 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

التصنيع عبر الإنترنت مُفكَّك: من ملف التصميم إلى استلام القطعة خلال أيام
ما المقصود فعليًّا بالتصنيع عبر الإنترنت في قطاع التصنيع الحديث؟
تخيَّل أنك تُحمِّل ملف تصميم ثلاثي الأبعاد (CAD) في الساعة ٩ صباحًا وتتلقى عرض أسعار مفصّل يشمل الأسعار وأوقات التسليم والتغذية المرتدة حول إمكانية التصنيع قبل أن يبرد قهوتك الصباحية. هذا هو التصنيع عبر الإنترنت في العمل — التحوُّل الرقمي في طريقة حصول المهندسين ومطوري المنتجات على الأجزاء المصنَّعة باستخدام الحاسب (CNC) .
في جوهره، يشير التصنيع عبر الإنترنت إلى المنصات القائمة على الويب التي تربطك مباشرةً بقدرات التصنيع الدقيقة دون الحاجة إلى الوسطاء التقليديين. فبدلًا من بناء علاقات مع ورش التشغيل المحلية على مدى سنوات، يمكنك الوصول إلى شبكات التصنيع العالمية عبر متصفحك. ويغيّر هذا النموذج جذريًّا طريقة تقاطع عمليات التصنيع باستخدام الحاسب (CNC) والشراء التقليدي، ليجلب الشفافية والسرعة إلى عملية كانت في السابق بطيئة وتعتمد اعتمادًا كبيرًا على العلاقات الشخصية.
من الرسومات الهندسية إلى المتصفح: التحوُّل الرقمي في مجال التصنيع
منذ وقتٍ ليس ببعيد، كان الحصول على أجزاء مخصصة مصنوعة آليًّا يعني شيئًا مختلفًا تمامًا. فكنتَ تُرسل الرسومات عبر البريد الإلكتروني إلى عدة مورِّدين، وتنتظر أيّامًا للحصول على ردودهم، وتحدد مواعيد لزيارة مرافق التصنيع، وتتفاوض بشأن الشروط عبر مكالمات هاتفية لا تُحصى. وقد تطلّب هذا الإجراء إقامة علاقات راسخة واستثمارًا كبيرًا للوقت قبل أن يُقطَع أول شريحة من المعدن.
أما اليوم، فإن المنصات الرقمية لتصنيع القطع باستخدام الحاسب الآلي (CNC) قد عكست هذه النموذج تمامًا. ووفقًا لـ التحليل الصناعي الصادر عن Lauenscnc ، يمكن للمستخدمين الآن الاتصال بشبكات تصنيع واسعة النطاق، وضبط المعايير في الوقت الفعلي، والحصول فورًا على مقاعد إنتاج. ويعكس هذا التحوُّل التحوُّلات الرقمية الأوسع نطاقًا — كأن تفكّر في كيفية استبدال الخدمات المصرفية الإلكترونية لزيارات الفروع المصرفية، أو كيف غيّرت التجارة الإلكترونية قطاع التجزئة.
فما الذي يجعل هذا التحوُّل ذا أهمية بالغة؟ إن الأنظمة التقليدية تتفوّق في العقود طويلة الأجل والكبيرة الحجم مع علاقات مُرسّخة. ومع ذلك، فإن منصات التشغيل الآلي باستخدام الحاسب الآلي (CNC) عبر الإنترنت تتفوّق في البيئات الديناميكية التي ترتكز على الابتكار، حيث يكتسب كلٌّ من السرعة والمرونة الأهمية القصوى.
كيف توصلك المنصات الإلكترونية بقدرات التصنيع باستخدام الحاسب الآلي (CNC)
إذن، ما الذي يحدث بالضبط عند استخدامك لهذه المنصات الرقمية؟ إن النظام البيئي يجمع بين عدة مكونات متصلة ببعضها البعض تعمل معًا بسلاسة:
- أنظمة رفع الملفات — تقبل الصيغ القياسية مثل STEP وIGES والملفات الأصلية لبرامج التصميم بمساعدة الحاسوب (CAD) للمعالجة الفورية
- محركات الاقتباس الفوري — تقوم خوارزميات قائمة على الذكاء الاصطناعي بتحليل الشكل الهندسي وحساب مسارات الأدوات وتوليد الأسعار خلال ثوانٍ معدودة
- تغذية راجعة آلية حول إمكانية التصنيع من التصميم (DFM) — تُبرز وظيفة التحقق المدمجة المشكلات المحتملة مثل الجدران الرقيقة أو الميزات المُستَقْبِلة (Undercut features) قبل أن تُقرّر المتابعة
- الشبكات التصنيعية العالمية — اتصالات مع مئات أو حتى آلاف مزودي خدمات التصنيع باستخدام الحاسب الآلي (CNC) المعتمدين حول العالم
- واجهات اختيار المواد — خيارات تتراوح بين الألومنيوم والفولاذ المقاوم للصدأ والبلاستيكيات الهندسية والسبائك النادرة
- تكوين عمليات المعالجة اللاحقة — إضافات تشطيبات السطح، والمعالجات الحرارية، وخيارات فحص الجودة بنقرات بسيطة
يُقدِّم نموذج خدمة التصنيع باستخدام الحاسب الآلي (CNC) هذا شفافية غير مسبوقة في عملية شراء التصنيع. يمكنك تفعيل أو إلغاء الخيارات المتعلقة بالكمية أو المادة وترى التغيّرات في السعر فورًا — فلا داعي بعد الآن للانتظار لعدة أيام للحصول على عروض أسعار مُحدَّثة.
هل تلائم هذه الطريقة احتياجاتك؟ إذا كنت تطوِّر نماذج أولية، أو تختبر تكرارات التصميم، أو تحتاج إلى أجزاء مخصصة دون الالتزام بكميات ضخمة، فإن عروض أسعار التشغيل الآلي عبر الإنترنت توفر المرونة التي يصعب على الورش التقليدية تحقيقها غالبًا. فتتمكن الشركات الناشئة من توسيع عملياتها دون استثمارات أولية ضخمة، بينما تحسِّن الشركات الراسخة سلاسل التوريد الخاصة بها لتحقيق المرونة.
ومع ذلك، فإن هذا لا يتعلق باستبدال كل علاقات التصنيع التي تمتلكها. بل يدور حول فهم الأوقات التي توفر فيها المنصات الرقمية مزايا حقيقية—والأوقات التي لا تزال فيها الشراكات التقليدية منطقية. والهدف هنا ليس إقناعك بمنهجية واحدة، بل مساعدتك على اتخاذ قرارات مستنيرة بشأن كيفية الحصول على عرض أسعار لخدمات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت بكفاءة، مع فهم دقيق لما ستحصل عليه بالضبط.
الرحلة الكاملة من ملف التصميم إلى الجزء المسلَّم
هل سبق أن تساءلت ما الذي يحدث فعليًّا بين النقر على زر «تحميل» واستلام أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) المُصنَّعة نهائياً في يديك؟ أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) المُصنَّعة نهائياً ؟ إن هذه العملية أكثر تطوراً مما تبدو عليه—إلا أنها تصبح مفهومة وسهلة الوصول بشكل مدهش بمجرد فهمك لكل مرحلة منها. فلنستعرض معاً سير العمل الكامل كي تعرف بالضبط ما يمكن توقعه.
إعداد ملفات التصميم ثلاثي الأبعاد (CAD) الخاصة بك للتحميل
تبدأ رحلتك بإعداد الملف، ويؤدي الاهتمام بهذه الخطوة منذ البداية إلى تجنُّب المشكلات لاحقاً. وتقبل معظم المنصات عدة صيغ قياسية، لكن ليس كل الملفات متساوية من حيث الجاهزية للاستخدام في عمليات التصنيع.
ملفات STEP (.stp، .step) تظل ملفات STEP المعيار الذهبي للتصنيع الآلي عبر الإنترنت. فهي تحافظ على الهندسة الصلبة، وتحفظ الدقة البعدية، وتُترجم بسلاسة عبر أنظمة التصميم بمساعدة الحاسوب (CAD) المختلفة. وإذا كنت ستُصدِّر تنسيقًا واحدًا فقط، فاجعله تنسيق STEP.
ملفات IGES (.igs، .iges) تعمل كخيار احتياطي موثوق. وقد ظهرت منذ فترة طويلة وتتمتّع بتوافق واسع النطاق، رغم أنها قد تُسبّب أحيانًا مشكلات في تفسير الأسطح عند التعامل مع المنحنيات المعقدة.
ملفات STL —التي ترتبط عادةً بالطباعة ثلاثية الأبعاد—تتميّز بقيودٍ عند استخدامها في تصنيع القطع باستخدام ماكينات التحكم العددي (CNC). فهي تُقرّب الأسطح باستخدام وجوه مثلثية بدلًا من الهندسة الحقيقية، مما قد يُضعف الدقة في الميزات المنحنية. واستخدم ملفات STL فقط عندما لا تكون الخيارات الأخرى متاحة.
قبل الرفع، تأكَّد من أن نموذجك مغلق تمامًا (watertight) ولا يحتوي على أسطح مفتوحة أو هندسة ذات تقاطع ذاتي. فكثير من المنصات تُحدّد هذه المشكلات تلقائيًّا، لكن اكتشافها مبكرًا يُسرّع عملية الحصول على عرض السعر بشكلٍ ملحوظ.
فهم عملية الحصول الفوري على عرض الأسعار
هنا حيث تحدث السحر. وفقًا لوثائق منصة Xometry، تقوم محركات الاقتباس المدعومة بالذكاء الاصطناعي بتحليل الهندسة التي قمت برفعها فورًا، وحساب مسارات الأدوات وتوليد الأسعار استنادًا إلى متطلبات التصنيع الفعلية.
يقيّم النظام عوامل متعددة في وقت واحد:
- الأبعاد الكلية للقطعة والحجم المطلوب من المادة
- تعقيد الميزات بما في ذلك الثقوب والجيوب والمنحنيات السطحية
- عدد الإعدادات المطلوبة لتصنيع جميع الميزات
- خصائص المادة المختارة وتصنيفات قابليتها للتشغيل الآلي
- مواصفات التحمل وتأثيرها على زمن التشغيل الآلي
ما يجعل هذه الميزة قويةً هو التغذية الراجعة الفورية المتعلقة بتصميم القابلية للتصنيع (DFM). ويُبرز النظام المشكلات المحتملة — مثل الجدران الرقيقة التي قد تنحني تحت تأثير قوى القطع، أو الجيوب العميقة التي تتطلب أدوات تخصصية، أو الميزات التي تتطلب عمليات تشغيل معقدة باستخدام آلات خمسية المحاور وبتكلفة عالية. وكما أشارت فريق CNC24 الفني هذه الفحوصات التلقائية للجدوى تُدمج مع مراجعة فنية خبراء في الإنتاج لتقليل المخاطر قبل بدء مرحلة التصنيع.
من لحظة إدخال الطلب حتى التسليم أمام الباب
بعد أن تقوم بتكوين قطعتك واعتماد العرض السعري، ماذا يحدث بعد ذلك؟ إليك التسلسل الكامل:
- المراجعة الهندسية النهائية — يقوم المتخصصون بالتحقق من مواصفاتك، وتثبيت توفر المواد، والتأكد من أن منهجية التصنيع المذكورة في العرض ستلبّي متطلباتك.
- مطابقة المورِّد — يُفوَّض مشروعك إلى مصنّع مثالي من شبكة المصنّعين المعتمدين على المنصة. وتشمل معايير الاختيار القدرات الآلية، والطاقة الإنتاجية الحالية، والموقع الجغرافي، وأي شروط اعتماد حددتها أنت.
- جدولة الإنتاج — يدخل طلبك قائمة الانتظار الخاصة بالتصنيع. ويتحدد أولوية تنفيذه وفقًا لمدة التسليم التي اخترتها: فالطلبات العاجلة تتقدّم في الصف، بينما تنتظر الخيارات الاقتصادية الوقت الأمثل لتجميع الدفعات.
- تنفيذ التشغيل الآلي باستخدام آلات التحكم الرقمي (CNC) — عمال ماكينات مهرة يقومون بإعداد المواد الخام، وتحميل البرامج، وتشغيل أجزاء طلبك. وقد تتطلب عمليات تصنيع النماذج الأولية المعقدة إعدادات متعددة والتحقق الدقيق من الأجزاء أثناء التصنيع.
- فحص الجودة — تخضع الأجزاء المُصنَّعة للتحقق البُعدي وفقًا لمواصفاتك. وحسب المتطلبات، يشمل ذلك أخذ عينات نموذجية قياسية أو إجراء قياسات شاملة باستخدام جهاز القياس ثلاثي الأبعاد (CMM) مع تقارير مفصلة.
- المعالجة بعد التصوير — تُنفَّذ أي عمليات تشطيب محددة: مثل إزالة الحواف الحادة (Deburring)، أو المعالجات السطحية، أو المعالجة الحرارية، أو تطبيقات الطلاء.
- التغليف والشحن — تُعبَّأ الأجزاء بعناية لمنع التلف أثناء النقل، وتُرسل عبر وسيلة الشحن التي تختارها.
ما المدة الزمنية المتوقعة فعليًّا؟
تتفاوت المدد الزمنية بشكل كبير حسب تعقيد المشروع ودرجة الاستعجال. ففي حالة تصنيع النماذج الأولية باستخدام ماكينات التحكم العددي (CNC) بسرعة وبهندسة بسيطة ومواد قياسية مثل الألومنيوم، تُسلِّم بعض المنصات الطلبات في غضون ستة أيام فقط وفقًا لـ دليل MakerVerse الخاص بالتصنيع النموذجي .
وفيما يلي تقسيم واقعي:
| نوع المشروع | الوقت القياسي المطلوب | العوامل الرئيسية |
|---|---|---|
| نموذج أولي بسيط باستخدام ماكينات التحكم العددي (CNC) (ألومنيوم، هندسة أساسية) | 5 إلى 10 أيام عمل | تسامحات قياسية، وإعدادات محدودة |
| نموذج أولي معقد (تسامحات ضيقة، وسمات متعددة) | 10-15 يوم عمل | تشغيل آلي متعدد المحاور، ومتطلبات الفحص |
| إنتاج بكميات منخفضة (من ١٠ إلى ١٠٠ قطعة) | 2-4 أسابيع | توزيع تكلفة الإعداد، وتحسين الدفعات |
| تشغيل إنتاجي (أكثر من ١٠٠ قطعة) | 3-6 أسابيع | شراء المواد، والتحكم الثابت في الجودة |
يمكن للخيارات المُعجَّلة أن تقصر هذه الجداول الزمنية بشكل كبير — وأحيانًا تقلل وقت التسليم إلى النصف — لكن انتظر أسعارًا مرتفعةً نسبيًّا. وفي المقابل، يطيل الشحن الاقتصادي مدة التوريد بينما يقلل التكاليف لمشاريع النماذج الأولية باستخدام ماكينات التحكم العددي الحاسوبي غير العاجلة.
إن فهم هذه العملية الكاملة يساعدك على تخطيط المشاريع بشكل واقعي والتواصل بفعالية مع دعم المنصة عند ظهور أي استفسارات. وبما أنك قد أتقنت معرفة العملية الآن، فإن القرار الحيوي التالي يتضمن اختيار المادة المناسبة لتطبيقك المحدد.
اختيار المادة المناسبة لمشروعك في التشغيل الآلي باستخدام الحاسوب
لقد قمت برفع ملف الـCAD الخاص بك، وراجعت العرض السعري الفوري، والآن أنت تحدّق في قائمة منسدلة تحتوي على عشرات خيارات المواد. أيٌّ منها يجب أن تختار؟ يؤثر هذا القرار في كل شيء: أداء الجزء، وتكلفة التصنيع، ووقت التسليم، وبشكلٍ نهائي ما إذا كان تصميمك سينجح في تطبيقه المقصود أم لا.
الخبر الجيد هو أن منصات التشغيل الآلي عبر الإنترنت توفر مكتبات واسعة جدًّا للمواد، لا تستطيع ورش العمل التقليدية عادةً أن تُنافسها في ذلك. أما التحدي فيكمن في التنقّل بين هذه الخيارات بذكاء. لذا دعنا نحلّل عملية الاختيار خطوة بخطوة كي تتمكن من اتخاذ قرارات واثقة ومبنية على معلومات دقيقة.
المعادن للتطبيقات التي تتطلب القوة والدقة
عندما يكون الأداء الميكانيكي هو العامل الأهم، تظل المعادن الخيار الأول لعمليات التشغيل بالتحكم العددي (CNC) . لكن مصطلح «معدن» يشمل نطاقًا واسعًا جدًّا من الخصائص ونقاط الأسعار. وفهم الفئات الرئيسية يساعدك على تضييق الخيارات بسرعة.
سبائك الألومنيوم: المواد الأساسية المستخدمة على نطاق واسع
إذا كنت غير متأكد من أين تبدأ، فإن تشغيل الألومنيوم يوفّر في الغالب أفضل توازن بين الأداء والتكلفة وسهولة التصنيع. ووفقًا لدليل اختيار المواد من شركة هابس (Hubs)، فإن سبائك الألومنيوم تتمتّع بنسبة ممتازة بين القوة والوزن، وتوصيل حراري وكهربائي عالٍ، وحماية طبيعية ضد التآكل—ما يجعلها الخيار الأكثر اقتصاديةً في العديد من تطبيقات النماذج الأولية والإنتاج.
ألمنيوم 6061 يُعتبر السبائك القياسية خيارًا افتراضيًّا للعمل العام. فهو يُشغَّل بسلاسة تامة، ويتمتّع بسعر منخفض نسبيًّا، كما يقبل عملية الأكسدة الكهربائية (Anodizing) لتحسين صلادة السطح ومظهره الجمالي.
ألمنيوم 7075 يُستخدم هذا السبيكة عند الحاجة إلى قوة تصل إلى مستوى درجات الفولاذ المستخدمة في قطاع الطيران. ويمكن معالجته حراريًّا ليصل إلى مستويات صلادة مماثلة لبعض أنواع الفولاذ، مع الحفاظ على الميزة الوزنية للألومنيوم—وهو أمر بالغ الأهمية في التطبيقات الحساسة جدًّا تجاه الوزن.
الألومنيوم 5083 يتفوّق هذا السبيكة في البيئات البحرية التي تتعرّض فيها القطع لمياه البحر المالحة، والتي قد تتسبب في تآكل سبائك أخرى. فإذا كانت قطعك ستواجه ظروفًا بيئية قاسية، فإن هذه الدرجة تستحق التفكير والنظر فيها.
الفولاذ: عندما تكون المتانة أهم من الوزن
توفر سبائك الصلب القوة والصلادة ومقاومة التآكل التي لا يمكن للألومنيوم أن ينافسها أبدًا. أما المقابل لهذا الأداء؟ فهو ارتفاع تكاليف المواد، وزيادة أوقات التشغيل الآلي، وزيادة كبيرة في الوزن.
الفولاذ المقاوم للصدأ 304 يتعامل بكفاءة مع معظم التطبيقات التي تتطلب مقاومة التآكل. ويُمكن تشغيله آليًّا بشكل جيد نسبيًّا، كما أنه يقاوم معظم الظروف البيئية — ما يجعله الخيار القياسي في تطبيقات معالجة الأغذية، والتطبيقات الطبية، والتطبيقات الخارجية.
الفولاذ المقاوم للصدأ 316 يُعزِّز مقاومة التآكل أكثر من ذلك، وبخاصة أمام المحاليل المالحة. وغالبًا ما تتطلَّب التطبيقات البحرية وبيئات معالجة المواد الكيميائية هذه الحماية المُحسَّنة.
أصناف الصلب الأدواتي مثل سبائك D2 وA2 تحقِّق صلادة استثنائية بعد المعالجة الحرارية — تصل إلى ٦٥ HRC. وهي ضرورية لتصنيع أدوات التصنيع، والقوالب، والمكونات الخاضعة للتآكل الشديد، رغم أنها تتطلب خبرة متخصصة في التشغيل الآلي.
النحاس والبرونز: أداء متخصص
تُستخدم سبائك النحاس هذه في تطبيقات متخصصةٍ لكنها بالغة الأهمية. وتتميَّز سبيكة البراص C36000 بقابليتها الممتازة للتشكيـل الآلي، كما توفر مقاومةً طبيعيةً للتآكل، ما يجعلها شائعةً في مكونات الإنتاج الضخم مثل التوصيلات والموصلات.
يطرح التشغيل الآلي للبرونز باستخدام آلات التحكم العددي الحاسوبي (CNC) تحدياتٍ فريدةً تتطلب اهتمامًا خاصًّا. وكما يشير خبراء شركة Othala Tech المتخصصون في تشغيل البرونز آليًّا، فإن درجات البرونز المختلفة تتصرَّف بشكلٍ مختلفٍ جدًّا تحت أدوات القطع. فدرجة C932 (البرونز المحتوي على الرصاص) تُقطَع بسلاسةٍ مع تحكُّمٍ ممتازٍ في رقائق القطع، بينما تؤدي درجة C954 (البرونز المحتوي على الألومنيوم) إلى ارتفاعٍ سريعٍ في الحرارة وتتطلَّب إدارةً دقيقةً لسرعة التشغيل.
عند تشغيل البرونز آليًّا لإنتاج المحامل أو التروس أو أجزاء المعدات البحرية، فإن مقاومته الطبيعية للتآكل وخصائصه ذاتية التزييت تبرِّر التعقيد الإضافي في عملية التشغيل. وتتطلّب عمليات التشغيل الآلي للبرونز (Bronze CNC) ورش عملٍ ذات خبرةٍ في التعامل مع هذه السبائك — وهي معلومةٌ يجب التأكُّد منها عند اختيار شريكك التصنيعي لمشاريع التشغيل الآلي للبرونز.
عندما تتفوَّق البلاستيكات على البدائل المعدنية
لا تفترض أن المعدن هو الحل دائمًا. فتوفر البلاستيكات الهندسية مزايا جذّابة للعديد من التطبيقات: وزن أخف، وتكاليف مواد أقل، ومقاومة كيميائية ممتازة، وعزل كهربائي طبيعي.
البلاستيكات الهندسية عالية الأداء
بلاستيك ديلرين (POM/الأسيتال) يتميّز باعتباره بطل البلاستيكات القابلة للتشغيل الآلي. فهو يوفّر أعلى درجة من القابلية للتشغيل الآلي بين البلاستيكات، واستقرارًا استثنائيًّا في الأبعاد، واحتكاكًا منخفضًا جدًّا، وامتصاصًا ضئيلًا جدًّا للماء. وعندما تحتاج إلى أجزاء بلاستيكية دقيقة تلتزم بتolerances ضيقة جدًّا، فيجب أن يكون بلاستيك الدلرين أول ما تفكر فيه.
نايلون للتشغيل الآلي التطبيقات توفر مقاومة ممتازة للتأثير، ومقاومة جيدة للمواد الكيميائية، ومقاومة طبيعية للتآكل. وغالبًا ما تُحدَّد درجتا النايلون ٦ والنايلون ٦٦ على نطاق واسع. ومع ذلك، فإن استخدام النايلون في مشاريع التشغيل الآلي يتطلب الانتباه إلى قيد واحد: امتصاص المادة للرطوبة، مما قد يؤثر على استقرار الأبعاد في البيئات الرطبة.
البوليكربونات يجمع بين المتانة العالية والوضوح البصري—ويمكن تشكيله إلى مكونات شفافة. وتفوق مقاومته للتأثير مقاومة مادة الـABS، مما يجعله مناسبًا للأغطية الواقية والعدسات والأجهزة السائلة.
(بيك) يمثل هذا المادّة الفئة الممتازة من البلاستيكيات الحرارية الهندسية. وهو يتحمل درجات حرارة تصل إلى ٢٥٠°م، ويقاوم معظم المواد الكيميائية، ويقدّم نسب قوة إلى وزن تُناصر المعادن. وتتيح أصناف مادة الـPEEK الطبية استخدامها في تطبيقات الغرسات الطبية الحيوية. أما الثمن المدفوع مقابل ذلك؟ فهو ارتفاع كبير في تكلفة المادة.
اختيار المادة بنظرة سريعة
يساعدك المقارنة التالية على تحديد المواد المرشحة بسرعة استنادًا إلى متطلباتك الأساسية:
| فئة المادة | التطبيقات النموذجية | التكلفة النسبية | بسهولة التشغيل | الخصائص الرئيسية |
|---|---|---|---|---|
| ألمنيوم 6061 | نماذج أولية عامة، وغلاف خارجي، ودعامات | $ | ممتاز | خفيف الوزن، مقاوم للتآكل، ويمكن أن يُؤكسَد سطحه كهربائيًّا |
| ألمنيوم 7075 | مكونات الطيران والفضاء، والأجزاء الخاضعة لإجهادات عالية | $$ | جيد | عالية القوة، قابلة للتصليب الحراري، ومقاومة لإجهاد التعب |
| الفولاذ المقاوم للصدأ 304 | معدات معالجة الأغذية، والأجهزة الطبية، والمعدات الخارجية | $$ | معتدلة | مقاوم للتآكل، يمكن لحامه، ونظيف صحيًّا |
| الفولاذ المقاوم للصدأ 316 | الأجهزة البحرية، معالجة المواد الكيميائية | $$$ | معتدلة | مقاومة فائقة للتآكل، ومتوافق مع مياه البحر |
| النحاس c36000 | التجهيزات، والموصلات، والأجهزة الزخرفية | $$ | ممتاز | منخفض الاحتكاك، موصل كهربائيًّا، وجذّاب من الناحية الجمالية |
| البرونز (C932/C954) | المحامل، التروس، الدوارات البحرية | $$-$$$ | جيدة (تختلف حسب الدرجة) | مقاوم للارتداء، ذاتي التشحيم، مقاوم للتآكل |
| ديلرين (POM) | تروس دقيقة، بطانات، عوازل | $ | ممتاز | احتكاك منخفض، ثبات أبعادي، مقاومة للرطوبة |
| نايلون 6/66 | مكونات مقاومة للتآكل، أجزاء هيكلية، عوازل | $ | جيد | مقاومة للتأثير، مقاومة للمواد الكيميائية، مقاومة للتآكل |
| البوليكربونات | مكونات بصرية، أغطية واقية، شاشات عرض | $ | جيد | شفاف، قوة تأثير عالية، مستقر حراريًا |
| (بيك) | غرسات طبية، تطبيقات طائرات الفضاء، تطبيقات درجات الحرارة العالية | $$$$ | معتدلة | مقاومة لدرجات الحرارة القصوى، خامل كيميائيًا، خيارات بيولوجية متوافقة مع الأنسجة |
معايير اتخاذ القرار: مطابقة المواد مع المتطلبات
كيف تضيّق نطاق الاختيار من هذه القائمة الواسعة؟ ضع في الاعتبار العوامل الأربعة التالية حسب ترتيب أولويتها:
- المتطلبات الميكانيكية — ما الأحمال والضغوط وظروف التآكل التي ستتعرض لها القطعة؟ وهذا يلغي الخيارات التي لا يمكنها تحقيق الحدود المطلوبة للأداء.
- التعرض البيئي — هل ستتعرض الأجزاء للرطوبة أو المواد الكيميائية أو الإشعاع فوق البنفسجي أو درجات الحرارة القصوى؟ إن توافق المادة مع ظروف التشغيل شرطٌ لا يمكن التنازل عنه.
- قيود الوزن — غالبًا ما تتطلب تطبيقات الطيران والأجهزة المحمولة أدنى وزن ممكن. وتوفِّر البلاستيكات وسبائك الألومنيوم مزايا كبيرة في هذا الصدد.
- اعتبارات الميزانية — وبمجرد تحديد المواد التي تفي بمتطلبات الأداء، يمكن أن تُرشدك الفروق في التكلفة نحو الاختيار النهائي. ففي بعض الأحيان، يكفي استخدام سبائك ألومنيوم قياسية في مهمة لا تتطلب سبائك متخصصة باهظة الثمن.
عندما تكون وثائق اعتماد المادة ذات أهمية
في بعض القطاعات، يتجاوز اختيار المادة الخصائص الفيزيائية إلى متطلبات التوثيق. فقد تشترط تطبيقات الطيران شهادات إثبات قابلية تعقُّب المادة، والتي تثبت بدقة تركيب السبيكة وتاريخ معالجتها. كما تتطلب الأجهزة الطبية غالبًا وثائق تثبت توافقها الحيوي. أما مكونات السيارات فقد تتطلب شهادات مطابقة تتماشى مع مواصفات الشركة المصنعة الأصلية (OEM) المحددة.
إذا كنت تُصنِّع منتجاتٍ لصالح قطاعات خاضعة للتنظيم، فتأكد من أن مزوِّد خدمات التشغيل الآلي عبر الإنترنت يمكنه توريد الشهادات المناسبة قبل تقديم طلباتك. فليست جميع المنصات توفر هذا المستوى من الوثائق، واكتشاف هذه الفجوة بعد انتهاء الإنتاج يؤدي إلى تأخيرات مكلفة.
وبعد فهم خيارات المواد، فإن المواصفة الحرجة التالية تؤثر مباشرةً على وظيفة القطعة وتكلفة تصنيعها على حدٍّ سواء: متطلبات التحمل (التسامح البُعدي). ويساعدك فهم كيفية تأثير مستويات الدقة على ميزانيتك في تحديد ما تحتاجه بالضبط— ولا شيء أكثر من ذلك.
اختيار التحمل الذي يوازن بين الدقة والتكلفة
إليك سيناريو ربما واجهته من قبل: أنت تنهي تصميم قطعة ما، وتظهر لك حقل التحمل وكأنه يحدق فيك. فهل تحدد قيمة ±٠٫٠٠٥ بوصة لضمان السلامة؟ أم أن القيمة ±٠٫٠١٠ بوصة ستفي بالغرض تمامًا؟ وهذه القرارة — التي غالبًا ما تُتَّخذ في غضون ثوانٍ — قد تضاعف تكاليف التصنيع لديك أو تؤدي إلى فشل في التجميع في المراحل اللاحقة.
تمثل التسامحات التباين المسموح به عن الأبعاد المقصودة لديك. ومن الناحية العملية، تحدد ما إذا كانت الأجزاء المصنعة ستناسب بعضها البعض بشكل صحيح، وستؤدي وظيفتها كما صُمّمت، وستلبّي توقعات الجودة. ومع ذلك، ووفقًا للملاحظات الواردة من مهندسو التصنيع في شركة RPWORLD ، برز اتجاهٌ مقلقٌ: فالأجزاء المستخدمة في تطبيقات مختلفة تحمل الآن في كثيرٍ من الأحيان تسامحاتٍ صارمةٍ أكثر من اللازم، حتى على الأسطح غير الحرجة. ويعكس هذا التطورَ في القدرات الصناعية — لكنه غالبًا ما يُضيِّع أموالاً كبيرة.
التسامحات القياسية مقابل التسامحات الدقيقة
ما الذي يمكن أن تتوقعه بواقعية من خدمات التشغيل الآلي عبر الإنترنت؟ إن فهم القدرات الأساسية يساعدك على تحديد المواصفات المناسبة دون إفراط في الهندسة.
لعمليات الطحن والتشكيـل باستخدام الحاسب الآلي (CNC) الأكثر شيوعًا، تبلغ التسامحات القياسية ±٠٫٠١٠ بوصة (±٠٫٢٥ مم) عبر المواد والهندسات الشائعة. ووفقًا لتحليل التحمل الذي أجرته شركة مودوس أدفانسد (Modus Advanced)، فإن مستوى الدقة هذا يدعم الغالبية العظمى من التطبيقات الهندسية مع الحفاظ على تكاليف ومعايير زمن التسليم معقولة.
متى يكون الدقة القياسية كافية؟ ضع في اعتبارك هذه التطبيقات:
- الغلاف الخارجي والهيكل الحامي حيث لا تكون الأبعاد الدقيقة ذات أهمية بالغة
- الأقواس المُثبتة التي تحتوي على فتحات تجاوز لمثبتات التثبيت
- التكرارات الأولية للنماذج الأولية التي تركز على اختبار الشكل والوظيفة
- المكونات المصممة بمسافات تجميع واسعة
تتطلب أجزاء التشغيل الدقيق مواصفات أكثر صرامةً عادةً ما تتراوح بين ±0.003 بوصة و±0.005 بوصة (أي ±0.08 مم إلى ±0.13 مم). وتستلزم هذه التحملات عمليات تشغيل إضافية، وأدوات تخصصية، وبيئات خاضعة للتحكم المناخي، وبروتوكولات تفتيش شاملة. والنتيجة؟ ارتفاع كبير في تكلفة كل قطعة.
نطاقات التحمل وتأثيرها في العالم الحقيقي
يوضح الجدول التالي كيفية ترجمة مواصفات التحمل إلى الآثار التكلفة والتطبيقات النموذجية لمكونات التشغيل الآلي باستخدام الحاسب (CNC) المصنوعة بالطحن:
| فئة التحمل | النطاق النموذجي | الأثر على التكلفة | التطبيقات الشائعة |
|---|---|---|---|
| القياسي | ±0.010" (±0.25 ملم) | التسعير الأساسي | نماذج أولية عامة، وسمات غير حرجة، وغلاف خارجي |
| الدقة | ±٠٫٠٠٥ بوصة (±٠٫١٣ مم) | ١٫٥–٢× القيمة القياسية | الأسطح المتداخلة، وتوصيفات المحامل، والinterfaces المنزلقة |
| دقة عالية | ±٠٫٠٠٢–٠٫٠٠٣ بوصة (±٠٫٠٥–٠٫٠٨ مم) | ٢–٣× القيمة القياسية | الواجهات المستخدمة في قطاع الطيران والفضاء، ومكونات الأجهزة الطبية، وحوامل العدسات البصرية |
| الدقة الفائقة | ±٠٫٠٠١ بوصة (±٠٫٠٢٥ مم) أو أضيق من ذلك | ٤× القيمة القياسية فأكثر | مكونات التوربينات، والأدوات الدقيقة، ومعدات أشباه الموصلات |
لاحظ كيف تزداد التكاليف بشكل أسّي — وليس خطيًّا — كلما ضاق نطاق التحملات. وكما يشير RPWORLD، فقد تؤدي التحملات الصارمة جدًّا إلى إجبار الأجزاء على الخضوع لعمليات طحن ثانوية أو عمليات تآكل كهربائي (EDM)، ما يؤدي إلى زيادة غير ضرورية في التكاليف وأوقات التسليم.
كيف تؤثر خيارات التحمل على ميزانيتك
لماذا تكون التحملات الضيقة مكلفةً جدًّا؟ عدّة عوامل تتضافر لتسبب ذلك:
- مرورات تشغيل إضافية — إزالة المادة على دفعات أصغر للحفاظ على التحكم بالأبعاد
- معدلات تغذية أبطأ — خفض سرعات القطع يقلل من انحراف الأداة والتأثيرات الحرارية
- أدوات تشغيل متخصصة — قواطع قصٍّ عالية الجودة ذات مواصفات أكثر دقة فيما يتعلّق بالانحراف الدوراني (Runout)
- زيادة وقت الإعداد — تثبيت وتوجيه قطعة العمل بدقة أكبر
- تفقُّد معزَّز — قياسات آلة القياس الإحداثية (CMM) بدلًا من القياس القياسي
- الضوابط البيئية — تشغيل ميكانيكي مستقر حراريًّا لتحقيق أضيق التحملات المسموحة
مشكلة تراكم التحملات
هنا تواجه العديد من التصاميم صعوبات. فعند تركيب عدة مكونات معًا، تتراكم التحملات الفردية. ووفقًا لـ التحليل الفني لشركة CNCYangsen ، قد يكون التحمل المسموح لكل جزء في التجميع ±٠٫١ مم على حدة، لكن التراكم الكلي قد يصل إلى ±٠٫٣ مم أو أكثر عند السطح النهائي للتوصيل.
فلنأخذ مثالاً بسيطًا على تجميع مكوَّن من ثلاثة أجزاء. فإذا كان التحمل المسموح لكل مكوِّن على بعده الحرج هو ±٠٫٠١٠ بوصة، فإن أسوأ حالة لتراكم التحملات تعني أن البعد النهائي للتجميع قد يتفاوت بمقدار ±٠٫٠٣٠ بوصة. وهذا يعادل ثلاثة أضعاف التحمل المحدَّد في رسم أي جزءٍ فردي.
ويتعامل المصممون الأذكياء مع ظاهرة التراكم عبر عدة استراتيجيات:
- تحديد الأبعاد الحرجة — تشديد التحملات فقط على المواصفات التي تؤثر مباشرةً في وظيفة التجميع
- ميزات تحديد الموضع في التصميم — دبابيس التموضع، أو الكتفين المحاذيين، أو الهندسة ذاتية المركز تقلل من تراكم الأخطاء في الموضع
- تبسيط علاقات التجميع — عدد أقل من الأجزاء في سلسلة التحمل يعني تباينًا تراكميًّا أقل
- تصميم فجوات معقولة — حيثما أمكن، تُوفَّر فجوات مقصودة لاستيعاب التباين دون المساس بالوظيفة
العلاقة بين تشطيب السطح والتحملات
تتفق مواصفات تشطيب السطح غالبًا مع التحملات البعدية — لكنها لا تحل محلها. فسطح خشن (ذو قيمة Ra أعلى) لا يمكنه تحقيق نفس درجة الدقة الفعالة التي يحققها سطح أملس، وذلك ببساطة لأن عدم اليقين في القياس يتزايد مع تفاوت سطح المادة.
في تطبيقات التشغيل الآلي باستخدام الحاسب (CNC) الدقيقة التي تتطلب تحملات ضيقة، ينبغي أن تحدّد مواصفات تشطيب السطح المقابلة:
- عادةً ما تترافق التحملات القياسية مع تشطيب سطحي قدره ١٢٥ را مايكرو إنش (٣,٢ را مايكرو متر) أو خشْنٍ أكثر
- تعمل التحملات الدقيقة جيدًا مع سطح خشن يتراوح بين 63–32 را مايكرو إنش (1.6–0.8 را مايكرو متر)
- غالبًا ما تتطلب أعمال الدقة العالية سطحًا خشنًا لا يتجاوز 16 را مايكرو إنش (0.4 را مايكرو متر) أو أدق من ذلك
تحديد تركيبات غير متناسقة — مثل تحملات ضيقة مع تشطيبات خشنة، أو العكس — يدل على متطلبات غير واضحة وقد يؤدي إلى طرح أسئلة من قِبل مزوّد خدمات التشغيل الدقيق لديك.
التواصل بشأن التحملات الحرجة مقابل التحملات العامة
يجب أن تُظهر الرسومات الفنية الخاصة بك بوضوح الفرق بين السمات التي تتطلب تحكّمًا دقيقًا وتلك التي تكفيها دقة قياسية. ويستخدم معظم المهندسين ذوي الخبرة نهجًا هرميًّا:
- التحمل العام في مربع العنوان — يطبَّق على جميع الأبعاد التي لا توجد لها إشارات محددة (عادةً ±0.010 بوصة أو وفقًا لمعيار ISO 2768)
- الإشارات المحددة للأبعاد — تحملات أضيق تُذكر مباشرةً على السمات الحرجة
- رموز الهندسة الهندسية والتجريبية (GD&T) — التسامح الهندسي للسمات التي تهم شكلها أو اتجاهها أو موضعها أكثر من مجرد حجمها البسيط
هذه الطريقة تُعبِّر بوضوح عن النية التصنيعية. ويتفهَّم العاملون في الماكينات فورًا أي السمات تتطلَّب اهتمامًا إضافيًّا، وأيها يمكن تصنيعها بدقة قياسية كافية.
متى تكون التسامحات الضيقة ذات أهمية فعلية؟
إذن متى يجب تحديد التسامحات الدقيقة فعليًّا؟ ومن التطبيقات المشروعة ما يلي:
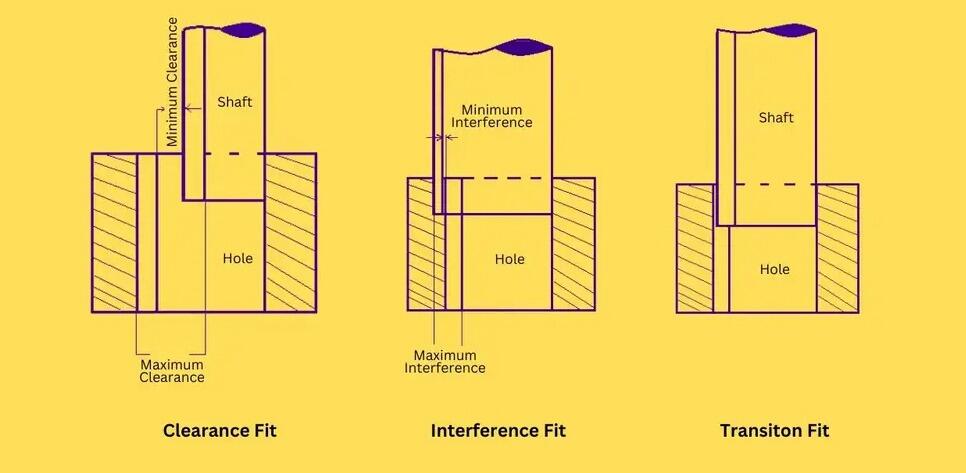
- الوصلات ذات التركيب بالضغط أو التركيب بالتداخل — الدقة البعدية تحدد بشكل مباشر قوة التجميع ودرجة الاحتفاظ به
- فتحات المحامل وأقطار العمود — يضمن التركيب الصحيح المسافة التشغيلية الصحيحة وطول عمر المحمل
- أسطح الختم — تتطلب أخاديد الحشيات الحلزونية (O-ring) والشفاه المتلاصقة أبعادًا مضبوطة لضمان إحكام الختم الموثوق
- الآليات الحركية — تحتاج الروابط والمكابس الدوارة (cams) والانزلاقات الدقيقة تحكُّمًا دقيقًا لتشغيلٍ سلس
- التجميعات الحرجة من حيث السلامة — تطبيقات في قطاعات الطيران والفضاء، والرعاية الصحية، والسيارات، حيث تكون عواقب الفشل وخيمة
أما بالنسبة لكل ما عدا ذلك؟ فإن التحملات القياسية المستمدة من مواد وعمليات التشغيل الآلي بالحاسوب (CNC) المؤهلة تُحقِّق نتائج ممتازة وبجزء بسيط فقط من التكلفة. والبصيرة الأساسية المستخلصة من خبراء في الصناعة : يجب أن يرتبط قرار تحديد تحملات ضيقة دائمًا باحتياجات وظيفية محددة، وليس بتفضيلات عامة للجودة.
وبعد فهم أساسيات التحملات، ستكونون جاهزين لمعالجة سؤالٍ آخر تواجهه كل مشاريع التشغيل الآلي بالحاسوب: كم ستكون التكلفة الفعلية لهذا الجزء؟ ويشرح القسم التالي العوامل الخمسة الرئيسية التي تُحدِّد أسعار عمليات التشغيل الآلي بالحاسوب — ويُبرز خيارات التصميم التي تقلل التكاليف دون المساس بالوظيفة.
فهم العوامل المؤثرة في تكاليف التشغيل الآلي بالحاسوب
لقد اخترت المواد الخاصة بك وحددت التحملات المطلوبة. والآن تأتي المسألة التي يطرحها الجميع: كم سيكلّف هذا فعليًّا؟ وعلى عكس العديد من القطاعات التي تبدو فيها الأسعار عشوائية، فإن أسعار التشغيل الآلي باستخدام الحاسب (CNC) تتبع أنماطًا منطقية. ويساعدك فهم هذه الأنماط على وضع توقعات واقعية للميزانية — كما يكشف لك عن فرص خفض التكاليف دون المساس بالجودة.
أما التحدي فيكمن في أن معظم المنصات الإلكترونية للتشغيل الآلي تعرض عليك الرقم النهائي دون توضيح كيفية احتسابه. ويُفصّل هذا القسم العوامل الخمسة الرئيسية التي تؤثر في التكلفة، لتمكينك من تفسير العروض السعرية بتعمّقٍ، واتخاذ قرارات مستنيرة بشأن المفاضلات قبل الالتزام بها.
العوامل الخمسة التي تحدد تكلفة التشغيل الآلي الخاصة بك
وفقًا لـ تحليل سكان2CAD الشامل للتكاليف وبالنسبة لاقتصاديات التشغيل الآلي، فإنها تعتمد على عدة متغيرات مترابطة. ولننظر في كل عاملٍ منها وتأثيره النسبي على عرض السعر النهائي الخاص بك.
١. اختيار المادة والحجم
تتفاوت تكاليف المواد حسب النوع والكمية والظروف السوقية الراهنة. وكحد أدنى، تكون تكاليف البلاستيك أقل بكثير من تكاليف المعادن — بل وحتى داخل فئات المعادن نفسها، تختلف الأسعار اختلافًا كبيرًا. فقد يتراوح سعر سبيكة الألومنيوم ٦٠٦١ بين ٣ و٨ دولارات أمريكيًّا لكل رطل، بينما يتراوح سعر الفولاذ المقاوم للصدأ بين ٥ و١٥ دولارًا أمريكيًّا لكل رطل، وقد تتجاوز أسعار السبائك الخاصة مثل التيتانيوم ٣٠ دولارًا أمريكيًّا لكل رطل.
وبجانب أسعار المواد الأولية، يجب أن تأخذ في الاعتبار كمية المخزون التي يستهلكها تصميمك. فالقطعة التي تتطلب إزالة ٨٠٪ من المادة تُنتج هدرًا أكبر، ووقت تشغيل آلي أطول، وارتداءً متزايدًا للأدوات مقارنةً بالتصاميم التي تحافظ على جزء أكبر من المخزون الأصلي. وتشمل معادلة تكلفة المعدن لدى المشغل الآلي كلًّا من ما تشتريه وما تحققه من كفاءة في استخدامه ضمن التصميم.
٢. التعقيد الهندسي
يرتبط التعقيد الهندسي للقطعة ارتباطًا مباشرًا بوقت التشغيل الآلي — وهو العامل الأكبر في التكلفة وفقًا لتحليلات القطاع. فالهندسات المعقدة تتطلب:
- تغيير أدوات متعددة لتشغيل ميزات مختلفة
- إعدادات إضافية للوصول إلى الميزات من اتجاهات مختلفة
- وقت برمجة أطول للمسارات المعقدة للأدوات
- سرعات قص أبطأ للحفاظ على الدقة في الميزات التفصيلية
ووفقًا لتوزيع تكاليف النماذج الأولية لشركة هوتيان، يمكن أن تؤدي تعقيدات التصميم وحدها إلى زيادة وقت التشغيل الآلي بنسبة ٣٠–٥٠٪. فعلى سبيل المثال، قد تبلغ تكلفة كتلة ألمنيوم مستطيلة بسيطة تحتوي ثقوبًا أساسية ١٥٠ دولارًا أمريكيًّا، بينما قد تصل تكلفة نفس القطعة الأساسية ذات الحواف المعقدة والجيوب ذات الأعماق المتغيرة إلى ٤٥٠ دولارًا أمريكيًّا أو أكثر.
٣. متطلبات التحمل
وكما ناقشنا سابقًا، فإن مواصفات التحمل تؤثر تأثيرًا كبيرًا في تكلفة التصنيع. وتمثل التحملات القياسية (±٠٫٠١٠ بوصة) السعر الأساسي. أما عند تشديد التحمل ليصبح ±٠٫٠٠٥ بوصة، فيُتوقع ارتفاع التكلفة بنسبة ١٫٥–٢ ضعف، وإذا تم دفعه نحو ±٠٫٠٠١ بوصة فقد ترتفع التكلفة أربعة أضعاف وفقًا للمعايير الصناعية.
ويرجع تصاعد التكلفة إلى متطلبات تصنيع فعلية: مثل إجراء عمليات مرور إضافية، وتقليل سرعات التغذية، واستخدام أدوات تخصصية، وتطبيق بروتوكولات تفتيش محسَّنة — وكلها تستهلك الوقت والموارد.
٤. اقتصاديات الكمية
هنا تصبح فهم تكاليف الإعداد أمراً حاسماً. فكل مهمة تشغيل باستخدام آلات التحكم العددي (CNC) تتطلب برمجةً، وإعدادَ تثبيتات، واختيارَ أدوات، وتكوينَ الآلة—بغض النظر عما إذا كنت تُنتج جزءاً واحداً أو مئة جزء. وتتوزّع هذه التكاليف الثابتة على كمية طلبك.
والجوانب الاقتصادية مذهلة: إذ تُظهر بيانات تحليل التكاليف أن النموذج الأولي الوحيد قد يكلّف ٥٠٠ دولار أمريكي، بينما يؤدي طلب ١٠ وحدات إلى خفض سعر الوحدة إلى نحو ٣٠٠ دولار أمريكي لكل وحدة. أما عند طلب ٥٠ وحدة فأكثر، فقد تنخفض التكاليف بنسبة تصل إلى ٦٠٪، ليهبط سعر الوحدة إلى حوالي ١٢٠ دولاراً أمريكيّاً.
| كمية الطلب | التكلفة التقريبية للوحدة الواحدة | خفض التكاليف |
|---|---|---|
| وحدة واحدة | $500 | الخط الأساسي |
| 10 وحدات | $300 | خفض بنسبة 40% |
| 50+ وحدة | $120 | تخفيض بنسبة 60% |
وهذا ما يفسّر سبب ارتفاع سعر الوحدة في طلبات التشغيل الصغيرة باستخدام آلات التحكم العددي (CNC)—إذ إنك تحمّل تكاليف الإعداد على عدد أقل من القطع.
٥. عمليات التشطيب
وتُضيف عمليات التشطيب اللاحقة للتشغيل تكاليف إضافية يتجاهلها الكثيرون أثناء الميزانية الأولية. ووفقاً لبيانات تكاليف التشطيب:
- تشطيب كما هو بعد التشغيل: بدون تكلفة إضافية—أقصر فترة تسليم
- الانفجار بالخرز: تضيف ما بين ١٠ و٢٠ دولاراً أمريكيّاً لكل قطعة للحصول على نسيج غير لامع متجانس
- التشطيب بالأكسدة: يُضيف من ٢٥ إلى ٥٠ دولارًا أمريكيًّا لكل وحدة لمقاومة التآكل وللألوان
- طلاء البودرة: يُضيف من ٣٠ إلى ٧٠ دولارًا أمريكيًّا حسب حجم الجزء وتعقيده
كل طبقة تشطيب تؤدي غرضًا وظيفيًّا أو جماليًّا، لكن التكاليف تتراكم بسرعة في الطلبات المكوَّنة من أجزاء متعددة.
خيارات تصميم ذكية تقلِّل من نفقات التصنيع
والآن بعد أن فهمت العوامل المؤثِّرة في التكلفة، كيف يمكنك تقليل النفقات دون المساس بالوظيفة؟ يُحدِّد تحليل Fictiv للتصميم من أجل التصنيع (DFM) مبادئ التصميم التي تتطلَّب «أقل جهدٍ ممكن»، والتي تُرْجِع مباشرةً انخفاضًا في التكاليف:
- صمِّم وفق هندسة المواد الجاهزة — الأجزاء التي تبدأ من أبعاد قضبان أو صفائح أو قضبان دائرية قياسية تقلِّل من الهدر الأولي وتعقيد إعدادات التشغيل
- قلِّل عدد الإعدادات إلى اثنين أو أقل — كل اتجاه إضافي للتثبيت يُضيف وقتًا كبيرًا؛ لذا صمِّم الأجزاء بحيث يمكن تشغيلها من أقل عدد ممكن من الاتجاهات
- استخدم أشكال الأدوات القياسية — تتميز هذه الميزات بأنها قابلة للتشغيل باستخدام أدوات التفريز والثقب والتجنيس الشائعة، وهي أرخص من تلك التي تتطلب أدوات تخصصية
- حدد التحملات الضرورية فقط — طبِّق التحملات الضيقة حصريًّا على الأسطح الوظيفية؛ واستخدم التحملات العامة في جميع الأماكن الأخرى
- تجنب الجيوب العميقة والجدران الرقيقة — الميزات التي تتطلب أدوات تشغيل طويلة المدى متخصصة أو إدارة دقيقة للانحراف تطيل وقت التشغيل الآلي
- دوّر الزوايا الداخلية — تتطلب الزوايا الداخلية الحادة أدوات أصغر ومرورات متعددة؛ بينما تُشغَّل نصف القطر الكبير بسرعة أكبر
- اختر تشطيبات السطح القياسية — تشطيبات ما بعد التشغيل أو التشغيل بالتنقير بالكرات تكلّف أقل من التأكسد أو الطلاء بالبودرة عندما لا تكون المظهرية عاملًا حاسمًا
هذه التعديلات لا تُضعف الغرض الهندسي — بل تُوائم قرارات التصميم مع واقع التصنيع.
النماذج الأولية مقابل الإنتاج: اعتبارات اقتصادية مختلفة
تؤثر مرحلة مشروعك بشكل كبير على استراتيجية التوريد المثلى. ففي حالة النماذج الأولية، تكون السرعة والمرونة عادةً أكثر أهمية من تحسين التكلفة لكل قطعة. فأنت هنا تختبر المفاهيم، وتطوّر التصاميم، وتتحقق من مدى ملاءمتها — ومن المنطقي أن تدفع سعراً أعلى لكل وحدة عند طلب كميات صغيرة عندما يكون الوقت اللازم لاكتساب الخبرة هو العامل الأهم.
أما عند الانتقال إلى الكميات الإنتاجية، فيتغيّر ميزان الحسابات. فتنخفض تكاليف الإعداد عند توزيعها على مئات أو آلاف القطع، وتظهر خصومات الحجم على المواد، ويصبح تحسين العمليات أمراً جديراً بالاهتمام. وفي هذه المرحلة، تهيمن اقتصاديات التكلفة لكل وحدة على عملية اتخاذ القرار.
متى توفر المعالجة الآلية عبر الإنترنت مزايا تكلفة
تتفوق المنصات الرقمية في سيناريوهات محددة:
- كميات النماذج الأولية (١–٥٠ قطعة) — عروض أسعار فورية، وتسليم سريع، وبدون أي تكاليف إضافية مرتبطة ببناء العلاقات
- دورات تكرار التصميم — عروض أسعار سريعة على عدة متغيرات تساعد في تحسين التصاميم قبل الالتزام بالإنتاج
- احتياجات السعة الزائدة — عندما تصل موردوكم المعتادون إلى طاقتهم القصوى، فإن الشبكات الإلكترونية توفر بدائل فورية
- المواد أو العمليات المتخصصة — إمكانية الوصول إلى شبكات قدرات أوسع مما قد تتيحه الخيارات المحلية
الحالات التي قد تتفوق فيها الورش التقليدية
التقييم الصادق يكشف عن سيناريوهاتٍ تُحقِّق فيها العلاقات الراسخة مزاياً:
- دورات إنتاج بكميات كبيرة — غالبًا ما تؤدي العقود طويلة الأجل مع الموردين المحليين إلى أسعار أفضل بفضل خصومات العلاقة وتحسين العمليات
- التجميعات المعقدة التي تتطلب التعاون — التصاميم التي تستفيد من مدخلات فنيي التشغيل أثناء مرحلة التطوير عادةً ما تنجح أكثر مع شركاء يعرفون منتجاتك جيدًا
- الصناعات الخاضعة للوائح التنظيمية والتي لديها موافقات راسخة — إذا كان المورد بالفعل يمتلك الموافقات المطلوبة لنظام الجودة الخاص بك، فإن التحوُّل إلى مورد آخر يترتب عليه تكاليف مؤهلات جديدة
- المزايا الناتجة عن القرب الجغرافي — عند البحث عن "تصنيع باستخدام الحاسب الآلي بالقرب مني" أو "محلات تصنيع باستخدام الحاسب الآلي بالقرب مني"، فإن المحلات المحلية تلغي تكاليف الشحن وتتيح الاستلام في نفس اليوم للاحتياجات العاجلة
وضع توقعات واقعية للميزانية
قبل طلب عرض السعر الأول الخاص بك، حدد توقعاتك استنادًا إلى معايير مشروعك:
- نماذج أولية بسيطة من الألومنيوم مع تحملات قياسية: ١٠٠–٣٠٠ دولار أمريكي لكل قطعة
- قطع معقدة متعددة الميزات أو ذات تحملات ضيقة جدًّا: ٣٠٠–٨٠٠ دولار أمريكي لكل قطعة
- مواد متخصصة أو تشطيبات واسعة النطاق: ٥٠٠–١٥٠٠ دولار أمريكي أو أكثر لكل قطعة
- كميات الإنتاج (٥٠ قطعة فأكثر): انخفاض بنسبة ٤٠–٦٠٪ مقارنةً بأسعار النماذج الأولية
توفر هذه النطاقات نقاط بداية — ويعتمد عرض السعر الفعلي الخاص بك على الهندسة المحددة والمواد والمتطلبات. ومع ذلك، فإن الدخول في عملية طلب عروض الأسعار ومع توقعات تقريبية يساعدك في تقييم ما إذا كانت العروض المقدمة تتماشى مع المعايير السوقية أم تتطلب مناقشةً إضافية.
تؤدي اعتبارات التكلفة بشكل طبيعي إلى سؤالٍ مهمٍ آخر: ما المتطلبات الخاصة بالصناعة التي قد تنطبق على تطبيقك؟ فكل من قطاعي السيارات والفضاء والقطاع الطبي يفرض معايير اعتماد وتوثيق تؤثر في كلٍّ من اختيار المورِّدين وتكاليف المشروع.

المتطلبات الصناعية، من قطاع السيارات إلى قطاع الفضاء
لقد حددتَ المادة المناسبة بدقة، وحددت التسامحات الملائمة، وفهمت عوامل التكلفة. لكن إليك سؤالاً يُربك العديد من المستخدمين الجدد لخدمات التشغيل الآلي عبر الإنترنت: هل تفرض صناعتك متطلبات إضافية تتجاوز المواصفات الأساسية للقطع؟ والإجابة بالنسبة للتطبيقات في قطاعات السيارات والفضاء والرعاية الصحية هي «نعم» في الغالب.
تتطلب القطاعات المختلفة مستويات مختلفة من الوثائق، وإمكانية التتبع، والتحكم في العمليات. وقد يؤدي اختيار شريك تصنيعٍ لا يمتلك الشهادات المناسبة إلى الحصول على قطع لا يمكن استخدامها فعليًّا — بغض النظر عن دقة أبعادها الهندسية. ولنتناول متطلبات كل صناعة رئيسية بالتفصيل، كي تتمكن من التحقق من مؤهلات المورِّدين قبل إصدار طلبات الشراء.
متطلبات وشهادات مكونات الصناعة automotive
تعمل صناعة السيارات ضمن أكثر أطر الجودة تطلبًا في مجال التصنيع. وعند استيرادك قطع الغيار الخاصة بالتطبيقات المرورية، فإن هناك شهادةً واحدةً تتصدر جميع الشهادات الأخرى: IATF 16949 .
ما المقصود فعليًّا بمعيار IATF 16949 بالنسبة لك كعميل؟ وفقًا لدليل التصديق الخاص بشركة American Micro Industries، يُعَدُّ هذا المعيار العالمي لإدارة جودة قطاع السيارات مزيجًا من مبادئ ISO 9001 والمتطلبات الخاصة بالقطاع والمتعلِّقة بالتحسين المستمر ومنع العيوب والإشراف الصارم على المورِّدين. وهو التصريح المؤهل للعمل مع شركات التصنيع الأصلية الكبرى (OEMs) ومورِّدي المستوى الأول (Tier 1 suppliers).
العناصر الرئيسية التي يضمنها اعتماد معيار IATF 16949 تشمل:
- التركيز على منع العيوب — أنظمة مُصمَّمة لاكتشاف المشكلات قبل حدوثها، وليس فقط بعد وقوعها
- إمكانية تتبع المنتج — توثيقٌ كاملٌ يربط كل قطعةٍ بدوِّنات الدفعات المحددة من المواد والآلات والمشغلين المسؤولين عنها
- بروتوكولات التحسين المستمر — عمليات إجراءات تصحيحية موثَّقة تمنع تكرار المشكلات
- إدارة جودة الموردين — إشرافٌ دقيقٌ يمتدُّ عبر سلسلة التوريد بأكملها
وبالإضافة إلى معيار IATF 16949، فإن التصنيع في قطاع السيارات يتطلّب رقابة العملية الإحصائية (SPC) القدرات. لماذا تُعَد مراقبة العمليات الإحصائية (SPC) مهمة؟ عند إنتاج آلاف المكونات المتطابقة، فإن التباين أمرٌ لا مفر منه. وتتولى مراقبة العمليات الإحصائية (SPC) تتبع الاتجاهات البُعدية في الوقت الفعلي، مما يسمح باكتشاف أي انحراف قبل أن تخرج الأجزاء عن المواصفات المحددة. ويكتسب هذا الاتساق أهمية بالغة في عمليات الإنتاج الضخم، حيث إن حتى معدلات العيوب الصغيرة قد تؤدي إلى تكاليف جودة كبيرة.
بالنسبة للمهندسين الذين يشترون مكونات السيارات عبر المنصات الإلكترونية، فإن التحقق من هذه المؤهلات مسبقًا يمنع المفاجآت المُحبطة. تكنولوجيا المعادن شاوي يي على سبيل المثال، تحتفظ الشركة بشهادة IATF 16949 إلى جانب قدرات قوية في مجال مراقبة العمليات الإحصائية (SPC)، ما يُظهر نوع خدمات التشغيل الآلي الدقيق باستخدام الحاسب (CNC) المؤهلة لقطاع صناعة السيارات والتي تتطلبها سلاسل التوريد الخاصة بالشركات المصنعة الأصلية (OEM). ويعكس نهجها في تركيبات الهيكل (Chassis Assemblies) والبطانات المعدنية المخصصة (Custom Metal Bushings) درجة الدقة في التوثيق التي تتطلبها التطبيقات automotive.
اعتبارات الامتثال في قطاعي الرعاية الصحية والطيران
إذا بدت معايير الصناعات automotive صارمة، فإن المتطلبات الطبية والفضائية تضيف طبقات إضافية من التعقيد. وتفرض هذه القطاعات الخاضعة للتنظيم معايير وثائقية ومتطلبات إمكانية التتبع، حيث لا تُقبل أبدًا الحلول السريعة أو المختصرة.
القطاع الفضائي: حيث يُعد إمكانية تتبع المواد أمرًا غير قابل للتفاوض
يتم تشغيل عمليات التشغيل الآلية باستخدام آلات التحكم العددي (CNC) في القطاع الفضائي ضمن أطر عملٍ مُصمَّمة لضمان الموثوقية المطلقة. فعندما تفشل المكونات على ارتفاع ٣٥٠٠٠ قدم، تكون النتائج كارثية — وهذا ما يفسِّر سبب كون متطلبات شهادات القطاع الفضائي من أشد المتطلبات صرامةً في مجال التصنيع.
AS9100 تُعتبر معيار AS9100 معيار الجودة الأساسي في القطاع الفضائي. وكما يشير خبراء شهادات القطاع، فإن معيار AS9100 يستند إلى معيار ISO 9001 ويضيف إليه متطلبات إضافية محددة للقطاع الفضائي، مع التركيز على إدارة المخاطر، والتوثيق الدقيق، والتحكم في سلامة المنتج عبر سلاسل التوريد المعقدة.
وبالنسبة للأعمال الفضائية المرتبطة بالدفاع، ITAR (الأنظمة الدولية للتجارة بالأسلحة العسكرية) يُضيف طبقة حرجة إضافية. وفقًا لما ورد في تحليل شركة Advantage Metal Products الخاص بلوائح التصدير والتسجيل الدولي للأسلحة (ITAR) ، ويُطبِّق هذا الإطار تحكُّمًا صارمًا في التعامل مع البيانات التقنية الحساسة والمكونات. ويتطلَّب الامتثال التسجيل لدى وزارة الخارجية الأمريكية واتِّباع بروتوكولات أمن معلوماتٍ صارمة.
ما يعنيه نظام التحكم في تصدير الأسلحة (ITAR) عمليًّا بالنسبة للتصنيع:
- متطلبات أمن المنشأة — وصولٌ خاضعٌ للرقابة إلى مناطق الإنتاج التي تتعامل مع المكونات الدفاعية
- بروتوكولات التعامل مع البيانات — نقل ملفات التصميم والتصنيع بمساعدة الحاسوب (CAD/CAM) بشكل آمن، وعمليات التشغيل الآلية المحمية
- القيود المفروضة على الموظفين — يقتصر الوصول إلى البيانات التقنية الخاضعة للرقابة على الأشخاص الأمريكيين فقط
- تأهيل المورِّدين — يجب أن يمتثل جميع المقاولين من الباطن أيضًا لنظام التحكم في تصدير الأسلحة (ITAR)
بالإضافة إلى ذلك، اعتماد Nadcap يُصدِّق على العمليات الخاصة الحاسمة في تصنيع قطع الطيران— مثل معالجة الحرارة، والمعالجة الكيميائية، والفحص غير التدميري. وعلى عكس شهادات الجودة العامة، يُجري برنامج NADCAP فحصًا دقيقًا جدًّا للضوابط الخاصة بكل عملية على حدة. ولخدمات التشغيل الآلي باستخدام ماكينات التحكم العددي بالحاسوب (CNC) ذات المحاور الخمسة التي تُنتِج أشكالًا هندسية معقدة خاصة بالطيران، تُعد هذه التصديقات المتخصصة غالبًا ضرورية.
التصنيع الطبي: سلامة المريض هي المحرك الرئيسي لكل شيء
توجد معايير التصنيع الطبي لسببٍ أساسيٍّ واحدٍ هو: سلامة المريض. وعندما تفشل مكوِّنات غرسة جراحية أو جهاز تشخيصي، فإن الأرواح البشرية تكون على المحك. وهذه الحقيقة تشكِّل كل جانب من جوانب متطلبات تصنيع الأجهزة الطبية.
ISO 13485 يُعَدُّ المعيار المرجعي المُحدَّد لإدارة الجودة للأجهزة الطبية. وفقًا لـ متخصصو الهندسة الدقيقة ، ويحدد هذا المعيار ضوابط صارمة تشمل التصميم والتصنيع وإمكانية التعقب والتخفيف من المخاطر. ففي الولايات المتحدة وحدها، تتسبب الأجهزة الطبية المعيبة سنويًا في أكثر من ٨٣٬٠٠٠ إصابة ووفاة — وهو ما يفسّر سبب بقاء هذه المتطلبات غير قابلة للتفاوض.
تشمل متطلبات معيار ISO 13485 الأساسية الخاصة بعمليات التشغيل بالآلات الرقمية (CNC) ما يلي:
- تعليمات العمل الموثَّقة — يجب أن تتبع كل قرار متعلق ببرمجة الآلات الرقمية (CNC) البروتوكولات المُعتمدة
- ضوابط التصميم — اختبار واختبار التحقق من التحليل العنصري المحدود (FEA) للأجهزة المزروعة والمكونات الحرجة
- أنظمة تتبع المنتج — تحديد الجهاز الفريد (UDI) وسجلات تاريخ الجهاز الكاملة (DHR)
- التحقق من صحة العملية — بروتوكولات التأهيل الأولي (IQ) والتأهيل التشغيلي (OQ) والتأهيل الأداء (PQ) التي تثبت اتساق نتائج عمليات التشغيل
وفي الولايات المتحدة، يجب على المصنّعين أيضًا الامتثال لـ FDA 21 CFR الجزء 820 — لائحة نظام الجودة التي تنظم إنتاج الأجهزة الطبية. ويغطي هذا الإطار تصميم المنتج وإجراءات التصنيع وأنظمة التتبع التي تتيح الاستجابة السريعة في حال ظهور أي مشكلات بعد طرح المنتج في السوق.
بالنسبة لخدمات التشغيل الآلي بالحاسوب (CNC) الخاصة بإنتاج المكونات الطبية، فإن الجمع بين شهادة ISO 13485 والامتثال لمتطلبات إدارة الأغذية والأدوية الأمريكية (FDA) يُشكِّل ضمانًا شاملاً للجودة. وبغياب هذه الشهادات، لا يجوز قانونيًّا إدخال القطع في سلسلة التوريد الطبية — بغض النظر عن دقتها البعدية.
ملخَّص الشهادات: ما الذي ينبغي الانتباه إليه
تلخِّص الجدول التالي أبرز الشهادات حسب تطبيقها الصناعي:
| الصناعة | الشهادات الأساسية | متطلبات إضافية | مجالات التركيز الرئيسية |
|---|---|---|---|
| سيارات | IATF 16949، ISO 9001 | القدرة على مراقبة العمليات الإحصائية (SPC)، وتوثيق إجراءات التأهيل الأولي للقطع (PPAP) | منع العيوب، والإشراف على المورِّدين، وإمكانية تتبع المنتجات |
| الفضاء | AS9100، Nadcap | التسجيل وفق لوائح نقل التكنولوجيا الدولية (ITAR) (للقطاع الدفاعي)، وشهادات المواد | إدارة المخاطر، والتحكم في العمليات الخاصة، وأمن البيانات |
| الأجهزة الطبية | معيار ISO 13485، واللوائح التنظيمية لإدارة الأغذية والأدوية الأمريكية (FDA) الجزء 820 من الفصل 21 من التعليمات الاتحادية | اختبار التوافق الحيوي، والامتثال لمتطلبات التعريف الفريد للأجهزة (UDI) | سلامة المريض، وإمكانية التتبع، وتأهيل العمليات |
| الدفاع | AS9100، ISO 9001 | التسجيل وفق لوائح نقل التكنولوجيا الدولية (ITAR)، وتصاريح أمن المنشأة | أمن المعلومات، والمشتريات المحلية، وضوابط الموظفين |
لماذا تُهم هذه الشهادات مشاريعكم؟
يبدو الأمر معقَّدًا؟ إليكم النتيجة العملية: الشهادات ليست مجرد إجراءات بيروقراطية زائدة — بل هي ضمانٌ لكم بأن شركاء التصنيع يمتلكون الأنظمة والتدريب والإشراف اللازمين لتقديم جودةٍ متسقة في التطبيقات الصعبة.
عند تقييم موفِّري خدمات التشغيل الآلي عبر الإنترنت للصناعات الخاضعة للتنظيم، تأكَّدوا من صحة الشهادات قبل رفع ملفكم الأول. فمعظم المنصات تعرض المؤهلات بشكل بارز، لكن لا تتردَّدوا في طلب نسخ فعلية من الشهادات. وابحثوا عن تواريخ التسجيل الحالية — إذ تتطلَّب الشهادات إجراء عمليات تدقيق مستمرة للحفاظ على صلاحيتها.
بالنسبة للمشاريع الخارجة عن نطاق الصناعات الخاضعة للتنظيم، تظل هذه الشهادات مؤشرًا على نضج عمليات التصنيع. فالمؤسسة التي تحافظ على الامتثال لمعايير IATF 16949 أو AS9100 تكون قد استثمرت استثمارًا كبيرًا في أنظمة الجودة، والكوادر المدربة، وضوابط العمليات. ويستفيد من هذه الاستثمارات جميع العملاء — حتى أولئك الذين لا يفرضون شروطًا رسميةً تتعلق بالشهادات.
إن فهم متطلبات القطاع يساعدك في اختيار شركاء التصنيع المناسبين. لكن كيف يمكنك تقييم الجودة بما يتجاوز مجرد التحقق من توفر الشهادات؟ يقدم القسم التالي إطار عمل عملي لتقييم خدمات التشغيل الآلي عبر الإنترنت — بما في ذلك العلامات التحذيرية التي ينبغي أن تدفعك إلى التريث والحذر.
كيفية تقييم جودة خدمات التشغيل الآلي عبر الإنترنت
لقد حددتُ المادة المطلوبة، وحددت التسامحات المطلوبة، وفهمت متطلبات الشهادات الصناعية. والآن تأتي مسألة عملية: كيف يمكنك فعليًّا تقييم ما إذا كان مزوِّد التصنيع الآلي عبر الإنترنت المحدد سيُسلِّم الأجزاء عالية الجودة في الوقت المحدَّد؟ إن الشهادات تُشكِّل نقطة انطلاقٍ—إلا أنها لا تروي القصة بأكملها.
سواء كنت تبحث عن «ورش تشغيل ميكانيكي قريبة من موقعي» أو تستكشف شبكات التصنيع العالمية، فإن عملية التقييم تتبع مبادئ متشابهة. ويقدِّم هذا القسم إطار عملٍ محايدٍ تجاه المورِّدين لتقييم جودة الخدمة—إضافةً إلى العلامات التحذيرية التي ينبغي أن تدفعك للتفكير مليًّا قبل إصدار الطلب.
الشهادات ومؤشرات الجودة التي تستحق الفحص
تُذكر شهادات الأيزو بشكل متكرر، لكن ما الذي تضمنه فعليًّا لك كعميل؟ وفقًا لتحليل شهادات التصديق الخاص بشركة «فوكاستد أون ماشينينغ» (Focused on Machining)، فإن حصول المنشأة على شهادة الأيزو يُمثِّل الفرق بين التعامل مع ورشة عمل تعمل اعتمادًا على الحدس والتجربة فقط، وبين التعامل مع ورشةٍ تمتلك مجموعةً واضحةً من الإجراءات الموثَّقة التي تحقِّق أعلى المعايير الصناعية الممكنة.
ISO 9001:2015 وتظل شهادة الأيزو 9001 الأساسَ في أنظمة إدارة الجودة. فالورش التي تحمل هذه الشهادة قد وضعت ووثَّقت جميع عملياتها، ووفَّرت إمكانية تتبع المواد والإجراءات المستخدمة، وخضعت لعمليات تدقيق داخلية وخارجية دورية. ويؤدي هذا النهج المنظَّم إلى إنشاء إجراءات قابلة للتكرار في مجالات التسعير، ومعالجة المواد، والإنتاج، وضمان الجودة، والشحن.
ولكن إليكم ما يغفله العديد من المشترين: تتفاوت عمليات تنفيذ الشهادات بشكل كبير بين المتاجر المختلفة. وكما يشير خبراء القطاع، فإن متطلبات معايير الأيزو صارمةٌ بالفعل، لكن الواقع يُظهر أن تنفيذها غالبًا ما يكون فوضويًّا ويستغرق وقتًا طويلاً. فالمجلدات الورقية والمعلومات المكتوبة بخط اليد قد تفي باشتراطات التوثيق، لكنها بالتأكيد لا تمثِّل نموذجًا للكفاءة.
أما أفضل المورِّدين فيقومون برقمنة عمليات الأيزو الخاصة بهم— وذلك عبر دمج قوائم المراجعة في البرامج الحاسوبية، وأتمتة إجراءات التوثيق، والاحتفاظ بسجلات الفحص في متناول اليد وبسهولة. ويجعل هذا النهج الرقمي من الممكن الاستجابة بشكل أسرع، وتخفيض التكاليف، وتحقيق قابلية تتبع أفضل عند ظهور أي مشكلات.
أسئلة يجب طرحها حول القدرات الفنية للفحص
لا تعني ادعاءات الجودة شيئًا يُذكر دون وجود قدرات فحص تدعمها. دليل تقييم المورِّدين الصادر عن مجموعة كيسو ، ومقدمو الخدمة الموثوقون يستخدمون أدوات فحص متقدمة مثل آلات قياس الإحداثيات (CMM) بدقة تصل إلى ±0.001 مم، أو أدوات القياس ثنائية الأبعاد، أو محلِّلات الأشعة السينية المشتقة من الانبعاثات الفلورية (XRF) للتحقق من المواد.
قبل الالتزام بمقدِّم خدمة ما، اطرح هذه الأسئلة المحددة:
- ما نوع معدات الفحص التي تستخدمونها؟ — تدل أجهزة قياس الإحداثيات (CMM)، والمُقارنات البصرية، والأدوات اليدوية المعايرة على التزامٍ جادٍ بالجودة.
- هل تقومون بعمليات فحص أثناء التصنيع أم فقط فحص نهائي؟ — تساعد عمليات الفحص أثناء التصنيع في اكتشاف الأخطاء مبكرًا، مما يقلل التأخير الناجم عن الأجزاء المعيبة.
- هل يمكنكم تزويدنا بتقارير فحص الأبعاد؟ — تقارير فحص المقال الأول (FAI) تؤكد صحة الأبعاد الحرجة قبل بدء الإنتاج الكامل.
- ما نسبة العيوب أو المرتجعات لديكم؟ — تشير نسبة المرتجعات السنوية التي تقل عن ٠,٢٪ لدى مقدِّمي الخدمة إلى وجود نظام رقابة صارم على الجودة.
- هل تقدمون ملاحظات حول تصميم القابلية للتصنيع (DFM)؟ — يمنع الاستعراض الاستباقي للتصميم التأخيرات الناجمة عن المشكلات التصنيعية.
قائمتك التقييمية
عند مقارنة خدمات التصنيع باستخدام الحاسب الآلي (CNC) القريبة مني أو تقييم المنصات العالمية، استخدم هذه القائمة الشاملة لتقييم الشركاء المحتملين:
- الشهادات الحاصلة عليها الشركة — تأكَّد من حصول المُقدِّم على شهادة ISO 9001 الحالية كحدٍّ أدنى؛ والشهادات الخاصة بالصناعة (مثل IATF 16949 وAS9100 وISO 13485) للتطبيقات الخاضعة للتنظيم
- شفافية مصدر المواد — هل يمكنه توثيق أصل المواد وتوفير شهادات المصهر عند الحاجة؟
- الاستجابة في التواصل — هل يرد على الاستفسارات الفنية خلال ٢٤ ساعة؟ فسرعة التواصل في مرحلة الاقتباس تُظهر سلوكه في مرحلة الإنتاج
- سياسات المراجعة — كيف يتعامل مع التغييرات في التصميم بعد إدخال الطلب؟ فوجود عمليات واضحة لإصدار أوامر التغيير يمنع حدوث أي لبس
- توثيق الفحص — ما السجلات النوعية التي ترافق الأجزاء المسلَّمة؟ وهل يمكنه استرجاع الوثائق التاريخية إذا ظهرت مشكلات لاحقًا؟
- قدرات الجهاز — هل يمتلك المعدات المناسبة (مثل ماكينات التصنيع باستخدام الحاسب الآلي ذات المحورَين الثلاثة أو الخمسة، وماكينات التشغيل الدوراني باستخدام الحاسب الآلي) لشكل الجزء المطلوب؟
- القدرة الإنتاجية — هل يستطيع تلبية متطلباتك من حيث الحجم دون أن يُحمِّل جدوله الزمني بشكل زائد؟
العلامات الحمراء عند تقييم ورش الآلات عبر الإنترنت
ليست كل مزودي الخدمات في مجال التشغيل الآلي عبر الإنترنت يقدّمون جودة متساوية. انتبه لهذه العلامات التحذيرية التي تشير إلى مشكلات محتملة:
- عدم طرح أي أسئلة فنية حول تصميمك — قد لا يدرك المزودون الذين يقدمون عروض أسعار لأجزاء معقدة دون طرح أي أسئلة توضيحية التحديات التصنيعية. وفقًا لـ دليل موثوقية Xmake ، إذا قدّم مزوِّد عرض سعرٍ استنادًا فقط إلى ما قدّمته دون أي ملاحظات فنية، فهذه علامة تحذيرية غالبًا، خاصةً بالنسبة للأجزاء الأكثر تعقيدًا.
- أوقات التسليم غير الواقعية القصيرة جدًّا — ما يبدو جيدًا لدرجة يصعب تصديقها غالبًا ما يكون غير واقعي. ويحذر التحليل الصناعي من أن الإفراط في الوعود قد يؤدي إلى تسريع عمليات الإنتاج على حساب الجودة، مما يتسبب في تأخيرات.
- هياكل التسعير الغامضة — المزودون الشرعيون يقدمون عروض أسعار مفصَّلة تُبيّن تكاليف المواد والتشغيل والتشطيب والشحن. أما الرسوم المخفية فهي تدل على ضعف الشفافية.
- صمت تام من قِبل البائع بعد إتمام الطلب — إذا توقف المتجر عن التواصل بعد استلام طلبك، فهذا يشكّل خطرًا كبيرًا. ويجب أن تكون التحديثات المتعلقة بالإنتاج استباقية، ولا ينبغي انتزاعها عبر متابعات متكررة.
- غياب وثائق توضح القدرة على الفحص والاختبار — إن المتاجر التي لا تستطيع وصف معداتها الخاصة بالقياس أو عمليات الفحص والاختبار التي تتبعها، من المرجح أن تفتقر إلى نظم جودة قوية.
- شهادات منتهية الصلاحية أو مفقودة — تتطلب الشهادات إجراء عمليات تدقيق مستمرة. وتدل الشهادات المنتهية الصلاحية على تراجع في صيانة نظام الجودة.
فهم الكمية الحدّى المطلوبة للطلب
تتفاوت كميات الطلب الدنيا (MOQs) بشكل كبير بين خدمات التشغيل الآلي عبر الإنترنت — ومعرفة هذه الاختلافات تساعدك في اختيار الموردين الأنسب لحجم مشروعك.
منصات عروض الأسعار الفورية تقبل عادةً طلبات قطعة واحدة فقط. وتتعامل أنظمتها الآلية بكفاءة مع إعداد العروض السعرية بغض النظر عن الكمية، ما يجعلها مثالية لإنتاج النماذج الأولية والإنتاج بكميات صغيرة. وتُدمج تكاليف الإعداد ضمن سعر كل قطعة، وهو ما يفسّر ارتفاع تكلفة الوحدة في الطلبات الصغيرة.
ورش التشغيل الآلي التقليدية عبر الإنترنت قد تفرض الحد الأدنى لكمية الطلب (MOQ) بواقع ٥ أو ١٠ أو حتى ٥٠ قطعة — وخصوصًا للمواد القياسية أو التصاميم البسيطة من حيث الهندسة. وتعكس هذه الكميات الدنيا الجدوى الاقتصادية لعمليات التسعير اليدوي وتخصيص وقت الإعداد.
لا تفوق إحدى الطريقتين الأخرى بطبيعتها. فاختر نموذج الخدمة الأنسب لاحتياجات مشروعك: المنصات الفورية للحصول على المرونة والسرعة؛ أما الورش التقليدية فقد تكون أكثر جدوى اقتصاديًّا من حيث التكلفة لكل وحدة في الطلبات الكبيرة.
موثوقية زمن التسليم: ما الذي يُفترض أن تتوقعه فعليًّا
لا قيمة للزمن المُقدَّر للتسليم إذا كان المورِّدون يفوتونه باستمرار. ووفقًا لمتخصصي المشتريات في قطاع التصنيع، ينبغي أن تطلب بياناتٍ عن نسبة التسليم في الوقت المحدد لدى المورِّد — ويُفضَّل أن تكون هذه النسبة أعلى من ٩٥٪.
التوقعات الواقعية لزمن التسليم حسب نوع المشروع:
| نوع المشروع | الوقت القياسي المطلوب | عوامل الموثوقية |
|---|---|---|
| نماذج أولية بسيطة (١–٥ قطع) | 5 إلى 10 أيام عمل | مواد قياسية متوفرة في المخزون، وإعدادات طفيفة جدًّا |
| نماذج أولية معقدة | 10-15 يوم عمل | تشغيل متعدد المحاور، ومواد متخصصة، ومقاييس دقيقة جدًّا |
| إنتاج بكميات قليلة | 2-4 أسابيع | تحسين الدفعات، والتحقق المنتظم من جودة الإنتاج |
| الطلبات السريعة | 3-5 أيام عمل | أسعار مميزة، وجدولة أولوية |
تؤثر عدة عوامل على ما إذا كان المورِّدون يحققون هذه الأهداف أم لا: الحمل الحالي للعمل، وتوافر المواد، وتعقيد تصميمك. ويُظهر المورِّدون الذين يستخدمون أنظمة تتبع الطلبات في الوقت الفعلي نضجًا تشغيليًّا—فيمكنك مراقبة التقدُّم بدلًا من التكهُّن بشأن حالة الطلب.
منصات الاقتباس الفوري مقابل ورش الآلات التقليدية عبر الإنترنت
إن فهم الفرق بين هذين نموذجي الخدمة يساعدك في اختيار النهج الأنسب لمشروعك:
منصات عروض الأسعار الفورية تستخدم أنظمة مدعومة بالذكاء الاصطناعي لتحليل الهندسة وتوليد الأسعار خلال ثوانٍ. وعادةً ما تتصل هذه الأنظمة بشبكات من شركاء التصنيع المُراجَعين، وتوجِّه الطلبات إلى المورِّدين الأمثل استنادًا إلى قدراتهم، وسعتهم الإنتاجية، وموقعهم الجغرافي. ومن أبرز المزايا التي تقدمها هذه المنصات السرعة والشفافية وتجربة المستخدم المتسقة. أما العيوب المحتملة فقد تشمل محدودية المرونة في تلبية المتطلبات غير المألوفة أو الاستشارات المعقدة.
ورش التشغيل الآلي التقليدية عبر الإنترنت تقدم عروض أسعار عبر الويب، لكنها تتطلب تفاعلًا بشريًّا أكبر. وقد تستغرق العروض الزمنية من ٢٤ إلى ٤٨ ساعة، حيث يقوم المهندسون بمراجعة المواصفات. وغالبًا ما تُحقِّق هذه الطريقة نتائج أفضل في المشاريع المعقدة التي تتطلَّب تعاونًا فنيًّا أو تثبيتات مخصصة أو مواد غير تقليدية. كما أن البُعد المتعلق بالعلاقة قد يضيف قيمةً عندما تتطوَّر المشاريع أو تتطلَّب إنتاجًا مستمرًّا.
يستخدم العديد من المشترين كلا النموذجين بشكل استراتيجي: المنصات الفورية للنماذج الأولية البسيطة والتعديلات السريعة؛ والعلاقات التقليدية لإنتاج الكميات الكبيرة أو التطبيقات ذات المتطلبات الفنية المرتفعة.
وباستخدام هذا الإطار التقييمي، يمكنك تقييم مقدِّمي خدمات التشغيل الآلي عبر الإنترنت بشكل موضوعي — سواء كانوا ورش عمل محلية أو منصات عالمية. ومع ذلك، فإن التشغيل الآلي باستخدام الحاسوب (CNC) ليس دائمًا الطريقة التصنيعية المثلى. أما القسم التالي فيقارن بين التشغيل الآلي عبر الإنترنت والطرق التصنيعية البديلة مثل الطباعة ثلاثية الأبعاد والقولبة بالحقن، لمساعدتك على اختيار التكنولوجيا المناسبة لكل تطبيق.
التشغيل الآلي عبر الإنترنت مقابل الطرق التصنيعية البديلة
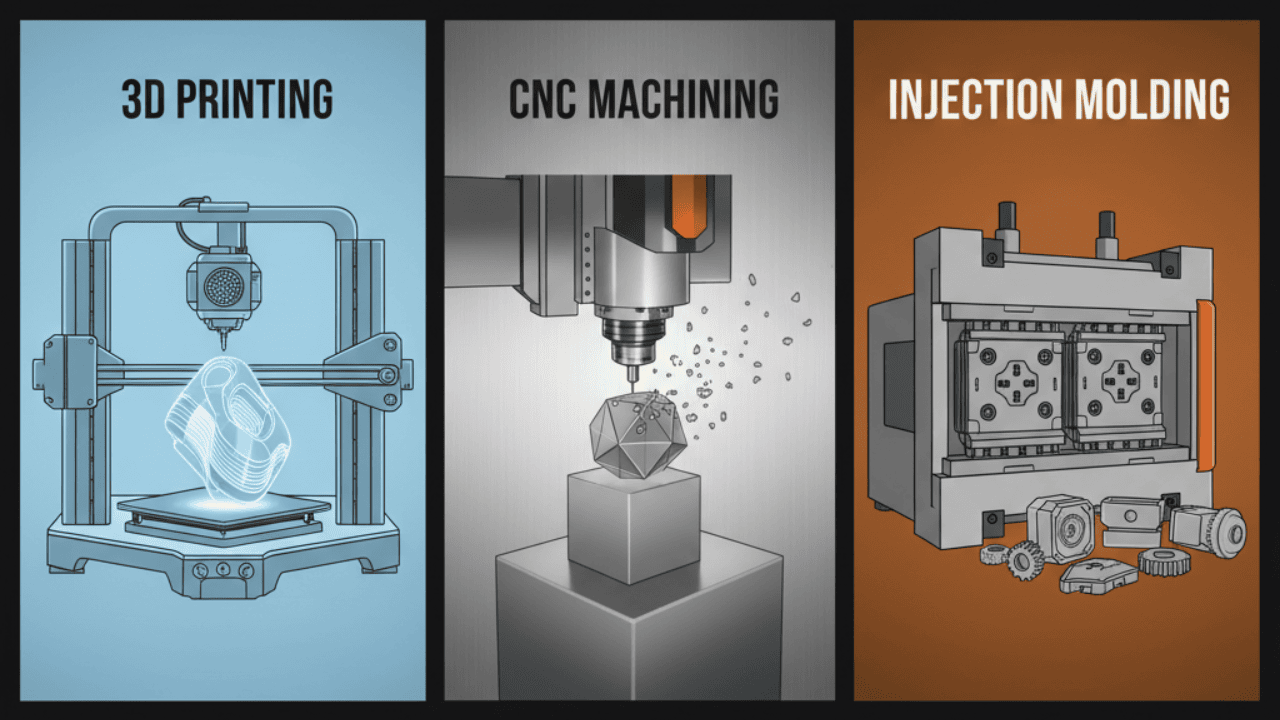
إليك تقييمًا واقعيًّا سيُخبرك به شركاء التصنيع الصادقون: إن التشغيل الآلي باستخدام الحاسب (CNC) ليس دائمًا الحل الأفضل. ففي بعض الأحيان، تُوفِّر الطباعة ثلاثية الأبعاد أجزاءً أسرع وأقل تكلفة. وفي أوقاتٍ أخرى، يُحقِّق صب الحقن جدوى مالية لا يمكن للتشغيل الآلي أن ينافسه فيها على الإطلاق. أما بالنسبة لهندسات معينة، فإن تشغيل الصفائح المعدنية يُنتج نتائجَ متفوِّقةً مع هدر أقل في المواد.
إن فهم الوقت المناسب لاستخدام كل طريقة تصنيع — والوقت المناسب لدمجها مع غيرها — هو ما يميِّز تطوير المنتجات الناجحة عن التجارب الباهظة التي تعتمد على المحاولة والخطأ. ولنبنِّ معًا إطار قرار عمليًّا كي تتمكن من اختيار التقنية المناسبة لكل تطبيق.
متى تتفوَّق الطباعة ثلاثية الأبعاد على التشغيل الآلي باستخدام الحاسب (CNC)
لقد غيَّرت التصنيع الإضافي اقتصاديات إعداد النماذج الأولية. ووفقًا للمقارنة الشاملة للتصنيع التي أجرتها شركة 3D People، فإن للطباعة ثلاثية الأبعاد تكلفة بدء صفرية — فلا حاجة لأدوات التشكيل ولا لبرمجة مسارات الأدوات. وهذه السهولة في الدخول دون عوائق تجعلها خيارًا جذَّابًا جدًّا في المراحل الأولى من التطوير.
متى يتفوق الطباعة ثلاثية الأبعاد على ماكينة التصنيع باستخدام الحاسوب (CNC) في إنتاج أجزاء معدنية أو بلاستيكية؟ ضع في الاعتبار هذه السيناريوهات:
- الهندسات الداخلية المعقدة — الهياكل الشبكية، والقنوات الداخلية، والأشكال العضوية التي تتطلب عادةً إعدادات متعددة أو قد تكون مستحيلة التحقيق باستخدام الطرق الطرحية
- التكرار السريع للتصميم — عند اختبار عدة مفاهيم في وقتٍ واحدٍ مع تغيّرات يومية
- كميات صغيرة من الأجزاء المعقدة — نماذج أولية فردية حيث تهيمن تكاليف إعداد ماكينة التصنيع باستخدام الحاسوب (CNC) على سعر كل جزء
- التصاميم المُحسَّنة طوبولوجيًّا — هياكل مخفَّفة الوزن تستفيد من الحرية الهندسية التي توفرها عمليات التصنيع الإضافي
ومع ذلك، فإن للطباعة ثلاثية الأبعاد قيودًا لا تواجهها ماكينات التصنيع باستخدام الحاسوب (CNC) للمعادن بسهولة. فنوعية السطح تظهر عادةً خطوط الطبقات التي تتطلب معالجة لاحقة. كما أن خيارات المواد أضيق — خاصةً في التطبيقات عالية الأداء. وبخصوص الدقة البُعدية، فهي في ازديادٍ مستمرٍ، لكنها لا تزال تقل عن دقة ماكينات التصنيع باستخدام الحاسوب (CNC) في تحقيق التحملات الضيقة.
وتتغيّر ديناميكيات التكلفة تغيرًا جذريًّا مع حجم الجزء. ووفقًا لـ تحليل القطاع وبالتالي، تصبح الطباعة ثلاثية الأبعاد مكلفةً جدًا للأجزاء الكبيرة التي يزداد فيها وقت الطباعة—وهو العامل الرئيسي في التكلفة—بشكلٍ كبير. وغالبًا ما تُنتج آلة القطع باستخدام التحكم العددي (CNC) أجزاءً كبيرةً وبهندسات بسيطةٍ بتكلفة أقل اقتصاديًّا مقارنةً بالعمليات الإضافية.
القولبة بالحقن مقابل التشغيل الآلي لأحجام الإنتاج
إذا كنت تخطط لإنتاج كميات تتجاوز ١٠٬٠٠٠ وحدة، فإن القولبة بالحقن تستحق النظر الجاد. فالمبدأ الاقتصادي واضح: فالتكاليف الأولية المرتفعة لصنع القوالب تُوزَّع على كميات هائلة، مما يؤدي إلى خفض سعر الوحدة الواحدة بشكل استثنائي.
ووفقًا لبيانات تكاليف التصنيع، تبدأ تكلفة قوالب القولبة بالحقن عادةً من ٣٬٠٠٠ جنيه إسترليني، وتزداد بشكل حاد مع تعقيد الجزء. ومع ذلك، وبمجرد توفر القالب، تحقق هذه العملية سعر وحدة منخفضًا جدًّا، حيث تكون تكلفة المادة الخام هي البند الرئيسي في التكلفة.
فكِّر في هذا المثال الواقعي لغلاف إلكتروني:
| العملية | وحدة واحدة | 500 وحدة | 5,000 وحدة |
|---|---|---|---|
| طباعة ثلاثية الأبعاد SLS | £15.59 | ٢٫٦٤ جنيه إسترليني/وحدة (إجمالي ١٬٣٢٠ جنيه إسترليني) | ٢٫٣٥ جنيه إسترليني/وحدة (إجمالي ١١٬٧٥٠ جنيه إسترليني) |
| تصنيع باستخدام الحاسب الآلي CNC | £125.20 | ٨٫٠٦ جنيه إسترليني/وحدة (إجمالي ٤٬٠٣٠ جنيه إسترليني) | طلب عرض أسعار |
| حقن القالب | غير متاح (تكلفة القالب: ٥٬٤٢٩ جنيه إسترليني) | ٠٫٩٢ جنيه إسترليني/وحدة (إجمالي ٥٬٨٨٩ جنيه إسترليني) | ٠٫٣٨ جنيه إسترليني/وحدة (إجمالي ٧٬٣٢٩ جنيه إسترليني) |
لاحظ كيف تصبح صب الحقن تنافسياً من حيث التكلفة فقط ابتداءً من حوالي ٥٠٠ وحدة— ويتفوّق بشكل واضح عند ٥٬٠٠٠ وحدة فأكثر. ويعتمد نقطة التعادل على تعقيد القطعة، واختيار المادة، ومتطلبات القوالب. وتظل عمليات التصنيع باستخدام الآلات الرقمية (CNC) متفوّقة من حيث التكلفة لكميات أقل من هذه العتبات.
اختيار التكنولوجيا لمحة سريعة
تساعدك المقارنة التالية في تحديد طريقة التصنيع الأمثل بسرعة بناءً على متطلبات مشروعك:
| معايير | تصنيع باستخدام الحاسب الآلي CNC | الطباعة ثلاثية الأبعاد | حقن القالب |
|---|---|---|---|
| الكميات المثلى | 1–5,000 وحدة | من ١ إلى ١٠٬٠٠٠ وحدة | 10,000+ وحدة |
| خيارات المواد | أكثر من ٢٠ نوعاً من البلاستيكات والمعادن والأخشاب | أكثر من ٥ أنواع من البلاستيكات (عمليات التصنيع بالانصهار النقطي PBF) | أكثر من ١٠٠ نوع من البلاستيكات |
| الحرية الهندسية | متوسطة (محدودة بسبب سهولة الوصول إلى الأدوات) | عالية (إمكانية تصنيع أجزاء داخلية معقدة) | متوسط (زوايا السحب، خطوط الفصل) |
| المدة الزمنية للتسليم | 7–14 يومًا | 2–7 أيام | من ١٥ إلى ٦٠ يومًا |
| تكلفة الإطلاق | رسوم هندسية أولية صغيرة (أكثر من ١٠٠ جنيه إسترليني) | لا توجد رسوم (الحد الأدنى للطلب ٣٠–٦٠ جنيه إسترليني) | تكلفة عالية للأدوات (أكثر من ٣٠٠٠ جنيه إسترليني) |
| التشطيب السطحي | ممتاز (كما تم تصنيعه أو مصقول) | يُظهر خطوط الطبقات (يمكن إجراء معالجة لاحقة) | ممتاز (لامع، ناعم الملمس، غير لامع) |
| مرونة التصميم | نعم — تتطلب التغييرات إعادة برمجة | نعم — التغييرات لا تترتب عليها أي عواقب | لا—تعديل الأدوات مكلفٌ جدًّا |
تصنيع الصفائح المعدنية: البديل الذي يُهمَل في كثيرٍ من الأحيان
عندما تتضمَّن تصاميمك في المقام الأول أسطحًا مسطَّحة وثنيات وفتحات قص، فإن معالجة الصفائح المعدنية تُوفِّر غالبًا الحلَّ الأكثر اقتصادية. فآلة القطع باستخدام الحاسوب (CNC) التي تعمل على صفائح معدنية تزيل كميةً ضئيلةً جدًّا من المادة— على عكس المعالجة من الكتل الصلبة حيث قد تصبح ٨٠٪ منها رُشَّاشات.
تتفوَّق صناعة الصفائح المعدنية في:
- الغلاف الخارجي، والدعائم، ومكونات الهيكل
- اللوحات المزوَّدة بميزات التثبيت وفتحات التهوية
- العناصر الإنشائية التي تتطلَّب نسبًا عاليةً بين الصلابة والوزن
- الأجزاء التي تحلُّ فيها عمليات الثني محلَّ السمات المعقَّدة المصمَّمة آليًّا
إن عملية قطع المعادن باستخدام الحاسوب (CNC) بالاقتران مع تشكيلها بواسطة آلة ثني الضغط تُنتِج أجزاءً تكون تكلفتها أعلى بكثيرٍ لو تمَّ تصنيعها من مواد صلبة. لذا، إذا كانت هندسة الجزء مناسبةً للتشكيل من الصفائح، فاستكشف هذه الفرصة قبل اللجوء افتراضيًّا إلى التشغيل الآلي التقليدي.
متى يكون النهج الهجين منطقيًّا
أحيانًا، تُعَدُّ أذكى استراتيجية تصنيعية هي تلك التي تجمع بين طرق متعددة. ووفقًا لخبراء التصنيع، فإن النهج الأذكى غالبًا ما يكون هجينيًّا: ابدأ بالطباعة ثلاثية الأبعاد لإثبات المفهوم، واستخدم التشغيل الآلي باستخدام الحاسوب (CNC) لتصنيع النماذج الوظيفية الحرجة، ثم انتقل إلى الصب بالحقن عندما تكون الطلب جاهزًا.
نظر في هذه الاستراتيجيات الهجينة:
- اطبع أولًا ثلاثي الأبعاد، ثم شغِّل الميزات الحرجة آليًّا — يُنشئ التصنيع الإضافي هندسةً عامةً معقدةً، بينما تحقِّق عمليات القطع باستخدام الحاسوب (CNC) تحملات ضيقة على الأسطح المتداخلة
- صنِّع النموذج الأولي باستخدام التشغيل الآلي، وأنتج الكمية الكبيرة باستخدام الصب — تُثبت الأجزاء المُصنَّعة باستخدام الحاسوب (CNC) الوظيفة قبل الالتزام بالأدوات باهظة الثمن
- اجمع بين هياكل الصفائح المعدنية والتفاصيل المُصنَّعة آليًّا — تُنشئ عمليات تشكيل الصفائح المعدنية الغلاف الخارجي، بينما توفر الإدخالات المُصنَّعة آليًّا واجهات دقيقة
الانتقال من مرحلة إعداد النموذج الأولي إلى مرحلة الإنتاج
وعندما تتطوَّر المشاريع من المفاهيم الأولية إلى المنتجات الجاهزة للسوق، تتغير متطلبات التصنيع. ووفقًا لدليل الانتقال إلى مرحلة الإنتاج الصادر عن شركة فيكتيف (Fictiv)، فإن الرحلة من النموذج الأولي إلى الإنتاج الضخم تُعَدُّ عملية تحويلٍ معقَّدةٍ تتطلَّب تخطيطًا دقيقًا.
الاعتبارات الرئيسية عند توسيع نطاق الإنتاج:
- استمرارية المادة — يجب أن تتطابق مواد النموذج الأولي مع مواصفات الإنتاج لتجنب المفاجآت في المراحل المتأخرة
- تصميم للتركيب — ما قد ينجح في التجميع اليدوي للنموذج الأولي قد يفشل في خطوط الإنتاج الآلية
- التحقق من صحة العملية — يتطلب كل أسلوب تصنيعي اعتمادًا (تأهيلًا) قبل الالتزام بالإنتاج بكميات كبيرة
- التنبؤ بالطلب — التعاون مع شريك تصنيعي قادر على توسيع نطاق الإنتاج أو تقليصه — من ١٠٠٠ وحدة إلى ١٠٠٠٠٠ وحدة — باستخدام نفس العمليات يُعد عاملًا حاسمًا لتحقيق النجاح
تدعم منصات التشغيل الآلي عبر الإنترنت هذه المرحلة الانتقالية بشكل متزايد، حيث تقدّم كميات النماذج الأولية عبر نفس الشبكات التي تتعامل مع أحجام الإنتاج. ويؤدي هذا الاستمرارية إلى إزالة تأخيرات إعادة التأهيل عند التوسع في الإنتاج.
اتخاذ قرار التكنولوجيا الصحيح
لا يوجد أسلوب تصنيعي واحد يُحسّن أداء كل مشروع. وتتفوق عمليات التشغيل بالتحكم العددي (CNC) عبر المنصات الإلكترونية في تصنيع الأجزاء الدقيقة بكميات متوسطة — لكن التعرف على محدودياتها يساعدك على اتخاذ قرارات أفضل بشكل عام.
اطرح على نفسك الأسئلة التالية عند اختيار منهجيتك:
- ما الكمية التي أحتاجها الآن— وما الكمية التي قد أحتاجها خلال ١٢ شهرًا؟
- هل تسمح لي هندستي بالحرية التصنيعية الإضافية أم بالدقة التصنيعية الطرحية؟
- هل ما زلت أُجري تعديلات على التصميم، أم أن هذا التصميم جاهز للإنتاج؟
- ما التحملات والتشطيبات السطحية المطلوبة فعليًّا لتطبيق عملي؟
- هل يمكن أن يقلل تصنيع الصفائح المعدنية أو الصب من تكلفة كل قطعة؟
وتوجِّهك الإجابات نحو التقنية المناسبة— أو نحو النُّهج الهجينة التي تستفيد استراتيجيًّا من عدة طرق تصنيعية. وبمجرد فهمك لاختيار طريقة التصنيع، تكون مستعدًّا لاتخاذ الخطوات التالية الملموسة في مشروعك الخاص بالتشغيل الآلي عبر الإنترنت.
اتخاذ خطوتك التالية في التشغيل الآلي عبر الإنترنت
لقد غطّيتَ مساحةً كبيرةً من المعلومات— بدءًا من فهم معنى التصنيع الآلي عبر الإنترنت فعليًّا، وانتهاءً بتقييم المواد والتسامحات والتكاليف ومتطلبات القطاع والطرق البديلة للتصنيع. والآن تأتي المسألة العملية: كيف تُطبِّق هذه المعرفة عمليًّا؟ سواء كنت تطلب أجزاء ماكينات التحكم العددي (CNC) لأول مرة، أو توسِّع نطاق إنتاجك من النموذج الأولي إلى الإنتاج الضخم، فإن هذا القسم الختامي يجمع كل ما سبق في إطارٍ عمليٍّ قابلٍ للتنفيذ.
مطابقة متطلبات مشروعك مع الخدمة المناسبة
قبل رفع ملفك الأول، خذ لحظةً لتتوافق خصائص مشروعك مع نموذج الخدمة الأنسب. فالقرارات التي اتخذتها طوال هذه المقالة— مثل اختيار المادة وتحديد التسامحات ومتطلبات الكمية— تؤثر مباشرةً في تحديد خدمات التصنيع الآلي عبر الإنترنت التي ستوفِّر أفضل النتائج.
ضع في اعتبارك معايير المطابقة التالية:
- كميات النماذج الأولية (من جزءٍ واحدٍ إلى ١٠ أجزاء) — منصات الاقتباس الفوري تتفوّق في هذا المجال، حيث تقدِّم السرعة والمرونة دون أي أعباء مرتبطة بإنشاء علاقات عمل
- إنتاج بكميات منخفضة (10–500 قطعة) — سواء كانت المنصات الفورية أو المتاجر الإلكترونية التقليدية فهي تعمل بكفاءة؛ قارن بين العروض السعرية من كلا النوعين
- تطبيقات صناعية خاضعة للتنظيم — تأكَّد مُسبقًا من شهادات الاعتماد؛ فالتطبيقات automotive تتطلب شركاء معتمدين وفق معيار IATF 16949
- هندسة أشكال معقدة تتطلّب استشارة متخصصة — قد تضيف المتاجر التقليدية التي تقدِّم دعمًا هندسيًّا قيمةً تفوق السعر الخالص
- إمكانيات التوسُّع في الإنتاج — اختر شركاء قادرين على التوسُّع جنبًا إلى جنب مع حجم إنتاجك للحفاظ على الاتساق
بالنسبة للتطبيقات automotive التي تشمل تجميعات الهيكل أو البطانات المعدنية المخصصة، فإن مزوِّدي الخدمات مثل تكنولوجيا المعادن شاوي يي يُظهر كيف يمكن لخدمات التشغيل الآلي المخصصة باستخدام ماكينات التحكم العددي (CNC) أن تتوسَّع من مرحلة النماذج الأولية السريعة إلى الإنتاج الضخم، مع فترات تسليم تصل إلى يوم عمل واحد فقط — وهي ميزة بالغة الأهمية عندما تضيق الجداول الزمنية للتطوير.
البدء بأول طلب لك عبر الإنترنت لعمليات التشغيل الآلي
هل أنت مستعد للمتابعة؟ استخدم هذه القائمة التفصيلية الشاملة للتأكد من أن مشروعك جاهز للتنفيذ الناجح:
قائمة فحص جاهزية المشروع
-
إعداد ملف التصميم
- صدّر نموذجك بصيغة STEP (.stp، .step) لتحقيق أفضل توافق ممكن
- تحقق من اكتمال الهندسة ثلاثية الأبعاد (بدون سطوح مفتوحة أو تقاطعات ذاتية)
- ضمِّن الرسومات الفنية للأبعاد الحرجة وتعليمات المواصفات الهندسية والهندسية للتجميع (GD&T)
- تأكد من أن جميع الميزات قابلة للتشغيـل الآلي من الاتجاهات المتاحة
-
اختيار المواد
- وازن خصائص المادة مع المتطلبات الميكانيكية والبيئية والوزنية
- خذ في الاعتبار تصنيفات قابلية التشغيل الآلي وتأثيرها على التكلفة
- حدد شهادات المواد إذا كانت مطلوبة لصناعتك
-
مواصفات التحمل
- طبّق التسامح الضيق فقط على الميزات الحرجة وظيفيًا
- استخدم تسامحات كتلة العنوان العامة (±0.010 بوصة) للأبعاد غير الحرجة
- خذ في الاعتبار تراكم التسامحات في التجميعات متعددة الأجزاء
-
التخطيط لكميات الإنتاج
- ابدأ بكميات النماذج الأولية للتحقق من صحة التصميم قبل الالتزام بالإنتاج
- خُذ في الاعتبار توزيع تكلفة الإعداد عند مقارنة الدفعات الصغيرة بالدفعات الأكبر
- بلّغ عن الكميات المستقبلية المتوقعة لاستكشاف أسعار الشراكة
-
متطلبات التشطيب
- حدّد متطلبات تشطيب السطح (كما هو بعد التشغيل، أو التنفيس بالكرات، أو الأكسدة الكهربائية)
- حدّد أية عمليات معالجة لاحقة مطلوبة (المعالجة الحرارية، أو الطلاء)
معالجة مخاوف أمن الملفات وحقوق الملكية الفكرية
غالبًا ما يتردد المستخدمون الجدد في تحميل التصاميم الخاصة بهم إلى المنصات الإلكترونية. وهذه المخاوف مشروعة—فإن تصاميمك تمثّل استثمارًا كبيرًا في مجالات البحث والتطوير والابتكار.
ووفقًا لتحليل شركة فاكتورم الخاص بحماية حقوق الملكية الفكرية، فإن مشاركة التصاميم المبتكرة مع مصنّعين خارجيين تعرّضها لمخاطر سرقة الملكية الفكرية أو الإفصاح عنها دون إذن. ومع ذلك، فإن المنصات الموثوقة تطبّق طبقات حماية متعددة.
عند تقييم سياسات حماية حقوق الملكية الفكرية لدى مقدّم الخدمة، ابحث عن ما يلي:
- اتفاقيات عدم الإفصاح (NDAs) — ممارسة قياسية في العلاقات المهنية المتعلقة بالتصنيع
- بروتوكولات نقل الملفات الآمنة — عمليات تحميل مشفرة تحمي البيانات أثناء النقل
- أنظمة التحكم في الدخول — تحديد صلاحيات الوصول إلى ملفات تصاميمك على عدد محدود من الموظفين
- اتفاقيات التصنيع — شروط واضحة تتعلّق بملكية التصميم والقيود المفروضة على استخدامه
- شبكات شركاء مُراجَعة بعناية — منصات تُقيِّم شركاء التصنيع لديها من حيث الامتثال لمتطلبات الأمان
بالنسبة للتصاميم عالية الحساسية، يُوصى بالطلب الرسمي لتوقيع اتفاقيات عدم الإفصاح (NDAs) قبل رفع الملفات. وتستوعب معظم خدمات التشغيل الآلي عبر الإنترنت الراسخة هذه الطلبات كجزءٍ قياسيٍّ من ممارساتها التجارية.
البدء بالنماذج الأولية قبل الالتزام بالإنتاج
إليك نصيحة يتبعها المهندسون ذوو الخبرة باستمرار: قم بالتحقق والتأكد قبل التوسع. وفقًا لـ متخصصي التصنيع الدقيق ، فإن استخدام مورِّدين مختلفين للنماذج الأولية والإنتاج قد يؤدي إلى تباين في الجودة وسوء توافق في المعدات — وهي حالة انقطاع في الاستمرارية تُشكِّل كارثةً للمشاريع.
النهج الذكي لتشغيل النماذج الأولية باستخدام ماكينات التحكم العددي (CNC) يشمل:
- اطلب أولاً كميات النماذج الأولية — عادةً ما تتراوح بين قطعة واحدة وخمس قطع للتحقق من مدى ملاءمة التجميع، والأداء الوظيفي، والتشطيب النهائي
- اختبر عملية التجميع والأداء — التأكُّد من أن الأجزاء تتوافق مع النية التصميمية قبل الانتقال إلى الإنتاج الضخم
- إعادة التكرار عند الحاجة — معالجة أية مشكلات تظهر أثناء تقييم النموذج الأولي
- التوسُّع بالشراكة مع نفس المورِّد — الحفاظ على استمرارية التصنيع، بدءًا من تصنيع النماذج الأولية باستخدام ماكينات التحكم العددي (CNC) وصولًا إلى مرحلة الإنتاج النهائي
يقلِّل هذا النهج التدريجي من المخاطر. فإذا كشفت الأجزاء النموذجية عن مشكلات تصميمية، فستكون قد استثمرت فقط في عدد قليل من القطع بدلًا من مئات القطع. أما عند نجاح النماذج الأولية، فإن عملية التوسُّع تستفيد من العمليات الراسخة ومسارات الأدوات المُثبتة سلفًا.
المورِّدون الذين يوفرون إمكانية التوسُّع السلسة — مثل تكنولوجيا المعادن شاوي يي الذين يمتلكون قدرات متكاملة تشمل التصنيع السريع للنماذج الأولية والإنتاج الضخم — يلغيان تأخيرات إعادة المؤهلة عند الانتقال بين مراحل المشروع. كما تضمن شهادتهم باعتماد معيار IATF 16949 وقدراتهم في التحكم الإحصائي في الجودة (SPC) تطبيق أنظمة جودة موحدة لكلٍّ من مراحل النماذج الأولية والإنتاج.
الاستفادة من خدمة الاقتباس الفوري لاتخاذ قرارات مستنيرة
أحد أكبر المزايا التي تقدمها عمليات التشغيل الآلي عبر الإنترنت؟ يمكنك استكشاف الخيارات دون الالتزام بأي منها. فقبل إتمام أي طلب نهائياً، استفد من أدوات الاقتباس الفوري لـ:
- مقارنة الأسعار بين مختلف المواد — راجع كيف تؤثر الألومنيوم مقارنةً بالفولاذ المقاوم للصدأ على ميزانيتك
- تقييم تأثير التحملات الدقيقة على التكلفة — قم بالتبديل بين المواصفات القياسية والمواصفات الدقيقة
- تحليل اقتصاديات الكمية — افهم كيف تنخفض تكلفة كل قطعة مع زيادة الحجم
- مراجعة خيارات زمن التسليم — حقّق التوازن بين متطلبات السرعة وقيود الميزانية
- تحديد مشكلات التصميم القابل للتصنيع (DFM) في مرحلة مبكرة — تُشير ملاحظات التغذية الراجعة الآلية إلى المخاوف المتعلقة بإمكانية التصنيع قبل بدء الإنتاج
يستغرق هذا التسوق المقارن دقائق فقط — وليس أيامًا من المكالمات الهاتفية وبناء العلاقات. استخدمه بشكل استراتيجي لوضع توقعات واقعية وتحديد التوازن الأمثل بين التكلفة والجودة والتسليم لمتطلبات أجزاء التشغيل الآلي المخصصة الخاصة بك.
رحلتك في التشغيل الآلي عبر الإنترنت تبدأ الآن
لقد اكتسبت المعرفة اللازمة للتنقل بثقة في عالم التشغيل الآلي عبر الإنترنت — بدءًا من إعداد الملفات ووصولًا إلى التسليم، ومن اختيار المواد وصولًا إلى تقييم الجودة. ويقف نظام التصنيع الرقمي جاهزًا لتحويل تصاميمك إلى عمليات دقيقة للتشطيب بالقطع على المخارط والماكينات متعددة المحاور (CNC)، مما يتيح تسليم الأجزاء المُصنَّعة خلال أيام بدلًا من أسابيع.
الطريق إلى الأمام واضح: أعد ملفاتك وفقًا لأفضل الممارسات، وحدد فقط التسامحات التي تحتاجها فعليًّا، واختر المواد التي تتوافق مع متطلبات تطبيقك، وانتقِ شركاء التصنيع الذين تتماشى قدراتهم مع متطلبات مشروعك. ابدأ بإنتاج كميات أولية نموذجية للتحقق من منهجيتك، ثم قم بالتوسُّع بثقة عندما تثبت نجاح التصاميم.
أصبح التصنيع الآلي عبر الإنترنت يتيح الوصول على نحو أوسع إلى التصنيع الدقيق. سواء كنت شركة ناشئة تطوِّر منتجها الأول أو شركة راسخة تعمل على تحسين سلاسل التوريد الخاصة بها، فإن الأدوات والمعرفة المغطَّاة في هذا السياق تُمكِّنك من الاستفادة من هذه القدرات بكفاءة. إن الجزء المخصص الذي صُنِع آليًّا والذي ستطلبه بعد ذلك لا يتطلب سوى رفع ملف واحد.
الأسئلة الشائعة حول التصنيع الآلي عبر الإنترنت
١. ما هي خدمة التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت؟
خدمة التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت تربط المهندسين ومطوري المنتجات مباشرةً بقدرات التصنيع الدقيقة من خلال المنصات القائمة على الويب. وبدلًا من بناء علاقات مع ورش الماكينات المحلية على مدى سنوات، يمكنك رفع ملفات النماذج ثلاثية الأبعاد (CAD)، وتلقي عروض أسعار فورية مرفقة بتغذية راجعة حول إمكانية التصنيع (DFM)، واختيار المواد والتسامحات المطلوبة، ثم استلام الأجزاء المُصنَّعة خلال أيام. وتستفيد هذه المنصات من محركات التسعير المدعومة بالذكاء الاصطناعي والشبكات التصنيعية العالمية لتوفير الشفافية والسرعة وأسعار تنافسية، سواءً لأغراض النماذج الأولية أو الكميات الإنتاجية.
٢. كيف أحصل على عرض سعر فوري للتشغيل الآلي بالحاسوب (CNC) عبر الإنترنت؟
يتضمن الحصول على عرض سعر فوري تحميل ملف الـCAD الخاص بك (ويفضَّل أن يكون بصيغة STEP) إلى منصة تصنيع رقمية عبر الإنترنت. ويقوم النظام المدعوم بالذكاء الاصطناعي بتحليل هندستك ثلاثية الأبعاد، وحساب مسارات الأدوات، وتوليد السعر خلال ثوانٍ. وبعد ذلك، يمكنك تعديل المعايير مثل اختيار المادة، والكمية، والتسامح التصنيعي (tolerances)، وخيارات التشطيب لرؤية التغيرات الفورية في السعر. كما يوفِّر النظام أيضًا ملاحظات آلية حول قابلية التصنيع (DFM)، والتي تُبرز أية مشكلات محتملة تتعلق بالتصنيع قبل أن تلتزم بالإنتاج.
٣. ما صيغ الملفات المقبولة للتشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت؟
تقبل معظم منصات التصنيع الرقمية عبر الإنترنت ملفات STEP (.stp، .step) باعتبارها المعيار الذهبي؛ لأنها تحافظ على الهندسة الصلبة وتحفظ الدقة البعدية عبر أنظمة الـCAD المختلفة. أما ملفات IGES (.igs، .iges) فهي بديلٌ موثوقٌ يتمتع بتوافق واسع النطاق. ورغم أن ملفات STL تعمل أيضًا، فإنها تواجه قيودًا في عمليات التصنيع باستخدام الحاسب الآلي (CNC) بسبب التقريب السطحي المثلثي الذي قد يُضعف الدقة في الميزات المنحنية. وعليك دائمًا التأكد من أن نموذجك مغلق تمامًا (watertight) وخالٍ من أي أسطح مفتوحة قبل تحميله.
٤. كم تبلغ تكلفة التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت؟
تعتمد تكاليف التشغيل باستخدام آلات التحكم العددي بالحاسوب (CNC) على خمسة عوامل رئيسية: اختيار المادة وحجمها، والتعقيد الهندسي، ومتطلبات التحمل (التلرانس)، واقتصاديات الكمية، وعمليات التشطيب. وتتراوح تكلفة النماذج الأولية البسيطة المصنوعة من الألومنيوم مع تحمل قياسي عادةً بين ١٠٠ و٣٠٠ دولار أمريكي لكل جزء، في حين قد تصل تكلفة الأجزاء المعقدة متعددة الميزات ذات التحمل الضيق إلى ما بين ٣٠٠ و٨٠٠ دولار أمريكي. وغالبًا ما تؤدي الكميات الإنتاجية التي تبلغ ٥٠ وحدة فأكثر إلى خفض التكلفة لكل وحدة بنسبة ٤٠–٦٠٪، وذلك لأن تكاليف الإعداد تُوزَّع على عدد أكبر من القطع. ويقدِّم مقدِّمو الخدمات الحاصلون على شهادة IATF 16949، مثل شركة شاويي لتكنولوجيا المعادن (Shaoyi Metal Technology)، أسعارًا تنافسيةً مع إمكانات تشمل التصنيع السريع للنماذج الأولية والانتقال إلى الإنتاج الضخم.
٥. ما الشهادات التي ينبغي أن أبحث عنها في ورشة آلات تصنيع عبر الإنترنت؟
تعتمد الشهادات التي تحتاجها على مجال تطبيقك الصناعي. وتُعتبر شهادة ISO 9001:2015 المعيار التأسيسي لإدارة الجودة في التصنيع العام. أما التطبيقات automotive فتتطلب شهادة IATF 16949 مع قدرات مراقبة العمليات الإحصائية (SPC). وتحتاج مشاريع الطيران والفضاء إلى شهادة AS9100 وربما اعتماد NADCAP، بالإضافة إلى تسجيل ITAR لأعمال الدفاع. أما مكونات الأجهزة الطبية فتتطلب الامتثال لمعيار ISO 13485 ولقانون إدارة الأغذية والأدوية الأمريكية (FDA) المنصوص عليه في البند 820 من الجزء 21 من اللوائح الاتحادية. ويجب دائمًا التحقق من أن الشهادات سارية المفعول قبل إصدار الطلبات الخاصة بالتطبيقات الصناعية الخاضعة للتنظيم.