 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

مصنّعو قطع غيار آلات التحكم العددي بالحاسوب (CNC): ٩ أسرار داخلية يرغب المشترون في معرفتها في وقتٍ أبكر

فهم مصنِّعي أجزاء ماكينات التشغيل باستخدام الحاسب (CNC) ودورهم الصناعي
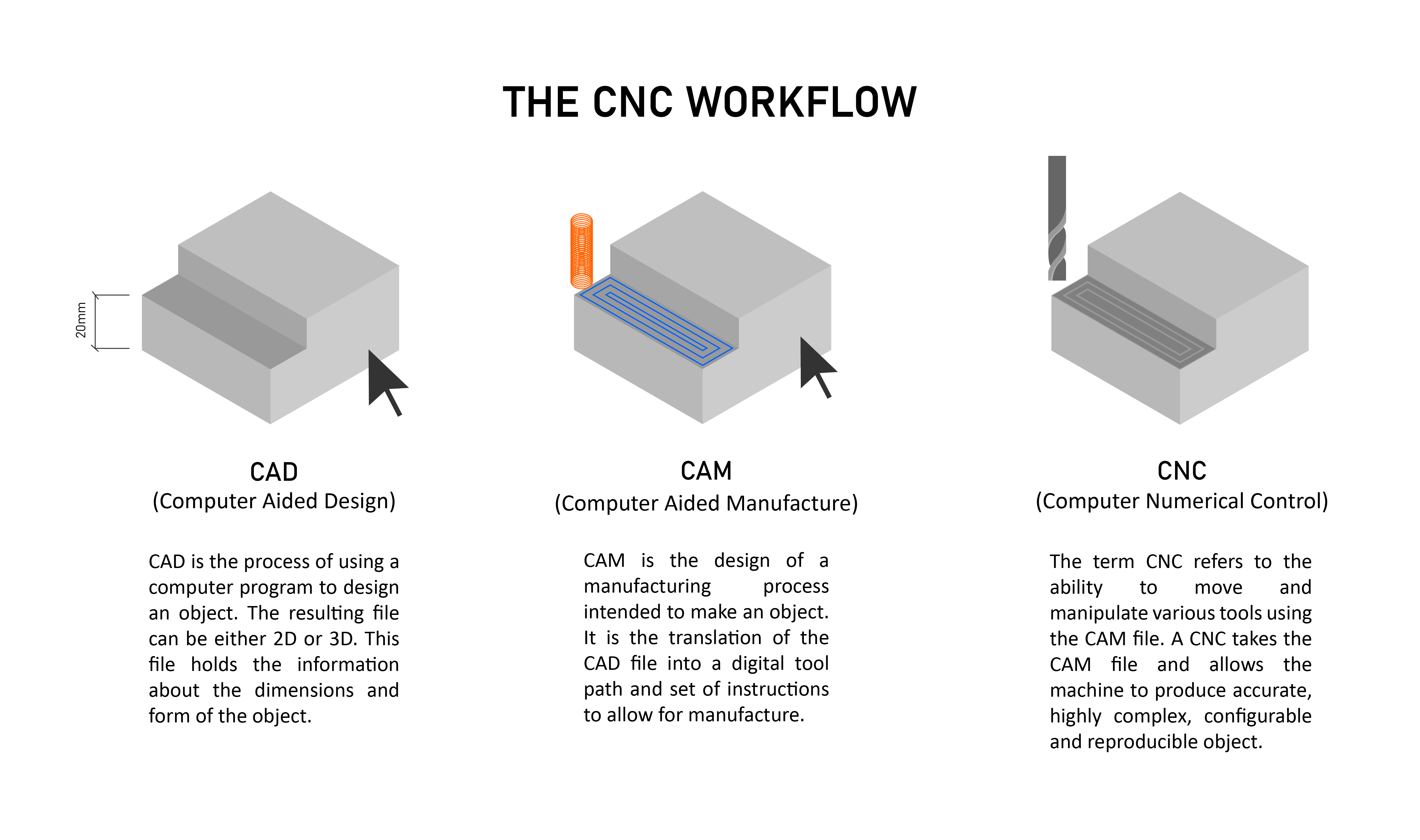
هل سبق لك أن تساءلتَ كيف يتحول المعدن الخام إلى المكونات المعقدة التي تُشغِّل محرك سيارتك أو الأجهزة الطبية؟ هذا بالضبط الدور الذي تؤديه شركات تصنيع أجزاء ماكينات التشغيل باستخدام الحاسب (CNC). وتُشكِّل هذه المرافق المتخصصة العمود الفقري للتصنيع الحديث، حيث تحوِّل المخططات الهندسية إلى واقع مادي بدقة استثنائية.
وخلافًا لورش التصنيع العامة التي تركز أساسًا على عمليات القطع واللحام، فإن هذه الشركات تتخصص في الإنتاج عالي الدقة. فهي تستخدم معدات خاضعة للتحكم الحاسوبي لتحقيق أبعاد دقيقة وتسامحات ضيقة — غالبًا ما تقاس بالميكرون. ويمكن اعتبارها متخصِّصي الدقة في العالم الصناعي، حيث يكتسب كل جزء من المليمتر أهميةً بالغة.
ما الذي تقوم به شركات تصنيع أجزاء ماكينات التشغيل باستخدام الحاسب (CNC) فعليًّا
في جوهرها، تقوم هذه الشركات المصنِّعة بتحويل المواد الخام—عادةً المعادن مثل الألومنيوم والصلب والتيتانيوم—إلى مكونات آلات جاهزة من خلال عمليات تشغيل آلية خاضعة للتحكم الحاسوبي. ولكن ما يميِّزها عن ورش التشغيل العادية هو قدرتها على تحقيق الدقة والقابلية للتكرار والتوسع التي لا تستطيع الورش العامة مطابقتها أبدًا.
عندما تتعاون مع خدمات التشغيل الآلي بالحاسوب (CNC) المتخصصة، فإنك تستفيد من القدرات التالية:
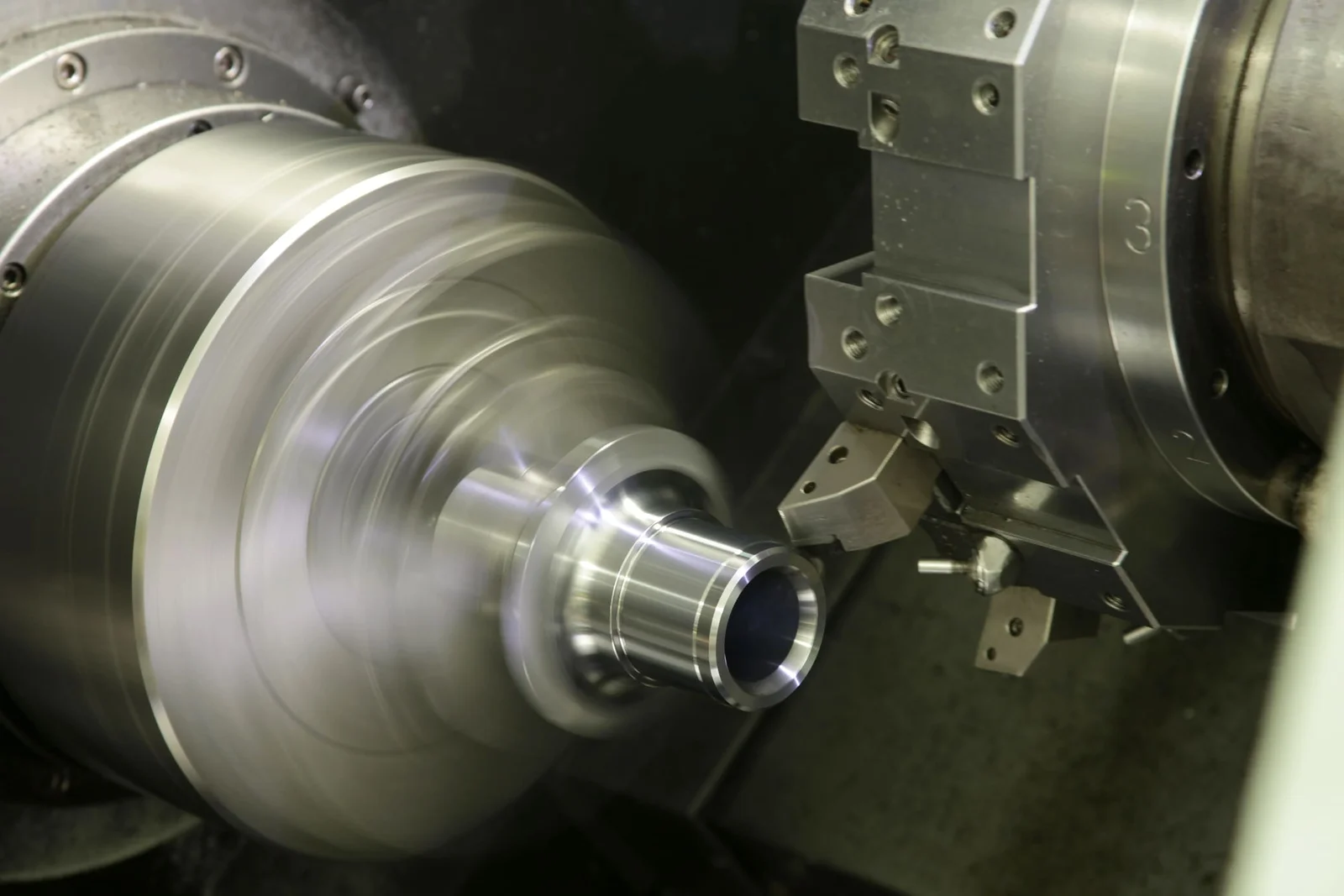
- تشغيل باستخدام CNC: إنتاج أجزاء أسطوانية مثل المحاور والبطانات وسيقان الصمامات عبر تدوير القطعة المراد تشغيلها مقابل أدوات القطع
- التصنيع باستخدام الحاسوب (CNC) بالحفر: إنتاج الأسطح المسطحة والمنحنيات والشقوق والهندسات ثلاثية الأبعاد المعقدة باستخدام أدوات قطع دوارة
- التشغيل متعدد المحاور: تصنيع أجزاء معقدة ذات هندسات متداخلة من خلال الحركة المتزامنة عبر عدة محاور
- العمليات الثانوية: خدمات تجهيز السطوح والمعالجة الحرارية والتجميع التي تُكمِل دورة التصنيع
التمييز بينهما مهمٌ جدًّا. فبينما قد تتعامل ورشة آلات عامة مع مهام مختلفة في مجال معالجة المعادن، فإن مصنِّعي أجزاء الآلات الرقمية التحكمية (CNC) يستثمرون استثمارًا كبيرًا في المعدات المتقدمة وأنظمة إدارة الجودة والخبرة المتخصصة. ووفقًا لـ خبراء في الصناعة ، تدمج المرافق الحديثة آلات رقمية تحكمية (CNC) متعددة المحاور تتيح إنتاجًا أسرع، وانخفاضًا في الأخطاء، وضمان جودة متسقة عبر دفعات الإنتاج.
نظام التصنيع الدقيق
تصوَّر نظامًا بيئيًّا يلعب فيه كل مشارك دورًا حاسمًا. ويقع مصنعو أجزاء الآلات الرقمية التحكمية (CNC) في مركز هذه الشبكة الصناعية، حيث يربطون مورِّدي المواد الخام بمُجمِّعي المنتجات النهائية. وهم يحوِّلون المواصفات الهندسية إلى مكونات مصنَّعة بدقة تفي بالمتطلبات البُعدية الدقيقة تمامًا.
ويستمر الطلب على هؤلاء المصنِّعين المتخصصين في النمو عبر قطاعات متعددة:
السيارات: أجزاء المحرك، وأجزاء نظم نقل الحركة، وعناصر الهيكل التي تتطلب اتساقًا عالي الحجم وشهادة IATF 16949.
الطيران والفضاء: أجزاء حاسمة للطيران تتطلب إمكانية تعقب المواد، وشهادة AS9100D، وتسامحات تُقاس بالألف من البوصة.
طبي: أدوات جراحية وزرعات تُصنَّع في بيئات خاضعة للرقابة وفق معايير ISO 13485.
ما الذي يجعل هذه البيئة التشغيلية تعمل بكفاءة؟ إنها المزيج بين تقنيات التحكم العددي الحاسوبي المتقدمة، والمشغلين المهرة، وعمليات مراقبة الجودة الصارمة. ومع تطور تقنيات التصنيع، فإن هذه الشركات المصنِّعة تدمج على نحو متزايد أنظمة مدعومة بالذكاء الاصطناعي، واتصال إنترنت الأشياء (IoT)، والأتمتة لتقديم دقة وكفاءة أكبر.
خلال هذا الدليل، ستكتشف المعرفة الداخلية التي تميِّز المشترين الناجحين عن أولئك الذين يتعلَّمون الدروس الباهظة الثمن بالطريقة الصعبة. فابتداءً من فهم عمليات التشغيل الآلي واختيار المواد، وانتهاءً بتقييم المورِّدين وإعداد طلبات الاقتباس (RFQs) المحكَّمة جيدًا — ستحصل على الإرشادات الشاملة اللازمة لاتخاذ قرارات مستنيرة عند شراء أجزاء ماكينات التحكم العددي الحاسوبي من شركات تصنيع مؤهلة.
عمليات التشغيل الآلي بالتحكم العددي الحاسوبي التي يجب أن يعرفها كل مشترٍ
إليك سيناريو تواجهه العديد من الشركات المشترية: لقد صمّمت قطعةً ما، ووجدت مصنّعًا لها، وقدمت رسوماتها الفنية. ثم تأتي هذه المسألة — «هل تحتاج إلى تشغيل آلي ثلاثي المحاور أم رباعي المحاور أم خماسي المحاور؟» يبدو الأمر معقّدًا؟ ليس بالضرورة. ففهمك لهذه العمليات قبل التواصل مع المورِّدين يمنحك ميزةً كبيرةً في المناقشات، ومفاوضات التكلفة، وتخطيط الجداول الزمنية.
يشير مصطلح «المحور» إلى الاتجاهات التي يتحرّك فيها أداة القطع بالنسبة إلى قطعة العمل أثناء عملية التشغيل الآلي. وكلما زاد عدد المحاور، زادت درجة المرونة — لكنها تزيد أيضًا من التعقيد والتكلفة. ولنُفصّل كل خيارٍ منها لكي تتمكّن من مطابقة متطلبات أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) الخاصة بك مع العملية الأنسب.
شرح عمليات التشغيل الآلي من ثلاثي المحاور إلى خماسي المحاور
التشغيل الآلي باستخدام ماكينات التحكم العددي بالحاسوب ذات المحاور الثلاثة (3-axis CNC machining) تمثل أساس التصنيع الدقيق الحديث . وتتحرّك أداة القطع على طول ثلاثة محاور خطية: X (يمين-يسار)، وY (أمام-خلف)، وZ (أعلى-أسفل). وتبقى قطعة العمل ثابتةً على طاولة الجهاز بينما تقترب أداة القطع منها من الأعلى.
تتعامل هذه التكوينة بشكل استثنائي مع الأسطح المسطحة والمنحنيات البسيطة والأشكال الهندسية الأساسية. فكّر في القطع مثل الدعامات والألواح والغلاف الخارجي التي تمتلك ميزات مباشرة وبسيطة. والمزايا جذّابةٌ بالفعل — حيث تؤدي التكلفة الأقل لمعدات التشغيل، وسهولة البرمجة، وسهولة التشغيل إلى جعل آلات التشغيل العددية ذات المحاور الثلاثة مثاليةً لتصنيع النماذج الأولية والتصنيع العام.
ومع ذلك، تظهر قيودٌ عند التعامل مع الهندسات المعقدة. فتشغيل الميزات الموجودة على جوانب متعددة يتطلب إعادة وضع قطعة العمل، ما يؤدي إلى إدخال أخطاء محتملة في المحاذاة وزيادة وقت الإنتاج.
التشغيل العددي باستخدام 4 محاور يُبنى على أساس التشغيل العددي ذي المحاور الثلاثة عبر إضافة محور دوراني — عادةً ما يكون المحور A الذي يدور حول المحور X. وهذا يسمح بتشغيل مستمرٍ حول محيط القطعة دون الحاجة إلى إعادة وضعها يدويًّا.
تستفيد أجزاء التفريز باستخدام الحاسب الآلي الأسطوانية والمحورية بشكلٍ كبير من هذه التكوينات. ويصبح إنتاج المحاور والتروس وعمود الكامات ومكونات الصمامات أسهل بكثير. وتقلل القدرة على الدوران من أوقات الإعداد وتوفر دقةً أفضل للميزات الدائرية مقارنةً بالإعدادات المتعددة ذات المحاور الثلاثة.
معالجة CNC ذات 5 محاور يُضيف محورًا دورانيًّا ثالثًا، ما يسمح للأداة أو قطعة العمل بالانحناء والدوران للوصول إلى أي سطح تقريبًا في إعداد واحد. وفقًا لـ الأبحاث الصناعية ، فإن هذا يلغي التسامح التراكمي المرتبط بالإعدادات المتعددة — حيث تُصنَّع جميع الميزات بالنسبة إلى مرجع واحد، مما يضمن دقةً أبعاديةً فائقة.
والقدرات المتوفرة مذهلة: تتضمَّن التشغيل المُتزامن على خمسة محاور، والتشطيب متعدد الوجوه، وإنتاج الميزات المُستديرة (Undercuts) التي يتعذَّر تحقيقها باستخدام التكوينات الأبسط. وبات من الممكن الآن تصنيع الأجزاء المفرزة ذات الأشكال العضوية المعقدة، أو الزوايا المركَّبة، أو التجاويف العميقة. أما المقابل لهذا التطوُّر فهو ارتفاع استثمار الآلة، وزيادة تعقيد برمجيات CAM، وضرورة امتلاك المشغلين خبرةً أكبر.
| نوع المحور | أفضل التطبيقات | مستوى التعقيد | أمثلة نموذجية للأجزاء |
|---|---|---|---|
| 3 محاور | الأسطح المسطحة، والمنحنيات البسيطة، والهندسات المنشورية، والميزات الأحادية الجانب | منخفض إلى متوسط | الدعامات، والألواح، والغلاف الخارجي، وعلب لوحات الدوائر الإلكترونية، والمكونات الأساسية للسيارات |
| محور 4 | الأجزاء الأسطوانية، والمكونات المتماثلة، والميزات التي تلتف حول محور | متوسطة | عمود الكامات، والتروس، والمحاور، والصمامات، والتوربينات، ووصلات الأنابيب |
| محور 5 | الهندسات المعقدة، والزوايا المركبة، والتجاويف السفلية، والأشكال العضوية، والتشغيل المتعدد الوجوه | عالية | شفرات التوربينات، والأجزاء الإنشائية لقطاع الطيران والفضاء، والغرسات الطبية، والقوالب المتقدمة، والمكونات عالية الأداء للسيارات |
مطابقة هندسة قطعتك مع العملية المناسبة
عند إرسالك الرسومات إلى مصنّعي أجزاء التشغيل الآلي باستخدام الحاسوب (CNC)، يقومون بتقييم عدة عوامل لتوصية العملية الملائمة. ويساعدك فهم منطق اتخاذهم للقرار على توقُّع التوصيات وتحديد الميزانية وفقًا لذلك.
إمكانية الوصول إلى السطح يؤثر على اتخاذ العديد من القرارات. هل يمكن الوصول إلى جميع الميزات الحرجة من اتجاه واحد؟ فإذا كانت قطعة التصنيع باستخدام الحاسب الآلي (CNC) تتطلب وصول الأدوات من زوايا متعددة — كأن تكون المكونات تحتوي على ميزات على خمسة أوجه — فإن التشغيل باستخدام ماكينات الخمسة محاور يلغي تغييرات الإعداد التي كانت ستُضاف تكلفةً ومخاطر إضافية.
التعقيد الهندسي يؤثر أيضًا بشكل كبير. فعادةً ما تكون الأجزاء المكوِّنة لماكينات التصنيع باستخدام الحاسب الآلي (CNC)، والتي تتميز بحواف مستقيمة وأسطح مسطحة، مناسبةً لعمليات التشغيل ثلاثية المحاور. أما عند إضافة أسطح منحنية تلتف حول محور مركزي، فيصبح التشغيل رباعي المحاور مناسبًا. وإذا ظهرت حدود معقدة أو أسطح منحوتة أو ميزات بزوايا غير اعتيادية، فإن التشغيل خماسي المحاور يوفِّر أفضل النتائج.
متطلبات التحمل يؤثر أيضًا في اختيار العملية. ففي كل مرة يتم فيها إعادة وضع القطعة المراد تشغيلها، تتراكم اختلافات طفيفة في المحاذاة. ولأجزاء التصنيع باستخدام الحاسب الآلي (CNC) التي تتطلب تحملات ضيقة عبر ميزات متعددة، يحافظ التشغيل خماسي المحاور ضمن إعداد واحد على العلاقات البُعدية التي قد تزداد سوءًا نتيجة التعامل المتكرر.
حجم الإنتاج يؤثر ذلك على المعادلة. فقد تبرر التشغيلات الإنتاجية الكبيرة إعدادات مخصصة ذات 3 محاور أو 4 محاور، مُحسَّنة للسرعة. أما الكميات الأصغر من الأجزاء المعقدة، فهي تستفيد عادةً من كفاءة التشغيل ذي 5 محاور، رغم ارتفاع أسعار الساعة.
إليك الرؤية الداخلية: لا تطلب تلقائيًّا أحدث عملية متاحة. فالمصنِّع الكفؤ سيقترح النهج الأكثر فعالية من حيث التكلفة لشكل جسمك المحدَّد. فإذا أوصى باستخدام تشغيل ذي 3 محاور بينما كنت تتوقع استخدام تشغيل ذي 5 محاور، فهذا غالبًا خبرٌ سارٌ لميزانيتك — وليس دليلًا على محدودية قدراته.
وبعد توضيح عمليات التشغيل الآلي، تأتي الخطوة الحرجة التالية المتعلقة باختيار المادة — وهي خطة تؤثر مباشرةً على التحملات، ونوعية التشطيب السطحي، وتكاليف التصنيع.
دليل اختيار المواد لأجزاء التصنيع المخصصة
لقد حددتم العملية المناسبة للتشكيـل الآلي لمشروعكم. والآن تأتي مرحلة اتخاذ قرارٍ يؤثر في كل شيء، بدءًا من أداء الجزء النهائي ووصولًا إلى ربحيتكم النهائية — أي اختيار المادة. فاختيار مادة غير مناسبة قد يؤدي إلى أجزاء تفشل تحت الإجهاد، أو تتآكل مبكرًا، أو تكلّف أكثر بكثيرٍ مما هو ضروري لإنتاجها.
وهذا ما لا يدركه العديد من المشترين: إن المادة التي تحددونها لا تؤثر فقط في الخصائص الفيزيائية، بل تؤثر مباشرةً في زمن التشغيل الآلي، ودرجة اهتراء الأدوات، والتسامحات الممكن تحقيقها، وجودة التشطيب السطحي. مصنّعو أجزاء الآلات باستخدام الحاسوب (CNC) ذوي الخبرة يقيّمون خيار المادة بنفس درجة العناية التي يعاملون بها الشكل الهندسي عند إعداد عروض الأسعار لمشروعكم.
فلنستعرض معًا كيفية مطابقة المواد لمتطلبات تطبيقكم — ولنتجنب الأخطاء المكلفة التي قد تعرقل مشاريع التصنيع.
الألومنيوم مقابل الصلب لأجزاء التشغيل الآلي باستخدام الحاسوب (CNC)
عند توريد أجزاء معدنية مصنوعة حسب الطلب، يظهر سؤال الاختيار بين الألومنيوم والصلب بشكلٍ مستمر. فكلا هذين المادتين يهيمنان على قطاع الأجزاء المعدنية المصنَّعة آليًّا، لكنهما يُستخدمان لأغراضٍ مختلفةٍ تمامًا.
سبائك الألومنيوم يتميَّز الألومنيوم بقابلية معالجته الآلية الاستثنائية — فهو يُقْصَد بسهولة، ويولِّد حرارة أقل، وينتج تشطيبات سطحية ممتازة. ووفقًا للأدلّة الصناعية الخاصة بالتشغيل الآلي، فإن خفة وزن الألومنيوم، ومقاومته للتآكل، وقدرته على الخضوع لعملية الأكسدة الكهربائية (Anodizing) تجعله خيارًا شائعًا في مختلف القطاعات الصناعية. أما الدرجات الشائعة مثل 6061 و7075 فهي تفي بمعظم المتطلبات التطبيقيّة، حيث تقدّم درجة 7075-T6 مقاومةً عاليةً تقترب من مقاومة بعض أنواع الفولاذ، مع الحفاظ في الوقت نفسه على مزايا كبيرة من حيث خفة الوزن.
فكِّر في استخدام الألومنيوم عندما تحتاج إلى:
- أجزاء معدنية خفيفة الوزن ومصنَّعة آليًّا لتطبيقات الطيران أو النقل
- النقل الحراري والكهربائي الممتاز
- مقاومة طبيعية للتآكل دون الحاجة إلى علاجات إضافيّة
- دورات تشغيل آلي سريعة تقلل التكلفة لكل جزء
الفولاذ والفولاذ المقاوم للصدأ توفر قوةً فائقةً وصلابةً ومقاومةً ممتازةً للتآكل. وتمنح الفولاذات الكربونية مثل 1018 و4140 متانةً عاليةً للتطبيقات الإنشائية. أما درجات الفولاذ المقاوم للصدأ—وخاصةً الدرجات 303 و304 و316—فتدمج بين القوة والمقاومة الممتازة للتآكل في البيئات القاسية.
يصبح الفولاذ الخيار الأمثل عندما:
- تكون القوة الميكانيكية العالية وقدرة التحمل تحت الأحمال هي العوامل الأهم
- تُعد مقاومة التآكل أمرًا بالغ الأهمية للمكونات المتحركة
- تتجاوز درجات حرارة التشغيل الحدود القصوى للفلز الألومنيوم
- تتفوق الكفاءة من حيث التكلفة على اعتبارات الوزن
أما الثمن الذي يُدفع مقابل ذلك؟ فهو أن الفولاذ يتطلب سرعات قطع أبطأ، ويسبب تآكلًا أكبر للأدوات، وغالبًا ما يستلزم وقت تشغيل أطول. وهذه العوامل مجتمعةً تؤدي إلى ارتفاع تكاليف الإنتاج مقارنةً بالأجزاء المعدنية المخصصة المصنوعة من الألومنيوم.
الخصائص المادية التي تحكم قرارات التصنيع
وراء مقارنة الألومنيوم بالفولاذ، تلعب عدة مواد أخرى أدوارًا مهمة في تشغيل أجزاء المعادن. ويساعد فهم خصائص هذه المواد على التواصل الفعّال مع المصنّعين ووضع مواصفاتٍ مستندةً إلى معلوماتٍ دقيقة.
سبائك التيتانيوم (وخاصة سبيكة التيتانيوم Ti-6Al-4V) تتميّز بنسبة استثنائية بين القوة والوزن، ومقاومة ممتازة للتآكل، وتوافق حيوي عالٍ. وغالبًا ما تتطلّب مواصفات المواد المستخدمة في قطاع الطيران استخدام التيتانيوم في أجزاء المحركات، وأنظمة الهبوط، والمكونات الإنشائية. ومع ذلك، يطرح التيتانيوم تحدياتٍ كبيرةً في عمليات التشغيل — مثل ارتفاع معدل تآكل الأدوات، وانخفاض التوصيل الحراري، والحاجة إلى معايير قطع متخصصة، مما يؤدي إلى زيادة كبيرة في تكاليف الإنتاج.
النحاس يُشغَّل النحاس الأصفر بسلاسة تامة، مُنتِجًا قطعًا نظيفة وأسطحًا نهائية ممتازة مع أقل قدر ممكن من تآكل الأدوات. وتُستخدم أجزاء النحاس الأصفر المخصصة بشكل شائع في وصلات السباكة، والموصلات الكهربائية، والأجهزة الزخرفية. وتجعل الخصائص الطبيعية للنحاس الأصفر — كقدرته على التزييت الذاتي وقدرته على كسر الرقائق أثناء التشغيل — منه مادة اقتصادية جدًّا في عمليات الإنتاج الضخم.
البلاستيك الهندسي مثل مادة البوليميد (PEEK) وديلرين (الأسيتال) وPTFE، والتي تُستخدم في التطبيقات التي تتطلب خفض الوزن أو مقاومة المواد الكيميائية أو العزل الكهربائي. وتختلف طريقة تشغيل هذه المواد عن المعادن — إذ تتطلب أدوات قطع حادة وسرعات مناسبة والانتباه إلى تراكم الحرارة الذي قد يؤثر على الاستقرار الأبعادي.
| نوع المادة | الخصائص الرئيسية | أفضل التطبيقات | اعتبارات التشغيل | التكلفة النسبية |
|---|---|---|---|---|
| الألومنيوم (6061، 7075) | خفيفة الوزن، مقاومة للتآكل، سهلة التشغيل بشكل ممتاز، وموصلة حراريًّا جيدًا | هياكل الطيران والفضاء، مكونات السيارات، أغلفة الإلكترونيات، المنتجات الاستهلاكية | سرعات قص عالية، اهتراء منخفض للأدوات، وإمكانية تحقيق تشطيب سطحي ممتاز | منخفض إلى متوسط |
| فولاذ كربوني (1018، 4140) | قوة عالية، مقاومة جيدة للتآكل، قابلة للحام، وقابلة للتصعيد الحراري | مكونات هيكلية، محاور، تروس، تثبيتات، وماكينات عامة | سرعات متوسطة، اهتراء منتظم للأدوات، وقد تتطلب استخدام سائل تبريد | منخفضة |
| الصلب المقاوم للصدأ (303، 304، 316) | مقاومة للتآكل، وقوة عالية، ومقاومة للحرارة، وصحية | الأجهزة الطبية، معالجة الأغذية، التطبيقات البحرية، والمعدات الكيميائية | سرعات أبطأ، اهتراء أعلى للأدوات، وميالة إلى التصلب أثناء التشغيل | متوسط إلى عالي |
| التيتانيوم (Ti-6Al-4V) | قوة استثنائية بالنسبة للوزن، وتوافق حيوي، ومقاومة للتآكل، واستقرار عالي في درجات الحرارة المرتفعة | محركات الطيران، والغرسات الطبية، والسيارات عالية الأداء، والتطبيقات البحرية | يتطلب أدوات تخصصية، وسرعات تشغيل بطيئة، وارتداء كبير في الأدوات، وإدارة الحرارة أمرٌ بالغ الأهمية | عالية |
| النحاس الأصفر (C360، C260) | قابلية ممتازة للتشغيل الآلي، ومقاومة للتآكل، ومظهر زخرفي، وخصائص مضادة للميكروبات | تجهيزات السباكة، والموصلات الكهربائية، والصمامات، والأجهزة الزخرفية | تشغيل آلي سريع جدًّا، وارتداء ضئيل جدًّا في الأدوات، وتكوين ممتاز للرَّقائق | متوسطة |
| البلاستيكيات الهندسية (PEEK، Delrin) | خفيفة الوزن، ومقاومة للمواد الكيميائية، وعازلة كهربائيًّا، ومنخفضة الاحتكاك | المكونات الطبية، والعوازل الكهربائية، والمحامل، والأختام، ومعالجة الأغذية | ضرورة استخدام أدوات حادة جدًّا، وحساسية الحرارة، ومخاوف تتعلق باستقرار الأبعاد | متوسط إلى عالي |
كيف تؤثر خيارات المواد على نتائج مشروعك:
التفاوتات: يمكن للمواد الأصلب مثل الفولاذ المُقسّى أو التيتانيوم أن تحافظ على تحملات أدق تحت الإجهاد، لكنها تتطلب معالجةً ماكينيةً أكثر دقةً لتحقيق تلك التحملات. أما المواد الأطرى فقد تنحرف قليلًا أثناء القطع، مما يستدعي اعتماد استراتيجيات تعويضية. ووفقًا لمتخصصي المعالجة الميكانيكية، فإن صلادة المعدن تؤثر في تآكل الأداة وسرعة القطع وجودة السطح النهائي — حيث تتطلّب المعادن الأطرى اعتبارات إضافية للحفاظ على الدقة البُعدية.
نهاية السطح: وتؤثر بنية حبيبات المادة في النهايات السطحية القابلة للتحقيق. فعادةً ما تُنتج المعادن ذات الحبيبات الدقيقة جودة سطح أفضل، بينما قد تظهر آثار واضحة لعمليات التشغيل الميكانيكي على المواد ذات الحبيبات الخشنة حتى عند استخدام المعايير المثلى. وتتميّز الألومنيوم والنحاس الأصفر طبيعيًّا بتحقيق أنهاء سطحية ممتازة؛ أما التيتانيوم وبعض درجات الفولاذ المقاوم للصدأ فهي تتطلب عمليات إنهاء إضافية.
أوقات التسليم: المواد الشائعة مثل ألومنيوم 6061 أو الفولاذ المقاوم للصدأ 304 متوفرة بسهولة. أما الدرجات الخاصة—مثل التيتانيوم المستخدم في قطاع الطيران والفضاء، أو سبائك النيكل المحددة، أو المواد المعتمدة للاستخدام الطبي—فقد تتطلب فترات توريد أطول تؤثر على جدول مشروعك.
يعمل المصنعون الذين يخدمون قطاعي السيارات والطيران مع درجات مواد محددة لضمان الامتثال لمتطلبات الشهادات. وتقوم المرافق الحاصلة على شهادة IATF 16949، والتي تخدم سلاسل التوريد الخاصة بالسيارات، بتخزين مواد تتوافق مع مواصفات الشركات المصنِّعة الأصلية (OEM). كما تحتفظ شركات تصنيع المعدات الجوية بوثائق إثبات مصدر المواد التي تفي بمعايير AMS وASTM. وعندما تتطلب تطبيقاتك موادًا معتمدة، تأكَّد من قدرة مورِّدك على توريد هذه الدرجات وتوثيقها بشكلٍ مناسب.
وبعد فهم مبادئ اختيار المواد، تأتي بعد ذلك اعتباراتٌ حرجةٌ أخرى تتعلَّق بمواصفات التسامح وشهادات الجودة— وهي المعايير التي تُعرِّف التصنيع الدقيق.

شرح تسامحات الدقة وشهادات الجودة
لقد اخترتَ المادة الخاصة بك وحدّدتَ عملية التشغيل المناسبة. والآن تأتي المحادثة التي تميّز المشترين المطلعين عن أولئك الذين يدفعون مقابل دقة لا يحتاجونها — أو ما هو أسوأ، يتلقّون أجزاءً لا تعمل بشكلٍ صحيح. ففهم مواصفات التسامح والشهادات المتعلقة بالجودة ليس مجرّد معرفة فنية؛ بل هو الأساس الذي تقوم عليه عمليات الشراء الفعّالة من حيث التكلفة.
عندما ترى بعدًا مثل "١٫٥٠٠ ± ٠٫٠٠٥ بوصة" على الرسم الهندسي، فإن نطاق التسامح هذا يُعرِّف الحدود المقبولة. لكن ما يغفله الكثيرون من المشترين هو أن تشديد هذا التسامح من ±٠٫٠٠٥ إلى ±٠٫٠٠١ بوصة لا يحسّن الدقة فحسب، بل قد يُضاعف تكاليف التصنيع لديك من ثلاث إلى خمس مرات . ولاتخاذ قرارات ذكية بشأن التسامح، يجب أن تفهم ما تعنيه هذه الأرقام فعليًّا في تطبيقك الخاص.
شرح مواصفات التسامح للمشترين
فكّر في التسامحات على أنها "المدى المسموح به قانونيًّا" الذي يمكن أن تتغير ضمنه أبعاد جزئك مع البقاء مقبولة. فعلى سبيل المثال، يمر عمودٌ محدَّد بقطر ١٠٫٠٠ مم ± ٠٫٠٥ مم بعملية الفحص ما دام قطره يتراوح بين ٩٫٩٥ مم و١٠٫٠٥ مم. الأمر بسيطٌ إلى حدٍّ كبير — لكن الآثار المترتبة عليه أعمق من ذلك.
التسامحات القياسية تمثل النطاق المثالي الذي تلتقي فيه الدقة بالجدوى العملية. ولمعظم عمليات التشغيل بالآلات الرقمية (CNC)، ±٠٫٠١٠ بوصة (±٠٫٢٥ مم) توفر دقةً استثنائيةً لغالبية المكونات الميكانيكية. ويأخذ هذا المستوى في الاعتبار التباينات الطبيعية في أداء الآلة وخصائص المادة والظروف البيئية، مع ضمان تركيبٍ ووظيفةٍ موثوقتين.
التسامح الضيق تتجاوز القدرات القياسية عادةً — أي ما دون ±٠٫٠٠١ بوصة (±٠٫٠٢٥ مم). ويستلزم تحقيق هذه التسامحات استخدام معدات متخصصة وتخفيض سرعات التشغيل وضبط الظروف البيئية بدقة وإجراء فحوص إضافية. ووفقاً لمتخصصي التشغيل الآلي، تُصنَّف التسامحات التي تبلغ ±٠٫٠١ مم أو أقل على أنها تسامحات فائقة الدقة، مما يؤدي إلى زيادات كبيرة في التكلفة.
بالنسبة لأجزاء الآلات الدقيقة، فإن التحمل الذي تحدده يؤثر مباشرةً على منهجية التصنيع ومتطلبات الفحص، وبالمجمل على ميزانية مشروعك.
| نطاق التسامح | التصنيف | التطبيقات النموذجية | الأثر على التكلفة |
|---|---|---|---|
| ±0.010" (±0.25 ملم) | قياسي/تجاري | المكونات الإنشائية، والغلاف الخارجي، والدعامات، والمحفظات، والأجهزة العامة | الأساس (×١) |
| ±0.005 بوصة (±0.127 مم) | صناعي دقيق | التجميعات المتقابلة، وحوامل المحامل، والتجهيزات الدقيقة، وأتمتة الصناعات | 1.5-2 ضعف القيمة الأساسية |
| ±0.002 بوصة (±0.051 مم) | دقة عالية | الأجهزة الطبية، ومكونات قطاع الفضاء الجوي، والأنظمة البصرية، والأدوات الدقيقة | 2-3 أضعاف المستوى الأساسي |
| ± 0.001" (± 0.025 ملم) | دقة فائقة للغاية | مكونات الطيران الحرجة في قطاع الفضاء الجوي، والأجهزة الطبية القابلة للزراعة، والأدوات الدقيقة | 3-5 أضعاف الأساس |
| ±0.0005 بوصة (±0.013 مم) | دقة فائقة | التطبيقات الفضائية، والأدوات فائقة الدقة، والمقاييس الرئيسية | 5× أو أكثر من القيمة الأساسية |
متى تكون التحملات الدقيقة مهمة فعليًا
إليك معرفة داخلية يمكن أن توفر عليك مبالغ كبيرة من المال: يجب أن تُطبَّق التحملات الضيقة فقط على الميزات التي تتطلب وظيفتها ذلك فعلاً. ومنهجية ذكية تتمثل في تطبيق التحملات الضيقة فقط على الأسطح الحرجة المتقابلة، بينما تُستخدم التحملات القياسية على المناطق غير الوظيفية.
تصبح التحملات الضيقة ضرورية عندما:
- تعتمد وظيفة المكوِّن على علاقات أبعاد دقيقة — مثل المحاور في المحامل الدقيقة أو المكابس في الأسطوانات الهيدروليكية
- تؤدي أجزاء متعددة متفاعلة إلى تراكم مشكلات التحمل، مما قد يؤثر سلباً على أداء التجميع الكلي
- تفرض المتطلبات التنظيمية معايير دقة محددة للتطبيقات الحرجة من حيث السلامة
- يجب أن تمنع أسطح الإغلاق التسرب في المكونات التي تحتوي على ضغط
تعمل التحملات القياسية بشكل ممتاز في الحالات التالية:
- المكونات الإنشائية التي يكتسب فيها الدقة في التركيب أهمية أكبر من الدقة المطلقة في الأبعاد
- التجميعات الخارجية (الهيكل الخارجي)، وأقواس التثبيت، والهياكل الداعمة
- التطبيقات التي يراعي فيها التصميم الفراغات المناسبة
- الميزات غير الحرجة مثل الأغطية والغلاف الخارجي والعناصر الزخرفية
السر يكمن في فهم متطلباتك الوظيفية. فإذا كانت مكوناتك المصنَّعة باستخدام ماكينات التحكم العددي الدقيقة تؤدي وظيفتها المقصودة بشكلٍ موثوقٍ ضمن نطاقات التحمل القياسية، فإن المتطلبات المخصصة تُضيف تكلفةً وتعقيدًا دون تحسين الأداء.
فكِّر في هذه المقارنة العملية من خبراء التحمل: تحقيق تحمل ±٠٫٠٥ مم يعادل إصابة تفاحة على بُعد ١٠ أمتار باستخدام العمليات القياسية، بينما يعادل التحمل ±٠٫٠١ مم إصابة كرزٍ على بُعد ٥٠ مترًا. ويستلزم هذا الأخير ماكينات أكثر استقرارًا، وأدوات أدق، وضوابط بيئية أكثر صرامة، ومعدات قياس متقدمة — وكلُّ ذلك يسهم في زيادة التكاليف بشكلٍ أسّي.
شهادات الجودة التي تُحدِّد معايير التصنيع
وراء حدود التحملات، تُخبرك شهادات الجودة بالضوابط النظامية التي يطبقها المصنّع. وهذه الشهادات ليست مجرد زينة تُعلَّق على الجدران—بل هي تمثيلٌ لعمليات تدقيق صارمة تشمل العمليات والتوثيق ونظم التحسين المستمر.
ISO 9001:2015 تُعتبر معيار الجودة الأساسي المعترف به دوليًّا. ووفقًا لـ خبراء الشهادات ، فهي تستند إلى مبادئ إدارة الجودة، ومن أبرزها التركيز القوي على احتياجات العملاء، والالتزام الرفيع المستوى من الإدارة العليا، ونهج العمليات، والتحسين المستمر. ويساعد الامتثال لمعيار ISO 9001 في ضمان حصول العملاء على منتجات ذات جودة جيدة ومستقرة باستمرار. وتصلح هذه الشهادة للتصنيع التجاري العام عبر مختلف القطاعات الصناعية.
AS9100D يُبنى على معيار ISO 9001، مع إضافة متطلبات صارمة تتعلق تحديدًا باحتياجات الجودة في قطاع الطيران والفضاء. ويدعم هذا المعيار مجموعة الجودة الدولية للطيران والفضاء (IAQG)، التي تمثّل كبرى شركات الطيران والفضاء حول العالم، ويغطي معيار AS9100 إدارة المخاطر، وإدارة التكوين، ومنع الأجزاء المزيفة، بالإضافة إلى المتطلبات الإضافية المتعلقة بالسلامة. فإذا كنت تُصنّع أجزاءً دقيقةً منشأة آليًّا حاسمةً للطيران، فيجب أن يمتلك المورِّدون هذه الشهادة.
ISO 13485 يُحدِّد متطلبات إدارة الجودة الخاصة بتصنيع الأجهزة الطبية. ويضمن هذا المعيار أن العمليات تدعم الامتثال التنظيمي للأجهزة التي تؤثر مباشرةً على سلامة المرضى. وعادةً ما تتطلب المكونات الطبية تحملاتٍ تتراوح بين ±0.005 بوصة و±0.002 بوصة، جنبًا إلى جنب مع القدرة على التصنيع في غرف نظيفة (Cleanroom) وتوثيق شامل للإثراء والتعقُّب.
IATF 16949 يطبق هذا المعيار تحديدًا على سلاسل التوريد الخاصة بالصناعات automotive، مع التركيز على منع العيوب، والحد من التباين، وإزالة الهدر. وتطالب شركات تصنيع المركبات الحاصلين على هذه الشهادة من الموردين الذين ينتجون أجزاء دقيقة مصنوعة باستخدام ماكينات التحكم الرقمي (CNC) للمركبات، لضمان الاتساق عبر عمليات الإنتاج الضخم.
عند تقييم مصنّعي أجزاء ماكينات التحكم الرقمي (CNC)، يجب أن تطابق الشهادات التي يمتلكونها متطلبات صناعتك. فالمصنع الحاصل على شهادة ISO 9001 وحدها لا يمكنه توريد مكونات طيران تتطلب الامتثال للمعيار AS9100D — بغض النظر عن قدراته التشغيلية.
إن فهمك لمدى التحمل المسموح (التوليرانس) والشهادات يُمكّنك من إجراء محادثاتٍ واعية مع الموردين المحتملين. أما الخطوة التالية فهي وضع إطار منهجي لتقييم المصنّعين ومقارنتهم — مما يضمن شراكتك مع مرافق قادرة على تلبية متطلباتك المحددة بدقة.
كيفية تقييم مصنّعي أجزاء ماكينات التحكم الرقمي (CNC) ومقارنتهم
لقد حددتم أبعاد التحمل المسموح بها، وانتقتم المواد المناسبة، وفهمتم عمليات التشغيل الآلي التي تتطلبها مشاريعكم. والآن تأتي ربما أهم خطوة في رحلتكم لاختيار الموردين: وهي اختيار شريك التصنيع الأنسب. وهنا يقع العديد من المشترين في أخطاء شائعة، حيث يختارون الموردين غالبًا استنادًا إلى عروض الأسعار فقط، بدلًا من إجراء تقييم شامل لقدراتهم.
والحقيقة هي أن أقل عرض سعرٍ لا يؤدي عادةً إلى أقل تكلفة إجمالية. فالتكلفة الخفية الناتجة عن مشكلات الجودة، وانقطاعات التواصل، وتأخر التسليم غالبًا ما تفوق بأضعاف أي وفورات أولية. ولذلك فإن وضع منهجية تقييم منهجية يحمي مشاريعكم ويبني علاقات عمل مع مصنّعي القطع المُعالَجة آليًّا القادرين على دعم نجاحكم على المدى الطويل.
إطار تقييم المصنّعين الخماسي الخطوات
عند مقارنة مصنّعي قطع الآلات، فإن اتباع نهج منظم يمنع الوقوع في أخطاء مكلفة. وقد تم تحسين هذا الإطار من خلال علاقات توريد ناجحة — وغير ناجحة — عديدة جدًّا. واتبع هذه الخطوات بطريقة منهجية، وستتمكن من تحديد الشركاء الذين يوفّرون جودةً متسقةً بدلًا من التبريرات.
-
التحقق من الشهادات ومعايير الامتثال
ابدأ بالمتطلبات غير القابلة للتفاوض. وفقًا لـ خبراء مشتريات الصناعة فالشهادات مثل ISO 9001 وIATF 16949 وAS9100D تشير إلى وجود عمليات منظمة وجودة قابلة للتكرار. واطلب الشهادات الحالية — وليس المنتهية صلاحيتها — وتأكد من أن نطاقها يشمل الخدمات المحددة التي تحتاجها. فقد يكون المصنع معتمدًا لعمليات التشغيل بالدوران (Turning)، لكنه غير معتمدٍ لعمليات التفريز المعقدة متعددة المحاور (Multi-axis Milling). ولذلك، يجب مطابقة الشهادات مع متطلبات صناعتك قبل المضي قدمًا في أي خطوة لاحقة. -
تقييم إمكانيات المعدات والخبرة الفنية
قيّم ما إذا كان المورد يستخدم مخارط تحكم رقمي حاسوبي متقدمة، وآلات طحن، وآلات صقل، وأجهزة قياس إحداثي (CMMs). ويجب أن يُظهر فريقهم الفني كفاءة في استخدام أدوات التصميم بمساعدة الحاسوب/التصنيع بمساعدة الحاسوب (CAD/CAM) والتشغيل الآلي متعدد المحاور. اطرح أسئلة محددة: ما العلامات التجارية للآلات التي يعملون بها؟ وما أقصى أبعاد القطعة التي يمكنهم معالجتها؟ وهل يستطيعون تلبية مواصفات المواد المطلوبة منك؟ إن موردي الأجزاء المصنَّعة بدقة العالية يستثمرون في معدات تتماشى مع ادعاءاتهم المتعلقة بالجودة؛ فالآلات القديمة تتناقض مع الوعود المقدمة بشأن التحملات الضيقة جدًّا. -
راجع عمليات مراقبة الجودة
هذه الخطوة تُميِّز مصنِّعي المكونات الآلية الجادِّين عن ورش العمل التي تمتلك ببساطةً معدات التحكم العددي بالحاسوب (CNC). اسأل عن أدوات الفحص لديهم—مثل مقاييس الدبابيس، والمايكرومترات، وأجهزة القياس ثلاثية الأبعاد (CMMs)—وطالب بتقديم نماذج لتقارير الفحص. وافهم كيفية تطبيقهم لضبط العمليات الإحصائي (SPC). هل يقومون بمراقبة الأبعاد الحرجة طوال دورة الإنتاج، أم يكتفون فقط بفحص القطع النهائية؟ ووفقاً لمتخصصي جودة التصنيع، فإن توثيق ضبط الجودة (QC) بشكلٍ سليمٍ يُعدُّ أمراً حاسماً في القطاعات الخاضعة للتنظيم مثل قطاع الطيران أو قطاع السيارات. -
قيِّم مدى استجابة التواصل
أرسل أسئلة فنية وراقب جودة الردود وسرعة استجابتها. ويُظهر المورِّدون ذوو الخبرة قدرتهم على فهم الرسومات الفنية، وتقديم ملاحظات حول إمكانية التصنيع (DFM)، واقتراح بدائل للتشغيل الآلي. كما أن التواصل السريع والواضح يضمن ألا تُترك في حالة من الغموض عند ظهور أي مشكلات. وبالمقابل، فإن المورِّد الذي يتأخَّر في الرد خلال مرحلة تقديم العروض السعرية من المرجح أن يُسبِّب لك الإحباط أثناء مرحلة الإنتاج. -
اطلب قطعاً عيِّنية
قبل الالتزام بكميات الإنتاج، اطلب كميات نموذجية أو عينات. فهذا يُثبت القدرة الفعلية وليس القدرة المُدَّعاة فقط. وقم بتقييم الدقة الأبعادية، ونوعية التشطيب السطحي، وجودة الوثائق. ووفقاً لإرشادات الشراء الخاصة بالتصنيع باستخدام الحاسب الآلي (CNC)، فإن البدء بمشروع نموذجي هو أسرع وسيلة للتحقق من القدرة الحقيقية للمورد، وانضباطه في العمليات، واتجاهه نحو الجودة قبل التوسع إلى مرحلة الإنتاج الكامل.
فهم مراقبة العمليات الإحصائية (SPC) وفحص آلة قياس الإحداثيات (CMM)
يستحق مفهوما ضبط الجودة التاليان شرحاً أعمق لأنهما يُميِّزان جوهرياً مصنّعي قطع الآلات باستخدام الحاسب الآلي (CNC) المؤهلين عن ورش الآلات الأساسية.
رقابة العملية الإحصائية (SPC) يراقب الإنتاج في الوقت الفعلي، ويتابع الاتجاهات البُعدية قبل أن تنحرف الأجزاء عن المواصفات المحددة. وبدلًا من اكتشاف المشكلات بعد الانتهاء من دفعة كاملة، يُحدِّد نظام التحكم الإحصائي في الجودة (SPC) اللحظة التي تبدأ فيها العمليات بالانحراف — مما يمكِّن من إدخال التصويبات قبل إنتاج القطع المرفوضة. وللمورِّدين الذين ينتجون أجزاءً ميكانيكية دقيقة بكميات كبيرة، يُعَدُّ نظام التحكم الإحصائي في الجودة (SPC) ضروريًّا للحفاظ على الاتساق عبر آلاف المكونات المتطابقة.
فحص آلة القياس بالإحداثيات (CMM) يوفِّر التحقق ثلاثي الأبعاد للهندسات المعقدة. وتقوم هذه الأجهزة المتطورة بقياس النقاط المنتشرة على أسطح الأجزاء، ومقارنتها بالأبعاد الفعلية مع النماذج الحاسوبية (CAD) بدقة تصل إلى الميكرون. وعندما يقدِّم مورِّد أجزاء التصنيع الآلي الخاصة بك تحديداتٍ ضيقة جدًّا، فاسأله عن الطريقة التي يتحقق بها من الامتثال لهذه التحديدات. وتوفِّر تقارير فحص آلات القياس بالإحداثيات (CMM) أدلةً موثَّقةً على أن الأجزاء تتوافق مع المواصفات — وهي معلومةٌ بالغة الأهمية في التطبيقات الجوية والفضائية، والطبية، والسيارات التي تتطلب إمكانية التتبع الكامل.
الإشارات التحذيرية عند تقييم مورِّدي الآلات الرقمية (CNC)
وبعيدًا عن معرفة ما يجب البحث عنه، فإن التعرُّف على علامات التحذير يمنع إقامة شراكات ستندم عليها لاحقًا. وانتبه جيدًا إلى المؤشرات التالية المثيرة للقلق:
- التَّرَدُّد في مشاركة الشهادات أو قدرات الفحص: تعرض شركات تصنيع الأجزاء الميكانيكية المشغولة بشكل مشروع مؤهلاتها بفخر وتستقبل بترحاب مناقشاتٍ حول مرافقها.
- عروض أسعار أقل بكثير من المعدلات السائدة في السوق: الأسعار غير الواقعية غالبًا ما تشير إلى اختصاراتٍ في المواد أو ضوابط الجودة أو عمليات الإنتاج، والتي تظهر لاحقًا على هيئة عيوب.
- إجابات غامضة حول المعدات أو العمليات: المورِّدون الموثوقون يوضّحون قدراتهم بدقة — مثل طرازات الآلات وقدرات التحمُّل ومعدات الفحص.
- عدم تقديم ملاحظات حول إمكانية التصنيع (DFM) للتصاميم المعقدة: يحدد المصنعون ذوو الخبرة المشكلات المحتملة ويقترحون تحسينات. أما الصمت بشأن مخاوف قابلية التصنيع فيدل على نقص الخبرة أو اللامبالاة.
- الممارسات الضعيفة في توثيق العمليات: اطلب تقارير فحص العيّنات وشهادات المواد. فالموارد التي لا تستطيع إنتاج وثائق منظمة على الأرجح تفتقر إلى عمليات جودة منهجية.
- الامتناع عن تقديم مراجع: يحافظ موردو أجزاء التشغيل الدقيقة الراسخون على عملاء راضين مستعدين لمشاركة تجاربهم.
المفاضلة بين التصنيع المحلي والتصنيع الخارجي
يؤثر الموقع الجغرافي لمورد أجزاء الآلات المصنعة تأثيرًا كبيرًا على نتائج المشروع. ويساعد فهم هذه التنازلات في اتخاذ قرارات استراتيجية بشأن التوريد تتماشى مع أولوياتك.
التصنيع باستخدام الحاسب الآلي المحلي يقدّم مزايا جذّابةً للعديد من التطبيقات. ووفقًا لأبحاث التوريد التصنيعي، فإن الإنتاج المحلي يوفّر انسجامًا جغرافيًّا وثيقًا بين فرق التصميم والمرافق التصنيعية. ومن أبرز المزايا: أوقات تسليم أسرع، واتصال أفضل، وتعاون أسهل أثناء إدخال تعديلات على التصميم، وسيطرة أكبر على جودة الإنتاج. كما أن القرب الجغرافي يمكّن من استكشاف الأعطال ومعالجتها في الوقت الفعلي، وتنفيذ التعديلات الهندسية بشكل أسرع.
مواعيد التسليم تفضّل الشركات الشراكة مع الشركاء المحليين بشكلٍ كبير. فتصنيع المكونات في الخارج يتطلب أخذ شحن البضائع دوليًّا، وتخليصها جمركيًّا، والتأخيرات المحتملة في pelabuhan (الموانئ) في الاعتبار. وأظهر تقرير أعدّته شركة ديلويت أن أكثر من ٤٠٪ من مصنّعي العالم حددوا عدم استقرار سلاسل التوريد الخارجية باعتباره أحد أعلى المخاطر التشغيلية. أما الموردون المحليون فيعملون ضمن شبكات لوجستية آمنة، ما يقلّل من تقلّب أوقات التسليم ويدعم استمرارية الأعمال.
الاتصال وتتضاعف التحديات عند التعامل مع الموردين الأجانب. فاختلاف التوقيت، وحواجز اللغة، والاختلافات الثقافية في الممارسات التجارية قد تؤدّي إلى تأخير حل المشكلات الفنية. وعندما تطرأ تغييرات في التصميم — وهي أمرٌ لا مفرّ منه دائمًا — فإن الشركاء المحليين يطبّقون التعديلات خلال أيام بدلًا من أسابيع.
حماية الملكية الفكرية تتفاوت بشكل كبير حسب الاختصاص القضائي. وتتطلب عمليات التشغيل الآلية الخارجية نقل ملفات التصميم عبر الشبكات الدولية، ما يُعرِّضها لنقاط ضعف. ووفقاً لمتخصصي حماية الملكية الفكرية، قد تُستَقطَع البيانات أو تُنسَخ أو تُستخدَم دون إذن، لا سيما في المناطق التي تفتقر إلى إنفاذ فعّال لحقوق الملكية الفكرية. أما التصنيع المحلي فيوفّر ضماناً أعلى ضد النسخ غير المصرح به، مما يحافظ على الميزة التنافسية.
اعتبارات التكلفة تتطلب هذه المسألة تحليلًا دقيقًا. فقد تبدو الخيارات الخارجية أقل تكلفةً للوحدة الواحدة، لكن التكلفة الإجمالية عند الوصول تروي القصة الكاملة. ويشمل ذلك تكاليف الشحن والرسوم الجمركية وفحوصات الجودة والمخزون الاحتياطي اللازم لفترات التوريد الأطول وتكاليف إعادة العمل المحتملة. ووفقاً لمحللي تكاليف التصنيع، يمكن أن تأكل هذه التكاليف الخفية جزءاً كبيراً من التوفير المُدرَك الناتج عن الاستعانة بمصادر خارجية، بل وقد تلغيه بالكامل.
يتعلّق الاختيار بين التصنيع المحلي والتصنيع الخارجي في النهاية باحتياجات منتجك المحددة، وحساسية التطبيق، ومستوى الرقابة المطلوب. وتؤدي متطلبات الدقة، وقيود الوقت المتاح للتسليم، وحماية الملكية الفكرية، ومعايير الامتثال جميعها أدوارًا حاسمةً في اختيار النهج المناسب.
وبوجود إطار واضح لتقييم المصنّعين، فإن خطوتك التالية تشمل إعداد الوثائق التي تُمكّن من الحصول على عروض أسعار دقيقة وتنفيذ المشروع بكفاءة— وهي فنٌّ يُهمَل غالبًا ألا وهو إعداد حزم طلبات الاقتباس (RFQ) بشكل احترافي.
كيف تعد طلب الاقتباس الخاص بك كخبير
لقد حددت مصنّعين واعدين وفهمت ما يميّز المورِّدين الأكفاء عن المُدّعين الكاذبين. والآن تأتي خطوةٌ يسارع إليها كثيرٌ من المشترين— فيدفعون ثمن ذلك لاحقًا عبر التأخيرات، وطلبات الاقتباس الجديدة، وتبادل التواصل المُربِك والمُستفِزّ. فحزمة طلب الاقتباس (RFQ) الخاصة بك هي في الأساس انطباعك الأول، وهي تحدد مباشرةً مدى سرعة ودقة استجابة المصنّعين.
إليك السر من داخل الشركة: يمكن أن يؤدي تقديم طلب اقتباس كامل (RFQ) إلى تلقي ملاحظات فورية في غضون نفس اليوم حول إمكانية التصنيع (DFM) وعروض أسعار موثوقة. هل تفتقد بعض المعلومات؟ فاستعد لتأخير الجدول الزمني، وعروض الأسعار المُبالغ فيها لتغطية المجهولات، والمخاطر في تخطيط العمليات. متخصصي التصنيع الدقيق وفقاً لـ
إعداد طلب الاقتباس الخاص بك للحصول على عروض أسعار أسرع وأدق
فكّر في حزمة طلب الاقتباس الخاص بك على أنها وثيقة إحاطة شاملة. وكلما كانت بياناتك المقدمة أكثر اكتمالاً، كانت الاستجابة أكثر دقة. وعندما يتطلب تصنيع الأجزاء المخصصة مواصفات دقيقة، فإن اللجوء إلى التخمين يُدخل الأخطاء التي تتراكم تدريجياً طوال عملية الإنتاج.
قبل التواصل مع أي مصنّع، اجمع العناصر الأساسية التالية:
- ملفات النماذج ثلاثية الأبعاد والرسومات الفنية: قدّم كلاً من النماذج ثلاثية الأبعاد (بصيغة STEP أو IGES) والرسومات ثنائية الأبعاد بصيغة PDF. ووفقاً لـ خبراء التشغيل بالكمبيوتر (CNC) العديد من المشترين يرتكبون خطأً شائعًا يتمثّل في تضمين ملف STEP فقط. أما ملف PDF فيحتوي على ملاحظاتٍ حرجة تتعلّق بالتسامحات، والمواد، ومعالجة الحرارة، ونهاية السطح، ومتطلبات التشطيب، وهي عواملٌ جوهرية تُمكّن المورِّدين من إعداد عروض أسعار دقيقة.
- مواصفات المواد: حدّد الدرجات الدقيقة بدقة — مثل "6061-T6" بدلًا من استخدام مصطلح عام مثل "ألمنيوم" فقط. ووفقًا لمختصّي التصنيع، فإن ذكر مصطلح "فولاذ مقاوم للصدأ" دون تحديد درجة معينة يؤدي إلى اختلاف كبير في بيانات القطع والتكاليف، ما يجبر المورِّدين على رفع الأسعار لمواجهة حالة عدم اليقين.
- متطلبات التحمل: حدّد الأبعاد الحرجة مع التفاوتات المسموح بها لها. وأدرج مواصفات هندسة الأبعاد والتجميع (GD&T) عند الاقتضاء. وصنّف الميزات عالية الخطورة مثل الجدران الرقيقة، أو الجيوب العميقة، أو الثقوب الطويلة المُخَرَّسة، أو نصف القطر الصغير التي تتطلب اهتمامًا خاصًّا.
- احتياجات الكمية: حدّد ما إذا كانت الكمية المطلوبة تخص النموذج الأولي، أو دفعة صغيرة، أو الإنتاج الضخم. وضمِّن الكميات المطلوبة لكل طلب، وكذلك التوقعات السنوية لحجم الاستخدام. وهذه المعلومات تؤثّر مباشرةً في قرارات تصنيع الأدوات، وتحديد أسعار الدفعات، وجدولة العمليات.
- متطلبات تشطيب السطح: حدد أهداف خشونة السطح (Ra 1.6، Ra 3.2، إلخ.) والتشطيبات الثانوية — مثل نوع التأكسد الكهربائي ولونه، أو طبقة الفيلم الكيميائي، أو عملية التمرير، أو التنقية بالكرات المعدنية، أو التلميع الكهربائي. وحدّد المناطق السطحية الوظيفية مقابل المناطق التجميلية.
- العمليات الثانوية: اذكر عمليات المعالجة الحرارية، أو الطلاء المعدني، أو التغليف، أو التجميع، أو غيرها من العمليات اللاحقة للتشغيـل الآلي المطلوبة. ويشمل ذلك مواصفات الخيوط مع النظام والدرجة وعمق التثبيت (مثل: M6x1.0-6H، عمق 12 مم).
- جدول التسليم: قدِّم تواريخ الشحن المستهدفة أو النطاقات الزمنية المقبولة. وتجنَّب العبارات الغامضة مثل «في أسرع وقت ممكن»، وحدِّد بدلًا منها تواريخ محددة أو نطاقات زمنية تتيح جدولة واقعية.
- محددات الميزانية: ورغم أن نطاقات الميزانية لا تُشارَك دائمًا في المرحلة الأولية، فإن الإشارة إليها تساعد المصنِّعين على اقتراح بدائل فعَّالة من حيث التكلفة عندما تسمح مواصفاتك بالمرونة.
المعلومات التي يحتاجها المصنِّعون منك
وبعيدًا عن قائمة المراجعة هذه، فإن فهم ما يفعله المصنِّعون فعليًّا بمعلوماتك يساعدك على تقديمها بشكل أكثر فعالية. وعندما تصل الأجزاء المشغَّلة المطلوبة لمشروعك إلى مكتب التسعير، يقوم المهندسون بتقييم عدة عوامل في آنٍ واحد.
تُعَدّ مراقبة المراجعة أمراً حاسماً بالغ الأهمية. ووفقاً لمتخصصي إعداد طلبات الاقتباس (RFQ)، فإن أحد أكثر النتائج إحباطاً هو وصول المنتجات المُصنَّعة وفقاً لنسخة قديمة من الرسم الهندسي—مما يجعلها عديمة الفائدة تماماً. ويجب أن يترافق كل تغيير برقم مراجعة جديد، ويجب عليك الإشارة إلى هذه المراجعة والتحقق منها مع المصنِّعين في كل طلب.
السياق يُسرِّع من عملية الفهم. شارك مخططات التجميع، ووضِّح وظيفة القطعة، وحدِّد المكونات التي تتصل بها، وبلِّغ عن أولوياتك فيما يتعلَّق بالتنازلات بين التكلفة ووقت التسليم. ويمكن للمهندسين ذوي الخبرة العميقة التي تمتد لعقود أن يكتشفوا أوجه القصور في التصميم أو المخاطر التصنيعية التي قد تفوتك—لكن ذلك يتحقَّق فقط إذا فهموا تطبيقك.
تؤثِّر متطلبات الفحص في الجدول الزمني والتكلفة. حدد ما إذا كنت بحاجة إلى فحص القطعة الأولى (FAI)، أو الفحص الكامل بنسبة 100%، أو أخذ عيّنات وفقًا لمستوى جودة قبول العيّنات (AQL). وحدّد الوثائق المطلوبة: تقارير الأبعاد، وبيانات جهاز القياس ثلاثي الأبعاد (CMM)، وشهادات المواد، وتوافق مع متطلبات RoHS/REACH، أو حزم إجراءات التأهيل الأولي للقطع (PPAP). ووفقًا لمتخصصي الجودة، فإن فحص القطعة الأولى (FAI) وفحص الأبعاد باستخدام جهاز القياس ثلاثي الأبعاد (CMM) يستغرق عادةً من ٠٫٥ إلى يومين اعتمادًا على عدد القطع ودرجة تعقيدها.
الأخطاء الشائعة التي تؤخّر مشاريع الأجزاء المخصصة المصنوعة باستخدام آلات التحكم العددي (CNC):
- تقديم الرسومات ثنائية الأبعاد فقط دون ملفات STEP — ما يؤدي إلى إبطاء عملية التحقق من إمكانية الوصول وتخطيط مسارات الأدوات بشكل كبير
- عدم تحديد الوحدات أو التسامحات — مما يجبر المُصنِّع على افتراضات افتراضية قد لا تتطابق مع نواياك الفعلية
- تحديد معالجة "الأكسدة الكهربائية" (Anodize) دون تحديد النوع أو اللون — ما يؤدي إلى عدم وضوح دورات التصنيع الخارجي ومتطلبات استعادة الأبعاد بعد المعالجة
- عدم تضمين نظام الخيوط أو درجة التحمل أو عمقها — ما يعرّض المشروع لخطر إعادة التصنيع
- عدم تحديد الكمية المطلوبة — ما يمنع التخطيط لقوالب التثبيت أو حساب خصومات الدفعات
- تحديد تسامحات غير واقعية في السمات غير الحرجة — ما يرفع التكاليف دون تحقيق أي فائدة وظيفية
وفقًا لخبراء الاتصال في مجال التصنيع، يجب أن يتضمن طلبك الرسمي للعرض السعري (RFQ) تفاصيل كافية بحيث يستطيع أي مُصنِّع يتبع المواصفات إنتاج المنتج بشكلٍ مطابق تمامًا. فكيف تعبِّر عن نية التصميم بوضوح؟ من خلال وثائق كاملة وغير غامضة لا تترك مجالاً للتفسير.
وبعد أن تكون قد أعددت طلبك الرسمي للعرض السعري (RFQ) بشكلٍ سليم، فإن فهم العوامل المؤثرة في تحديد الأسعار يساعدك على تفسير العروض السعرية بذكاءٍ وتحديد الفرص المتاحة لتحسين التكلفة — وهي المسألة التي سنستعرضها في المقال التالي.
عوامل التسعير وتوقعات المدة
لقد قدَّمت طلبًا رسميًّا شاملاً للعرض السعري (RFQ) إلى عدة شركات مصنِّعة. والآن بدأت العروض السعرية تصل، لكن الاختلافات في الأسعار تبدو مُربكة. فعلى سبيل المثال، تقدِّم إحدى الشركات المورِّدة سعرًا قدره ٤٥ دولارًا أمريكيًّا لكل قطعة، بينما تقدِّم شركة أخرى سعرًا قدره ١٢٠ دولارًا أمريكيًّا لنفس المواصفات ظاهريًّا. ما الذي يحدث هنا؟ إن فهم العوامل المؤثرة في تكاليف التشغيل الآلي باستخدام الحاسوب (CNC) يحوِّلك من مشترٍ مرتبكٍ إلى مفاوِضٍ واعٍ ومُلمٍ.
إليك ما لا يتعلّمه معظم المشترين أبدًا: إن تحديد الأسعار ليس عشوائيًّا. فكل دولار في عرض أسعار الآلات الرقمية التحكمية (CNC) يعود إلى عوامل تكلفة محددة يمكنكم غالبًا التأثير فيها من خلال قرارات تصميم ذكية ومواصفات استراتيجية. دعونا نفكّ شفرة العوامل التي تُحدِّد في الواقع تكاليف مشروعكم.
ما العوامل الفعلية التي تؤثر في تكاليف تصنيع الأجزاء باستخدام آلات التحكم العددي (CNC)؟
عندما يُقدِّر المصنِّعون تكلفة أجزاء التشغيل الآلي الخاصة بكم، فإنهم يقيّمون عوامل متعددة مترابطة. ووفقًا لـ تحليل تكلفة الصناعة ، فإن نوع المادة، وتعقيد التصميم، وزمن التشغيل الآلي، ومتطلبات التشطيب تلعب جميعها أدوارًا كبيرة في العرض النهائي. ويساعد فهم كل عنصرٍ من هذه العناصر في تحديد المجالات التي تسمح بالمرونة — والمجالات التي تكون فيها التكاليف غير قابلة للتفاوض.
| عوامل التكلفة | مستوى التأثير | ما العوامل المؤثرة فيه؟ | سيطرة المشتري |
|---|---|---|---|
| تكلفة المواد | متوسط إلى عالي | نوع المادة، ودرجة المواصفة، وتوافر المخزون، ونسبة الهدر أثناء التشغيل الآلي | عالية — فاختيار المادة يؤثّر مباشرةً في التكاليف الأساسية |
| تعقيد الجزء | عالية | عدد الميزات، والهندسات المعقدة، والتشغيل الآلي متعدد الأسطح، ومتطلبات الأدوات المتخصصة | متوسطة — إذ يؤدي تبسيط التصميم إلى خفض زمن البرمجة والتشغيل الآلي |
| متطلبات التحمل | عالية | مواصفات الدقة، وشدة الفحص، وسرعات التشغيل الأبطأ لتحقيق التحملات الضيقة | مرتفع— تطبيق التحملات الضيقة فقط عند الحاجة الوظيفية لذلك |
| التشطيب السطحي | متوسطة | قيم الخشونة المطلوبة، والعمليات الثانوية للتشطيب، والمعالجات المتخصصة | متوسط— التمييز بين الأسطح التجميلية والأسطح الوظيفية |
| حجم الطلب | مرتفع جداً | استهلاك تكلفة الإعداد، وتبرير استثمار الأدوات، وخصومات الكمية على المواد | مرتفع— تؤثر قرارات الكمية تأثيراً جذرياً على السعر لكل وحدة |
| العمليات الثانوية | متوسط إلى عالي | المعالجة الحرارية، والتلدين، والطلاء، والتجميع، ومعالجة إضافية، وتنسيق العمليات الخارجية | متوسط— دمج العمليات أو تعديل المواصفات |
| درجة إلحاح المدة الزمنية للتسليم | متوسطة | رسوم الإنجاز العاجل، وشراء المواد بشكل عاجل، ودفع أجور العمل الإضافي، وتعطيل الجدول الزمني | مرتفع— التخطيط المسبق يلغي الرسوم الإضافية |
تكاليف المواد حدد أساس تسعيرك. وفقًا لخبراء تكلفة التشغيل الآلي، فإن المواد مثل الألومنيوم والصلب اللين تكون عادةً أقل تكلفةً، في حين أن الفولاذ المقاوم للصدأ والتيتانيوم والسبائك الغريبة يمكن أن ترفع التكاليف بشكل كبير. علاوةً على ذلك، فإن قابلية التشغيل الآلي تؤثر في سرعة قطع الأدوات للمواد — فالمعادن الأشد صلابة تتطلب معدلات تغذية أبطأ وتسبب اهتراءً أكبر في الأدوات، ما يُضيف تكاليف غير مباشرة.
تعقيد الجزء يُحدِّد تعقيد التصميم وقت التشغيل الآلي، الذي يمثل أحد أكبر مكونات التكلفة. فالأشكال الهندسية المعقدة والتسامحات الضيقة والتشغيل الآلي لعدة أسطح تتطلب وقت برمجة وتشغيل آلي أطول. ووفقًا لأبحاث تكلفة النماذج الأولية باستخدام الحاسب الرقمي (CNC)، يمكن أن يزيد التعقيد التصميمي من وقت التشغيل الآلي بنسبة ٣٠–٥٠٪، مما يؤثر مباشرةً على الفاتورة النهائية الخاصة بك. كما أن الأجزاء التي تتطلب إزالة ٨٠٪ أو أكثر من كتلة المادة الأصلية تترتب عليها تكاليف أعلى بسبب طول وقت التشغيل الآلي وزيادة اهتراء الأدوات.
متطلبات التحمل تؤدي إلى آثار تكاليفية أسية. ووفقاً لخبراء التصنيع الدقيق، فإن التحملات الضيقة البالغة ±٠٫٠٠١ بوصة قد تضاعف التكاليف أربعة أضعاف مقارنةً بالتحملات القياسية البالغة ±٠٫٠٠٥ بوصة. وكل قطعة تشغيل آلية تتطلب أبعاداً فائقة الدقة تتطلب سرعات تشغيل أبطأ، وأدوات تخصصية، وفحوصاً إضافية — وكل ذلك يُضاف إلى فاتورتك.
التسعير حسب الحجم والاقتصاديات المرتبطة بالنماذج الأولية
وربما لا يوجد عامل واحد يؤثر على سعر الوحدة بشكل أكثر دراماتيكية من كمية الطلب. ويساعدك فهم هذه العلاقة في اتخاذ قرارات استراتيجية بشأن التشغيلات التجريبية (النماذج الأولية) مقابل الكميات الإنتاجية.
فكّر في هذا السيناريو المستند إلى أبحاث الاقتصاد التصنيعي: فقد تبلغ تكلفة نموذج أولي واحد ٥٠٠ دولار أمريكي، بينما تنخفض تكلفة كل وحدة إلى نحو ٣٠٠ دولار أمريكي عند طلب ١٠ وحدات. أما بالنسبة للتشغيلات الأكبر التي تشمل ٥٠ وحدة فأكثر، فقد تنخفض التكاليف بنسبة تصل إلى ٦٠٪، ليهبط سعر الوحدة إلى نحو ١٢٠ دولاراً أمريكياً — مع الحفاظ على الجودة والمواصفات المتطابقة تماماً.
ولماذا تظهر مثل هذه الفروق الكبيرة؟ إن التحليل الاقتصادي ينقسم إلى تكاليف ثابتة وتكاليف متغيرة:
- التكاليف الثابتة تبقى ثابتة بغض النظر عن الكمية— مثل البرمجة، وإعداد برامج التصميم بمساعدة الحاسوب/التصنيع بمساعدة الحاسوب (CAD/CAM)، وإنشاء التثبيتات (fixtures)، والإعداد الأولي. وتُعتبر هذه التكاليف لمرة واحدة، والتي تتراوح عادةً بين ٢٠٠ و٥٠٠ دولار أمريكي، وتُقسَّم على كمية طلبك. فجزء واحد يتحمَّل المبلغ بالكامل، بينما يتحمَّل كل جزء من أصل خمسين جزءاً جزءاً صغيراً منه.
- التكاليف المتغيرة تتناسب مع الكمية— مثل تكلفة المادة، وزمن التشغيل الآلي لكل جزء، والتفتيش. وهذه العناصر تستفيد من مكاسب الكفاءة مع زيادة طول دفعات الإنتاج، حيث يحسِّن المشغلون العمليات تدريجياً.
- خصومات المواد تبدأ عند الكميات الأكبر. ووفقاً لمتخصصي توريد المواد، فإن الشراء بالجملة يحقّ عادةً لخصومات تتراوح بين ١٠٪ و٢٥٪، ما يقلل التكلفة للوحدة الواحدة بشكل إضافي.
التطبيق العملي: إذا كنت تطوِّر مكونات جديدة مصنوعة باستخدام ماكينات التحكم العددي (CNC) وتحتاج إلى نماذج أولية للاختبار، ففكِّر في طلب ٣–٥ وحدات بدلاً من عينة واحدة فقط. فبهذا ستحصل على هامش احتياطي للاختبارات التدميرية، مع خفض كبير في الاستثمار اللازم لكل وحدة. أما التكلفة الهامشية للنماذج الأولية الإضافية فهي أقل بكثير من تكلفة طلبها بشكل فردي في وقت لاحق.
خفض التكلفة عبر التصميم القابل للتصنيع
هنا يكتسب المشترون المطلعون مزايا كبيرة. فتصنيع أجزاء الآلات بكفاءة يتطلب تصاميمًا مُحسَّنة لعمليات التصنيع باستخدام الحاسب الآلي (CNC)، حيث يمكن أن تؤدي التغييرات الصغيرة إلى وفوراتٍ كبيرة دون المساس بالوظيفة.
ووفقًا لمتخصصي التصميم من أجل التصنيع (DFM)، فإن عدة مبادئ تصميمية تقلل مباشرةً من تكاليف التصنيع:
تجنب الحفر العميق والجيوب العميقة. فهذه السمات تسبب مشكلات تؤثر على النهاية السطحية والدقة، وقد تؤدي إلى كسر الأدوات. وغالبًا ما تتطلب هذه السمات عمليات قص متعددة لتصنيعها بشكل سليم، مما يزيد من وقت التشغيل وبالتالي يرفع تكلفة القطعة.
قلل إلى أدنى حدٍ ممكن من الزوايا الحادة الداخلية. فالقاطعات الدوارة المستخدمة في أنظمة التصنيع باستخدام الحاسب الآلي (CNC endmills) دائرية الشكل، ولذلك تترك نصف قطر عند الزوايا الداخلية. أما إنشاء زوايا داخلية حادة فيتطلب أدوات متخصصة أو عمليات ثانوية مثل التآكل الكهربائي (EDM)، مما يرفع التكاليف بشكل كبير. لذا يُفضَّل استخدام تقريب داخلي (fillets) يتوافق مع أقطار الأدوات القياسية.
احرص على الحفاظ على سماكة جدران مناسبة. الجدران الرقيقة عرضة للاهتزازات أثناء التشغيل الآلي، مما يقلل من الدقة القابلة للتحقيق وقد يؤدي إلى هدر القطع. واتباع إرشادات الحد الأدنى لسماكة الجدران يضمن السلامة الإنشائية وقابلية التصنيع.
اختر الزوايا المائلة (Chamfers) بدلًا من الزوايا المستديرة (Fillets) على الحواف الخارجية. تتطلب الزوايا المستديرة الخارجية عمومًا وقت تشغيل آلي أطول وأدوات خاصة. أما الزوايا المائلة فتنجز أغراضًا وظيفية مماثلة — مثل إزالة الحواف الحادة، وتحسين السلامة، والجماليات — وبتكلفة أقل.
حدد فقط التحملات الضرورية. وفقًا لـ خبراء تحسين عمليات التشغيل الآلي فإذا لم تكن الدقة ضرورية تمامًا لقطعتك، فإن الالتزام بالتحملات العامة مثل ISO 2768 كلما أمكن ذلك يجنبك رفع التكاليف بشكل غير ضروري.
عوامل زمن التسليم والتوقعات الواقعية
وبعيدًا عن السعر، فإن توقعات زمن التسليم غالبًا ما تفاجئ المشترين غير الملمين بالحقائق التصنيعية. ويتحدد الزمن الذي تستغرقه مكوناتك المشغَّلة آليًّا للانتقال من إصدار الطلب إلى الشحن بعدة عوامل.
توافر الماكينة يؤثر بشكل مباشر على الجدولة. وقد تمتد أوقات الانتظار لأجهزة التشغيل الشائعة—مثل آلات الخمس محاور، والماكينات ذات الحيز الكبير—إلى أسابيع. أما الأجزاء الأبسط التي تُصنَّع على معدات ثلاثية المحاور فهي عادةً ما تُجدوَل بسرعة أكبر.
توفير المواد قد يطيل الجداول الزمنية بشكل كبير. ف Grades الشائعة مثل سبائك الألومنيوم 6061 أو الفولاذ المقاوم للصدأ 304 متوفرة محليًا. أما السبائك الغريبة، أو ظروف المعالجة الحرارية المحددة، أو درجات المواد المعتمدة لقطاع الطيران والفضاء فقد تتطلب طلبات توريد مباشرة من المصانع مع فترات تسليم تتراوح بين 4 و8 أسابيع.
متطلبات التشطيب تضيف أيامًا إضافية إلى عملية التصنيع. ووفقًا لمتخصصي التشطيب السطحي، فإن التشطيبات القياسية بعد التشغيل الآلي (As-machined) لا تضيف أي وقت إضافي، بينما تضيف المعالجات الأساسية مثل التنقية بالكرات المعدنية (Bead Blasting) يومين كحد أقصى. أما التشطيبات الممتازة مثل الأكسدة الكهربائية (Anodizing) فتزيد من فترات التسليم بمقدار 3–5 أيام، وقد تتطلب الطلاءات المتخصصة تنسيقًا مع جهات خارجية مما يضيف أسبوعًا أو أكثر.
طلبات عاجلة ممكنة ولكنها مكلفة. وتتطلب عملية التعجيل بإعادة تنظيم الجداول الزمنية من قِبل المصنّعين، وتسريع توريد المواد، والعمل الإضافي عند الحاجة— وكل ذلك بأسعار مرتفعة. ووفقاً لمتخصصي التكاليف في القطاع، فإن إلحاح الجدول الزمني يُضيف تكاليفٍ عبر التشغيل الآلي الإضافي، وطلبات شراء المواد العاجلة، والترتيب الأولوي للعمليات— وغالباً ما تصل هذه الزيادة إلى ٢٥–٥٠٪ فوق الجداول الزمنية القياسية.
ما أكثر النهج فعالية من حيث التكلفة؟ التخطيط المسبق. فتصبح الجداول الزمنية لتصنيع القطع قابلةً للتنبؤ عندما تُبلغ عن الجداول الدقيقة، وتتجنب التغييرات المفاجئة في اللحظة الأخيرة، وتحرص على تخصيص وقت احتياطي للطوارئ غير المتوقعة. ويُكافئ المصنّعون العملاء ذوي الجداول المنتظمة بتقديم أسعار أفضل واهتمام أولوي عند حدوث حالات طارئة حقيقية.
وبعد فهم عوامل التسعير، تأتي المرحلة التالية التي تشمل المتطلبات الخاصة بالقطاعات الصناعية— أي المعايير والشهادات المتخصصة التي تُعرِّف عمليات التصنيع في تطبيقات السيارات والفضاء الجوي والمنتجات الطبية.

المتطلبات الخاصة بالقطاعات الصناعية: السيارات، الفضاء الجوي، والمنتجات الطبية
لقد أتقنت عوامل التسعير وتوقعات زمن التسليم. لكن ما يُميّز المشترين الناجحين عن أولئك الذين يواجهون مفاجآت مكلفة هو فهم أن القطاعات الصناعية المختلفة تتطلب نُهُج تصنيعٍ مختلفة جذريًّا. فعلى سبيل المثال، يعمل مصنع أجزاء الماكينات الذي يخدم سلاسل التوريد في قطاع السيارات ضمن قيودٍ مختلفة تمامًا عن تلك التي يخضع لها مصنعٌ آخر ينتج مكونات للطيران والفضاء أو للأجهزة الطبية.
وهذه ليست اختلافات طفيفة — بل هي نظم بيئية منفصلة تتميّز بشهادات معينة ومتطلبات وثائقية فريدة وبروتوكولات تحكّم في الجودة. وتستثمر الشركات التي تُصنّع أجزاءً معدنية مخصصةً للصناعات الخاضعة للتنظيم استثماراتٍ كبيرةً في إمكاناتٍ متخصصةٍ لا تمتلكها ورش الآلات العامة على الإطلاق. ولنستعرض معًا المتطلبات التي يفرضها كل قطاع رئيسي على شركائه في مجال التصنيع.
متطلبات التصنيع في قطاع السيارات
تمثل صناعة السيارات واحدةً من أكثر البيئات تطلبًا لإنتاج أجزاء مصنوعة باستخدام آلات التحكم العددي بالحاسوب (CNC). وتتراوح توقعات الحجم إلى آلاف أو ملايين المكونات المتطابقة، وكلها تتطلب اتساقًا تامًّا. ويمكن أن يؤدي عطل جزءٍ واحدٍ فقط إلى استدعاءات تؤثر على مئات الآلاف من المركبات — ما يترتب عليه عواقب مالية وسمعة هائلة.
ووفقًا لمتخصصي شهادات القطاع، فإن معيار IATF 16949 هو المعيار العالمي لإدارة جودة قطاع السيارات، الذي يجمع بين مبادئ ISO 9001 والمتطلبات الخاصة بالقطاع فيما يتعلق بالتحسين المستمر ومنع العيوب والإشراف الصارم على الموردين. وهذه الشهادة ليست اختياريةً بالنسبة للموردين الجادين في قطاع السيارات؛ بل هي تذكرة الدخول الأساسية للعمل مع كبرى شركات تصنيع المعدات الأصلية (OEMs).
تشمل المتطلبات الأساسية لأجزاء السيارات المصنوعة باستخدام ماكينات التحكم الرقمي (CNC):
- شهادة IATF 16949: يُظهر وجود نظامٍ منهجيٍّ لإدارة الجودة يتماشى مع توقعات قطاع السيارات، بما في ذلك عمليات اعتماد الأجزاء الإنتاجية (PPAP)
- التحكم الإحصائي في العمليات (SPC): المراقبة الفورية للأبعاد الحرجة طوال دورات الإنتاج لاكتشاف أي تباينات قبل أن تتحول إلى عيوب
- الاتساق في الإنتاج عالي الحجم: القدرة على إنتاج آلاف القطع المصنّعة بدقة متطابقة مع أقل قدر ممكن من التباين بين أول قطعة وأخرها
- التركيز على منع العيوب: أنظمة جودة استباقية بدلًا من عمليات تفتيش ردّية — لاكتشاف المشكلات قبل حدوثها
- إمكانية التتبع الكاملة: شهادات المواد، وسجلات العمليات، ووثائق التفتيش التي تربط كل مكوّن بتاريخ إنتاجه
- قابلية التوسع السريعة: القدرة على الانتقال من الكميات الأولية النموذجية إلى أحجام الإنتاج الكاملة دون انخفاض في الجودة
بالنسبة للمشترين الذين يوردون مكونات للسيارات، فإن الشراكة مع مصنّعين معتمدين تُحدث فرقًا جوهريًّا بين سير عملية الإنتاج بسلاسة أو التعرّض لانقطاعات مكلفة. تكنولوجيا المعادن شاوي يي على سبيل المثال، تمتلك الشركة شهادة IATF 16949 وتطبّق عمليات التحكم الإحصائي في العمليات (SPC) بدقةٍ عالية—مما يمكنها من توريد مكونات ذات تحمل دقيق جدًّا لتجميعات الهيكل المعقدة والكواتم المعدنية المخصصة، مع القدرة على التوسع بسلاسة من مرحلة النماذج الأولية السريعة إلى الإنتاج الضخم. كما أن أوقات التسليم لديها قد تصل إلى يوم عمل واحد فقط في الحالات العاجلة، مما يعكس مدى استجابتها لمتطلبات سلاسل التوريد في قطاع السيارات.
متطلبات التصنيع في قطاع الطيران والفضاء
عندما تحلّق المكونات على ارتفاع ٣٥٠٠٠ قدمٍ حاملةً مئات الركاب، فإن الفشل ليس خيارًا مقبولًا. ويُعد التصنيع في قطاع الطيران والفضاء أكثر القطاعات طلبًا لمعايير الجودة صرامةً على الإطلاق. ووفقًا لخبراء الشهادات في مجال الطيران والفضاء، فإن معيار AS9100 يبني على أساس معيار ISO 9001، ويضيف إليه متطلبات إضافية خاصة بقطاع الطيران والفضاء، مع التركيز على إدارة المخاطر، والتوثيق الدقيق، والتحكم في سلامة المنتج طوال سلسلة التوريد المعقدة.
ما الذي يميّز قطاع الطيران والفضاء عن غيره من قطاعات إنتاج المكونات المصنوعة بدقة؟
- شهادة AS9100D: معيار إدارة الجودة المخصص لقطاع الطيران والفضاء، الذي يوسع نطاق معيار ISO 9001 ليشمل ضوابط إضافية لإدارة التكوين ومنع الأجزاء المزيفة ومتطلبات السلامة
- اعتمادية نادكاب (Nadcap): وفقًا لمتخصصي العمليات الخاصة، يركّز برنامج NADCAP على اعتماد العمليات الخاصة الحاسمة في تصنيع قطاعَي الطيران والدفاع، ومن بينها المعالجة الحرارية، والمعالجة الكيميائية، والاختبارات غير التدميرية
- إمكانية تتبع المواد بالكامل: وفقًا لـ خبراء تطبيق معيار AS9100 وتتضمن متطلبات إمكانية التتبع تحديد الهوية طوال دورة حياة المنتج، ومعرفة جميع المنتجات المصنوعة من دفعة واحدة من المادة، وقدرة استرجاع السجل التسلسلي للمنتج عبر مراحل التصنيع والتجميع والاختبار والتفتيش
- إدارة التكوين: معرفة الأجزاء والعمليات والمواد والتعديلات الدقيقة التي دخلت في صنع كل منتج، وذلك للمقارنة مع تكوين التصميم
- مراقبة وسائط القبول: يجب مراقبة الختم أو كلمات المرور أو التوقيعات الإلكترونية التي تُحدِّد من قام بأداء المهام أو قبل القياسات، لضمان وجود التفويض الصحيح
- التخطيط الجودة القائم على المخاطر: التحديد المنهجي وتحييد أوضاع الفشل المحتملة قبل بدء الإنتاج
إن عواقب ضعف إمكانية التتبع في قطاع الطيران والفضاء وخيمة. ووفقاً لمتخصصي إمكانية التتبع، فإنه في حال اكتشاف عطلٍ في جزء معين تسبب في حادث طائرة، يتعيّن على المصنّعين تحديد الأجزاء الأخرى الموجودة في الطائرات الأخرى التي قد تتأثر بهذا العطل — بما في ذلك المواد الأولية المستخدمة في تصنيع كل جزء على حدة. وبغياب إمكانية التتبع السليمة، قد تضطر الشركات إلى استبدال جميع المنتجات المشكوك في سلامتها ببساطة لأنها لا تعرف بالضبط أي الوحدات هي التي تثير الشك.
ويجب أن يُثبت أي مُصنّع لأجزاء مخرَّطة باستخدام الحاسب الآلي (CNC) يخدم قطاع الطيران والفضاء هذه القدرات من خلال عمليات موثَّقة وتدقيقٍ من أطراف ثالثة. وإذا كانت تطبيقاتك تتضمّن مكونات حرجة للطيران، فتحقق من حصول المورِّد على شهادة AS9100D قبل المضي قدماً في أي علاقة توريد.
متطلبات تصنيع الأجهزة الطبية
تؤثر الأجهزة الطبية تأثيرًا مباشرًا على سلامة المرضى، ما يجعل متطلبات هذا القطاع فريدةً من نوعها من حيث الصرامة. ووفقًا لخبراء شهادات الأجهزة الطبية، فإن معيار ISO 13485 هو المعيار المُعترف به عالميًّا لإدارة الجودة في هذا المجال، ويحدد ضوابط صارمة تشمل التصميم والتصنيع وإمكانية التعقب والتخفيف من المخاطر.
تشمل المتطلبات الحرجة للمنتجات المصنَّعة بدقة طبية ما يلي:
- الشهادة ISO 13485: نظام إدارة الجودة المتخصص لتصنيع الأجهزة الطبية، الذي يضمن الامتثال التنظيمي وسلامة المرضى
- الامتثال لمتطلبات إدارة الأغذية والأدوية الأمريكية (FDA) الواردة في البند 820 من الجزء 21 من اللوائح الاتحادية (21 CFR Part 820): لوائح نظام الجودة التي تحكم تصميم المنتجات وتصنيعها وتتبعها للأجهزة المباعة في الولايات المتحدة الأمريكية
- إدارة المخاطر الشاملة: التحديد المنهجي للمخاطر والتخفيف منها بما يضمن سلامة الجهاز أو فعاليته
- إمكانية تتبع المنتج بالكامل: القدرة على تتبع كل مكوِّن عبر كامل سجلّه التصنيعي لإدارة عمليات الاسترجاع
- معالجة الشكاوى بكفاءة: إجراءات موثَّقة للتحقيق في المخاوف المتعلقة بالجودة ومعالجتها
- القدرات في غرف النظافة العالية: بيئات تصنيع خالية من التلوث للمكونات الحساسة
تتطلب غرف النظافة اهتمامًا خاصًّا. ووفقًا لمتخصصي التصنيع في غرف النظافة، فإن المكونات المستخدمة في الصناعات الخاضعة للتنظيم الدقيق تتطلّب تجميعًا دقيقًا في بيئات خالية من الملوثات لضمان الامتثال للمعايير المطلوبة. وتضمن خدمات تجميع الأجهزة الطبية وتجهيزها (Kitting) التي يقدّمها فنيون مؤهلون أن تحقّق الأجزاء المصنّعة حسب الطلب معايير الجودة الصارمة.
بيئات متخصصة للصناعات الحرجة
وبالإضافة إلى الشهادات، تتطلّب بعض التطبيقات بيئات تصنيع لا يمكن لتلك الورش الميكانيكية العادية توفيرها عادةً. وتشكّل مرافق غرف النظافة أبرز القدرات المتخصصة المطلوبة في تطبيقات أشباه الموصلات والقطاع الطبي.
ووفقًا لمتخصصي المكونات الدقيقة، فإن غرف النظافة من الفئة ISO Class 7 تتوافق مع لوائح نظام جودة إدارة الغذاء والدواء (FDA) ومع متطلبات شهادة ISO 13485:2016. وتدعم هذه البيئات الخاضعة للرقابة طرق تجميع وتشطيب متنوعة من بينها:
- تنظيف فائق الصوت خالٍ من البيروجينات لإزالة الملوثات
- الربط بالمذيبات واللواصق في ظروف خالية من الجسيمات
- اللحام فائق الصوت والليزري مع تحكم دقيق
- الحفر والقطع والوسم بالليزر لضمان إمكانية تتبع الأجهزة الطبية
- الاختبار والتحقق، بما في ذلك اختبار الانفجار واختبار انخفاض الضغط واختبار الشد
تتطلب الأجهزة والمعدات الطبية الدقة في جميع مراحل التصميم والإنتاج والتجميع الخاضع للرقابة النوعية. ووفقاً لخبراء تصنيع المعدات الطبية، يجب أن تُركّز العمليات على الرقابة النوعية الصارمة، مع العلم أن أي أخطاء في عمليات التشغيل الآلي أو التجميع أو التسليم قد تؤدي إلى نتائج حرجة بالنسبة للمستخدمين النهائيين.
تستفيد مكونات قطاع الفضاء الجوي أيضًا من البيئات الخاضعة للرقابة. فغالبًا ما تُستخدم هذه المكونات في التطبيقات التي تتعرَّض لسرعاتٍ عاليةٍ وإجهاداتٍ شديدة، وتعتمد على التصنيع والتركيب الدقيقين، حيث قد تؤدي أصغر عيوبٍ إلى نتائج كارثية. أما القدرات المتعلقة بالمقاييس الحرارية (الثيرموكبلز) ومكونات الأقمار الصناعية ومعدات توليد الأكسجين فهي تتطلب جميعها معالجةً متخصِّصةً تتجاوز ما توفره بيئات ورش الآلات القياسية.
اعتبارات قطاع الدفاع
يُدخل تصنيع قطاع الدفاع باستخدام آلات التحكم العددي الحاسوبي (CNC) طبقات تنظيمية إضافية. ووفقًا لمختصِّي الامتثال في مجال الدفاع، يخضع تصنيع المعدات الدفاعية لتنظيمات «التجارة الدولية في المواد العسكرية» (ITAR)، التي تفرض رقابةً صارمةً على التعامل مع البيانات التقنية الحساسة والمكونات ذات الصلة. ويقتضي الامتثال لهذا التنظيم حصول المنشأة على تسجيلٍ رسميٍّ لدى وزارة الخارجية الأمريكية وتطبيق بروتوكولات أمن المعلومات.
عادةً ما يحتاج مقاولو الدفاع إلى شهادات ISO 9001 أو AS9100 مقترنةً بتسجيل ITAR لإثبات القدرة على ضمان الجودة والامتثال لمتطلبات الأمن الوطني. وتساعد هذه المتطلبات المدمجة في تأكيد العملاء الحكوميين على قدرات المنشأة التقنية وقدرتها على حماية المعلومات الحساسة.
عند استيراد أجزاء مُصنَّعة باستخدام آلات التحكم العددي (CNC) للصناعات الخاضعة للتنظيم، فإن التحقق من الشهادات ليس خيارًا — بل هو أمرٌ جوهريٌّ. لذا يُرجى طلب أحدث الشهادات، والتأكد من أن نطاقها يشمل متطلباتك المحددة، والتحقق من خبرة المورِّد في تلبية متطلبات التوثيق والتتبع الخاصة بصناعتك.
إن فهم هذه المتطلبات الخاصة بكل صناعة يمكِّنك من طرح الأسئلة المناسبة وتحديد المصنِّعين القادرين فعليًّا على تلبية احتياجاتك. أما الجزء الأخير من اللغز فيتعلَّق ببناء علاقات توريد مستدامة تُحقِّق نتائج متسقة على المدى الطويل — وتجنب الأخطاء الشائعة التي تُفشِل شراكات التصنيع.
تجنب الأخطاء الشائعة وبناء علاقات قوية مع مصنّعي المعدات
لقد تجاوزتم مرحلة اختيار المواد، وفهمتم عوامل التسعير، وحدّدتم المتطلبات الخاصة بكل صناعة. والآن تأتي الرؤية التي تميّز المشترين الناجحين عن أولئك الذين يبحثون باستمرار عن مورِّدين جدد: فبناء شراكات دائمة مع مصنّعي أجزاء ماكينات التحكم العددي (CNC) يتطلب أكثر من مجرد العثور على منشآت مؤهلة. بل يتطلّب تجنُّب الأخطاء الشائعة التي تُقوّض العلاقات قبل أن تنضج — واعتماد ممارسات تعاونية تحوّل عمليات الشراء الاعتيادية إلى شراكات استراتيجية.
إليك ما يدركه محترفو المشتريات ذوي الخبرة: التكلفة الحقيقية لتبديل المورِّدين تفوق بكثير الوفورات الظاهرة الناتجة عن السعي وراء عروض أسعار أقل. ووفقًا لمتخصصي الشراكات التصنيعية، فإن العلاقات طويلة الأجل تتيح لكلا الطرفين مواءمة أهدافهما المشتركة، وتطوير فهم متبادل عميق، والحد من سوء التواصل المكلف، والتعاون الاستباقي لحل التحديات الهندسية المعقدة. دعونا نستعرض كيفية بناء هذه العلاقات القيِّمة—بدءًا بالأخطاء التي يجب أن تتجنبها.
الأخطاء الشائعة التي تُعطِّل مشاريع التصنيع
حتى المشترون ذوو الخبرة يقعون في فخاخ تُلحق الضرر بعلاقات المورِّدين وتُضخِّم تكاليف المشاريع. ويُجنبك التعرُّف على هذه المزالق قبل وقوعها تعلُّم الدروس المكلفة بالطريقة الصعبة.
- المواصفات غير الواضحة: إن تقديم الرسومات غير المكتملة، أو إغفال تحديد التسامحات، أو صياغة متطلبات المواد بشكل غامض يجبر المصنِّعين على افتراضات. ووفقًا لـ متخصصو التشغيل الآلي باستخدام الحاسوب (CNC) الحفاظ على تصميمك بسيطًا ومواصفاتك واضحة يجنبك وقت التشغيل الإضافي والعمليات الميكانيكية غير الضرورية التي تزيد التكلفة دون إضافة قيمة. فالغموض يولّد الأخطاء — والنزاعات حول الجهة المسؤولة عن هذه الأخطاء.
- جداول زمنية غير واقعية: المطالبة بالتسليم العاجل دون فهم حقائق التصنيع يُضعف العلاقات ويرفع التكاليف. فالأجزاء الميكانيكية المخصصة تتطلب برمجةً وإعدادًا وتشغيلًا فعليًّا وتفقُّدًا — وهي عمليات لا يمكن اختزالها عشوائيًّا دون أن تنعكس سلبًا على الجودة.
- اتصال ضعيف: الاختفاء بعد إصدار الطلبيات، ثم الظهور مجددًا بمطالب بتغييرات عاجلة، يُحدث فوضىً كبيرة. فالشراكات القوية تتطلّب تفاعلًا مستمرًّا، واستجابةً فوريةً للأسئلة، وإشعارًا استباقيًّا بأي تغيُّرات في المتطلبات.
- تجاهل ملاحظات تصميم القابلية للتصنيع (DFM): عندما يقترح المصنّاعون ذوو الخبرة تعديلات في التصميم لتحسين قابلية التصنيع، فإن تجاهل مدخلاتهم يعني إهدار خبرةٍ قيّمة. ووفقاً لخبراء تحسين التصميم، فإن الميزات مثل الزوايا الداخلية الصغيرة، أو الجدران المرتفعة والرفيعة، أو النصوص البارزة تُضيف تكاليفٍ كبيرةً وزمن تشغيلٍ إضافياً. والمصنّعون الذين يقدمون نصائح حول قابلية التصنيع (DFM) يسعون في الواقع إلى تقليل تكاليفك— لذا استمع إليهم.
- التغيير المتكرر للمورِّدين: والسعي الدائم وراء أقل عرضة سعرية يحول دون اكتساب أي مورِّدٍ فهماً ل предпочتاتك، ومعايير جودتك، وأنماط تواصلك. فكل علاقة جديدة تتطلب إعادة بناء المعرفة المؤسسية التي يمتلكها الشركاء ذوو الخبرة بالفعل.
وتجمع هذه الأخطاء خيطاً مشتركاً واحداً: وهي معاملة التصنيع باعتباره صفقةً تجاريةً روتينيةً بدل أن تكون علاقةً تعاونيةً. فمكونات ماكينات التحكم العددي (CNC) تتطلب الدقة والخبرة والانتباه للتفاصيل— وهي صفاتٌ تزدهر في الشراكات المستقرة، وتضمحل تحت ممارسات الشراء الاستغلالية.
بناء شراكة موثوقة مع المورِّد
إن تحويل علاقات المورِّدين من علاقات معاملاتية إلى علاقات استراتيجية يتطلب جهدًا مُتعمَّدًا من الطرفين. وفيما يلي الطريقة التي يتبعها المشترون الناجحون لتنمية شراكات تُحقِّق نتائج متسقة عامًا بعد عام.
وضع جداول اتصال منتظمة. ووفقًا لخبراء تطوير الشراكات، فإن تعيين جهات اتصال مُخصَّصة في كلا الطرفين يبسِّط عملية التنسيق. وحدِّد أوقاتًا ثابتة لتحديثات المشاريع، ومراجعات التصاميم، والعروض التوضيحية للمنتجات قيد الإنجاز. واستخدم منصات التعاون القائمة على السحابة لمشاركة الملفات والبيانات فورًا.
إنشاء حلقات تغذية راجعة ذات معنى. لا تنتظر حتى تظهر المشكلات— بل شارك ملاحظاتك حول الأداء بشكل استباقي. فإذا تجاوزت الأجزاء المصنَّعة حسب الطلب التوقعات، فأعرب عن ذلك صراحةً. وإذا ظهرت مشكلات، فتناولها بطريقة بنَّاءة بدلًا من اتّباع نهج اتهامي. ووفقاً لمختصي علاقات المورِّدين، فإن تبني بيئةٍ يُبلَّغ فيها عن التحديات فور ظهورها ويتم التعامل معها بطريقة بنَّاءةٍ يُعزِّز الثقة تدريجيًّا.
توفير تنبؤات دقيقة بالحجم. يقوم المصنعون بتخطيط السعة، وجدولة المعدات، وتخزين المواد استنادًا إلى التوقعات التي يقدّمها العملاء. ويساعد مشاركة تقديرات الاستخدام السنوي الواقعية—حتى لو كانت نطاقات تقريبية—المورِّد الخاص بك لمكونات الآلات الرقمية (CNC) على التحضير لاحتياجاتك. ويصبح من الممكن التعامل مع الزيادات المفاجئة في الطلب عندما يتنبَّأ الشركاء بها معًا.
إشراك المورِّدين في المراحل المبكرة من التطوير. ووفقًا لخبراء التصنيع التعاوني، فإن إشراك شريكك في مجال التشغيل الآلي باستخدام الحاسوب (CNC) خلال مراحل التصميم والنماذج الأولية يستفيد من رؤيته التصنيعية. ويُمكِّن إشراك المورِّد مبكرًا من تحديد المشكلات المحتملة المتعلقة بإمكانية التصنيع، ويقلل من عمليات إعادة التصميم المكلفة—مما يحوِّل مورِّدك إلى مصدر دعم في مرحلة التصميم بدلًا من كونه مجرد منشأة إنتاج.
الالتزام معًا بعملية التحسين المستمر. جدول استعراضات أعمال دورية لتقييم مقاييس الجودة، وأداء التسليم، وأهداف التكلفة. ووفقاً لمتخصصي استدامة الشراكات، فإن هذه الجلسات تُحدِّد فرص التحسين، وتتكيف مع الظروف السوقية الجديدة، وتوحِّد خطط الإنتاج المستقبلية بشكل أوثق.
اختيار الشركاء لتحقيق النمو الطويل الأجل
بالنسبة الشركات النامية، ينبغي أن تمتد معايير اختيار المورِّدين لما وراء الاحتياجات الحالية لتشمل القدرات المستقبلية. فالشريك المثالي في مجال التصنيع ينمو جنباً إلى جنب مع نشاطك التجاري — بحيث يكون قادراً على التعامل مع الكميات الأولية (النماذج الأولية) اليوم، ومع أحجام الإنتاج الكبيرة غداً، دون انخفاض في الجودة أو إجهاد في العلاقة.
ابحث عن الشركات المصنعة التي تُظهر ما يلي:
- أوقات تسليم سريعة للطلبات العاجلة: فالشركاء القادرون على تسليم المنتجات المصنَّعة في غضون يوم عمل واحد فقط في حالات الطوارئ، يوفرون مرونة لا تُقدَّر بثمن عندما تظهر فرص غير متوقعة أو تحديات مفاجئة.
- القدرة الإنتاجية القابلة للتوسيع: المرافق التي تنتقل بسلاسة من مرحلة النماذج الأولية إلى الإنتاج الضخم تلغي الاضطرابات الناجمة عن البحث عن موردين جدد مع زيادة أحجام إنتاجك
- حلول التصنيع المخصصة الشاملة: الشركاء الذين يقدمون خدمات كاملة — بدءًا من التجميعات المعقدة ووصولًا إلى المكونات المتخصصة — يبسطون سلسلة توريدك ويقللون من الأعباء التنسيقية
- أنظمة جودة معتمدة: تضمن شهادة IATF 16949 وتطبيق نظام التحكم الإحصائي في العمليات (SPC) الاتساق عبر أحجام الإنتاج المتزايدة
هذه القدرات ذات أهمية خاصة في التطبيقات automotive، حيث يؤثر اعتماد سلسلة التوريد مباشرةً على جداول الإنتاج. تكنولوجيا المعادن شاوي يي يُجسِّد هذا النهج الجاهز للشراكة — حيث تتعامل منشأته الحاصلة على شهادة IATF 16949 مع كل شيء بدءًا من تجميعات الهيكل المعقدة ووصولًا إلى البطانات المعدنية المخصصة، مع فترات تسليم تصل إلى يوم عمل واحد فقط لمتطلبات الطوارئ. ويُشكِّل هذا المزيج من القدرات الشاملة والخدمة الاستجابة الأساس لعلاقات المورِّدين التي تتعزَّز مع نمو نشاطك التجاري.
أشهر علاقات المورِّدين تشبه امتدادًا لفريقك الخاص — شركاء يفهمون أولوياتك، ويتنبَّهون لاحتياجاتك مسبقًا، ويستثمرون في نجاحك لأن نجاحهم يتوقَّف على نجاحك.
ويبقى بناء هذه العلاقات بحاجةً إلى الصبر والاتساق والاحترام المتبادل. فالمكاسب قصيرة الأجل الناتجة عن التغيير المتكرِّر للمورِّدين لا تُقارن بالقيمة طويلة الأجل التي يقدِّمها الشركاء الذين يعرفون مواصفاتك بدقةٍ عالية، ويكتشفون المشكلات المحتملة قبل أن تتفاقم، ويعطون أولويةً لطلباتك لأنهم يقدِّرون شراكتك معهم. استثمر في علاقاتٍ مع مصنِّعين قادرين على إنتاج أجزاء ماكينات التحكم العددي الحاسوبي (CNC)، وستكتشف أن السر الحقيقي الذي يجهله الكثيرون ليس خدعة تفاوضية ذكية — بل هو القيمة المتراكمة للثقة التي تُبنى مع مرور الوقت.
الأسئلة الشائعة حول مصنِّعي أجزاء ماكينات التحكم العددي الحاسوبي (CNC)
١. ما هي الأجزاء السبعة الرئيسية لآلة التصنيع باستخدام الحاسب الآلي (CNC)؟
تشمل المكونات السبعة الرئيسية وحدة التحكم في الآلة (MCU) التي تُعتبر الدماغ، وأجهزة الإدخال لتحميل البرامج، ونظام الدفع للتحكم في الحركة، وأدوات الآلة لعمليات القطع، وأنظمة التغذية الراجعة لمراقبة الدقة، والقاعدة والطاولة لدعم قطعة العمل، وأنظمة التبريد لإدارة الحرارة أثناء التشغيل الآلي. ويُساعد فهم هذه المكونات المشترين على التواصل الفعّال مع المصنّعين بشأن متطلبات القدرات، وكذلك تشخيص المشكلات المحتملة أثناء الإنتاج.
٢. كم تكلفة قطعة مخصصة من ماكينات التحكم العددي بالحاسوب (CNC)؟
تتفاوت تكاليف أجزاء التصنيع باستخدام الحاسب الآلي المخصصة بشكل كبير وفقًا لدرجة التعقيد والمواد المستخدمة والتسامح المطلوب وحجم الإنتاج. وتتراوح أسعار الأجزاء البسيطة في الدفعات الصغيرة عادةً بين ١٠ و٥٠ دولارًا أمريكيًّا للوحدة، بينما قد تتجاوز تكلفة المكونات المصممة بدقة ١٦٠ دولارًا أمريكيًّا لكل وحدة في الطلبيات ذات الحجم المنخفض. ومن العوامل الرئيسية المؤثرة في التكلفة: اختيار المادة، وتعقيد الجزء، ومتطلبات التسامح، ومواصفات التشطيب السطحي، وكمية الطلب. كما أن زيادة أحجام الإنتاج تقلل التكلفة لكل وحدة بشكل كبير، نظرًا لتوزيع تكاليف الإعداد على عدد أكبر من القطع.
٣. أي شركة هي الأفضل لآلات التصنيع باستخدام الحاسب الآلي؟
يعتمد أفضل مصنّع لأجزاء آلات التحكم العددي بالحاسوب (CNC) على متطلبات صناعتك المحددة واحتياجات تطبيقك. فعلى سبيل المثال، بالنسبة للتطبيقات automotive التي تتطلب شهادة IATF 16949 واتساقًا عالي الحجم، تُقدِّم شركات مثل Shaoyi Metal Technology أنظمة جودة معتمدة مع عمليات التحكم الإحصائي في الجودة (SPC) وأوقات تسليم تصل إلى يوم عمل واحد فقط. أما التطبيقات aerospace فتتطلب مورِّدين معتمدين وفق معيار AS9100D، بينما تتطلّب إنتاج الأجهزة الطبية شهادة ISO 13485 وقدرات التشغيل في غرف نظيفة (cleanroom).
٤. ما الشهادات التي يجب أن يمتلكها مصنعو أجزاء آلات التحكم العددي بالحاسوب (CNC)؟
تعتمد الشهادات الأساسية على قطاعك الصناعي. وتُعَد شهادة ISO 9001:2015 المعيار الجوهري للجودة في التصنيع العام. أما سلاسل التوريد في قطاع السيارات فتتطلب شهادة IATF 16949 التي تركّز على منع العيوب والحد من التباين. وتشترط مكونات قطاع الطيران شهادة AS9100D مع ضوابط إضافية تشمل إدارة التكوين وإمكانية تتبع المواد. أما تصنيع الأجهزة الطبية فيتطلّب شهادة ISO 13485 لضمان الامتثال التنظيمي وسلامة المرضى.
٥. كيف أُعدُّ طلب عرض أسعار (RFQ) فعّالًا لعمليات التشغيل بالقطع باستخدام الحاسب الآلي (CNC)؟
تشمل حزمة طلب عرض الأسعار (RFQ) الكاملة ملفات التصميم بمساعدة الحاسوب (CAD) بصيغة STEP أو IGES، بالإضافة إلى ملفات PDF ثنائية الأبعاد مع تحديد التسامحات، ومواصفات درجة المادة بدقة، وتسامحات الأبعاد الحرجة مع تطبيق معايير الهندسة الهندسية والهندسية التجميعية (GD&T) عند الاقتضاء، ومتطلبات الكميات بما في ذلك التوقعات السنوية للاستهلاك، ومتطلبات التشطيب السطحي التي تميّز بين المناطق الوظيفية والمناطق التجميلية، ومواصفات العمليات الثانوية، والجداول الزمنية الواقعية للتسليم، ومعايير الميزانية عند الحاجة. وتؤدي الطلبات الكاملة إلى عروض أسعار أسرع وأكثر دقة، وتمنع التأخيرات المكلفة.