 Sản xuất với số lượng nhỏ, tiêu chuẩn cao. Dịch vụ tạo nguyên mẫu nhanh của chúng tôi giúp việc kiểm chứng trở nên nhanh chóng và dễ dàng hơn —
Sản xuất với số lượng nhỏ, tiêu chuẩn cao. Dịch vụ tạo nguyên mẫu nhanh của chúng tôi giúp việc kiểm chứng trở nên nhanh chóng và dễ dàng hơn —

Hướng dẫn Kỹ thuật về Dập Titan trong Ứng dụng Ô tô Hiệu suất Cao
TÓM TẮT NHANH
Dập titan cho hiệu suất ô tô mang lại lợi thế then chốt trong kỹ thuật phương tiện hiện đại: đạt được mức giảm trọng lượng 40–50% so với thép trong khi vẫn duy trì độ bền vượt trội trước nhiệt và ăn mòn. Đối với các kỹ sư và cán bộ mua sắm, tính khả thi của quá trình này phụ thuộc vào việc lựa chọn đúng cấp titan—thường là cấp 2 (CP) cho kéo sâu hoặc cấp 9 (Ti-3Al-2.5V) cho ống tube—và làm chủ các thách thức sản xuất của cấp 5 (Ti-6Al-4V).
Mặc dù titan cho phép giảm trọng lượng hệ thống xả, bộ giữ van và các thành phần treo, nó đòi hỏi các kỹ thuật dập chuyên biệt để kiểm soát độ đàn hồi cao và hiện tượng dính trượt. Việc triển khai thành công cần chuyên môn về khuôn dập, chất bôi trơn phù hợp, và thường cần khả năng tạo hình nóng để sản xuất các chi tiết chính xác có thể chịu được điều kiện khắc nghiệt của môi trường hiệu suất cao.
Vật Lý Của Hiệu Suất: Vì Sao Phải Dập Titan?
Trong hành trình theo đuổi hiệu suất ô tô, khối lượng là kẻ thù. Titan có mật độ khoảng 4,51 g/cm³, tương đương khoảng 56% so với thép (7,8 g/cm³), mà không làm giảm độ bền cấu trúc. Tỷ lệ cường độ trên trọng lượng (tỷ lệ sức mạnh/trọng lượng) đặc biệt này khiến nó trở nên không thể thiếu trong việc giảm trọng lượng xe, từ đó trực tiếp cải thiện khả năng tăng tốc, quãng đường phanh và hiệu quả tiêu thụ nhiên liệu.
Vượt ra ngoài việc giảm khối lượng tĩnh, titan đóng vai trò then chốt trong việc giảm khối lượng chuyển động tịnh tiến và khối lượng không được treo. Trong các ứng dụng động cơ, các bộ phận nhẹ hơn của hệ thống phân phối khí (như đai ốc lò xo van dạng dập) cho phép giới hạn vòng tua cao hơn và phản ứng bướm ga nhanh hơn. Trong hệ thống treo, việc thay thế các giá đỡ hoặc lò xo bằng thép bằng titan sẽ giảm khối lượng không được treo, giúp hệ thống treo phản ứng nhanh hơn với sự thay đổi của mặt đường, từ đó cải thiện độ bám và độ chính xác khi điều khiển.
Độ ổn định nhiệt là một yếu tố quyết định khác. Không giống như nhôm, vốn mất đi đáng kể độ bền khi vượt quá 150°C, các hợp kim titan vẫn duy trì được tính chất cơ học ở nhiệt độ trên 400°C. Điều này khiến titan dập trở thành lựa chọn lý tưởng cho các tấm chắn nhiệt và bộ phận ống xả phải chịu được sự thay đổi nhiệt độ khắc nghiệt mà không bị cong vênh hay hư hỏng.
Lựa chọn vật liệu: Phối hợp cấp độ với hình dạng
Không phải mọi loại titan đều phù hợp với mọi quy trình dập. Thành công của một dự án thường phụ thuộc vào việc lựa chọn cấp độ sao cho cân bằng giữa yêu cầu hiệu suất của chi tiết và khả năng tạo hình của nó.
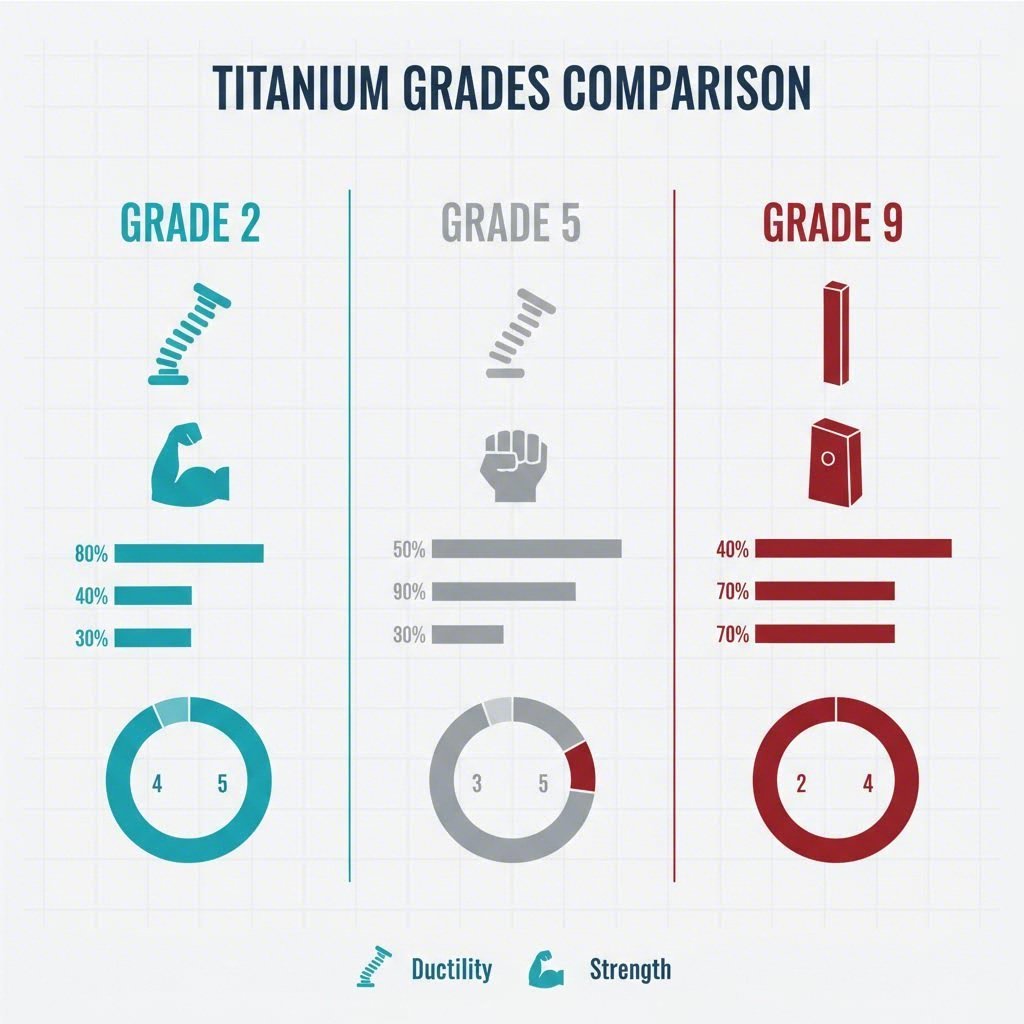
- Cấp 1 & 2 (Nguyên chất thương mại): Đây là những loại "titan chủ lực" trong quá trình dập. Cấp 2 cung cấp sự kết hợp cân bằng giữa độ bền và độ dẻo, làm cho nó trở thành lựa chọn ưu tiên cho các chi tiết đòi hỏi kéo sâu, chẳng hạn như vỏ giảm âm, tấm chắn nhiệt và các giá đỡ phức tạp. Loại này thường có thể được dập nguội với các điều chỉnh khuôn tiêu chuẩn.
- Cấp 5 (Ti-6Al-4V) Hợp kim phổ biến nhất cho các ứng dụng độ bền cao, cấp 5 cung cấp độ bền kéo vượt trội nhưng gây ra những thách thức đáng kể trong dập. Độ dẻo ở nhiệt độ phòng kém thường yêu cầu bấm nóng (tạo hình ở nhiệt độ cao) để ngăn nứt. Nó thường được dành cho các chi tiết cấu trúc chịu tải lớn như bu lông và các tấm đệm thanh truyền.
- Cấp 9 (Ti-3Al-2.5V): Thường được gọi là "giải pháp trung gian", cấp 9 đóng vai trò cầu nối giữa khả năng tạo hình của cấp 2 và độ bền của cấp 5. Hợp kim này được sử dụng rộng rãi trong ống thủy lực, ống xả và các chi tiết dập cấu trúc nhẹ nơi cần khả năng chịu áp lực cao hơn so với các cấp CP.
- Hợp kim Beta (ví dụ: Ti-15-3): Những hợp kim này có thể gia công nguội và tôi luyện được, làm cho chúng trở thành lựa chọn lý tưởng cho các lò xo dập và các kẹp phức tạp nơi cần độ đàn hồi cao.
Các thách thức kỹ thuật: Hiện tượng bật ngược và hiện tượng dính (galling)
Dập titan về cơ bản khác với dập thép hoặc nhôm do hai đặc tính vật lý chính: mô đun đàn hồi thấp và độ phản ứng hóa học cao.
Quản lý độ bật lại
Mô đun Young của titan vào khoảng một nửa so với thép. Đặc tính "đàn hồi" này có nghĩa vật liệu có xu hướng mạnh trở về hình dạng ban đầu sau khi tạo hình. Trong các thao tác dập, điều này thể hiện dưới dạng hiện tượng co lò xo nghiêm trọng. Các kỹ sư phải bù đắp điều này bằng cách thiết kế khuôn có dung sai uốn quá mức . Đối với các hình dạng phức tạp, việc định cỡ khi nóng (giữ chi tiết trong khuôn ở nhiệt độ nhất định) thường được yêu cầu để thiết lập hình dạng cuối cùng và giảm ứng suất nội bộ.
Ngăn ngừa hiện tượng xước (galling)
Titan thường nổi tiếng với khuynh hướng bị kẹt hoặc "dính" vào thép dụng cụ. Dưới áp suất cao, lớp oxit bảo vệ bị bong ra, khiến kim loại phản ứng mạnh liên kết hàn nguội với khuôn. Để giảm thiểu hiện tượng này, các nhà sản xuất sử dụng các chiến lược bôi trơn tiên tiến như Molybdenum Disulfide (Moly) hoặc chất bôi trơn gốc graphite. Ngoài ra, dụng cụ thường được phủ lớp Titanium Carbo-Nitride (TiCN) hoặc Diamond-Like Carbon (DLC), và trong một số trường hợp, người ta dùng các chèn khuôn bằng đồng thau để tạo độ bôi trơn tự nhiên và ngăn ngừa mài mòn dính.
Ứng dụng ô tô chính
Các bộ phận dập từ titan được sử dụng ở những nơi mà sự đánh đổi giữa chi phí và hiệu suất là hợp lý. Trong các xe hiệu suất cao và xe sang trọng, các thành phần này rất quan trọng để đạt được mục tiêu giảm trọng lượng.
| Hệ thống | Thành phần | Cấp độ thông thường | Lợi ích về hiệu suất |
|---|---|---|---|
| Xả | Vỏ giảm thanh, tấm chắn nhiệt | Cấp 2 (CP) | Chống ăn mòn, giảm 40% trọng lượng so với inox |
| Động cơ | Đai giữ lò xo van, miếng đệm | Cấp 5 / Beta | Giới hạn vòng tua cao hơn, giảm ma sát |
| Khung gầm | Miếng đệm phanh, giá đỡ | Cấp 2 / 9 | Giảm trọng lượng phần treo không chịu lực, cách nhiệt |
| Các thiết bị buộc | Vòng đệm, kẹp | Cấp độ 5 | Giữ lực siết cao, không bị ăn mòn |
Phân tích chi phí và Chiến lược tìm nguồn cung ứng
Thực tế kinh tế của việc dập titan bao gồm chi phí ban đầu cao hơn. Giá nguyên vật liệu có thể cao gấp 10 đến 20 lần so với thép, và tuổi thọ dụng cụ ngắn hơn do tính chất mài mòn của kim loại. Tuy nhiên, đối với các ứng dụng hiệu suất cao, giá trị vòng đời—được đo bằng tiết kiệm nhiên liệu, độ bền và lợi thế cạnh tranh—thường vượt trội hơn chi phí ban đầu.
Khi đánh giá nhà cung cấp, hãy tìm những đối tác hiểu rõ các yếu tố tinh tế trong gia công tạo hình nóng và ủ trong môi trường khí quyển được kiểm soát. Shaoyi Metal Technology , ví dụ, cung cấp các khả năng dập chuyên biệt cho ngành ô tô, từ chế tạo mẫu nhanh đến sản xuất số lượng lớn. Các cơ sở đạt chứng nhận IATF 16949 của họ được trang bị máy ép lên đến 600 tấn, giúp thu hẹp khoảng cách cho các nhà sản xuất thiết bị gốc (OEM) cần các bộ phận titan chính xác được giao đúng theo các tiêu chuẩn toàn cầu. Xác minh dịch vụ kỹ thuật của họ tại đây để xem họ xử lý các thách thức về vật liệu phức tạp như thế nào.
Luôn xác minh khả năng của nhà cung cấp trong việc thực hiện các thao tác thứ cấp, chẳng hạn như cắt mép và hoàn thiện bề mặt, vì các ba via titan có thể khó loại bỏ và đòi hỏi các quy trình làm sạch ba via chuyên biệt.
Tóm tắt: Ép dập titan có khả thi không?
Ép dập titan nay không còn chỉ dành riêng cho ngành hàng không vũ trụ và Công thức 1. Với việc lựa chọn đúng mác và kiểm soát quy trình, đây là công nghệ sản xuất hàng loạt khả thi cho các ứng dụng ô tô hiệu suất cao. Chìa khóa nằm ở việc cân bằng mong muốn độ bền của mác 5 với thực tế sản xuất về khả năng tạo hình, thường tìm ra điểm tối ưu với mác 9 hoặc thiết kế titan mác 2 được tối ưu hóa. Khi các hãng xe tiếp tục theo đuổi mục tiêu giảm trọng lượng để tăng tầm hoạt động cho xe EV và đáp ứng quy định về phát thải, các bộ phận bằng titan ép dập sẽ ngày càng đóng vai trò trung tâm hơn.
Các câu hỏi thường gặp
1. Tại sao titan không được sử dụng cho toàn bộ thân xe?
Mặc dù titan có tỷ lệ độ bền trên trọng lượng vượt trội, chi phí nguyên liệu cao và yêu cầu xử lý phức tạp khiến việc sử dụng nó trở nên không khả thi về mặt kinh tế đối với thân xe sản xuất đại trà. Việc sản xuất các tấm lớn sẽ đòi hỏi lực ép rất lớn và dụng cụ tạo hình nóng đắt tiền, làm tăng giá xe lên mức vượt xa khả năng chi trả của người tiêu dùng.
2. Những nhược điểm chính của việc dập khuôn titan là gì?
Những nhược điểm chính bao gồm độ đàn hồi cao sau khi dập, gây khó khăn trong việc kiểm soát dung sai, và nguy cơ trầy xước (galling), làm tăng mài mòn dụng cụ. Ngoài ra, khả năng tạo hình của titan thấp hơn thép, nghĩa là các chi tiết cần kéo sâu thường phải trải qua nhiều công đoạn với xử lý ủ trung gian để ngăn nứt.
3. Các chi tiết dập từ titan có thể hàn được không?
Có, titan có thể hàn, nhưng cần một môi trường được kiểm soát nghiêm ngặt. Oxy là "kẻ thù" của titan nóng; nó hấp thụ oxy một cách nhanh chóng ở nhiệt độ trên 400°C, gây ra hiện tượng giòn hóa. Do đó, việc hàn phải được thực hiện trong môi trường khí trơ argon hoặc trong buồng chân không để duy trì độ dẻo và độ bền của vật liệu.