 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت: من ملف CAD إلى التسليم عند الباب
ما الذي تقدمه بالفعل خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت
تصور أنك تقوم برفع ملف تصميم من جهاز الكمبيوتر المحمول الخاص بك وتتلقى أجزاءً مشغَّلة بدقة على عتبة منزلك خلال أيام. لا حاجة لزيارة المصانع. ولا مفاوضات طويلة. ولا انتظار أسابيع للحصول على عرض سعر. وهذا بالضبط ما تقدِّمه خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت للمهندسين ومطوري المنتجات والشركات المصنِّعة في جميع أنحاء العالم.
في جوهرها، تربطك خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت بـ القدرات التصنيعية المتقدمة من خلال المنصات الرقمية . وبدلًا من النهج التقليدي المتمثل في زيارة ورش التشغيل، وتبادل الرسومات الورقية، والانتظار لاستلام عروض الأسعار اليدوية، فإنك ببساطة تقوم برفع ملفات التصميم بمساعدة الحاسوب (CAD)، واختيار المواد، والحصول فورًا على أسعار التكلفة. ثم تقوم المنصة بتنسيق عملية الإنتاج مع مشغِّلي آلات CNC المعتمدين، غالبًا عبر شبكة عالمية، لتصنيع أجزاء الـ CNC الخاصة بك بدقة تسامحية تصل إلى ±0.01 مم.
من ملف التصميم بمساعدة الحاسوب (CAD) إلى القطعة المكتملة في غضون أيام
ميزة السرعة ملحوظةٌ للغاية. ووفقًا لأبحاث القطاع، خفضت الشركات التي تستخدم خدمات التصنيع باستخدام الحاسب الآلي عبر الإنترنت دورات التطوير لديها بنسبة تصل إلى ٥٠٪ مقارنةً بأساليب التصنيع التقليدية. سواء كنت بحاجة إلى نموذج أولي واحد للاختبار أو دفعة تتضمّن ٥٠٠ جزء إنتاجي، فإن العملية تظل مبسَّطةً وقابلةً للتنبؤ بها.
فكِّر في ما يعنيه ذلك بالنسبة لجدول مشروعك الزمني. فعلى سبيل المثال، يمكن لشركة ناشئة تطوِّر مكونات محرك مخصصة أن ترفع تصاميمها، وتتلقى الأجزاء المشغولة لاختبارها، وتكرِّر تحسيناتها خلال نفس الأسبوع. كما يمكن لفرق البحث والتطوير التحقق من المفاهيم بشكل أسرع. وبالمثل، يستطيع مدراء الإنتاج تأمين قطع الغيار البديلة دون الخضوع لدورات شراء طويلة.
كيف غيَّرت المنصات الرقمية سبل الوصول إلى التصنيع
قبل ظهور المنصات الرقمية، كان الحصول على خدمات تشكيل المعادن باستخدام الحاسب الآلي (CNC) عالية الجودة يتطلب علاقات مُؤسَّسة مع المورِّدين، وكميات طلب حد أدنى كبيرة، واستثمارات أولية ضخمة. وغالبًا ما واجهت الشركات الصغيرة والمهندسين الأفراد عوائقَ لم تواجهها الشركات الكبرى، التي كانت تتجاوزها بسهولة من خلال شركائها المصنِّعين المتخصصين.
أما اليوم، فقد تساوت الفرص بشكلٍ كبير. فتوفر منصة التصنيع باستخدام الحاسب الآلي عبر الإنترنت لشركة ناشئة مؤلفة من شخصين نفس إمكانية الوصول إلى التصنيع التي تمتلكها شركة ضمن قائمة فورتشن ٥٠٠. ويمكنك طلب أقواس مخصصة، أو وصلات دقيقة، أو مكونات جوية فضائية معقدة عبر نفس الواجهة البديهية.
وقد توسع نطاق الخدمات التي تقدمها هذه المنصات بشكلٍ كبير:
- إنشاء نماذج أولية سريع: الإنتاج الوحدوي لاختبار صحة التصميم واختبار الأداء الوظيفي
- التصنيع بكميات صغيرة: تشغيل دفعات صغيرة تتراوح بين ١٠ و٥٠٠ قطعة دون الحاجة إلى استثمارات في القوالب والأدوات
- دورات الإنتاج: التصنيع القابل للتوسُّع لتلبية الاحتياجات المنتظمة للمنتج
- أجزاء التعويض: التوريد حسب الطلب لتطبيقات الصيانة والإصلاح
ثورة التصنيع باستخدام الحاسب الآلي عبر الإنترنت موضَّحة
إذن، ما الذي يجعل خدمة التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت فعّالة بالضبط؟ إن المنصات تدمج عدة مكونات حاسمة تحوّل عمليات التصنيع المعقدة إلى عملية سهلة الوصول إليها وشفافة:
- أنظمة الاقتباس الرقمي: تحلّل الخوارزميات هندسة تصميمك واختيار المواد والتسامح المسموح به لتوليد أسعار دقيقة خلال ثوانٍ
- قدرات رفع الملفات: يدعم النظام التنسيقات القياسية لبرامج التصميم بمساعدة الحاسوب (CAD) مثل STEP وIGES وSTL، مما يضمن التوافق مع برامج التصميم التي تستخدمها
- واجهات اختيار المواد: اختر من المعادن مثل الألومنيوم والصلب والتيتانيوم والنحاس الأصفر، أو البلاستيكيات الهندسية مثل الدلرين والبولي كربونات
- لوحات تتبع الطلبات: رؤية فورية في الوقت الفعلي لحالة الإنتاج وفحوصات الجودة وتحديثات الشحن
- توثيق الجودة: تقارير الفحص والشهادات التي تستوفي المتطلبات التنظيمية للتطبيقات في قطاعات الطيران والفضاء والرعاية الصحية والسيارات
للمستخدمين الجدد، تُزيل هذه العملية عامل الإرهاق الناتج عن التصنيع الدقيق. فليس من الضروري أن تمتلك عقودًا من العلاقات مع الموردين أو خبرة واسعة في مجال التصنيع للحصول على عرض أسعار لخدمات التشغيل بالتحكم العددي (CNC) عبر الإنترنت. ويُرشدك النظام خطوة بخطوة خلال كل نقطة قرار.
أما بالنسبة للمهندسين ذوي الخبرة الذين يبحثون عن موردين جدد، فإن هذه الخدمات تقدّم لهم شيئًا لا يقل قيمةً: الشفافية والسرعة. ويمكنك مقارنة عروض أسعار التشغيل الآلي عبر الإنترنت فورًا، وتقييم أوقات التسليم مقارنةً بمواعيد تسليم المشروع، وتوسيع نطاق الإنتاج دون الحاجة لإعادة التفاوض على العقود. وبذلك، يصبح مقدّم خدمة التشغيل بالتحكم العددي (CNC) الذي تختاره شريك تصنيعٍ مرنًا بدلًا من علاقة توريدٍ جامدة.
سواء كنت تقوم بإنشاء نموذج أولي لمنتجك الأول أو تشتري مكونات إنتاج لخط منتجات راسخ، فإن فهم طريقة عمل هذه المنصات يمنحك ميزة كبيرة في إدارة التكاليف، والجداول الزمنية، وتوقعات الجودة.

شرح عمليات التشغيل بالتحكم العددي (CNC): الطحن، والتشكيـل بالدوران، والعمليات متعددة المحاور
عندما تستعرض خدمات التشغيل الآلي باستخدام الحاسب (CNC) عبر الإنترنت، ستواجه بسرعة ثلاث عمليات تصنيع رئيسية: التفريز، والتشكيك الدوراني، والعمليات متعددة المحاور. ولكن أيٌّ منها يناسب مشروعك؟ إن فهم الطريقة الميكانيكية التي تعمل بها كل عملية يساعدك على اتخاذ قرارات مستنيرة بدلًا من التخمين فقط استنادًا إلى أوصاف المورِّدين.
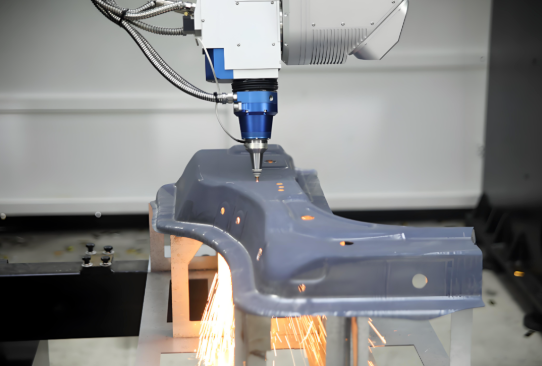
وهذا هو الفرق الجوهري: في عملية التفريز باستخدام الحاسب (CNC)، يبقى قطعة العمل ثابتةً بينما تدور أداة القطع لإزالة المادة وتشكيل الشكل المطلوب. أما في عملية التشكيك الدوراني باستخدام الحاسب (CNC)، فتتم معاكسة هذه الطريقة تمامًا، إذ تدور قطعة العمل مقابل أداة قطع ثابتة. وتجمع عمليات التشغيل متعددة المحاور بين هاتين القدرتين مع إضافة درجات حرية إضافية، مما يمكّن من تصنيع أشكال هندسية معقدة كانت تتطلب خلاف ذلك إعدادات متعددة.
التفريز باستخدام الحاسب (CNC) للهندسات الثلاثية الأبعاد المعقدة
تصوَّر أنك تحتاج إلى دعامة مخصصة تحتوي على جيوب ، والفتحات، والأسطح المائلة. وتتعامل عمليات التفريز باستخدام الحاسب الآلي مع هذه العناصر بسلاسة تامة. فتتحرك آلة القطع باستخدام الحاسب الآلي على طول محاور متعددة، مما يسمح لآلة التفريز الدوارة بالاقتراب من قطعة العمل من زوايا مختلفة ونحت الملامح المعقدة.
ما الذي يجعل عملية التفريز متعددة الاستخدامات إلى هذا الحد؟ إن إمكاناتها المتعددة المحاور تتيح إنتاج أجزاء مُفرزة باستخدام الحاسب الآلي ذات ملامح معقدة، وأشكال غير منتظمة، وتفاصيل دقيقة على السطح. ووفقاً للخبرة الصناعية، فإن التفريز يتميّز بأداءٍ متفوق في التعامل مع المواد التي يصعب تشغيلها على المخرطة، مثل الفولاذ المُصلب والسبائك الغريبة.
وفيما يلي بعض التطبيقات الشائعة لأجزاء التفريز باستخدام الحاسب الآلي:
- مكونات محركات معقدة تحتوي على أسطح مشغولة متعددة
- تروس مخصصة ووصلات ميكانيكية
- الأجزاء الإنشائية المستخدمة في قطاع الطيران والفضاء والمزودة بتجويفات لتقليل الوزن
- أغلفة وعلب تحوي ميزات تركيب دقيقة
- نماذج أولية لمنتجات استهلاكية تتطلب تفاصيل معقدة
أما المقابل لهذا الأداء فهو أن التفريز يتطلب عادةً وقت إعداد أطول للأجزاء المعقدة، وقد تتطلّب تحقيق الملامح الأسطوانية اعتبارات إضافية تتعلق بالأدوات مقارنةً بالتشغيل على المخرطة.
متى يكون التدوير باستخدام ماكينات التحكم العددي الحاسوبي (CNC) منطقيًّا؟
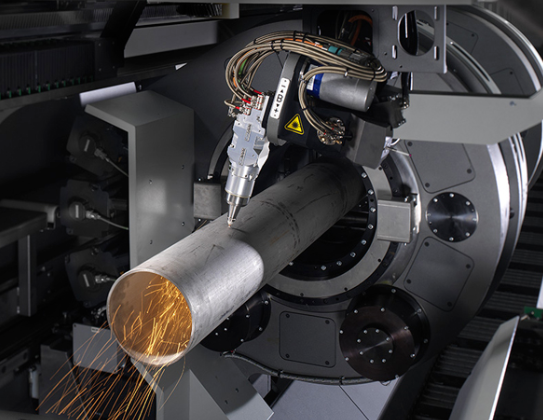
الآن تخيّل سيناريو مختلفًا. أنت بحاجة إلى محورات دقيقة أو بطانات أو وصلات مُثبَّتة بالخيوط. وهذه المكونات الأسطوانية هي المجال الذي تتفوّق فيه عمليات التدوير باستخدام الحاسب الآلي (CNC) حقًّا.
في خدمة التدوير باستخدام الحاسب الآلي (CNC)، يدور قطعة العمل بسرعة عالية بينما تقوم أداة قطع ثابتة بتشكيلها على امتداد محور دورانها. وتوفّر هذه الطريقة كفاءة استثنائية في تصنيع الأجزاء الدائرية أو المتناظرة. فعملية القطع باستخدام الحاسب الآلي (CNC) تزيل المادة باستمرار أثناء دوران قطعة العمل، ما ينتج أسطحًا أسطوانية ناعمة ذات تركيز مركزي ممتاز.
تتفوّق خدمات التدوير باستخدام الحاسب الآلي (CNC) في تصنيع:
- المحورات والمحاور ذات التسامحات الدقيقة في القطر
- البطانات والحلقات المستخدمة في التجميعات الميكانيكية
- الأطباق الواصلة (Flanges) ومكونات الوصلات
- الوصلات والتجهيزات الملولبة
- الأسطوانات المتدرجة التي تحتوي على أقسام متعددة بأقطار مختلفة
أما التقييد الوحيد؟ فهو أن عملية التدوير تواجه صعوبات في تصنيع الأجزاء ذات الأشكال غير المنتظمة أو الهندسات المعقدة التي تمتد خارج محور الدوران. فإذا كانت قطعتك تحتوي على جيوب أو ملامح مائلة أو عناصر غير متناظرة، فإن الطحن يكون عادةً الخيار الأفضل لك.
فهم إمكانيات التشغيل الآلي الخمسي المحور
ماذا يحدث عندما يتطلب تصميمك كلًا من التعقيد والدقة اللذين لا يمكن للعمليات القياسية ثلاثية المحور تحقيقهما؟ هنا تصبح خدمات التشغيل الآلي باستخدام ماكينات خمسية المحور ضرورية.
تتحرك عمليات الطحن التقليدية على طول ثلاثة محاور خطية: X وY وZ. أما ماكينات الخمسة محاور فتضيف محورين دورانيين، مما يسمح لأداة القطع أو قطعة العمل بالانحناء والدوران أثناء التشغيل. وهذه الإمكانيات تلغي الحاجة إلى إعدادات متعددة، وتقلل من أخطاء المناولة، وتتيح تصنيع ميزات يتعذر تحقيقها بخلاف ذلك.
والنتيجة؟ يمكنك إنتاج مكونات طيران ذات منحنيات مركبة، أو غرسات طبية ذات هندسات عضوية، أو شفرات توربينات ذات ملفات هوائية معقدة في عملية واحدة. بل إن أحدث ماكينات التعدد المهمة تدمج بين إمكانيات الطحن والتشكيـل الدوراني، مما يوفّر تنسيقًا سلسًا بين أدوات الدوران ودوران قطعة العمل.
مقارنة سريعة بين العمليات
يعتمد اختيار العملية المناسبة على هندسة الجزء، وحجم الإنتاج، وخصائص المادة، ومتطلبات الدقة. وتُساعدك هذه المقارنة في تقييم النهج الأنسب لاحتياجات مشروعك المحددة:
| نوع العملية | أفضل التطبيقات | الدقة النموذجية | مستوى التعقيد |
|---|---|---|---|
| الطحن باستخدام ماكينات التحكم العددي (3 محاور) | الأسطح المسطحة، والجيوب، والشقوق، والحدود ثلاثية الأبعاد البسيطة | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) | منخفض إلى متوسط |
| CNC تدوير | الأجزاء الأسطوانية، والمحاور، والبطانات، والمكونات ذات الخيوط | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) | منخفض إلى متوسط |
| الطحن بخمسة محاور | أجزاء الطيران المعقدة، وشفرات التوربينات، والغرسات الطبية | ±0.0005 بوصة إلى ±0.002 بوصة (±0.013 مم إلى ±0.051 مم) | عالية |
| مراكز التشغيل المدمجة (التحريك والطحن) | الأجزاء التي تتطلب ميزات أسطوانية وهرمية معًا | ±0.001 بوصة إلى ±0.003 بوصة (±0.025 مم إلى ±0.076 مم) | متوسط إلى عالي |
عند تحميل تصميمك إلى منصة إلكترونية، يقوم نظام الاقتباس عادةً بتحليل هندستك ويقترح العملية المناسبة. ومع ذلك، فإن فهم هذه الفروق يمكّنك من تحسين تصميمك قابلية التصنيع، وتوقع كيفية تأثير اختيار العملية على التكلفة ومدة التسليم.
وبعد أن تكتسب فهمًا واضحًا للعمليات المتاحة في مجال التشغيل الآلي، تأتي الخطوة الحرجة التالية وهي اختيار المادة المناسبة لمتطلبات تطبيقك.
كيفية اختيار مواد التشغيل بالآلات الرقمية (CNC) المناسبة
لقد اخترت عملية التشغيل الخاصة بك. والآن تأتي قرارٌ لا يقل أهميةً عن ذلك: ما المادة التي سيُصنع منها جزؤك؟ إن اختيار المادة المناسبة لا يقتصر فقط على وضع علامة في مربع على نموذج الطلب. بل يؤثر هذا الاختيار مباشرةً على أداء الجزء تحت الإجهاد، ومقاومته للتآكل، وقدرته على التحمل عند درجات الحرارة القصوى، ويحدد في النهاية نجاح المشروع.
ما التحدي المطروح؟ إن معظم المنصات الإلكترونية تعرض أمامك قائمةً طويلةً من خيارات المواد دون أن توضح متى يجب اختيار إحداها بدلًا من الأخرى. فترى الألومنيوم والصلب والنحاس والدِلْرين والنايلون والعديد غيرها. ولكن أيٌّ منها يناسب متطلبات تطبيقك المحددة؟
فلنبدأ بالبناء إطار عملي لاختيار المواد استنادًا إلى ما يحتاجه جزؤك فعليًّا لتحقيقه.
مطابقة المواد مع المتطلبات الميكانيكية
قبل التمرير عبر كتالوجات المواد، ابدأ بسؤال بسيط: ما الظروف التي ستواجهها قطعتك في الاستخدام الفعلي؟ وفقًا لخبراء التصنيع في شركة بروتو لابس (Protolabs)، فإن تحديد أولويات متطلباتك من «الضروريات» إلى «المرغوبات» يقلل بسرعة من خياراتك إلى عددٍ قابل للتطبيق.
خذ هذه العوامل في الاعتبار عند تقييم المواد:
- الإجهاد الميكانيكي: هل ستتحمل قطعتك أحمالًا ثقيلةً، أو تتعرض لقوى اصطدام، أو تخضع لدورات إجهاد متكررة؟
- التعرض للبيئة: هل يُشكِّل وجود الرطوبة أو الرطوبة النسبية أو التلامس مع المواد الكيميائية مصدر قلق؟
- نطاق درجة الحرارة: هل ستعمل القطعة بالقرب من مصادر الحرارة أو في ظروف التجمد؟
- قيود الوزن: هل تتطلب تطبيقك مكونات خفيفة الوزن؟
- متطلبات السطح: هل تحتاج إلى تشطيبات ناعمة، أو حماية ضد التآكل، أو خصائص جمالية محددة؟
- الحساسية تجاه التكلفة: ما الميزانية المخصصة لك لمادة الخامة مقارنةً بالمقايضات بين الأداء والتكلفة؟
وبمجرد توضيح هذه الأولويات، تصبح عملية اختيار المادة عملية منطقية بدلًا من أن تكون مجرد تخمين.
اختيار المعادن ما وراء الأساسيات
تظل المعادن العمود الفقري للتشغيل الدقيق باستخدام آلات التحكم العددي بالحاسوب (CNC). لكن القول إنك بحاجة إلى «أجزاء معدنية» يشبه القول إنك بحاجة إلى «وسيلة نقل». فالاختيار المحدد يكتسب أهمية جوهرية.
سبائك الألومنيوم تتصدر سبائك الألومنيوم طلبات التشغيل عبر الإنترنت باستخدام آلات التحكم العددي بالحاسوب (CNC) ولسبب وجيه. فهي تُشغَّل بسرعة، وتتمتع مقاومة طبيعية للتآكل، وتوفر نسبة ممتازة بين القوة والوزن. ويقدِّم سبيكة الألومنيوم 6061 أداءً عامًّا جيدًا للتطبيقات الشائعة، بينما توفر سبيكة 7075 قوةً أعلىً للأجزاء المستخدمة في مجال الطيران والهياكل الحاملة. وكلا السبيكتين تقبلان عملية الأكسدة الكهربائية (Anodizing) لتعزيز المتانة، أو الطلاء الكروماتي لتحسين المظهر الجمالي.
خيارات الفولاذ تمتد من الدرجات منخفضة الكربون المخصصة للتصنيع العام إلى أنواع الفولاذ المقاوم للصدأ المُستخدمة عند الحاجة إلى مقاومة التآكل. فإذا كان جزؤك يعمل في بيئات رطبة أو بيئات كيميائية عدائية، فإن الفولاذ المقاوم للصدأ يمنع الصدأ والتدهور. أما الثمن الذي تدفعه مقابل ذلك؟ فهو أن الفولاذ يُشغَّل ببطء أكبر من الألومنيوم، ويكون وزنه أكبر بكثير.
البرونز والنحاس تتفوق في التطبيقات التي تتطلب احتكاكًا منخفضًا وقابليّة ممتازة للتشكيـل. ويُنتج تشكيـل البرونز أجزاءً مثالية للبطانات والمحامل والأجهزة الديكورية. وتتميّز مكونات البرونز المصنّعة باستخدام التحكم العددي الحاسوبي (CNC) بمقاومة استثنائية للتآكل في التطبيقات المنزلقة. كما توفر سبائك النحاس هذه خصائص مضادة للميكروبات بشكل طبيعي، مما يجعلها مناسبة لمعدات الرعاية الصحية ومعدات معالجة الأغذية.
التيتانيوم يوفر التيتانيوم أفضل نسبة بين القوة والوزن إلى جانب مقاومة استثنائية للتآكل. وغالبًا ما تُحدّد قطاعات الطيران والفضاء والتطبيقات الطبية التيتانيوم رغم تكلفته المرتفعة وسرعات تشكيـله البطيئة نسبيًّا. فإذا كانت تخفيض الوزن والتوافق الحيوي عاملين حاسمين، فإن استخدام التيتانيوم يبرر تكلفته الإضافية.
البلاستيكات الهندسية للتطبيقات الدقيقة
عندما تكون المعادن مبالغًا فيها، فإن البلاستيكات الهندسية تقدّم أداءً دقيقًا وبتكلفة ووزن أقل. ومع ذلك، فإن سلوك البلاستيكات أثناء التشكيـل وفي الخدمة يختلف عن سلوك المعادن.
ما هو ديلرين؟ ويُعرف أيضًا باسم الأسيتال أو البوليأوكسي ميثيلين (POM)، ويتميَّز مادة الدلرين باستقرارها البُعدي الاستثنائي وقابليتها العالية للتشغيل الآلي. ووفقًا لمتخصصي التشغيل الدقيق، فإن بلاستيك الدلرين يحافظ بسهولة على التحملات الضيقة، وذلك لأن امتصاصه المنخفض للرطوبة يعني أن الشكل الذي تشكِّله آليًّا هو بالضبط الشكل الذي تحصل عليه فعليًّا. وهو يُكوِّن رُشَّات نظيفة أثناء التشغيل، ويعمل عند درجات حرارة منخفضة، ويُنتج أسطحًا ناعمة مباشرةً بعد التشغيل دون الحاجة إلى عمليات معالجة لاحقة تذكر.
يتفوَّق الدلرين في تصنيع التروس الدقيقة، والبطانات، ومكونات الصمامات، وأي تطبيق آخر يتطلَّب دقة بُعدية في بيئات قد تكون رطبة.
نايلون للتشغيل الآلي يتمتَّع النايلون بمرونة ومقاومة تصادمية متفوِّقة مقارنةً بالدلرين. كما أنه يتحمّل الحرارة بشكل أفضل، حيث تصل درجات الحرارة المستمرة التي تتحملها الدرجات المدعَّمة بالزجاج إلى حوالي ١٢٠–١٣٠°م، بينما لا تتجاوز الحد الأقصى لدرجة الحرارة المستمرة التي يتحملها الدلرين ١٠٠–١١٠°م. ومع ذلك، فإن النايلون يمتص الرطوبة من الهواء، ما يؤدي إلى تغيُّر أبعاده مع مرور الوقت. وهذه الخاصية المائية (الهيجروسكوبية) تجعل النايلون أكثر ملاءمةً للتطبيقات التي تكون فيها مقاومة التصادم أهم من الحفاظ على التحملات الضيقة.
بولي كاربونات PC يوفر وضوحًا بصريًّا استثنائيًّا إلى جانب مقاومة عالية للتأثيرات المفاجئة. وإذا كانت قطعتك تتطلب الشفافية أو يجب أن تتحمل صدمات مفاجئة، فإن البولي كربونات تتفوق على معظم البدائل الأخرى. ويمكن تشغيله آليًّا بكفاءة، لكنه يتطلب التحكم الدقيق في درجة الحرارة لمنع الانصهار أو التشقق.
أكريليك يوفّر خصائص بصرية ممتازة ومقاومة جيدة للعوامل الجوية وبتكلفة أقل من البولي كربونات. ويُشغَّل نظيفًا ويُلمَّع ليصل إلى وضوح بلوري. ومع ذلك، فإن الأكريليك أكثر هشاشة وأقل مقاومة للتأثير مقارنةً بالبولي كربونات، ما يجعل اختيار المادة يعتمد على متطلبات الإجهاد المحددة في تطبيقك.
(بيك) (بولي إثير إثير كيتون) يمثل طرف الأداء العالي في مجموعة البلاستيكيات الهندسية. وهو يتحمّل درجات الحرارة القصوى والمواد الكيميائية العدوانية والأحمال الميكانيكية الشديدة. وتتطلب تطبيقات الطيران والقطاع الطبي غالبًا استخدام مادة PEEK رغم سعرها المرتفع.
مصفوفة اتخاذ قرار المادة
استخدم هذه المقارنة لتقييم المواد مقابل متطلبات مشروعك. وتذكّر أن قابلية التشغيل تؤثر على كلٍّ من التكلفة ووقت التسليم، بينما تؤثر التكلفة النسبية على قرارات ميزانيتك:
| المادة | الخصائص الرئيسية | التطبيقات الشائعة | تصنيف القابلية للتشغيل الآلي | الفئة النسبية للتكلفة |
|---|---|---|---|---|
| ألمنيوم 6061 | خفيف الوزن، مقاوم للتآكل، وقوي نسبيًّا | الأجزاء الميكانيكية العامة، والدعائم، والغلاف الخارجي | ممتاز | منخفضة |
| ألمنيوم 7075 | عالية القوة، خفيفة الوزن، من الدرجة المستخدمة في صناعة الطيران والفضاء | المكونات الإنشائية، الأجزاء المستخدمة في صناعة الطيران والفضاء | جيدة جدًا | متوسطة |
| الفولاذ المقاوم للصدأ 304 | مقاومة للتآكل، قوية، وصحية | معدات معالجة الأغذية، الأجهزة الطبية، الأجزاء البحرية | معتدلة | متوسطة |
| النحاس | منخفضة الاحتكاك، قابلة للتشغيل بشكل ممتاز، وزخرفية | التجهيزات، والموصلات، والأجهزة الزخرفية | ممتاز | متوسطة |
| برونز | مقاومة للاهتراء، منخفضة الاحتكاك، ذات تشحيم ذاتي | البطانات، المحامل، المكونات المنزلقة | ممتاز | متوسطة - عالية |
| تيتانيوم الدرجة 5 | أعلى نسبة قوة إلى وزن، وموافق حيويًّا | الفضاء الجوي، والغرسات الطبية، ومكونات السباقات | صعبة | عالية |
| ديلرين (أسيتال) | استقرار أبعادي، وامتصاص منخفض للرطوبة | التروس الدقيقة، مكونات الصمامات، البطانات | ممتاز | منخفض-متوسط |
| نايلون 6/6 | عالية مقاومة التصادم، مقاومة للحرارة، قوية | أجزاء هيكلية، ومكونات عرضة للتآكل، وغلاف خارجي | جيد | منخفضة |
| البوليكربونات | وضوح بصري، وقوة تأثير عالية | أغطية شفافة، ودرع حماية، وعدسات | جيد | متوسطة |
| أكريليك | وضوح بصري ممتاز، ومقاومة للعوامل الجوية، وقابلة للتشطيب بالطلاء أو التلميع | علب عرض، ولوحات إرشادية، وأجزاء زخرفية | جيدة جدًا | منخفضة |
| (بيك) | مقاومة شديدة للحرارة والمواد الكيميائية | الفضاء والطب والمعالجة الكيميائية | معتدلة | مرتفع جداً |
اعتبارات مادة النماذج الأولية
إذا كنت تقوم بإنشاء نماذج أولية لأجزاء ستُصنع لاحقًا بواسطة الحقن بالقالب، ففكر في مطابقة نماذجك المصنوعة بالقطع الآلي مع مواد الإنتاج. وكما يشير خبراء التصنيع، فإن استخدام نفس الراتنج (الراتنج البلاستيكي) في النماذج المصنوعة آليًّا وفي الأجزاء الإنتاجية المحقونة يضمن أن تتصرف النماذج بشكلٍ مشابهٍ للأجزاء النهائية.
تتوفر راتنجات الحقن الشائعة مثل ABS والأسيتال وPEEK والنايلون على هيئة كتل للتصنيع بالقطع الآلي. وهذه المطابقة تضمن أن تنبئ نتائج اختبار النموذج الأولي بدقةٍ بسلوك الأجزاء الإنتاجية.
يؤثر اختيار المادة مباشرةً ليس فقط على أداء الجزء، بل أيضًا على تكاليف التصنيع والجداول الزمنية. وبمجرد توضيح اختيارك للمادة، يساعدك فهم سير عملية الطلب الكاملة على الانتقال بكفاءة من ملف التصميم إلى الأجزاء المُنتَجة نهائيًّا.

عملية الطلب الكاملة عبر الإنترنت لآلات التحكم العددي بالحاسوب (CNC)
لقد اخترت عملية التصنيع الخاصة بك واخترت المادة المناسبة. والآن ماذا؟ بالنسبة للمستخدمين الجدد لخدمات تصنيع CNC عبر الإنترنت، قد تبدو خطوات الطلب غامضة. ما الذي يحدث بعد النقر على زر التحميل؟ كم من الوقت يستغرق ظهور السعر؟ ومتى يتم شحن أجزائك فعليًّا؟
والخبر السار هو أن المنصات الحديثة قد بسطت هذه العملية إلى خطوات متوقعة وشفافة. ووفقًا لدليل سير عمل التصنيع الخاص بشركة Xometry، فإن الرحلة من ملف التصميم إلى الأجزاء المصنَّعة باستخدام CNC تتم وفق تسلسل منطقي يزيل عن التصنيع المخصص الحاجة إلى التخمين.
دعنا نستعرض معًا كل مرحلة لتعرف بالضبط ما يمكن توقعه.
إعداد ملفات التصميم ثلاثي الأبعاد (CAD) الخاصة بك للتحميل
يبدأ تجربتك في الطلب قبل وقت طويل من زيارتك للمنصة. فالتحضير السليم للملفات يمنع التأخير ويضمن دقة الاقتباس السعري.
وتقبل معظم منصات تصنيع CNC عبر الإنترنت التنسيقات القياسية التالية للملفات:
- STEP (.stp, .step): وهو التنسيق القياسي في الصناعة للنماذج الصلبة، والذي يحافظ على الهندسة وبيانات الميزات عبر أنظمة CAD المختلفة
- IGES (.igs, .iges): تنسيق قديم لكنه متوافق على نطاق واسع، ومناسب للهندسة السطحية والصلبة
- STL (.stl): يُستخدم أساسًا في الطباعة ثلاثية الأبعاد، لكن بعض المنصات تقبله أيضًا للهندسات البسيطة
- تنسيقات CAD الأصلية: تقبل بعض الخدمات تنسيقات برامج SolidWorks أو Inventor أو غيرها من التنسيقات الخاصة مباشرةً
قبل التحميل، تحقَّقْ مرّةً أخرى من نموذجك بعنايةٍ للكشف عن المشكلات الشائعة: هل تم تعريف جميع الميزات بشكلٍ صحيح؟ وهل قمت بإزالة هندسة البناء أو الرسومات الداخلية التي قد تُربك التحليل الآلي؟ وهل تم حفظ نموذجك كجسم صلب بدلًا من نموذج سطحي؟
إن قضاء خمس دقائق في التحقق من ملفك يوفِّر ساعاتٍ من التواصل المتكرر لاحقًا.
فهم عملية الحصول الفوري على عرض الأسعار
وهنا بالضبط تتفوّق المنصات الإلكترونية حقًّا على ورش التشغيل التقليدية: فبدلًا من الانتظار لعدة أيام للحصول على عرض سعر يدوي، تتلقى السعر خلال ثوانٍ.
كيف يعمل الاقتباس الفوري؟ تقوم خوارزميات المنصة بتحليل الهندسة التي قمت برفعها تلقائيًا. وتحسب حجم المادة، وتُحدِّد الميزات المعقدة، وتقدِّر وقت التشغيل الآلي، وتؤخذ في الاعتبار متطلباتك الخاصة بالتسامح والتشطيب. والنتيجة هي اقتباس مفصَّل يوضح سعر كل قطعة، وخيارات زمن التسليم، والتكلفة الإجمالية للمشروع.
عند مراجعة الاقتباس الخاص بك، ركِّز على ما يلي:
- السعر لكل وحدة مقابل الخصومات الممنوحة حسب الكمية: عادةً ما تؤدي الطلبات الأكبر إلى خفض التكلفة لكل قطعة
- خيارات زمن التسليم: يؤدي الإنتاج العاجل إلى زيادة التكلفة، لكنه يوفِّر التسليم بشكل أسرع
- اختيارات المادة والتشطيب: تحقَّق من أن هذه المتطلبات تتطابق مع احتياجاتك
- مواصفات التسامح: تؤدي التسامحات الأضيق إلى زيادة وقت التشغيل الآلي والتكلفة
تتيح العديد من المنصات لك تعديل المعايير ومراقبة تحديث الأسعار في الوقت الفعلي. هل تحتاج إلى نموذج أولي باستخدام آلة التحكم العددي (CNC) بشكل أسرع؟ اختر الشحن العاجل. هل ترغب في خفض التكلفة؟ فكِّر في تخفيف التسامحات غير الحرجة أو اختيار مادة أسهل في التشغيل الآلي.
من تأكيد الطلب إلى التسليم عند عتبة الدار
بمجرد موافقتك على عرض السعر وتقديم الدفعة، يدخل طلبك إلى خط إنتاج التصنيع. ويساعدك فهم كل مرحلة في توقع الجدول الزمني والتواصل الفعّال مع المورِّدين.
يتبع سير العمل الكامل لأجزاء الآلات المخصصة عادةً التسلسل التالي:
- مراجعة إمكانية التصنيع (DFM): يقوم المهندسون بفحص تصميمك للبحث عن أية مشكلات محتملة تتعلق بالتصنيع. وقد يُشار إلى ميزات يصعب تصنيعها، أو اقتراح تعديلات لتقليل التكلفة، أو طلب توضيحٍ بشأن المواصفات الغامضة. ويتم الانتهاء عادةً من هذه المراجعة خلال ٢٤–٤٨ ساعة.
- تأكيد الطلب وجدولته: بعد الموافقة على مراجعة قابلية التصنيع (DFM)، يُخصص لطلبك جدول إنتاج مؤكَّد. وستتلقى إشعارًا بتاريخ الإنجاز المتوقع استنادًا إلى الطاقة الإنتاجية الحالية للمصنع والوقت المطلوب الذي اخترته.
- مصادر المواد: يقوم المصنِّع بتوريد المادة المحددة في طلبك. وتُشحن المواد المتوفرة عادةً في المخزون، مثل الألومنيوم ٦٠٦١، فورًا من المخزون. أما المواد الخاصة أو الأحجام غير المعتادة فقد تتطلب وقتًا إضافيًّا للتسليم.
- البرمجة والإعداد: يُنشئ مبرمجو التحكم العددي بالحاسوب (CNC) مسارات الأدوات المُحسَّنة لهندسة القطعة الخاصة بك. ويقوم مشغلو الآلات بإعداد تجهيزات تثبيت القطع واختيار أدوات القطع المناسبة. ويضمن هذا العمل الذي يُنفَّذ خلف الكواليس أن تتوافق أجزاء التشغيل بالتحكم العددي بالحاسوب مع المواصفات المطلوبة.
- التصنيع الإنتاجي: تبدأ أجزاءك المشغولة في أخذ شكلها النهائي عندما تنفِّذ آلات التحكم العددي بالحاسوب العمليات المبرمجة. وحسب درجة التعقيد، قد تتطلب قطعة واحدة إعدادات متعددة أو أنواعاً مختلفة من الآلات لإكمال جميع الميزات المطلوبة.
- فحص الجودة: تخضع الأجزاء المُنجزة للتحقق البُعدي مقابل مواصفاتك. وقد يشمل الفحص قياسات آلة القياس الإحداثي (CMM)، والتحقق من خشونة السطح، والفحص البصري. وتُستبعد الأجزاء التي لا تجتاز الفحص وتُعاد تصنيعها.
- عمليات التشطيب: إذا كنت قد حددت عمليات تشطيب ثانوية مثل التأكسد الكهربائي (Anodizing) أو الطلاء أو طلاء المسحوق، فتنقل الأجزاء إلى مرحلة التشطيب بعد اعتماد عملية التشغيل. وهذه العمليات تستغرق وقتاً إضافياً، لكنها تمنح المظهر الجمالي المحسن أو الحماية من التآكل.
- التغليف والشحن: تتلقى الأجزاء المعتمدة تغليفًا وقائيًا مناسبًا لمادتها وهندستها. وتتلقى معلومات التتبع والتاريخ المُقدَّر للتسليم.
- التسليم والتوثيق: يصل طلبك الخاص بالتصنيع باستخدام الحاسب الآلي (CNC) للنماذج الأولية أو للإنتاج مع أي وثائق مطلوبة، بما في ذلك تقارير الفحص، وشهادات المواد، أو شهادات المطابقة.
ما الذي يتوقعه المستخدمون الجدد
إذا كنت جديدًا على طلب أجزاء التشغيل الآلي عبر الإنترنت، فإن بعض النصائح العملية تسهِّل تجربتك:
- ابدأ بقطعة بسيطة: لا ينبغي أن يكون طلبك الأول هو أكثر تصميمٍ تعقيدًا لديك. فالقطعة البسيطة تساعدك على تعلُّم سير العمل على المنصة دون إضافات تسبب التوتر.
- تواصل بفعالية: إذا طرح المهندسون أسئلة توضيحية أثناء مراجعة قابلية التصنيع (DFM)، فعليك الرد بسرعة. وأي تأخير في التواصل يطيل من زمن التسليم المُقدَّر.
- راجع خيارات الفحص: افهم نوع الوثائق المتعلقة بالجودة التي تحتاجها قبل إصدار الطلب. إن إضافة متطلبات الفحص بعد اكتمال الإنتاج يؤدي إلى تأخيرات.
- تتبع طلبك: توفر معظم المنصات تحديثات حالة فورية في الوقت الحقيقي. ويساعدك التحقق المنتظم من التقدم في التنبؤ بموعد التسليم وتخطيط الأنشطة اللاحقة.
يمتد العملية بأكملها، بدءًا من رفع الملف وحتى التسليم، عادةً ما بين ٣ إلى ١٥ يوم عمل، وذلك حسب تعقيد القطعة وتوافر المادة والوقت المحدد للتسليم الذي اخترته. ويمكن لخدمات التسريع أن تقصر هذه المدة إلى يوم واحد فقط للقطع البسيطة المصنوعة من الألومنيوم.
وبما أنك تمتلك فهمًا واضحًا لمسار إصدار الطلب، فإن الخطوة التالية تتعلق بتحديد التحملات المناسبة التي توازن بين متطلبات الدقة وتكاليف التصنيع.
فهم تحملات التشغيل الآلي باستخدام الحاسوب (CNC) ومستويات الدقة
لقد قمت برفع تصميمك، واخترت المواد، وراجعت عرض السعر الخاص بك. لكن مواصفةً واحدةً يمكن أن تؤثر تأثيراً جذرياً على كلٍ من التكلفة والوظيفة: وهي الحدود التحملية (التسامحات). فإذا حددت حدوداً تحملية فضفاضةً جداً، فقد لا تناسب أجزاؤك بعضها بعضاً. أما إذا حددت حدوداً تحملية ضيقةً جداً، فقد ترتفع تكاليف التصنيع لديك إلى الضعف أو حتى إلى ثلاثة أضعاف دون داعٍ.
إذاً ما مستوى الحدود التحملية المطلوب فعلاً؟ والإجابة تعتمد بالكامل على الوظيفة التي يجب أن يؤديها الجزء في الاستخدام الفعلي في العالم الحقيقي.
المتطلبات القياسية مقابل متطلبات التسامح الضيق
وفقاً للمعايير الصناعية، فإن الحدود التحملية القياسية لعمليات التشغيل الآلي باستخدام الحاسوب (CNC) تقع عند حوالي ±٠٫٠٠٥ بوصة (±٠٫١٢٧ مم). وللتوضيح، فإن هذه القيمة تساوي تقريباً ٢٫٥ ضعف سماكة شعرة بشرية. وتعمل معظم التطبيقات بشكلٍ ممتاز ضمن هذه النطاق.
وهنا سؤال عملي يمكنك طرحه على نفسك: ما الذي سيحدث إذا اختلف هذا البُعد بمقدار ±٠٫١ مم؟ وإذا كانت إجابتك «لا يحدث شيء حرج»، فإن الحدود التحملية القياسية ستخدمك خدمةً ممتازةً. واحرص على تخصيص الحدود التحملية الأضيق فقط للسمات التي تتطلب ذلك فعلاً.
وتستطيع خدمات التشغيل الآلي الدقيق باستخدام الحاسوب (Precision CNC machining) تحقيق حدود تحملية أضيق بكثير عند الحاجة:
- التسامح القياسي (±٠٫٠٠٥ بوصة / ±٠٫١٢٧ مم): مناسب للأجزاء الميكانيكية العامة، والدعامات، والغلاف الخارجي
- تسامح دقيق (±٠٫٠٠٢ بوصة / ±٠٫٠٥ مم): مطلوب للأسطح المتداخلة وواجهات التجميع
- تسامح ضيق (±٠٫٠٠١ بوصة / ±٠٫٠٢٥ مم): ضروري لمقاعد المحامل، وأسطح الإغلاق، وآليات الانزلاق
- تسامح فائق الضيق (±٠٫٠٠٠١ بوصة / ±٠٫٠٠٢٥ مم): محجوز للمكونات البصرية والتطبيقات الحرجة في مجال الفضاء الجوي
ما هو التسامح المطلوب لثقوب الخيوط تحديدًا؟ تتبع مواصفات الخيوط درجات قياسية (مثل الدرجة ٢ب لمعظم التطبيقات، والدرجة ٣ب للتركيبات الدقيقة) بدلًا من التسامح الخطي. ويجب أن تقوم منصتك تلقائيًّا بتطبيق تسامح الخيوط المناسب استنادًا إلى درجة الخيط التي حددتها.
متى تكون الدقة حقيقيةً بالفعل؟
يصبح التسامح الضيق ضروريًّا في حالات محددة. ووفقًا لتحليل تكلفة التصنيع، يجب أن تحدد الدقة فقط في الحالات التالية:
- الأجزاء التي يجب أن تتناسب بدقة مع بعضها (المحاور المتداخلة مع الهياكل الحاملة، وواجهات الموصلات)
- أسطح الختم التي لا يمكن أن تحدث فيها تسريبات (أخاديد الحشوات، قنوات الحلقات التوصيلية O-ring)
- المكونات المتحركة التي تحتاج إلى تشغيل سلس (مقاعد المحامل، الآليات المنزلقة)
- الواجهات الحرجة لتحمل الأحمال في التجميعات الإنشائية
إن التداعيات التكلفة كبيرةٌ. فتكلفة تصنيع الأجزاء بدقة عالية مع تحملات ±0.001 بوصة تكون عادةً أعلى بـ ٣–٤ مرات من تكلفة التصنيع القياسي ذي التحملات العادية. أما المواصفات الفائقة الدقة عند ±0.0001 بوصة فقد ترفع التكلفة بنسبة تتراوح بين ١٠ و٢٤ ضعفًا. وتنشأ هذه المضاعفات من انخفاض سرعات القطع، واحتياجات المعدات المتخصصة، والبيئات الخاضعة للتحكم المناخي، وإجراءات الفحص المكثفة باستخدام أجهزة قياس الإحداثيات (CMM).
وتزداد مدة التوريد تناسبيًّا. فالأجزاء القياسية تُشحن خلال ٥–٧ أيام، بينما قد تتطلب المكونات ذات التحملات الضيقة ١٠–١٤ يومًا لتصنيعها بعناية وفحصها التحقق منها.
فئات التسامح وتطبيقاتها
يساعد فهم فئات التحملات في تحديد درجة الدقة المناسبة دون مبالغة في التصميم الهندسي. ويوضح هذا المقارنة ما توفره كل درجة من الدقة، ومتى ينبغي تطبيقها:
| مستوى التحمل | النطاق النموذجي | التطبيقات | الأثر على التكلفة |
|---|---|---|---|
| القياسي | ±0.005" (±0.127مم) | الأجزاء الميكانيكية العامة، والدعائم، والميزات غير الحرجة | الخط الأساسي |
| الدقة | ±0.002" (±0.05مم) | الأسطح المتداخلة، واجهات التجميع، الملاءمات الوظيفية | زيادة بنسبة ١,٥–٢ مرة |
| مشدود | ±0.001" (±0.025 مم) | مقاعد المحامل، الأسطح الحاجزة، المكونات المنزلقة | زيادة تتراوح بين ٣ إلى ٤ أضعاف |
| فائقة الضيق | ±0.0001 بوصة (±0.0025 مم) | المكونات البصرية، الواجهات الحرجة في مجال الطيران والفضاء، معدات القياس الدقيق | زيادة تتراوح بين ١٠ و٢٤ ضعفًا |
كما تؤثر خصائص المادة أيضًا في التسامحات القابلة للتحقيق. وفقًا لـ أبحاث التشغيل الدقيق فإن سبائك الألومنيوم تُشغَّل بشكلٍ متوقعٍ وتتيح تحقيق تسامحات ضيقة، بينما يتطلب التيتانيوم أدوات قطع متخصصة وتخفيض سرعة التشغيل. وتؤثر التغيرات في درجة الحرارة على جميع المواد، حيث يحدد معامل التمدد الحراري مدى التغير في أبعاد القطع أثناء التشغيل وبعده.
وتُراعي خدمات التشغيل الدقيق باستخدام ماكينات التحكم العددي الحاسوبي (CNC) هذه العوامل من خلال أنظمة التحكم في البيئة، والمحاور المتخصصة، وأنظمة تثبيت القطع المتطورة. لكن هذه القدرات تأتي بتكلفة مرتفعة نسبيًّا.
ابدأ بالتسامحات القياسية أثناء مرحلة النماذج الأولية. وقلِّص التسامحات فقط للأبعاد التي تثبت الاختبارات أنها حاسمةٌ للوظيفة أو للتجميع. ويؤدي اعتماد هذا النهج إلى خفض التكاليف بنسبة ٤٠–٦٠٪ مع الحفاظ على أداء المنتج.
الاستراتيجية العملية؟ تطبيق تحملات ضيقة على ١٠–٢٠٪ من أبعاد القطعة حيث تتطلب الوظيفة دقةً عاليةً. واستخدام التحملات القياسية في جميع الأماكن الأخرى. ويؤدي هذا النهج المستهدف إلى تقديم خدمات التشغيل الدقيق حيث تكون مطلوبة فعلاً، مع الحفاظ على ميزانية مشروعك تحت السيطرة.
حتى عند تحديد التحملات المناسبة، فإن بعض القرارات التصميمية قد تؤدي بشكل غير متوقع إلى ارتفاع تكاليف التشغيل الآلي. ويساعد فهم هذه المزالق الشائعة في تجنّب المفاجآت المكلفة.

الأخطاء التصميمية التي تزيد من تكاليف التشغيل الآلي باستخدام الحاسب (CNC)
لقد حددت التحملات المناسبة واخترت المادة الملائمة. ويبدو عرض السعر معقولاً. ثم تتلقى ملاحظات التصنيع القابل للتنفيذ (DFM) التي تشير إلى وجود عدة مشكلات تصميمية ستُطيل وقت التسليم بمدّة أيامٍ عديدة وتضيف مئات الدولارات إلى تكلفة مشروعك.
هل يبدو ذلك مألوفاً؟ تنبع هذه المفاجآت المحبطة من أخطاء شائعة في نماذج التصميم بمساعدة الحاسوب (CAD)، والتي يتعلّم المهندسون ذوو الخبرة تجنّبها. وفقاً لـ خبراء التصنيع في شركة جيوميق إن التصميم يؤثر مباشرةً على وقت التشغيل الآلي، والتكلفة، والجهد المبذول. ويساعد فهم الأسباب التي تجعل بعض السمات تُسبب مشاكلٍ في تصميم أجزاء يمكن تشغيلها آليًّا بكفاءة منذ البداية.
الأخطاء التصميمية التي ترفع التكاليف
عند تحميلك تصميمًا إلى خدمات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت، تقوم الأنظمة الآلية بتحليل هندستك من حيث إمكانية التصنيع. وبعض السمات تؤدي باستمرار إلى زيادة التكاليف أو تحذيرات التصنيع. وفيما يلي الأخطاء التي تضر بميزانيتك أكثر ما يكون:
- سُمك الجدار غير الكافي: تتعرّض الجدران الرقيقة للاهتزاز أثناء التشغيل الآلي، مما يقلل الدقة ويزيد خطر الكسر. وقد تنحني أداة القطع أو قطعة العمل أو تنحرف، ما يؤدي إلى خفض التحملات القابلة للتحقيق. التوصية: الحفاظ على سماكة جدار دنيا تبلغ ٠٫٨ مم للمعادن و١٫٥ مم للبلاستيك. أما بالنسبة للجدران الطويلة غير المدعومة، فيجب أن تكون نسبة العرض إلى الارتفاع لا تقل عن ٣:١ لضمان الاستقرار أثناء التصنيع باستخدام الحاسوب (CNC).
- الزوايا الداخلية الحادة: لا يمكن للأدوات الأسطوانية القاطعة إنتاج زوايا داخلية حادة بزاوية 90 درجة من الناحية الفيزيائية. فنصف قطر الأداة يترك دائمًا تقويسًا (فيليه) عند الحواف الداخلية. ويؤدي تصميم زوايا داخلية حادة إلى اضطرار المصنّعين لاستخدام أدوات أصغر تدريجيًّا، ما يزيد وقت التشغيل الآلي بشكل كبير. الحل: أضف أشعة داخلية لا تقل عن 30% أكبر من نصف قطر أداة القطع لديك. فإذا كان قطر أداة القطع 10 مم، فصمِّم الزوايا الداخلية بنصف قطر أدنى قدره 6.5 مم.
- التسامحات الضيقة جدًّا على السمات غير الحرجة: تحديد تسامح ±0.001 بوصة على الجزء بأكمله بينما تتطلب سطوح التوصيل فقط دقةً عاليةً يؤدي إلى مضاعفة وقت التشغيل الآلي وتكاليف الفحص. وت loge عمليات التصنيع باستخدام الحاسوب (CNC) القياسية تحقق تسامحًا قدره ±0.13 مم (±0.005 بوصة) بشكل افتراضي. واحرص على تخصيص التسامحات الضيقة للأبعاد التي تؤثر فعليًّا على وظيفة الجزء.
- أحجام الثقوب غير القياسية: تُنشئ أدوات الحفر القياسية فتحاتٍ بسرعة وبدقة. أما الأقطار غير القياسية فتتطلب استخدام أدوات التفريز النهائية لتشكيل الأبعاد تدريجيًّا، ما يزيد وقت الدورة بشكل ملحوظ. وعند تحديد فتحة عابرة لمسمار بطول ٤ أمتار أو أي وصلة مشابهة، استخدم أحجام الفتحات القياسية للتسامح التي تتوافق مع أدوات التشغيل المتاحة تجاريًّا.
- عمق الخيط المفرط: تركّز قوة الخيط في أول عدة لفات من منطقة التداخل. أما التخريم العميق فيُضيّع وقت التشغيل دون إضافة قوة تثبيت ذات معنى. لذا، اقتصر عمق الخيط على ثلاثة أضعاف قطر الفتحة كحدٍّ أقصى. وفي حالة الفتحات العمياء، اترك جزءًا غير مُخَرَّمٍ عند القاع يساوي نصف قطر الفتحة.
- التجويفات العميقة ذات الوصول السيئ: لأدوات القطع مدى محدود عادةً، لا يتجاوز ٣–٤ أضعاف قطرها قبل أن تصبح الانحرافات مشكلةً جوهرية. أما الجيوب العميقة فهي تتطلب أدوات طويلة ورفيعة تهتز وتتآكل بسرعة. ولذلك، صمِّم التجويفات بحيث لا يتجاوز نسبة عمقها إلى عرضها ٤:١ لضمان كفاءة عملية التشغيل.
تجنب المزالق التي تعيق التصنيع
وبالإضافة إلى المشكلات الهندسية، فإن أخطاء المواصفات تُحدث لَبْساً مكلِّفاً أثناء مرحلة الإنتاج. وتُعَدُّ مواصفات الخيوط (Thread callouts) تحدياً خاصاً عند إجراء عمليات التفريز أو النقش النصي.
فكِّر في مواصفات خيوط الأنابيب (Pipe thread specifications). فحجم الثقب ١/٤ بوصة وفق معيار NPT يتطلب تركيبات محددة من الثاقبات والقاطعات تختلف عن الخيوط الميكانيكية القياسية. وبالمثل، تتبع خيوط أنابيب مقاس ٣/٨ بوصة معايير NPT ذات الملفات المدببة المصممة لتحقيق الختم بدلاً من التثبيت الميكانيكي. ووفقاً للدليل المرجعي الخاص بـ NPT من شركة ميسومي (MISUMI)، فإن هذه الخيوط المدببة تُكوِّن ختماً ميكانيكياً عبر الانغراس المتبادل بينها، وغالباً ما تُحسَّن هذه العملية باستخدام مواد ختم الخيوط.
إن تحديد أبعاد خيط أنابيب مقاس ٣/٨ بوصة وفق معيار NPT بشكل غير صحيح يؤدي إلى كسر القاطعة أو ضعف الختم أو حتى الحاجة إلى إعادة التصنيع بالكامل. ولذلك يجب دائماً الرجوع إلى جداول الخيوط القياسية وتحديد درجة الخيط (Thread class) بدقة (مثل NPT عادةً لتوصيلات الأنابيب، وUNC/UNF للبراغي الميكانيكية)، بدل افتراض أن المصنِّعين سيستوعبون نواياك دون تحديد دقيق.
كما أن تشطيبات السطح تؤدي إلى تكاليف غير متوقعة. فآلات التصنيع باستخدام الحاسوب (CNC) تُنتج خشونة سطحية افتراضية تبلغ حوالي ٣,٢ ميكرومتر Ra، وهي مناسبة لمعظم التطبيقات الميكانيكية. أما تحديد تشطيبات أملس (١,٦ ميكرومتر أو أدق) فيتطلب عمليات مرور إضافية، أو أدوات تقطيع متخصصة، أو عمليات تلميع ثانوية. ويجب تحديد تشطيبات السطح الممتازة فقط للأسطح الوظيفية مثل أسطح الإغلاق أو أسطح المحاور التي تستند إليها المحامل، حيث تؤثر الخشونة فعليًّا على الأداء.
حلول سريعة لأخطاء النماذج ثلاثية الأبعاد (CAD) الشائعة
قبل رفع تصميمك القادم، افحصه وفقًا لهذه القائمة للتحقق من المشكلات التي ترفع أسعار الاقتباسات:
- تحقق من سماكة الجدران: تأكد من أن جميع الجدران تفي بالتوصيات الدنيا (٠,٨ مم للمعادن، ١,٥ مم للبلاستيك). وزِد سماكة الأجزاء الطويلة غير المدعومة.
- أضف نصف القطر الداخلي: استبدل جميع الزوايا الداخلية الحادة بزوايا مستديرة (Fillets). واجعل نصف القطر أكبر بنسبة ٣٠٪ من أصغر أداة قطع تتوقع استخدامها.
- راجع مواصفات التحمل: طبِّق التحملات الضيقة فقط على الأسطح الوظيفية المتداخلة مع أسطح أخرى. واستخدم التحملات القياسية (±٠,١٣ مم) في جميع المواضع الأخرى.
- تحقق من أحجام الثقوب: قارن أقطار الثقوب مع جداول أحجام الحفر القياسية. وقم بتعديل الأبعاد لتتوافق مع أقرب مقاس قياسي عندما لا تكون الدقة في البُعد المطلوب أمرًا حاسمًا.
- حدّد عمق الخيط: اجعل أقصى عمق للتداخل الخيطي يساوي ثلاثة أضعاف قطر الثقب. وأضف تفريغات (تشامفرات) عند مدخل الخيوط لمنع التشابك الخيطي أثناء التجميع.
- بسّط السمات العميقة: إعادة تصميم الجيوب العميقة لتحسين سهولة الوصول إلى الأدوات. وينبغي النظر في إنشاء ثقوب عابرة بدلًا من الثقوب العمياء عند الإمكان.
- ألغِ التعقيد غير الضروري: احذف السمات الزخرفية البحتة التي تزيد من وقت التشغيل الآلي دون أن تقدّم فائدة وظيفية. فالأنماط الزخرفية، والتنقشات، والنصوص المنقوشة ترفع التكلفة بشكلٍ كبير.
- حدد تشطيبات السطح القياسية: استخدم قيمة ٣,٢ ميكرومتر Ra افتراضيًّا ما لم تتطلب المتطلبات الوظيفية أسطحًا أكثر نعومة.
إن تخصيص خمسة عشر دقيقة لمراجعة تصميمك وفقًا لهذه المعايير يوفّر عادةً ما بين ٢٠٪ و٤٠٪ من تكاليف التشغيل الآلي، كما يقلل من دورات التغذية الراجعة المتعلقة بتصميم القابلية للتصنيع (DFM). والهدف ليس تقييد إبداعك التصميمي، بل توجيهه نحو حلول تُصنَّع بكفاءة.
وبفضل التصميم المُحسَّن قابلية التصنيع، فإن فهم العوامل التي تؤثر في أوقات التسليم يساعدك على تخطيط مشاريعك بشكل واقعي وتحديد الفرص المتاحة لتسريع عملية التسليم.
عوامل وقت التسليم وكيفية تسريع عملية التسليم
لقد قمت بتحسين تصميمك واخترت المادة المناسبة وحددت التحملات الملائمة. والآن تأتي مسألةٌ تؤثر في جدول زمني كل مشروع: كم من الوقت سيستغرق وصول أجزائك فعليًّا؟ وعند البحث عن ورش تشغيل بالقطع بالتحكم العددي (CNC) قريبة من موقعي أو تقييم المنصات الإلكترونية، فإن فهم العوامل المؤثرة في وقت التسليم يساعدك على التخطيط بشكل واقعي وتحديد الفرص المتاحة لتسريع عملية التسليم.
الحقيقة المُحبِطة؟ العديد من المورِّدين يعلنون عن «وقت تسليم سريع» دون توضيح العوامل المتغيرة التي تحدد ما إذا كانت طلبك المحدَّد ستُشحن خلال ٣ أيام أم خلال ٣ أسابيع. ووفقاً لتحليل صناعي أجرته شركة JLCCNC، فإن دورات التسليم تؤثر تأثيراً مباشراً على رضا العملاء وقدرة الشركة التنافسية في السوق. دعونا نحلِّل العوامل الفعلية التي تُحدِّد زمن التوصيل الخاص بك، وكيف يمكنك تحسين كل عامل منها.
ما العوامل التي تُحدِّد زمن التوصيل الخاص بك فعلاً؟
عند إرسال طلبك إلى خدمات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت، فإن مجموعة من العوامل المتغيرة تتضافر لتحديد تاريخ التسليم الخاص بك. وفهم كل عاملٍ منها يُظهر لك أين تمتلك القدرة على التحكُّم، وأين توجد قيودٌ لا يمكن تجاوزها:
- توافر المواد: المواد المتوفرة عادةً في المخزون، مثل الألومنيوم ٦٠٦١ أو النحاس، تُشحن فوراً من المخزون. أما السبائك الخاصة، أو الأحجام غير المألوفة، أو المواد النادرة فقد تتطلَّب فترات انتظار للشراء تمتد لعدة أيام أو أسابيع. وباختيار مواد متوفرة بسهولة، يمكنك تقليص زمن التوصيل بشكلٍ ملحوظ.
- تعقيد الجزء وهندسته: تتطلب التصاميم المعقدة ذات التحملات الضيقة عمليات تشغيل متعددة على الآلات، وتغيير الأدوات، وإعدادات دقيقة. ووفقاً لأبحاث التصنيع، فإن الأجزاء المعقدة التي تتصف بمواصفات صارمة تؤدي مباشرةً إلى زيادة مدة المعالجة. أما تبسيط السمات غير الحرجة فيقلل من زمن الدورة.
- متطلبات التحمل: تتم معالجة التحملات القياسية (±0.005 بوصة) بسرعةٍ باستخدام معايير التشغيل الافتراضية. أما التحملات الضيقة فتتطلب معدلات تغذية أبطأ، ومرورات تشطيب إضافية، وزمن تفتيش ممتد. وكل خطوة دقيقة تضيف ساعاتٍ إلى الجدول الزمني الخاص بك.
- عمليات التشطيب: تستغرق العمليات الثانوية مثل الأكسدة الكهربائية (Anodizing)، أو الطلاء الكهربائي (Plating)، أو طلاء البودرة (Powder Coating) من يومين إلى خمسة أيام بعد الانتهاء من عمليات التشغيل على الآلات. أما المعالجة الحرارية (Heat Treatment)، أو التمرير (Passivation)، أو الطلاءات الخاصة فهي تطيل الجدول الزمني أكثر. لذا يجب أن تراعي هذه المدد عند وضع الجداول الزمنية.
- كمية الطلب: غالباً ما تُشحن النماذج الأولية الفردية بشكل أسرع من دفعات الإنتاج، لأن وقت الإعداد يهيمن على الدفعات الصغيرة. أما الكميات الأكبر فتتطلب وقت تشغيل مستمر للآلات، لكنها تستفيد من سير العمل المُحسَّن بمجرد بدء التشغيل.
- سعة المورد: تتفاوت أوقات تحميل المتاجر أسبوعيًّا وموسميًّا. وتؤدي الفترات المزدحمة إلى إطالة أوقات التسليم لجميع الطلبات. ويبقي بناء علاقات مع عدة ورش تشغيل ميكانيكي قريبة منك أو مع موفِّري الخدمات عبر الإنترنت أمامك خياراتٍ متعددة عندما ينخفض السعة الإنتاجية.
استراتيجيات تسريع عملية التسليم
لا يمكنك التحكم في كل المتغيرات، لكن القرارات الاستراتيجية التي تتخذها في كل مرحلة تتراكم لتحقق وفوراتٍ زمنيةٍ ذات معنى. وإليك كيفية هيكلة المشاريع لتحقيق السرعة:
- اختر المواد الشائعة: تتوفر سبائك الألومنيوم 6061 والفولاذ المقاوم للصدأ 304 والبولي أسيتال (Delrin) في المخزون لدى معظم المورِّدين. وبتحديد هذه المواد بدلًا من الدرجات الخاصة، تُجنَّب تأخيرات الشراء. وإذا كانت تطبيقاتك تتطلّب فعليًّا موادًا نادرة، فاطلبها مبكرًا أو فكّر في ورش التشغيل الميكانيكي المحلية التي قد تمتلك بقايا منها.
- بسّط الخصائص غير الحرجة: راجع تصميمك بحثًا عن التعقيدات التي لا تؤثر على الوظيفة. فإزالة العناصر الزخرفية أو تقليل عمق الجيوب أو تخفيف التحملات على الأسطح غير الملتحمة يُسرّع عملية التشغيل الميكانيكي بشكلٍ ملحوظ.
- استخدم أحجام الثقوب القياسية: تتطلب الأقطار غير القياسية عمليات تشكيل بالقطع النهائي بدلًا من الحفر، مما يضاعف زمن الدورة. راجع جداول الثقوب القياسية وقم بتعديل ثقوب التخزين لتناسب أدوات القطع المتاحة.
- افصل بين عمليات التشطيب والتصنيع: إذا كانت عمليات التشطيب الثانوية تسبب تأخيرات، ففكر في طلب الأجزاء المصنعة خامّة أولًا. ويمكنك التعاقد محليًّا على عمليات الأكسدة أو الطلاء بينما تستمر الإنتاج في الطلبيات اللاحقة.
- تواصل بفعالية: أجب فورًا عن أسئلة هندسة التصنيع (DFM). فكل يوم تأخير في التواصل يُضاف مباشرةً إلى زمن التسليم المطلوب. وقدِّم المواصفات الكاملة منذ البداية لإزالة دوائر التبادل المتكرر.
- فكّر في التوريد الموازي: بالنسبة للمشاريع الحرجة من حيث الزمن، قدِّم طلبات الاقتباس إلى عدة خدمات تصنيع باستخدام الحاسب الآلي (CNC) قريبة من موقعك ومنصات إلكترونية مختلفة في الوقت نفسه. فمقارنة أزمنة التسليم الفعلية بدلًا من السرعات المُعلَّنة تكشف أي مورد يمكنه التسليم فعليًّا بأسرع وقت.
موازنة السرعة والجودة والتكلفة
عادةً ما تكون التوصيلات الأسرع أكثر تكلفة. وتتضمن الخدمات العاجلة والشحن المُسرَّع والجدولة ذات الأولوية رسومًا إضافية. ومع ذلك، فإن اتخاذ قرارات ذكية بشأن المقايضات يسمح لك بالتسريع دون تجاوز ميزانيتك.
ابدأ بتحديد الموعد النهائي الفعلي المطلوب. فإذا كانت لديك مرونة في التوقيت، فإن فترات التوريد القياسية تُوفِّر جودةً مماثلةً بتكلفة أقل. وعندما يكون التوقيت بالفعل حاسمًا، استثمر في الإنتاج المُسرَّع، لكن ابحث عن وفورات في أماكن أخرى. فالتخفيف من التسامحات غير الحرجة، أو اختيار مواد أسهل في التشغيل الآلي، أو تقليل تعقيد العمليات النهائية يُعوِّض الرسوم الإضافية للخدمات العاجلة.
ووفقًا لأبحاث تحسين التصميم من شركة Hubs، فإن حتى القرارات التصميمية الصغيرة تؤثر تأثيرًا كبيرًا في مدة التشغيل الآلي. فعمق التخريش، ومواصفات خشونة السطح، واختيار المادة كلها عوامل تؤثر في سرعة إنجاز الورش لقطعك.
أقصر طريقٍ للحصول على القطع المصنَّعة والمسلَّمة يجمع بين المواد المتاحة بسهولة، والتصاميم القابلة للتصنيع، والتواصل الواضح. وهذه العوامل أهمُّ من مجرد دفع مقابل الخدمة العاجلة.
سواء كنت تعمل مع ورش محلية لتصنيع الآلات أو بدائل لورش التصنيع باستخدام الحاسب الآلي القريبة منك، أو تستفيد من المنصات الإلكترونية العالمية، فإن المبادئ نفسها تنطبق. فالاتصال الشفاف بشأن الأولويات، والتوقعات الواقعية المتعلقة بالجدول الزمني، واتخاذ قرارات تصميم استراتيجية تؤدي مجتمعةً إلى تسليمٍ موثوقٍ وسريع.
إن فهم عوامل زمن التسليم يُعدّك للتوافق مع خططك بفعالية. لكن قبل الالتزام بالتصنيع باستخدام الحاسب الآلي (CNC)، فكّر فيما إذا كانت طرق التصنيع البديلة قد تكون أكثر ملاءمةً لمتطلبات مشروعك المحددة.
التصنيع باستخدام الحاسب الآلي (CNC) مقابل طرق التصنيع البديلة
إليك سؤالًا صريحًا لا يطرحه معظم موردي التصنيع عليك: هل يُعتبر التصنيع باستخدام الحاسب الآلي (CNC) حقًّا الخيار الأنسب لمشروعك؟ فقبل استثمار الوقت في الحصول على عروض الأسعار وتحسين التصميم، يُجدر بك أن تفهم متى تتفوق الطرق البديلة على التصنيع باستخدام الحاسب الآلي، وذلك لتوفير المال والوقت والجهد، ولتجنب الإحباط.
الحقيقة؟ تتفوق عمليات التشغيل بالقطع باستخدام الحاسب الآلي (CNC) في سيناريوهات محددة، لكنها تُظهر أداءً ضعيفًا في سيناريوهات أخرى. ووفقًا لأبحاث المقارنة التصنيعية التي أجرتها شركة Protolabs، فإن لكل عملية من هذه العمليات مزايا وقيودًا مميزة. فلنستعرض معًا الحالات التي ينبغي فيها النظر في استخدام الطباعة ثلاثية الأبعاد أو صب الحقن أو تصنيع الصفائح المعدنية بدلًا من اللجوء إلى خدمات التشغيل بالقطع باستخدام الحاسب الآلي عبر الإنترنت.
معيّرات المقارنة بين تشكيل المعادن باستخدام الحاسب الآلي (CNC) والطباعة ثلاثية الأبعاد
متى يجب أن تختار الطباعة ثلاثية الأبعاد بدلًا من التشغيل بالقطع باستخدام الحاسب الآلي؟ يعتمد الجواب على تعقيد هندسة الجزء المطلوب، ومتطلبات المادة، وحجم الإنتاج.
تتفوق الطباعة ثلاثية الأبعاد في حالات البدائل السريعة لتصنيع النماذج الأولية باستخدام الحاسب الآلي (CNC)، عندما تتضمّن تصاميمك ما يلي:
- هندسات داخلية معقدة: هياكل شبكية، وقنوات داخلية، وأشكال عضوية تتطلب عمليات تشغيل متعددة المحاور على نطاق واسع، أو يتعذَّر تمامًا إنجازها باستخدام عمليات التشغيل التقليدية
- دورات تكرار سريعة: عندما تحتاج إلى اختبار عدة تنوعات تصميمية خلال أيام بدلًا من أسابيع
- الهياكل الخفيفة الوزن: أجزاء مُحسَّنة لتقليل الوزن باستخدام تقنيات التحسين الطوبولوجي، والتي تُنشئ هياكل داخلية لا يمكن تصنيعها بأي من طرق التشغيل التقليدية
- نماذج أولية فردية: أجزاء ذات إنتاج لمرة واحدة حيث تهيمن تكاليف إعداد ماكينات التحكم العددي بالحاسوب (CNC) على ميزانيتك
ومع ذلك، تتفوق عمليات التشغيل الآلي باستخدام ماكينات التحكم العددي بالحاسوب (CNC) على الطباعة ثلاثية الأبعاد عندما تحتاج إلى:
- خصائص ميكانيكية متفوقة: توفر المعادن المشغولة والبلاستيكيات الهندسية مقاومةً متسقة لا يمكن للطباعة طبقةً تلو الأخرى أن تُطابقها
- تسامح أضيق: تُحقِّق عمليات التصنيع باستخدام ماكينات التحكم العددي بالحاسوب (CNC) بدقةٍ منتظمة ±0.001 بوصة، في حين تجد معظم عمليات الطباعة ثلاثية الأبعاد صعوبةً في تحقيق دقة أقل من ±0.005 بوصة
- المتطلبات المحددة للمواد: إذا كانت تطبيقاتك تتطلب ألومنيوم 7075 أو تيتانيوم أو تشغيلًا آليًّا للكريلاك باستخدام ماكينات التحكم العددي بالحاسوب (acrylic cnc machining)، فإن العمليات الإضافية (additive processes) تقدم بدائل محدودة جدًّا
- كميات الإنتاج: عندما يتجاوز عدد القطع ١٠–٢٠ قطعة، غالبًا ما تكون تكلفة تصنيع النماذج الأولية باستخدام ماكينات التحكم العددي بالحاسوب (CNC) أقل لكل وحدة مقارنةً بالطباعة ثلاثية الأبعاد
وبالنسبة لتطبيقات خدمة التشغيل الآلي للكريلاك (acrylic cnc service) تحديدًا، تُنتج عمليات التشغيل الآلي نتائج بصريةً فائقةً مقارنةً بالبدائل المطبوعة. فالسطوح المصقولة والدقة البُعدية التي تحققها عمليات التصنيع باستخدام ماكينات التحكم العددي بالحاسوب (CNC) تفوق بكثير ما تقدِّمه العمليات الإضافية (additive processes) للمكونات الشفافة.
متى تتفوق صب الحقن على التصنيع باستخدام ماكينات التحكم العددي بالحاسوب (CNC)
يمثِّل صب الحقن بطبيعته القائدَ في التصنيع الكمي. ولكن عند أي كميةٍ يصبح من المنطقي الانتقال من التصنيع باستخدام ماكينات التحكم العددي بالحاسوب (CNC) إلى صب الحقن؟
نقطة التحول عادةً ما تقع بين ٥٠٠ و١٠٠٠ جزء، وذلك حسب التعقيد والمواد المستخدمة. وتحت هذا الحد، تجنب عمليات التشغيل بالآلات الرقمية (CNC) الاستثمارات الباهظة في قوالب التصنيع. أما فوقه، فإن انخفاض تكلفة الجزء الواحد في عملية الحقن يُعيد تعويض تكاليف القوالب بسرعة.
فكّر في صب الحقن عندما:
- تتجاوز أحجام الإنتاج ١٠٠٠ وحدة: تنخفض تكلفة الجزء الواحد بشكل كبير نتيجة توزيع تكاليف القوالب على كميات أكبر
- تناسب هندسة الجزء عملية الحقن: يتوافق سمك الجدران الموحد وزوايا الانسحاب (Draft Angles) والقلوب البسيطة مع القيود المفروضة على عملية الحقن
- يكتسب اتساق المادة أهمية كبيرة: توفر عملية الحقن تكراراً استثنائياً عبر آلاف الأجزاء المتطابقة تماماً
- تم التخطيط للإنتاج على المدى الطويل: تمتد دورات إنتاج المنتج لعدة سنوات مما يبرر الاستثمار الأولي في القوالب
استمر في استخدام التشغيل بالآلات الرقمية (CNC) عندما:
- التصميم لا يزال في طور التطور: تعديل ملف CAD لا يكلف أي شيء، بينما تغيير قوالب الحقن يكلف الآلاف من الدولارات
- تبقى الكميات أقل من ٥٠٠ وحدة: لا تُسترد استثمارات القوالب أبدًا عند الحجم المنخفض
- المكونات المعدنية مطلوبة: عملية الحقن تعمل فقط مع البلاستيك وبعض تطبيقات الحقن المعدني المحدودة (MIM)
- يُثبت التشغيل الآلي للنماذج الأولية صحة التصاميم: النماذج الأولية المصنوعة باستخدام ماكينات التحكم العددي (CNC) من مواد الإنتاج الفعلية تثبت إمكانية الأداء قبل الالتزام بتصنيع القوالب
ومن المثير للاهتمام أن العديد من المنتجات الناجحة تستخدم كلا الطريقتين بشكل استراتيجي. حيث يُثبت التشغيل الآلي للنماذج الأولية صحة التصاميم باستخدام مواد الإنتاج الفعلية، ثم تُطبَّق عملية الحقن لزيادة الإنتاج بعد اكتمال التصاميم نهائياً. وفقاً لـ دراسات الحالة الخاصة بشركة Protolabs ، وشركات مثل Polarcool استخدمت نماذج أولية مطبوعة ثلاثية الأبعاد قبل الانتقال إلى صب الحقن لإنتاج الأجهزة الطبية.
الصفائح المعدنية والاعتبارات الخاصة
بالنسبة للغلاف الخارجي والدعائم والمكونات الإنشائية، غالبًا ما تتفوق عمليات تصنيع الصفائح المعدنية على التصنيع باستخدام الحاسب الآلي (CNC) من حيث التكلفة ووقت التسليم. إذ تُنتج عمليات قطع الليزر والثني واللحام أجزاءً وظيفيةً من صفائح مسطحة بكفاءةٍ أعلى من تلك الناتجة عن التشغيل الآلي من كتل صلبة.
اختر تصنيع الصفائح المعدنية عندما تتضمن تصميماتك ما يلي:
- أسطحًا مسطحة في المقام الأول مع ثنيات
- أغلفة خارجية كبيرة حيث يؤدي التشغيل الآلي من كتل صلبة إلى هدر المواد
- تجميعات ملحومة من عدة قطع مشكَّلة
أما بالنسبة للمواد الخاصة مثل تشغيل البرونز باستخدام الحاسب الآلي أو بروتوتايبات ألياف الكربون، فيظل التصنيع باستخدام الحاسب الآلي (CNC) ضروريًّا. فمكونات البرونز المستخدمة في البطانات والمحامل تُشغَّل بشكل ممتاز، بينما يتطلب تشغيل مركبات ألياف الكربون أدوات متخصصة وأنظمة لاستخلاص الغبار توفرها منصات التصنيع باستخدام الحاسب الآلي.
مقارنة طرق التصنيع
يُساعدك هذا المقارنة في تقييم النهج الذي يناسب متطلبات مشروعك فعليًّا قبل طلب العروض السعرية:
| الطريقة | نطاق الحجم الأمثل | الوقت القياسي المطلوب | خيارات المواد | تطبيقات مثالية |
|---|---|---|---|---|
| تصنيع باستخدام الحاسب الآلي CNC | من جزء واحد إلى ٥٠٠ جزء | 3-15 يومًا | المعادن، والبلاستيكات الهندسية، والمواد المركبة | أجزاء دقيقة، نماذج أولية وظيفية، إنتاج بكميات منخفضة |
| الطباعة ثلاثية الأبعاد (FDM/SLA) | ١–٥٠ قطعة | 1-7 أيام | بلاستيكيات محدودة، وبعض المعادن عبر تقنية التصنيع الإضافي بالليزر المباشر للمعادن (DMLS) | هندسات معقدة، تكرار سريع، نماذج مفاهيمية |
| حقن القالب | من ٥٠٠ إلى ١٬٠٠٠٬٠٠٠ جزء فأكثر | ٤–٨ أسابيع (شاملة تصنيع القوالب) | البلاستيكيات الحرارية، المطاطيات | إنتاج بكميات كبيرة، منتجات استهلاكية |
| تصنيع الصفائح المعدنية | من ١ إلى ١٠٬٠٠٠ جزء | ٥–١٤ يومًا | الصلب، الألومنيوم، الفولاذ المقاوم للصدأ، النحاس | غلاف خارجي، دعائم، مكونات هيكلية |
اختيار الطريقة التصنيعية المناسبة
قبل الالتزام بأي عملية، اسأل نفسك الأسئلة التالية:
- ما الحجم الإجمالي لإنتاجي؟ النماذج الأولية الفردية تميل إلى الطباعة ثلاثية الأبعاد، بينما تتطلب العشرات أو المئات تشكيلاً رقميًّا تحكميًّا (CNC)، أما الآلاف فتتطلب الصب بالحقن.
- ما الخصائص المادية التي لا يمكن التنازل عنها؟ إذا كنت بحاجة إلى سبائك معدنية محددة أو أداء من الدرجة الهندسية، فإن التشغيل الآلي باستخدام التحكم الرقمي (CNC) يوفّر ما لا تستطيع الطباعة تقديمه.
- ما مدى ثبات تصميمي؟ تستفيد التصاميم المتطورة من مرونة التشغيل بالتحكم العددي الحاسوبي (CNC). أما التصاميم الثابتة فهي تبرر استثمارات القوالب.
- ما هي التحملات المطلوبة لتطبيقك؟ المحاذات الدقيقة والأبعاد الحرجة تشير إلى استخدام التشغيل بالتحكم العددي الحاسوبي (CNC) أو الأجزاء المُصبَّغة التي تُعالَج لاحقًا بالآلات.
وفقاً لتحليل تكاليف التصنيع الذي أجرته شركة «مودوس أدفانسد» (Modus Advanced)، فإن نحو ٧٠٪ من تكاليف التصنيع تُحدَّد خلال مرحلة التصميم. ويؤدي اختيار العملية المناسبة منذ البداية إلى تجنُّب التحوُّلات المكلِّفة لاحقاً.
الإجابة الصريحة؟ تتفوق خدمات التشغيل بالتحكم العددي الحاسوبي (CNC) عبر الإنترنت في إنتاج المكونات الدقيقة بكميات معتدلة باستخدام المعادن أو البلاستيكات الهندسية. وعندما ينطبق هذا النمط فعلاً على مشروعك، فإن الحلّ عبر الإنترنت يقدِّم قيمة لا تُضاهى. أما عندما لا ينطبق، فإن استكشاف البدائل يوفِّر عليك المال ويحقِّق نتائج أفضل.
وبالنسبة للتطبيقات في القطاعات الخاضعة للتنظيم، يجب أن يراعي اختيار طريقة التصنيع أيضاً متطلبات الشهادات والامتثال التي تقيِّد خياراتك.
الشهادات الصناعية للقطاعات الجوية والفضائية، والطبية، والسيارات
عندما تكون قطع الغيار الخاصة بك مُوجَّهةً لتجميعات الطائرات أو الأدوات الجراحية أو أنظمة هيكل المركبات، فإن جودة التصنيع ليست مجرد تفضيلٍ، بل هي شرطٌ تنظيميٌّ إلزاميٌّ. ولذلك فإن اختيار خدمات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت لهذه التطبيقات يتطلب فهم الشهادات التي تحمل أهميةً فعليةً، وما تضمنه هذه الشهادات بالفعل، وكيفية التحقق من امتثال المورِّد قبل تقديم الطلبات.
ولماذا يهمك هذا الأمر؟ وفقًا لخبراء تصنيع قطع الطيران، فإن الامتثال للمعايير الصارمة ليس أمرًا مرغوبًا فقط في الصناعات الحرجة من حيث السلامة، بل هو ضرورةٌ لا غنى عنها. فالقطع التي لا تستوفي متطلبات الشهادات تُرفَض، وتتوقَّف المشاريع، وتتصاعد التكاليف بسرعةٍ كبيرةٍ. وبذلك فإن فهم متطلبات الشهادات منذ البداية يمنع حدوث هذه المفاجآت المكلفة.
متطلبات الامتثال لتشغيل القطع المعدنية في قطاع الطيران والفضاء
يتم تشغيل قطع الطيران باستخدام الحاسوب (CNC) وفقًا لأكثر معايير الجودة تشدُّدًا في مجال التصنيع. وعندما تطير المكونات على ارتفاع ٣٠٬٠٠٠ قدمٍ، فلا توجد أي هامشٍ للتسامح مع عيوب المواد أو الأخطاء البُعدية أو عدم الاتساق في عمليات التصنيع.
الشهادة الأساسية لتصنيع قطع الطيران هي شهادة AS9100. وتستند هذه المعيار إلى مبادئ نظام إدارة الجودة ISO 9001، لكنها تضيف متطلبات خاصة بقطاع الطيران تشمل إمكانية التتبع وإدارة المخاطر والتحكم في التكوين. ووفقاً للبيانات الصناعية، فإن شهادة AS9100 توفر وثائق تضمن أن المنتجات تفي بمعايير السلامة التي تطلبها كبرى شركات تصنيع المعدات الأصلية (OEMs) في قطاع الطيران قبل النظر في أي مورد.
أهم الشهادات المطلوبة لتصنيع قطع الطيران باستخدام ماكينات التحكم العددي (CNC) تشمل:
- AS9100: نظام إدارة الجودة الأساسي الخاص بقطاع الطيران. ويشمل هذا النظام التحكم في الوثائق، وإمكانية تتبع الدفعات، والتزام الإدارة، والتحسين المستمر. وتقوم جهات تسجيل خارجية بإجراء عمليات تدقيق دورية للتحقق من الامتثال.
- نادكاب: تُشترط هذه الشهادة للمؤسسات التي تتعامل مع العمليات الخاصة مثل المعالجة الحرارية، والاختبارات غير التدميرية، ومعالجات السطح. وهي تضمن أن العمليات المعقدة تفي بمعايير قطاع الطيران من خلال قوائم تحقق صارمة وتقييمات دورية.
- الامتثال لقواعد ITAR: ضروري للأجزاء المرتبطة بالدفاع. ينظم التحكم في الوصول إلى البيانات الحساسة ويتطلب التسجيل لدى إدارة مراقبة تجارة الدفاع (DDTC). وتنطبق متطلبات ترخيص التصدير وبروتوكولات البيانات المقيدة على الشحنات الدولية.
- موافقات مُخصَّصة من العملاء: تحتفظ الشركات المصنعة الرئيسية للمعدات الأصلية مثل بوينغ وإيرباص ببرامج موردين فريدة (مثل D1-4426 الخاصة ببوينغ) تتضمّن بروتوكولات تدقيق إضافية ومتطلبات تقديم وثائق عملية التأهيل الإنتاجي (PPAP).
وبالنسبة للمهندسين الذين يبحثون عن خدمات التشغيل الآلي لقطاع الطيران والفضاء، فإن التحقق من هذه الشهادات قبل رفع التصاميم يمنع تأخير المشاريع. واطلب وثائق الشهادة الحالية وتاريخ عمليات التدقيق. وقد تشير الشهادات المنتهية الصلاحية أو تلك التي لا تزال قيد الانتظار إلى ثغرات في الامتثال قد تؤثر على جدول تسليمك.
معايير تصنيع الأجهزة الطبية
يتطلب التصنيع الطبي الدقيق دقةً تؤثر مباشرةً على سلامة المريض. ووفقاً لمتخصصي التصنيع الطبي في شركة Pinnacle Precision، فإن أصغر انحرافٍ في أي مكوّن طبي قد يُضعف وظيفة الجهاز أو سلامته أو امتثاله للمعايير. والمخاطر هنا مرتفعةٌ جداً لدرجة لا تسمح بأي اختصارات.
الشهادة الأساسية لمجال تصنيع الأجهزة الطبية هي ISO 13485. وتُحدِّد هذه المعيارية متطلبات إدارة الجودة الخاصة بتصنيع الأجهزة الطبية، وتشمل ضوابط التصميم وعمليات الإنتاج والمراقبة ما بعد التسويق. كما تفرض لوائح إدارة الأغذية والأدوية (FDA) في الولايات المتحدة متطلبات إضافية فوق الامتثال لمعيار ISO 13485.
ما الذي يجعل خدمة التشغيل الدقيق حاسمةً في التطبيقات الطبية؟
- متطلبات التوافق الحيوي: يجب أن تكون المواد معتمدةً للاتصال مع الأنسجة البشرية. ويتطلب التيتانيوم والفولاذ المقاوم للصدأ الطبي والبوليمرات المتخصصة شهادات مادية موثَّقة.
- توثيق إمكانية التتبع: يجب أن يُمكن تتبع كل مكوّنٍ حتى أرقام دفعات المواد الأولية، وعوامل التشغيل الآلي، ونتائج الفحص. ويتيح التتبع الكامل للمواد إعداد تقارير سلسة عند الحاجة.
- توافقية التعقيم: يجب أن تتحمل الأجزاء دورات التعقيم المتكررة دون حدوث أي تغيّر في الأبعاد أو تدهور في السطح. ويؤثر اختيار المادة بشكل مباشر على خيارات طريقة التعقيم.
- مواصفات تشطيب السطح: تتطلب الأدوات الجراحية والغرسات أسطحًا ناعمةً وخاليةً من الحواف الحادة لتقليل مخاطر التلوث وتحسين كفاءة عملية التعقيم.
تشمل تطبيقات التشغيل الآلي الدقيق للأجهزة الطبية الأدوات الجراحية، وغلاف معدات التشخيص، ومكونات الغرسات، والأقواس المخصصة للأجهزة المصممة خصيصًا لكل مريض. وكل فئة من هذه الفئات التطبيقيّة تخضع لمتطلبات تنظيمية محددة يجب أن يفهمها مقدّم خدمة التشغيل الآلي الدقيق الذي تختاره، وأن يوثّقها.
عند تقييم الموردين لمشاريع التشغيل الآلي الطبية، اسأل عن نظام إدارة الجودة الخاص بهم، وقدرات الفحص لديهم، وخبرتهم في التعامل مع المنتجات الخاضعة للوائح إدارة الأغذية والأدوية (FDA). وغالبًا ما يقلِّل الموردون غير الملمين بمتطلبات الامتثال الطبي من شأن احتياجات التوثيق، مما يؤدي إلى تأخيرات مكلفة في المشروع.
شرح شهادات جودة قطاع السيارات
يعتمد قطاع السيارات على أنظمة جودة قياسية تضمن أداء المكونات بشكلٍ موثوق عبر ملايين المركبات وعلى مدى عقود من عمر الخدمة. ووفقًا لـ تحليل جودة قطاع السيارات من شركة روتشستر إلكترونيكس ، فإن حصول المورد على شهادة IATF 16949 يُظهر التزامه بالجودة، وهو ما يجذب العملاء ويُثبّت ولاءهم مع تعزيز تميُّز المنتج.
تمثل شهادة IATF 16949 المعيار الرائد لإدارة الجودة لموردي قطاع السيارات على مستوى العالم. وتُعد هذه الشهادة إلزاميةً بالنسبة لأبرز شركات تصنيع المركبات والشركات المصنعة للمعدات الأصلية (OEMs)، كما توفر ميزة تنافسيةً مع ضمان أن تفي المكونات بالمتطلبات الصارمة لإنتاج المركبات.
ما الذي تضمنه شهادة IATF 16949؟
- التركيز على التحسين المستمر: تُركِّز المورِّدون المعتمَدون على التحسينات المستمرة، وتجنُّب الأخطاء، ومنع العيوب بدلًا من الاكتفاء بالوفاء بالمتطلبات الدنيا فقط.
- ثقافة الخلو من العيوب: تم تصميم عمليات التصنيع للقضاء على التباين ومنع هروب المشكلات المتعلقة بالجودة قبل وصولها إلى خطوط التجميع.
- تطبيق الأدوات الأساسية: أدوات صناعة السيارات الإلزامية، ومنها: APQP (التخطيط المتقدم لجودة المنتج)، وPPAP (عملية اعتماد قطع الإنتاج)، وFMEA (تحليل آثار وحالات الفشل)، وMSA (تحليل نظام القياس)، وSPC (التحكم الإحصائي في العمليات).
- دعم طويل الأمد للدورة الحياتية: تتطلب شركات تصنيع المركبات دعم قطع الغيار في السوق الثانوي لمدة ١٥ عامًا أو أكثر بعد انتهاء الإنتاج. ويحافظ المورِّدون المعتمَدون على القدرات اللازمة لتلبية هذه المتطلبات الممتدة.
بالنسبة لخدمات التشغيل الدقيق باستخدام ماكينات التحكم العددي (CNC) المُستخدمة في التطبيقات automotive، تُعد إمكانيات مراقبة الجودة الإحصائية (SPC) ضروريةً للغاية. وتقوم هذه المنهجية برصد المتغيرات الإنتاجية في الوقت الفعلي، مما يسمح باكتشاف أي انحراف قبل أن يؤدي إلى إنتاج أجزاء لا تتوافق مع المواصفات. ويؤدي هذا النهج الاستباقي إلى خفض الهدر، وتحسين الاتساق، وإظهار الانضباط العملياتي الذي تطلبه شركات تصنيع المعدات الأصلية (OEMs) في قطاع السيارات.
كمثالٍ على شكل التشغيل الميكانيكي المعتمَد لقطاع السيارات في التطبيق العملي، تكنولوجيا المعادن شاوي يي تحتفظ الشركة بشهادة اعتماد IATF 16949 المدعومة بإمكانيات صارمة لمراقبة الجودة الإحصائية (SPC). وتقدّم منشأتها مكونات عالية الدقة بأوقات تسليم تصل إلى يوم عمل واحد فقط، وتدعم بذلك كل شيء بدءًا من تجميعات الهيكل المعقدة ووصولًا إلى البطانات المعدنية المخصصة. ويمثّل هذا المزيج من الاعتماد الرسمي، والتحكم في العمليات، وسرعة التسليم نموذجًا واضحًا لقدرات الموردين الجادين في قطاع السيارات تجاه عملائهم.
قائمة التحقق من صحة الشهادات
قبل الالتزام بأي مورد لتوريد منتجات تُستخدم في القطاعات الخاضعة للتنظيم، تأكّد من التحقق من هذه العناصر الحرجة:
- حالة الشهادة الحالية: اطلب نسخًا من الشهادات مع تواريخ الإصدار وتواريخ الانتهاء. وتحقق من شرعية الجهة المُصدِّرة للشهادة.
- سجل عمليات التدقيق: استفسر عن عمليات التدقيق الرقابي الأخيرة وأي إجراءات تصحيحية مطلوبة. وتُشير سجلات التدقيق النظيفة إلى أنظمة جودة ناضجة.
- نطاق الشهادة: تأكد من أن الشهادات تغطي العمليات المحددة التي يتطلبها مشروعك. فقد تكون ورشة عمل معتمدة للتشكيـل بالقطع (التنعيم) دون أن تمتلك شهادات في عمليات المعالجة الحرارية أو التشطيب.
- خبرة في الصناعة: لا تضمن الشهادة وحدها امتلاك الخبرة المطلوبة. لذا اطلب دراسات حالة أو مراجع من تطبيقات مشابهة في قطاعك الصناعي.
- القدرات المتعلقة بالتوثيق: تتطلب القطاعات الخاضعة للتنظيم إعداد كمٍّ كبير من المستندات. وعليه، تأكَّد من أن المورِّدين قادرون على تزويدك بشهادات المواد، وتقارير الفحص، وشهادات المطابقة بالتنسيقات المطلوبة.
يبدو أن التنقل في متطلبات الشهادات معقدٌ في البداية، لكن فهم هذه المعايير يحمي مشاريعك من حالات عدم الامتثال التي تؤدي إلى تأخيرات مكلفة وإعادة عمل. سواء كنت بحاجة إلى عمليات تصنيع لقطاع الطيران لمكونات بالغة الأهمية للطيران، أو عمليات تصنيع للأجهزة الطبية للأسطح التي تتلامس مع المرضى، أو أجزاء للسيارات تتوافق مع متطلبات معيار IATF 16949، فإن التحقق من شهادات المورِّدين قبل الطلب يمنع المفاجآت المكلفة لاحقًا.
وبعد فهم متطلبات الشهادات، تتمثل الملاحظة النهائية في تقييم المورِّدين المحتملين عبر أبعاد متعددة للعثور على الشريك المثالي في التصنيع على المدى الطويل.
اختيار الشريك الإلكتروني المناسب لخدمات التشغيل الآلي باستخدام الحاسوب (CNC)
لقد تمتلك خبرة في عمليات التشغيل الآلي، واختيار المواد، ومواصفات التحمل، ومتطلبات الشهادات. والآن تأتي اللحظة الحاسمة التي تربط كل هذه العناصر معًا: وهي اختيار شريكٍ موثوقٍ لتوفير خدمات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت، يستطيع فعليًّا الوفاء بوعوده. ومع وجود عشرات المنصات وأُلفَيْ ورشة تشغيل آلي تنافس على أعمالك، كيف يمكنك التمييز بين القدرات الفعلية والادعاءات التسويقية؟
والإجابة تكمن في إجراء تقييم منهجي بدلًا من الاعتماد على الانطباعات الشخصية أو الاختيار بناءً على أدنى سعر. ووفقًا لأبحاث قطاع التصنيع، فإن طريقة اختيارك لمورِّد خدمات التشغيل الآلي باستخدام الحاسوب (CNC) ترتبط ارتباطًا مباشرًا بنجاح المشروع. ولنُنشئ معًا إطار عمل عمليًّا لاتخاذ هذا القرار الحاسم.
تقييم مقدِّمي خدمات التصنيع الرقمي (CNC) عبر الإنترنت
فعندما تبحث عن خدمات التشغيل الآلي باستخدام الحاسوب (CNC) بالقرب منك أو تستكشف المنصات العالمية عبر الإنترنت، قد تبدو الخيارات كثيرة جدًّا ومُربكة. أما تقسيم عملية التقييم إلى فئات محددة فيُسهِّل المقارنة ويُبرز الفروق الجوهرية بين مقدِّمي الخدمة.
ابدأ بهذه الأسئلة الأساسية قبل طلب عروض الأسعار:
- مطابقة القدرة التقنية: هل يمتلك المُقدِّم معدات مناسبة لمتطلبات أجزائك؟ يجب أن تتطابق آلات التصنيع متعددة المحاور، والخبرة المحددة في التعامل مع المواد، والتسامحات القابلة للتحقيق مع مواصفاتك. اسأل عن أنواع الآلات، وقدرات العمود الدوار، والأبعاد القصوى لقطع العمل.
- نطاق المواد والخبرة الفنية: هل يمكنه توريد المواد المحددة وتصنيعها؟ لا تكتفِ بالألمنيوم والصلب الأساسيين، بل تحقق من قدراته في التعامل مع السبائك الخاصة، أو البلاستيكيات الهندسية، أو المواد المركبة إذا كانت مشروعك يتطلب ذلك. ووفقاً لمتخصصي التشغيل الدقيق، فإن الموردين الملمِّين بالمواد المحددة التي تستخدمها يعرفون المشكلات الشائعة والمتطلبات التنظيمية، مما يوفر عليك الوقت ويقلل من الصعوبات.
- الشهادات والامتثال: بالنسبة للصناعات الخاضعة للتنظيم، تأكَّد من أن الشهادات الحالية تتوافق مع متطلباتك: مثل شهادة AS9100 للطيران والفضاء، وشهادة ISO 13485 للمنتجات الطبية، وشهادة IATF 16949 للقطاع automotive. واطلب الوثائق ذات الصلة وتأكد من تواريخ عمليات التدقيق.
- شفافية العروض السعرية: هل تُفصّص الأسعار بوضوح تام تكاليف التشغيل الآلي، والمواد، والتشطيب، والشحن؟ إن التكاليف المخفية تشير إلى مشكلات محتملة طوال مدة العلاقة. ويُعدّ الموردون الجيّدون أولئك الذين يدرجون خطوات المعالجة وتفصيل الرسوم لمنع ظهور رسوم غير متوقعة.
- سرعة الاستجابة في التواصل: ما مدى سرعة استجابتهم للأسئلة الفنية؟ فالتأخير أثناء مرحلة الاقتباس يُنبئ عادةً بتأخيرات خلال مرحلة الإنتاج. لذا، اختبر سرعة الاستجابة قبل أن تلتزم بطلبات كبيرة.
هذه المعايير الأساسية تُقصي الموردين الذين لا يمكنهم تلبية متطلباتك الجوهرية. لكن العثور على خدمات تشغيل آلي قريبة من موقعي أو خدمات تشغيل آلي مخصصة باستخدام الحاسب الآلي (CNC) التي تتناسب فعليًّا مع احتياجاتك يتطلب تقييمًا أعمق.
مؤشرات الجودة التي تهمّ
إن وعود الجودة لا تعني شيئًا دون وجود أنظمة تضمن تحقيقها باستمرار. وعند تقييم الشركاء المحتملين، ابحث عن أدلة ملموسة على التزامهم بالجودة بدلًا من الاعتماد على اللغة التسويقية.
- أجهزة الفحص والقدرات المرتبطة بها: ما هي أدوات القياس التي يستخدمها المزود؟ تُستخدم آلات القياس الإحداثي (CMMs) والمُقارنات البصرية وأجهزة اختبار خشونة السطح للتحقق من أن الأجزاء تتوافق مع المواصفات. اسأل عن بروتوكولات الفحص الخاصة بهم وما إذا كانت تقارير الفحص ترافق الشحنات.
- أنظمة إدارة الجودة: توفر شهادة ISO 9001 ضمان جودة أساسي. وتضيف الشهادات الخاصة بالصناعة طبقات إضافية مناسبة لتطبيقك. واطلب ملخّصات دليل الجودة إذا كان مشروعك يتطلب توثيقًا دقيقًا.
- طرق التحكم في العمليات: يشير التحكم الإحصائي في العمليات (SPC) إلى نضج الانضباط التصنيعي. ويتمكّن المزودون الذين يراقبون متغيرات الإنتاج في الوقت الفعلي من اكتشاف أي انحراف قبل أن يؤدي إلى إنتاج أجزاء معيبة. وهذه الطريقة الاستباقية تقلل الهدر وتحسّن الاتساق عبر دفعات الإنتاج.
- السجل السابق والمراجع: اطلب دراسات حالة أو مراجع عملاء في تطبيقات مشابهة. ويشارك المزودون الواثقون من قدراتهم قصص النجاح بسهولة. أما التردّد أو عدم القدرة على تقديم مراجع فيوحيان بعدم امتلاك خبرة كافية في هذا المجال.
- نهج حل المشكلات: كيف يتعاملون مع الأجزاء التي تفشل في الفحص؟ يعيد الموردون الموثوقون تصنيع المكونات المعيبة دون أي رسوم إضافية، ويقومون بالتحقيق في الأسباب الجذرية لمنع تكرار الحدث.
تكتسي مؤشرات الجودة أهميةً بالغة، لا سيما عندما يتعذَّر عليك زيارة المنشأة شخصيًّا. ويجب أن تُظهر المنصات الإلكترونية التي تخدم العملاء على مستوى عالمي أنظمة جودةً تعوّض غياب بناء العلاقات وجهاً لوجه.
التوسع من النموذج الأولي إلى الإنتاج
إليك اعتبارًا استراتيجيًّا يتجاهله العديد من المشترين: هل يمكن لمقدِّم خدمات النماذج الأولية الخاصة بك التوسُّع ليصل إلى أحجام الإنتاج الكاملة عندما ينجح تصميمك؟ وفقًا لـ بحث سير عمل التصنيع ، فإن استخدام مورد الإنتاج نفسه في مرحلة النماذج الأولية يمكِّن من الانتقال السلس إلى الإنتاج بحجم كامل، مما يقلل الحاجة إلى التعديلات أو إعادة التهيئة المكلفة.
ولماذا يهم هذا الأمر؟ إن تغيير المورِّد بين مرحلتي النماذج الأولية والإنتاج يُعرِّض العملية لمخاطر:
- تباين العمليات: تؤدي الآلات المختلفة، وأدوات التصنيع، والإعدادات المختلفة إلى نتائج مختلفة. فقد تتطلب الأجزاء التي عملت بشكل مثالي مع مورِّد النماذج الأولية لديك إعادة تصميم لتناسب معدات الإنتاج.
- فقدان المعرفة: تبقى الدروس المستفادة أثناء مرحلة إعداد النماذج الأولية لدى مورِّدك الأصلي. أما المورِّدون الجدد فيبدأون من الصفر، ما قد يؤدي إلى تكرار المشكلات التي سبق حلُّها.
- تأخيرات في عملية التأهيل: قد تتطلّب القطاعات الخاضعة للتنظيم إعادة تأهيل عند تغيير المورِّدين، مما يضيف أسابيع أو شهورًا إلى جدولك الزمني.
- إعادة بناء العلاقات: تتطلّب أنماط التواصل والفهم التقني والثقة وقتًا كافيًا للنمو مع كل مورِّد جديد.
والحل هو إعطاء الأولوية للشركاء القادرين على التعامل مع نطاق أحجام الإنتاج الكامل الخاص بك منذ اليوم الأول. وابحث عن مورِّدين يقدمون كلًّا من خدمات إعداد النماذج الأولية السريعة وإنتاج الكتل الكبيرة، مع أنظمة ضمان جودة متسقة عبر جميع مستويات الحجم.
كمثالٍ على القدرة السلسة على التوسُّع، تكنولوجيا المعادن شاوي يي يُظهر ما يبدو عليه خدمة التصنيع المتكاملة من مرحلة النموذج الأولي إلى الإنتاج الفعلي في الممارسة العملية. وتقدّم منشأتهم المعتمدة وفق معيار IATF 16949 مكونات عالية الدقة بفترات تسليم تصل إلى يوم عمل واحد فقط، مما يدعم كل شيء بدءاً من النماذج الأولية الأولية وحتى عمليات الإنتاج الضخم لتجميعات الهيكل السياراتي والبطانات المعدنية المخصصة. ويُجسِّد هذا المزيج من الاعتماد الرسمي، والسرعة في التسليم، والقابلية للتوسع الخصائص التي تستحق الترجيح عند اختيار شريكك التصنيعي.
قائمة تحقق لتقييم الشريك
قبل الالتزام بأي خيار لخدمات التشغيل الآلي بالحاسوب (CNC) القريبة مني أو أي منصة إلكترونية، قم بإجراء هذه التقييم الشامل:
- الملاءمة الفنية: تتطابق إمكانات المعدات مع متطلبات جزئك من حيث الحجم والتعقيد والدقة
- خبرة المواد: خبرة مثبتة في التعامل مع المواد المحددة التي تطلبها والمعرفة ذات الصلة بعمليات المعالجة
- مواءمة الشهادات: الشهادات الحالية المناسبة لصناعتك ومتطلبات تطبيقك
- أسعار شفافة: عروض أسعار واضحة ومفصلة دون رسوم خفية أو هياكل تكلفة غامضة
- التواصل السريع: استجابات سريعة ومفيدة للأسئلة الفنية أثناء مرحلة التقييم
- أنظمة الجودة: عمليات تفتيش موثَّقة، ومعدات قياس مناسبة، وشهادات جودة
- التحكم في العمليات: مراقبة إحصائية للعملية (SPC) أو ما يعادلها لضمان ثبات جودة الإنتاج
- قابلية التوسع: القدرة على التوسُّع من مرحلة النماذج الأولية إلى أحجام الإنتاج دون الحاجة لتغيير المورِّدين
- موثوقية مدة التسليم: سجلٌ حافلٌ بالوفاء بتواريخ التسليم المُعلَّنة، وتواصلٌ واضحٌ بشأن أية تغيُّرات في الجدول الزمني
- الدعم بعد البيع: سياسات الضمان، وتوفر الدعم الفني، وإجراءات حل المشكلات
التعامل المنظَّم مع هذه القائمة يمنع الخطأ الشائع المتمثل في اختيار المورِّدين استنادًا إلى عامل واحد فقط، مثل أقل سعر أو أقصر فترة تسليم مُعلَّنة. فغالبًا ما يشير أرخص عرضٍ إلى تنازلاتٍ في الجودة تؤدي إلى تكاليف إضافية بسبب أعمال الإصلاح والتأخيرات. كما أن أسرع تعهُّدٍ قد يأتي من ورشة عملٍ تتعهَّد أكثر مما تستطيع تنفيذه فعلاً، وبالتالي تفشل في الوفاء بالتزاماتها.
المُصنِّع المناسب القريب مني أو الشريك عبر الإنترنت يوازن بين القدرات والجودة والتواصل والقيمة. واستثمر الوقت في إجراء تقييم شامل مبدئيًا لبناء علاقة تصنيع تدعم مشاريعك لسنوات قادمة.
سواء كنت تعمل مع ورش تشغيل بالقطع باستخدام الحاسوب (CNC) محلية قريبة منك للاستفادة من التعاون المباشر، أو تستفيد من المنصات العالمية عبر الإنترنت للحصول على أسعار تنافسية وقدرات إنتاجية واسعة، فإن معايير التقييم هذه تنطبق عالميًّا. والهدف هو إيجاد شريكٍ تتطابق قدراته فعليًّا مع متطلباتك، وتضمن أنظمة الجودة لديه حماية مشاريعك، ويدعم نموذج عمله التوسُّع مع تطور احتياجاتك.
إن اختيار شريكك في مجال التصنيع يؤثر في كل مشروع تقومان بتنفيذه معًا. لذا اختر بعناية، وتحقق بدقة من الادعاءات المقدمة، وابنِ علاقات مع مقدِّمي الخدمة الذين يُظهرون التزامًا بنجاحك من خلال الأداء المتسق، وليس فقط من خلال تسويق جذّاب.
الأسئلة الشائعة حول خدمات التشغيل بالقطع باستخدام الحاسوب (CNC) عبر الإنترنت
١. كيف تعمل خدمات التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت؟
تعمل خدمات التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت من خلال منصات رقمية تقوم فيها برفع ملفات التصميم بمساعدة الحاسوب (CAD) بصيغ مثل STEP أو IGES، وتتلقى عروض أسعار فورية استنادًا إلى تحليل هندسي آلي، ثم تختار المواد والتشطيبات المطلوبة، وتتابع سير الإنتاج حتى التسليم. وتتولى المنصة تنسيق عملية التصنيع مع مشغِّلي ماكينات CNC المعتمدين الذين يُنتجون الأجزاء وفق المواصفات المحددة. وتقوم معظم الخدمات بتوصيل المكونات الدقيقة خلال ٣–١٥ يوم عمل، مع توفر خيارات تسريع للتسليم في حال الحاجة إلى وقت أقصر.
٢. ما صيغ الملفات التي تقبلها خدمات التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت؟
تقبل معظم المنصات صيغة STEP (.stp، .step) باعتبارها المعيار الصناعي القياسي للنماذج الصلبة، إضافةً إلى صيغة IGES (.igs، .iges) لمعالجة الهندسة السطحية. وبعض الخدمات تقبل أيضًا ملفات STL للهندسات البسيطة، وكذلك الصيغ الأصلية لبرامج التصميم بمساعدة الحاسوب مثل SolidWorks أو Inventor. وتُفضَّل ملفات STEP لأنها تحافظ على البيانات الهندسية الكاملة وبيانات الخصائص عبر أنظمة التصميم المختلفة، مما يضمن دقة عروض الأسعار وعملية التصنيع.
٣. كم تكلفة التشغيل الآلي باستخدام الحاسب الآلي (CNC) عبر الإنترنت؟
تختلف تكاليف التشغيل الآلي باستخدام الحاسب الآلي (CNC) باختلاف نوع المادة المستخدمة، وتعقيد القطعة، والتسامح المطلوب، ومتطلبات التشطيب، والكمية المطلوبة. فعلى سبيل المثال، تكلفة أجزاء الألومنيوم ذات التسامح القياسي أقل من تكلفة مكونات التيتانيوم التي تتطلب دقة عالية جدًّا. وتقوم أنظمة الاقتباس الفوري بحساب السعر استنادًا إلى حجم المادة، ووقت التشغيل، ودرجة تعقيد الإعداد. كما أن وجود خصومات على أساس الكمية يقلل التكلفة لكل قطعة بشكل كبير، ويُعد اختيار مواد شائعة مثل سبيكة الألومنيوم ٦٠٦١ أو مادة الدلرين (Delrin) وسيلة للحفاظ على تنافسية الأسعار.
٤. ما التسامح الذي يمكن تحقيقه في التشغيل الآلي باستخدام الحاسب الآلي (CNC) عبر الإنترنت؟
يبلغ التسامح القياسي في عمليات التشغيل الآلي باستخدام الحاسب الآلي (CNC) ±٠٫٠٠٥ بوصة (±٠٫١٢٧ مم) افتراضيًّا، وهو ما يناسب معظم التطبيقات الميكانيكية. أما الأعمال الدقيقة فتتيح تحقيق تسامح يصل إلى ±٠٫٠٠٢ بوصة (±٠٫٠٥ مم) للأسطح المتداخلة مع بعضها، بينما تُستخدم التسامحات الضيقة جدًّا البالغة ±٠٫٠٠١ بوصة (±٠٫٠٢٥ مم) في مقاعد المحامل وأسطح الإغلاق. أما التسامحات الفائقة الضيق البالغة ±٠٫٠٠٠١ بوصة فهي متاحة لتطبيقات قطع الطيران والمركبات البصرية، لكنها تؤدي إلى زيادة كبيرة في التكاليف وأوقات التسليم.
٥. كيف أختار بين التشغيل الآلي باستخدام آلات التحكم العددي (CNC) والطباعة ثلاثية الأبعاد؟
اختر التصنيع باستخدام الحاسب الآلي (CNC) عندما تحتاج إلى خصائص ميكانيكية متفوقة، وتسامحات ضيقة تقل عن ±٠٫٠٠٥ بوصة، أو سبائك معدنية محددة أو بلاستيكيات هندسية، أو كميات تتجاوز ١٠–٢٠ قطعة. واجعل الطباعة ثلاثية الأبعاد خيارك عند الحاجة إلى هندسات داخلية معقدة، أو تكرارات سريعة في التصميم، أو هياكل شبكية خفيفة الوزن، أو نماذج أولية فردية حيث تهيمن تكاليف إعداد التصنيع باستخدام الحاسب الآلي (CNC) على التكلفة الإجمالية. ويُوفِّر التصنيع باستخدام الحاسب الآلي (CNC) مقاومة مادية متسقة لا يمكن للطباعة الطبقة تلو الأخرى أن تُنافسه فيها عند تصنيع الأجزاء الوظيفية.