 Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —
Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —

Shaffof tozalovchi qisqich tayanchlarini bosib chiqarish: Muhandislik va identifikatsiya qo‘llanmasi
Qisqacha
Avtomobil komponentlari kontekstida oynani tozalovchi qisqichni bosib chiqarish yuqori tezlikdagi ikki alohida tushunchani anglatadi progressiv die stamping metall konstruktsiyani shakllantirish uchun ishlatiladigan ishlab chiqarish jarayoni hamda qismni tekshirish uchun qisqichga bosib qo'yilgan identifikatsiya kodlari. Zamonaviy ishlab chiqarish asosan quyish usulidan bosib chiqarish usuliga o'tdi, bu esa minutiga 60 tagacha detalni yuqori aniqlikda ishlab chiqarish imkonini beradi.
Avtomashina egasi yoki tiklovchi uchun ushbu bosib qo'yilgan belgilar (masalan, Trico kabi ishlab chiqaruvchi logotiplari yoki 55L/55R kabi yo'nalish ko'rsatkichi) OEM qismlarni aniqlash va mos kelishini ta'minlash uchun muhim ahamiyatga ega. Siz massali ishlab chiqarish uchun ishlab chiqaruvchini izlayotgan bo'lsangiz yoki eski qism raqamini dekod qilayotgan bo'lsangiz ham, bosib chiqarish jarayonini tushunish muhim.
Ishlab chiqarish jarayoni: Ketma-ket matritsa to'qish
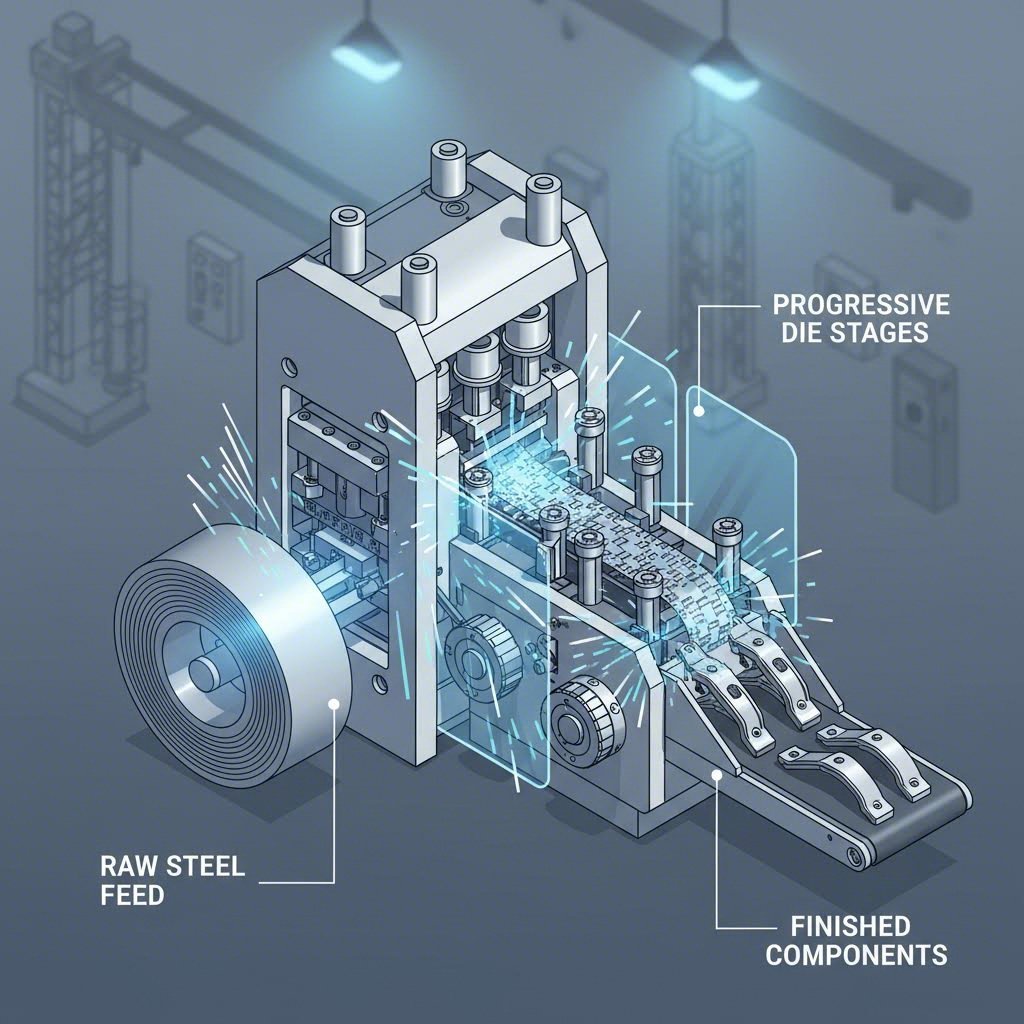
Avtomobil sanoatining talablariga javob berish uchun oynani tozalovchi mator qo'llarini ishlab chiqarish katta o'zgarishlarga uchradi. An'anaviy ravishda, ko'plab tozalovchi komponentlari metall sovunish usuli bilan ishlab chiqarilgan. Biroq, zamonaviy muhandislik progressiv die stamping , bu usul doimiy ketma-ketlikda tekis metall spirallarni murakkab, chidamli shakllarga aylantiradi.
Bu o'tish sezilarli darajada samaradorlikni oshiradi. Sanoat bo'yicha tadqiqotlarga ko'ra, masalan, Penne oldinga siljish matritsasi bilan bosishga o'tish ishlab chiqaruvchilarga daqiqasiga 60 tagacha mator qo'l ishlab chiqarish imkonini beradi. Ortiqcha materialni olib tashlash yoki notekis chegaralarni silliq qilish uchun sekundar mashinalar talab qilinadigan sovunishga qaramasdan, bosib chiqarilgan qismlar asosan tugallangan holda pressdan chiqadi. Bu jarayon galvanizlangan po'lat yoki aluminiy lentalarni pressga kiritishni, so'ngra bir nechta matritsalar metall mufta va kanallarni mikron aniqlikda kesish, egish va shakllantirishni o'z ichiga oladi.
Bunday ishlash hajmi va aniqlik talab qilinadigan avtomobil OEMlar uchun kuchli imkoniyatlarga ega hamkor tanlash zarur. Shaoyi Metal Technologyning qamrovli shikastlovchi yechimlari tezkor prototiplashdan yuqori hajmli ishlab chiqarishgacha bo'lgan uzunlikni IATF 16949 sertifikatlangan aniqlik va 600 tonnagacha bo'lgan press imkoniyatlari yordamida qisqartirish orqali jahon standartlariga javob beradigan asosiy komponentlarni yetkazib berish. Yuqori tonnajdagi presslar og'ir ishlatiladigan silkinuvchi qo'llar uchun qalin po'latdan tayyorlangan detallarning metall charchashsiz mustahkam tuzilishini saqlaydi.
Silkinuvchi Qo'l Belgilari: Kodlar va Identifikatsiya
Mehnatsevarlar va mexaniklar uchun "tushirish" atamasi ko'pincha metall qo'ldagi alfanumerik kodlarga ishora qiladi. Bu belgilar faqatgina bezak emas, balki ayniqsa klassik avtomashinalarni tiklashda mos kelish va haqiqiyligini aniqlash uchun asosiy vosita hisoblanadi.
Eng ko'p uchraydigan belgilar ishlab chiqaruvchini va o'rnatish tomonini ko'rsatadi. Masalan, klassik avtomobillar hamjamiyati tez-tez ramon osti qismida uchraydigan "55L" (Chap/Xavfsizlik tomoni) va "55R" (O'ng/Yo'lovchi tomoni) kabi aniq kodlarga murojaat qiladi. Chap va o'ng olshov tayori odatda burchak yoki uzunlik jihatidan nafaqat ko'zga ko'rinmas darajada, balki tozalash samaradorligi uchun muhim bo'lgan farqlarga ega bo'lgani uchun ushbu belgilarni aniqlash juda muhim.
Shuningdek, Trico kabi asl jihoz ishlab chiqaruvchilari (OEM) ko'pincha Trico patent belgisi yoki aniq sana kodlarini o'z ichiga oladi. Ushbu belgilar odatda batafsil belgi yoki soddalashtirilgan detallar raqamlaridan foydalangan holda ularni oddiy zaxira qismlaridan ajratib turadi. Almashinuv qidirayotganda mexanik nosozliklarni oldini olish uchun belgilangan "bayonet" yoki "qo'shilish" ulanishi sizning avtomobilingiz xususiyatlariga mos kelishini tekshiring.
Sirtini ishlash: Bo'yoq va korroziyaga himoya
Xom shtampovka qilingan po'lat korroziyaga juda moyil bo'lib, shakllantirilgandan so'ng darhol sirtini tozalash jarayoni zarur. Sanoat sohasida odatda silkinuvchi tayoqchalarga elektro-pokrit (E-pokrit) yoki changsimon pokritish usuli bilan barqaror, ob-havo ta'siriga chidamli himoya qatlam beriladi. Bu qatlam quyosh nurlari, namlik va yo'l tuzlariga doimiy ta'sir etishiga qaramay, sharshib ketmasligi kerak.
DIY tiklovchilar uchun bu qoplamani saqlab qolish keng tarqalgan muammo hisoblanadi. Vaqt o'tishi bilan asl qoplama xira yoki chiplanishi mumkin, ayniqsa shtampovka qilingan sharnir atrofida zang paydo bo'lishi ehtimoli bor. Shtampovka qilingan silkinuvchi tayoqchani samarali tiklash uchun eski bo'yotmani identifikatsiya kodlarini yeb yubormasdan olib tashlashingiz kerak. Yuzani yumshoq tug'ilgan qum qog'ozidan (taxminan 400-600 tug'ilgan) foydalanib tozalang, so'ng erituvchi bilan mukammal tozalang.
Yuqori sifatli yarim yaltiroq yoki mat qora rang bilan bo'yoq qo'llash zavod ko'rinishini tiklashning sanoat standarti hisoblanadi. Shtampovka qilingan raqamlar yoki prujina mexanizmini to'sib qo'ymaslik uchun qalin qatlamlardan saqlaning. Platformalarda batafsil ko'rsatmalar mavjud GM-Trucks.com tayyorgarlik muhimligini ta'kidlashing—bosib chiqarilgan yorilishlardan zang tozalashni amalga oshirmasangiz, yangi bo'yoq bir necha oy ichida pufaklana boshlaydi.
Bosib chiqarilgan qo'llarni sozlash va ularga xizmat ko'rsatish
Bosib chiqarilgan metall qo'llar mustahkam bo'lsada, mexanik nosozliklardan mustasno emas. Eng ko'p uchraydigan nosozlik — o'qqa mahkamlanish teshigining ichki tomonidagi grezlarga ega bo'shliqlarda sodir bo'ladi, bu esa oyna siliqtirgich tayoqchasini boshqaruv o'qiga ushlab turadi. Agar oyna siliqtirgich tayoqchasini majburan o'rnatish yoki kerakli momentdan tashqari o'rnatish orqali ulansa, bu yumshoq metall grezlar ishdan chiqib, tayoqcha siljishi va pichoqni harakatlantira olmasligi, hatto dvigatel aylanayotgan paytda ham, sabab bo'ladi.
Boshqa problemа bu fizik deformatsiya. Stantsiyadan chikarilgan stal 'yadrosi' bar doim bent arm (bog'lanish)ni tashxis etiladi, lekin bu diqqatli manipulyatsiya talab etadi. Armni ikki g'aynimga istifodasi yag'ni alignment (chatter)ni tashxis etiladi, lekin excessive kuch armni yag'ni spring tensionni zayi etiladi. Agar internal spring—often anchored to a stamped tab—tensionni yag'ni, blade windshieldni yag'ni pressure etiladi, blade ineffective etiladi regardless of how new the rubber blade is.
Wiper Arm Stamping bo'yicha Axirgi O'y
Tegishni ikki tomonlama tavsiflash — yuqori aniqlikdagi ishlab chiqarish usuli sifatida ham, ayniqsa identifikatsiya tizimi sifatida ham — muhandislarga ham, avtomashina egalariga ham kuch beradi. Ishlab chiqaruvchilar uchun ketma-ket matritsali tegishga o'tish samaradorlik va barqarorlikdagi sakrashni anglatadi. Xaridorlar uchun esa o'zgarmas qismlardagi kodlarni o'qish mukammal ta'mirlash bilan noqulaylik tug'diradigan noto'g'ri mos kelish orasidagi farqni anglatadi. Iltimos, siz ishlab chiqarish partiyasini belgilayotgan bo'lsangiz yoki klassik avtomashinani tiklayotgan bo'lsangiz, metallga bosilgan tafsilotlar qismining kelib chiqishi va vazifasi haqida to'liq ma'lumot beradi.

Koʻpincha soʻraladigan savollar
1. O'chirgich tayanchlarini changsimon plyonkaga o'rash mumkinmi?
Ha, changsimon plyonka o'chirgich tayanchlari uchun ajoyib variantdir, chunki u oddiy sprey bo'yoqqa qaraganda qalinroq, barqarorroq qoplam beradi. U xiralashish va UV zararlanishga nisbatan juda chidamli. Biroq, plyonka o'q ilgaklariga ta'sir qilmaydiganligiga yoki uloqtiruvchi tishlarini to'ldirmaydiganligiga ishonch hosil qilishingiz kerak, chunki bu avtomobilda tayoqchalarning noto'g'ri joylashishiga olib kelishi mumkin.
2. Men o'chirgich turi qanday aniqlayman?
O'chirgich turini aniqlash uchun tayoqchaga pastki tomoni yoki asosiga bosib chiqilgan alfanumerik kodlarni qidiring. "L" yoki "R" harflari bilan tugaydigan kodlar odatda Chap yoki O'ng tomonni ko'rsatadi. Shuningdek, pichoq birikadigan ulanish nuqtasini tekshiring; eng keng tarqalgan bosma uslublar "Hook", "Bayonet" yoki "Side Pin" hisoblanadi. Ushbu belgilarni asl jihoz diagrammalari (OEM) bilan solishtirish eng ishonchli usuldir.
3. Bosma va quyilma o'chirgich tayqoqlar orasidagi farq nima?
Bosma o'chirgich tayqoqlari yuqori bosimli presslar yordamida varaqsimon metallardan shakllantiriladi, natijada yengilroq, bir tekisroq qismga ega bo'ladi va sirti silliq bo'ladi. Quyilma tayqoqlar esa suyuq holdagi metallni o'qalab sovutiladigan o'qalarga quyish orqali tayyorlanadi, bu esa og'iroq, nozikroq tushishi mumkin bo'lgan komponentlarni hosil qiladi va seamlar hamda nuqsonlarni silliq qilish uchun qo'shimcha ishlash talab etilishi mumkin.