 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

مصنّعو مكونات الآلات: ٩ نقاط جوهرية يجب مراعاتها قبل إرسال طلب الاقتباس الأول الخاص بك
فهم مصنّعي مكونات الآلات ودورهم الصناعي
هل سبق أن تساءلتَ عن هوية الجهة التي تُصنّع التروس الدقيقة الموجودة داخل ناقل حركة سيارتك أو مكونات الصمامات المعقدة في أنظمة الطيران؟ مصنّعو مكونات الآلات هم منتجون متخصصون يحوّلون المواد الخام إلى أجزاء بالغة الأهمية التي تُشغّل ما يكاد يكون كل قطاع صناعي. وعلى عكس المصانع العامة التي تبني الهياكل الكبيرة، فإن هذه الشركات المركّزة على الدقة تُنتج مكونات فردية بتسامحاتٍ دقيقة غالبًا ما تقاس بالألف من البوصة.
يُقدّم لك هذا الدليل كل ما تحتاج معرفته قبل إرسال طلب اقتباسك الأول. فكّره كخريطة طريق شاملة — وليس ككتالوج منتجات — صُمّمت لمساعدتك على التنقّل بثقة في عالم تصنيع قطع الآلات المعقد.
ما الذي يقوم به مصنعو مكونات الآلات فعليًّا
في جوهرها، تتخصص شركات تصنيع المكونات المصنعة في عمليات التصنيع الطردي (الطرحية). تخيل نحاتًا يعمل على بلوك من الرخام — فهذه الشركات تبدأ بقطع معدنية صلبة وتزيل المادة منها بشكل منهجي حتى يظهر الشكل المطلوب. والفرق الجوهري بينها وبين التصنيع العام هو أن الدقة هي العامل الحاسم.
فبينما تبني ورشة التصنيع الهياكل عن طريق قص صفائح المعدن وثنيها ولحامها معًا، فإن شركات التصنيع الدقيقة تركّز على إنتاج مكونات فردية وفق مواصفات دقيقة جدًّا. وهي تستخدم مكونات ماكينات التحكم الرقمي بالحاسوب (CNC) والمعدات المتقدمة لتحقيق تحملات (توليرانسات) لا يمكن للعمليات اليدوية أن تصل إليها أبدًا. ويقدَّر حجم سوق خدمات ورش الآلات في الولايات المتحدة وحدها بمبلغ 48.0 مليار دولار أمريكي في عام 2025، مما يعكس الأهمية البالغة التي أصبحت تكتسبها هذه الشركات المتخصصة في التصنيع الحديث.
العمود الفقري الخفي لإنتاج الصناعات
ستجد أجزاءً مصنَّعةً في أماكن قد لا تتوقعها أبدًا. فابتداءً من المحامل في توربينات الرياح ووصولًا إلى الموصلات في الأجهزة الطبية، تشكِّل المكونات المصنَّعة بدقة البنية التحتية غير المرئية التي تحافظ على سير الصناعات بسلاسة.
تُنتج هذه الشركات المصنِّعة مجموعة واسعة من المكونات الآلية الأساسية:
- المشابك والكوابح – ضرورية لأنظمة نقل القدرة والتحكم في الحركة
- وصلات – توصِل المحاور الدوَّارة مع السماح بتعويض حالات عدم التماثل
- الزنبركات والوصلات – توفر الشد والانضغاط وتؤمن الروابط بشكل آمن
- قطع معدّلة دقة – مكونات مخصصة لتطبيقات محددة
- التروس ومكونات ناقل الحركة – تتيح نقل القدرة عند سرعات وعزوم مختلفة
- المحامل وهياكل الدعم – تقليل الاحتكاك والحفاظ على المحاذاة
من المعدن الخام إلى الأجزاء الدقيقة
ما الذي يميز مصنِّعًا متخصصًا في التصنيع الدقيق عن ورشة آلات عامة؟ الأمر يعود إلى القدرات والاتساق والشهادات. فقد تكون الورش العامة قادرةً على إنتاج الإطارات الهيكلية والغلاف الخارجي، لكن عند حاجتك لمكوِّنٍ يجب أن يتطابق مع المواصفات بدقة تصل إلى الميكرونات، فحينها ستحتاج شريكًا متخصصًا في التصنيع الدقيق.
يستثمر المصنعون المتخصصون استثمارات كبيرة في تقنيات التحكم العددي بالحاسوب (CNC) المتطورة وأنظمة إدارة الجودة والمشغِّلين المهرة الذين يفهمون الفروق الدقيقة في التعامل مع مختلف المواد. كما يلتزمون ببروتوكولات صارمة للتحكم في الجودة، وغالبًا ما يمتلكون شهادات محددة تتعلق بالصناعة لا تسعى الورش العامة عادةً للحصول عليها.
يكتسب فهم هذا التمييز أهميةً بالغة، لأن اختيار نوع الشريك الخطأ قد يؤدي إلى تأخيرات في المشروع، وتجاوز الميزانية، ومكونات لا تلبّي مواصفاتك المحددة. وعندما تستعد لشراء مكونات الآلات، فإن إدراكك لما تقوم به هذه الشركات المصنِّعة فعليًّا — وما لا تقوم به — يضعك في موقف أقوى للعثور على الشريك الأنسب لمتطلبات مشروعك المحددة.

العمليات التصنيعية الأساسية وراء المكونات الدقيقة
يبدو الأمر معقَّدًا؟ ليس بالضرورة. ففهم كيفية تصنيع أجزاء التشغيل بالتحكم العددي الحاسوبي (CNC) فعليًّا يمنحك ميزةً كبيرةً عند التواصل مع الشركات المصنِّعة وتقييم قدراتها. ولنُفصِّل معًا العمليات الأساسية التي تحوِّل المعدن الخام إلى مكونات مشغولة بدقةٍ ستعتمد عليها في مشاريعك.
شرح أساسيات التشغيل بالتحكم العددي الحاسوبي (CNC)
CNC هو اختصار لعبارة Computer Numerical Control (التحكم العددي بالحاسوب)، أي أن الحواسيب تُوجِّه أدوات القطع بدقة استثنائية. وعلى عكس التشغيل اليدوي، حيث يوجِّه المشغل الأدوات يدويًّا، فإن تقنية CNC تتبع تعليمات مبرمجة لتحقيق تحملات (Tolerances) لا يمكن لليد البشرية أن تُعيد إنتاجها باستمرار.
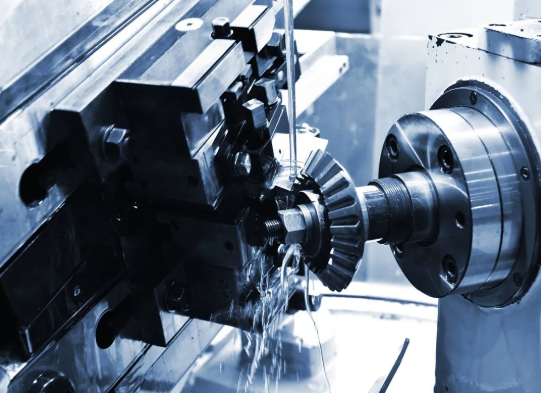
الأنابيب عمليتان أساسيتان في تقنية CNC ستواجههما هما: التشغيل بالدوران (Turning) والتشغيل بالطحن (Milling). وإليك الفرق الجوهري بينهما: في عملية التشغيل بالدوران باستخدام CNC، يدور قطعة العمل بينما تبقى أداة القطع ثابتةً وتُشكِّل القطعة — وهي مناسبة تمامًا للأجزاء الأسطوانية مثل المحاور والقضبان والبطانات. أما في عملية التشغيل بالطحن باستخدام CNC، فيحدث العكس: فتقوم أداة القطع بالدوران بينما تبقى قطعة العمل ثابتة، مما يجعل هذه الطريقة مثالية للأجزاء المُطلَّنة التي تحتوي على أسطح مستوية وشقوق وجيوب وأشكال ثلاثية الأبعاد معقدة.
عند تصنيع أجزاء الآلات، فإن العديد من تطبيقات الأجزاء المصنّعة بدقة تجمع بين كلا العمليتين. فقد تبدأ مكوّن ما على مخرطة لتشكيل خصائصه الأسطوانية، ثم يُنقل إلى آلة طحن لإنشاء الثقوب أو الأسطح المستوية أو القطع الزاوية. ويساعد فهم هذه سير العمل في التعرّف على المصانع القادرة على تنفيذ مشروعك بالكامل، مقابل تلك التي تتطلب مورِّدين ثانويين.
قدرات التصنيع متعددة المحاور
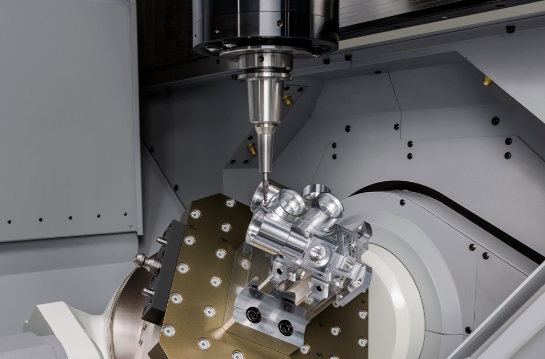
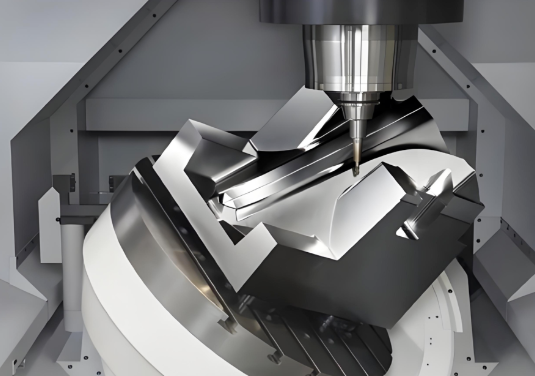
تصوَّر محاولة تشغيل شفرة توربين باستخدام ثلاث اتجاهات حركة فقط: لأعلى ولأسفل، ولليسار ولليمين، وللأمام وللخلف. فستضطر حينها إلى إيقاف العملية مرارًا وتكرارًا، وإعادة تثبيت القطعة، مما يعرّض الدقة للخطر بسبب أخطاء المحاذاة في كل مرة. وهذا بالضبط سبب وجود التشغيل الآلي متعدد المحاور.
يتحرّك أداة القطع في التشغيل الآلي القياسي ذي الثلاثة محاور على طول ثلاثة اتجاهات خطية. وعلى الرغم من فعاليته في الأشكال الهندسية البسيطة، فإنه يتطلّب إعدادات متعددة للأجزاء المعقدة. ووفقًا للتحليل التقني لموقع Fictiv، يضيف التشغيل الآلي باستخدام CNC ذي الخمسة محاور حركتين دورانيتين، ما يسمح للأداة بالاقتراب من قطع العمل من أي زاوية تقريبًا ضمن إعداد واحد.
توجد أيضًا خيار وسيط يُسمى التشغيل الآلي ثلاثي المحاور زائد محورين (أو التشغيل الآلي الخماسي المحاور الوضعي). وفي هذه الطريقة، تُميل المحاور الدورانية قطعة العمل إلى الوضع المطلوب، لكن عملية القطع تتم باستخدام الحركات الخطية الثلاث فقط. وتتيح هذه الطريقة الوصول إلى أوجه متعددة دون الحاجة إلى برمجة معقدة كما في التشغيل الآلي الخماسي المحاور المتزامن الكامل.
ما الفوائد العملية لذلك؟ انخفاض وقت الإعداد، وانخفاض احتمالات حدوث أخطاء في التموضع، والقدرة على تشغيل ملامح معقدة لا يمكن تصنيعها إلا عبر عمليات متعددة أو قد يكون من المستحيل إنتاجها أصلًا. أما بالنسبة لأجزاء التشغيل الآلي الدقيق باستخدام الحاسب (CNC) ذات الملامح المعقدة — مثل مكونات قطاع الطيران أو الغرسات الطبية — فإن القدرة على التشغيل الخماسي المحاور غالبًا ما تكون ضرورية.
التشغيل بالماكينات السويسرية للبرغي لتصنيع الأشكال الهندسية المعقدة
عندما تتضمن متطلبات أجزاء التشغيل الدقيق الخاصة بك مكونات صغيرة ورفيعة تحتوي على تفاصيل معقدة، فإن تقنية تشغيل البراغي السويسرية توفر إمكانيات لا يمكن لأجهزة التحكم العادية أن تُنافسها. وقد وُضعت هذه التقنية في الأصل لصناعة الساعات، وهي تتفوق في إنتاج الأجزاء الطويلة والرفيعة دون مشاكل الانحراف التي تُعيب عمليات التشغيل القياسية بالدوران.
ما الذي يميّز الآلات السويسرية؟ يتم دعم قطعة العمل بواسطة غلاف توجيهٍ يقع بالقرب الشديد من نقطة القطع، مما يوفّر ثباتًا استثنائيًّا. ويسمح هذا التصميم بتشغيل أجزاء ذات نسب طول إلى قطر عالية جدًّا، والتي كانت ستؤدي إلى اهتزاز وفقدان الدقة عند استخدام المعدات التقليدية. وفقًا لشركة كريمين إنك. تُعد مخارط سويسرا ضرورية لا غنى عنها في قطاعات الطب والفضاء الجوي والإلكترونيات وصناعة الساعات، حيث تشكّل الدقة وأحجام الأجزاء الصغيرة عوامل حاسمة.
تضم العديد من الآلات السويسرية أيضًا أدوات تشغيل حية — وهي أدوات دوّارة يمكنها إنجاز عمليات التفريز بينما يثبت المغزل الرئيسي قطعة العمل. وهذا يعني أن أجزاء التصنيع باستخدام الحاسوب (CNC) المعقدة، والتي تتضمن ميزات مُدوَّرة ومُفرَّزة في آنٍ واحد، يمكن أن تكتمل بشكلٍ تامٍّ في عملية واحدة.
مقارنة عمليات التصنيع لمحة سريعة
يعتمد اختيار عملية تصنيع القطع المناسبة على هندسة المكوِّن المطلوبة، والتسامحات المطلوبة، ونوع المادة. وتُساعدك هذه المقارنة في مطابقة احتياجاتك مع نهج التصنيع الأنسب:
| نوع العملية | أفضل التطبيقات | الدقة النموذجية | التوافق المادي |
|---|---|---|---|
| CNC تدوير | الأجزاء الأسطوانية: المحاور، الدبابيس، البطانات، التوصيلات | ±٠٫٠٢٥ مم (±٠٫٠٠١ بوصة) | المعادن، والبلاستيكيات الهندسية، والسبائك |
| تصنيع باستخدام الحاسوب CNC | الأجزاء المنشورية: الهياكل الخارجية، القواعد، الصفائح ذات الجيوب والشقوق | ±٠٫٠٥ مم (±٠٫٠٠٢ بوصة) | الفولاذ، والألومنيوم، والتيتانيوم، والبلاستيك، والمواد المركبة |
| التصنيع السويسري للمسامير | المكونات الصغيرة والرفيعة: دبابيس طبية، موصلات إلكترونية، أجزاء الساعات | ±0.005 مم (±0.0002 بوصة) | النحاس الأصفر، والفولاذ المقاوم للصدأ، والتيتانيوم، والألومنيوم |
| التشغيل الآلي متعدد المحاور (5 محاور) | الهندسات المعقدة: شفرات التوربينات، المراوح، الغرسات العظمية | ±٠٫٠١–٠٫٠٢ مم (±٠٫٠٠٠٤–٠٫٠٠٠٨ بوصة) | جميع المعادن القابلة للتشغيل الآلي، والسبائك عالية الأداء |
لاحظ كيف تتقلّص التسامحات كلما انتقلتَ نحو معدات أكثر تخصصًا. وهذه العلاقة بين القدرة التشغيلية والدقة هي السبب في أهمية فهم هذه العمليات — فهي تساعدك على تجنّب كلاً من تحديد المواصفات بشكل ناقص (ومن ثم الحصول على أجزاء غير كافية) وتحديد المواصفات بشكل مفرط (ودفع أسعار مرتفعة مقابل قدرات لا تحتاجها فعلًا).
وبوجود صورة واضحة عن كيفية عمل هذه العمليات التصنيعية، تكون الآن مستعدًّا لاستكشاف نقطة قرارٍ حاسمة أخرى: اختيار المادة المناسبة لمكوناتك المشغَّلة آليًّا.

دليل اختيار المواد للمكونات المُصنَّعة
اختيار المادة الخاطئة قد يؤدي إلى إفشال مشروعك بالكامل. تخيل أنك صممت مكونًا مثاليًا، ثم شاهدته يتآكل في الموقع الفعلي، أو ينثني تحت التحميل، أو يستهلك ميزانيتك بسبب تحديدك سبيكة غريبة بينما كان الصلب القياسي كافيًا تمامًا. ويقع اختيار المادة عند تقاطع الأداء الهندسي والواقع الاقتصادي، ولتحقيق ذلك بشكل صحيح يتطلب فهم كيفية تصرف المعادن والبلاستيكات المختلفة في الظروف الواقعية.
عندما توفير أجزاء معدنية مشغولة من المصنّعين ، ستواجه طيفًا واسعًا من الخيارات. وكل مادة تقدم مزايا ومقايضات مميزة فيما يتعلق بالمقاومة الميكانيكية، ومقاومة التآكل، والوزن، والتكلفة. دعونا نحلل الفئات الرئيسية لمساعدتك على مطابقة متطلباتك مع الخيار الأمثل.
سبيكات الفولاذ للقوة والمتانة
يظل الفولاذ العمود الفقري في التصنيع الصناعي ولسبب وجيه. فمزيج القوة والصلادة والتكلفة المعقولة يجعله الخيار الافتراضي للتطبيقات التي تتطلب سلامة هيكلية ومقاومة للتآكل. ومع ذلك، فليست جميع أنواع الفولاذ متساوية.
الفولاذ اللين (مثل الدرجتين 1018 و1045) يوفّر قابلية ممتازة للتشغيل بالآلات وقابلية جيدة للحام وبأسعار اقتصادية. ووفقًا لشركة Hubs، فإن الفولاذ اللين من الدرجة 1018 هو أكثر الدرجات استخدامًا على الإطلاق، حيث يقدّم متانةً وقوةً وصلادةً جيدةً للتطبيقات العامة. وتُعد هذه الأنواع من الفولاذ مناسبةً جدًّا لتصنيع القوالب المؤقتة (Jigs) والأدوات التثبيتية (Fixtures) والمكونات الهيكلية، حيث يمكن إضافة حماية ضد التآكل عبر الطلاء أو التغليف.
الفولاذ المقاوم للصدأ (مثل الدرجتين 4140 و4340) ترفع الأداء بشكلٍ ملحوظ. ويمكن معالجتها حراريًّا لتحقيق صلادة وقوة أعلى مع الحفاظ على متانتها الجيدة. فإذا كانت أجزاء الفولاذ المخصصة الخاصة بك بحاجة إلى تحمل أحمال عالية أو تأثيرات متكررة أو ظروف تآكل شديدة، فإن الفولاذ السبائكي يبرر ارتفاع تكلفته الطفيف نسبيًّا.
الفولاذ المقاوم للصدأ إدخال مقاومة التآكل في المعادلة. ويُشكِّل محتوى الكروم (عادةً أكثر من ١٠,٥٪) طبقة واقية تمرّن السطح وتقاوم الصدأ والهجمات الكيميائية. وتتعامل الدرجة ٣٠٤ مع معظم التطبيقات العامة، بينما تقدّم الدرجة ٣١٦ مقاومةً فائقةً للبيئات المالحة — وهي ضروريةٌ لمعدات الصيد البحري أو معالجة المواد الكيميائية.
ما العيب المقابل؟ يصعب تشغيل الفولاذ المقاوم للصدأ مقارنةً بالفولاذ اللين، ما يرفع تكاليف تشغيل الأجزاء المعدنية. كما تزداد سرعة اهتراء الأدوات، وقد تُعقِّد ظاهرة التصلّد الناتج عن التشغيل عمليات القطع. ومع ذلك، فإن المتانة الطويلة الأمد غالبًا ما تفوق التكلفة الأولية الأعلى.
تطبيقات الألومنيوم في المكونات خفيفة الوزن
عندما يكون خفض الوزن أمرًا بالغ الأهمية — سواءً لتحسين كفاءة استهلاك الوقود أو لتسهيل النقل أو لتقليل القصور الذاتي في التجميعات المتحركة — فإن سبائك الألومنيوم تقدّم أداءً استثنائيًّا. وبكثافة تساوي تقريبًا ثلث كثافة الفولاذ، يتيح الألومنيوم تصاميمَ تكون غير عمليةٍ من حيث الوزن عند استخدام الفلزات الحديدية.
وبالإضافة إلى خفض الوزن، يمتاز الألومنيوم بقابليته الممتازة للتشغيل الآلي. فانخفاض مقاومة القطع يعني أوقات دورات أسرع، وانخفاض تآكل الأدوات، ونهايات سطحية ممتازة. وهذا ينعكس مباشرةً في خفض تكاليف التشغيل الآلي، ما يجعل الألومنيوم جذّابًا بشكلٍ خاصٍّ لكلٍّ من إعداد النماذج الأولية والإنتاج الضخم على حدٍّ سواء.
ألمنيوم 6061 يُعَدُّ سبيكة 6061 أكثر السبائك العامة انتشارًا. وتتميّز هذه السبيكة بتوازن خصائصها — فهي تمتلك نسبة قوة إلى وزن جيدة، ومقاومة ممتازة للتآكل، وقدرة تشغيل آلي ممتازة — ما يجعلها مناسبة لمجموعة واسعة من التطبيقات، بدءًا من هيكل السيارات ووصولًا إلى غلاف المعدات الإلكترونية. ويؤكّد بيانات القطاع أن سبيكة 6061 هي الخيار الأكثر اقتصاديةً وتوافرًا على نطاق واسع بين خيارات الألومنيوم المستخدمة في التشغيل الآلي باستخدام الحاسب (CNC).
ألمنيوم 7075 تستهدف سبيكة 7075 التطبيقات عالية الأداء. وهذه السبيكة ذات الدرجة الجوية تقترب من قوة الفولاذ عند معالجتها حراريًّا، ما يجعلها مثاليةً للمكونات الإنشائية في الطائرات ومعدات التسلّق وأجزاء الدراجات الهوائية التنافسية. ويعكس سعرها المرتفع خصائصها الميكانيكية المتفوّقة.
اعتبارٌ مهمٌ واحدٌ: فعلى الرغم من أن الألومنيوم يقاوم التآكل الجوي بشكل طبيعي، فإنه قد يتفاعل مع بعض المواد الكيميائية ومع المعادن المختلفة. وتُكوِّن عملية الأكسدة الكهربائية طبقةً صلبةً واقيةً تحسِّن المتانة وتسمح بتشطيبات ملوَّنة — وهي عملية ثانوية شائعة للأجزاء المعدنية المصنَّعة بدقة.
مواد متخصصة للبيئات القاسية
ففي بعض الأحيان، لا تتمكن المواد القياسية ببساطة من تحمل متطلبات تطبيقك. فالحرارة الشديدة، أو المواد الكيميائية العدوانية، أو المتطلبات الميكانيكية غير المعتادة تتطلب سبائك متخصصة وبلاستيكات متقدمة.
التيتانيوم يجمع بين قوة استثنائية ووزن أقل بنسبة تقارب ٤٥٪ مقارنةً بالفولاذ. وتتفق مقاومته للتآكل أو تفوق مقاومة الفولاذ المقاوم للصدأ، كما يحافظ على خصائصه عند درجات الحرارة المرتفعة. وغالبًا ما تُحدد قطاعات الطيران والفضاء، والغرسات الطبية، والتطبيقات البحرية التيتانيومَ رغم تكلفته العالية جدًّا. أما التحدي فيكمن في أن التيتانيوم يتمتّع بتوصيل حراري ضعيف وميلاً إلى التصلّب أثناء التشغيل (work-hardening)، ما يجعل عمليات التشغيل المعدنية صعبةً للغاية. لذا ينبغي توقع أوقات دورة أطول، واحتياجات خاصة بالأدوات، وأسعار أعلى تبعًا لذلك.
النحاس يتميّز النحاس الأصفر في التطبيقات التي تتطلب احتكاكًا منخفضًا، أو توصيلًا كهربائيًّا جيدًا، أو مظهرًا جذّابًا. وتُشغَّل أجزاء النحاس الأصفر المخصصة بسهولة استثنائية — ويُشار عادةً إلى النحاس الأصفر باعتباره أحد أسهل المعادن قطعًا. وهذا يجعله فعّالًا من حيث التكلفة في الإنتاج الضخم لمكونات الصمامات، والموصلات الكهربائية، والأجهزة الزخرفية. كما أن مقاومته للتآكل الطبيعية (رغم أنها أقل من مقاومة الفولاذ المقاوم للصدأ) تجعله مناسبًا للعديد من التطبيقات في مجال السباكة والتطبيقات البحرية.
البلاستيك الهندسي تقدم خصائص فريدة لا يمكن للمعادن مطابقتها. فعلى سبيل المثال، تتحمّل مواد مثل مادة البوليميد (PEEK) درجات حرارة مستمرة تصل إلى ٢٥٠°م مع توفير مقاومة كيميائية وعازلية كهربائية. أما النايلون فيقدّم مقاومة ممتازة للتآكل المستخدم في التروس والبطانات، بينما توفر مادة البولي أوكسي ميثيلين (POM) أو ما تُعرف تجاريًّا باسم ديلرين احتكاكًا منخفضًا واستقرارًا أبعاديًّا عاليًا. وتزن هذه المواد جزءًا صغيرًا فقط من وزن المعادن، ما يبسّط غالبًا عملية التجميع ويقلّل الأحمال المؤثرة على النظام.
مقارنة المواد بنظرة سريعة
تلخّص هذه الجدول العوامل الرئيسية التي تؤثر في اتخاذ القرار عند اختيار المواد الشائعة المستخدمة في تصنيع المكونات بالقطع الميكانيكية:
| المادة | مدى قوة الشد | المقاومة للتآكل | عامل الوزن | مستوى التكلفة | تطبيقات مثالية |
|---|---|---|---|---|---|
| الفولاذ اللدن (1018/1045) | ٣٧٠–٥٨٥ ميغاباسكال | منخفضة (تتطلب طلاءً حماية) | عالية (٧,٨ غ/سم³) | $ | الأجزاء الإنشائية، والأدوات التثبيتية، والتجهيزات، والماكينات العامة |
| الصلب غير القابل للصدأ (304/316) | ٥١٥–٦٢٠ ميغاباسكال | ممتاز | عالية (٨٫٠ غ/سم³) | $$ | معالجة الأغذية، والمعدات الطبية، والمعدات البحرية، والمعدات الكيميائية |
| ألمنيوم (6061/7075) | ٢٧٥–٥٧٠ ميغاباسكال | جيدة (ممتازة عند استخدام عملية الأكسدة السطحية) | منخفض (٢٫٧ غ/سم³) | $–$$ | هياكل الطيران والفضاء، والسيارات، وغلاف الإلكترونيات |
| النحاس الأصفر (C36000) | 310–380 ميجا باسكال | جيد | عالية (٨٫٥ غ/سم³) | $$ | موصلات كهربائية، صمامات، تجهيزات زخرفية |
| التيتانيوم (الدرجة 5) | 830–1170 ميجا باسكال | ممتاز | متوسط (4.4 غرام/سم³) | $$$$ | الطيران والفضاء، والغرسات الطبية، والسباقات عالية الأداء |
| بلاستيكيات هندسية (بيك/نايلون) | 45–100 ميجا باسكال | ممتازة (كيميائيًا) | منخفضة جدًّا (1.1–1.4 غرام/سم³) | $$–$$$ | محامل، عوازل، أجهزة طبية، أجزاء صالحة للاتصال بالغذاء |
عندما تكون السبائك الخاصة تستحق العلاوة
لا ينبغي اتخاذ قرار الترقية من المواد القياسية باستخفاف — لكن لا ينبغي تجنبه أيضًا عندما تقتضي الظروف ذلك. فكّر في استخدام السبائك الخاصة عندما:
- تكون عواقب الفشل وخيمة — مكونات الطائرات، والغرسات الطبية، وأنظمة السلامة الحرجة تتطلب موادًا متميزة لتقليل المخاطر إلى أدنى حدٍّ ممكن
- تكون بيئات التشغيل قاسية للغاية — يمكن أن تُدمِّر درجات الحرارة المرتفعة أو المواد الكيميائية المسببة للتآكل أو التعرُّض لمياه البحر المواد القياسية بسرعة كبيرة
- تؤدي وفورات الوزن إلى تحسين أداء النظام — في التطبيقات الجوية والسيارات، يؤدي خفض الكتلة إلى تحسين كفاءة استهلاك الوقود والتحكم في المركبة
- يُفضِّل إجمالي تكلفة دورة الحياة المتانة — قد يكلِّف عنصر من التيتانيوم يدوم ٢٠ عامًا أقلَّ من تكلفة استبدال الأجزاء الفولاذية كل ٥ سنوات
وعلى العكس، فإن تحديد مواد غريبة لبيئات غير قاسية لا يؤدي سوى إلى إهدار الميزانية. فمثلاً، يُعد استخدام مكوّن من الفولاذ المقاوم للصدأ في تطبيق داخلي جافٍ عادةً تكلفةً غير ضرورية، بينما يؤدي الفولاذ الكربوني المنخفض التكلفة مع طلاء مناسب إلى أداء مماثل تمامًا.
وبما أنك الآن تمتلك فهمًا واضحًا لخيارات المواد ومقايضاتها، فأنت مستعدٌ لتحديد المتطلبات التي توازن بين احتياجات الأداء والواقع المالي للميزانية. أما الجانب الحيوي التالي الذي يجب أخذه في الاعتبار؟ فهو فهم معايير التسامح — لأن حتى أفضل خيار مادي لا قيمة له إذا لم تتناسب الأجزاء مع بعضها كما صُمِّمت.
شرح معايير التسامح ومواصفات الدقة
لقد اخترت المادة المثالية. ويبدو تصميمك مثالياً على الشاشة. لكن هذه هي النقطة التي تتعثّر فيها العديد من المشاريع: تحديد التسامحات التي إما أن تكلّف مبلغاً باهظاً لتحقيقها، أو لا تلبّي متطلبات الأداء الوظيفي الخاصة بك. ففهم مواصفات الأجزاء المصنّعة بدقة ليس مجرّد معرفة فنيةٍ— بل هو الفرق بين المكونات التي تناسب بعضها تماماً، والأخطاء المكلفة التي تتطلب إعادة تصنيع.
تحدد التسامحات مدى التباين المسموح به في أبعاد المكوّن. ويمكن اعتبارها هامش الخطأ المقبول. فعلى سبيل المثال، إذا كان قطر عمود مُصمَّم بقطر ١٠ مم مع تسامح ±٠٫٠٢ مم، فيمكن أن يتراوح قياسه الفعلي بين ٩٫٩٨ مم و١٠٫٠٢ مم ليظلّ مقبولاً. وهذه التفصيلة الظاهرة بسيطة لها آثار جوهرية بالغة على كلٍّ من التكلفة والأداء الوظيفي.
فك رموز درجات التسامح وانعكاساتها
عند مراجعة العروض السعرية المقدمة من مصنّعي الأجزاء المصنّعة بدقة، ستواجه مجموعة متنوعة من مواصفات التسامح. وفقاً للمعايير الصناعية إن التحملات القياسية لعمليات التشغيل الآلي باستخدام الحاسب (CNC) والبالغة ±0.25 مم (±0.010 بوصة) تمثِّل القدرة الأساسية لمعظم عمليات التصنيع الدقيقة. وتشمل هذه المستوى التغيرات الطبيعية في دقة الماكينة، والتأثيرات الحرارية، وارتداء الأدوات، وإعادة ضبط الإعدادات مع الحفاظ على معدلات إنتاج اقتصادية.
ولكن ما المقصود فعليًّا بالفئات المختلفة للتحملات بالنسبة لمشروعك؟ إليك تفصيلًا عمليًّا:
- التحملات القياسية (±0.25 مم / ±0.010 بوصة) — مناسبة للأبعاد غير الحرجة، والمكونات الإنشائية العامة، والأجزاء التي لا تتطلب دقة عالية في التداخل. وهي الخيار الأكثر اقتصادية.
- التحملات الدقيقة (±0.125 مم / ±0.005 بوصة) — مطلوبة لأجزاء الماكينات الدقيقة التي تتطلب تداخلًا معتدل الدقة، والمكونات المتحركة، والتجميعات التي تحتاج إلى محاذاة موثوقة.
- التحملات عالية الدقة (±0.05 مم / ±0.002 بوصة) — ضرورية لأجزاء التشغيل الميكانيكي عالي الدقة في التطبيقات الصعبة مثل حاملات المحامل، والمكونات الهيدروليكية، والتجميعات الدقيقة.
- التحملات فائقة الدقة (±0.0125 مم / ±0.0005 بوصة) – مُخصَّص لمكونات الآلات عالية الدقة في قطاعات الطيران والفضاء، والأجهزة الطبية، والمعدات البصرية، حيث تكون الدقة على مستوى الميكرون أمراً لا غنى عنه.
كل خطوة أضيق في التسامح تتطلب معدات أكثر تطوراً، وضوابط بيئية صارمة، وبروتوكولات فحص متقدمة. وكما يشير مودس أدفانسد (Modus Advanced)، فإن تحقيق تسامحات فائقة الدقة يتطلب بيئات خاضعة للتحكم في درجة الحرارة بحيث تحافظ على تذبذب لا يتجاوز ±0.5°م، والعزل من الاهتزازات، ومغازل عالية الدقة — ما يضيف ما نسبته ١٠٠–٢٠٠٪ إلى التكلفة الأساسية.
متى تكون التحملات الدقيقة مهمة فعليًا
وهذا هو الواقع غير المريح: فكثير من المشترين يحددون تسامحات أضيق مما هو مطلوب فعلاً دون إدراك للتداعيات المالية لذلك. فطلب أجزاء مصنوعة باستخدام آلات التحكم العددي بالحاسوب (CNC) بدقة ±٠.٠١ مم بينما تؤدي الأجزاء ذات التسامح ±٠.١ مم نفس الوظيفة تماماً يؤدي ببساطة إلى هدر غير ضروري للميزانية.
إذاً، متى تكتسب التسامحات الضيقة أهمية حقيقية؟ ركِّز على هذه السيناريوهات:
- الأسطح المتداخلة – عندما يجب أن يتناسب مكونان مع بعضهما البعض بمسافة تجاوز أو تداخل محددة
- التجميعات الدوارة – المحاور والمحامل والغلاف الخارجي التي تتطلب انسجاماً مركزياً ثابتاً
- أسطح الختم – المناطق التي يعتمد احتواء السوائل أو الغازات فيها على الدقة في التوصيف
- الميزات الحرجة للمحاذاة – ثقوب التثبيت، والدبابيس المُحَدِّدة لمواقع الأجزاء، والأسطح المرجعية
بالنسبة للأبعاد غير الحرجة — مثل الطول الكلي لقطعة دعم، أو عرض سطح غير متقابل، أو مواضع ثقوب التثبيت ذات المسافات الواسعة — فإن التحملات القياسية تكفي عادةً. وفقًا لـ أبرا إنجينيرينغ ، فإن التحملات الضيقة جدًّا ترفع تكاليف التصنيع دون إضافة أي قيمة وظيفية، مما يجعل تحسين التحملات أمرًا أساسيًّا لتحقيق الكفاءة التكلفة.
تحديد المتطلبات دون الإفراط في التصميم الهندسي
كيف يمكنك التواصل بفعالية بشأن متطلبات التحمل دون رفع التكاليف؟ ابدأ بالتمييز بين الأبعاد الحرجة وغير الحرجة في رسوماتك.
طبِّق أضيق التحملات فقط حيث تتطلب الوظيفة ذلك. فقد تحتاج قطعة مصنوعة بدقة عالية إلى تحمل ±٠٫٠٢٥ مم على مقعد المحمل، بينما تقبل تحمل ±٠٫٢٥ مم على الارتفاع الكلي. ويسمح هذا النهج الانتقائي للمصنّعين بالتركيز على تخصيص الموارد حيث تكون الدقة ذات أهمية فعلية.
خذ في الاعتبار مواصفات الأبعاد والتسامح الهندسي (GD&T) للمتطلبات المعقدة. ويوضح شركة بروتو لابس أن نظام GD&T يتحكم في العلاقات بين الخصائص — مثل التعامد، والتناسق المركزي، والموضع الحقيقي — بشكل أكثر فعالية مقارنةً بالتسامح الثنائي البسيط. ويوفر هذا مستوىً أعمق من ضبط الجودة، مع تجنُّب الغموض حول ما يعنيه مصطلح «داخل حدود التسامح» فعليًّا في تطبيقك.
ولا تنسَ تحديد متطلبات نعومة السطح. فالمستويات القياسية لنعومة السطح وهي ٦٣ مايكرو إنش للسطوح المستوية و١٢٥ مايكرو إنش للسطوح المنحنية تفي بمعظم التطبيقات. أما تحديد درجات نعومة أعلى فيتطلب عمليات تلميع إضافية ويزيد التكلفة — وهذا أمرٌ مبرَّرٌ للأسطح المخصصة للإغلاق أو للأجزاء ذات الطابع الجمالي، بينما لا داعي له في باقي الحالات.
وأخيرًا، ناقش متطلبات التحمل مع المصنّعين المحتملين قبل الانتهاء من المواصفات النهائية. ويمكن لمورِّدي أجزاء الآلات الدقيقة ذوي الخبرة غالبًا اقتراح طرق بديلة تحقِّق أهدافك الوظيفية بتكلفة أقل. فقد يحدِّدون أماكن تجاوز مواصفاتك لقدراتهم القياسية—مما يتطلب أسعارًا مميزة—بينما قد تُبقي تعديلات طفيفة ضمن النطاقات الاقتصادية.
وبمجرد أن تصبح متطلبات التحمل واضحة تمامًا، ستكون جاهزًا لتقييم عاملٍ حاسمٍ آخر يُفرِّق بين المصنِّعين الأكفاء والآخرين: شهادات الجودة وما تضمنه فعليًّا بشأن الأجزاء التي ستتلقاها.
شهادات الجودة ومعايير الفحص التي لها أهمية
لقد عثرتَ على مصنّعٍ يُدرج شهاداتٍ مذهلةً على موقعه الإلكتروني — مثل ISO 9001 وIATF 16949 وAS9100. لكن ما الذي تضمنه هذه الرموز الاختصارية فعليًّا بشأن منتجات الأجزاء المصنوعة بدقة والتي ستتلقاها؟ يعامل العديد من المشترين هذه الشهادات كعناصر للتحقق فقط، بدلًا من اعتبارها مؤشراتٍ ذات معنىٍ حقيقيٍّ على الجودة. وبفهمك لمتطلبات كل شهادةٍ، يمكنك تقييم ما إذا كانت أنظمة الجودة لدى المصنّع تتماشى فعلاً مع متطلبات مشروعك.
تمثل شهادات الجودة التحقق من طرف ثالث بأن المصنّع يتبع عملياتٍ موثَّقة، ويحافظ على معاييرَ متسقةٍ، ويطوِّر عملياته باستمرار. فهي ليست مجرد لوحاتٍ تُعلَّق على الحائط، بل تشير إلى منهجياتٍ منهجيةٍ في تصنيع الأجزاء الدقيقة تقلل من العيوب، وتضمن إمكانية التتبع، وتحمي سلسلة توريدك.
معيار ISO 9001 وما يضمنه
يُعتبر معيار ISO 9001 الأساس لإدارة الجودة في مختلف الصناعات على مستوى العالم. ومع وجود أكثر من مليون منظمة معتمدة عالميًّا وفق هذا المعيار، فإنه يُحدِّد المتطلبات الأساسية لأي نظام فعّال لإدارة الجودة.
ما المتطلبات الفعلية التي يفرضها معيار ISO 9001؟ تتطلب الشهادة وجود إجراءات موثَّقة، وتنفيذٍ ثابتٍ للعمليات، وأدلّةٍ تُثبت التحسين المستمر. ويجب على المصنِّعين إثبات تركيزهم على العملاء، واعتمادهم نهج التفكير القائم على المخاطر، ووضع أهداف جودة قابلة للقياس. وعند است sourcing قطع غيار دقيقة مصنَّعة من مورِّد حاصل على شهادة ISO 9001، فأنت تتعامل مع منظمة وضعت أنظمةً مُنظَّمةً لـ:
- توثيق العمليات – ضمان العمليات المتسقة بغض النظر عن المشغل الذي يُشغِّل المعدات، وذلك عبر إجراءات مكتوبة
- تتبع متطلبات العملاء – أنظمةٌ تلتقط مواصفاتك وتتحقق منها طوال دورة الإنتاج
- بروتوكولات الإجراءات التصحيحية – عند حدوث المشكلات، تمنع تحليلات السبب الجذري تكرارها
- مراجعة الإدارة – يقوم القادة بتقييم أداء الجودة بشكل دوري ويدفعون عجلة التحسين
لتطبيقات الصناعة العامة، توفر شهادة ISO 9001 ضمانًا معقولًا بأن المُصنِّع يمارس نشاطه بشكل احترافي. ومع ذلك، فإن الشهادات الخاصة بكل قطاعٍ تُبنى على هذه القاعدة من خلال متطلبات إضافية مُصمَّمة خصيصًا لتلك القطاعات.
معيار IATF 16949 لسلاسل التوريد في قطاع السيارات
إذا كنت تشتري مكونات تحكم رقمي حاسوبي (CNC) دقيقةً لتطبيقات السيارات، تصبح شهادة IATF 16949 ضروريةً. وقد وضعت هذه المواصفة من قِبل الفريق الدولي المعني بالسيارات (IATF) بالتعاون مع المنظمة الدولية للتقييس (ISO)، وهي تضيف متطلبات خاصة بقطاع السيارات فوق الامتثال لمتطلبات ISO 9001.
وفقًا لخبراء الشهادات ويركِّز معيار IATF 16949 تحديدًا على الوقاية من العيوب، وإمكانية تتبع سلسلة التوريد، والحد من التباين في عمليات الإنتاج — وهي أمورٌ جوهريةٌ عندما تُستخدم هذه المكونات في مركباتٍ تقلّ ركابًا. وتطلب كبرى شركات تصنيع المركبات هذه الشهادة من مورِّديها من المستوى الأول والمستوى الثاني.
ما الذي يجعل معيار IATF 16949 أكثر صرامةً من ISO 9001؟ إن المواصفة الخاصة بقطاع السيارات تفرض ما يلي:
- متطلبات سلامة المنتج – بروتوكولات محددة تضمن ألا تُسبِّب المكونات مخاطر أمنية
- متطلبات العملاء الخاصة – يضيف كل صانع سيارات رئيسي توقعات جودة فريدة خاصة به
- تخطيط الطوارئ – استجابات موثَّقة لاضطرابات سلسلة التوريد
- إدارة الضمان – أنظمة لتتبع حالات الفشل في الاستخدام الميداني وتمكين عمليات الاسترجاع عند الضرورة
- تطوير المورِّدين – شروط تمتد لأنظمة الجودة لتشمل المورِّدين من المستويات الفرعية
بالنسبة لتصنيع المكونات الدقيقة المخصصة للتطبيقات automotive، فإن شهادة IATF 16949 تدل على أن المصنِّع مستعدٌّ لتلبية توقعات الجودة الصارمة التي يفرضها القطاع. وتُحافظ مرافق مثل Shaoyi Metal Technology على هذه الشهادة إلى جانب بروتوكولات صارمة لمراقبة العمليات الإحصائية (SPC)، ما يمكنها من تسليم مكونات ذات تحمل دقيق وبثباتٍ يطلبه قطاع توريد قطع الغيار automotive.
متطلبات AS9100 لمكونات الطيران والفضاء
تتطلب تطبيقات قطاع الفضاء الجوي أنظمة جودة أكثر صرامةً بكثير. وتُعنى شهادة AS9100 تحديدًا باحتياجات قطاع الفضاء الجوي، حيث تؤكد أن المكونات تفي بمعايير السلامة والجودة والمتطلبات التقنية التي يفرضها قطاع الطيران.
ولماذا يستحق قطاع الفضاء الجوي شهادةً مستقلةً خاصّةً به؟ فالمكونات المستخدمة في الطائرات تعمل في ظروفٍ قاسيةٍ للغاية — مثل التغيرات الحرارية والاهتزازات والتغيرات في الضغط — حيث قد تكون عواقب أي عطل كارثية. وتضيف شهادة AS9100 متطلباتٍ إضافيةً تشمل إدارة التكوين (Configuration Management)، والتفتيش على القطعة الأولى (First Article Inspection)، وتعزيز إمكانية التعقّب (Traceability) بما يتجاوز ما تطلبه شهادات التصنيع العامة.
فهم مراقبة العمليات الإحصائية
وبالإضافة إلى الشهادات، اسأل المصنّعين المحتملين عن أساليب التفتيش التي يتبعونها وعمليات مراقبة الجودة لديهم. وتمثل مراقبة العمليات الإحصائية (SPC) نهجًا قائمًا على البيانات للحفاظ على الاتساق طوال دفعات الإنتاج.
بدلاً من فحص الأجزاء المُصنَّعة والرفض عند اكتشاف العيوب، تراقب أنظمة التحكم الإحصائي في العمليات (SPC) معايير الإنتاج في الوقت الفعلي. وتتتبع مخططات التحكم الأبعاد الحرجة، مما يسمح بتحديد الاتجاهات قبل أن تؤدي إلى أجزاء خارج الحدود المسموح بها. ويؤدي هذا النهج الاستباقي إلى خفض الهدر، وتحسين معدلات الإنتاج، وتوفير أدلة موثَّقة على أن منتجاتك المصنَّعة بدقة ظلَّت ضمن المواصفات طوال دورة التصنيع.
إن الشركات المصنِّعة التي تستثمر في أنظمة التحكم الإحصائي في العمليات (SPC) تُظهر التزامها بإنتاج المكونات الدقيقة بما يتجاوز متطلبات الشهادات الدنيا. وعند تقييم مورِّدي الأجزاء المصنَّعة بدقة، اسأل عن قدراتهم في القياس، وتكرار عمليات الفحص، وكيفية توثيق بياناتهم المتعلقة بالجودة لمراجعة العملاء.
مرجع سريع للشهادات الأساسية
وازن بين متطلبات تطبيقك ومستويات الشهادات المناسبة:
- ISO 9001 – أساس عالمي لإدارة الجودة؛ ومناسب للتطبيقات الصناعية العامة
- IATF 16949 – شرطٌ إلزاميٌّ لصناعة السيارات؛ وهو ضروري لمورِّدي مكونات المركبات
- AS9100 – معيار الطيران والدفاع؛ إلزامي لأجزاء ووحدات الطائرات
- ISO 13485 – تصنيع الأجهزة الطبية؛ يضمن سلامة المرضى والامتثال للوائح التنظيمية
- ISO 14001 – الإدارة البيئية؛ تُظهر ممارسات التصنيع المستدامة
الشهادات تُخبرك بأنظمة الجودة التي وضعها المصنّع في مكانها—إلا أنها لا تُخبرك ما إذا كان هذا المصنّع مناسباً بالفعل لمشروعك المحدد. وتتضمن الخطوة التالية تقييم القدرات، وفعالية التواصل، والسجل السابق لتكوين قائمة مختصرة من الموردين المؤهلين.
كيفية تقييم واختيار المُصنِّع المناسب
لقد قمتَ بمراجعة الشهادات، ودرستَ القدرات، وجمعتَ مجموعةً من الموردين المحتملين. والآن تأتي المرحلة الصعبة—وهي التمييز بين مصنّعي القطع الميكانيكية المؤهلين فعلاً وأولئك الذين يكتفون بالتسويق الجيد فقط. وغالباً ما يكمن الفرق بين شراكة ناجحة وخطأ مكلف في مدى دقة وشمولية عملية التحقق من الموردين المحتملين قبل الالتزام بهم.
اختيار الشركة المصنِّعة للأجزاء الدقيقة المناسبة لا يدور حول العثور على أقل عرض سعر. بل يتعلق بتحديد شريكٍ تتماشى قدراته وأنظمته الخاصة بالجودة وأسلوبه في التواصل مع متطلبات مشروعك. دعونا نستعرض معًا منهجيةً منهجيةً تحمي مصالحك وترفع احتمالات العثور على مورِّدٍ موثوقٍ به على المدى الطويل.
تقييم القدرات بما يتجاوز الادعاءات التسويقية
تعرض مواقع جميع شركات تصنيع الأجزاء المخرَّطة قوائم مذهلة بالمعدات وشهادات تقدير مُبهرة. لكن كيف يمكنك التحقق من أن هذه الادعاءات تتطابق مع الواقع؟ ابدأ بالنظر إلى ما وراء السطح.
وفقاً لخبراء القطاع ، يتطلب تقييم شركة تصنيع أجزاء التحكم العددي (CNC) فحص البنية التحتية التقنية لديها، وخبرة فريقها الهندسي، وقدرتها على توسيع نطاق الإنتاج. تأكَّد مما إذا كانت تستخدم مخارط تحكم عددي متقدمة، وماكينات طحن، وأجهزة قياس إحداثي (CMMs). كما ينبغي أن يُظهر فريقها الهندسي كفاءةً في استخدام أدوات التصميم والتصنيع بمساعدة الحاسوب (CAD/CAM) والتشغيل المتعدد المحاور — وليس مجرد امتلاك هذه المعدات.
اطلب تفاصيل محددة حول طرازات الآلات، وسرعات المغزل، ومجالات العمل، ودقة التموضع. ويجب أن يقدّم مُصنِّع الأجزاء المخصصة الذي يدّعي إمكانية التشغيل الخمسي تفاصيل دقيقة عن معداته الفعلية، وليس تعميمات غامضة. اسأل عن درجة تعقيد الأجزاء النموذجية التي يصنعها، وما إذا كانت مشروعك يقع ضمن نطاق خبرته المعتاد أم أنه سيُجبره على تجاوز حدود قدراته.
لا تتجاهل اعتبارات السعة الإنتاجية. فقد يواجه مُصنِّع أجزاء مُصَنَّعة بدقة، تعمل منشأته بنسبة استخدام تبلغ ٩٥٪، صعوبات في الالتزام بجدولك الزمني. ويساعدك فهم حجم عبئه التشغيلي الحالي ومدى نموه المستقبلي في تقييم قدرته على التوسّع بما يتلاءم مع احتياجاتك.
علامات تحذيرية عند تقييم المورِّدين المحتملين
يُعلِّمنا الخبرة كمشترين كيفية التعرُّف المبكِّر على العلامات التحذيرية. وانتبه إلى هذه العلامات التحذيرية الشائعة التي تشير غالبًا إلى مشكلات مستقبلية:
- التهرّب من مشاركة مراجع عمل – تُقدِّم الشركات المُصنِّعة الراسخة بسَرورٍ اتصالاتٍ مع عملائها الراضين
- إجابات غامضة حول التسامحات – المحلات المؤهلة تتحدث بدقة عن قدراتها وقيودها
- عروض أسعار منخفضة بشكل غير معتاد – الأسعار المنخفضة بشكل كبير مقارنةً بالمنافسين غالبًا ما تشير إلى اختصارات خفية في الجودة أو أساليب الاحتيال بالجذب والتبديل
- استجابة ضعيفة في التواصل – إذا استغرق الحصول على الإجابات عدة أيام أثناء مرحلة التسعير، فتخيَّل حجم المشكلات التي قد تطرأ أثناء الإنتاج
- المقاومة تجاه زيارات المرافق – مصنِّعو أجزاء التشغيل الآلي الموثوقون يرحبون بعمليات تدقيق العملاء
- غياب الشهادات أو انتهاء صلاحيتها – تتطلب شهادات الجودة إجراء عمليات تدقيق دورية؛ ويشير انتهاء صلاحية هذه المستندات إلى إهمال الأنظمة المرتبطة بها
يؤكد خبراء العناية الواجبة في تقييم المورِّدين أن سمعة المورِّد تُعد في الغالب مؤشرًا موثوقًا على مدى موثوقيته وجودة منتجاته ومستوى خدمته للعملاء. لذا يُنصح بالاطلاع على منتديات القطاع، والتوصيات المنشورة على منصة «لينكدإن»، وأي دراسات حالة متاحة قبل اتخاذ أي التزامات.
اعتبارات التصنيع المحلي مقابل التصنيع الخارجي
إن قرار الاختيار بين التصنيع المحلي والتصنيع الخارجي لا يتعلَّق فقط بأسعار الوحدة. ووفقًا لاستبيان أجرته شركة «توماس»، فقد قام ٨٣٪ من مصنِّعي أمريكا الشمالية بتقييم إمكانية إعادة التصنيع محليًّا نظرًا لضعف سلاسل التوريد التي كشفتها الأعوام الأخيرة.
قد توفر المعالجة الخارجية تكاليف أقل لكل وحدة، لكن يجب أخذ التكلفة الإجمالية بعد الشحن بعين الاعتبار، بما في ذلك تكاليف الشحن والرسوم الجمركية وتكاليف حمل المخزون ومتطلبات فحص الجودة. وغالبًا ما تُضعف تحديات التواصل عبر مناطق زمنية مختلفة والمخاوف المتعلقة بحقوق الملكية الفكرية والأوقات الأطول اللازمة للتسليم المدخرات الظاهرة.
توفر التصنيع المحلي تعاونًا أوثق، وتكرارًا أسرع خلال مراحل التطوير، وانخفاضًا في مخاطر سلسلة التوريد. وعندما تطرأ تغييرات هندسية —وهي لا محالة ستطرأ— فإن الموردين المحليين ينفذون التعديلات خلال أيامٍ بدلًا من أسابيع. وللمشاريع ذات الحساسية الزمنية أو التطبيقات التي تتطلب تحكمًا دقيقًا في الجودة، غالبًا ما تثبت هذه الميزة المحلية جدواها رغم ارتفاع تكلفتها.
قائمتك التقييمية خطوة بخطوة
اتبع هذه العملية المنهجية لتقييم الموردين المحتملين ومقارنتهم بشكل موضوعي:
- حدِّد متطلباتك بوضوح – وثِّق أحجام الإنتاج والمدى المسموح به من التفاوتات (التوليرانس) والمواد والشهادات المطلوبة وتوقعات الجدول الزمني قبل الاتصال بالموردين
- تقييم القدرات الأولية – مراجعة المواقع الإلكترونية وقوائم المعدات والشهادات لإنشاء قائمة مختصرة بالمرشحين المؤهلين محتملًا
- اطلب عروض أسعار تفصيلية – تزويد كل مورد بنفس المواصفات؛ ومقارنة ليس فقط الأسعار بل أيضًا أوقات التسليم وشروط الدفع والخدمات المشمولة
- تحقق من الشهادات بشكل مستقل – التحقق من قواعد بيانات الشهادات للتأكد من صلاحيتها الحالية بدلًا من الاعتماد على الشعارات المعروضة
- إجراء فحوصات المرجعيات – التحدث مع العملاء الحاليين حول اتساق الجودة، وفعالية التواصل، وحل المشكلات
- قيّم الاستقرار المالي – طلب البيانات المالية أو تقارير الائتمان لتقييم الجدوى طويلة الأجل، لا سيما بالنسبة للمكونات الحرجة
- جدولة زيارات إلى المنشأة أو جولات افتراضية – مراقبة حالة المعدات، وتنظيم مكان العمل، وخبرة الفريق بشكل مباشر
- البدء بطلب نموذج أولي – اختبار العلاقة من خلال مشروع صغير قبل الالتزام بكميات الإنتاج
بناء شراكات تصنيع طويلة الأمد
إيجاد مورد مؤهل هو مجرد البداية. فتتطور أبرز علاقات المشتري بالشركة المصنِّعة إلى شراكات حقيقية، يُسهم فيها الطرفان في نجاح بعضهما البعض.
ابحث عن الشركات المصنِّعة التي تقدِّم ملاحظات حول التصميم لتسهيل عملية التصنيع (DFM)، أي اقتراحاتٍ تحسِّن قطعك مع خفض تكاليف الإنتاج. فالشركة المصنِّعة للقطع المصنوعة آليًّا التي ترغب في اقتراح تعديلات على التصميم تُظهر خبرةً وعقليةً شراكةً تتجاوز مجرد تنفيذ التعليمات.
قيِّم نهجها في حل المشكلات. فعندما تنشأ المشكلات لا محالة، هل تتواصل بشكل استباقي أم تُخفي المشكلات حتى تتفاقم وتتحول إلى أزمات؟ ويؤكد الدليل المهني في القطاع أن التواصل الفعّال والواضح يضمن ألا تُترك في حالة جهل عندما تظهر التحديات.
فكر أيضًا في دعم ما بعد البيع. هل يقدّم المورِّد ضمانات أو عمليات استبدال أو دعمًا فنيًّا عندما لا تؤدي المكونات وظيفتها كما هو متوقع؟ إن الشركة المصنِّعة الجيدة تقف وراء منتجاتها وتعتبر كل مشروع فرصة لتعزيز العلاقة مع العميل.
إن الجهود المبذولة في التقييم الشامل تُحقِّق عوائدٍ مجزية طوال فترة علاقتك التصنيعية. وبمجرد تحديد شريكٍ موثوقٍ، تكون خطوتك التالية هي إعداد حزمة طلب الاقتباس (RFQ) التي تتيح تقديم اقتباسات دقيقة وبدء الإنتاج بسلاسة.
إعداد طلب الاقتباس (RFQ) وفهم فترات التسليم
لقد حددت مورِّدين مؤهلين وقيَّمت قدراتهم. والآن تأتي اللحظة الحاسمة التي تحدد ما إذا كنت ستحصل على اقتباسات دقيقة أم على طلبات توضيح مُربكة تتطلب تبادلًا متكررًا للرسائل: وهي إعداد طلب الاقتباس (RFQ). فحزمة طلب الاقتباس المنظمة جيدًا لا تُسرِّع عملية الاقتباس فحسب، بل تُعزِّز مصداقيتك كمشترٍ محترفٍ وتُرسي أساسًا متينًا لعلاقة تصنيعٍ سلسة.
فكّر في طلب الاقتباس الخاص بك (RFQ) كأداة تواصل. فكلما كانت معلوماتك أكثر اكتمالاً وتنظيماً، زادت سرعة قدرة المصنّعين على تقييم مشروعك وتقديم عروض أسعار تنافسية. أما الطلبات غير المكتملة فهي تؤدي إلى تأخيرات، حيث يضطر فريق المبيعات إلى متابعة التفاصيل الناقصة، ما قد يضيف أيامًا أو حتى أسابيع قبل أن تتلقى أول عرض اقتباس لك.
المعلومات الأساسية لطلب عرض الأسعار الخاص بك
ما الذي يميّز طلب الاقتباس الذي يحظى باهتمامٍ فوري عن ذلك الذي يبقى عالقًا في قائمة الانتظار؟ إنه الاكتمال. وفقاً لمقدِّمي خدمات التشغيل الآلي ، كلما كانت تفاصيل طلب الاقتباس الخاص بك أكثر شمولاً، زادت سرعة استلامك لعرض اقتباس دقيق. ابدأ بالأساسيات قبل الغوص في المواصفات الفنية.
يجب أن يتضمّن ملف طلب الاقتباس الخاص بك العناصر الأساسية التالية:
- معلومات الشركة – تفاصيل الاتصال، وعنوان الفوترة، وعنوان الشحن، وهوية الشركة
- وصف المنتج – نظرة عامة أساسية على ما تحتاجه وتطبيقه المقصود
- مواصفات المادة – المواد المفضَّلة أو البدائل المقبولة مع أي متطلبات خاصة
- متطلبات الكمية – حجم الطلب الأولي بالإضافة إلى الاستخدام السنوي المتوقع
- التوقعات الزمنية – تواريخ التسليم المستهدفة وأي قيود تتعلق بالجدول الزمني
- متطلبات محددة للصناعة – ملاحظة ما إذا كانت الأجزاء مخصصة للتطبيقات الطبية أو الفضائية أو السيارات أو غيرها من التطبيقات الخاضعة للوائح التنظيمية
- متطلبات الوثائق المتعلقة بالجودة – تقارير الفحص، والشهادات، أو متطلبات إمكانية التتبع
لا تفترض أن المصنّعين سيطلبون معلومات ناقصة. فقد يقدّم بعضهم عروض أسعار استنادًا إلى افتراضات لا تتماشى مع احتياجاتك الفعلية، مما يؤدي إلى مفاجآت عند استلام الأجزاء المُصنَّعة حسب الطلب أو عند استحقاق الفواتير.
المخططات الفنية ومتطلبات المواصفات
تُعَدُّ المخططات التي تقدّمها المرجع الحاسم لتصنيع الأجزاء المخصصة. فهي تعبّر عن الهندسة والأبعاد المسموح بها (التسامح)، والتشطيبات السطحية، والمتطلبات الخاصة بلغة هندسية عالمية. وبغياب المخططات المناسبة، لا يمكن حتى لأكثر الشركات المصنِّعة كفاءةً أن تضمن تحقيق النتائج المتوافقة مع توقعاتك.
توصي أفضل الممارسات الصناعية بتوفير رسومات ثنائية الأبعاد بصيغة PDF وملفات نموذج ثلاثية الأبعاد بصيغة STEP. وتُعتبر ملفات PDF الوثيقة الرئيسية التي تُعرِّف الأبعاد الحرجة والتسامحات، بينما يمكِّن النموذج ثلاثي الأبعاد المصنِّعين من استيراد الهندسة مباشرةً إلى برامج التصنيع بمساعدة الحاسوب (CAM) والتحقق من فهمهم للخصائص المعقدة.
يجب أن توضح حقيبتك الفنية ما يلي بوضوح:
- الأبعاد الحرجة مع التسامحات – تحديد الخصائص التي تتطلب تحكُّماً دقيقاً
- متطلبات إنهاء السطح – تحديد قيم الخشونة لجميع الأسطح المختلفة
- التسامحات الهندسية – تضمين تعليمات التحكم الهندسي والأبعادي (GD&T) لمواقع العناصر والتناسق والتعامد عند الاقتضاء
- مواصفات المادة ومعالجتها الحرارية – تحديد درجات السبائك وأي عمليات تصنيع مطلوبة
- مواصفات الخيوط تعليمات التhread القياسية أو المخصصة مع تحديد درجة التوافق
- علامات خاصة أو تعريفات هوية – أرقام الأجزاء، ورموز الدفعات، أو العلامات المطلوبة الأخرى
إذا كنت تبحث عن أنظمة اقتباس إلكترونية للأجزاء المصنّعة، فاحرص على معرفة أن المنصات الآلية تعمل بشكل أفضل مع النماذج ثلاثية الأبعاد الكاملة والتسامح القياسي. أما الأجزاء المصنّعة المخصصة المعقدة التي تتضمّن خصائص غير اعتيادية أو مواصفات دقيقة جدًّا، فهي عادةً ما تستفيد من مراجعة هندسية مباشرة.
اعتبارات الحجم وهيكل التسعير
وتؤثّر الكمية التي تطلبها تأثيرًا كبيرًا في سعر الوحدة — وبفهم هذه العلاقة يمكنك اتخاذ قرارات أكثر ذكاءً بشأن التوريد. ويتكوّن سعر الأجزاء المخصصة المصنّعة باستخدام الحاسب الآلي (CNC) من تكاليف ثابتة (مثل البرمجة والإعداد والأدوات) وتكاليف متغيرة (مثل المواد وزمن التشغيل والتفتيش). وتؤدي الكميات الأكبر إلى توزيع التكاليف الثابتة على عدد أكبر من الوحدات، مما يقلّل السعر لكل قطعة.
كن شفافًا بشأن توقعاتك للحجم الكمي. فالمصنّع الذي يقدّم عرض سعر لـ ١٠٠ قطعة يتخذ قرارات مختلفة عن المصنّع الذي يقدّم عرض سعر لـ ١٠٬٠٠٠ قطعة. فقد يختار معدات مختلفة، أو يستثمر في تجهيزات تثبيت مخصصة، أو يخصص وقت تشغيل آلات محددة. وإن إمداد التوقعات الواقعية — حتى لو كانت غير مؤكدة — يمكّن من وضع هياكل أسعار أكثر دقة.
فكر في طلب أسعار متدرجة عند نقاط كمية متعددة. فهذا يكشف الحد الأدنى لكمية الطلب الذي تبدأ عنده وفورات الحجم بالتأثير بشكل ملحوظ على تكلفة قطعك. فقد تكتشف أن طلب ٥٠٠ قطعة بدلًا من ٢٥٠ قطعة يؤدي إلى خفض التكلفة الوحدية بنسبة ٣٠٪، ما يجعل من المجدِي تعديل استراتيجيتك الخاصة بإدارة المخزون.
النماذج الأولية مقابل متطلبات الإنتاج
ويختلف النهج المتبع في طلب خمس وحدات نموذج أولي اختلافًا جوهريًّا عن النهج المتبع في طلب خمسة آلاف وحدة لإنتاج تجاري. ووفقًا لخبراء التصنيع، فإن البرامج غالبًا ما تواجه صعوبات لأن الفرق تتعامل مع النماذج الأولية والإنتاج على أنهما قابلين للتبديل، في حين أن كلًّا منهما يتطلب نمطَ عملٍ مختلفًا تمامًا.
يُركِّز تصنيع النماذج الأولية على السرعة والمرونة. فأنت تقوم باختبار التصاميم، واختبار مدى ملاءمتها ووظيفتها، ومن المرجح أنك ستُدخِل تغييرات بناءً على ما تتعلَّمه. وتوقَّع ارتفاع التكلفة لكل وحدة نظراً لعدم قدرة المصنِّعين على توزيع تكاليف الإعداد على أحجام إنتاج كبيرة. ومع ذلك، فإن فترات التسليم تكون عادةً أقصر لأن النماذج الأولية غالباً ما تتقدَّم في الطابور أمام عمليات الإنتاج.
ويُركِّز تصنيع الأجزاء الإنتاجية على القابلية للتكرار، والعمليات الموثَّقة، وتكاليف التشغيل المُحسَّنة. ويجب أن يكون التصميم قد استقرّ نهائياً، وأن تكون المواصفات قد حُدِّدت بشكل نهائي، وأن تكون متطلبات الجودة معرَّفة بوضوح. ويستثمر المصنِّعون في تجهيزات التثبيت، ويُحدِّدون معايير العمليات، ويُطبِّقون ضوابط إحصائية لا معنى لها في حالات تشغيل النماذج الأولية الصغيرة.
أبلغ المصنِّع عن موقعك في دورة التطوير. فعندما يدرك المصنِّع أنك بحاجة إلى تصنيع أجزاء مخصصة للنماذج الأولية، يليها الإنتاج اللاحق، يمكنه صياغة عرض سعره بما يتناسب مع ذلك — ربما بتقديم خصومات على أسعار النماذج الأولية مقابل التزاماتٍ مسبقةٍ بحجم إنتاجٍ معين.
عوامل وقت التسليم والتخطيط الإنتاجي
ما العوامل التي تحدد المدة التي ستنتظرها للحصول على قطع الغيار الخاصة بك؟ يعتمد وقت التسليم على عوامل متعددة تتجاوز مجرد تعقيد عملية التشغيل الآلي. ويساعد فهم هذه العوامل في وضع توقعات واقعية والتخطيط وفقًا لذلك.
أهم العوامل المؤثرة في وقت التسليم تشمل:
- الطاقة الاستيعابية الحالية للمصنع – تؤدي فترات الذروة إلى إطالة أوقات الانتظار بغض النظر عن درجة تعقيد القطعة
- توفر المواد – تُشحن السبائك القياسية بسرعة، بينما قد تتطلب المواد الخاصة أسابيعًا
- العمليات الثانوية – تضيف عمليات المعالجة الحرارية والطلاء والكساء وقتًا إضافيًّا في مرحلة المعالجة
- متطلبات الفحص – تزيد الوثائق الموسَّعة من الوقت المطلوب لمراقبة الجودة
- اكتمال الرسم الهندسي – يؤدي غياب المعلومات إلى تأخيرات في طلب التوضيحات
- الموافقة على العينة الأولى – إيقاف الإنتاج حتى توافق على العينات الأولية
للاحتياجات العاجلة، اسأل عن خيارات التسريع مقدماً. فكثير من المصنّعين يوفرون خدمة مُسرَّعة مقابل سعر مرتفع—وأحياناً ما تحقِّق هذه الخدمة تسليم المكونات الحرجة خلال يومٍ واحد. ومع ذلك، فإن التعجيل في تنفيذ كل طلبٍ يُربِك العلاقات مع المورِّدين ويُثقل الميزانيات. لذا، اقتصر طلبات التسريع على حالات الطوارئ الحقيقية فقط.
تتم عملية تخطيط تصنيع الأجزاء بأفضل شكلٍ عندما تُوفِّر رؤيةً واضحةً لاحتياجاتك المستقبلية. فمشاركة التوقعات—حتى لو كانت تقديرات أولية غير دقيقة—تتيح للمصنّعين حجز الطاقات الإنتاجية مسبقاً، وطلب المواد مقدماً، وتنظيم الجداول الإنتاجية بسلاسة. وغالباً ما تؤدي هذه الشراكة إلى أسعار أفضل ومواعيد تسليم أكثر موثوقية مقارنةً بالعلاقات القائمة على الطلبات الفردية دون أي تخطيط استراتيجي.
وبما أن طلب الاقتباس الخاص بك مُعدٌ بشكل شامل، يمكن للمصنّعين التركيز على مراجعة التصميم الهندسي وتقديم أسعار دقيقة بدلًا من السعي وراء التفاصيل الناقصة. ومع ذلك، فقبل شحن القطع، تتطلب العديد من التطبيقات عمليات معالجة إضافية — مثل المعالجة الحرارية، أو التشطيب السطحي، أو خدمات التجميع — التي تضيف قيمةً ووظائفَ إلى المكونات المصنوعة باستخدام الآلات.
العمليات الثانوية وعمليات التشطيب
تصل مكوناتك الدقيقة المصنوعة باستخدام الآلات من ماكينة التحكم العددي الحاسوبي (CNC)، لكن هل هي جاهزة فعليًّا؟ ففي العديد من التطبيقات، تتطلّب المنتجات المصنوعة خامّةً عمليات معالجة إضافية لتحقيق الخصائص الأداء المطلوبة في تطبيقك. وتُحوِّل هذه العمليات الثانوية القطع الجيدة إلى قطع ممتازة، مُضيفةً المتانة ومقاومة التآكل والوظائف التي لا يمكن للتصنيع الآلي وحده أن يوفّرها.
إن فهم الوقت المناسب لهذه العمليات ولماذا تكتسب أهميةً بالغة يساعدك على تحديد المتطلبات بدقة وتفادي المفاجآت المكلفة. دعونا نستعرض العمليات الثانوية التي تضيف قيمةً حقيقيةً لمكوناتك المصنوعة باستخدام ماكينات التحكم العددي الحاسوبي (CNC).
المعالجة الحرارية لتحسين الأداء
تخيّل ترسًا يتآكل مبكرًا بسبب عدم تصلب سطحه، أو نابضًا يفقد شدّه بسبب عدم إزالة الإجهادات المتبقية. وتُعالَج المعالجة الحرارية هذه التحديات من خلال تعديل البنية الداخلية للمعادن عبر دورات تحكم دقيقة في التسخين والتبريد.
وفقًا لشركة هابس (Hubs)، فإن المعالجة الحرارية ضرورية لتعديل الخصائص الحاسمة مثل الصلادة والمتانة والمرونة والليونة في الأجزاء المعدنية. ويعتمد توقيت إجراء المعالجة الحرارية—قبل أو بعد التشغيل الآلي—على متطلباتك المحددة.
المعالجة الحرارية قبل التشغيل الآلي تكون فعّالة جدًّا عند استخدام درجات سبائك معدنية قياسية. ويمكن للمصنّعين تشغيل الأجزاء مباشرةً من المواد الأولية التي خضعت مسبقًا للمعالجة الحرارية، مما يقلل من أوقات التوريد. ومع ذلك، المعالجة الحرارية بعد التشغيل الآلي تصبح ضرورية عندما يهدف الإجراء إلى تصلب المادة أو أن تكون خطوة نهائية—وخاصةً في سبائك الفولاذ المستخدمة في أدوات القطع، والتي تزداد صلادتها بشكل ملحوظ بعد المعالجة.
وتتضمن أكثر عمليات المعالجة الحرارية شيوعًا ثلاث عمليات:
- التلدين – تسخين المعدن إلى درجة حرارة عالية يليه تبريد بطيء يُرخّي المادة ويحسّن قابليتها للتشغيل الآلي. وتتمتّع معظم الأجزاء المشغّلة باستخدام آلات التحكم العددي الحاسوبي (CNC) بخصائص الحالة المُنقّاة ما لم تُحدَّد معالجات إضافية.
- تخفيف الإجهاد – تُطبَّق بعد التشغيل الآلي لإزالة الإجهادات المتبقية الناتجة عن عمليات التصنيع، مما ينتج أجزاءً تتمتّع بخصائص ميكانيكية أكثر اتساقاً.
- التقسية – تلي عملية التبريد السريع (Quenching) للفولاذ اللين والفولاذ السبائكي لتقليل الهشاشة وتعزيز الأداء الميكانيكي.
بالنسبة للأجزاء المشغّلة المعقدة والمعرّضة لأحمال عالية أو التآكل، فإن المعالجة الحرارية غالباً ما تمثّل الفرق بين الأداء المقبول والفشل المبكر.
خيارات التشطيب السطحي وتطبيقاته
إن التشطيبات السطحية لا تُحسّن مظهر الأجزاء فحسب، بل تحميها أيضاً من التآكل، وتقلّل الاحتكاك، وتحسّن الخصائص الكهربائية، وتقوّي مقاومتها للتآكل. ويعتمد اختيار التشطيب المناسب على بيئة التشغيل والمتطلبات الوظيفية.
وفقاً لشركة ألفا ميتال ، فإن كل طريقة من طرق التشطيب تقدّم مزايا مميّزة لتطبيقات مختلفة:
أنودة يُنشئ طبقة أكسيد صلبة مقاومة للتآكل على أسطح الألومنيوم عبر عملية كهروكيميائية. ويتم غمر القطعة في محلول إلكتروليتي حمضي بينما يُؤدي التيار الكهربائي إلى أكسدة السطح. وتُعرف هذه "الطلاء التحويلي" بأنه يمكن تلوينه بألوان مختلفة ويوفر مقاومة ممتازة للتآكل والارتداء، ما يجعله شائع الاستخدام في قطع الطيران والفضاء، والسيارات، والإلكترونيات، والمكونات المعمارية.
التصفيف يُرسب طبقة رقيقة من المعدن على سطح مكوّنك. ويحسّن طلاء النيكل مقاومة التآكل، بينما يضيف طلاء الكروم لمعانًا جماليًّا وصلادةً أعلى، ويوفّر طلاء الزنك حماية تآكلية تضحيّةً (تآكل ذاتي بدلًا من المكوّن الأساسي)، أما طلاء الذهب فيحسّن التوصيل الكهربائي. وتتم هذه العملية إما بالغمر الكهربائي (باستخدام تيار كهربائي) أو بالترسيب الكيميائي غير الكهربائي.
طلاء المسحوق يُطبَّق مسحوق بوليمر جاف كهربائيًا استاتيكيًا، ثم يُعالج بالحرارة لتكوين طبقة سميكة ومتينة. وتوفِّر هذه العملية مقاومة ممتازة للصدمات والتآكل مع أدنى تأثير بيئي ممكن— حيث يمكن إعادة تدوير الرش الزائد، كما أن انبعاثات المركبات العضوية المتطايرة (VOC) منخفضة.
الرسم تظل الطلاءات السائلة الخيار الأكثر تنوعًا لتلبي متطلبات مطابقة الألوان والجوانب الجمالية، رغم أنها توفر عادةً درجة أقل من المتانة مقارنةً بالطلاء بالمسحوق أو التأكسد الكهربائي. وتوفر الدهانات القائمة على الماء بدائل صديقة للبيئة للتركيبات القائمة على المذيبات.
مقارنة خيارات التشطيب السطحي
تساعدك هذه الجدول في مطابقة عمليات التشطيب مع متطلبات تطبيقك:
| نوع العملية | الفوائد الرئيسية | التطبيقات النموذجية | الأثر على التكلفة |
|---|---|---|---|
| أنودة | سطحٌ صلبٌ مقاومٌ للتآكل؛ حماية من التآكل؛ خيارات ألوان متعددة؛ غير موصل للكهرباء | مكونات الطيران والفضاء، وغلاف الإلكترونيات، والعناصر المعمارية | متوسط ( $$ ) |
| الطلاء الكهربائي (النيكل/الكروم) | مقاومة محسَّنة للتآكل؛ تشطيب معدني جمالي؛ توصيل كهربائي محسَّن | التجهيزات الخارجية للسيارات، والأدوات، والمجوهرات، وموصلات الإلكترونيات | متوسط إلى مرتفع ($$–$$$) |
| طلاء زنك | حماية تآكلية تضحية؛ فعالة من حيث التكلفة | البراغي، والدعامات، والأجهزة الهيكلية | منخفض ($) |
| طلاء المسحوق | طلاء سميك ومتجانس؛ مقاومة ممتازة للتأثيرات؛ مجموعة واسعة من الألوان؛ صديق للبيئة | المعدات الخارجية، والأجهزة المنزلية، وأجزاء السيارات | متوسط ( $$ ) |
| الرسم | خيارات ألوان غير محدودة؛ سهولة إجراء اللمسات النهائية؛ توافق واسع مع مختلف المواد الأساسية | السلع الاستهلاكية، ومواد البناء، والغلاف الخارجي | منخفض إلى متوسط ($–$$) |
| التنقير بالكرات الزجاجية | تشطيب حريري أملس؛ تحضير السطح؛ تحسين مقاومة التآكل | الأجهزة الطبية، والأجزاء المصنوعة بدقة بالطحن، والمكونات الزخرفية | منخفض ($) |
خدمات التجميع والعمليات ذات القيمة المضافة
لماذا تتلقى مكونات فردية بينما يمكنك تلقي وحدات جاهزة للتثبيت؟ يقدّم العديد من المصنّعين تجميع الأجزاء المُعالَجة آليًّا كخدمة ذات قيمة مضافة تبسّط سلسلة توريدك وتقلّل العبء الداخلي الملقى على عاتقك.
وفقًا لشركة مارفر ميد، فإن تقديم الخدمات الثانوية داخليًّا يقلّل بشكلٍ كبيرٍ من إجمالي وقت الإنتاج من خلال القضاء على التأخيرات والتكاليف الإضافية الناتجة عن الاستعانة بمصادر خارجية. وتشمل هذه العمليات ذات القيمة المضافة ما يلي:
- تجميع المكونات – دمج أجزاء متعددة معالَجة آليًّا مع مسامير التثبيت أو الحشوات أو غيرها من القطع الميكانيكية
- تعليم بالليزر – وضع تعريف دائم للقطعة، أو أرقام التسلسل، أو الشعارات
- التنظيف وإزالة الشحوم – إزالة سوائل المعالجة الآلية والملوثات استعدادًا للتجميع أو التغليف المعقّم
- تغليف في بيئة نظيفة (كليان روم) – أمرٌ بالغ الأهمية للأجهزة الطبية والإلكترونيات الحساسة
- التشغيل الثانوي – عمليات إضافية من الخراطة أو التشطيب السطحي أو الحفر أو التثقيب لتحسين الأبعاد
يُوفِّر دمج هذه العمليات مع مورِّد التصنيع الرئيسي الخاص بك عدَّة مزايا. فتولِّي طرفٍ واحدٍ المسؤولية يبسِّط المساءلة عن الجودة. كما أن تقليل عمليات المناولة بين المرافق يحدُّ من خطر التلف. وبالمثل، فإن جدولة العمليات بشكل منسَّق غالبًا ما تقصر أوقات التسليم الإجمالية مقارنةً بإدارة عدة مورِّدين.
عند تقييم الشركات المصنِّعة، اسأل أي العمليات الثانوية تقوم بها الشركة داخليًّا وأيها تُ outsourced (تُوكل إلى أطراف خارجية). وعادةً ما تعني القدرات الداخلية تحكُّمًا أفضل في الجودة وسرعةً أكبر في التسليم، بينما تؤدي العمليات الخارجة إلى زيادة أوقات التسليم والتحديات المحتملة في التنسيق.
وبما أنك الآن تمتلك فهمًا واضحًا لكيفية تعزيز العمليات الثانوية لمكوناتك الدقيقة المصمَّمة آليًّا، فأنت مستعدٌ الآن لتحديد المتطلبات الكاملة التي تشمل المعالجة بعد التشغيل الآلي. أما الخطوة النهائية فهي تجميع كل ما تعلَّمته لاتخاذ قرارٍ واثقٍ بشأن اختيار الشركة المصنِّعة المناسبة لمشروعك.
اختيار الشركة المصنِّعة النهائية
لقد سلكتَ طريقك عبر علوم المواد، ومواصفات التحمل، وشهادات الجودة، والعمليات الثانوية. والآن حان وقت اتخاذ القرار — أي دمج كل هذه العوامل في خيارات قابلة للتنفيذ تحمي سلسلة توريدك وتُهيئ مشاريعك لتحقيق النجاح. فالمُصنِّع المناسب للأجزاء المصنوعة بدقة ليس بالضرورة أرخص خيارٍ متاح، ولا ذلك الذي يمتلك أحدث موقع إلكتروني جذّاب. بل هو الشريك الذي تتماشى قدراته وأنظمته الخاصة بالجودة وأسلوب تواصله تمامًا مع متطلبات مشروعك.
مطابقة متطلباتك مع قدرات المُصنِّع
ابدأ بإعادة تقييم متطلباتك الأساسية مقابل ما تعرفه الآن عن كل مورد محتمل. هل تمتلك معدّاته القدرة على تصنيع أشكال أجزائك؟ وهل يمكنها تحقيق مواصفات التحمل المطلوبة دون الحاجة إلى أسعار مرتفعة إضافية؟ وهل تتطابق شهادات الجودة التي يمتلكها مع المتطلبات التنظيمية لصناعتك؟
أنشئ مصفوفة قرار بسيطة تُرجِّح العوامل الأهم بالنسبة لتطبيقك:
- تناسب القدرات الفنية – معداتهم، ومقاييس التحمل لديهم، وخبرتهم في المواد تتطابق مع متطلبات أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) الخاصة بك
- صرامة نظام الجودة – شهادات اعتماد مناسبة لصناعتك (مع الحد الأدنى ISO 9001، وIATF 16949 للقطاع automotive، وAS9100 للقطاع aerospace)
- القدرة الإنتاجية – سعة كافية لتلبية أحجام إنتاجك دون إثقال ورشتهم بالإنتاج الزائد
- أداء فترة التسليم – جداول زمنية واقعية تدعم جدول إنتاجك
- الاستجابة في التواصل – إجابات سريعة وواضحة أثناء مرحلة الاقتباس، وهي مؤشرٌ على السلوك المتوقع خلال مرحلة الإنتاج
- الاعتبارات الجغرافية – المفاضلة بين التصنيع المحلي والتصنيع الخارجي وفقًا لمستوى تحملك للمخاطر
لا تقع في فخ إعطاء الأولوية المفرطة للسعر. فالشركة المصنِّعة التي تقدِّم أجزاء تشغيل آلي دقيق باستخدام الحاسوب (CNC) بسعر أقل بنسبة ٢٠٪ من المنافسين قد تكون تُهمِل عمليات الفحص، أو تستخدم موادًّا رديئة الجودة، أو تعمل بأنظمة جودة غير كافية. وتكاليف استلام أجزاء تشغيل آلي معيبة — مثل تأخيرات الإنتاج، وإعادة التصنيع، وشكاوى العملاء — تفوق بكثير أي وفورات ناتجة عن عرض سعر أولي منخفض.
إعداد قائمتك المختصرة من المورِّدين المؤهلين
يجب أن يُضيِّق عملية التقييم الخاصة بك من عشرات المورِّدين المحتملين إلى قائمة مختصرة مركَّزة تضم اثنين إلى أربعة مرشحين مؤهلين فعليًّا. وقد نجح هؤلاء المرشحون النهائيون في اجتياز اختبار قدراتهم، وأظهروا الشهادات المناسبة، وردُّوا بشكل احترافي على استفساراتك.
قبل اتخاذ الالتزامات النهائية، ضع في اعتبارك هذه الخطوات للتحقق والتأكد:
- اطلب قطعاً عيِّنية — إن رؤية أجزاء التصنيع باستخدام الحاسوب الدقيقة الفعلية تكشف أكثر مما تُظهره أي ورقة مواصفات
- التحقق من المراجع — تحدَّث مع العملاء الحاليين حول اتساق الجودة وحل المشكلات
- ابدأي من الصغر — إن طلب نموذج أولي يُجرِّب العلاقة قبل أن تلتزم بكميات إنتاج كبيرةٍ تتطلَّب رأس مالٍ كبير
- تقييم ملاحظات DFM — إن الشركات المصنِّعة التي تقدِّم اقتراحات لتحسين التصميم تُظهر عقلية الشراكة
ولاحظ جيدًا كيف يتعامل المورِّدون مع أسئلتك أثناء مرحلة التقييم. فمزود حلول التشغيل الآلي المخصصة الذي يرغب في شرح عملياته، والاعتراف بالقيود القائمة، واقتراح بدائل، يُظهر الشفافية التي ستحتاجها بالتأكيد عندما تنشأ تحديات الإنتاج لا محالة.
تنجح أفضل شراكات التصنيع ليس لأن المشكلات لا تحدث أبدًا، بل لأن الطرفين يتواصلان بانفتاح ويُحلّان المشكلات بسرعة فور حدوثها.
اتخاذ الخطوة التالية في رحلتك للاست sourcing
وبعد أن وضعت قائمة مختصرة من الموردين، يصبح المسار المقبل أكثر وضوحًا. ولدى العديد من المشترين، يمثل الشريك المثالي مزيجًا من الدقة التقنية وأنظمة الجودة المعتمدة والخدمة الاستجابة — وهي تركيبة تُسرّع تنفيذ المشاريع من مرحلة الفكرة إلى مرحلة الإنتاج دون معاناة من سوء التواصل أو الانزلاقات المتعلقة بالجودة.
يُظهر المصنعون الحاصلون على شهادة IATF 16949 الانضباط العملياتي الذي تتطلبه سلاسل التوريد في قطاع صناعة السيارات. وعندما تمتد هذه القدرات لتشمل الانتقال السريع من النماذج الأولية إلى الإنتاج، فإنك تكتسب مرونةً لا يمكن للموردين التقليديين مطابقتها. تخيل أنك تتحقق من تصميمٍ ما باستخدام أجزاء دقيقة مصنوعة بواسطة ماكينات التحكم العددي (CNC) نموذجية، ثم تنتقل بسلاسة إلى إنتاج كميات كبيرة — وكل ذلك عبر شريك واحد مؤهل.
لتطبيقات تتطلب سرعة في التسليم، استفسر عن خيارات التسريع. فبعض منشآت مصنّعي الأجزاء المصنوعة بدقة عالية تُوفّر التوصيل خلال فترة زمنية قصيرة تصل إلى يوم عمل واحد فقط لتلبية الاحتياجات العاجلة للمكونات. ويُعد هذا الاستجابة السريعة ذات قيمة كبيرة جدًّا عند مواجهة خطوط الإنتاج لنقص غير متوقع أو عند الحاجة إلى التحقق الفوري من التغييرات التصميمية.
إذا كانت تطبيقاتك تشمل مكونات للسيارات — مثل وحدات الهيكل، أو البطانات المعدنية المخصصة، أو أنظمة المركبات الأخرى — ففكر في استكشاف المصادر المتخصصة. فالمنشآت التي تقدّم التشغيل الآلي الدقيق باستخدام ماكينات التحكم الرقمي الحاسوبي (CNC) لمجال التطبيقات automotive تجمع بين الخبرة المُكتسبة خصيصًا في هذا القطاع والبروتوكولات الصارمة لمراقبة العمليات الإحصائية (SPC)، مما يضمن الاتساق عبر دفعات الإنتاج المختلفة.
تذكّر أن اختيار المُصنِّع ليس عمليةً تتم لمرة واحدة فقط، بل هي بداية لعلاقة مستمرة. فالجهد الذي تبذله في التقييم الشامل يُحقِّق عوائدٍ مجزيةً من حيث عمليات التسليم الموثوقة، والجودة المستقرة، وحل المشكلات بشكل تعاوني عند ظهور التحديات. ويصبح مورِّد أجزاء التشغيل الآلية الدقيقة (CNC) الخاص بك امتدادًا لقدراتك الذاتية، مما يؤثر مباشرةً على قدرتك على خدمة عملائك بفعالية.
وباستخدام المعرفة المكتسبة من هذا الدليل—مثل عمليات التصنيع، واختيار المواد، ومواصفات التحمل (Tolerance)، وشهادات الجودة، وأطر التقييم، وإعداد طلبات الاقتباس (RFQ)، والعمليات الثانوية—أصبحت الآن مستعدًّا للتعامل مع مصنِّعي مكونات الآلات كمشترٍ واعٍ. وهذه الاستعدادات تُترجم إلى شراكات أفضل، وأجزاء أفضل، ونتائج أفضل لمشاريعك.
الأسئلة الشائعة حول مصنِّعي مكونات الآلات
١. كم تبلغ تكلفة جزء مخصص مصنوع باستخدام الحاسب الآلي؟
تتفاوت تكاليف أجزاء التصنيع باستخدام الحاسب الآلي المخصصة بشكل كبير وفقًا للتعقيد والمواد وحجم الإنتاج. وتتراوح أسعار الأجزاء البسيطة في الدفعات الصغيرة عادةً بين ١٠ و٥٠ دولارًا أمريكيًّا لكل قطعة، بينما قد تصل تكلفة المكونات المصممة بدقة إلى ١٦٠ دولارًا أمريكيًّا أو أكثر، لا سيما في الطلبات ذات الكميات المنخفضة. ومن العوامل المؤثرة في السعر: اختيار المادة، ومتطلبات التحمل (التوريد)، والعمليات الثانوية مثل المعالجة الحرارية أو الطلاء، وتكاليف الإعداد التي تُوزَّع على الكميات الأكبر. ولتحديد العتبات الكمية التي تحقِّق وفورات الحجم وبالتالي خفض التكلفة لكل وحدة، يُوصى بطلب أسعار مُرتَّبة حسب فئات كمّية مختلفة.
٢. ما هي الأدوات الآلية السبعة الأساسية المستخدمة في التصنيع؟
الأدوات الآلية السبعة الأساسية هي آلات التشغيل بالدوران (الماكينات الدوارة والمخارط وآلات الحفر الأسطوانية)، والماكينات الناشفة والماكينات المستوية، وآلات الحفر، وآلات الطحن، وآلات الجلخ، ومناشير القوة، والماكينات الهيدروليكية (المكابس). وقد غيّرت تكنولوجيا التحكم العددي الحاسوبي الحديثة (CNC) هذه الأدوات التقليدية لتصبح معدات خاضعة للتحكم الحاسوبي، قادرةً على تحقيق تحملاتٍ لا يمكن بلوغها يدويًّا. أما مراكز التشغيل بالتحكم العددي متعدد المحاور فهي تجمع اليوم بين عمليات تشغيل متعددة، ما يمكّن المصنّعين من إنتاج أشكال هندسية معقدة في إعدادات واحدة مع الحفاظ على دقة استثنائية.
٣. ما الشهادات التي يجب أن يمتلكها مصنعو مكونات الآلات؟
تعتمد الشهادات الأساسية على قطاعك الصناعي. وتُعَد شهادة ISO 9001 الأساس العالمي لإدارة الجودة، وهي مناسبة للتطبيقات الصناعية العامة. أما شهادة IATF 16949 فهي إلزامية لمكونات سلسلة التوريد في قطاع السيارات، وتركّز على الوقاية من العيوب وإمكانية التعقّب. وتتطلّب التطبيقات الفضائية والعسكرية شهادة AS9100 التي تفرض متطلبات أكثر صرامةً فيما يتعلّق بالسلامة والجودة. كما يحتاج مصنعو الأجهزة الطبية إلى شهادة ISO 13485. وتطبّق المنشآت الحاصلة على شهادة IATF 16949، مثل شركة «شاويي ميتال تكنولوجي»، بروتوكولات صارمة لمراقبة العمليات الإحصائية (SPC) لضمان إنتاج مكوّنات دقيقة ذات تحمل عالٍ باستمرار.
٤. ما الفرق بين التشغيل الآلي بالدوران (CNC Turning) والتشغيل الآلي بالطحن (CNC Milling)؟
في التشغيل الآلي بالحاسوب للدوران (CNC turning)، يدور قطعة العمل بينما تبقى أداة القطع ثابتة لتشكيلها، مما يجعل هذه الطريقة مثالية للأجزاء الأسطوانية مثل المحاور والقضبان والبطانات. أما في التشغيل الآلي بالحاسوب للطحن (CNC milling)، فتدور أداة القطع بينما تبقى قطعة العمل ثابتة، وهي مناسبة تمامًا للأجزاء ذات الأسطح المسطحة والشقوق والجيوب والأشكال ثلاثية الأبعاد المعقدة. وتجمع العديد من تطبيقات التشغيل الدقيق بين هاتين العمليتين، حيث تبدأ المكونات على المخرطة لتصنيع السطوح الأسطوانية، ثم تُنقل إلى آلات الطحن لإضافة ميزات إضافية مثل الثقوب أو الأسطح المسطحة أو التقطيع بزوايا معينة.
٥. كيف أُعد طلب عرض أسعار (RFQ) فعّال للأجزاء المشغولة؟
يجب أن يشمل حزمة طلب عرض الأسعار (RFQ) الكاملة معلومات الشركة، والوصف التفصيلي للمنتجات، ومواصفات المواد، ومتطلبات الكمية مع الاستخدام السنوي المتوقع، والجدول الزمني المطلوب، واحتياجات الوثائق المتعلقة بالجودة. وعليك تزويدنا برسمَيْ PDF ثنائي الأبعاد وملفات STEP ثلاثية الأبعاد، مع تحديد الأبعاد الحرجة والتسامحات ومتطلبات نعومة السطح وأي ملاحظات تتعلق بعلم الهندسة الهندسية والهندسية (GD&T) بشكل واضح. كن شفافًا بشأن التوقعات الحجمية وما إذا كنت بحاجة إلى كميات أولية تجريبية (Prototyping) أم كميات إنتاج فعلية، لأن المصنّعين يتخذون قرارات مختلفة بشأن المعدات والعمليات استنادًا إلى هذه المعلومات.