 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

شرح مُفصَّل لخدمة التصنيع العددي (CNC) عبر الإنترنت: من الحصول على الاقتباس إلى استلام القطعة المُصنَّعة
ما الذي يجعل التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت مختلفًا عن ورش التشغيل التقليدية؟
تخيّل أنك تُحمّل ملف تصميم ثلاثي الأبعاد (CAD) في منتصف الليل، وتستيقظ في صباح اليوم التالي لتكتشف عرض سعر مفصّل قد وصل بالفعل إلى بريدك الإلكتروني. هذه هي الحقيقة التي يحققها خدمة تشغيل CNC عبر الإنترنت — نهج رقمي يركّز على التكنولوجيا منذ البداية، وقد غيّر جذريًّا طريقة حصول المهندسين والمصممين ومطوري المنتجات على خدمات التصنيع الدقيق.
تعمل ورش التشغيل الآلي التقليدية وفق إيقاعٍ مألوف: مكالمات هاتفية، وتبادل رسائل بريد إلكتروني، واستشارات شخصية، وعروض أسعار قد تستغرق أيامًا بل وأسابيع حتى تُقدَّم. فتقوم ببناء علاقات مع مشغّلين محليين، وتُناقش المواصفات وجهاً لوجه، وغالبًا ما تتساءل إن كنت تحصل على أسعار تنافسية فعلًا. وعلى الرغم من المزايا التي يمتلكها هذا النهج العملي المباشر، فإنه يخلق عوائق — لا سيما عندما تكون تحت ضغط موعد نهائي أو تقع بعيدًا عن موفِّري خدمات التشغيل الآلي باستخدام الحاسب (CNC) ذوي الجودة العالية.
تُغيّر خدمة التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت هذا النموذج بالكامل. وتربط هذه المنصات الرقمية المستخدم مباشرةً بشبكات من المصنّعين المعتمدين من خلال واجهة واحدة، مما يلغي القيود الجغرافية المترتبة على البحث عن «خدمات تصنيع باستخدام الحاسب الآلي قريبة مني»، وكذلك العمليات الطويلة والمعقّدة المتمثلة في تبادل العروض السعرية التقليدية.
من ملف التصميم بمساعدة الحاسوب (CAD) إلى القطعة المكتملة في غضون أيام
وتكون سير العمل بسيطة ومُجددة بشكلٍ ملحوظ. فما عليك سوى رفع ملفات التصميم الخاصة بك — والتي تكون عادةً بصيغة STEP أو IGES — ليقوم خوارزميات قائمة على الذكاء الاصطناعي بتحليل هندسة القطعة فورًا. وفي غضون ثوانٍ، تتلقى عروض أسعار التصنيع عبر الإنترنت التي تأخذ في الاعتبار اختيار المادة، والتسامح الهندسي (التحمل)، وأعمال التشطيب السطحي، ودرجة تعقيد الإنتاج. ووفقًا لشركة إنستاويرك (InstaWerk)، فإن هذه الخوارزميات تقارن قطعتك مع قواعد بيانات تحتوي على مئات الآلاف من القطع المصنَّعة سابقًا لتوليد أسعار دقيقة فورًا.
هذه السرعة لها أهمية كبيرة. ويعلم مطورو الأجهزة أن المنتجات المادية يجب التحقق من صحتها عبر التجارب وليس فقط عبر المحاكاة. وكلما أسرعت في الحصول على القطع يدويًّا، زادت سرعتك في تكرار التصاميم واختبارها وتحسينها.
كيف غيَّرت المنصات الرقمية سبل الوصول إلى التصنيع
وتتكوّن البنية التحتية التكنولوجية التي تُمكّن هذه التحوّلات من عدة عناصر:
- محركات الاقتباس الفوري التي تلغي أيام الانتظار للحصول على عرض أسعار لآلات التحكم العددي بالحاسوب (CNC) عبر الإنترنت
- تغذية راجعة آلية حول التصميم التي تكشف عن مشكلات قابلية التصنيع قبل بدء الإنتاج
- أنظمة إدارة الطلبات التي توجّه الطلبات إلى مصنّعين متخصصين ضمن شبكات مورِّدين واسعة النطاق
- التتبع المباشر التي تُبقيك على اطلاعٍ طوال دورة الإنتاج
وتستفيد هذه المنصات من قوتها الشرائية عبر تجميع الطلبات وتوزيع المهام على شركاء تصنيع متخصصين جدًّا في عمليات التصنيع باستخدام التحكم العددي بالحاسوب (CNC). فعلى سبيل المثال، تُرسل قطعة مصنوعة من التيتانيوم بواسطة عملية التشغيل بالدوران إلى مصنّعين يتميّزون في التعامل مع التيتانيوم؛ بينما تُوجَّه مكوّن معقّد من الألومنيوم المُصنَّع باستخدام ماكينات التحكم العددي الخمسية المحاور إلى ورش عمل تمتلك الخبرة المحددة في هذا المجال. والنتيجة؟ جودة متسقة، وأسعار تنافسية، وإمكانية الوصول إلى إمكانيات قد لا تكون متوفرة في منطقتك المحلية.
لهذا يعني ذلك بالنسبة لمطوري المنتجات التركيز على أعمال التصميم بدلًا من قضاء الساعات في إعداد حزم البيانات، والاتصال بالشركات المصنِّعة عبر البريد الإلكتروني، والانتظار لعدة أيام للحصول على الردود. ويصبح الإجراء الممل المتمثل في مقارنة العروض السعرية الخاصة بأوقات التسليم والتكاليف مسألة دقائق لا أسابيع.
فهم عمليات الطحن والتشكيك باستخدام الحاسب الآلي والتصنيع متعدد المحاور
إذن لقد قمت برفع ملف الـCAD الخاص بك وحصلت على عرض سعر فوري — لكن كيف تعرف أي عملية تصنيع تناسب قطعتك؟ إن فهم الفرق بين عمليات الطحن باستخدام الحاسب الآلي، والتشكيك باستخدام الحاسب الآلي، والطرق المتخصصة مثل التصنيع الكهروإذابي (EDM) يساعدك على اتخاذ قرارات أكثر ذكاءً بشأن التكلفة، ومدة التوريد، وجودة القطعة. دعنا نوضح كل عملية بلغة بسيطة.
شرحٌ مبسَّطٌ لعملية الطحن باستخدام الحاسب الآلي (CNC Milling)
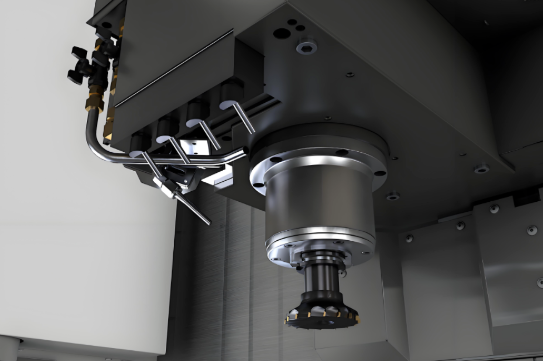
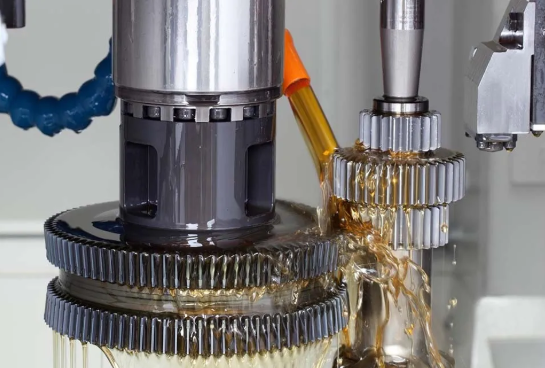
تخيل أداة قطع دوارة الحركة عبر قطعة عمل ثابتة، مع إزالة المادة طبقة تلو الأخرى. هذه هي عملية الطحن باستخدام الحاسب الآلي (CNC) باختصار. وتستخدم آلة القطع بالحاسب الآلي أدوات متعددة النقاط — مثل أدوات الطحن الطرفية (End Mills)، وأدوات الطحن السطحية (Face Mills)، وأدوات الطحن الكروية (Ball-nose Cutters) — لإنشاء أسطح مسطحة، وتجويفات، وشقوق، وتفاصيل ثلاثية الأبعاد معقدة.
ما يجعل عملية الطحن متعددة الاستخدامات هو قدرتها على الحركة على طول عدة محاور. وإليك كيفية ترتيب هذه القدرات:
- الطحن ثلاثي المحاور: تتحرك الأداة على طول المحاور X (يمين-يسار)، وY (أمام-خلف)، وZ (أعلى-أسفل). وهي مناسبة تمامًا للهندسات البسيطة — مثل الدعامات، والغلاف الخارجي، والألواح المسطحة. ووفقًا لشركة Xometry، فإن هذه الآلات اقتصادية من حيث التكلفة وتحتاج إلى حد أدنى من التدريب، ما يجعلها مثالية للأجزاء البسيطة.
- الحفر رباعي المحاور: وتضيف حركة دورانية حول محور واحد، مما يسمح بتشغيل ميزات موجودة على جوانب متعددة دون الحاجة إلى إعادة وضع القطعة يدويًّا.
- خدمات التشغيل الآلي باستخدام الحاسب الآلي ذي الخمسة محاور (5 Axis CNC Machining Services): يمكن للأداة الاقتراب من قطعتك من أي زاوية تقريبًا، مما يمكّن من إنجاز أشكال معقدة وانحناءات سفلية (Undercuts) وأسطح منحوتة ناعمة في إعداد واحد فقط. وتتفوق هذه الآلات في تصنيع مكونات الطيران والفضاء، والغرسات الطبية، وتجويفات القوالب.
ما المقابل لهذا التحسين؟ إن زيادة عدد المحاور تعني ارتفاع تكلفة الآلة وتعقيد برمجتها. فقد تتراوح تكلفة آلة ذات 3 محاور بين ٢٥٬٠٠٠ دولار أمريكي و٥٠٬٠٠٠ دولار أمريكي، بينما قد تتراوح تكلفة المعدات ذات ٥ محاور بين ٨٠٬٠٠٠ دولار أمريكي وأكثر من ٥٠٠٬٠٠٠ دولار أمريكي. ومع ذلك، فإن التشغيل بالآلات ذات ٥ محاور يقلل غالبًا التكلفة الإجمالية لتصنيع الأجزاء المعقدة من خلال إلغاء الحاجة إلى إعدادات متعددة وتحسين الدقة.
التطبيقات المثلى لأجزاء التشغيل باستخدام ماكينات التحكم العددي (CNC):
- الغلاف الخارجي وال housings التي تحتوي على جيوب وميزات تثبيت
- الدعامات والمكونات الإنشائية التي تحتوي على فتحات في وجوه متعددة
- تجويفات القوالب التي تتطلب أسطحًا ناعمة ذات أشكال منحنية
- الأجزاء النموذجية (Prototypes) ذات الهندسة ثلاثية الأبعاد المعقدة
متى تكون عملية الخراطة أفضل من التفريز
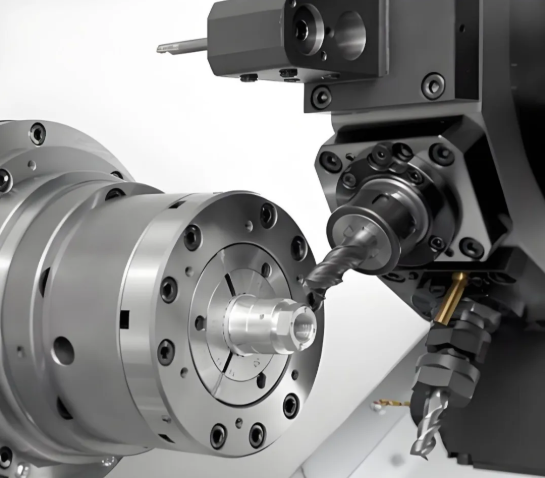
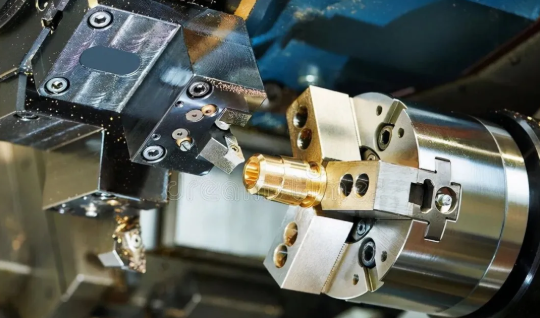
الآن تخيّل العكس: قطعة العمل الخاصة بك تدور بسرعة بينما يشكّل أداة قطع ثابتة سطحها. هذه هي عملية التشغيل بالتحكم العددي الحاسوبي (CNC Turning)، وهي أسرع طريقة لإنتاج الأجزاء الأسطوانية أو المخروطية مثل المحاور والدبابيس والبطانات والمكونات ذات الخيوط.
تستخدم خدمة التشغيل بالتحكم العددي الحاسوبي (CNC Turning) ماكينات خراطة مزودة بأدوات قطع نقطية واحدة تتحرك على محوري X وZ. وبما أن القطعة تدور باستمرار، فإن عملية التشغيل تتفوق في الحفاظ على التمركز والدوائرية — وهما أمران حاسمان للمكونات التي يجب أن تُركَّب بدقة داخل التجميعات.
لماذا تختار خدمات التشغيل بالتحكم العددي الحاسوبي (CNC Turning)؟
- السرعة: إن مسارات الأدوات الأبسط والقطع المستمر يجعلان عملية التشغيل أسرع من الطحن عند إنتاج الأجزاء الدائرية.
- كفاءة التكلفة: أدوات القطع النقطية الواحدة رخيصة الثمن، كما أن وحدات تغذية القضبان تتيح الإنتاج بكميات كبيرة مع أقل تدخل ممكن من المشغل.
- الدقة: المقاييس المسموح بها ±٠٫٠٠٢ بوصة هي القياس القياسي، ويمكن تحقيق مقاييس ±٠٫٠٠١ بوصة باستخدام معدات مُعايرة بدقة.
غالبًا ما تتضمن مراكز التدوير الحديثة باستخدام الحاسب الآلي (CNC) أدوات نشطة — أي أدوات دوارة مثبتة في البرج — التي يمكنها إنجاز عمليات قص باستخدام الحاسب الآلي مثل حفر الثقوب العرضية أو تشكيل الأسطح المسطحة دون الحاجة إلى نقل القطعة إلى جهاز منفصل. وتُعد هذه القدرة الهجينة جسرًا يربط بين عمليتي التدوير والطحن النقيتين.
التطبيقات المثالية للأجزاء المُدوَّرة:
- المحاور، والمحاور الدوارة، والأسطوانات
- الوصلات والتجهيزات الملولبة
- البطانات، والمقسمات، والأغطية الأسطوانية
- أي عنصر يتمتع بالتناظر الدوراني
التشكيـل الكهربائي بالتفريغ (EDM) للتطبيقات المتخصصة
ماذا يحدث عندما تفشل طرق القص التقليدية باستخدام الحاسب الآلي؟ فمثلًا، ماذا لو احتجت إلى زوايا داخلية حادة كالسكين، أو اضطررت إلى تشغيل فولاذ الأدوات المصلّب؟ هنا يأتي دور التشكيـل الكهربائي بالتفريغ (EDM).
يقوم التشكيـل الكهربائي بالتفريغ (EDM) بإزالة المادة باستخدام شرارات كهربائية بين قطب كهربائي وقطعة العمل الموصلة، وكلاهما مغموران في سائل عازل. ولا توجد أي قوة ميكانيكية للقطع، ما يسمح لك بتشغيل موادٍ شديدة الصلابة أو ملامح دقيقة جدًّا قد تنكسر بأدوات التشغيل التقليدية.
التطبيقات الشائعة لتقنية التشكيـل الكهربائي بالتفريغ (EDM):
- القطع بالتفريغ الكهربائي بالسلك لتصنيع الملامح المعقدة ومكونات القوالب ذات التحملات الضيقة
- القطع بالتفريغ الكهربائي الغاطس لتجويفات القوالب المعقدة
- القطع بالتفريغ الكهربائي للثقوب الصغيرة لممرات التبريد في أجزاء الطيران والفضاء
يُعد التفريغ الكهربائي أبطأ وأكثر تكلفةً من العمليات الأخرى مثل التشغيل بالطحن أو التشغيل بالدوران، ولذلك يُستخدم عادةً فقط في التطبيقات المتخصصة وليس في الإنتاج العام.
اختيار العملية الأنسب لمشروعك
إليك إطارًا سريعًا لاتخاذ القرار: إذا كان الجزء الخاص بك دائري الشكل أساسًا أو متماثلًا حول محور مركزي، فابدأ بالتشغيل بالدوران. أما إذا تطلّب الجزء أسطحًا مسطحةً أو جيوبًا أو تشغيلاً متعدد الجوانب، فالطحن هو الحل الأمثل. هل تحتاج إلى كليهما؟ فغالب المنصات الإلكترونية توجّه طلبك إلى مراكز مزدوجة الوظيفة (Mill-Turn) التي تجمع بين عمليتي الطحن والدوران في إعداد واحد.
إن هندسة الجزء هي العامل الحاسم في اختيار العملية التصنيعية — وبفهم هذه المبادئ الأساسية، يمكنك التواصل مع شريكك التصنيعي بشكل أكثر فعالية، مع تحقيق أقصى قدر من الكفاءة من حيث التكلفة ووقت التسليم.
دليل اختيار المواد للأجزاء المشغولة باستخدام التحكم العددي الحاسوبي (CNC)
لقد حددت عملية التشغيل الآلي المناسبة لهندستك—ولكن ماذا عن المادة؟ غالبًا ما تُحدِّد هذه القرارة ما إذا كانت قطعتك ستعمل بكفاءة ممتازة أم ستُعاني من فشلٍ في الموقع. وقد يؤدي اختيار المادة الخاطئة إلى اهتراء مفرط في الأدوات، أو عدم استقرار أبعادي، أو فشل مبكر في القطعة. أما الاختيار الصحيح فيوازن بين المتطلبات الميكانيكية، والظروف البيئية، وسهولة التشغيل الآلي، والميزانية.
وخلافًا لقوائم المواد البسيطة التي تجدها في أماكن أخرى، دعنا نَ نبني إطارًا لاتخاذ القرار يساعدك على تقييم الخيارات بناءً على احتياجات مشروعك المحددة.
المعادن التي تُشغَّل آلياً بأفضل كفاءة
وفيما يخص تشغيل الألومنيوم آليًّا، فإن قلةً من المواد تقدِّم نفس المزيج من سهولة التشغيل الآلي، ونسبة القوة إلى الوزن، والفعالية من حيث التكلفة. ولهذا السبب تهيمن سبائك الألومنيوم على الإنتاج باستخدام ماكينات التحكم العددي الحاسوبي (CNC) عبر قطاعاتٍ متنوعة تشمل الطيران والفضاء والإلكترونيات الاستهلاكية.
إلا أن الألومنيوم ليس الخيار الوحيد المتاح لك. وفيما يلي مقارنةٌ بين المعادن الشائعة عند تقييمك لخدمة تشغيل المعادن آليًّا عبر الإنترنت:
| المادة | الخصائص الرئيسية | تصنيف القابلية للتشغيل الآلي | التطبيقات النموذجية | التكلفة النسبية |
|---|---|---|---|---|
| ألمنيوم 6061 | قوة جيدة، ومقاومة ممتازة للتآكل، وقابلة للحام | ممتازة (٩٠٪) | المكونات الهيكلية، الإطارات، التجهيزات، الأجزاء ذات الاستخدام العام | منخفض ($) |
| ألمنيوم 7075 | عالية القوة، مقاومة للتعب، وأقل مقاومة للتآكل مقارنةً بالسبيكة 6061 | جيدة (٧٠٪) | هياكل طائرات، مكونات عالية الإجهاد، معدات رياضية | متوسط ($$) |
| الفولاذ المقاوم للصدأ 304 | مقاومة تآكل ممتازة، وقوة جيدة، وغير مغناطيسية | معتدلة (٤٥٪) | معدات الأغذية، والأجهزة الطبية، والتطبيقات البحرية | متوسط ($$) |
| الفولاذ المقاوم للصدأ 316 | مقاومة تآكل ممتازة، خاصةً أمام الكلوريدات | متوسطة (40%) | المعالجة الكيميائية، المعدات البحرية، الأدوات الجراحية | متوسطة - عالية ($$$) |
| النحاس | قابلية ممتازة للتشغيل الآلي، ومقاومة جيدة للتآكل، وتشطيب زخرفي أنيق | ممتازة (١٠٠٪) | التجهيزات، الصمامات، الموصلات الكهربائية، المعدات الزخرفية | متوسط ($$) |
| برونز | مقاومة ممتازة للتآكل والارتداء، احتكاك منخفض، ومقاومة جيدة للتآكل | جيدة (٦٥٪) | المحامل، البطانات، المعدات البحرية، التروس | متوسطة - عالية ($$$) |
| تيتانيوم الدرجة 5 | قوة استثنائية بالنسبة للوزن، وقابلة للتوافق الحيوي، ومقاومة للتآكل | ضعيف (22%) | الفضاء الجوي، الغرسات الطبية، المركبات عالية الأداء | عالية ($$$$) |
يرجى ملاحظة أن تصنيف قابلية التشغيل الآلي يؤثر مباشرةً على تكاليف إنتاجك. فالنحاس يُشغَّل بسهولةٍ فائقة — بل إنه يُعتبر المعيار المرجعي (100٪) الذي تُقاس عليه المواد الأخرى. أما تشغيل البرونز آليًّا فيتطلب عنايةً أكبر بسبب صلادته، لكن أجزاء البرونز المصنوعة باستخدام تقنية التحكم العددي الحاسوبي (CNC) توفر مقاومة استثنائية للارتداء في التطبيقات الخاصة بالمحامل والبطانات. أما التيتانيوم، رغم تميُّزه بخصائص أداء لا مثيل لها، فيتطلّب أدوات تخصصية، وتغذية أبطأ، ووقت تشغيل أطول على الآلة — وكل ذلك يؤدي إلى ارتفاع سعر الاقتباس الخاص بك.
الاختيار بين الفولاذ والألومنيوم والسبائك الخاصة
يبدو معقدًا؟ إليك إطار عمل عملي يستند إلى التوصيات الواردة في دليل اختيار المواد من شركة HPPI:
الخطوة 1: حدد المتطلبات الوظيفية. ما الأحمال التي سيتعرض لها الجزء؟ هل يحتاج إلى توصيل كهربائي؟ وهل سيتلامس مع مواد مسببة للتآكل أو درجات حرارة قصوى؟
الخطوة 2: خذ بيئة التشغيل في الاعتبار. فالجزء المُوجَّه للاستخدام في تطبيقات المياه المالحة يحتاج إلى حماية مختلفة ضد التآكل مقارنةً بالجزء الموجود داخل غلاف خاضع للتحكم المناخي.
الخطوة 3: قيِّم سهولة التشغيل بالنسبة لميزانيتك. ففي بعض الأحيان، قد يوفِّر مادة أكثر سهولة في التشغيل وأداءً أقل قليلًا قيمةً أفضل فعليًّا عند أخذ عوامل مثل تقليل تآكل الأدوات وتسريع أوقات الدورة في الحسبان.
لتطبيقات الحساسة للوزن مثل مكونات قطاع الطيران، يُفضَّل عادةً استخدام سبائك الألومنيوم 7075 رغم كونها أغلى ثمناً من سبيكة 6061—إذ إن نسبة قوتها إلى وزنها المتفوقة تبرر ارتفاع سعرها. أما بالنسبة للأجزاء التي تتطلب مقاومة استثنائية للتآكل في حالات التلامس المنزلق، فإن مكونات البرونز المصنوعة باستخدام ماكينات التحكم العددي (CNC) تتفوق على معظم البدائل الأخرى رغم ارتفاع تكلفة المادة.
البلاستيكيات الهندسية: عندما لا يكون المعدن هو الحل الأمثل
المعادن ليست دائماً الخيار الأمثل. فتُقدِّم البلاستيكات الهندسية مثل ديلرين والنايلون مزايا جذَّابة للتطبيقات المناسبة—أقل وزناً، وأقل تكلفة، ولها خاصية تشحيم طبيعية ممتازة، ومقاومة كيميائية عالية.
لكن اختيار إحدى هاتين البلاستيكيتين الشائعتين يتطلَّب فهم شخصيتهما المتميزة. ووفقاً للمقارنة التي أجرتها شركة «بينتا بريسيشن» (Penta Precision)، تظهر الفروق بينهما بوضوح في الممارسة العملية:
| الممتلكات | ديلرين (أسيتال/بولي أوكسي ميثيلين POM) | نايلون (PA6/PA66) |
|---|---|---|
| امتصاص الرطوبة | منخفض جدًّا (٠,٢٪) | عالية (٢,٥–٣٪) |
| ثباتها البُعدي | ممتاز | متوسطة (تنتفخ عند ارتفاع الرطوبة) |
| المقاومة الحرارية | ١٠٠–١١٠°م درجة حرارة مستمرة | ١٢٠–١٣٠°م (للدرجات المدعَّمة بألياف الزجاج) |
| مقاومة الصدمات | جيد | ممتاز |
| بسهولة التشغيل | ممتازة—قطع نظيفة، وتشطيب أملس | متوسطة—معرَّضة للتجعُّد والانحراف |
| التكلفة النسبية | أعلى بنسبة ١٠–٣٠٪ | انخفاض تكلفة المواد |
يتفوق مادة الدلرين حيثما كانت التحملات الضيقة ومقاومة الرطوبة أمورًا بالغة الأهمية. وهي تُصنع بدقة عالية مع حواف حادة وأسطح ناعمة مباشرةً بعد التشغيل—وبالتالي لا تحتاج إلى عمليات معالجة لاحقة أو تحتاج إليها بشكلٍ ضئيل جدًّا. فكِّر في التروس الدقيقة ومكونات الصمامات والتركيبات ذات التحملات الضيقة، حيث يُعد الاستقرار البُعدي أمرًا لا يمكن التنازل عنه.
يُعد النايلون خيارًا منطقيًّا للتصنيع عندما تحتاج إلى مقاومة تصادمية ممتازة أو تحمل حراري أعلى. وهو الخيار الأمثل للأجزاء التي تتعرض لضغوط شديدة—مثل المكونات الحركية وتطبيقات غرفة المحرك أو الحالات التي يكون فيها المرونة تحت التحميل مطلوبة فعليًّا. فقط تذكَّر أن طابع النايلون الامتصاصي للماء يعني أن الأجزاء قد تنتفخ بنسبة ٢–٣٪ في البيئات الرطبة، مما قد يؤثر سلبًا على التداخلات الحرجة.
المعدن مقابل البلاستيك: دليل سريع لاتخاذ القرار
متى يجب أن تختار بلاستيك الدلرين بدلًا من الألومنيوم؟ فكِّر في هذه السيناريوهات:
- اختر البلاستيكات الهندسية عندما: أنت بحاجة إلى تقليل الوزن، أو التشحيم الطبيعي، أو العزل الكهربائي، أو المقاومة الكيميائية للمواد التي تهاجم المعادن
- اختر المعادن عندما: تكون المتانة الإنشائية هي العامل الأهم، أو تتجاوز درجات حرارة التشغيل ١٥٠°م، أو يجب أن يتحمل الجزء أحمالاً ميكانيكية عالية
- اختر العامل البيئي: وبشكل عام، تتمتع البلاستيكات بمقاومة أفضل للتآكل مقارنةً بالمعادن في معظم الحالات، لكن التعرّض لأشعة فوق البنفسجية وبعض المواد الكيميائية قد يؤدي مع مرور الوقت إلى تدهور أداء البوليمرات
غالبًا ما تؤثر القيود المالية أيضًا في اتخاذ القرار. فعادةً ما تكون تكلفة بلاستيك ديلرين أعلى من الألومنيوم لكل كيلوجرام، لكن كثافته الأقل تعني أنك تحصل على عدد أكبر من الأجزاء لكل رطل من المادة — كما أن قابليته الممتازة للتشغيل الآلي تقلل من وقت الإنتاج.
إن المادة التي تختارها تؤثر في كل جانب من جوانب مشروعك — بدءًا من العرض السعري الأولي ووصولًا إلى الأداء الطويل الأمد للجزء. ولذلك فإن فهم هذه المفاضلات قبل تحميل ملف CAD الخاص بك يساعد في ضمان أن تتوافق أجزاؤك مع المواصفات دون تجاوز الميزانية المحددة.
كيف تُحدّد ما تحتاجه فعليًّا
لقد اخترت المواد الخاصة بك، وحددت عملية التشغيل المناسبة—والآن تأتي المواصفة التي قد تُحدث فرقًا جذريًّا في ميزانيتك: التحملات. وهذه هي المشكلة: يلجأ العديد من المهندسين افتراضيًّا إلى أضيق التحملات الممكنة، ظنًّا منهم أن ذلك يضمن الجودة. وفي الواقع، فإن تحديد التحملات بشكل مفرط قد يضاعف أو حتى يثلِّث تكلفة القطعة دون أن يحسِّن وظيفتها.
إذن ما هو التحمل المسموح به لثقوب الخيوط، أو الميزات المُمَشَّطة، أو الأقطار المشكَّلة بالدوران؟ والأهم من ذلك: متى تكتسب المواصفات الأضيق أهمية فعلية؟ دعنا نتغلَّب على المصطلحات المعقدة ونقدِّم لك إطار عمل عمليًّا لتحديد التحملات بدقة بما تحتاجه أجزاء التشغيل الآلي لديك—لا أكثر ولا أقل.
شرح الفرق بين التسامح القياسي والتسامح الدقيق
يُعرَّف التحمل بأنه التباين المسموح به في البُعد. وعندما تحدد قطر ثقبٍ قدره ٠٫٥٠٠ بوصة ± ٠٫٠٠٥ بوصة، فأنت تُبلغ المصنِّع بأن أي قيمة بين ٠٫٤٩٥ بوصة و٠٫٥٠٥ بوصة تكون مقبولة في تطبيقك.
وفقًا لإرشادات Xometry المتعلقة بالتحملات، فإن التحملات القياسية للتشغيل الدقيق باستخدام ماكينات التحكم العددي (CNC) تتوزَّع كما يلي:
- قطع معدنية: ±0.005 بوصة (±0.127 مم) هو التسامح القياسي الافتراضي
- قطع بلاستيكية: ±0.010 بوصة (±0.254 مم) ناتجٌ عن مرونة المادة أثناء القطع
وللتوضيح، فإن سُمك ورقة واحدة يبلغ حوالي 0.003 بوصة. وتعمل التسامحات القياسية بشكل مثالي في معظم التطبيقات — مثل الدعامات والغلاف الخارجي والأغطية والمكونات الميكانيكية العامة التي لا تتطلب تركيبات دقيقة.
ولكن ماذا يحدث عندما تحتاج إلى خدمات تشغيل آلي دقيقة تتميّز بمواصفات أكثر صرامة؟ هنا تبدأ التكاليف في الارتفاع:
| فئة التحمل | النطاق النموذجي | عامل تكلفة إضافية | متطلبات إضافية |
|---|---|---|---|
| القياسي | ±0.005 بوصة (±0.127 مم) | مرة واحدة (أساسي) | المعدات القياسية، والفحص العيني |
| الدقة | ± 0.001" (± 0.025 ملم) | 3-5x | أدوات متخصصة، وضوابط بيئية، وفحوصات موسَّعة |
| الدقة الفائقة | ±0.0004 بوصة (±0.010 مم) | ٨–١٥ ضعفًا | معدات متخصصة، وفحص بنسبة 100%، وعمليات إزالة الإجهادات |
لاحظ هذه العلاقة؟ وفقًا لـ أبحاث Modus Advanced في تصميم من أجل التصنيع (DFM) ، فمع تشديد التسامحات بما يتجاوز ±0.005 بوصة، تزداد التكاليف بشكل أسي — وليس خطيًّا. وقد يؤدي الانتقال من التسامحات القياسية إلى التسامحات الدقيقة إلى مضاعفة تكلفة القطعة من ثلاث إلى عشر مرات، حسب الشكل الهندسي وحجمها.
متى تكون التحملات الدقيقة مهمة فعليًا
وهذا هو السؤال الذي تتجنّبه معظم أدلة التسامحات: متى تحتاج فعليًّا إلى خدمات التشغيل الآلي الدقيق (CNC) بدلًا من المواصفات القياسية؟
تُبرَّر التحملات الأضيق عندما:
- يجب أن تتناسب الأجزاء المتقابلة معًا بأقل فراغ ممكن (التركيبات بالضغط، وفتحات المحامل)
- تتطلب أسطح الإغلاق تماسًّا متسقًّا (أخاديد الحلقات المطاطية O-ring، وأسطح الحشوات)
- تحتاج المكونات الدوارة أو المنزلقة إلى محاذاة دقيقة جدًّا (المحاور، والبستمات، وسيقان الصمامات)
- تتطلّب التجميعات البصرية أو الإلكترونية تحديد مواضع دقيقة جدًّا
تكون التحملات القياسية مناسبة تمامًا في الحالات التالية:
- الثقوب المخصصة للمسامير والبراغي لترك فراغ كافٍ
- الأبعاد الخارجية غير الحرجة
- الأسطح التي تخضع لعمليات تشطيب ثانوية
- الميزات التي لا تؤثر على التجميع أو الأداء الوظيفي
اعتبر الميزات ذات الخيوط مثالاً عملياً. فعلى سبيل المثال، بالنسبة لخيط 3/8 بوصة وفق مواصفات NPT، فإن القطر الأقصى يبلغ 0.675 بوصة مع تسامحات قياسية مدمجة في مواصفات الخيط نفسه. وبالمثل، يتبع حجم الفتحة 1/4 بوصة وفق مواصفات NPT معايير راسخة — لذا ليس من الضروري تحديد هذه الميزات بدقة مفرطة، لأن عملية التخريش تتحكم تلقائياً بالأبعاد الحرجة.
التصميم من أجل التصنيع: تجنّب الأخطاء المكلفة
ووفقاً لأبحاث شركة «مودوس أدفانسد» (Modus Advanced)، فإن نحو 70% من تكاليف التصنيع تُحدَّد خلال مرحلة التصميم. وهذا يعني أن قراراتك المتعلقة بالتسامحات المُشار إليها في الرسم البياني تؤثّر على التكلفة أكثر من أي عامل آخر تقريباً يحدث في ورشة الإنتاج.
وفيما يلي مبادئ عملية لتحسين مواصفاتك:
- طبِّق التسامحات الضيقة فقط على الميزات الحرجة. إذا لم يؤثّر البُعد على التداخل أو الشكل أو الوظيفة، فاتركه ضمن التسامح القياسي.
- خذ سلوك المادة في الاعتبار. المواد الأطرى مثل النايلون أو البولي إيثيلين عالي الكثافة (HDPE) تنثني أثناء القطع، مما يجعل تحقيق التحملات الضيقة أكثر صعوبة. أما الألومنيوم والصلب فيحافظان على الدقة بشكلٍ أكثر موثوقية.
- فكّر في عملية الفحص. الميزات التي يصعب تصنيعها هي أيضًا ميزات يصعب قياسها. وقد تتطلب توصيفات التحمل المعقدة معدات فحص متخصصة، ما يُضيف تكاليف إضافية.
- راقب التغيّرات في العمليات. تحديد تحمل ثقبٍ بمقدار ±0.001 بوصة، بينما كان من الممكن تشغيله بالفرز بدقة ±0.005 بوصة، قد يجبر المصنّع على استخدام مخرطة لتشغيل هذا الثقب بدلًا من ذلك — ما يُضيف تكاليف الإعداد ويزيد من زمن التسليم.
أفضل طريقة لتطبيق التحملات هي تطبيق التحملات الضيقة و/أو الهندسية فقط على المناطق الحرجة عند الضرورة لتحقيق معايير التصميم.
عند تحميل تصميمك إلى خدمة تشغيل CNC عبر الإنترنت، يقوم خوارزمية التسعير بتقييم كل توصيف للتحمل. وقد يؤدي تخفيف المواصفات غير الحرجة من ±0.001 بوصة إلى ±0.005 بوصة إلى خفض سعر العرض بنسبة 30٪ أو أكثر — دون أي تأثير على أداء القطعة.
فهم العوامل التي تُحدد تكاليف التشغيل الآلي يمنحك السيطرة على المفاضلات بين الدقة والميزانية — وهو ما يقودنا إلى سير عمل الطلب الكامل عبر الإنترنت وكيفية تجنّب الأخطاء الشائعة في هذه العملية.
عملية الطلب الكاملة عبر الإنترنت لخدمات التشغيل الآلي باستخدام الحاسوب (CNC) خطوة بخطوة
لقد فهمت عمليات التشغيل الآلي، وحدّدت المادة المناسبة، ووضّحت التسامحات المعقولة. والآن تأتي المسألة العملية: كيف يمكنك تحويل ملف الـ CAD الخاص بك فعليًّا إلى أجزاء مصنّعة حسب الطلب تصل إليك على مكتبك؟
يختلف سير عمل طلب أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت اختلافًا كبيرًا عن التصنيع التقليدي. فلا حاجة لمكالمات هاتفية متكررة مع مدراء الورش، ولا داعي للتنقّل شخصيًّا لتسليم عيّناتٍ في جميع أنحاء المدينة للحصول على عروض أسعار. بل إنك بدلًا من ذلك تتعامل مع نظام رقمي مصمَّم للسرعة — لكنه يكافئ الاستعداد الجيد ويُعاقب الإهمال في إعداد الملفات.
دعنا نستعرض معًا العملية الكاملة بدءًا من رفع الملفات وحتى فتح العلبة التي تحتوي أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) المُصنَّعة نهائيًّا.
إعداد ملفات الـ CAD الخاصة بك لتحقيق النجاح
إليك تذكيرٌ واقعي: وفقًا لدليل الطلب الخاص بشركة بولانغ، فإن نجاح طلبك الإلكتروني يعتمد بنسبة 90% على جودة الملفات التي تقدّمها. فمحركات التسعير الآلية والمهندسين البشريين على حدٍّ سواء يعتمدون على تنسيقات محددة لتوليد أسعار دقيقة ومسارات أداة (Toolpaths) دقيقة.
يُعَدُّ نموذجك ثلاثي الأبعاد المصدر الأساسي للحقائق. لكن ليس كل تنسيقات الملفات متساوية من حيث الجودة:
- STEP (.step / .stp): المعيار الذهبي للتصنيع باستخدام الحاسب الآلي (CNC). فملفات STEP تحافظ على الهندسة الدقيقة والمنحنيات وتعريفات الحواف التي تفقدها التنسيقات القائمة على الشبكات (Mesh-based formats). وتفضّل معظم المنصات الإلكترونية هذا التنسيق.
- IGES (.iges / .igs): تنسيق آخر قياسي في الصناعة، ويؤدي أداءً جيدًا في نقل بيانات الأسطح ثلاثية الأبعاد بين أنظمة التصميم بمساعدة الحاسوب (CAD) المختلفة.
- Parasolid (.x_t / .x_b): هذا التنسيق أصلي لأنظمة Siemens NX وSolidWorks، وهو يحافظ على دقة هندسية عالية.
- SOLIDWORKS (.sldprt): تقبل العديد من المنصات ملفات SolidWorks الأصلية مباشرةً.
ماذا عن ملفات STL؟ وفقًا لـ دليل ديبيك لإعداد الملفات يجب أن تتجنب استخدام ملفات STL في أعمال التصنيع باستخدام الحاسب الآلي (CNC). فملفات STL تعتمد على الشبكات وتُقرّب الأسطح باستخدام المثلثات، مما قد يؤدي إلى فقدان التفاصيل أثناء إنشاء مسار الأداة. وهي تعمل جيدًا في الطباعة ثلاثية الأبعاد، لكنها تفتقر إلى الدقة الهندسية التي تتطلبها آلات التصنيع باستخدام الحاسب الآلي.
وبالإضافة إلى تنسيق الملف، فإن تفاصيل الإعداد مهمة أيضًا:
- عيّن الوحدات الصحيحة. إن الخطأ بين المليمترات والبوصات يؤدي إلى أجزاء تكون أكبر أو أصغر بعشرة أضعاف الحجم المطلوب تقريبًا.
- حدّد نقطة أصل واضحة. وهذا يساعد المصنّعين على توجيه قطعتك بشكل صحيح.
- تحقق من وجود أسطح مفتوحة أو فراغات. وتمنع النماذج المغلقة تمامًا (التي لا تسمح بمرور الماء) حدوث أخطاء في التسعير والالتباس أثناء التصنيع.
- احذف السمات غير الضرورية. يمكن أن تُربك هندسة البناء، والأجسام المخفية، والأسطح المكررة التحليل الآلي.
بالنسبة للأجزاء ذات التحملات الضيقة جدًّا، لا تعتمد أبدًا على النموذج ثلاثي الأبعاد وحده. بل أرفق رسمًا ثنائي الأبعاد بصيغة PDF يحدّد الأبعاد الحرجة، ومتطلبات خشونة السطح، والتحملات الهندسية. وهذا يلغي التخمين ويضمن أن تتوافق أجزاءك المشغولة على ماكينات التحكم العددي (CNC) أو المكونات المصنوعة بالطحن مع المواصفات الدقيقة المطلوبة.
ما الذي يحدث بعد رفع الملفات؟
بمجرد رفع ملفاتك إلى المنصة، فإليك الرحلة خطوة بخطوة من النموذج الرقمي إلى الجزء المادي الفعلي:
- تحليل الهندسة الفوري: تقوم خوارزميات الذكاء الاصطناعي بفحص نموذجك خلال ثوانٍ معدودة، وتُحدِّد الخصائص مثل الثقوب، والجيوب، والخيوط، والانحناءات الداخلية. كما يُبرز النظام المشكلات المحتملة المتعلقة بالإمكانية التصنيعية — مثل الزوايا الحادة الداخلية التي تتطلب استخدام تقنية التآكل الكهربائي (EDM)، أو الجدران الرقيقة التي قد تنحني أثناء التشغيل، أو الخصائص التي يتعذَّر الوصول إليها باستخدام أدوات التشغيل القياسية.
- التسعير الآلي: استنادًا إلى تعقيد الهندسة، واختيار المواد، ومتطلبات التحمل، والكمية، فإنك تتلقى عرض سعر تقريبي فورًا تقريبًا. ووفقًا لبيانات شركة بولانغ، فإن تكلفة المواد تمثل حوالي ٢٠٪ من تكاليف التشغيل الآلي، بينما تشكّل وقت تشغيل الآلة ٨٠٪—وبالتالي فإن تعقيد التصميم له أكبر تأثير على عرض السعر الخاص بك.
- حلقة ملاحظات التصميم: توفر المنصات الموثوقة ملاحظات حول «التصميم من أجل التصنيع» (DFM) قبل أن تلتزم بالطلب. وستقترح عليك تعديلات تقلل التكاليف—مثل إضافة نصف قطر تدوير (فيليت) للزوايا الداخلية، أو ضبط سماكة الجدران، أو اقتراح بدائل للمواد. وقد يؤدي هذا التبادل المتكرر في الملاحظات إلى توفير يتراوح بين ٢٠٪ و٥٠٪ في تكلفة الأجزاء المعقدة.
- تأكيد الطلب وتوجيهه: وبمجرد موافقتك على عرض السعر، يدخل طلبك في قائمة الإنتاج. وتوجِّه المنصات الرقمية الطلبات إلى مصنّعين متخصصين ضمن شبكتها—فإن جزءك المصنوع من التيتانيوم يُرسل إلى ورش لديها خبرة في معالجة التيتانيوم، بينما يُرسل المكوّن الألومنيومي ذي المحاور المتعددة إلى المرافق المزودة بقدرات التشغيل الخمسية المحاور.
- الإنتاج: يُولِّد مبرمجو التحكم العددي الحاسوبي (CNC) مسارات الأدوات من نموذجك، ويختارون أدوات القطع المناسبة، ويُعدّون الآلة. وفي طلبات النماذج الأولية باستخدام التحكم العددي الحاسوبي (CNC)، تبدأ الإنتاج عادةً خلال ٢٤–٤٨ ساعة من تأكيد الطلب.
- فحص الجودة: تخضع أجزاء الآلات المصنوعة باستخدام التحكم العددي الحاسوبي (CNC) للتحقق من الأبعاد. وتخضع الطلبات القياسية عادةً لفحص عينات، بينما قد تخضع الأجزاء الدقيقة لفحص بنسبة ١٠٠٪ مع إعداد تقارير قياس موثَّقة.
- تشطيب السطح: إذا كنت قد حددت معالجات مثل التأكسد الكهربائي (Anodizing) أو الطلاء بالبودرة (Powder Coating) أو التنقية بالرمل (Bead Blasting)، فإن الأجزاء تنتقل إلى عمليات التشطيب قبل التغليف النهائي.
- الشحن: تتم تعبئة الأجزاء بعناية لمنع حدوث أي تلف أثناء النقل. وعادةً ما يتم شحن النماذج الأولية المصنوعة من الألومنيوم القياسي خلال ٣–٥ أيام عمل؛ أما دفعات الإنتاج التي تضم ١٠٠ وحدة فأكثر فتستغرق عادةً ٢–٤ أسابيع، وذلك حسب متطلبات التشطيب.
الأخطاء الشائعة التي تُعطِّل الطلبات
حتى المهندسين ذوي الخبرة يقعون في أخطاء أثناء عملية الطلب. ووفقاً لتحليل شركة جو باي سي إن سي (JUPAICNC)، فإن هذه المزالق هي السبب الرئيسي لأطول فترات التأخير والتجاوزات في التكاليف:
- مواصفات غير كاملة: تقديم نموذج ثلاثي الأبعاد دون تحديد التسامحات أو متطلبات المادة أو متطلبات التشطيب يُجبر المصنّعين على التخمين — أو رفض طلبك إلى حين توضيح هذه المتطلبات.
- اختيار المادة الخاطئة: الاختيار بناءً على شهرة الاسم بدلًا من متطلبات التطبيق. فقد يُصنع الجزء المصنوع من الفولاذ المقاوم للصدأ بدقة تامة من الألومنيوم وبتكلفة نصف السعر، إذا سمحَت متطلبات القوة بذلك.
- التسامحات المُبالغ في تحديدها: طلب تسامح ±٠٫٠٠١ بوصة على كل أبعاد الجزء، في حين أن تسامح ±٠٫٠٠٥ بوصة كافٍ تمامًا، يؤدي إلى زيادة كبيرة في التكلفة دون تحسين أداء الجزء.
- جداول زمنية غير واقعية: افتراض أن التشغيل الآلي باستخدام ماكينات التحكم العددي (CNC) سريعٌ بنفس قدر الطباعة ثلاثية الأبعاد. فالقطع المعقدة تتطلب برمجةً دقيقةً وعددًا من مراحل الإعداد والوقت اللازم للفحص والاختبار. أما التعجيل في التنفيذ فيؤدي غالبًا إلى تنازلاتٍ في الجودة.
- تجاهل ملاحظات تصميم القابلية للتصنيع (DFM): عندما تقترح المنصة تعديلات على التصميم، فإن تجاهل هذه الاقتراحات دون دراسةٍ واعية غالبًا ما يعني دفع أسعار مرتفعة مقابل ميزات كان يمكن تبسيطها.
كلما كان ملفك أفضل، كانت النتيجة المُحقَّقة أفضل.
إن تخصيص ساعة إضافية لإعداد الملفات النظيفة، وتحديد التسامحات الضرورية فقط، ومراجعة ملاحظات تصميم القابلية للتصنيع (DFM) يمكن أن يوفّر أيامًا من التأخير ومئات الدولارات على طلب أجزاء التصنيع المخصص الخاصة بك.
وبما أن أجزاءك في طريقها إليك، فإن فهم العوامل التي أدّت إلى تلك العروض السعرية النهائية—وكيفية تحسين الطلبات المستقبلية—يصبح المهارة القيّمة التالية التي ينبغي تطويرها.
عوامل التسعير واستراتيجيات تحسين التكاليف
لقد تم شحن أجزاءك من طلب سابق، والآن أنت تنظر إلى الفاتورة متسائلًا: لماذا كانت تلك العروض السعرية مرتفعة جدًّا؟ أو ربما تقوم برفع تصميم جديد وتراقب ارتفاع السعر أو انخفاضه أثناء تعديل المعاملات. إن فهم العوامل الحقيقية التي تؤثّر في سعر تصنيع الأجزاء باستخدام ماكينات التحكم العددي (CNC) يساعدك على اتخاذ قرارات أكثر ذكاءً قبل النقر على زر «الطلب».
إليك ما لا تخبرك به معظم المنصات بشكل مباشر: تكلفة المعدن للمُشغل تشكل فقط حوالي ٢٠٪ من إجمالي نفقاتك. أما النسبة المتبقية البالغة ٨٠٪ فهي تأتي من وقت تشغيل الآلة—أي أن تعقيد التصميم ومتطلبات التحمل وكفاءة الإنتاج لها تأثيرٌ أكبر بكثير على صافي ربحك مقارنةً باختيار المادة وحدها.
ما العوامل الدافعة لتكاليف التصنيع باستخدام الحاسوب (CNC)؟
دعنا نحلل عوامل التكلفة الرئيسية لكي تتمكن من توقع السعر قبل رفع ملف الـCAD الخاص بك:
- اختيار المواد: تتفاوت أسعار المواد الخام بشكل كبير. ووفقاً لتحليل التكلفة الذي أجرته شركة يونيون فاب، فإن الألومنيوم يقع في الطبقة الأدنى ($)، بينما تتطلب التيتانيوم والمغنيسيوم أسعاراً مرتفعة جداً ($$$$$). ولكن تذكّر أن المواد الأصعب تؤدي أيضاً إلى اهتراء الأدوات بشكل أسرع وتتطلب سرعات قطع أبطأ، مما يضاعف التكاليف بما يتجاوز تكلفة المادة الخام وحدها.
- تعقيد القطعة: الجيوب العميقة، والزوايا الداخلية الحادة، والجدران الرقيقة، والهندسات المعقدة تطيل جميعها زمن التشغيل الآلي. أما الميزات التي تتطلب إعدادات متعددة أو أدوات خاصة فهي تزيد من تكاليف العمالة وعمليات تغيير الأجهزة. وبالمقابل، فإن القطعة التي يمكن إنجازها في إعداد واحد ستكون تكلفتها دائمًا أقل من تلك التي تتطلب ثلاث عمليات لإعادة التموضع.
- متطلبات التحمل: وكما ناقشنا سابقًا، فإن الانتقال من التحمل القياسي (±0.005 بوصة) إلى التحمل الدقيق (±0.001 بوصة) قد يضاعف التكاليف من ٣ إلى ٥ أضعاف. وكل تحمل دقيق محدَّد يؤدي إلى خفض سرعات القطع، وزيادة وقت الفحص، وقد يستلزم استخدام معدات متخصصة.
- الكمية: وهذا العامل يعمل لصالحك. فتكاليف الإعداد — مثل البرمجة، وتثبيت القطعة، واختيار الأدوات — تبقى ثابتة سواء كنت تُنتج قطعة واحدة أو مئة قطعة. وبتوزيع هذه التكاليف على عدد أكبر من الوحدات، تنخفض تكلفة كل قطعة بشكل كبير. ووفقًا لبيانات شركة يونيون فاب (Unionfab)، يمكن أن تنخفض تكاليف الوحدة بنسبة ٥٠٪ أو أكثر عند زيادة الطلبات من نموذج أولي واحد إلى دفعات مكوَّنة من خمس وحدات.
- التشطيبات السطحية: يأتي التشطيب "كما هو منقوش" افتراضيًا دون أي تكلفة إضافية. لكن التأكسد الكهربائي يضيف ما بين ٣ إلى ١٢ دولارًا أمريكيًّا لكل قطعة، بينما يتراوح سعر الطلاء الكهربائي بين ١٠ و٣٠ دولارًا أمريكيًّا، وتؤدي المعالجات المتخصصة مثل التمرير أو النقش بالليزر إلى رفع التكاليف أكثر من ذلك. ويستلزم كل تشطيب معالجة إضافية، ووقت معالجة أطول، وفحوصات جودة إضافية.
- وقت التسليم: توفر الجداول الزمنية القياسية للإنتاج (من ٧ إلى ١٥ يوم عمل) أفضل قيمة. أما الطلبات العاجلة التي تتطلب تسليمًا خلال ١–٣ أيام فتتطلب عمالة إضافية، وتعطيل الجدول الزمني للإنتاج، وشحنًا عاجلًا — لذا توقَّع أن تدفع أتعابًا إضافية تتراوح بين ٢٥٪ و١٠٠٪ فوق الأسعار القياسية.
طرق ذكية لتخفيض تكاليف القطع
والآن وبعد أن فهمتم عوامل التكلفة، فإليك كيفية تحسين طلباتكم من الأجزاء المُصنَّعة دون التضحية بالوظائف:
- بسّط الشكل الهندسي قدر الإمكان. قلِّلوا من الزوايا الحادة الداخلية — وحدِّدوا نصف قطر الزوايا بما لا يقل عن ثلث عمق التجويف. ووفقًا لإرشادات هبز الخاصة بتصميم القابلية للتصنيع (DFM)، فإن نصف القطر الأكبر يسمح باستخدام أدوات أكبر، والتي تقطع أسرع وبتكلفة أقل.
- استخدم أحجام الأدوات القياسية. تتضمن ميزات التصميم استخدام أدوات القطع الشائعة مثل أدوات التفريز (End Mills) والثاقبات. وأقطار الثقوب تكون بزيادات قدرها ٠٫١ مم (حتى ١٠ مم) أو بأحجام كسرية قياسية، مما يلغي الحاجة إلى أدوات خاصة وتكاليفها.
- حسّن سماكة الجدران. بالنسبة للأجزاء المعدنية، اجعل سماكة الجدران أكثر من ٠٫٨ مم؛ أما بالنسبة للقطع البلاستيكية، فاجعلها أكثر من ١٫٥ مم. فالجدران الرقيقة تتطلب عمليات تمرير أبطأ وتعرّضها لانحراف أكبر، ما يؤدي إلى إطالة أوقات الدورة الإنتاجية.
- طبّق التحملات الضيقة بشكل انتقائي. إن الأسطح الحرجة التي تتطلب تركيبًا دقيقًا فقط هي التي تحتاج إلى مواصفات دقيقة. ويمكن أن يؤدي تخفيف التحملات غير الضرورية من ±٠٫٠٠١ بوصة إلى ±٠٫٠٠٥ بوصة إلى خفض التكاليف بنسبة ٣٠٪ أو أكثر.
- اختر التشطيب «كما هو بعد التشغيل الآلي» عندما يكون ذلك مقبولًا. تحديد تشطيبات السطح فقط عند الحاجة الوظيفية لها يلغي العمليات الثانوية والتكاليف المرتبطة بها.
- جمّع طلباتك استراتيجيًّا. إذا كنت بحاجة الآن إلى ٣ أجزاء، وقد تحتاج لاحقًا إلى ١٠ أجزاء إضافية، فإن طلب الأجزاء الـ١٣ معًا دفعة واحدة عادةً ما يكلّفك أقل من طلبها على دفعتين منفصلتين، وذلك بسبب تشارك تكاليف الإعداد الأولي.
- اختر موادًا قابلة للتشغيل الآلي. ألومنيوم 6061 يُشغَّل أسرع من الفولاذ المقاوم للصدأ—غالبًا ضِعف السرعة. وعندما تسمح متطلبات القوة، فإن اختيار سبائك أسهل في التشغيل يقلل من زمن الدورة وارتداء الأدوات.
متى يكون الاستعانة بالخدمات العاجلة منطقيًّا؟
الطلبات العاجلة ليست دائمًا هدرًا للمال. وإليك الحالات التي يكون فيها دفع الرسوم الإضافية مبرَّرًا:
- المشاريع الحاسمة في مسار التقدُّم: عندما يُعطِّل نموذج أولي متأخِّر إطلاق منتجٍ كاملٍ، فإن رسوم التسارع تبدو تافهةً أمام تكلفة فوات نوافذ السوق.
- التحقق من التصميم قبل الالتزام بقوالب التصنيع: إن إنفاق مبلغ إضافي للتأكد من صحة التصميم قبل الاستثمار في قوالب الحقن أو أدوات الإنتاج غالبًا ما يمنع أخطاءً باهظة التكلفة بكثير.
- التزامات العملاء: عندما تكون الوعود المتعلقة بالتسليم على المحك، فإن الإنتاج العاجل يحمي العلاقات التي تفوق قيمتها الرسوم الإضافية المفروضة مقابل التسارع.
أما بالنسبة للمشاريع غير العاجلة، فإن الجداول الزمنية القياسية تضمن نفس مستوى الجودة وبتكلفة أقل بكثير. ولذلك فإن التخطيط المسبق—مثل رفع الملفات مبكرًا، والرد السريع على ملاحظات تحليل قابلية التصنيع (DFM)، وتجنب التعديلات التصميمية في اللحظة الأخيرة—يحافظ على جدول طلباتك ضمن الجداول الاقتصادية.
إن أجزاء التصنيع باستخدام الحاسب الآلي (CNC) الأغلى ثمنًا ليست تلك التي تتطلب معدات متخصصة، بل هي الأجزاء المصنوعة من قطع تم تصميمها دون أخذ تحسين التكلفة في الاعتبار. وباستخدام هذه الاستراتيجيات، يمكنك الآن تقييم ليس فقط تكلفة أجزائك، بل أيضًا مقارنة طرق التصنيع المختلفة عبر تقنيات الإنتاج المتنوعة.
التصنيع باستخدام الحاسب الآلي مقابل الطباعة ثلاثية الأبعاد، والقولبة بالحقن، وتصنيع الصفائح المعدنية
لقد قمت بتحسين تصميمك لعملية التصنيع باستخدام الحاسب الآلي وفهمت العوامل المؤثرة في التكلفة — لكن إليك سؤالاً جديرًا بالطرح: هل يُعَد التصنيع باستخدام الحاسب الآلي حتى الطريقة المناسبة للتصنيع في مشروعك؟ أحيانًا تكون الإجابة بنعم. وأحيانًا أخرى، تُوفِّر تقنيات مثل الطباعة ثلاثية الأبعاد أو القولبة بالحقن أو تصنيع الصفائح المعدنية نتائج أفضل بتكلفة أقل.
إن اتخاذ هذا القرار مبكرًا يوفِّر المال والوقت ويقلل من الإحباط. ووفقًا لدليل اختيار طرق التصنيع الصادر عن شركة «بروتولايبس» (Protolabs)، فإن فهم الوقت الذي تتفوق فيه كل عملية على غيرها يساعدك على مطابقة طرق الإنتاج مع المتطلبات الفعلية للمشروع، بدلًا من الاعتماد تلقائيًّا على التقنيات المألوفة.
دعنا نقارن هذه النهج الأربعة الرئيسية في التصنيع جنبًا إلى جنب.
إطار اتخاذ القرار بين التصنيع باستخدام الحاسب الآلي (CNC) والطباعة ثلاثية الأبعاد
تظهر مناقشة المقارنة بين التصنيع باستخدام الحاسب الآلي (CNC) والطباعة ثلاثية الأبعاد باستمرار في تطوير المنتجات، ولا يوجد فائز عام في هذه المقارنة. ويتفوق كل أسلوب في حالات استخدام محددة.
اختر التشغيل الآلي باستخدام الحاسوب (CNC) عندما تحتاج إلى:
- خصائص ميكانيكية ممتازة مستمدة من سبائك المعادن الصلبة أو البلاستيكيات الهندسية
- تحمّلات ضيقة (يمكن تحقيق ±0.001 بوصة مقابل ±0.005 بوصة كقيمة نموذجية للطباعة ثلاثية الأبعاد)
- نماذج أولية وظيفية تتطابق خصائص موادها مع تلك المستخدمة في الإنتاج النهائي
- كميات تتراوح بين قطعة واحدة وعدة مئات من القطع بتكلفة اقتصادية
اختر الطباعة ثلاثية الأبعاد عندما تحتاج إلى:
- فترة تسليم سريعة للنماذج الأولية المصنَّعة باستخدام الحاسب الآلي (CNC)، وأحيانًا في نفس اليوم
- هندسة داخلية معقدة لا يمكن تصنيعها آليًّا (مثل الهياكل الشبكية أو قنوات التبريد المتوافقة هندسيًّا)
- التحقق من صحة التصميم بتكلفة منخفضة قبل الانتقال إلى تصنيع النموذج الأولي باستخدام الحاسب الآلي (CNC)
- تصنيع نماذج أولية من ألياف الكربون مع تعزيز بألياف مستمرة
- أجزاء مخصصة للغاية ومصنوعة لمرة واحدة، حيث لا يمكن تبرير تكاليف صناديق التشكيل (القوالب)
وفقًا لـ تحليل التصنيع لدى شركة جيزموسبرينغ ، وتتفوق الطباعة ثلاثية الأبعاد في مرحلة النماذج الأولية السريعة نظراً لسرعة أوقات التسليم وانخفاض التكاليف، ما يمكّن من التكرار السريع. ومع ذلك، فإن التشغيل الآلي باستخدام الحاسب (CNC) هو الخيار الأمثل عندما تكون الدقة وقوة المادة وجودة السطح هي العوامل الأهم.
وهنا تغيّر الحجم كل شيء. فتصنيع القوالب بالحقن يتطلب استثماراً أولياً كبيراً في صناديق التشكيل (القوالب)، وعادةً ما يتراوح بين ٣٠٠٠ دولار أمريكي و١٠٠٠٠٠ دولار أمريكي فأكثر حسب درجة التعقيد، لكن تكلفة كل قطعة تنخفض بشكل كبير عند الإنتاج بكميات كبيرة.
متى يكون قولبة الحقن الخيار الأنسب؟
نقطة التحوّل:
هنا حيث يُحدث الحجم فرقاً جذرياً. فتصنيع القوالب بالحقن يتطلب استثماراً أولياً كبيراً في أدوات التشكيل — عادةً ما يتراوح بين ٣٠٠٠ دولار أمريكي و١٠٠٠٠٠ دولار أمريكي فأكثر اعتماداً على درجة التعقيد — لكن تكلفة كل قطعة تنخفض بشكل كبير عند التصنيع بكميات كبيرة. وفقًا لبيانات شركة بروتولابس (Protolabs)، تصبح صب الحقن عادةً أكثر فعالية من حيث التكلفة مقارنةً بالتشكيـل باستخدام ماكينات التحكم العددي (CNC) عند إنتاج ما بين ١٠٠ و٥٠٠ قطعة، وذلك حسب هندسة القطعة والمادة المستخدمة. أما بالنسبة للإنتاج الضخم الذي يتجاوز ١٠٬٠٠٠ قطعة، فإن تكلفة الصب بالحقن لا تمثّل سوى جزء بسيط من تكلفة البدائل القائمة على التشكيـل باستخدام ماكينات التحكم العددي.
يتفوق صب الحقن عندما:
- تتجاوز أحجام الإنتاج ٥٠٠ قطعة متطابقة فأكثر
- تتطلب القطع ميزات معقدة يصعب تصنيعها بتكلفة معقولة (مثل أجزاء التثبيت المرن، والمفاصل المرنة الدائمة، والجدران الرقيقة)
- تحتاج إلى تكرار دقيق ومتسق عبر آلاف الوحدات
- تمتد جداول الإنتاج طويلة الأجل بما يبرر استثمار أدوات الصب
يبقى التشكيـل باستخدام ماكينات التحكم العددي (CNC) الخيار الأفضل في الحالات التالية:
- تحتاج إلى خدمات تشكيـل النماذج الأولية للتحقق من صحة التصميم قبل الالتزام بتصنيع القوالب
- تبقى الكميات دون نقطة التحول التي تجعل الصب بالحقن أكثر اقتصادية
- يُشترط استخدام قطع معدنية (حيث يركّز الصب بالحقن أساسًا على المواد البلاستيكية)
- من المرجح أن تطرأ تغييرات على التصميم — وتعديل القوالب باهظ التكلفة
يعتمد العديد من المنتجات الناجحة كلا الطريقتين بشكل استراتيجي: إذ يُستخدم التشكيـل باستخدام ماكينات التحكم العددي للتحقق السريع من التصاميم، ثم يُطبَّق الصب بالحقن لإنتاج الكميات الكبيرة بعد تثبيت المواصفات النهائية.
جدول مقارنة طرق التصنيع
تغطي هذه المقارنة معايير اتخاذ القرار الرئيسية عبر جميع طرق التصنيع الأربعة الرئيسية:
| معايير | تصنيع باستخدام الحاسب الآلي CNC | الطباعة ثلاثية الأبعاد | حقن القالب | تصنيع الصفائح المعدنية |
|---|---|---|---|---|
| الكميات المثلى | من جزء واحد إلى ٥٠٠ جزء | ١–٥٠ قطعة | من ٥٠٠ إلى ١٬٠٠٠٬٠٠٠ جزء فأكثر | من ١٠ إلى ١٠٬٠٠٠ قطعة |
| خيارات المواد | المعادن، والبلاستيك، والمواد المركبة (أكثر من ٥٠ خيارًا) | البوليمرات، والراتنجات، وبعض المعادن (اختيارات محدودة) | الحراريات البلاستيكية بشكل رئيسي (مجموعة واسعة من البوليمرات) | المعادن الورقية: الألومنيوم، والصلب، والفولاذ المقاوم للصدأ، والنحاس |
| الدقة المحققة | قابل للتحقيق ±0.001" | ±0.005" نموذجي | ±٠٫٠٠٣ بوصة (قيمة نموذجية) | ±0.005" إلى ±0.010" |
| الوقت القياسي المطلوب | من ٣ إلى ١٥ يوم عمل | 1-5 أيام عمل | ٢–٦ أسابيع (شاملةً وقت تصنيع القوالب) | 5-15 يوم عمل |
| تكلفة الإعداد/الوسائل | منخفض ($٠–٥٠٠) | لا شيء | مرتفع ($٣٬٠٠٠–١٠٠٬٠٠٠+) | منخفض إلى معتدل ($١٠٠–٢٬٠٠٠) |
| التكلفة لكل قطعة (١٠ وحدات) | $$ | $$ | $$$$$ (تُوزَّع تكلفة الأدوات) | $$ |
| التكلفة لكل قطعة (١٠٠٠ وحدة) | $$ | $$$ | $ | $ |
| الأنسب لـ | أجزاء معدنية/بلاستيكية دقيقة، نماذج أولية وظيفية | النمذجة الأولية السريعة، هندسات معقدة، تخصيص | إنتاج البلاستيك بكميات كبيرة | غلاف خارجي، حوامل، ألواح |
اختيار القرار الصحيح لمشروعك
عند تقييم خدمات النمذجة الأولية بالآلات أو التصنيع الإنتاجي، اتبع هذه المعايير في اتخاذ القرار:
- ما هو كميتك؟ المجاميع الصغيرة تفضِّل التشغيل الآلي باستخدام الحاسوب (CNC) أو الطباعة ثلاثية الأبعاد؛ بينما تفضِّل المجاميع الكبيرة صب الحقن أو تصنيع الصفائح المعدنية.
- ما الخصائص المادية التي تحتاجها؟ إذا كانت المتطلبات تشمل القوة أو مقاومة الحرارة أو سبائك معدنية محددة، فإن التشغيل الآلي باستخدام الحاسوب (CNC) أو تصنيع الصفائح المعدنية غالبًا ما يكون الخيار الأمثل.
- ما مدى ضيق التحملات المطلوبة؟ متطلبات الدقة العالية تقصي عادةً كلًّا من الطباعة ثلاثية الأبعاد وتصنيع الصفائح المعدنية من الاعتبار.
- ما هو جدولك الزمني؟ قد تفضِّل الحاجة الملحة إلى نموذج أولي مشغول آليًّا (CNC) سرعة الطباعة ثلاثية الأبعاد؛ أما الجداول الزمنية للإنتاج فغالبًا ما تسمح بفترات التوريد الأطول لعملية صب الحقن.
- هل تم الانتهاء من تصميمك؟ إذا بقي احتمال إجراء تغييرات مرتفعًا، فتجنب التعديلات المكلفة على قوالب الحقن.
يقدِّم العديد من موفِّري خدمات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت حاليًّا طرق تصنيع متعددة من خلال منصة واحدة — ما يسمح لك بإنشاء نماذج أولية باستخدام تقنية التصنيع السريع بالتحكم العددي (rapid CNC prototyping)، والتحقق من صحتها باستخدام أجزاء مشغولة وظيفيًّا، ثم الانتقال إلى عملية الحقن لإنتاج الكميات الكبيرة دون الحاجة لتغيير المورِّد.
إن فهم هذه المفاضلات يُمكِّنك من اتخاذ قرارات تصنيعٍ تستند إلى متطلبات المشروع بدلًا من الاعتماد على المعرفة المسبقة بالعمليات. ومع ذلك، فإن اختيار الطريقة المناسبة لا يشكِّل سوى جزءٍ من المعادلة — بل إن ضمان أن يلتزم شريكك في التصنيع بمعايير الجودة الملائمة لصناعتك يضيف بعدًا حاسمًا آخر يجب أخذه في الاعتبار.
الشهادات الصناعية ومعايير الجودة المُفسَّرة
لقد اخترت طريقة التصنيع وتفهم العوامل التي تؤثر في التسعير — لكن إليك سؤالاً يُفرِّق بين النماذج الأولية غير الرسمية والإنتاج الجاد: هل يمتلك شريكك في التشغيل الآلي باستخدام الحاسوب (CNC) الشهادات المطلوبة من قِبل قطاعك؟ ففي حالة مكونات الطيران والفضاء أو الأجهزة الطبية أو التجميعات automobiles، قد يؤدي الإجابة الخاطئة إلى رفض القطع أو فشل عمليات التدقيق أو ما هو أسوأ من ذلك.
الشهادات ليست مجرد شعارات جذّابة تظهر على الموقع الإلكتروني. ووفقاً لدليل الشهادات الخاص بشركة 3ERP، فإنها تمثّل إثباتاً موثَّقاً بأن المصنِّع قد نفَّذ أنظمة إدارة الجودة، ويُخضع بانتظام لمراجعات خارجية من أطراف ثالثة، ويضمن إمكانية تتبع جميع مراحل الإنتاج. وبفهم المعنى الفعلي لكل شهادة، يمكنك اختيار شركات التشغيل الدقيق التي تتوافق بدقة مع متطلبات مشروعك المحددة.
فك تشفير شهادات ISO AS9100 وIATF
دعنا نتغلب على تعقيدات شهادات التصنيع التي تشبه حساء الحروف الأبجدية. فكل معيار يتناول مخاوف صناعية محددة، ومعرفة الفروق بينها تساعدك في التحقق مما إذا كان الشريك المحتمل قادرًا فعليًّا على تلبية متطلبات تطبيقك.
ISO 9001: أساس نظام إدارة الجودة
افترض أن معيار ISO 9001 هو الشهادة الأساسية لأي عملية تصنيع جادة. فهو يُحدد المتطلبات الخاصة بنظام إدارة الجودة (QMS) الذي يركّز على رضا العملاء، والثبات في الإنتاج، والتحسين المستمر. ووفقًا لـ Hartford Technologies ، ينطبق معيار ISO 9001 على جميع القطاعات الصناعية وبأحجام مختلفة، ليكون الشهادة الأساسية التي تُبيّن المتطلبات الأولية لنظام جودةٍ قوي.
عند التعامل مع خدمة تشغيل CNC عبر الإنترنت مرخصة وفق معيار ISO 9001، فإنك تضمن ما يلي:
- تخضع كل خطوة إنتاجية لإجراءات موثَّقة
- يتم تحديد متطلبات العملاء وتتبعها بشكل منهجي
- تتحقق عمليات التدقيق الداخلي من الامتثال المستمر
- تتناول الإجراءات التصحيحية حالات عدم المطابقة قبل أن تتحول إلى أنماط متكررة
AS9100: ضوابط الجودة ذات الدرجة الجوية
يتطلب تصنيع مكونات الطيران باستخدام آلات التحكم العددي بالحاسوب (CNC) أكثر من مجرد إدارة عامة للجودة. ويُبنى معيار AS9100 على أساس معيار ISO 9001 مع إضافة متطلبات خاصة بالقطاع الجوي تشمل إدارة المخاطر، والتحكم في التكوين، وإمكانية تتبع المنتجات. ويجب أن يكون كل مكوّن قابلاً للتتبع حتى مصدر المواد الأولية التي صُنع منها، كما يُشترط إجراء تقييمات لمخاطر الفشل في جميع مراحل التحقق من التصميم.
في تطبيقات تصنيع مكونات الطيران، تدل شهادة AS9100 على أن المصنّع يدرك طبيعة بيئة الطيران التي لا تتسامح مع أي أخطاء. فالقطع المخصصة للطائرات — سواء كانت مكونات هيكلية أو وحدات محركات أو غلافًا إلكترونيًا للأنظمة الجوية — تتطلب هذا المستوى من الضوابط الموثَّقة.
ISO 13485: معايير تصنيع الأجهزة الطبية
التصنيع الطبي يحمل مسؤوليات فريدة. فالخلل في أداة جراحية أو مكوّن من مكونات الغرسات الطبية قد يُكلِّف أرواحًا بشرية. ويوفر المعيار الدولي ISO 13485 نظام إدارة جودة (QMS) مصمَّم خصيصًا لإنتاج الأجهزة الطبية، مع التركيز على إدارة المخاطر، والامتثال التنظيمي، والقدرة الكاملة على تتبع المنتج من مرحلة التصميم وحتى الصيانة.
يتطلب تصنيع الأجهزة الطبية وفق معيار ISO 13485 ما يلي:
- توثيق دقيق لعمليات التصميم والتصنيع والتحقق منها
- إثبات القدرة على تحديد مخاطر سلامة المرضى والتخفيف منها
- الامتثال للالتزامات التنظيمية في الأسواق المستهدفة
- منتجات تفي بمعايير السلامة والأداء المحددة
IATF 16949: التميُّز في قطاع صناعة السيارات
وقد وضعتها فرقة العمل الدولية للسيارات، وتمثل معيار IATF 16949 العالمي لإدارة الجودة المصمم خصيصًا لتصنيع المركبات. ويستند هذا المعيار إلى ISO 9001 مع إدراج متطلبات إضافية تتعلق بتصميم المنتجات وعمليات الإنتاج والمعايير الخاصة بالعملاء التي تُعرِّف سلسلة التوريد في قطاع السيارات.
وما الذي يجعل معيار IATF 16949 ذا قيمةٍ خاصة؟ إن المرافق الحاصلة على الشهادة تنفذ نظام التحكم الإحصائي في العمليات (SPC) لمراقبة المتغيرات الإنتاجية في الوقت الفعلي، مما يضمن إنتاج مكونات عالية الدقة باستمرار عبر دورات إنتاج طويلة الأمد. وهذا أمرٌ جوهريٌّ عند تصنيع وحدات الهيكل (Chassis Assemblies) أو مكونات المكابح أو البطانات المعدنية الدقيقة، حيث يؤثر الاتساق الأبعادي تأثيرًا مباشرًا على سلامة المركبة وأدائها.
بالنسبة للتطبيقات automotive التي تتطلب قدرات تصنيع معتمدة، حلول شاوي للتشغيـل الآلي للمركبات إظهار ما تبدو عليه عمليات الإنتاج المعتمدة وفقًا لمعيار IATF 16949 في الممارسة العملية — مع التوريد الفعلي لتجميعات الهيكل المعقدة ومكونات المعدن الدقيقة، وبأوقات تسليم تصل إلى يوم عمل واحد فقط، مع الحفاظ على ضوابط جودة صارمة.
مطابقة الشهادات مع احتياجات قطاعك الصناعي
ما الشهادات التي يجب أن تتحقق منها قبل إصدار الطلب؟ يعتمد ذلك تمامًا على المكان الذي ستُستخدم فيه قطع الغيار الخاصة بك. وفيما يلي تقسيم عملي حسب القطاع:
التصنيع العام وتصنيع النماذج الأولية:
- توفر شهادة ISO 9001 ضمان الجودة الكافي.
- يركّز هذا الخيار على جودة التواصل واستجابة ملاحظات تصميم القابلية للتصنيع (DFM).
- تكتسب القدرات الدقيقة أهمية أكبر من الشهادات المتخصصة.
الطيران والدفاع:
- تُعتبر شهادة AS9100 عادةً إلزاميةً للمكونات الحرجة المتعلقة بالطيران.
- يتطلب الامتثال لتنظيم ITAR بالنسبة للعناصر المرتبطة بالدفاع والمدرجة في قائمة الذخائر الأمريكية.
- من المتوقع توفر مستندات دقيقة للغاية وإمكانية تتبع كاملة للمواد.
الأجهزة الطبية والرعاية الصحية:
- شهادة ISO 13485 ضرورية للمنتجات الطبية الخاضعة للتنظيم
- قد يُطلب تسجيل الجهاز لدى إدارة الأغذية والأدوية (FDA) للأجهزة الطبية المُسوَّقة في السوق الأمريكية
- غالبًا ما تُطلب شهادات المواد ووثائق التوافق الحيوي
صناعة السيارات:
- تتطلب الشركات المصنِّعة الرئيسية (OEMs) ومورِّدو المستوى الأول (Tier 1) شهادة IATF 16949
- غالبًا ما يُتوقع تقديم وثائق عملية الموافقة على أجزاء الإنتاج (PPAP)
- توفر قدرات مراقبة العمليات الإحصائية جودة إنتاجٍ متسقة
الشهادات تُظهر لعملائنا أننا نأخذ الجودة على محمل الجد. فهي ليست مجرد أوراق روتينية، بل هي التزامٌ بالتميز في كل قطعة نصنعها.
وفقًا لدليل الشهادات الصادر عن دليل ورش الآلات (Machine Shop Directory)، فإن ٦٧٪ من الشركات المصنِّعة الرئيسية (OEMs) تشترط حصول مورِّديها على شهادة ISO 9001 — بينما تفوز الورش الحاصلة على شهادات متخصصة في القطاع بنسبة أعلى تصل إلى ١٥٪ في الحصول على العقود. إن الاستثمار في الحصول على الشهادات يُحقِّق عوائدٍ مجزيةً من خلال توسيع نطاق الوصول إلى الأسواق وتعزيز ثقة العملاء.
وبالإضافة إلى فتح الأبواب أمام الصناعات الخاضعة للتنظيم، فإن الشهادات تُحفِّز التحسينات الداخلية. فعملية التدقيق تُجبر المصنِّعين على دراسة سير أعمالهم، وتوثيق الإجراءات، وتطبيق ضوابط تقلل من الأخطاء والهدر. وأنت تستفيد من هذه المكاسب في الكفاءة من خلال جودة أكثر اتساقًا، وغالبًا ما تكون الأسعار أقل نظرًا لتراكم مزايا التحسين التشغيلي مع مرور الوقت.
إن معرفة الشهادات التي تكتسب أهميةً في تطبيقك أمرٌ بالغ الأهمية— لكن التحقق من أن الشريك المحتمل يمتلك فعليًّا هذه المؤهلات، ويقدِّم جودةً متسقةً في الممارسة العملية، يتطلب اتباع منهجية تقييم منهجية.
كيفية تقييم واختيار شريك التصنيع باستخدام الحاسوب (CNC) عبر الإنترنت المناسب
أنت تفهم الشهادات، وتعرف المعايير التي يطلبها قطاعك—ولكن كيف تتحقق فعليًّا من أن شريك التصنيع المحتمل يفي بوعوده؟ إن اختيار ورشة تشغيل بالقطع باستخدام الحاسب الآلي (CNC) غير مناسبة قد يؤدي إلى تفويت المواعيد النهائية، ورفض الأجزاء، وانقطاعات محبطة في التواصل تُعطّل الجدول الزمني الكامل لمشروعك.
سواء كنت تبحث عن "ورش تشغيل CNC قريبة مني" أو تقيّم منصات رقمية عالمية، فإن عملية الاختيار تتطلّب تقييمًا منهجيًّا بدلًا من الاعتماد على الحدس فقط. ووفقًا لدليل اختيار الشركاء الخاص بشركة TQ Manufacturing، فإن الشركات تواجه غالبًا أخطاء شائعة مثل عدم اتساق الجودة، والتأخّر في التسليم، وضعف التواصل— وهي مشكلات تؤدي إلى إعادة العمل بتكلفة عالية، وتأخيرات إنتاجية، وعملاء غير راضين.
فلنُنشئ معًا إطار عمل عملي لتقييم خدمات التشغيل المخصصة باستخدام الحاسب الآلي (CNC)، يميّز بين الشركاء الموثوقين والمورِّدين ذوي المخاطر.
علامات التحذير عند اختيار شريك تشغيل CNC
قبل الغوص في الأمور التي يجب الانتباه إليها، دعونا نحدد العلامات التحذيرية التي ينبغي أن تدفعك للبحث عن مورِّدٍ آخر. وفقًا لقائمة المراجعة الهندسية الخاصة بشركة JUPAICNC، يتعلَّم المشترون ذوو الخبرة اكتشاف هذه المشكلات مبكرًا— مما يوفِّر الوقت ويمنع ارتكاب أخطاء مكلِّفة.
العلامات التحذيرية التي تشير إلى مشكلات محتملة:
- عدم وجود شهادات اعتماد: غياب شهادات ضمان الجودة المعترف بها دوليًّا مثل ISO 9001 يدلُّ على ضعف ضوابط العمليات. أما في القطاعات الخاضعة للتنظيم، فإن غياب الشهادات الخاصة بالقطاع (مثل AS9100 أو ISO 13485 أو IATF 16949) يؤدي فورًا إلى استبعاد المورِّد.
- إجابات غامضة حول القدرات: عندما تستفسر عن قدرات التحمل المسموح بها (Tolerance Capabilities)، أو خبرة المورِّد في التعامل مع المواد، أو الأوقات المُقدَّرة للتسليم (Lead Times)، وتحصل على إجابات غير واضحة، فتوقع أن تواجه غموضًا مماثلًا أثناء مرحلة الإنتاج.
- بطء أوقات الاستجابة خلال مرحلة التقييم: إذا استغرق المورِّد عدة أيام للرد على استفساراتك الأولية، فتوقع تأخُّرات في التواصل أيضًا أثناء مرحلة الإنتاج. لذا، اختبر سرعة استجابته قبل أن تلتزم معه.
- عدم تقديم ملاحظات حول إمكانية التصميم للتصنيع (DFM): ورش تشغيل آلات عالية الجودة القريبة من موقعي—أو في أي مكان—تُحدِّد بشكل استباقي المشكلات المتعلقة بإمكانية التصنيع. أما المورِّدون الذين يقتصر عملهم على إصدار عروض أسعار دون تقديم مدخلات تصميمية، فإنهم غالبًا ما يسلمون أجزاءً تعاني من مشكلات كان يمكن تجنُّبها.
- خبرة محدودة في التعامل مع المواد: ورشة تشغيل باستخدام الحاسب الآلي (CNC) قريبة من موقعي والتي تعمل فقط مع الألومنيوم لن تخدمك خدمة جيدة عندما يتطلّب مشروعك خبرة في الفولاذ المقاوم للصدأ أو التيتانيوم.
- تأخُّرات التسليم المتكرِّرة: استفسر عن معدلات التسليم في الوقت المحدَّد. فسوء السجل في هذا الجانب يشير إلى مشكلات في إدارة الطاقة الإنتاجية التي ستؤثِّر سلبًا على مشروعك.
- غياب عملية منظَّمة لمعالجة الطلبات العاجلة: وعندما تظهر نماذج أولية عاجلة—وهو أمرٌ لا مفرَّ منه—فإن المورِّدين الذين لا يمتلكون القدرات اللازمة لتسريع التصنيع سيتركونك في وضع حرج.
إذا أظهر المورِّد عدة إشارات تحذيرية، فمن الأفضل أن تستكشف خيارات أخرى.
أسئلة يجب طرحها قبل تقديم طلبك
الآن دعونا نقلب المعادلة رأسًا على عقب. إليك ما يجب التحقق منه بنشاط عند تقييم ورش التشغيل الآلي القريبة مني أو منصات التصنيع الرقمي. ووفقًا للدليل التصنيعي الصادر عن شركة UPTIVE، فإن اختيار الشريك المناسب الذي يتمتع بخبرة ذات صلة قد يوفر لك آلاف الدولارات، لأن هذا الشريك يكون على دراية بالمشاكل الشائعة وأفضل الطرق لتفاديها.
الشهادات والتحقق من الجودة:
- ما شهادات الجودة التي تحصلون عليها، ومتى أُجريت آخر مراجعة لها؟
- هل يمكنكم تزويدنا بتقارير الفحص، ووثائق ضبط الجودة، أو تقارير فحص القطعة الأولى (FAI)؟
- كيف تتعاملون مع الأجزاء غير المطابقة؟ وما هي إجراءاتكم التصحيحية؟
التواصل وإدارة المشاريع:
- هل سيكون لي مدير حساب مخصص أو جهة اتصال واحدة؟
- كيف تتواصلون بشأن تحديثات المشروع أو التأخيرات أو أي مشكلات غير متوقعة أثناء الإنتاج؟
- ما المدة الزمنية النموذجية لاستجابتكم للأسئلة التقنية أو لتوضيح العروض السعرية؟
القدرات الفنية:
- ما مدى التحملات التي يمكنكم تحقيقها بشكلٍ موثوق؟ (ويُفضَّل التحقق منها باستخدام قطع أمثلة إن أمكن)
- ما هي المواد التي تتخصصون فيها، وهل يمكنكم مشاركة دراسات حالة لمشاريع مشابهة؟
- ما هي تكوينات الآلات التي تشغّلونها—آلات ذات 3 محاور، أو 4 محاور، أو 5 محاور، أو مراكز طحن وتشكيـل مدمجة؟
قابلية التوسع والمرونة:
- هل يمكنكم التعامل مع كميات النماذج الأولية وكذلك الإنتاج الضخم الذي يتجاوز ١٠٠٠ قطعة؟
- ما هي طاقتكم الاستيعابية في التعامل مع زيادات حجم الطلبات دون حدوث تأخير في التسليم؟
- هل تستوعبون المشاريع العاجلة أو التغييرات المفاجئة في التصاميم في اللحظات الأخيرة؟
المدة الزمنية للتسليم والتسليم الفعلي:
- ما هي المدة الزمنية القياسية المتوقعة لديكم، وما نسبة التسليم في الوقت المحدد لديكم؟
- هل تقدّمون خدمة تتبع الطلبات في الوقت الفعلي وتحديثات دورية عن حالتها؟
- كيف تديرون الطاقة الإنتاجية لتفادي التأخيرات أثناء فترات الطلب المرتفع؟
عامل القابلية للتوسع: من النموذج الأولي إلى الإنتاج
هنا يُخفق العديد من المصنّعين. فاستقطاب ورش ماكينات محلية تتعامل مع النماذج الأولية الفريدة أمرٌ سهل، أما إيجاد شركاء قادرين على الانتقال السلس من مرحلة النماذج الأولية السريعة إلى الإنتاج الضخم مع الحفاظ على جودة متسقة—فهذه هي التحدي الحقيقي.
وفقًا لأبحاث شركة UPTIVE، فإن رحلة الانتقال من النموذج الأولي إلى الإنتاج تتطلب شركاء قادرين على إدارة ما يلي:
- دعم تكرار التصميم: يقدّم الشركاء المؤهلون ملاحظات حول تصميم القابلية للتصنيع (DFM) التي تحسّن نموذجك الأولي لجعله أكثر كفاءة من حيث التكلفة وقابلًا للتوسّع في الإنتاج.
- تشغيلات التحقق من الحجم المنخفض: قبل الالتزام بالإنتاج الكامل، تساعد الدفعات الصغيرة في اكتشاف المشكلات التصنيعية مبكرًا.
- توسيع الإنتاج: وعندما تزداد الطلب، يجب أن يتوسّع شريكك جنبًا إلى جنب معك دون أي انخفاض في الجودة.
- ضوابط الجودة المتسقة: ينبغي أن تطبّق نفس عمليات الفحص الصارمة التي تُستخدم للتحقق من صحة النموذج الأولي على كل وحدة إنتاج.
وما هو التوازن المثالي؟ إنها المرافق التي تقدّم أوقات تسليم تبلغ يومًا واحدًا للنماذج الأولية العاجلة، مع الحفاظ في الوقت نفسه على معايير الجودة الخاصة بالإنتاج. ويُشير هذا المزيج إلى التميّز التشغيلي والمرونة الموجّهة نحو احتياجات العميل.
لتطبيقات السيارات التي تتطلب هذه القدرة على الانتقال من النموذج الأولي إلى الإنتاج، خدمات شاوي الدقيقة لمعالجة المعادن باستخدام الحاسب الآلي (CNC) تُجسِّد مفهوم التصنيع عبر الإنترنت الجاهز للإنتاج — حيث تتمكَّن من التوسُّع من إنتاج النماذج الأولية السريعة إلى الإنتاج الضخم لتجميعات الهيكل المعقدة والمكونات المعدنية المخصصة، مع اعتمادها على شهادة IATF 16949 ومراقبة العمليات الإحصائية التي تضمن تحقيق نواتج دقيقة ومستقرة باستمرار.
قائمتك التقييمية
قبل تقديم طلبك القادم، تحقَّق من هذه العوامل الحرجة:
| معايير التقييم | ما يجب التحقق منه | لماذا يهم ذلك؟ |
|---|---|---|
| الشهادات | الحد الأدنى هو شهادة ISO 9001؛ والشهادات الخاصة بالصناعة حسب المتطلبات | أنظمة الجودة الموثَّقة تقلِّل من العيوب وإعادة التصنيع |
| الاتصال | وقت الاستجابة أقل من ٢٤ ساعة؛ مع توافر جهة اتصال مخصصة | سوء التواصل يؤدي إلى التأخيرات وأخطاء في المواصفات |
| ملاحظات DFM | مقترحات تصميم استباقية قبل بدء الإنتاج | تكشف عن المشكلات المكلفة قبل أن تتحول إلى مشكلات مُصنَّعة |
| قدرة التحمل | دقة موثَّقة تتطابق مع متطلباتك | يكفل أن تلبي المكونات المواصفات الوظيفية المطلوبة |
| خبرة في المواد | خبرة في التعامل مع المواد المحددة التي تستخدمها؛ ومتاح عرض دراسات حالة | المعرفة الخاصة بكل نوع من المواد تمنع أخطاء التشغيل الآلي |
| قابلية التوسع | القدرة على إنتاج النماذج الأولية وكذلك الكميات الإنتاجية الكبيرة | يتفادى الحاجة لتغيير المورِّدين مع توسُّع مشروعك |
| تسليم في الوقت المحدد | سجلٌ حافلٌ بنسبة تسليم في الوقت المحدد تجاوزت ٩٥٪ | تأخُّر وصول المكونات يُعطِّل جداول الإنتاج والالتزامات تجاه العملاء |
اختيار شريكٍ موثوقٍ لخدمة التشغيل الآلي باستخدام الحاسوب عبر الإنترنت يُعَدُّ أحد أهم قرارات التصنيع التي يمكنك اتخاذها. فشريكٌ موثوقٌ يحسِّن جودة المنتج، ويحقِّق كفاءةً أعلى في الإنتاج، ويضمن التسليم في الوقت المحدَّد، ما يسمح لك بالتركيز على الابتكار التصميمي بدلًا من التعامل مع الأزمات في سلسلة التوريد.
من خلال تقييم الموردين بشكل منهجي وفقًا لهذه المعايير، يمكنك اختيار شريك تصنيعي يتماشى بثقة مع معايير الجودة الخاصة بك وتوقعات التسليم واحتياجات التوسع. ويُحقِّق الاستثمار الأولي في عملية التقييم السليمة عوائدٍ مجزيةً عبر كل طلبية تصل في موعدها المحدد، ووفق المواصفات المطلوبة، وجاهزة للتشغيل.
الأسئلة الشائعة حول خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت
1. ما الفرق بين التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت وورش التشغيل الآلي التقليدية؟
تستخدم خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت منصات رقمية تتيح الحصول الفوري على الاقتباسات، وتحميل ملفات النماذج ثلاثية الأبعاد (CAD)، والوصول العالمي إلى التصنيع الدقيق دون الحاجة إلى إجراء مكالمات هاتفية أو استشارات شخصية. أما ورش التشغيل الآلي التقليدية فتتطلب طلبات اقتباس يدوية، وتبادل الرسائل الإلكترونية، وغالبًا ما تواجه قيودًا جغرافية. وتوجِّه المنصات الرقمية الطلبيات إلى مصنعين متخصصين ضمن شبكات واسعة، مما يضمن اتساق الجودة وتنافسية الأسعار، مع تسليم القطع خلال فترة تتراوح بين يومٍ واحدٍ وثلاثة أيام فقط للنماذج الأولية.
٢. كيف أحصل على عرض سعر فوري للتشغيل الآلي بالحاسوب (CNC) عبر الإنترنت؟
قم برفع ملف الـ CAD ثلاثي الأبعاد الخاص بك (ويفضَّل أن يكون بصيغة STEP أو IGES) إلى منصة تصنيع رقمية عبر الإنترنت. وتقوم الخوارزميات القائمة على الذكاء الاصطناعي، فور رفع الملف، بتحليل هندسة القطعة واختيار المادة والتسامحات وتشطيبات السطح لتقديم عرض سعر دقيق خلال ثوانٍ. ويُبرز النظام أية مشكلات تتعلق بإمكانية التصنيع، ويقدِّم ملاحظات حول «التصميم من أجل التصنيع» (DFM) قبل بدء الإنتاج. كما تتيح معظم المنصات أيضًا تعديل الكميات والمادة وفترات التسليم لرؤية التغيُّرات الفورية في السعر.
٣. ما صيغ الملفات الأنسب لأوامر التشغيل الآلي العددي عبر الإنترنت؟
تُعَدُّ ملفات STEP (.step/.stp) المعيار الذهبي لعمليات التشغيل الآلي العددي (CNC)، لأنها تحافظ على الدقة الهندسية الكاملة للهندسة والمنحنيات وتعريفات الحواف. وتعمل صيغ IGES وParasolid جيدًا أيضًا. وتجنَّب استخدام ملفات STL لأنها تعتمد على تقريبات شبكة مثلثية تفتقر إلى الدقة المطلوبة لتوليد مسارات الأدوات في عمليات التشغيل الآلي العددي. أما بالنسبة للقطع التي تتطلب تسامحات ضيقة، فيجب إرفاق رسم ثنائي الأبعاد بصيغة PDF يحدِّد الأبعاد الحرجة وتشطيبات السطح والتسامحات الهندسية إلى جانب النموذج ثلاثي الأبعاد.
٤. كم تكلفة التشغيل الآلي باستخدام الحاسب (CNC) وما العوامل التي تؤثر في التسعير؟
تعتمد تكاليف التشغيل الآلي باستخدام الحاسب (CNC) على اختيار المادة (٢٠٪ من التكلفة)، ووقت تشغيل الآلة (٨٠٪ من التكلفة)، وتعقيد القطعة، ومتطلبات التحمل، والكمية، وأعمال التشطيب السطحي، ووقت التسليم. وتكون تكلفة أجزاء الألومنيوم أقل من تكلفة أجزاء التيتانيوم؛ كما أن التحمل القياسي (±٠٫٠٠٥ بوصة) أرخص بكثير من المواصفات الدقيقة (±٠٫٠٠١ بوصة). وتؤدي أوامر الدفعات الكبيرة إلى خفض التكلفة لكل قطعة من خلال توزيع تكاليف الإعداد. أما الطلبات العاجلة ذات فترة التسليم من ١ إلى ٣ أيام فغالبًا ما تُفرض عليها أعباء إضافية تتراوح بين ٢٥٪ و١٠٠٪ مقارنةً بالجداول الزمنية القياسية التي تتراوح بين ٧ و١٥ يومًا.
٥. متى يجب أن أختار التصنيع باستخدام الحاسب الآلي (CNC) بدلًا من الطباعة ثلاثية الأبعاد أو صب الحقن؟
اختر التصنيع باستخدام الحاسب الآلي (CNC) عندما تحتاج إلى خصائص ميكانيكية متفوقة من المعادن الصلبة أو البلاستيكيات الهندسية، أو تحملات دقيقة جدًّا (±0.001 بوصة)، أو نماذج أولية وظيفية تطابق مواد الإنتاج الفعلي، أو كميات تتراوح بين جزءٍ واحدٍ و500 جزءٍ. أما الطباعة ثلاثية الأبعاد فهي متفوقة في عمليات التكرار السريع، والهندسات الداخلية المعقدة، والتحقق من التصميم بتكلفة منخفضة. وتُصبح صب الحقن فعّالًا من حيث التكلفة عند إنتاج أكثر من 500 جزءٍ، لكنه يتطلب استثمارًا أوليًّا كبيرًا في القوالب (من 3000 إلى 100000 دولار أمريكي فأكثر). وتستخدم العديد من المشاريع التصنيع باستخدام الحاسب الآلي (CNC) لإنشاء النماذج الأولية، ثم تنتقل بعد ذلك إلى صب الحقن للإنتاج الضخم.