 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Direksiyon Kum Saati Bileşenlerinin Şekillendirilmesi: İmalat ve Malzeme Kılavuzu
Özet
Presleme, yüksek hacimli, güvenlik açısından kritik uygulamalar için baskın üretim yöntemidir direksiyon kolonu bileşenlerinin preslenmesi buna montaj braketleri, eğim ayarlama mekanizmaları ve sönümlemeli kılıflar dahildir. Geleneksel döküm yöntemlerine kıyasla, Yüksek Mukavemetli Düşük Alaşımlı (HSLA) çeliklerin kullanıldığı metal presleme, katı çarpışma testi standartlarını korurken önemli ölçüde ağırlık azaltımı ve daha düşük birim maliyeti sunar. Bu kılavuz, sağlam direksiyon sistemlerini mühendislik açısından üretmek için gerekli teknik uygunluk, malzeme seçim stratejileri ve tedarikçi gereksinimlerini (örneğin IATF 16949) incelemektedir.
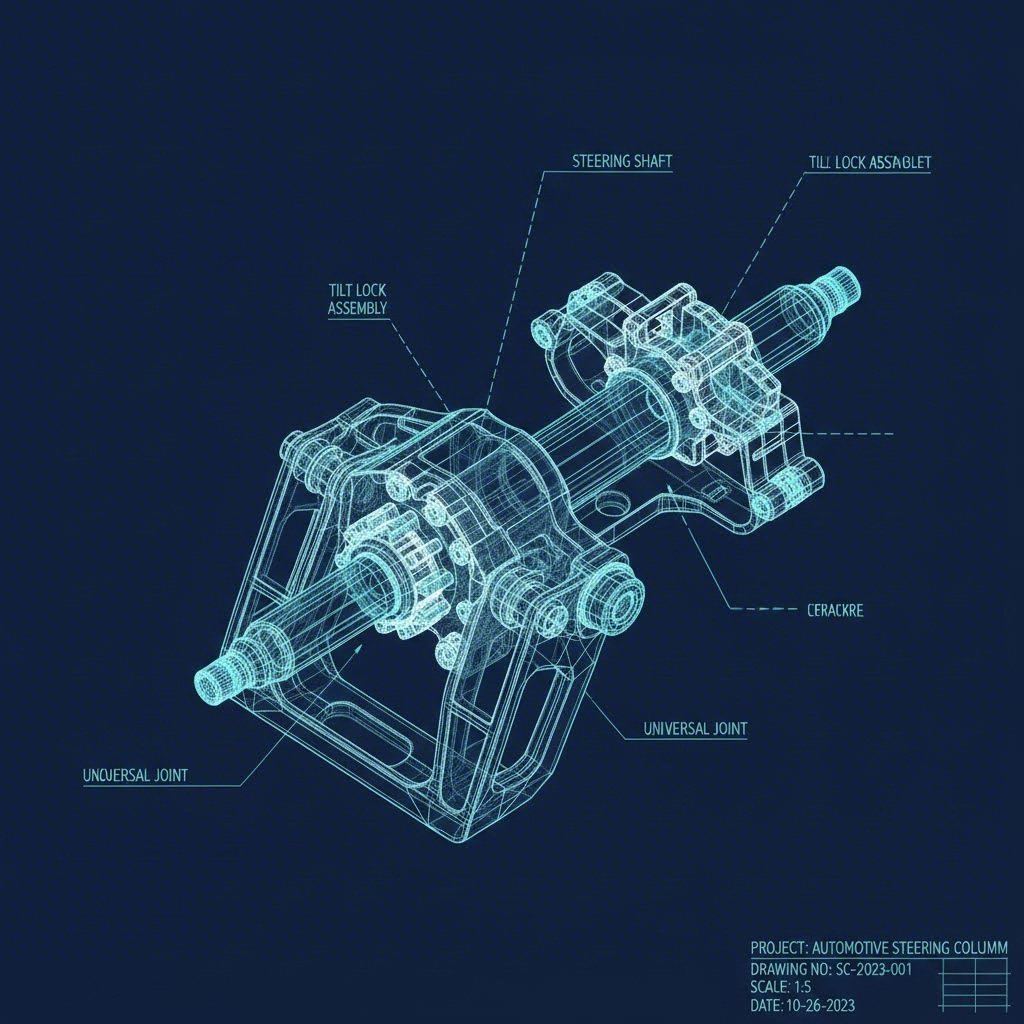
Direksiyon Kolonlarındaki Kritik Preslenmiş Bileşenler
Modern direksiyon kolları, sürücünün güvenliği ve konforunu sağlamak için yüksek hassasiyet gerektiren karmaşık alt montajlardır. Metal presleme, mühendislerin yüksek tekrarlanabilirlikle karmaşık geometriler üretmesine olanak tanır. Aşağıdaki bileşenler, progresif ve transfer presleme için birincil adaylardır.
Montaj Parçaları ve Yapısal Destekler
Direksiyon kolu, titreşimi önlemek için araçta transvers kirişe veya ateş duvarına sabit şekilde bağlanmalıdır. Bu parçalar genellikle yüksek statik yükleri ve dinamik çalışma kuvvetlerini akma olmadan karşılayabilmesi için HSLA çelikten şekillendirilir.
Eğim ve Açıklık Mekanizmaları
Sürücü ergonomisi, eğim (rake) ve teleskopik (reach) ayar mekanizmalarına dayanır. Bu sistemlerde kullanılan kilit plakaları ve dişliler genellikle neredeyse net şekil düzeyine kadar preslenerek üretilir. Pürüzsüz kilitleme bağlantısı için gereken temiz kesim kenarlarını elde etmek amacıyla burada sıklıkla hassas fine-blanking yöntemi kullanılır ve ikincil talaşlı imalat işlemleri ortadan kaldırılır.
Çökertilir Gömlekler ve Güvenlik Bölgeleri
Bir frontal çarpışma durumunda direksiyon mili, sürücüyü korumak amacıyla enerji emerek çökecek şekilde tasarlanmıştır. Bu genellikle kontrollü bir şekilde deforme olan, preslenmiş ve büzgülü enerji emici plakalar veya örgü tarzı braketler aracılığıyla sağlanır. Üreticiler, metal içinde belirli gerilme odakları veya kıvrımlar oluşturmak için özel kalıplar kullanarak bileşenin belirli bir yük altında öngörülebilir şekilde buruşmasını sağlarlar.
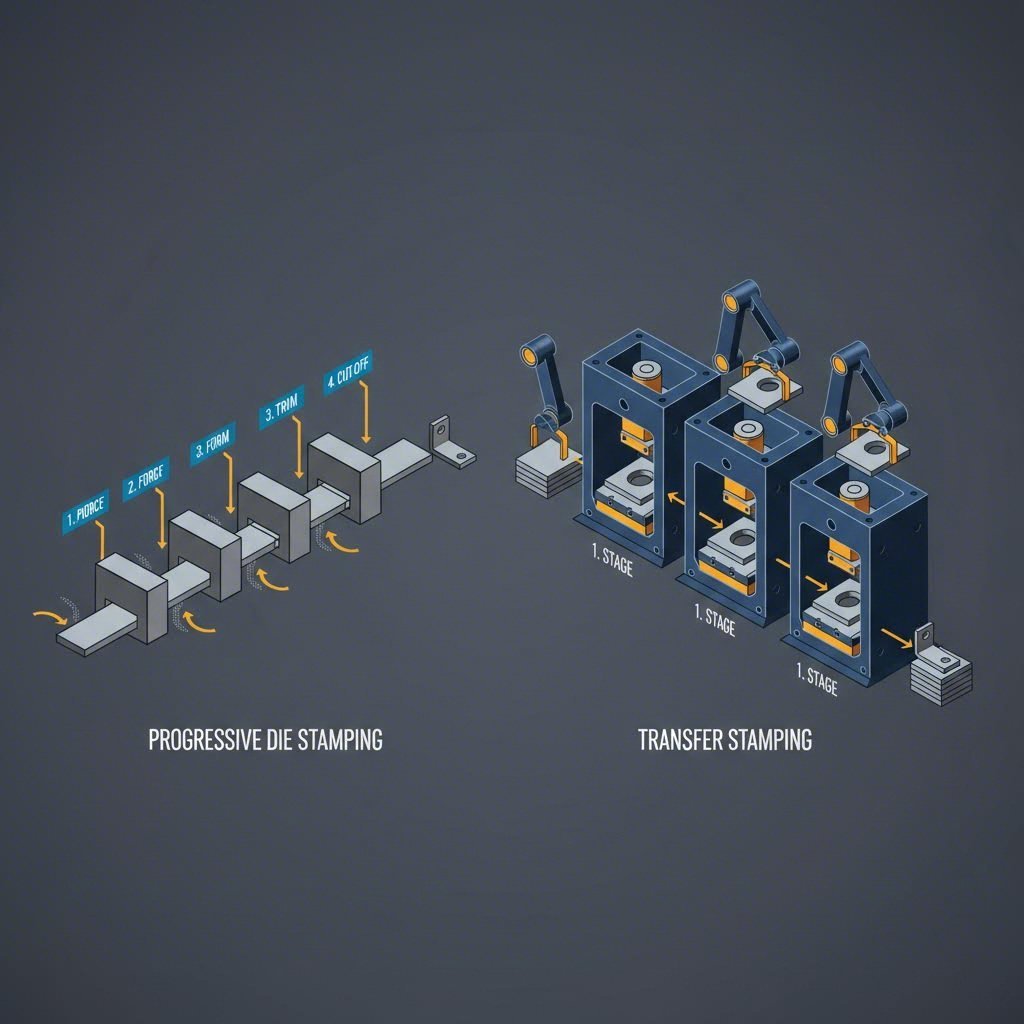
İmalat Süreçleri: Progresif vs. Transfer Presleme
Doğru presleme metodunu seçmek, kalıp yatırımı ile birim maliyet arasındaki dengeyi sağlamak açısından kritik öneme sahiptir. Direksiyon kolonu bileşenleri için karar genellikle progresif kalıp presleme ile transfer presleme arasında verilir.
Ilerici kalıp damgalama
Kilit paletleri, klipsler ve daha küçük bağlantı parçaları gibi küçük, yüksek hacimli bileşenler için progresif kalıp presleme standarttır. Bu süreçte, bir metal şerit tek bir çok istasyonlu kalıptan geçirilir. Her istasyon, şeridin ilerlemesiyle birlikte kesme, bükme veya delme gibi belirli bir işlem gerçekleştirir. Bu yöntem, dakikadaki vuruş sayısını (SPM) yüksek tutarak döngü süresini önemli ölçüde azaltır ve yüksek hacimli otomotiv programları için parça fiyatını düşürür.
Karmaşık Geometriler İçin Transfer Presleme
Derin çekmeler gerektiren daha büyük yapısal gövdeler veya bileşenler genellikle transfer preslemeyi gerektirir. Parçaların şeride bağlı kaldığı progresif kalıplardan farklı olarak, transfer presleme mekanik parmaklar kullanarak bireysel ham parça levhaları istasyonlar arasında taşır. Bu, daha karmaşık şekillendirme işlemlerine ve daha iyi malzeme kullanım oranına olanak tanır ve bu da pahalı otomotiv sınıfı çelellerle çalışılırken çok önemlidir.
Prototipten Kütle Üretimine
Tasarım aşamasının erken döneminde üretim yapılabilirliğinin doğrulanması kritik öneme sahiptir. Otomotiv OEM'leri genellikle tedarikçilerden ürün yaşam döngüsü boyunca yetenek göstermelerini talep eder. Hızlı prototiplemeden seri üretime kadar olan boşluğu kapatma kapasitesine sahip üreticiler stratejik bir avantaj sunar. Örneğin, Shaoyi Metal Technology başlangıçtaki prototiplerden yüksek hacimli üretime kadar ölçeklenebilen kapsamlı presleme çözümleri sunar ve IATF 16949 standartlarına uygun olarak kontrol kolları ve alt çerçeveler gibi kritik bileşenleri teslim etmek için 600 tona kadar presler kullanır.
Mühendislik Zorlukları ve Malzeme Seçimi
Kazanla üretilen güvenlik kritik direksiyon parçaları, karmaşık metalürjik davranışlar içermektedir. Mühendisler, üretilebilirliği ve nihai parça performansını etkileyen malzeme özelliklerini dikkate almalıdır.
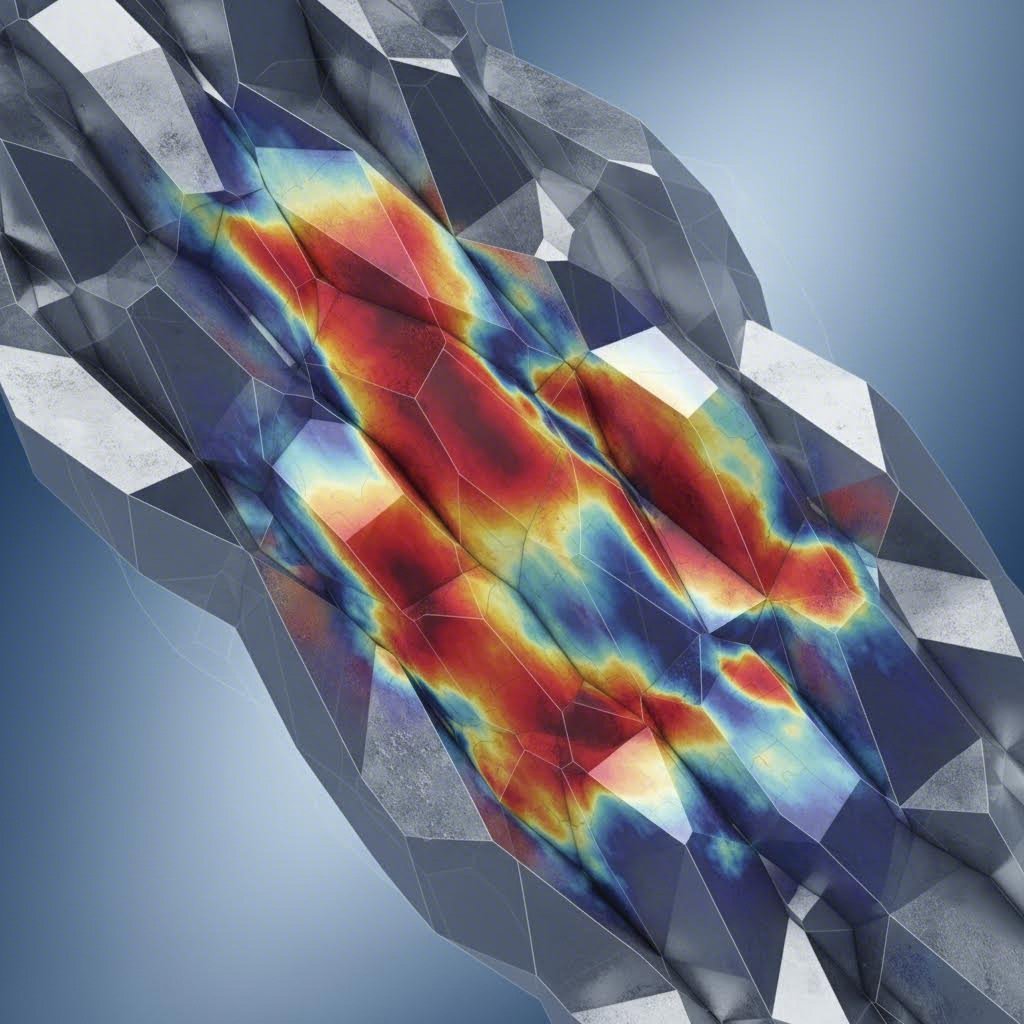
HSLA Çeliklerinde Yaylanmayı Yönetmek
Araç ağırlığını azaltmak için üreticiler giderek daha çok Yüksek Mukavemetli Düşük Alaşımlı (HSLA) çeliklere güvenir. Güçlü olmalarına rağmen bu malzemeler önemli oranda yaylanma gösterir—şekillendirme sonrası metalin orijinal şekline geri dönme eğilimi. Özellikle teleskopik kolonlarda birleşen parçalar için toleransların korunabilmesi adına, Sonlu Elemanlar Analizi (FEA) ile yönlendirilen kalıp tasarım aşamasında telafi stratejileri hayati öneme sahiptir.
Dar Toleranslar ve Çarpışma Güvenliği
Direksiyon bileşenleri, yönlendirme hassasiyetini sağlamak için sıfır boşluk koşuluyla çalışır. Gıcırdamaları veya boşlukları önlemek için sac parçalar sıkı toleranslara (genellikle +/- 0,05 mm içinde) sahip olmalıdır. Ayrıca malzeme, bir çarpışma anında meydana gelen hızlı deformasyon sırasında çatlamayı önlemek için sünekliğini korumalıdır. Doğru çelik sınıfının seçilmesi, dayanıklılık için akma mukavemeti ile enerji emilimi için gerekli uzama özellikleri arasında denge kurmayı gerektirir.
Otomotiv Sac Kesimi İçin Tedarikçi Seçim Kriterleri
Sac kesilmiş direksiyon bileşenlerinin temini yalnızca fiyattan öteye geçen bir değerlendirme süreci gerektirir. Tedarikçinin kalite yönetim sistemi ve teknik kabiliyetleri en üst düzeyde önem taşır.
- IATF 16949 Sertifikasyonu: Bu, tedarikçilerin kalite yönetim sistemlerinin OEM gereksinimleriyle uyumlu olduğundan emin olmak için otomotiv tedarikçileri için vazgeçilmez temel şarttır.
- İç Ortam Kalıp & Matris Kabiliyetleri: İç departmanlara sahip tedarikçiler mühendislik değişikliklerine daha hızlı yanıt verebilir ve kalıpları daha etkili şekilde bakımlarını yaparak durma sürelerini azaltabilirler.
- Simülasyon ve Birlikte Tasarım: En iyi tedarikçiler çelik kesilmeden önce şekillendirme sorunlarını tahmin etmek için simülasyon yazılımı kullanırlar. Dökme süreci için parça geometrisini optimize etmek için ortak tasarım yapmaya istekli ortaklar arayın.
- Katma Değer Montajı: Birçok direksiyon bileşeni ikincil işlemler gerektirir. Çubuklara sütunların sıralı kaynak, kazım veya montajını sunan tedarikçiler, lojistik karmaşıklığını azaltan daha eksiksiz bir çözüm sunar.
Üretim Yapılabilirliği Özetleri
Direksiyon sütunu üretiminde dökümden damgalama geçiş, otomotiv endüstrisinin ağırlık azaltma ve maliyet verimliliğinin acımasız arayışından kaynaklanmaktadır. Gelişmiş matkap damgalama gibi gelişmiş süreçlerden ve HSLA çelik gibi malzemelerden yararlanarak, mühendisler üretim ölçümlerini optimize ederken sıkı güvenlik standartlarına uyan bileşenler tasarlayabilirler. Bu alanda başarı, malzeme davranışının derin bir anlayışını ve yetenekli, sertifikalı üreticilerle ortaklık gerektirir.
Sıkça Sorulan Sorular
1. Birinci sınıf. Bir direksiyon sisteminin ana bileşenleri nelerdir?
Modern bir direksiyon sisteminin temel bileşenleri direksiyon tekerleği, direksiyon sütunu (çark ve güvenlik mekanizmalarını barındıran), direksiyon aleti (rak ve pinion veya geri dönüştürücü top) ve tekerleklerdeki direksiyon düğümlerine güç aktaran bağ çubuklarıdır. Elektrikli güç direksiyon sistemlerinde (EPS), bir elektrik motoru ve ECU da sütuna veya rafına entegre edilmiştir.
2. Bir şey. Direksiyon kuvvetini tekerleklere hangi bileşen aktarır?
Bağlama çubukları, direksiyon takımından yan hareketin tekerleklerdeki direksiyon klavyelerine aktarılması için kritik bağlantı bileşenleridir. Tekerleklerin açısını değiştirmek için itme ve çekme sorumluluğu taşıyıcıya sürücünün girdiğine doğru bir şekilde yanıt vermesini sağlar.