 Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —
Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —

Avtomobil qismlarini bosib chiqarish (embossing) va botirib chiqarish (debossing): Muhandislik qo'lanmasi
Qisqasi: Avtomobil muhandislari uchun Asosiy Farq
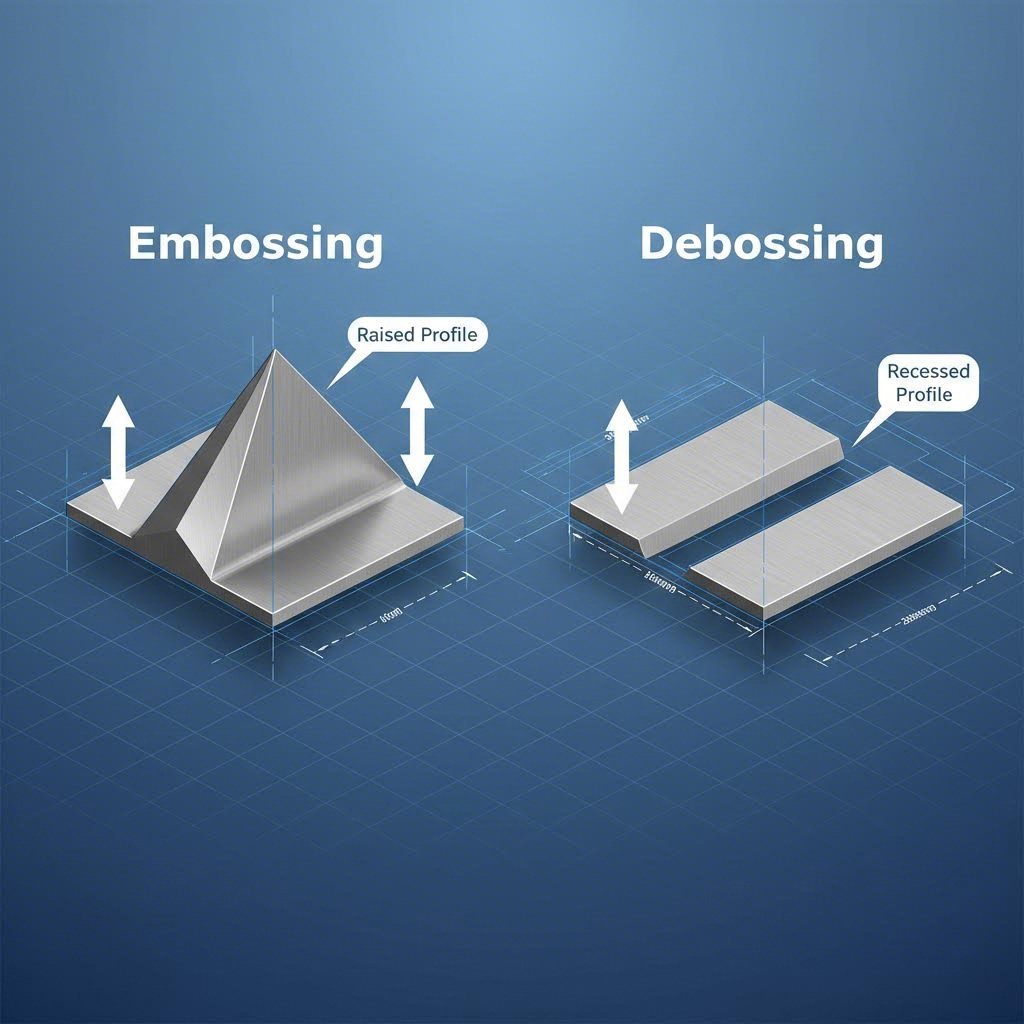
Orasidagi asosiy farq embosholish va chuqurlashtirish material oqimi yo'nalishi va uning avtomobil qoplamalari bilan o'zaro ta'sirida namoyon bo'ladi. Embosholish materialni surish uchun mos erkak va urg'ochi matritsalar ishlatiladi yuqoriga , bu og'ir bo'yoq, changsimon qoplam yoki loy to'planishdan keyin ham o'qiladigan bo'shliqlarni yaratadi. Shu tufayli bu xususiyat statik shassi teglari va xavfsizlik komponentlari uchun standartga aylandi.
Aksincha, chuqurlashtirish (avtomobil sohasida texnik jihatdan ko'pincha impression tikish yoki chizish sifatida ataladi) materialni pastga qarab asosga suradi. Bu belgini sirtning maykka yeyilishidan himoya qilsa-da, bo'yoq yoki moy to'lib qolish ehtimoli bor bo'lib, o'qilish darajasini pasaytiradi. Biroq, parda (ayniqsa dot peen yoki chizish orqali) — bu sanoatda o'zgaruvchan ma'lumotlar kabi noyob Transport Vositasi Identifikatsiya Raqamlari (VIN) uchun standart, chunki har bir belgi o'zgarishida qimmatbaho doimiy matritsa to'plamlariga ehtiyoj yo'q.
Metallni Egish Mexanikasi
Ushbu belgilarning fizikasini tushunish to'g'ri moslamani tanlash uchun muhim ahamiyatga ega. Avtomobillar ishlab chiqarishda bosib o'tish va botishni tanlash matritsa orasidagi masofa, pres kuchlanishi hamda material oqimi xususiyatlarini belgilaydi.
Matritsa konfiguratsiyalari: erkak vs urg'ochi
Embosholish ikki matritsali jarayon bo'lib, u quyida (pastki tomonda) ko'tarilgan elementlarga ega erkak matritsa va yuqoridagi tomonga botuvchi xususiyatlarga ega urg'ochi matritsadagi juftlikni talab qiladi. Press sikliga kirganda po'lat varaq yoki plastmassa ular orasiga majburan siqiladi va material yuqoriga cho'ziladi. Bu aniq tekislashni talab qiladi; agar matritsalar orasidagi bo'shliq juda tor bo'lsa, material kesiladi yoki shkaf bo'ladi; agar juda keng bo'lsa, aniqlik yo'qoladi.
Chuqurlashtirish , sanoatdagi eng toza shaklida ham, erkak/urg'ochi matritsa to'plamidan foydalanadi, lekin aksincha — rasmdagi pastga surish. Biroq, ko'pchilik yuqori tezlikdagi avtomobil presslov liniyalarda "botish" deb ataladigan narsa aslida Bosib o'tish bu yagona qattiq ayak formasidan foydalanadi, bu esa tekis tangaga nisbatan sirtga ta'sir qiladi. Asosiy farq - tushirilgan tomon: haqiqiy botma (debossed) qismning teskari tomoni ko'tarilgan (manfiy), boshqa tomondan, bosib tushirilgan izli qism orqa tomoni tekis bo'lib qoladi.
Material oqimi va kuchlanish
Rel'yefli belgi hosil qilish materialni cho'zilish orqali balandligini oshirish uchun kengaytirilishiga sabab bo'ladi va bu jarayonda material katta cho'zilish kuchlanishiga duchor bo'ladi. Avtomobil aluminiylari (masalan, 5000 yoki 6000 seriyasi) yoki yuqori mustahkamlikdagi po'lat uchun muhandislar mikroskopik pukkaklanishlarni oldini olish maqsadida maksimal cho'zilish foizini hisoblashi kerak. Botma belgi (debossing) materialni siqish orqali mahalliy maydonni mustahkamlashga olib keladi. Bu siqish belgi joyidagi qismni mustahkamlay oladi, bosh farq asosida esa noto'g'ri radius berilgan holatda rel'yefli belgi kuchlanishni oshiruvchi omilga aylanishi mumkin.
Funksional belgilash: Shassi, dvigatel va metall qismlar
Kaput ostidagi va tana ostidagi komponentlar uchun jang tashqi ko'rinish haqida emas — bu jarayon orqali kuzatuvchanlik issiqlik panjalari, yonish to'sig'i va dvigatel korpusi kabi komponentlar belgilash usulini belgilovchi qattiq so'nggi ishlash muhitiga duch keladi.
Bo'yoq va parda ostida o'qiluvchanlik
Pardalangan qismlar uchun relyefli belgilash aniq g'olibdir. Avtomobil montajida, shassi qismlari ko'pincha belgilanganidan keyin e-panlama, grunt va bo'yaladi. Agar detal chuqurchalarga ega (botma) bo'lsa, bo'yoq botmalarga oqib kiradi, ularni to'ldiradi va belgilar o'qilmas holatga keladi. Sirtga nisbatan baland turgan relyefli belgilar esa bo'yoq oqishiga imkon beradi o'chirilgan tiklar atrofida. Belgila uzun yillar davomida yo'l loyidan ham tashqari qalin parda ostida ham aniq va o'qiluvchan saqlanadi.
Shu sababli ham odatda statik ma'lumotlarni — masalan, model kodi yoki platforma nomini — metall plastinkaga bevosita bosib qo'yishadi. Bu ma'lumotlarning bo'yoq sexidan ham, 20 yillik yo'l loyidan ham omon qolishini ta'minlaydi.
O'zgaruvchan ma'lumotlarning qiyinchiligi: VIN
Embossing o'qilish uchun yaxshiroq bo'lsada, uning halokatli kamchiligi bor: narx. Har bir avtomobil uchun alohida 17 xonali VIN raqamini bosib chiqish uchun doimiy matritsa to'plami kerak bo'ladi. Har bir chiziqdan chiqayotgan mashinaga noyob 17 xonali VIN ni bosish uchun murakkab, sekin va qimmatbaho aylanuvchi raqamli boshlik kerak bo'ladi.
Shuning uchun, chuqurlashtirish (nuqtali urish yoki chizish orqali) noyob transport vositasini identifikatsiya qilish standarti. Chizish uskunalari olmos yoki karbidli stilusdan foydalanib VIN ni metall ramkaga "yozadi". Ushbu belgilar botiq bo'lsa ham, ular standart elektro-pokrivlarni o'tkazib yuborish uchun etarlicha chuqur qo'llaniladi yoki qo'llaniladi keyin bo'yalish (maskalash talab qilinadi). Bu usul jihozlarni o'zgartirmasdan cheksiz o'zgarish imkonini beradi, bu zamonaviy mass hajmdagi ishlab chiqarish uchun zarur.

Estetik dasturlar: Ichki bezak va brendlash
Kabina ichida ehtiyoj izlashning asosiy jihati duradgorlikdan ko'ra "qabul qilingan sifat"ga o'tadi. Dizaynerlar lyuks va taktillik hissini uzatish uchun ushbu usullardan foydalanadi.
Charmlar va yumshoq tekislash sirtlari
Charmlar o'rindiq, boshqaruv maydoni va asboblar paneli uchun, chuqurlashtirish (bu kontekstda ko'pincha issiq to'kilish sifatida ataladi) premium, oqilona ko'rinish yaratadi. Isigan matritsani teriga siqib tushirish orqali tolalar siqiladi va qorayadi, natijada doimiy, zamonaviy botma hosil bo'ladi. Belgilar uchun bu usul embossingdan afzal, chunki ko'tarilgan teri qatlamlari avtomobilda yo'lovchilarning kirish-chiqish jarayonida ishqalanish va eskirishga moyil.
Taktilyan boshqaruvlar va ulagichlar
Embosholish ulagichlar va tugmalar dizaynini boshqaradi. Oyna tugmasi yoki radio tugmasidagi ko'tarilgan belgi haydovchiga yo'lni kuzatmasdan nazoratni aniqlash imkonini beradigan muhim taktil uzatish xususiyatiga ega. Zamonaviy plastik interyerlar uchun "Shaklda belgilash" (IML) jarayonlarida, tekis sensorli sirtlarga 3D matallik berish uchun embossing usulidan foydalaniladi, bu esa sensor ekranlarning silliq ko'rinishini mexanik tugmaning jismoniy kafolati bilan birlashtiradi.
Asosiy solishtirma omillar (qaror matritsasi)
Yangi avtomotiv komponent uchun belgilash texnologiyasini tanlashda, xarajatlar, chidamlilik va ishlab chiqarish cheklovlari o'rtasidagi farqlarni baholash uchun ushbu matritsadan foydalaning.
| Xususiyat | Ko'tarilgan belgi | Botirilgan belgi / Tegish (Chambarak) |
|---|---|---|
| Bo'yoq bilan o'qiluvchanlik | Ajoyib (Bo'yoq cho'qqilardan tushib ketadi) | Yomon (Bo'yoq chambaraklarni to'ldiradi) |
| Samarali ishlab chiqarish xarajatlari | Yuqori (Mos keladigan erkak/ayol matritsalar talab qilinadi) | O'rtacha/Past (Bitta matritsa yoki stilus) |
| O'zgaruvchan ma'lumot (VIN) | Qiyin (Sekin, murakkab raqamlash boshlari) | Ajoyib (Dasturlanadigan nuqta peen/yozish) |
| Izla qarshiqlik | Past (Ko'tarilgan sirt ishdan chiqishni o'ziga oladi) | Yuqori (Belgi sirt ostida himoyalangan) |
| Tsikl vaqti | Tez (Bitta bosish xodisi) | Tezdan sekgacha (Tegish tez; yozish esa sekinroq) |
Ushbu prototiplash qarorlari bilan massali ishlab chiqarish orasidagi bo'shliqni to'ldirmoqchi bo'lgan ishlab chiqaruvchilar uchun Shaoyi Metal Texnologiya to'liq tegish echimlarini taklif etadi. Tez prototiplashdan boshlab 600 tonnalik pressgacha bo'lgan imkoniyatlari rel'efli hamda murakkab botma ish jarayonlarini silliq birlashtirish imkonini beradi. Dizayningizni tasdiqlash uchun 50 ta prototip yoki millionlab seriyali nazorat tirgaklar kerak bo'lsin, IATF 16949 sertifikatlangan aniqsizlik sizning belgilash standartlaringiz global OEM talablarga javob berishini kafolatlaydi. Siz butun muhandislik doirasini tekshirishingiz mumkin Shaoyi Metal Texnologiyasi Tegish Echimlari .
Detal turi bo'yicha Xulosa Tavsiyasi
Ishlab chiqarish strategiyangizni yakunlash uchun qismlaringizni ularning yopishtirish xususiyati va ma'lumotlar ehtiyojiga qarab toifalarga ajrating:
- Quyidagilardan biri bo'lsa, relyefli belgilashni tanlang: Detal bo'yaladi, changsimon parda bilan qoplanadi yoki kuchli moyga ta'sir qiladi (masalan, shassi ma'lumot taxtasi, vosita panellarining olov chidamli devori, moy rezervuari). Ustunlik qiluvchi harflar ma'lumotlarning qoplam qatlamlari ostida yo'qolmasligini kafolatlaydi.
- Agar quyidagilardan biri bajarilsa, bosib chizish/yozishni tanlang: Detalga noyob ketma-ket raqamlar (VIN) kerak bo'lsa yoki sirt kuchli ishqalanishga duchor bo'ladigan bo'lsa (masalan, pol panellari, mos keladigan sirtlar). Botiq belgi yoyilishdan himoyalangan holda saqlanadi.
- Quyidagilarni loyihalashtirmoqda bo'lsangiz, qizdirib bosishni (botirish) tanlang: Siz tashrif buyuruvchilar kontaktidan chidamli yuqori sifatdagi boshqotirma beruvchi teri yoki vinil kabi ichki estetik detallarni loyihalashtiryapsiz.
Xulosa: To'g'ri bosma usulini tanlash
Xulosa qilganda, avtomotish sohasida embossing va debossing o'rtasidagi tanlov kamdan-kam hollarda afzallikka bog'liq bo'ladi — bu detaling hayotiy doirasiga qarab amalga oshiriladigan muhandislik hisobi. Bosib chiqarilgan belgi bo'yoqxonadan o'tadi; chuqurlashtirilgan belgi montaj liniyasidagi ishqalanishdan o'tadi. Belgilash usulingizni komponentning atrof-muhit ta'siriga va ma'lumotlar o'zgaruvchanligiga moslashtirish orqali siz press-zavoddan qoldiqlar yig'iladigan joygacha bo'lgan jarayonda kuzatilish imkoniyatini ta'minlaysiz. To'g'ri tanlov o'qib bo'lmaydigan xavfsizlik ma'lumotlari tufayli kelib chiqadigan qimmatbaho chaqiruvlarni oldini oladi hamda avtomobil interyerining sifat tuyg'usini oshiradi.
Koʻpincha soʻraladigan savollar
1. Avtomashina qismlarini bo'yash uchun embossing yoki debossing qaysi yaxshiroq?
Bo'yiladigan qismlar uchun embossing ancha yaxshiroq. Belgilar ko'tarilgan bo'lgani uchun, bo'yoq uchlardan oqib ketadi va chetlarni aniq hamda o'qiluvchan saqlaydi. Debossingda esa bo'yoq chuqurliklarga to'planadi, ayniqsa e-koat yoki pastki qoplamalar kabi qalin avtomobil qoplamalari bilan birga bo'lsa, ularni butunlay to'ldirib, belgini yashirib qo'yadi.
2. VIN raqamlari odatda nima uchun pastga botirilgan yoki chizilgan holda bo'ladi?
VIN raqamlari har bir avtomashina uchun noyob, o'zgaruvchan ma'lumotlarni talab qiladi. Harflarni ko'tarib chiqish uchun har bir belgi uchun maxsus matritsa to'plami kerak bo'ladi, bu mexanik jihatdan murakkab va har bir tsiklda o'zgartirish uchun qimmatga tushadi. Pastga botirish (ayniqsa nuqtali peen yoki scribing) dasturiy ta'minot orqali belgilarni darhol o'zgartirish imkonini beradigan dasturlanadigan stilusdan foydalanadi, bu yuqori hajmli seriyali raqamlar uchun yagona amaliy echimdir.
3. Metall qismlar uchun qaysi jarayon qimmatroq?
Harflarni ko'tarib chiqish odatda aniq sozlangan erkak va ayol matritsalar to'plamini talab qilgani uchun uskunalar jihatidan umuman qimmatroq bo'ladi. Impression shтampovka (debossingning bir turi) odatda faqat bitta erkak matritsa va tekis tayaqchalikni talab qiladi, bu esa dastlabki uskunalar xarajatlarini kamaytiradi. Biroq, o'zgaruvchan ma'lumotlar uchun dasturlanadigan scribing mashinalari iste'mol qilinadigan matritsa xarajatlarini butunlay olib tashlaydi.