 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Otomotiv Alüminyum Ekstrüzyonları İçin Yüzey İşleme Seçenekleri: En Uygun Olanı
Otomotiv Ekstrüzyon Yüzey İşlemleri Seçimine Giriş
Otomotiv alüminyum ekstrüzyonları satın alırken ya da mühendislik yaparken seçtiğiniz yüzey işlemi sadece estetik bir karar değildir. Bu, parçanızın nasıl performans göstereceğini, ne kadar süreyle dayanacağını ve modern araç montaj hatlarına ne kadar iyi entegre olacağını belirleyen kritik bir faktördür. Karmaşık mı? Özellikle 2025 ve sonrası için dayanıklılık, görünüm ve üretim verimliliği arasında denge kuruyorsanız öyle olabilir.
- Zorlu ortamlar ve uzun kullanım ömrü için korozyon direnci
- Hareketli ya da dışa açık parçalar için aşınma ve darbe direnci
- Görünür kenarlıklar ve marka ihtiyaçlarını karşılayan görünüm sınıfları
- Birleştirme uyumluluğu – kaynak, yapıştırıcı veya mekanik bağlantı elemanları
- Yürürlükteki ve gelişen yönetmeliklere uygun çevre standartları
- Yüksek hacimli üretim için araç başı maliyet etkileri ve üretim kapasitesi
Otomotiv alüminyum ekstrüzyonlarında yüzey kalitesinin neden önemli olduğu
Bir tavan rayı, batarya kapağı ya da iç süsleme parçasını hayal edin—her biri kendi çevresel ve mekanik zorluklarıyla karşı karşıyadır. Doğru alüminyum yüzey kaplaması, yıllarca korozyona karşı dayanıklı ve şık görünen bir parça ile, erken dönemde kusurlu hale gelen, paslanan, dökülen ya da renk solması gösteren bir parça arasında fark yaratabilir. Otomotiv mühendisleri için bu kaplamalar sadece estetik değil, aynı zamanda güvenilir performans ve garanti risklerinin azaltılması anlamına gelir.
Yüzey işleminin anlamı ve her birinin ön plana çıktığı alanlar
Alüminyum ekstrüzyonlarda yüzey işlemi, belirli işlevsel ya da estetik hedeflere ulaşmak amacıyla yüzeyi değiştiren her türlü süreci ifade eder. Bunlar şunları içerir:
- Ön işlemler: İleri kaplamalar için temizleme, deoksidasyon ve dönüşüm kaplamalarının uygulanması
- Anodizasyon: Korozyon ve aşınmaya karşı dayanıklılık sağlayan elektrokimyasal olarak kalınlaştırılmış oksit katmanları; dekoratif ya da sert (Tip III) varyantlarda mevcuttur
- Toz kaplama ve e-kaplamalı sistemler: Renk, kimyasal direnç ve eşit kaplama elde etmek için uygulanan organik kaplamalar
- Fabrika çıkışı yüzey kaplaması artı boya iş süreçleri: Ekstrüzyon sonrası yüzeyi astar ve boya için temel olarak kullanmak, maliyet ile esneklik arasında denge kurmak
Bu alüminyum yüzey kaplamalarının her biri, benzersiz avantajlar ve dezavantajlar sunar. Örneğin, anodizasyon, mükemmel korozyon koruma ve çeşitli renk seçenekleri sunarken, toz kaplama, dayanıklı ve canlı bir katman sağlar; renk ve doku seçenekleri oldukça geniştir. Kumla temizleme veya parlak daldırma gibi mekanik ve kimyasal işlemler ise görünüşü daha da geliştirebilir ya da yüzeyi sonraki kaplamalar için hazırlayabilir. Seçim, uygulamanın özel ihtiyaçlarına bağlıdır—dış süsleme için UV direnci mi gerekiyor yoksa gizli yapısal parçalar için maliyet açısından uygun bir kaplama mı?
Bu sıralı listeyi belirtme ve temin etme için nasıl kullanılır
Bu kılavuz, otomotiv alüminyum ekstrüzyonları için yüzey işleme seçeneklerini emin adımlarla karşılaştırmanıza ve seçmenize yardımcı olmak üzere hazırlanmıştır. Devam eden bölümlerde her bir yüzey işleminin şu şekilde değerlendirildiğini fark edeceksiniz:
- Hızlı tarama için açık H3 başlıkları
- Madde işaretli formatlarda avantajlar ve dezavantajlar
- Gerçek hayatta kullanım örnekleri ve özellik ipuçları
Ayrıca ilgili yerlerde sektörün en iyi uygulamalarına uygun gereksinimlerinizi belirlemeniz için önemli standartlara (ASTM, SAE, ISO ve MIL-A-8625 gibi) da atıfta bulunacağız.
Doğru alaşım, temper ve parça geometrisi ile uygun alüminyum yüzey işlemini eşleştirmek çok önemlidir. Yanlış kombinasyon, filament korozyonu, kenar incelmesi veya zayıf yapışma gibi sorunlara yol açabilir ve ileride maliyetli arızalara neden olabilir.
Hazır mısınız? Aşağıdaki bölümler her yüzey işlem türünü detaylandırarak bir sonraki otomotiv projeniz için performans, görünüş ve maliyet hedeflerinize uygun çözümü seçmenize yardımcı olacak.
Yüzey İşlemlerini Sıralama Yöntemi ve Değerlendirme Kriterleri
Otomotiv uygulamaları için alüminyum ekstrüzyonları sonlandırmanın onlarca farklı yoluyla karşılaştığınızda, hangi sürecin en iyi sonucu vereceğini nasıl anlarsınız? Cevap, açık ve izlenebilir bir değerlendirme çerçevesinde yatmaktadır. Bu bölüm, mühendislerin, satın almacıların ve kalite yöneticilerinin alüminyum yüzey işleme konusunda bilinçli kararlar almasına yardımcı olacak kriterleri, adımları ve kontrol noktalarını detaylandırır; zorlu otomotiv programlarında hem performansı hem de uygunluğu sağlar.
Otomotiv Standartlarına Uyumlu Değerlendirme Kriterleri
Yüzey işlemi için yalnızca montajdan sonra, OEM korozyon veya yapışma gereksinimlerini karşılamadığını keşfetmek üzere belirttiğinizi hayal edin. Bunu önlemek için her bitiş, sektör standartları ve gerçek dünya üretim koşulları doğrultusunda değerlendirilir. Temel kriterler şunları içerir:
- Korozyon direnci: Tuzlu sis ve döngüsel korozyon testlerindeki performans (ASTM, ISO, SAE protokolleri)
- Yapışma ve dayanıklılık: Kare testi (crosshatch), bant ve darbe testleriyle doğrulanmıştır
- Görünüm: Renk, parlaklık ve doku açısından tutarlılık, kolorimetri ve görsel standartlar ile ölçülmektedir
- Boyama-fırın uyumu: İşlevselliğini kaybetmeden aşağı akışlı sertleştirme döngülerine dayanma kabiliyeti
- Çevresel uygunluk: Mümkün oldukça kromat içermeyen dönüşüm kaplamaları ve uçucu organik bileşik (VOC) içermeyen yüzey işlemleri kullanımına yönelik olma
- Üretim kapasitesi: Döngü süresi, yeniden işleme oranları ve otomasyona uygunluk
- Maliyet ve tedarik sürekliliği: Araç başı maliyet üzerindeki etkisi ve yüksek hacimli otomotiv üretim programlarını destekleme kabiliyeti
Bu kriterler, her bir alüminyum yüzey işleme metodunun yalnızca teknik olarak sağlam olmasının yanı sıra otomotiv üretim hatları için uygulanabilir olduğunu da garanti altına almaktadır.
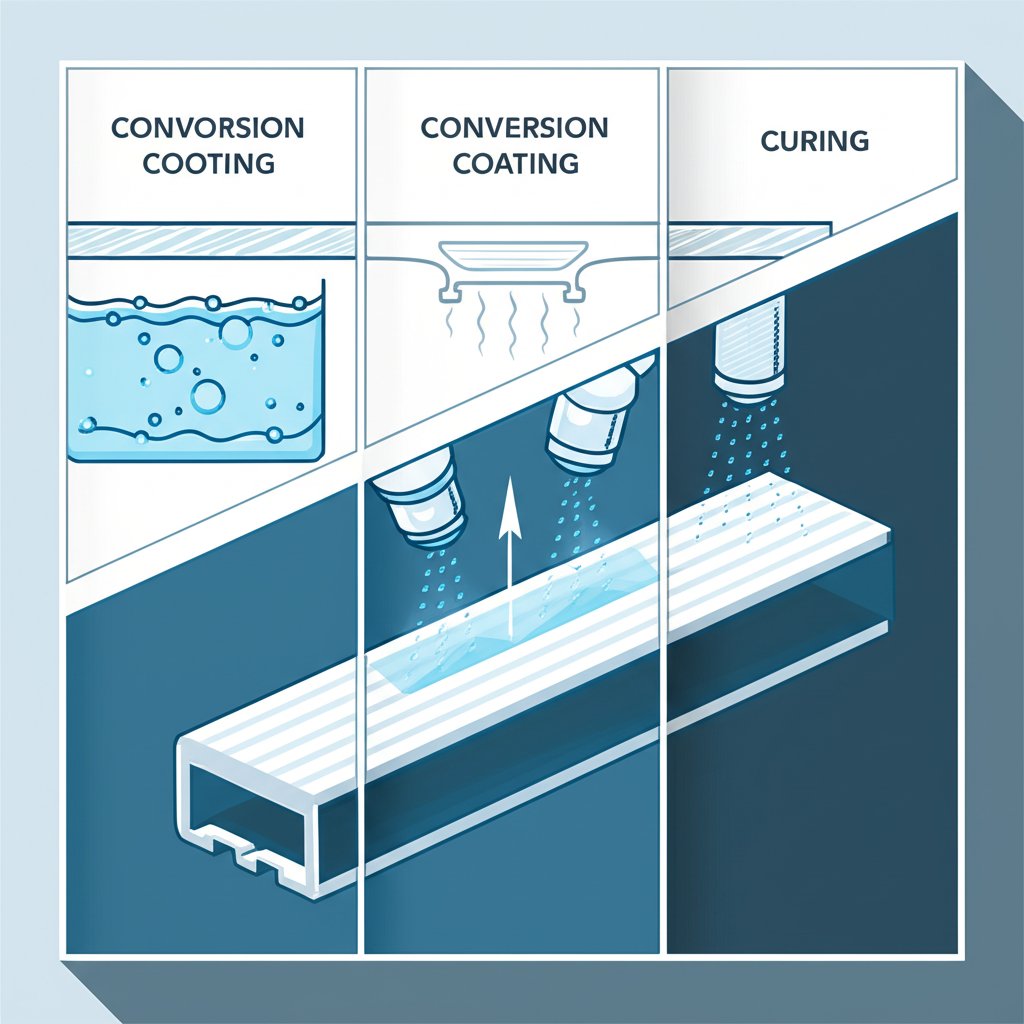
Süreç Akışı: Ön İşlemden Son Katmana
Yüksek kaliteli bir bitişe sahip alüminyum parçanın oluşturulma süreci disiplinli bir süreç izler. Aşağıda, potansiyel hata modları için kontrol noktalarıyla birlikte tipik bir sıra verilmiştir:
-
Temizleme ve Deoksidasyon
- Hata modları: Kalıntı yağlar veya oksitler yapışmayı kaybettirir; tutarsız temizlik lekeli yüzeylere neden olur
-
Dönüşüm Kaplama (Kromatsız Tercih Edilir)
- Hata modları: Kötü uygulama yetersiz korozyon direncine neden olur; uygun olmayan durulama kabarcıklara sebep olur
-
Seçilen Yüzey İşlemi (Anodize, Toz, E-Kap, Sıvı Boya)
- Hata modları: Karmaşık profillerde Faraday gölgesi; düzensiz film kalınlığı; görünür alanlarda renk uyumsuzluğu
-
Kürleme/Mühürleme
- Hata modları: Anodize'de yetersiz mühürleme; organik kaplamalarda aşırı fırınlama veya eksik kürlenme; parlaklık veya yapışma kaybı
-
Denetleme
- Hata modları: Kenar incelmesinin kaçırılması, tespit edilemeyen yüzey hataları veya girintilerde yetersiz kaplama
Her bir adım, yapışma, kaplama kalınlığı ve döngüsel korozyon konularında ASTM ve ISO standartlarında belirtilen test yöntemleri kullanılarak doğrulanmaktadır. Anotizasyon için MIL-A-8625 yaygın bir kriterdir. Boya fırınlanması ve montaj uyumluluğu ise OEM protokolleriyle karşılaştırılarak kontrol edilmektedir ( kaynak ).
Muayene ve Kabul Kontrol Noktaları
Kalite güvencesi sadece üretim hattında değil, görsel muayene, yüzey pürüzlülüğü ölçümü ve tahribatsız muayene (NDT) ile bitmiş alüminyum parçanın spesifikasyona uygunluğunun doğrulanmasıyla devam etmektedir. Tipik kontrol noktaları şunları içermektedir:
- Çatlaklar, oyuklar veya renk solmaları için görsel muayene
- Kaplama kalınlığı ölçümü (profilometre veya ultrasonik yöntemler)
- Yapışma testleri (çapraz ızgara, bant çekme)
- Kritik temas yüzeyleri için yüzey pürüzlülüğü kontrolü
- Renk ve parlaklık değerlendirmesi özellikle dış görünüme yönelik parçalar için
Bu adımlar, alüminyum ekstrüzyonlarda kaplamaların hem performans hem de estetik sunum sağladığından emin olmak için hayati öneme sahiptir.
Tedarik Sürecini Kolaylaştırmak için Özellik Metni Şablonları
Yüzey işçiliği ilgili standartlara uygun olmalı ve OEM protokolüne göre yapışma ve döngüsel korozyon testlerinden geçmelidir. Dönüştürme kaplaması özel bir şekilde belirtilmedikçe kromat içermemelidir. Kritik boyutları ve dişli bölgeleri maskelenmelidir. Kaplama kalınlığı haritalama planı dahil edilmelidir.
Tedariğinizde yer alan belgelerde açık ve standartlara dayalı dil kullanımı, tedarikçilerin her seferinde doğru alüminyum yüzey işlemini sunmasını sağlar.
İmalat ve Montaj için Tasarım (DFM/DFA) Hususları
Çizimlerinizi nihai hale getirmeden önce daha sonra sürprizlerle karşılaşmamak için bu uygulama ipuçlarını göz önünde bulundurun:
- Maskelenmesi veya tıkanması gereken alanları tanımlayın (dişliler, delikler, elektrik kontakları)
- İnce ya da kaplama eşit şekilde yapılamayacak keskin kenarlardan kaçınmak için kenar yarıçaplarını tasarlayın
- Boşluklu ekstrüzyonlar için hapsolmuş sıvıların tahliyesi ve eksik kaplamadan kaçınmak için uygun drenaj ve havalandırma sağlayın
- Filmden kaynaklanan kalınlık değişikliklerini hesaba katın—dar toleranslı montajlar için kritik öneme sahiptir
Bu kurallara uyarak hem teknik hem de üretim hedeflerini karşılayan alüminyum ekstrüzyonları belirtebilir ve işleyebilirsiniz. Daha sonra, bu kriterlerin gerçek dünya yüzey işleme çözümlerinde nasıl uygulandığına bakacağız; öncelikle entegre yüzey işlem teknolojileri incelemesine başlayacağız.
Otomotiv Ekstrüzyonları için Shaoyi Yüzey İşlem Çözümleri
Otomotiv endüstrisi için alüminyum ekstrüzyon parçaları otomotiv programları için güvenilir, entegre bir yüzey işleme ortağına ihtiyaç açıkça ortaya çıkar. Tüm ana yüzey işleme süreçlerini—dekoratif ve endüstriyel anodizasyon, toz boya, e-kaplama ve gelişmiş boya sistemlerini—tek bir yerden, güçlü kalite güvencesi ve tam izlenebilirlikle birlikte sunan bir partner hayal edin. Otomotiv alüminyum ekstrüzyonları için tam olarak bu hizmeti Shaoyi, önde gelen bir alüminyum yüzey işleme şirketi tarafından sağlanmaktadır.
Shaoyi'nin Otomotiv Ekstrüzyonları İçin Sundukları
Shaoyi, otomotiv alüminyum ekstrüzyonları için sunulan kapsamlı yüzey işleme seçenekleriyle öne çıkar. Hizmet yelpazesine şunlar dahildir:
- Anodizasyon: Görünür parçalar için dekoratif yüzeyler veya yüksek aşınma alanları için sert anodize
- Toz kaplama: Geniş renk ve doku yelpazesi; dış ve kaput altı bileşenler için idealdir
- E-Kap (Elektroforetik Boyama): Karmaşık veya kapalı profillerde bile ultra-düzgün astar kaplama
- Boyama Sistemleri: Islak boya ve astar süreçleri; maliyet odaklı uygulamalar için ham madde yüzeyi artı boya da dahil olmak üzere
- Ön İşlem ve Maskalama: Hassas temizlik, kromatsız olmak üzere dönüşüm kaplamaları ve vidalar, delikler ve kritik detaylar için özel maskalama/takozlama
Tüm süreçler, ASTM, SAE, ISO ve MIL-A-8625 standartlarına uygunluk belgeleri ve eşleştirmeleri ile desteklenir ve böylece alıcı spesifikasyonları ile küresel OEM gereksinimlerine sorunsuz bir uyum sağlanır ( kaynak ).
Nerede Başarılı Olduğu ve Ne Zaman Seçilmeli
Tüm ekstrüzyon ihtiyaçlarınız için neden tek bir alüminyum yüzey işleme şirketine güvenmelisiniz? Shaoyi'nin yaklaşımı şu alanlarda öne çıkar:
- Tümleşik süreç akışı: Ön işlemden nihai incelemeye kadar her adım tek çatı altında yönetilir, sevkiyat süresi kısaltılır ve aktarım hataları en aza indirgenir
- Otomotiv kalite yönetimi: APQP/PPAP desteği, ileri süreç kontrolü ve IATF 16949 sertifikasyonu
- Kaplama kalınlığı haritalaması: Karmaşık geometriler ve kritik yüzeyler için detaylı belgeler
- Alaşım ve temper rehberliği: Boyama-fırın döngüleri veya ileri montaj ile uyumluluğu sağlamak için uzman danışmanlık
- Tedarik sürekliliği: Yüksek hacimli OEM üretim programlarını desteklemede kanıtlanmış başarı hikayesi
Eğer görünüş, korozyon direnci ve üretim kapasitesi hepsi önemli olan bir program yönetiyorsanız, Shaoyi'nin tümleşik hizmet modeli iş akışınızı kolaylaştırır ve riski azaltır.
Avantajları ve dezavantajları
Avantajlar
- Tüm ana alüminyum kaplama ve yüzey işleme işlemleri için tek noktada çözüm merkezi
- Entegre kalite güvence ve standartlara uygunluk (ASTM, SAE, ISO, MIL-A-8625)
- Kaplı alüminyum parçalar için hem dekoratif hem de fonksiyonel yüzey işlemleri konusunda uzmanlık
- Tedarikçi geçişlerinin azaltılması, iletişim kopukluklarının riskini düşürür
- Karmaşık maskalama/tıkanıklık ve çoklu işlem gereksinimlerine destek
Dezavantajlar
- Bazı kaplama türleri için minimum sipariş miktarları (MOQ) gerekebilir
- Üretim programları otomotiv partilerine göre planlanabilir, çok küçük partiler için esnekliği etkileyebilir
Kullanım Alanları ve Uyumlu Alaşımlar
- Görünüm sınıfları gerektiren dış süsleme: Görünür yüzeylerde renk ve parlaklığın tutarlı olması için dekoratif anodize veya toz kaplama kullanın
- Boyama fırını uyumluluğu gerektiren taşıyıcı elemanlar: İleri üretim süreçlerine dayanabilecek uygun alaşım/sertlik ve kaplama sistemini seçin
- Üst kaplama altına e-kaplamaya ihtiyaç duyan batarya muhafazası bileşenleri: Karmaşık, kapalı geometrilerde bile güçlü korozyon direnci sağlayın
Kalite Kontrolü ve Standartlar Desteği
Shaoyi'nin yüzey işleme çözümleri, titiz kalite kontrol üzerine kurulmuştur. Kaplı alüminyum veya nihai ekstrüzyonun her partisi şunlar için kontrol edilir:
- Kaplama kalınlığı ve düzgünlüğü (yıkıcı olmayan yöntemler kullanarak)
- Yapışma ve korozyon direnci (ilgili ASTM/ISO/MIL standartlarına göre)
- Dekoratif yüzey işlemleri için görünüş ve parlaklık
- Kritik özelliklerin doğru şekilde maskelenmesi ve korunması
Teknik destek, detaylı haritalama planları, izlenebilir dokümantasyon ve seçtiğiniz alaşım ve parça geometrisi için doğru yüzey işlemini belirtmeye yönelik rehberlik içerir.
Ekstrüzyonlarınız, çok çeşitli kaplama teknolojileri boyunca tek kaynaklı yüzey işlemleri ve kalite güvence izlenebilirliği sayesinde çok sayıda tedarikçinin koordinasyonundan kaynaklanan sorunlardan kaçınır ve her parçanın otomotiv standartlarını karşılamasını sağlar.
Shaoyi gibi güvenilir bir alüminyum yüzey işleme şirketi seçerek, sadece kaplı alüminyum değil aynı sistem altında tüm kalite güvence prosedürleriyle tamamlanmış montajları da elde edebilirsiniz. Bundan sonraki aşamada, Tip II anodizasyon başta olmak üzere bireysel yüzey işlem türlerinin otomotiv sektöründe nasıl konumlandığına bakacağız.
Tip II Anodizasyon
Tip II Anodizasyon Genel Bakış ve Görünüş Seçenekleri
Yüksek kaliteli otomotiv süslerinin pürüzsüz ve tutarlı görünümünü hayal ettiğinizde, büyük olasılıkla Type II anodizasyonun sonucunu görüyorsunuz. Ancak bu sürecin hem performans hem de estetik açısından etkili olmasını sağlayan şey nedir? Type II anodizasyon, sıklıkla sülfürik asit anodizasyon olarak adlandırılır ve alüminyum üzerinde kontrollü bir oksit tabaka oluşturur; hem korozyon korumayı hem de görsel çekiciliği artırır.
Bu kaplama, çeşitli görünümler sunabilmesi açısından özellikle değerlidir. Şöyle farklı seçeneklerle karşılaşacaksınız:
- Satin anodize alüminyum: Parmak izlerine dayanıklı olan ve diğer malzemelerle kolayca uyum sağlayan hafif, düşük parlaklıkta bir görünüme sahiptir
- Mat alüminyum kaplama: Anodizasyondan önce küresel darbe veya asitle işleme ile elde edilir; yumuşak, yansıtıcı olmayan bir görünüme sahiptir
- Fırçalı alüminyum kaplama: Anodizasyondan önce mekanik fırçalama ile oluşturulur; çizgisel, dokuyla zenginleştirilmiş bir etki sağlar
- Renk boyama: Oksit tabaka boyalara açık olduğu için doğal gümüşten derin siyaha, bronzdan özel renk tonlarına kadar geniş bir renk yelpazesine olanak sağlar
Tip II anodizasyonun önemli bir faydası, zamanla çatlamayacak, dökülmeyecek veya solmayacak şekilde tutarlı bir mat alüminyum yüzeyi oluşturabilmesidir. Bu yüzey, ayrı bir katman değil malzemenin kendisinin bir parçasıdır; bu nedenle düzenli kullanım sırasında bile bütünlüğünü korur.
Otomotiv Performans Uyumu
Tip II anodizasyon neden otomotiv alüminyum ekstrüzyonları için popüler bir seçimdir? Dayanıklılık, görünüş ve süreç güvenilirliği arasında denge kurulması meselesidir. Anodizasyon sırasında oluşan oksit tabaka, korozyona karşı sağlam bir bariyer görevi görür ve bu da değişen çevre koşullarına maruz kalan dış ve iç süsler, çatı rayları ve dekoratif aksesuarlar için ideal bir çözüm haline getirir.
Ayrıca alüminyum mat saten yüzey kaplama, sonradan montaj ve ikincil işlemlerle oldukça uyumludur. Anotize yüzey, premium metalik görünümlü bir şekilde olduğu gibi bırakılabilir ya da markalama veya parça tanımlaması gerektiğinde boyalar, mürekkepler ya da lazer işaretlemeleri ile kaplanabilir. Anotize katmanın mühürlenmesi, rengin sabitlenmesi ve lekelenmeye ya da çevresel etkilere direncin artırılması açısından standart bir uygulamadır. Bu nedenle Type II anotizasyon, şeffaflık, solarma veya paslanma riski olmadan hem şık görünmeleri hem de uzun ömürlü olmaları gereken parçalar için tercih edilmektedir.
Avantajları ve dezavantajları
Avantajlar
- Çoğu otomotiv ortamı için mükemmel korozyon direnci sağlar
- Tekdüzen ve tekrar eden görünüme olanak tanır – özellikle görünür olan parçalarda önemlidir
- Saten, mat ve fırçalanmış olmak üzere çeşitli yüzey işlemleri seçenekleri mevcuttur; renkli ya da renksiz olarak
- Yüzey malzemesiyle iç içe yapıda olup boyanın kabarcıklanması gibi bir risk yoktur
- Çevre dostudur; VOC (uçucu organik bileşik) içermez ve bakım gerektirmez
- Küçük çiziklerin tamiri, onarım kiti kullanılarak mümkündür
Dezavantajlar
- Type III anotizasyona göre daha düşük aşınma direnci sağlar; yüksek sürtünmeye maruz parçalar için önerilmez
- Parti boyunca renk ve parlaklığı korumak için hassas süreç kontrolü gerektirir
- Montaj sırasında termal etkiler (örneğin kaynak) yüzeyin rengini solatabilir
- Ağır aşınma veya yük taşıyan yüzeyler için uygun değildir
Kullanım Alanları ve Kalite Kontrol Noktaları
- Dış süsleme: Saten alüminyum kaplama istenen kapı kolları, pencere çevresi ve ızgara ağırlıkları
- İç dekoratif parçalar: Dokunmatik hissi ve alüminyum saten kaplamanın görsel tutarlılığından faydalanacak olan göstergeler, kontrol başlıkları ve koltuk süsleri
- Tavan rayı kapakları: Uzun süreli görünümler için renk eşleme ve UV stabilitesinin kritik olduğu alanlar
Tip II anodizasyon için kalite güvencesi genellikle şunları içerir:
- Maksimum korozyon direncini sağlamak için kalite kontrolü yapmak
- Renk ve parlaklık birliğini sağlamak için görünüş sınıfı örnekleme
- İkincil boya veya mürekkepler uygulanıyorsa yapışma testi
- Doğrulama için MIL-A-8625 Tip II ve OEM'e özel standartlara atıf
İpucu: Anodizasyondan önce istenen yüzey hazırlığını—örneğin fırçalama, parlatma veya boncuk patlaması—belirtin. Bu, programınızdaki tüm parçalarda tutarlı bir sedef alüminyum veya alüminyum sedef yüzey kalitesi sağlar.
Dayanıklılık, esneklik ve zarif estetiğin bir araya gelmesiyle Tip II anodizasyon, görünür ve dekoratif otomotiv alüminyum ekstrüzyonları için standartları belirlemeye devam etmektedir. Sıradaki konumuzda, Tip III sert anodizasyonun daha zorlu uygulamalarda aşınma ve sürtünme direnci için neden daha yüksek standartlar belirlediğini inceleyeceğiz.
Sert Anodize Tip III
Dayanıklılık için Sert Anodizasyon Temelleri
En zorlu aşınma ve ısıya dayanacak bir kaplamaya ihtiyaç duyduğunuzda, sert anotizasyon—aynı zamanda Tip III anotizasyon olarak bilinir—standartları belirler. Dekoratif anotizasyondan farklı olarak sert anotizasyon, anotizasyon süreci daha düşük sıcaklıklarda ve daha yüksek akım yoğunluklarında çalıştırılarak çok daha kalın ve yoğun bir alüminyum oksit katmanı oluşturur. Bu da kayıcı bağlantı yüzeyleri, yüksek aşınma gören sabitleyiciler ve sürtünmeye veya aşınmaya maruz parçalar için ideal bir dayanıklı alüminyum koruyucu kaplama elde edilmesini sağlar. referans ).
Sert anot kaplamalar genellikle 0.0005 ile 0.0030 inç kalınlığında olup kalınlığın yaklaşık yarısı malzemenin içine nüfuz ederken diğer yarısı yüzeyde oluşur. Daha yoğun oksit, aşınmaya ve orta derece ısıya karşı mükemmel direnç sağlar ve bu nedenle hareketli parçalar ve mekanizmalar için en iyi seçenek olur. Ancak sert anot tabakalarının, alaşıma ve kalınlığa bağlı olarak, genellikle koyu gri, bronz veya siyah tonlarında daha koyu göründüğünü ve Type II yüzey işlemlerine göre daha az dekoratif olduğunu belirtmek önemlidir. Renk isteniyorsa oksit filminin doğası gereği siyah en güvenilir seçenek olmaktadır.
Otomotiv Uyumu ve Tasarım Kısıtları
Sert anotizasyon, otomotiv alüminyum yüzey mühendisliğinde nasıl bir yere sahiptir? Dayanıklılık ve düşük sürtünme gerektiren her yerde—koltuk rayları, sunroof rayları, menteşe kolları veya yönlendirme rayları gibi yerlerde—bunu fark edeceksiniz. Sert anotize katmanın ince sütunsal mikroyapısı, sürtünmeyi azaltmak ve kayar uygulamalarda kullanım ömrünü uzatmak amacıyla daha pürüzsüz bir alüminyum mat yüzeye kadar parlatılabilir. referans ).
Ancak bu tür alüminyum oksit kaplama bazı tasarım hususlarını da beraberinde getirir. Artan film kalınlığı, dar toleransları etkileyebilmektedir ve bu durum CAD modelleriniz ile çizimlerde dikkate alınmalıdır. Kritik geçmeler için deliklerde, dişlerde veya topraklama yüzeylerinde maskeleme belirtmek zorunludur. Ayrıca, sert anotizasyon aşınma direncini artırırken yüksek yükler veya aşırı gerilmeler altında kalınlaşmış mikro çatlaklara neden olabilir; bu da dinamik uygulamalarda yorulma direncini azaltabilir. Bu nedenle alaşımın, geometrinin ve yüzey işleminin dikkatli bir şekilde seçilmesi, alüminyum yüzey mühendisliğinde en iyi uygulamaların temel özelliğidir.
Avantajları ve dezavantajları
Avantajlar
- Yüksek sürtünmeye maruz parçalar için mükemmel aşınma ve darbe direnci
- Orta derece ısı ve kayma koşullarında iyi performans
- Elektrik yalıtım özellikleri—bileşenleri birbirinden izole etmek için faydalıdır
- Sürtünmeyi azaltmak için parlatılabilir (mat alüminyum yüzey)
- MIL-A-8625 Tip III ve otomotiv QA standartlarını karşılar
Dezavantajlar
- Daha koyu ve dekoratif olmayan görünüm—sınırlı renk seçeneği
- Film kalınlığı sıkı toleransları değiştirebilir; tasarım kompanzasyonu gerekir
- Yüksek yorulma yükleri altında kaplamada mikro çatlak riski
- Yorulma dayanımı kritik öneme sahip olan ağır yük taşıyan parçalar için uygun değildir
- Karmaşık geometriler için hassas proses kontrolü ve maskeleme gerektirir
Kullanım Alanları ve Kalite Kontrol Noktaları
- Koltuk rayı bileşenleri: Kayma aşınması ve tekrarlanan hareketler dayanıklı, düşük sürtünmeli yüzey gerektirdiğinde
- Sunroof mekanizmaları: Hem çevresel kirleticilere hem de mekanik aşınmaya maruz kalır
- Mafsallı yapılar ve kızaklar: Orta düzeydeki yükler altında hareketi ve hizalamayı destekler
- Batarya kapağı donanımı: Elektrik yalıtımı ve aşınmaya direnç ihtiyacı
Sert anodizasyon için kalite güvencesi şunları içerir:
- Kalınlık haritalaması (geçit akımı, ultrasonik gibi yıkıcı olmayan yöntemlerle)
- Aşınma direncinin aşındırma ve sürtünme testleri yoluyla doğrulanması
- Kenarların, deliklerin ve maskeleme alanlarının kaplama ve boyutsal doğruluğunun kontrolü
- MIL-A-8625 Tip III ve OEM özel protokollere atıf
İpucu: Sert anodizasyon belirtirken daima film kalınlığı ile kritik boyutları dengeleyin. Delikler, dişliler veya elektrik kontakları için maskeleme gereksinimlerini belirtin - bu, otomotiv ekstrüzyonları için dayanıklı alüminyum yüzey mühendisliğinin önemli bir aşamasıdır.
Sert anodizasyonun alüminyum koruyucu kaplama olarak avantajlarını ve sınırlarını anlayarak yüksek aşınma görünen otomotiv uygulamaları için bilinçli kararlar verebilirsiniz. Bundan sonraki aşamada, toz boya kaplamanın dış ve motor altı alüminyum ekstrüzyonları için dayanıklılık ve renk esnekliğini nasıl artırdığını göreceğiz.
Toz kaplama
Toz Reçine Seçimleri ve Ön İşlem
Yolda yaşanan zorluklara dayanarak canlı renkler sunması gerektiğinde, otomotiv alüminyum ekstrüzyonları için en çok tercih edilen seçenek toz boya kaplamadır. Peki bunu bu kadar etkili kılan nedir? Öncelikle toz reçinenin kendisiyle başlar - genellikle poliester, epoksi veya hibrit karışımlar. Bunlar arasında dış ve UV maruziyeti olan uygulamalar için poliester tozlar, üstün hava koşullarına dayanıklılığı ve renk sabitliği özellikleri nedeniyle en çok tercih edilen tozdur. Epoksi tozlar mükemmel kimyasal direnç sağlar ancak genellikle UV stabilitesinin düşük olması nedeniyle iç mekan veya motor kaputu altı parçalar için saklanmıştır. Hibrit tozlar ise her ikisinin özelliklerini birleştirerek hedef performans ihtiyaçları için kullanılır.
Dayanıklı bir alüminyum kaplamaya ulaşmak için başlangıç dikkatli bir ön işleme dayanır. Bir parçayı boyama işlemi için hazırladığınızı düşünün: unutulan her yağ, kir veya oksit kaplamanın kalitesini olumsuz etkileyebilir. Bu süreç, detaylı temizlikle başlar - karmaşık geometriler için alkalen yıkamalar, çözücü banyoları veya hatta ultrasonik temizlik gibi yöntemler kullanılır. kaynak ). Daha sonra, yapışmayı artırmak ve korozyona karşı direnci güçlendirmek amacıyla genellikle çevresel uyum için kromat içermeyen bir dönüşüm kaplaması uygulanır. Bu işlem, puderin yapışmasına ve amaca uygun şekilde performans göstermesine yardımcı olacak düzgün ve nötr bir yüzey oluşturur. Yıkama adımları çok önemlidir—geride kalan herhangi bir kalıntı, kabarcıklanmaya veya erken başarısızlığa neden olabilir.
Otomotiv Performansı ve Montaj Uyumluluğu
Pudra kaplama, dayanıklılığı, çip direnci ve alüminyumun korozyonuna ve darbelere karşı koruma sağlayan kalın, koruyucu bir tabaka oluşturabilme yeteneğiyle değerlidir. Otomotiv uygulamalarında bu, dış süsler, çatı rayları ve batarya paketi çerçevelerinin, yıllarca güneşe, tuzlu ortamlara ve kimyasallara maruz kalmasından sonra bile görünümlerini ve bütünlüklerini koruyabileceği anlamına gelir.
Ancak, karmaşık kesitli alüminyum ekstrüzyonları kaplarken bazı benzersiz zorluklarla karşılaşacaksınız. Faraday kafesi etkisi, derin girintilerde veya dar köşelerde ince veya düzensiz kaplamaya neden olabilir. Bu nedenle, uygun raf, topraklama ve sprey tekniği çok önemlidir; tozun her yüzeye ulaşmasını sağlar. Boya fırınlaması süreçlerinden geçecek parçalar için gereksinimlerinizde aşırı fırınlama toleransını belirtmek hayati öneme sahiptir; çünkü fazla ısı, parlaklığı, rengi hatta yapışma kaybına neden olabilir.
Avantajları ve dezavantajları
Avantajlar
- Olağanüstü renk yelpazesi ve yüzey seçeneği (mat, parlak, dokulu)
- Dayanıklı, çip ve çizilmeye karşı dirençli yüzey
- Kalın, eşit kaplama korozyon ve darbe koruması sağlar
- VOC'suz—çevre dostu uygulama
- Aşırı spreylenmiş toz geri kazanılabilir, atığı azaltır
- Hızlı kürlenme süresi yüksek kapasiteli üretimi destekler
Dezavantajlar
- Karmaşık veya girintili geometrilerde kaplama zorlukları (Faraday etkisi)
- Film kalınlığı, dar toleransları etkileyebilir—tasarım ayarları gerekebilir
- Yeniden çalışma mümkündür ancak soyulması ve yeniden kaplanması gerekir
- Sıvı boya ile karşılaştırıldığında dokunma sonrası onarım seçenekleri sınırlıdır
- Maksimum yapışma ve dayanıklılık için sağlam bir ön işleme ihtiyacı vardır
Kullanım Alanları ve Kalite Kontrol Noktaları
- Dış süsleme: Toz boya, kapı kolları, pencere çevresi ve ızgara aksesuarları için dayanıklı renk ve korozyon koruması sağlar.
- Çatı rayları ve traversler: Yüksek UV ve hava koşullarına maruz kalma, alüminyum kaplamanın stabil parlaklık ve renk tonu sağlaması açısından dayanıklı olmalıdır.
- Batarya gövdeleri: Sıcaklık değişimlerine ve sıvılara maruz kalan motor bölmesi veya batarya muhafazaları parçaları için kimyasal direnç kritiktir.
- Servis kapakları ve bağlantı parçaları: Darbe ve aşınma direncinin görünüş kadar önemli olduğu yerlerde.
Alüminyum parçalara uygulanan kaplamaların kalite kontrolü şunları içerir:
- Yapışma kontrolleri (çapraz tarama veya bant testi)
- Kürleme doğrulaması (çözücü silme, kalem sertliği)
- Parlaklık ve renk biriformluk kontrolleri
- Kaplama kalınlığı ölçümü (manyetik veya girdap akımı yöntemi)
İpucu: Son montaj sırasında ek boya fırın döngülerinden geçecek olan toz boya kaplı parçalar için aşırı fırınlama toleransını belirtin. Bu adım, üretim süreci boyunca rengin, parlaklığın ve yapışma kalitesinin korunmasına yardımcı olur.
Toz boya, otomotiv uygulamaları için alüminyum ekstrüzyonların kaplanması amacıyla dayanıklılığı, sürdürülebilirliği ve versiyonelliği bir arada sunan çok yönlü bir yöntem olarak öne çıkar. Görünüş, koruma ve üretim verimliliği arasında dengeyi sağlayacak bir kaplama aradığınızda, iyi tanımlanmış bir alüminyum kaplama genellikle en uygun tercih olur. Bundan sonraki aşamada, kompleks profillerde ultra düzgün kaplama sağlanması ve son kat boyaların altında korozyon dirençli astar olarak kullanılmak üzere ideal olan e-kaplamalı sistemlere daha yakından bakacağız.
E-kaplama
E-Kaplamalı Sistemlere Genel Bakış ve Varyantlar
Karmaşık şekillere veya derin oyuklara sahip alüminyum ekstrüzyonlar için koruyucu bir kaplama arayışı içerisindeyken, elektroforetik boya (e-kaplama) en önde gelen seçeneklerden biri olarak öne çıkar. Peki bu işlem nasıl işler? Alüminyum parçanızı elektrik yüklü boya partiküllerinin her açık yüzeye, hatta köşelerin ve dar boşlukların iç kısmına kadar çekilmesini sağlayan bir banyo içinde daldırdığınızı hayal edin. Bu işleme aynı zamanda elektrokaplama denir ve dayanıklı ve tutarlı bir ince tabaka oluşturmak amacıyla katyonik epoksi veya akrilik reçineler kullanılır.
Katyonik epoksi e-kaplama, güçlü korozyon direnci sunmasından dolayı otomotiv uygulamalarında genellikle primer olarak kullanılır. Akrilik bazlı e-kaplama ise daha iyi UV stabilitesi sağlar ve görünür kalacak parçalar için tercih edilebilir. Reçine türü ne olursa olsun, e-kaplamanın ayırt edici özelliği, karmaşık geometrilere sahip parçalar üzerinde geleneksel kaplamalardan daha üstün performans göstererek tüm parça boyunca genellikle 15 ila 25 mikron kalınlığında eşit bir film oluşturabilmesidir.
Otomotiv Performansı ve Üst Boya Uyumluluğu
Otomotiv mühendisleri neden alüminyum yüzey işlemlerinde temel olarak e-kaplamayı belirtirler? Cevap, korozyon koruması ve yüksek verimli işleme konusundaki eşsiz kombinasyonunda yatar. E-kaplama, alüminyumun nem, tuz ve diğer korozyona neden olan maddelerden korunmasını sağlayan sürekli bir bariyer oluşturur; bu, gizli veya yarı görünür parçalar için ideal bir temel ya da bağımsız bir kaplama olarak kullanılmasına olanak tanır. Genellikle dış ve alt gövde bileşenleri için güçlü yapışma ve uzun süreli dayanıklılık sağlamak amacıyla toz veya sıvı üst boyaların altında bir astar olarak e-kaplama ile karşılaşırsınız.
Bir diğer avantaj: e-katodun eşit dağılması, korozyonun başlayabileceği zayıf noktaların ve ince kenarların sayısını azaltır. Bu özelliği sayesinde özellikle içi boş bölümlere sahip otomotiv alüminyum ekstrüzyonlarında, karmaşık kesimler içeren bağlantı parçalarında ya da üst üste binen ek yerlerine sahip montajlarda oldukça değerlidir. Ayrıca bu süreç yüksek oranda ölçeklenebilir olup modern otomotiv fabrikalarında yüksek hacimli ürün sonlandırması için uygundur.
Avantajları ve dezavantajları
Avantajlar
- Mükemmel korozyon direnci – dayanıklı bir koruma tabanı oluşturur
- Karmaşık ya da gömülü profillerde bile son derece eşit film kalınlığı
- Yüksek verimli, otomatik üretim süreçlerini destekler
- Sprey kaplamalara göre malzeme israfını azaltır
- Ek koruma ya da renk için toz ya da sıvı son kat kaplamalarla uyumludur
Dezavantajlar
- En iyi yapışma için dikkatli ve kapsamlı ön işleme ihtiyaç duyar
- Ekipman ve süreç kurulumu için yüksek sermaye yatırımı gerektirir
- Tek başına bir kaplama olarak sınırlı renk ve görünüm seçenekleri
- İletken olmayan yüzeyler için uygun değildir (alüminyumun temiz ve iletken olması gerekir)
Kullanım Alanları ve Kalite Kontrol Noktaları
- Beyaz gövdeye bitişik alüminyum montajlar: E-kaplam, çelik yapılara entegre edilmiş parçalar için korozyona dayanıklı bir astar sağlar.
- Batarya kapağı iç parçaları: Karmaşık muhafazaların içindeki eşit kaplama, dayanıklılık ve güvenliği garanti altına alır.
- Köprüler ve montaj donanımları: E-kaplam, özellikle yüksek maruziyet alanlarında renkli son kat boyaların altında koruyucu bir temel olarak görev yapar.
E-kaplı alüminyum yüzey işlemlerinin kalite kontrolü genellikle şunları içerir:
- Boya kimyası ve iletkenliği izlemek için banyo kontrolleri
- Yapışma testleri (çapraz ızgara veya bantla çekme)
- Film sertleşmesinin doğru şekilde gerçekleştiğinden emin olmak için sertleştirme kontrolleri
- Kalınlık ölçümü, eşit dağılımın onaylanması için yapılır
Elektroforetik kaplama (e-coat) kimyasının, sonraki sızdırmazlık malzemeleri veya yapıştırıcılarla uyumunu belirtmek her zaman önemlidir. Uyumsuz malzemeler, kontaminasyona veya yapışma hatalarına neden olabilir ve bu da alüminyum yüzey işlemlerinizin etkisini azaltabilir.
Elektroforetik kaplamanın (e-coat), alüminyum ekstrüzyonlar için yüksek kaliteli, ultra düzgün kaplamalar sunma konusundaki eşsiz yeteneği, bu yöntemi modern otomotiv ürünleri yüzey işlemlerinin temeli haline getirir. Bundan sonraki aşamada, fabrika yüzeyi işleminin (mill finish) astar ve boya ile birleştirilmesiyle belirli uygulamalar için esnek ve ekonomik bir alternatif sunulmaktadır.
Astar ve Boya ile Fabrika Yüzey İşlemi
Fabrika Yüzey İşlemi Tanımı ve Uygun Olduğu Durumlar
Ekstrüzyon alüminyumda birinci yüzeyin ne olduğunu merak edenler için: Basitçe açıklamak gerekirse, birinci yüzey, alüminyumun ekstrüzyon sonrası işlenmemiş, doğal halini ifade eder. Bu yüzey, ekstrüzyon presinden çıktığı gibi, herhangi bir cilalama, kimyasal işlem veya kaplama uygulaması olmadan kalmıştır. Bu ham yüzey, mat görünümlü, matematiksel olarak görünür kalıp çizgileri ve üretim sürecinden kaynaklanan zaman zaman izler veya hafif çizikler ile karakterizedir. Birinci yüzey alüminyum, uygun maliyeti nedeniyle tercih edilir ve genellikle daha ileri yüzey işlemleri veya kaplamalar için başlangıç noktası olarak kullanılır.
Otomotiv uygulamalarında, parçanın sonunda boyanması veya görünmeyen, korunaklı yerlerde kullanılması durumunda, birinci yüzey alüminyum pratik bir seçim olabilir. Maliyet etkinliği ve renk esnekliğinin dekoratif metalik görünümden daha önemli olduğu iç mekan süsleme rayları, gizli yapısal elemanlar veya servis parçaları için özellikle uygundur.
Ekstrüzyonlar İçin Primer ve Boya İşlem Adımları
Ham alüminyumun boyanmasını mı düşünüyorsunuz? Uzun ömürlü sonuçlar için sırrı, yüzeyin doğru şekilde hazırlanmasında yatar. Ekstrüzyon sonrası yüzeyde yağlar, oksitler veya hafif kusurlar olabileceği için boyamadan önce ham alüminyumun hazırlanması, yapışma ve korozyona karşı direnç açısından çok önemlidir. İşte tipik bir çalışma süreci:
- Yüzey Temizliği: Yağları, tozu ve enkazı çıkarmak için çözücüler veya alkali temizleyiciler kullanın.
- Mekanik Yüzey Düzeltme: Pürüzlü yerleri düzeltmek ve kalıp çizgilerini azaltmak için hafif fırçalama veya zımpara yapın – bu adım, ham alüminyum yüzeyindeki kusurların boya üzerinden görünmesini azaltmaya yardımcı olur.
- Kimyasal Ön İşlem: Primer yapışmasını artırmak ve korozyona karşı daha fazla koruma sağlamak için bir aşındırma çözeltisi veya kimyasal bağlayıcı ajan uygulayın.
- Alüminyum Primer Uygulaması: Üst katman boyanın uygulanması için sağlam bir temel oluşturacak şekilde alüminyuma özel yüksek kaliteli bir primer kullanın.
- Boya Üst Katmanı: İç veya dış mekân özelliklerine uygun olarak renk ve görünüşü ayarlanabilen istenen boyayı uygulayın.
Bu adımların her biri, alüminyum astar ve boya sistemlerinin ömrünü ve dış görünüşünü artırmak için tasarlanmıştır; bu da otomotiv kullanım koşullarında dahi dayanıklı bir yüzey kalitesi sağlar.
Avantajları ve dezavantajları
Avantajlar
- En düşük başlangıç maliyeti – fabrika bitişli alüminyum ucuz ve kolay temin edilebilir
- Boyadan elde edilen renk ve parlaklıkta maksimum esneklik
- Alan koşullarında boyalı yüzeylerin tamir edilmesi veya touch-up yapılması kolaydır
- Görünüşün kritik olmadığı veya görüş açısı dışında kalan parçalar için uygundur
- Boya karmaşık ekstrüzyonlara uygulanabildiği için parça geometrisinde herhangi bir sınırlama yoktur
Dezavantajlar
- Dikkatli bir ön işleme gerektirir – kötü hazırlık, kabuklanma, soyulma veya korozyona neden olabilir
- Eğer fabrika bitiş yüzeyi pürüzlü veya düzensizse, boyanın üzerinden geçecek bozukluk riski daha yüksektir
- Dış mekan, yüksek aşınma veya korozyona maruz kalan alanlar için anodize edilmiş veya toz boya kaplı yüzeyler kadar dayanıklı değildir
- Boyalı yüzeylerin periyodik bakım veya touch-up gerektirebilir
Kullanım Alanları ve Kalite Kontrol Noktaları
- Boyanan İç Konsol Rayları: Dayanıklılık ve touch-up potansiyelinin önemli olduğu yerlerde iç renk şemalarına uyacak şekilde astarlanan ve boyanan milli alüminyum.
- Gizli Yapısal Elemanlar: Montajdan sonra görünmeyen ancak korozyon koruması ve maliyet açısından uygun bitişler gerektiren bileşenler.
- Alan Onarılabilirliğine İhtiyaç Duyan Yedek Parçalar: Boyanan milli alüminyum parçalar bakım sırasında hasar alırsa kolayca zımparalanabilir ve tekrar boyanabilir.
Bu sistemin kalite kontrolü performansı ve görünümü garanti altına almak için çok önemlidir. Yaygın QC kontrol noktaları şunları içerir:
- Astar ve boya uygulamasından sonraki yapışma testleri (çapraz tarama veya bant çekme)
- Kaplama ve dayanıklılığı doğrulamak için film kalınlığı ölçümü
- Renk ve parlaklık kontrolleri, spesifikasyon örneklerine göre kontrol edilir
- Zorlu ortamlara maruz kalan parçalar için döngüsel korozyon testi
İpucu: Mil bitişli alüminyumun astarlanması öncesinde hafif fırçalama veya zımpara yapma gibi yüzey pürüzlendirme adımlarını belirtmek her zaman önemlidir. Bu uygulama, son boyanın altında mil bitiş kusurlarının görünmesi riskini en aza indirger ve daha pürüzsüz, profesyonel bir görünüm sağlar.
Mil bitişin üzerine astar ve boya uygulaması, anotize edilmiş ya da toz boya ile kaplanmış seçeneklerin sunduğu premium dayanıklılık ya da estetik sunumu sağlamasa da, otomotiv sektöründeki birçok alüminyum ekstrüzyon ihtiyacına ekonomik ve esnek bir çözüm sunmaya devam etmektedir. Bundan sonraki aşamada, projenizin ihtiyaçlarına en uygun seçimi yapmanıza yardımcı olmak amacıyla tüm yüzey bitim türlerini yan yana bir karşılaştırma ile birlikte değerlendireceğiz.
Otomotiv Alüminyum Ekstrüzyonları İçin Yan Yana Karşılaştırma ve Karar Matrisi
Otomotiv alüminyum ekstrüzyonları için farklı yüzey işleme seçenekleri arasında seçim yaparken, değişkenlerin sayısı aşırı derecede fazla olabilir. Hangi yüzey işlem, uygulamanız için koruma, görünüm, verim ve maliyet açısından doğru dengeyi sağlar? İşinizi kolaylaştırmak adına en önde gelen yüzey işlemlerinin karşılaştırıldığı açık ve net bir tablo hazırladık. Bu tablo ve hızlı karar verme rehberi, projenizin gereksinimlerini en uygun alüminyum yüzey işlem türüyle eşleştirmenize yardımcı olacak; belirttiğiniz teknik özelliklerde tereddüt yaşamamanızı sağlayacak.
Otomotiv Kriterlerine Göre Yan Yana Karşılaştırma
| Yüzey İşlem Seçeneği | Otomotiv Uygulama Alanı Uyumu | Korozyona dayanıklılık | Aşınma Direnci | Görünüm Aralığı | Boyama-Fırın Uyumluluğu | Göreli Maliyet | Teslimat süresi | Geri dönüştürülebilirlik | Atıf Yapılan Standartlar |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi Yüzey İşlem Çözümleri | Dış, yapısal ve özel parçalar için tek çatı altında çözüm | Yüksek | Yüksek | Geniş (dekoratif, fonksiyonel, özel renkler/dokular) | Yüksek | Orta | Orta | Yüksek | ASTM, SAE, ISO, MIL-A-8625 |
| Tip II anodizasyon | Görünür süsleme, iç/dış dekoratif | Orta-Yüksek | Orta | Mat, saten, boyalı renkler | Orta | Orta | Orta | Yüksek | MIL-A-8625 Tip II, OEM |
| Sert Anotizasyon (Tip III) | Yüksek aşınma, kayma, yapısal | Yüksek | Çok yüksek | Koyu, sınırlı renkler | Orta | Orta-Yüksek | Orta | Yüksek | MIL-A-8625 Tip III, OEM |
| Toz kaplama | Dış süsleme, kaput altı, batarya çerçeveleri | Yüksek | Yüksek | Geniş (mat, parlak, dokulu, özel tasarım) | Yüksek | Orta | Düşük-Orta | Yüksek | ASTM, ISO, OEM |
| E-kaplama | Karmaşık profiller, montajlar için astar | Çok yüksek | Orta | Sınırlı (esas olarak siyah/gri, yarı parlak) | Yüksek | Orta | Orta-Yüksek | Yüksek | ASTM, ISO, OEM |
| Astar ve Boya ile Fabrika Yüzey İşlemi | Gizli, servis veya boyalı iç parçalar | Orta | Düşük-Orta | Sınırsız (boyama sistemine göre) | Orta | Düşük | Düşük | Yüksek | ASTM, ISO, OEM |
Bu karşılaştırmalı görünüm, metal parçalar için yüzey işlemleri karşılaştırmanıza yardımcı olur ve her birinin otomotiv programınız için nerede üstün olduğunu ve dikkat etmeniz gereken uzlaşılara ışık tutar.
Maliyet ve Teslim Süresi Hususları
- Entegre Çözümler (Shaoyi gibi firmalar) tedarik zincirinizi kolaylaştırabilir ve özellikle birden fazla yüzey işlemi ya da karmaşık kalite güvencesi gerektiği durumlarda toplam teslim süresini kısaltabilir.
- Tip II anodizasyon ve toz kaplama çoğu aksam ve görünür parçalar için maliyet, verim ve görünüş açısından dengeli bir denge sunar.
- Sert anotizasyon ve e-kaplama genellikle daha yüksek süreç kontrolü ve kalite güvence maliyetlerini gerektirir, ancak aşınma ya da korozyona kritik parçalar için üstün performans sağlar.
- Astarlama/boya ile frezelenmiş yüzey en ekonomik yoldur ve genellikle en kısa teslim süresine sahiptir—ancak dikkatli bir hazırlık gerektirir ve görünmeyen ya da kolayca bakım yapılan parçalar için en iyisidir.
Birden fazla yüzey işlemi veya dar üretim zamanı penceresi gerektiren projeler için Shaoyi Metal Parça Tedarikçisi —Çin'de önde gelen entegre otomotiv metal parçaları çözümleri sağlayıcısı—gibi tek bir kaynakla çalışmak, alüminyum ekstrüzyon parçalarınızın tek bir PPAP ve tedarik planı altında tamamlanmasını ve nitelendirilmesini sağlayarak riski azaltır ve iletişimi basitleştirir.
Karar Matrisi ve Hızlı Seçimler
- Dış A Sınıfı görünüş: Geniş renk seçeneği ve görsel birlik için toz boyama ya da Tip II anotizasyon seçin.
- Alt gövde korozyon temeli: E-kaplamalı veya kompleks profillerde özellikle üstün dayanıklılık ve eşit koruma sunan Shaoyi entegre çözümleri.
- Yüksek aşınma mekanizması veya kayan uygulamalar: Sert anodize (Tip III) veya Shaoyi'nin aşınma odaklı yüzey işlemleri.
- Maliyet duyarlı, görünmeyen parçalar: Esneklik ve kolay bakım için astar ve boya ile fabrika yüzeyi.
- Çoklu işlem veya özel gereksinimler: Metal için Shaoyi entegre yüzey işlemleri, tek kaynaklı kalite güvence ve belgelerle.
Temel bilgi: Her zaman çizim notlarınızda ön işlem ve maskelenme gereksinimlerini belirtin. Hangi alüminyum yüzey işlemi seçerseniz seçin, bu adım aşağı akımında oluşabilecek hataları, yeniden işçiliği veya garanti taleplerini önlemek açısından kritik öneme sahiptir.
Belirtinizi nihayeleştirirken, en iyi seçimin sadece son işlem yüzeyiyle değil, aynı zamanda üretim, maliyet ve kalite hedeflerinizle ne kadar iyi uyum sağladığıyla ilgili olduğunu unutmayın. Bundan sonraki adımlarda, spesifikasyon yazımı ve tedarikçi devir teslimi için uygulanabilir ipuçlarıyla sona ereceğiz—seçtiğiniz alüminyum yüzey işlem yönteminin sahada uzun süreli değer sağladığından emin olmak adına.
Otomotiv Alüminyum Ekstrüzyonları için Son Tavsiye ve Spesifikasyon Yazımı İpuçları
Programınız için Hangi Yüzey İşlem Seçilmeli
Son karar aşamasına gelindiğinde, mevcut alüminyum yüzey işlem yöntemlerinin çeşitliliği karşısında kararsız kalınabilir. Peki projeniz için en iyi seçimi nasıl yapabilirsiniz? Yeni bir elektrikli araç bataryası muhafazası tasarladığınızı ya da bir sonraki nesil SUV'nin dış süslerini yenilediğinizi düşünün—yüzey işlem seçiminiz doğrudan dayanıklılıktan maliyete ve hatta marka algısına kadar her şeyi etkileyecektir. İhtiyacınıza uygun yüzey işlemi seçmeniz için hızlı bir rehber aşağıdadır:
- Anodize: Dekoratif korozyon direnci ve dayanıklı bir metalik görünüm için seçin.
- Sert Anodize: Yüksek aşınma direnci gerektiren alanlar veya sürgülü parçalar için tercih edin; koltuk rayları veya sunroof rayları gibi.
- Toz kaplama: Dış süsleme parçaları veya kaput altı parçalarda dayanıklı renk, kimyasal direnç ve çeşitli görünüm seçenekleri için en iyisidir.
- Elektroforetik Kaplama (E-Kap): Karmaşık profiller veya ek kaplamalar altında sağlam bir temel ihtiyacı olan parçalar için korozyona dayanıklı bir astar olarak tercih edin.
- Fabrika Yüzeyi Artı Astar/Boya: Maliyetin önemli olduğu, boyalı parçalar veya gizli yapısal elemanlar için esneklik ve kolay tamirat imkanı en önemlisiyse bu seçeneği tercih edin.
Bu yüzey işleme alüminyum seçeneklerinin her biri benzersiz bir rol oynar, bu yüzden spesifikasyonunuzu belirlemek için uygulamanızın korozyona maruziyeti, aşınma, görünüm ve bütçe gereksinimlerini göz önünde bulundurun.
Spesifikasyon Dili ve Çizim Notları
Net, standartlara dayalı özellikler, karışıklığı veya yeniden işlenmeyi önlemek için en iyi koruma yöntemidir. Çoğu alüminyum ekstrüzyon projesi için uyarlayabileceğiniz bir şablon aşağıdadır:
Yüzey İşlemi: [süreç]. Ön İşlem: [çevrimli, kromat içermeyen tercih edilir]. Standartlar: [Uygulanabilirse ASTM/ISO/MIL]. Testler: yapışma, kalınlık, görünüş sınıfı, OEM protokolüne göre döngüsel korozyon. Maskelenme: [özellikler]. Boya fırın uyumluluğu: [evet/hayır].
Alüminyumun boya veya başka bir kaplamaya hazırlanması konusunda çalışırken, yüzey pürüzlendirme, temizlik ve maskelenme adımlarını doğrudan çizimlerinizde belirtin. Bu, tasarım aşamasından üretime kadar herkesin her alüminyum yüzey işlemi beklentisini anlamasını sağlar.
Tedarikçi Devir Teslim Kontrol Listesi
Projenizin devre hazır hale geldiğini düşünün. Tedarikçinizle işbirliğini sorunsuz sürdürmeniz ve kalite planınızı rayda tutmanız için aşağıda bir kontrol listesi bulunmaktadır:
- Her ekstrüzyon için alaşım ve temperi belirtin
- Detaylı geometri ve maskelenme haritalarını ekleyin (dişliler, delikler, elektrik kontakları)
- Kaplama örtüsünü optimize etmek için kaldırma noktalarını belirleyin
- Kritik boyutları ve izin verilen toleransları vurgulayın (film kalınluklarını dikkate alın)
- Kalite kontrol için kabul kriterlerini ve referans standartlarını tanımlayın
- Örnek ve inceleme planını paylaşın (ilk parça, parti veya devam eden kontroller)
- Yeniden işleme ve saha onarımı politikanızı baştan belirtin
Bu adımları takip ederek sürprizleri en aza indirgeyecek ve seçtiğiniz yüzey işleme yönteminin alüminyumda sürekli ve yüksek kaliteli sonuçlar vereceğini sağlayacaksınız.
Sonlandırma ve kalite kontrol süreçlerinizi tek çatı altında toplamaya hazır mısınız? Shaoyi Metal Parça Tedarikçisi —Çin'de entegre edilmiş hassas otomotiv metal parçaları çözümleri konusunda lider bir firma olan— alüminyum ekstrüzyon parçalarınız için tasarım aşamasından seri üretime kadar tüm süreçlerde her adımı kolaylaştırabilir. Otomotiv alüminyum ekstrüzyonları için yüzey işleme seçeneklerindeki uzmanlıkları sayesinde her zaman doğru sonucu elde edersiniz.
Sıkça Sorulan Sorular
1. Otomotiv alüminyum ekstrüzyonları için en yaygın yüzey işlemleri nelerdir?
Otomotiv alüminyum ekstrüzyonları için en yaygın kullanılan yüzey işlemlerine anodize (dış görünüş ve korozyon direnci için Tip II, aşınma direnci için Tip III), dayanıklı renk ve kimyasal koruma sağlayan toz boya, karmaşık şekillerde eşit korozyon koruması sağlayan elektroforetik kaplama (e-kap) ve ekonomik esneklik sağlayan astar ve boya ile mamul yüzey işlemleri dahildir. Her işlem, dayanıklılık, dış görünüş ve otomotiv imalat standartlarıyla uyumluluk açısından belirli avantajlar sunar.
2. Otomotiv alüminyum ekstrüzyon projem için doğru yüzey işlemini nasıl seçerim?
En iyi yüzey işlemini seçmek, korozyon direnci, görünüş, aşınma performansı ve bütçe gibi projenizin gereksinimlerine bağlıdır. Dekoratif anodizasyon, görünür süsleme için idealdir; sert anodizasyon, yüksek aşınma gören parçalara uygundur; toz boya, canlı ve dayanıklı renkler sunar; e-kaplamalar, eşit koruma gerektiren karmaşık profiller için en uygun olanıdır; hadde yüzeyi + boya ise gizli veya bakım yapılabilen parçalar için maliyet açısından avantajlıdır. Doğru seçimi yapmak için parçanızın maruz kalacağı koşulları, montaj gereksinimlerini ve kalite standartlarını göz önünde bulundurun.
3. Alüminyum ekstrüzyonlarda anodizasyon ile toz boya arasındaki fark nedir?
Anodize, alüminyum yüzeyde integral oksit katmanı oluşturur, korozyon direncini artırır ve çeşitli metalik yüzey bitişleri sunar. Tip II anodize, dekoratif görünüşüyle değerlidir, Tip III (sert anodize) ise daha yüksek aşınma direnci sağlar. Öte yandan toz boya, bir toz olarak uygulanan ve sonra sertleştirilerek koruyucu, renkli ve dayanıklı bir katman oluşturan organik bir kaplamadır. Toz boya, daha fazla renk ve doku seçeneği sunar ancak optimal yapışma için güçlü bir ön hazırlık gerektirir.
4. Alüminyum ekstrüzyonlara herhangi bir yüzey bitişi uygulanmadan önce ön hazırlık neden önemlidir?
Ön işlem, kontaminasyonları (kirliliği) uzaklaştırmada, yapışmayı iyileştirmede ve korozyon direncini artırmada hayati öneme sahiptir. Uygun temizlik ve dönüşüm kaplaması (genellikle kromatsız), seçilen yüzey işlemini – anotlama, toz boya, e-kap, ya da solventli boya olup da – sağlam biçimde tutunmasını ve beklendiği şekilde performans göstermesini sağlar. Ön işlemin atlanması ya da eksik uygulanması, zamanından önce soyulma, kabarcık oluşumu ya da korozyon gibi sorunlara yol açabilir.
5. Shaoyi gibi entegre bir tedarikçinin alüminyum ekstrüzyon yüzey işlemlerinde kullanılmasının avantajları nelerdir?
Shaoyi gibi entegre bir tedarikçi ile ortaklık, tüm ana yüzey işlemleri, kalite kontrol ve tedarik zinciri yönetimini tek çatı altında sunarak yüzey işleme sürecini kolaylaştırır. Bu yaklaşım, üretim süresini kısaltır, çok sayıda tedarikçiden kaynaklanan hata riskini azaltır, otomotiv standartlarına uygunluğu sağlar ve uygulamanız için doğru alaşım, geometri ve yüzey işlemi kombinasyonunun seçiminde uzman rehberliği sağlar.