات الجمركية والرسوم ما نسبته ١٥–٣٠٪ |
| مرونة | تغييرات سريعة في التصميم؛ وتعديلات فورية | تتطلب التغييرات دورات تنفيذ أطول |
| الشهادات | متطلبات اتفاقية نقل التكنولوجيا العسكرية (ITAR) متاحة بسهولة؛ ومعايير مألوفة | معايير الأيزو/الأيزو آي إيه تي إف (ISO/IATF) متاحة؛ لكن بعض الشهادات يصعب التحقق منها أكثر |
إن فهم هذه المفاضلات يساعدك على اتخاذ قرارات مستنيرة، بدلًا من الاعتماد على الافتراضات الجاهزة بشأن أيٍّ من نهجَي التوريد.
مزايا التصنيع المحلي
عندما تقوم بالاستعانة بمصنع أمريكي متخصص في تصنيع أجزاء الصفائح المعدنية الدقيقة، فإن السرعة والبساطة تصبحان حليفتَيك. وفقًا لخبراء التوريد المحلي في شركة ميد ميتالز (Mead Metals) أوقات التسليم الأقصر ومخاطر الشحن المخفضة تحافظ على سير المشاريع وفق الجدول الزمني دون تأخير غير متوقع ناتج عن إجراءات الجمارك أو الازدحام في pelabuhan أو اضطرابات سلاسل التوريد العالمية.
ميزة التواصل يصعب المبالغة في تقديرها. فالعمل ضمن نفس المنطقة الزمنية يلغي التأخيرات المحبطة الناتجة عن دورات البريد الإلكتروني التي تستغرق ١٢ ساعة. وعندما تظهر المشكلات — وهي لا بد أن تظهر — فإن الاتصال الهاتفي الفوري وحلّها بسرعة يمنع تحوُّل المخاوف الصغيرة إلى عقبات كبرى. وفي مشاريع تصنيع صفائح المعادن الدقيقة التي تتطلب تنسيقًا دقيقًا بين فرق الهندسة، تثبت هذه الاستجابة السريعة قيمتها الكبيرة.
تصبح مراقبة الجودة أبسط بكثير عند التعامل مع شركاء محليين. ويمكنك زيارة المرافق ومراقبة العمليات وبناء علاقات مع الأشخاص الذين يصنعون قطعك. ويتيح لك هذا الوصول المباشر ما يلي:
- تدقيق المرافق: التحقق من قدرات المعدات وأنظمة الجودة شخصيًّا
- مراقبة العمليات: مراقبة العمليات الحرجة وتحديد فرص التحسين
- الحل السريع للمشكلات: معالجة مخاوف جودة العنوان فورًا بدلًا من تأجيلها عبر خطوط التوقيت المختلفة
- بناء العلاقات: تطوير شراكات تحسّن النتائج تدريجيًّا مع مرور الوقت
كما أن وضوح التكاليف يُفضِّل أيضًا التوريد المحلي. فعلى الرغم من أن أسعار الوحدة قد تبدو أعلى، فإن التكاليف المخفية المرتبطة بالاستيراد من الخارج — مثل رسوم الشحن والرسوم الجمركية والضرائب والتقلبات في أسعار الصرف — قد تحوِّل التوفير الظاهري إلى نفقات غير متوقعة. فما بدا وكأنه سعر مُفضَّل لتصنيع صفائح المعادن الدقيقة غالبًا ما يبدو مختلفًا تمامًا عند حساب إجمالي التكاليف المُحمَّلة.
وبالنسبة للمشاريع ذات الصلة بالدفاع والتي تتطلب الامتثال لتنظيمات ITAR، يصبح التصنيع المحلي ضرورةً لا خيارًا. وبالمثل، عندما تكون حماية الملكية الفكرية أمرًا بالغ الأهمية، فإن إبقاء الإنتاج داخل الحدود الأمريكية يقلل من مخاطر التعرُّض.
مُسـائل تتعلق بالشراء العالمي
هذه هي الحقيقة: التغاضي تمامًا عن التصنيع الخارجي يعني تجاهل مزايا مشروعة. فقد تطور تصنيع الألواح المعدنية الدقيقة في الصين بشكل كبير، حيث حقق العديد من المصنّعين مستويات جودة تطابق أو تفوق منافسيهم الغربيين. والمفتاح يكمن في اختيار الشركاء المناسبين وإدارة العلاقات معهم على النحو الأمثل.
وفقًا لخبراء التصنيع تظل المزايا التكلفة التي تتمتع بها الصين كبيرةً— إذ تصل تكاليف العمالة إلى أقل بنسبة ٧٠٪ مما هي عليه في الولايات المتحدة، إضافةً إلى وفورات الحجم الناتجة عن المرافق الضخمة للإنتاج. وللمشاريع الحساسة من حيث السعر أو الطلبيات ذات الكميات الكبيرة، تُشكِّل هذه العوامل الاقتصادية فرصًا جذّابة.
غالبًا ما تتفوق مصانع تصنيع صفائح المعادن الدقيقة في الصين في مجال النماذج الأولية السريعة والتخصيص المرن. ويقدّم أكثر من ٦٠٪ من الشركات الصغيرة والمتوسطة المصنِّعة في الصين خدمات الإنتاج المخصصة، مما يمكّنها من إجراء تعديلات سريعة على التصاميم وتكرار عمليات التطوير بسرعة تفوق ما تستطيع العمليات الغربية الأكبر حجمًا تحقيقه. وهذه المرونة تعود بالنفع على المشاريع التي تعتمد بشكل كبير على البحث والتطوير، حيث يُتوقَّع فيها حدوث تغييرات متكررة في التصاميم.
لقد ضاقت الفجوة في الجودة التي كانت تُعرِّف الاستعانة بمصادر خارجية في الماضي بشكلٍ ملحوظ. فتحصل الآن أبرز شركات تصنيع صفائح المعادن الدقيقة في الصين على شهادات معادلة لتلك التي تحصل عليها المنافسون المحليون— مثل شهادة ISO 9001:2015 وشهادة IATF 16949 الخاصة بالقطاع automotive، وأنظمة الجودة الخاصة بكل قطاع صناعي. والتحدي ليس في القدرة الفنية، بل في التحقق من الجودة والضمان المستمر لها.
فكِّر في شركاء صينيين متخصصين في تصنيع صفائح المعادن المُصمَّمة بدقة، والذين يجسّدون جسرًا يربط بين المخاوف التقليدية المرتبطة بالاستعانة بمصادر خارجية عبر إمكانات محددة:
- خدمات النماذج الأولية السريعة: إن فترة التوريد خلال ٥ أيام تتيح التحقق من صحة التصميم قبل الالتزام بالإنتاج
- دعم شامل لتحليل إمكانية التصنيع (DFM): تعاون هندسي يُحسّن التصاميم لتحقيق النجاح في التصنيع
- اعتماد بمستوى صناعة السيارات: الامتثال لمعيار IATF 16949 الذي يدل على الانضباط في العمليات
- التواصل السريع: أوقات استجابة سريعة للعروض السعرية، مما يقلل من التحديات الناتجة عن فروق التوقيت
على سبيل المثال, شاويي (نينغبو) تقنية المعادن يمثل الجيل الجديد من مصنّعي أجزاء الصفائح المعدنية الدقيقة في الصين — ويقدّم جودة معتمدة وفق معيار IATF 16949، وتصنيع نماذج أولية سريعة خلال ٥ أيام، وعرض أسعار خلال ١٢ ساعة، ما يعالج المخاوف التقليدية المرتبطة بالمشتريات من الخارج. ويدعم خبراؤه الشاملون في تحليل قابلية التصنيع (DFM) العملاء في تحسين التصاميم قبل الإنتاج، مما يقلل دورات التكرار التي غالباً ما تمدّد الجداول الزمنية للمشاريع الخارجية.
غالباً ما يوصي أذكى مصنّعي أجزاء الصفائح المعدنية الدقيقة باتباع نهج هجين. ويقترح خبراء التوريد الاستراتيجي الاستفادة من المرونة التي توفرها الصين في مراحل الإنتاج المبكرة والتصنيع النموذجي، ثم الاعتماد على القدرات المحلية للتركيب النهائي، أو ضمان الجودة، أو التطبيقات التي تتطلب متطلبات تنظيمية صارمة.
تصبح استراتيجيات التخفيف من المخاطر ضروريةً لنجاح عمليات الشراء من الخارج:
- تأهيل المورد: التدقيق الدقيق في الشهادات والقدرات والمراجع قبل الالتزام
- المواصفات الواضحة: توثيق تفصيلي لا يترك أي مجال للتفسير
- فحص طرف ثالث: التحقق المستقل من الجودة قبل الشحن
- استثمار العلاقات: التواصل المنتظم والزيارات الدورية للحفاظ على التنسيق
- تنويع سلسلة التوريد: وجود عدة مورِّدين مؤهلين لتقليل مخاطر الاعتماد على مصدر واحد
ويتوقف قرار الاختيار بين التصنيع المحلي والتصنيع من الخارج في النهاية على أولوياتك المحددة. فالمشاريع التي تتطلب الامتثال لمتطلبات اتفاقية نقل التكنولوجيا العسكرية (ITAR)، أو التكرارات السريعة، أو التحكم الصارم في الجدول الزمني غالبًا ما تفضّل الشركاء المحليين. أما الإنتاج عالي الحجم، أو التطبيقات الحساسة من حيث التكلفة، أو المشاريع ذات التصاميم المستقرة فقد تستفيد من الشراء من الخارج — وبخاصة عند التعامل مع مصنّعين معتمدين متخصصين في تصنيع أجزاء المعدن الرقيقة بدقة، والذين أثبتوا باستمرار جودة عالية.
أياً كانت استراتيجيتك في التوريد، فإن معايير التقييم الواردة في الأقسام السابقة لا تزال سارية المفعول. فالشهادات، والقدرات المتعلقة بالمعدات، وأنظمة الجودة، والدعم الهندسي كلها أمورٌ ذات أهمية بغض النظر عن الموقع الجغرافي. أما الاختلاف فيكمن في الطريقة التي تتحقق بها من هذه القدرات وتدير بها علاقاتك المستمرة عبر المسافات والمناطق الزمنية المختلفة.
وبمجرد توضيح استراتيجية التوريد، تكون جاهزاً لاتخاذ إجراءات ملموسة بشأن مشروع التصنيع الخاص بك. وتتمثل الخطوة النهائية في إعداد طلبات فعّالة تُبلِّغ متطلباتك بوضوح وتمكّن مُصنّعي القطع من الرد عليها بعروض دقيقة وتنافسية.
الخطوة التالية في مشروع التصنيع الخاص بك
لقد اكتسبتَ كمية كبيرة من المعلومات حول شركات تصنيع الصفائح المعدنية الدقيقة—من متطلبات التحمل والعمليات الأساسية إلى أنظمة الجودة واستراتيجيات التوريد. والآن حان الوقت الأهم: تطبيق هذه المعرفة عمليًّا. سواء كنت تبحث عن شركة لتصنيع الصفائح المعدنية الدقيقة قريبة من موقعي، أو تقوم بتقييم مورِّدين عالميين، فإن طلب الاقتباس المُعدّ جيِّدًا هو ما يفصل بين المشاريع الناجحة والتجارب المحبطة.
والفرق بين تلقِّي اقتباسات دقيقة وتنافسية، وبين الوقوع في دورات لا نهائية من التوضيحات، غالبًا ما يعود إلى درجة الاستعداد المبدئي. ووفقًا لـ خُبراء التوريد في مجال التصنيع ، لا شيء يُبطئ عملية الاقتباس أكثر من الحاجة إلى التوقف والسؤال عن تفاصيل إضافية. وإن الوقت الذي تقضيه مقدَّمًا في إعداد وثائق كاملة سيكون له مردودٌ كبيرٌ في النتائج اللاحقة.
إعداد طلب الاقتباس لتحقيق أفضل النتائج
ما الذي يجب أن تشمله رسالتك عند التواصل مع مصنّعي صفائح المعادن الدقيقة القريبين منك أو الشركاء في الخارج؟ إليك المعلومات الأساسية التي تمكّن المصنّعين من الرد بسرعة وبدقة:
- بيانات التصميم الكاملة: رسومات الأجزاء المُحدَّثة ونماذج CAD ثلاثية الأبعاد (ملفات STEP أو SolidWorks) التي تتضمن المواصفات التحملية، والخصائص الرئيسية، والمعلومات البُعدية الكاملة
- مواصفات المواد: نوع المادة، والسماكة الاسمية، والدرجة، وأي متطلبات خاصة في مجال التوريد (مثل متطلبات DFARS أو التوريد المحلي فقط)
- تفاصيل التشطيب: اسم الشركة المصنِّعة للبودرة المحددة ورقم المنتج الخاص بها، أو على الأقل رقم RAL لمطابقة اللون
- متطلبات التغليف: كيفية استلام الأجزاء — سواء ملفوفة بإحكام باستخدام غلاف مطاطي، أم معبأة بالجملة، أم مُعبأة في علب مخصصة لحمايتها
- احتياجات التحقق من الجودة: فحص العينة الأولى (FAI) أو متطلبات PPAP للأجزاء الخاضعة لذلك
- الكمية والجدول الزمني: الكميات الإنتاجية المُقدَّرة والمواعيد النهائية المتوقعة
من خلال تزويد مورِّدي تصنيع الصفائح المعدنية الدقيقة بهذه المعلومات الكاملة، فإنك تقضي على التبادل المتكرر الذي يؤخّر عروض الأسعار ويُدخل الأخطاء. ويعتبر شركاء التصنيع ذوي الجودة العالية عروض الاستعلام الشاملة مؤشرًا على أنك عميل جادٌّ يفهم هذه العملية.
ملفات التصميم ونصائح التواصل
تشكّل ملفات التصميم بمساعدة الحاسوب (CAD) والرسومات الخاصة بك الأساس الذي تعتمد عليه عروض الأسعار الدقيقة. ووفقًا للمعايير الصناعية، يمكن أن تؤدي الوثائق غير المكتملة إلى تقلبات في الأسعار أو تأخيرات عندما يحتاج مصنعو القطع إلى توضيحات. لذا تأكَّد من أن ملفاتك تتضمَّن خطوط الثني ومواقع الثقوب والمقاسات الحرجة وأي ملاحظات خاصة أخرى.
وتكتسب ممارسات التواصل نفس القدر من الأهمية. واجب عليك الردُّ الفوري على استفسارات المصانع. كن صريحًا بشأن قيود الجدول الزمني الخاص بك؛ فإذا كنت بحاجة إلى القطع بسرعة، فاذكر ذلك منذ البداية ليتسنى لهم تقييم طاقتهم الإنتاجية واقتراح جداول زمنية واقعية. ولا تتردَّد في طرح الأسئلة إذا لم تكن متأكدًا من التفاصيل المطلوبة.
ما الذي ينبغي أن تتوقعه من شركاء التصنيع ذوي الجودة العالية؟ إن خدمة الاستجابة السريعة هي ما يُميِّز الشركات القادرة. على سبيل المثال، شاويي (نينغبو) تقنية المعادن توفِّر الشركة فترة استجابة لتقديم العروض تبلغ ١٢ ساعة — مما يدل على نوع الاستجابة التي تقلل من تأخيرات المشروع. وعند تقييم الشركاء المحتملين، لاحظ مدى سرعة استجابتهم للاستفسارات الأولية؛ إذ غالبًا ما يعكس ذلك جودة اتصالاتهم طوال مرحلة الإنتاج.
قبل الالتزام، لا تبحث عن عروض أسعار مخفضة لتصنيع صفائح معدنية دقيقة دون فهم ما تشمله هذه العروض. وكما استعرضنا في هذه المقالة، فإن أدنى سعر غالبًا ما يخفي تنازلاتٍ تتعلق بالجودة أو الوثائق أو الخدمة. ولذلك، قيِّم القيمة الإجمالية — أي القدرات والشهادات وفعالية التواصل والموثوقية — وليس فقط التكلفة لكل وحدة.
سواء كنت تبحث عن وظائف في مجال تصنيع أجزاء الصفائح المعدنية الدقيقة لمكونات الطيران أو أغلفة الإلكترونيات الاستهلاكية، فإن المبادئ تبقى متسقة: استعد جيدًا، وواصِل التواصل بوضوح، وتعاون مع مُصنِّعين يتمتَّعون بالقدرات التي تتناسب مع متطلبات مشروعك. والمعرفة التي اكتسبتها من هنا تؤهلك للتنقُّل في مجال التصنيع بثقةٍ، ولتحقيق النتائج الدقيقة التي تتطلبها تطبيقاتك.
الأسئلة الشائعة حول تصنيع الصفائح المعدنية الدقيقة
1. ما هو تصنيع الصفائح المعدنية الدقيقة؟
تشمل تصنيع أجزاء الصفائح المعدنية الدقيقة إنتاج مكونات معدنية ذات تحملات دقيقة جدًّا، وعادةً ما تتراوح بين ±٠٫٠٠٥ بوصة و±٠٫٠١٠ بوصة (±٠٫١٣ مم إلى ±٠٫٢٥ مم). وهذا يعادل ضيق التحملات حتى ١٠ مرات مقارنةً بالتحملات القياسية في عمليات التصنيع. وتتطلب هذه العملية معدات متقدمة مثل الليزر الليفي، وآلات الثني الرقمية (CNC) المزودة بأنظمة قياس الزوايا، وأنظمة رقابة جودة متطورة تشمل الفحص باستخدام أجهزة القياس ثلاثية الأبعاد (CMM). وتعتمد قطاعات مثل الطيران والفضاء، والأجهزة الطبية، والإلكترونيات على تصنيع أجزاء الصفائح المعدنية الدقيقة لمكوناتٍ يكون فيها الدقة البُعدية عاملاً حاسماً يؤثر مباشرةً على أداء المنتج وسلامته.
٢. كيف أختار شركة متخصصة في تصنيع أجزاء الصفائح المعدنية الدقيقة؟
قيّم الشركاء المحتملين باستخدام ستة معايير رئيسية: تحقق من الشهادات ذات الصلة (مثل ISO 9001:2015، وIATF 16949 للصناعات automotive، وAS9100 للصناعات aerospace)، وقيّم إمكانات المعدات وبرامج الصيانة الخاصة بها، وافحص أنظمة مراقبة الجودة بما في ذلك عمليات فحص القطعة الأولى (First Article Inspection)، واستعرض قدرات التسليم ضمن المهل الزمنية المحددة لكلٍّ من الطلبات القياسية والطلبات العاجلة، وتثبّت من توفر دعم الهندسة ودعم تصميم القابلية للتصنيع (DFM)، واطلب مراجع العملاء من قطاعك الصناعي. والهدف هو مطابقة القدرات المُثبتة لمُصنِّع الألواح المعدنية الدقيقة مع المتطلبات المحددة لمشروعك، بدلًا من الاكتفاء باختيار أرخص عرض سعر.
٣. ما الشهادات التي يجب أن يمتلكها مُصنِّعو الألواح المعدنية الدقيقة؟
تعتمد الشهادات الأساسية على قطاعك الصناعي. وتشكّل شهادة ISO 9001:2015 الأساس لإدارة الجودة. ويُشترط التسجيل في نظام ITAR للمشاريع المرتبطة بالدفاع. كما أن شهادة AS9100 إلزامية للتطبيقات الجوية، بينما تنطبق شهادة IATF 16949 على الأعمال المتعلقة بالقطاع automotive. وتغطي شهادة ISO 13485 تصنيع الأجهزة الطبية. وتشير شهادات AWS مثل «الصانع المُصدَّق على اللحام» (CWF) إلى الكفاءة في مجال اللحام. وتُظهر هذه الشهادات وجود إجراءات موثَّقة، ومراجعات دورية، وأجهزة معادِلة بدقة، وإمكانية تتبع كاملة — وكلُّ ذلك عوامل حاسمة لتحقيق نتائج دقيقة ومتسقة.
٤. ما الفرق بين تصنيع أجزاء الصفائح المعدنية الدقيقة محليًّا وتصنيعها في الخارج؟
يوفّر التصنيع المحلي أوقات توريد أقصر (من أسبوعين إلى أربعة أسابيع مقارنةً بـ 4–8 أسابيع للتصنيع في الخارج)، وسهولة التواصل في نفس المنطقة الزمنية، وزيارات أبسط لمواقع التصنيع للإشراف على الجودة، وتكاليف إجمالية متوقَّعة. أما الاستيراد من الخارج، وبخاصة من الصين، فيوفّر تكاليف عمالة أقل وقد يتيح نماذج أولية سريعة مع مرونة في التخصيص. ومع ذلك، فإن الاستيراد من الخارج يُضيف تكاليف الشحن والرسوم الجمركية (والتي قد تصل إلى ١٥–٣٠٪)، ويستلزم إجراء فحوصات من قِبل جهات خارجية. وتتمتّع كبرى شركات التصنيع الخارجية اليوم بشهادات مثل IATF 16949، وبعضها يقدّم نماذج أولية خلال ٥ أيام واستجابات على عروض الأسعار خلال ١٢ ساعة لتخطّي المخاوف التقليدية.
٥. ما هي أفضل المواد لتصنيع صفائح المعادن بدقة؟
يعتمد اختيار المادة على متطلبات تطبيقك. وتُوفِّر الفولاذ المقاوم للصدأ (304/316) ثباتًا ممتازًا في الأبعاد ومقاومةً عاليةً للتآكل، وهي مثالية للاستخدام في المجالات الطبية وصناعات معالجة الأغذية. أما الألومنيوم (5052/6061) فيقدِّم دقةً عاليةً مع خفة وزنٍ في تطبيقات الإلكترونيات والفضاء الجوي، لكنه يمتلك نسبة ارتداد زنبركية أعلى تتطلب تعويضًا عنها. ويُوفِّر الفولاذ الكربوني سلوكًا قابلاً للتنبؤ به بتكلفة أقل في تطبيقات الآلات. أما المواد المتخصصة مثل التيتانيوم فتوفر نسب قوة إلى وزن استثنائية لتطبيقات الفضاء الجوي والغرسات الطبية، لكنها تتطلب مصنِّعين ذوي خبرةٍ محددةٍ، وعادةً ما تكون تكلفتها أعلى بثلاثة إلى خمسة أضعاف تكلفة تصنيع الفولاذ المقاوم للصدأ.