 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Döner Kam Karşı Aksiyal Kam: Hangisi Kalıbınızı Önce Yok Ediyor?
Kam Seçiminizin Kalıp Performansını Nasıl Belirlediği
Yüksek hacimli bir pres operasyonu yürütürken ani bir şekilde kam mekanizmanızın üretimin ortasında arızalandığını düşünün. Pres durur. Parçalar birikir. Bakım ekibiniz tasarım hatası mı var yoksa sadece iş için yanlış kam tipi mi seçildiğini teşhis etmek için telaş eder. Bu tanıdık geldi mi?
Döner kam ile havalı kam sistemlerini karşılaştırırken riskler daha yüksek olamaz. Yanlış seçim sadece rahatsızlık yaratmaz — üretim gecikmeleri, kalite kusurları ve her olayda on binlerce dolar maliyet oluşturabilecek pahalı yeniden aletleme gibi bir dizi soruna neden olur.
Yanlış Kam Seçiminin Gizli Maliyeti
Peki, kam nedir ve basma işlemlerinde kam ne işe yarar? Temel olarak bir kam, dikey piston hareketini ve kuvvetini yatay veya yarı yatay harekete ve kuvvete mekanik olarak dönüştürür. Bu dönüşüm, hassas hizalamanın kritik olduğu kesme, şekillendirme ve delme işlemlerinde hayati öneme sahiptir. İmalatçı , kamların mükemmel yönlendirme sistemlerine sahip olması ve binlerce—hatta milyonlarca—döngü boyunca doğal aşınmaya karşı dayanacak şekilde tasarlanması gerekir.
İşte burada birçok kalıp tasarımcısı yanlış yapıyor. Uygulama gereksinimlerinden ziyade başlangıç maliyeti veya tanıdıklıkları temel alarak bir kam türü seçiyorlar. Sonuç olarak erken aşınma, termal genleşme sorunları ve üretim sırasında sıkışan kam kayarları ile karşılaşılıyor. Her kam mili lobi profili ve kam tahrik yöntemi, işletmesel ihtiyaçlarınıza uyum sağlaması gereken özel performans özelliklerine sahiptir.
İki Mekanizma, İki Farklı Mühendislik Felsefesi
Bu iki tip kam mekanizması arasındaki temel farkları anlamak çok önemlidir:
- Döner Kamlar: Bu sistemler, dönmeyi hassas mühendislikle tasarlanmış kam profilleri aracılığıyla doğrusal harekete dönüştürerek kam hareketini sağlayan dairesel hareket kullanır. Kompakt alanlarda ve sürekli işlemlerde üstün performans gösterir.
- Havada Çalışan Kam Mekanizmaları: Standart konfigürasyonların aksine, havada çalışan kam mekanizmaları hareketli kayar bileşeni alt kalıp tablasına değil, üst kalıp tablasına monte eder. Bu konumlandırma, transfer parmakları ve sistemleriyle temas etmeden kam kayıcısının tamamının pres ile birlikte yukarı doğru hareket etmesine olanak tanır ve neredeyse her açıda delik delme imkanı sağlar.
Bu karşılaştırma, yalnızca uygulama ihtiyaçlarınıza dayalı olarak üretici bağımsız bir rehberlik sunar. Pahalı hataların önüne geçmek için, belirli kalıp işlemlerinizle doğru kam mekanizmasını eşleştirmenize yardımcı olacak pratik bir karar verme çerçevesi keşfedeceksiniz.
Kam Mekanizması Karşılaştırması İçin Değerlendirme Kriterlerimiz
İki temelde farklı kam tasarımı nasıl nesnel olarak karşılaştırılır? Tahmin yürütmeyi ortadan kaldıran ve ölçülebilir performans faktörlerine odaklanan sistematik bir çerçeve gereklidir. Döner kam ile havalı kam seçeneklerini değerlendirirken, teorik ideal durumlar yerine gerçek dünya sac presleme ihtiyaçlarına dayalı bir metodoloji uyguladık.
Kam Başarısını Belirleyen Beş Faktör
Her kam ve izleyici mekanizması, zorlu üretim koşullarında güvenilir şekilde çalışmalıdır. Yayınlanmış araştırmalar, Mechanism and Machine Theory kam-izleyici sisteminin kabul edilebilirliğini, özellikle yer değiştirme, hız, ivme ve jerk (sarsıntı) ölçümleriyle belirlenen dinamik tepkisinin doğrulamasına dayandığını göstermektedir. Bu prensiplere dayanarak beş kritik değerlendirme faktörünü belirledik:
- Kuvvet Kapasitesi: Kam ekipmanının çalışma döngüsü boyunca üretebileceği ve sürdürebileceği maksimum yatay kuvvettir. Bu, kam parçalarınızın kalın kesimli malzemeleri ve zorlu şekillendirme işlemlerini taşıyıp taşıyamayacağını belirler.
- Hareket Profili Doğruluğu: Kam milinin dikey pres hareketini yatay kayma hareketine ne kadar hassas çevirdiği. Kam optimizasyonu araştırmalarına göre, gerçek tepki ile teorik tahminler arasındaki uyum, üretim hassasiyetine ve doğru kam tasarım parametrelerine bağlıdır.
- Yerleşim Alanı: Kalıp montajınız içinde gerekli olan fiziksel alan. Kompakt tasarımlar karmaşık kalıp konfigürasyonlarında daha fazla esneklik sağlarken, daha büyük yerleşim alanları diğer avantajlar sunabilir.
- Bakım Gereksinimleri: İnceleme, yağlama ve bileşen değiştirme açısından erişilebilirlik. Kam mili milyonlarca döngü boyunca sürtünmeye ve yüksek kuvvete dayanır; bu nedenle bakım erişimi uzun vadeli kritik bir faktördür.
- Uygulama Uygunluğu: Her kam türünün belirli kalıp işlemlerine, üretim hacimlerine ve malzeme gereksinimlerine ne kadar iyi uyduğu. Belirli kam mili uygulama senaryonuzda kam lar en iyi nasıl performans gösterir?
Her Kam Türünü Nasıl Değerlendirdik
Değerlendirme yaklaşımımız, kam tiplerinden herhangi birinin mutlak bir üstünlüğünün olmadığını kabul eder. Sıralamalar, özel kullanım durumunuza göre değişiklik gösterir. Yüksek hızlı ilerleyen kalıpta başarılı olan döner kam, maksimum yanal kuvvet gerektiren büyük transfer kalıbında daha düşük performans gösterebilir.
Mümkün olduğu yerlerde, üretici kataloglarındaki teknik özellikler karşılaştırmamızı yönlendirdi. Ayrıca performans özelliklerini doğrulamak için kam-takipçi dinamikleri üzerine yapılmış hakemli mühendislik araştırmalarına da atıfta bulunduk. Bu sayede önerilerimiz hem laboratuvar ortamında test edilmiş prensipleri hem de atölye zeminindeki pratik gerçekleri yansıtacaktır.
Bu değerlendirme kriterlerini belirledikten sonra, döner kam mekanizmalarının hassas kalıp uygulamalarında her bir faktör açısından nasıl performans gösterdiğini inceleyelim.
Hassas Kalıp Uygulamaları İçin Döner Kam Mekanizmaları
Dairesel hareket ile doğrusal hassaslığın mükemmel bir şekilde senkronize olduğu bir dansı hayal edin. Tam olarak her presiniz döngüye girdiğinde, döner kam sisteminin içinde olan budur. Bu dönme mekanizması, kam dişlisinin sürekli dönüşünü, kalıp işlemlerinizin talep ettiği kontrollü yatay harekete dönüştürür ve bunu son derece kompakt bir alanda gerçekleştirir.
Ancak bu dönüşüm aslında nasıl gerçekleşir? Ve daha da önemlisi, döner kam ne zaman havada bulunan karşılığından daha iyi performans gösterir? Döner kamaları, belirli sac presleme durumlarında tercih edilen seçenek yapan mekanik ve uygulamaları inceleyelim.
Döner Kamaların Hareketi Nasıl Dönüştürdüğü
Döner kam çalışmasının temel prensibi, herhangi bir kam ve izleyici mekanizmasında bulacağınızla aynıdır: dönel girişi, kesin kontrolle doğrusal çıkışa dönüştürmek. Dönen bir motor kamı sürdüğünde, özel şekillendirilmiş yüzeyi—kam burnu—izleyiciyle temas eder ve kayar takımı önceden belirlenmiş bir yol boyunca iter.
İşte döner kamaların kendilerini ayırt etmesi burada gerçekleşir. Basınç kolu hareketine dayalı mekanizmaların aksine, döner kamalar kendi bağımsız dönüşlerini korurlar. Bu şunu ifade eder:
- Sürekli kuvvet uygulaması: Kam profili dönüş çevrimi boyunca tutarlı basınç uygular ve strok-bağımlı sistemlerde oluşabilen kuvvet dalgalanmalarını ortadan kaldırır.
- Tahmin edilebilir hareket profilleri: Kam profil geometrisi doğrudan izleyici yer değişimini kontrol ettiğinden, mühendisler kesin hız ve ivme eğrileri tasarlayabilir. Araştırmalar, kam profil tasarımının izleyicinin hareket yolunu, hızını ve konumlandırma doğruluğunu belirlediğini doğrular.
- Pürüzsüz Geçişler: Dönme mekanizmasının dairesel yapısı, kalıp bileşenlerindeki şok yüklerini azaltan kademeli girişim ve çıkışım üretir.
Kalıp işlemlerinde lobe simetrisi kam mili tasarım prensiplerini düşünün. Otomotiv kam millerinin optimal supap zamanlaması için hassas şekilde taşlanmış loblara ihtiyaç duyması gibi, sac kesme kalıplarındaki döner kamalar da tutarlı parça kalitesi için eşit derecede hassas profillere ihtiyaç duyar.
Döner Kamaların Kalıp Operasyonlarında Öne Çıkması
Döner kamalar, dar alan koşullarının yüksek çevrim talepleriyle birleştiği uygulamalarda en iyi performansı gösterir. İlerlemeli kalıplar doğal yaşam alanlarını oluşturur. The Fabricator'dan yapılan sektörel analize göre, ilerlemeli takımlarda kama biçimlendirme veya delme gerekiyorsa, kama ve tahrik konfigürasyonu kalıp yerleşimini önemli ölçüde etkiler. Döner kamalar genellikle alternatif tasarımlardan daha az yer kaplar ve ek biçimlendirme istasyonları için değerli kalıp alanını boşaltır.
Aşağıdaki tipik döner kama uygulamalarını göz önünde bulundurun:
- Yüksek hızlı ilerlemeli kalıplar: Dakikada 60'tan fazla vuruş hızının gerektiği ve tutarlı kama hareketinin zamanlama kaynaklı hataları önlediği durumlar
- Kompakt kalıp konfigürasyonları: Birçok kam işlemi dar kalıp sınırları içinde yer almak zorundaysa
- Sürekli üretim süreçleri: Kam performansında en az değişim ile milyonlarca çevrim gerektiren işlemler
- Hassas şekillendirme işlemleri: Döner tahrikin düzgün hareket profilinin malzeme çatlamasını veya yaylanma sorunlarını önlediği uygulamalar
Döner Kam Sistemlerinin Avantajları
- Alan Kullanım Etkinliği: Kompakt tasarım, alanı kısıtlı kalıplara entegrasyon imkanı sağlar
- Tutarlı kuvvet iletimi: Dönme döngüsü boyunca eşit basınç uygulanması parça kalitesini artırır
- Yüksek hızlılık kapasitesi: Bağımsız dönüş, hassasiyetten ödün vermeden hızlı çevrimlere uygundur
- İşlemler sorunsuz: Kademeli kam profili etkileşimi şokları azaltır ve bileşen ömrünü uzatır
- Tasarım esnekliği: Özel kam profilleri karmaşık hareket gereksinimlerini karşılar
Döner Kam Sistemlerinin Dezavantajları
- Kuvvet kapasitesi sınırlamaları: Kalın kalınlıkta kullanım gibi aşırı yanal kuvvet gerektiren uygulamalarda aerial kamalar kadar yüksek performans sağlayamayabilir
- Bakım erişilebilirliği: Kompakt entegrasyon, muayene ve bileşen değişimini zorlaştırabilir
- İlk başlangıçtaki karmaşıklık: Pres döngüsüyle hassas zamanlama koordinasyonu gerektirir ve tasarım açısından ek hususlar getirir
- Isı üretimi: Yüksek hızlı uygulamalarda sürekli dönme, termal birikimi yönetmek için sağlam yağlama sistemleri gerektirir
Döner sistemlerde kam dişlisi ve takipçi etkileşimi malzeme bilimindeki gelişmelerden faydalanır. Modern tasarımlar, sertleştirilmiş çelik bileşenler ve seramik kaplamalar içerir; bu da aşınma direncini önemli ölçüde artırır—kalıp uzun süreli üretim süreçlerinde tutarlı performans göstermelidir.
Bu döner kam özelliklerini anlamak, karşılaştırmanın yarısını oluşturur. Ancak uygulamanız maksimum kuvvet kapasitesi ve daha kolay bakım erişimi gerektirdiğinde ne olur? İşte bu noktada hava kam mimarisi tartışmaya dahil olur.
Ağır Hizmet Baskı İşlemleri için Hava Kam Sistemleri
Baskı işleminiz küçük boyutlu zarafetten ziyade ham gücü gerektirirse ne olur? Döner kamalar kuvvet sınırlarına ulaştığında, ağır yükü taşıyabilmek için hava kam sistemleri devreye girer. Bu mekanizmalar bazen kalıp montajlı veya geniş kamalar olarak da adlandırılır ve pres hareketini yatay kuvvete dönüştürmede temelde farklı bir yaklaşım benimser.
Tüm kam kaydırma montajınızı alt kalıp tablasına değil, üst kalıp tablasının üzerine monte ettiğinizi hayal edin. Bu tek yapısal değişiklik, bazı uygulamalarda döner tasarımların eşleşemeyeceği yetenekleri ortaya çıkarır. İhtiyaç duyulan baskı senaryolarında neden hava kamaların tercih edildiğine bir bakalım.
Hava Kam Mimarisi
Havalı kamın belirleyici özelliği, dikey montaj konfigürasyonunda yatmaktadır. Bağımsız dönmeye dayanan döner kamalardan farklı olarak, havalı kamalar pres koluğunun doğrudan dikey strokundan yararlanır. Kam ve izleyici takımı, pres döngüsü sırasında koluğa yukarı doğru hareket eder ve böylece benzersiz bir mekanik avantaj oluşturur.
Bu mimarinin döner tasarımlardan farkı şu şekildedir:
- Üst kalıp montajı: Hareketli kayar takımı, üst kalıp tablasına bağlanır ve her strok boyunca koluğa eşlik eder. Bu kol rotasyon deseni, mekanizmanın alt kalıp bileşenlerinden ve transfer sistemlerinden uzak durmasını sağlar.
- Sürücü teması: Alt kalıp tablasına sabitlenmiş duran bir sürücü, aşağı strok sırasında havalı kamla temas ederek dikey kuvveti yatay kayar harekete dönüştürür.
- Stroka bağlı etkinleştirme: Sürekli dönen sistemlerin aksine, havalı kamalar yalnızca sürücü kam yüzeyine temas ettiğinde pres döngüsünün belli bölümlerinde etkinleşir.
- Açısal esneklik: Yükseltişte montaj konumu, neredeyse her açıda delik delme ve şekillendirme işlemlerine olanak tanır; bu altta monte edilmiş kam düzenlemeleriyle sınırlıdır.
Bunu şu şekilde düşünün: döner kamalar kendi hareketlerini bağımsız olarak üretirken, havalı kamalar presin kendisinden hareket alır. Bu kam izleyici mekanizması yaklaşımı, havalı sistemlerin yanal operasyonlar için presinizin tam tonaj kapasitesinden yararlanabileceği anlamına gelir.
Havalı tasarımlarda kullanılan eksantrik kam profilleri, döner eşdeğerlerine göre daha agresif geometrilere sahip olma eğilimindedir. Aktivasyon sürekli dönme yerine belirli bir strok penceresinde gerçekleştiğinden, mühendisler döngünün kritik şekillendirme aşamasında maksimum kuvvet iletimi için kam makinesi geometrisini optimize edebilir.
Havalı Kamalar Döner Seçeneklerden Daha İyi Performans Gösterdiğinde
Havada çalışan kamalar, kompaktlıktan daha çok brute force ve erişilebilirliğin önemli olduğu uygulamalarda öne çıkar. Büyük transfer kalıpları onların ana alanıdır. İstasyonlar arasında ağır sacları taşırken derin şekillendirme veya kalın kesim delme için önemli yan kuvvetlere ihtiyaç duyduğunuzda, hava üstü konfigürasyonlar çözüm sunar.
Havada çalışan kamaların üstün performans gösterdiği bu senaryoları göz önünde bulundurun:
- Büyük transfer kalıp operasyonları: Kalın malzemelerin birden fazla istasyonda delinmesi, şekillendirilmesi veya budanması sırasında önemli yan kuvvetlerin gerektiği yerler
- Karmaşık kalıp konfigürasyonları: Alt kalıp alanı parçanın geometrisi veya transfer mekanizmaları nedeniyle dolduğunda, hava üstü montaj kritik alanı serbest bırakır
- Yüksek kuvvetli yan hareket operasyonları: Tipik rotary kam özelliklerini aşan kuvvet kapasiteleri gerektiren uygulamalar
- Bakımı yoğun ortamlar: Sık muayene ve parça değişimi gerektiren üretim ortamları, kolay erişimi zorunlu kılar
- Değişken açılı delme: Kalıp yüzeyine göre alışılmadık açılarda delikler veya özellikler gerektiren işlemler
Kam mili inşa prensipleri bu kam türleri arasında önemli ölçüde farklılık gösterir. Döner sistemler kam yüzeyinin tamamında sürekli aşınma direncine önem verirken, havalı tasarımlar sadece her döngünün aktif bölümlerinde temas eden belirli bölgelerde aşınmayı yoğunlaştırır. Bu yoğunlaşmış temas deseni hem başlangıç tasarımını hem de uzun vadeli bakım stratejilerini etkiler.
Havalı Kam Sistemlerinin Avantajları
- Daha yüksek kuvvet kapasitesi: Zorlu uygulamalarda maksimum yatay kuvvet üretimini sağlamak için pres tonajından doğrudan yararlanır
- Üstün bakım erişimi: Üst kalıba montaj, muayene, yağlama ve onarımlar için net görüş açısı ve araç erişimi sağlar
- Düşük kalıp esnekliği: Karmaşık parça geometrileri veya transfer mekanizmaları için alt kalıp tablasında değerli alan açar
- Açısal çok yönlülük: Daha düşük monte edilmiş kam konfigürasyonlarına göre pratik olmayan açılarda delme ve şekillendirme yapılmasını sağlar
- Transfer sistemi uyumluluğu: Yükseltilmiş pozisyon, otomatik parça işleme ekipmanıyla olan etkileşimi önler
Havada Kam Sistemlerinin Dezavantajları
- Daha Büyük Alanda Yerleşim: Kompakt döner tasarımlara kıyasla daha fazla dikey boşluk ve genel olarak kalıp yüksekliği gerektirir
- Strok bağımlılığı: Kuvvet uygulaması, sürekli döner tahrikten farklı olarak pres çevriminin belirli bölümleriyle sınırlıdır
- Ağırlık Düşüncesi: Üst kalıp tablasında ek kütle bulunması yüksek hızlı işlemler sırasında atalet yüklerini artırır
- Zamanlama kısıtlamaları: Kam etkileşimi pencereleri pres strokuyla tam olarak hizalanmalıdır ve bu durum belirli uygulamalar için tasarım esnekliğini sınırlar
- Maliyet Faktörleri: Daha büyük bileşenler ve daha karmaşık montaj gereksinimleri başlangıç yatırımını artırabilir
Havada çalışan sistemlerde kol rotasyon dinamikleri benzersiz yüklenme desenleri oluşturur. Etkileşime girdiğinde, kam yüzeyi sürücünün kayar gövdeyi yatay hareketi boyunca zorlaması sonucu yoğun stres yaşar. Özellikle yüksek çevrimli üretim ortamlarında uzun ömür için uygun malzeme seçimi ve yüzey işlemleri kritik önem taşır
Şimdi her bir mekanizmanın bağımsız olarak nasıl çalıştığını anladınıza göre, asıl soru ortaya çıkar: özel uygulamanız açısından en önemli faktörlerde birbirleriyle başaşıra karşılaştırıldıklarında nasıl bir performans gösterirler?
Döner vs. Havalı Kam Performans Karşılaştırması
Her bir mekanizmanın bağımsız olarak nasıl çalıştığını gördünüz. Ancak bir son teslim tarihi yaklaşırken tasarım masasında durduğunuzda doğrudan cevaplara ihtiyacınız vardır. Hangi kam tipi kuvvet açısından öne çıkar? Hangisi yer kazandırır? Ve bakım ekibiniz hangisini sayesinde minnettar olur ya da isminizi lanetler?
Döner kam ile havalı kam sistemlerini kalıbınızın performansını ve ömrünü etkileyen her faktör açısından karşılaştıralım. Belirsiz genellemeler değil, bir sonraki projenize uygulayabileceğiniz pratik karşılaştırmalar yapalım.
| Seçim Kriteri | Döner Kam | Havada Kam | Uygulamaya Göre Kazanan |
|---|---|---|---|
| Kuvvet Kapasitesi Aralığı | Orta düzey; kam dişlisi ve rulman özellikleriyle sınırlıdır | Yüksek; yanal kuvvet için pres tonajının tamamından faydalanır | Kalın levha için Havalı; standart malzemeler için Döner |
| Hareket Doğruluğu | Mükemmel; bağımsız dönüş, hassas kam profillerine olanak tanır | İyi; pres strokunun tutarlılığına bağlıdır | Hassas operasyonlar için döner |
| Kurulum alanı | Alt kalıp tabanında kompakt yerleşim | Daha büyük dikey açıklık; üst kalıba montaj | Kısıtlı alana sahip kalıplar için döner |
| Bakım Sıklığı | Orta düzeyde; sürekli dönüş aşınma noktalarını artırır | Daha düşük çevrim aşınması; yoğun temas bölgeleri | Uygulamaya bağlı |
| Bakım Erişilebilirliği | Zorlu; kompakt entegrasyon alet erişimini sınırlar | Mükemmel; üst kalıp konumu açık erişim sağlar | Yüksek bakım gerektiren ortamlar için havai |
| Maliyet Dikkate Alınması | Daha düşük başlangıç yatırımı; daha küçük bileşenler | Daha yüksek başlangıç maliyeti; daha büyük montajlar ve sabitleme | Bütçe duyarlı projeler için döner kam |
| İdeal Uygulamalar | Yüksek hızlı progresif kalıplar; sürekli işlemler | Büyük transfer kalıpları; ağır şekillendirme ve delme | Kalıp türüne ve kuvvet gereksinimlerine uygun hale getirin |
Kuvvet Kapasitesi ve Hız Karşılaştırması
Mühendislik felsefelerinin en çok ayrıldığı nokta burasıdır. Kam türlerini değiştirdiğinizde, aslında iki farklı kuvvet üretim stratejisi arasında seçim yapmış olursunuz.
Döner kamalar kendi mekanik avantajları aracılığıyla yatay kuvvet üretir—kam profili, rulman kapasitesi ve tahrik mekanizması maksimum kuvvet çıkışına katkıda bulunur. Bu kendine yeter yaklaşım standart malzeme kalınlıkları ve orta düzey şekillendirme yükleri için mükemmeldir. Ancak bileşen boyutlarına bağlı olarak döner kamanın kuvvet kapasitesi bir sınırda maksimuma ulaşır. Bu kompakt yapıya ancak belli bir kapasite sığdırılabilir.
Havada çalışan kamalar tamamen farklı bir oyun oynar. Üst kalıba monte edilerek alt tahrik ile etkileşime girerek presinizin dikey tonajının bir kısmını doğrudan yatay kuvvete dönüştürürler. 600 tonluk bir pres, havada çalışan bir konfigürasyon aracılığıyla, aynı büyüklükteki döner sistemlerden önemli ölçüde daha fazla yanal güç sağlayabilir. Kamanızın diyagramı ağır-gauge delme veya derin çekme işlemlerini gösterdiğinde, bu kuvvet avantajı belirleyici hale gelir.
Hız değerlendirmeleri bu karşılaştırmaya bir başka boyut daha ekler:
- Döner sistem avantajı: Bağımsız dönüş, kama hareketinin pres hızına bağlı olmadığı anlamına gelir. Vuruş hızından bağımsız olarak kama zamanlamasını hassas şekilde ayarlayabilirsiniz ve bu da döner sistemleri dakikada 60+ vuruşun üzerinde gerçekleşen yüksek hızlı progresif işlemler için ideal kılar.
- Havada çalışan kama kısıtlaması: Aktivasyon pres strokuna bağlı olduğundan, havada çalışan kamalar her döngünün belirli bir kısmında tam hareketlerini tamamlamak zorundadır. Çok yüksek hızlarda bu zamanlama penceresi daralır ve potansiyel olarak uygulanan kuvvetin süresini sınırlayabilir.
- Karma değerlendirme: Bazı işlemler, aynı kalıpta hafif ve hızlı işlemler için döner kamalar ile ağır şekillendirme istasyonları için havada kamaların birlikte kullanılından fayda sağlar.
Her sistemde kam mili kolu dinamikleri bu temel farklılıkları yansıtır. Döner sistemler işlem sırasında sabit açısal hızı korurken, havada mekanizmalar pres kinematiğine bağlı ivmelenme ve yavaşlamaya maruz kalır.
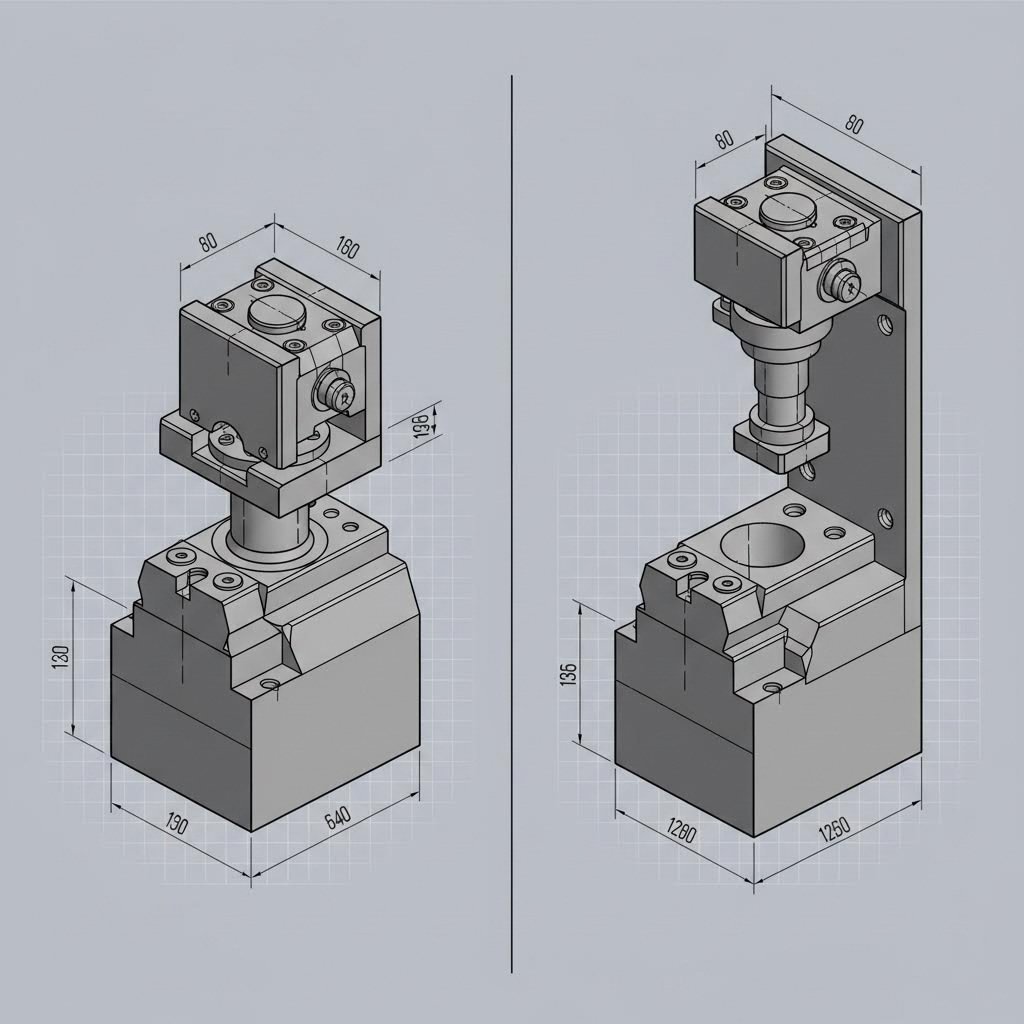
Kurulum ve Alan Gereksinimleri
Kalıbınızın kapladığı alan değerlidir. Kama mekanizmaları tarafından işgal edilen her bir inç kare, şekillendirme istasyonları, pilotlar veya parça geometrisi için kullanılamayan alandır. Montaj farklarının tasarım esnekliğini nasıl etkilediğini anlamak, karmaşık kalıp projelerinde başarıyı belirleyebilir.
Döner kamalar, dar alanlarda çalışarak kendilerini kanıtlar. Alt kalıp montajının düşük olması ve kompakt yapıları, birden fazla kamlı işlemin bir arada bulunması gereken progresif kalıplara entegrasyon imkanı sağlar. Döner kamalı sistemler için bir kamlar mili şeması incelediğinizde, mekanizmanın nispeten küçük bir alanda kaldığını görürsünüz—bu durum, şerit yerleşimi maksimum istasyon yoğunluğunu gerektirdiğinde sıklıkla kritik önem taşır.
Havada kamalar daha fazla dikey boşluğa ihtiyaç duyar ancak birçok tasarımcının gözden kaçırdığı bir denge sunar: alt die ayakkabınızı tamamen serbest bırakırlar. Bu montaj etkilerini göz önünde bulundurun:
- Transfer kalıp uyumluluğu: Havada montaj, transfer parmakları ile alt die alanını işgal eden otomatik taşıma ekipmanlarıyla olan girişimi ortadan kaldırır.
- Parça geometrisi özgürlüğü: Alt die yüzeyindeki karmaşık şekillendirilmiş özellikler, kamların montaj gereksinimleriyle rekabet etmez.
- Kalıp yüksekliği etkisi: Havada montajlı birimleri barındırmak için kapalı yükseklikte %15-25 oranında artış bekleyin—karar vermeden önce pres belirtilelrinizi kontrol edin.
- Ağırlık dağılımı: Üst kalıp, hava kamaları ile birlikte ağırlık kazanır ve bu durum dengayı etkiler; dolayısıyla dengeleme ağırlıklarının ayarlanması gerekebilir.
Hava kaması seçimi genellikle bu mekânsal ödün verme meselesine dayanır. Dikey açıklığı azaltarak alt kalıp esnekliği mi istiyorsunuz yoksa kapalı yüksekliği en aza indirgerken alt kalıp kısıtlamalarını mı kabul ediyorsunuz? Bu sorunun cevabı, özel pres kapasiteniz ve parça gereksinimlerinizdir.
Tasarımcıları genellikle şaşırtan bir faktör: havai kamalar, toplamda daha büyük bir yer kaplamalarına rağmen aslında kalıp yapımını kolaylaştırabilir. Alt kalıp zaten karmaşık olduğunda—çoklu istasyonlu transfer kalıpları ve karmaşık parça yerleşimleri gibi—kama mekanizmalarının yukarı taşınması, ayrıntılı mühendislik çözümlerinin gerekli olacağı entegrasyon sorunlarını ortadan kaldırır.
Bu başa baş karşılaştırmalar yapıldıktan sonra, seçim işleminin açık seçik olduğunu düşünebilirsiniz. Ancak deneyimli kalıp tasarımcıları, belirli faktörlerin göz ardı edilmesinin maliyeti yüksek arızalara yol açtığını bilir. Kam mili mekanizmalarını erken ölüme götüren kritik hataları ve bunlardan nasıl kaçınılacağını inceleyelim.
Kam Seçimindeki Kritik Hatalar ve Bunlardan Nasıl Kaçınılacağı
Teknik özellikleri incelediniz. Kuvvet kapasitelerini karşılaştırdınız. Gözleriniz kararmaya kadar kam mili şemalarını bile incelediniz. Yine de üretim başladıktan altı ay sonra kam mekanizmanız felakete uğruyor. Ne yanlış gitti?
Milyonlarca devir çalışan bir kam ile kalıbınızı yok eden bir kam arasındaki fark genellikle önlenebilir seçim hatalarına dayanır. Doğru kamlandırılmış olanla olmayan arasındaki farkı anlamak, sizden önce başınıza gelen maliyetli hatalardan ders almayı gerektirir.
Yük Altında Kuvvet Gereksinimlerinin Göz Ardı Edilmesi
İşte çoğu tasarımcının düştüğü tuzak: kuvvet gereksinimlerini ideal koşullara göre hesaplarlar. Temiz malzeme. Mükemmel yağlama. Ortam sıcaklığı. Ancak üretim alanınız bir laboratuvarda çalışmaz.
Malzeme kalınlığı üst tolerans sınırında değiştiğinde, uzun süreli çalışmalarda yağ filminin bozulduğunda, binlerce çevrim sonrasında kalıp ısındığında—kam temas kuvvetleriniz dramatik şekilde artar. 15 tona kadar dayanabileceği belirtilen döner kam aniden 22 tonluk yanal dirençle karşı karşıya kalır. "Yeterli" tanımı gerçek dünya koşullarında hızla değişir.
Şu kuvvetle ilgili hata senaryolarını göz önünde bulundurun:
- Malzeme yaylanmasının düşük tahmin edilmesi: Yüksek mukavemetli çelikler, yumuşak çeliklere göre önemli ölçüde daha fazla geri dönüş kuvveti üretir ve daha yumuşak malzemeler için boyutlandırılmış kam mekanizmalarını aşırı yükler
- Biriken tolerans birikimi: Her bir biçimlendirme istasyonu dirence katkıda bulunur; son kam işlemi kümülatif yükü taşır
- Çevrim hızı baskısı: Daha yüksek hızlar, kuvvet uygulaması için gereken zaman aralığını kısaltır ve işlemlerin tamamlanabilmesi için anlık yüklerin artırılmasını gerektirir
Çözüm nedir? Kamı, hesaplanan maksimum kuvvetin %125-150'si arasında boyutlandırın. Bu güvenlik payı, koşullar değiştiğinde yeniden tasarım yapmadan gerçek dünyadaki farklılıkları karşılar.
Kalıp Tasarımında Bakım Erişiminin Göz Ardı Edilmesi
O harika ve kompakt döner kam kurulumu kağıt üzerinde çok etkileyici görünür. Ancak sonra bakım teknisyeniniz aşınmış bir merkezleme kam parçasını değiştirmek ister ve tek erişim yolunun kalıbın yarısını sökmeyi gerektirdiğini fark eder.
Bakım erişilebilirliği lüks bir seçenektir değil; üretim sürekliliği için gerekli bir unsurdur. Bir kam mekanizmasına ulaşmak için harcanan her saat, çevreleyen bileşenlerin sökülmesiyle geçer ve bu süre kaybedilen üretim süresidir. Bunu üretim hacminizin gerektirdiği bakım sıklığıyla çarptığınızda, "yer kazanmak" yaptığınız en maliyetli karar haline gelir.
Akıllı kalıp tasarımcıları, bakım pencerelerini ilk günden itibaren yerleşimlerine dahil eder. Kritik aşınma bileşenlerini — kam takipçileri, kılavuz yüzeyler, yağlama noktaları — teknisyenlerin büyük ölçüde sökme işlemi yapmadan erişebileceği şekilde konumlandırırlar. Döner kam ile havalı kam seçenekleri karşılaştırılırken, bu erişilebilirlik faktörü genellikle daha büyük yer kaplamasına rağmen havalı yapılandırmalara doğru eğilimi artırır.
Kam Seçiminde En Sık Yapılan Beş Hata
Kuvvet ve erişilebilirlik hususlarının ötesinde, bu hatalar sürekli olarak erken kam arızasına ve üretim kesintisine yol açar:
- İlk maliyete göre seçim yapmak, yaşam döngüsü maliyetine göre değil: Her 500.000 çevrimde değiştirilmesi gereken daha ucuz bir kam, 2 milyon çevrim dayanan yüksek kaliteli bir üniteden çok daha fazla maliyet getirir. Gerçek maliyeti hesap ederken durma süresini, işçiliği ve yedek parçaları dikkate alın. Beş ay değil, beş yıl boyunca kam seçiminiz bütçenize ne ifade ediyor?
- Isıl genleşme etkilerini hafife almak: Uzun süreli üretim sırasında kalıp sıcaklıkları 150°F'yi aşabilir. Çelik, her 100°F için inç başına yaklaşık 0,0065 inç genleşir. Dar toleranslı kam montajlarında bu genleşme sıkışmaya, çizilmeye ve felaket bir şekilde sıkışmaya neden olur. Tasarım boşlukları, ortam sıcaklığı değil, çalışma sıcaklıklarına uyum sağlayacak şekilde yapılmalıdır.
- Yağlama sistemi gereksinimlerinin göz ardı edilmesi: Sürekli döner kamalar sürekli yağlama gerektirir; havadaki kamalar ise kam temas bölgelerinde hedefe yönelik uygulama gerektirir. Uyumsuz yağlama stratejileri aşınmayı katlanarak hızlandırır. Yağlama türünü, sıklığını ve uygulama yöntemini tasarım aşamasında belirtin.
- Yük altında hareket profillerinin doğrulanmaması: Bench testi sırasında sorunsuz hareket eden bir kama, üretim kuvvetleri altında takılmalı-kaymalı davranış sergileyebilir. Üretim takımlarına başlamadan önce daima temsilci biçimlendirme yükleriyle kam hareket ettirmeyi test edin. Bu doğrulama, boşluk sorunlarını, yetersiz sürücü etkileşimini ve beklenmeyen sehimleri yakalar.
- Pres döngüsüyle zamanlama ilişkisini göz ardı etmek: Havalı kam makineleri, tanımlanmış bir strok penceresi içinde tam hareketlerini tamamlamalıdır. Döner kam makineleri ise parça konumlandırmasıyla senkronize edilmelidir. Zamanlama hataları, eksik işlemleri, kalıp kazalarını ve parça kusurlarını beraberinde getirir. Sürücü pozisyonlarını nihai hâle getirmeden önce, tüm pres döngüsüne—including dwell periods—(bekleme süreleri) göre kam zamanlamasını haritalayın.
Bu Hatalardan Uygun Protokollerle Kaçınmak
Onarmaktan çok önlemek her zaman daha iyidir. Sorunlar üretim alanınıza ulaşmadan yakalayabilmek için bu spesifikasyon ve test protokollerini uygulayın:
- Dinamik kuvvet analizi yapın: Sadece nominal değerler değil, en kötü malzeme ve sıcaklık koşullarında kam kuvvetlerini modellemek için CAE simülasyonu kullanın
- Bakım maketleri oluşturun: Kalıp tasarımını nihai hâle getirmeden önce, teknisyenlerin standart araçlarla tüm kam aşınma bileşenlerine erişebileceklerini fiziksel olarak doğrulayın
- Termal çalışma aralığını belirtin: Belgenin beklenen kalıp sıcaklığında artışını ve maksimum çalışma sıcaklığında genleşmeyi kam boşluklarının uygun şekilde karşıladığını doğrulayın
- Yük altındaki çevrim testi gereklidir: Kalıp onayı öncesinde tasarım yükünün %80-100'ü altında kam mekanizmasının test edilmesini zorunlu kılın
- Zamanlama aralıklarını belgeleyin: Pres pozisyonuna, transfer zamanlamasına ve parça konumuna göre kam etkileşiminin gösterildiği ayrıntılı zamanlama diyagramları oluşturun
Kalıp işlemlerinde başarıyı sağlayan anlam, sadece doğru kam tipini seçmek değildir. Bu hassas bileşenlerin gerektirdiği disiplinle seçim kararlarını uygulamaktır.
Artık hangi tuzaklardan kaçınmanız gerektiğini bildiğinize göre, soru daha spesifik hâle gelir: hangi kam tipi özellikle sizin kalıp uygulamanıza uyar? Kam mekanizmalarını özel kalıp tiplerine ve üretim senaryolarına eşleştirelim.
Kam Tiplerini Özel Kalıp Uygulamalarınıza Eşleştirme
Kuvvet kapasitelerini karşılaştırdınız, yer gereksinimlerini analiz ettiniz ve arızalanma modlarını incelediniz. Ancak sizi gece gündüz düşündüren pratik soru şu: hangi kam mekanizması tam olarak sizin kalıbınıza aittir?
Cevap tamamen uygulamanıza bağlıdır. Yüksek hızlı progresif bir kalıpta muazzam çalışan bir parça kam seçimi, büyük transfer operasyonlarında felaketle sonuçlanabilir. Kam tiplerini belirli kalıp uygulamalarıyla eşleştirerek bir sonraki projeniz için güvenilir kararlar almanızı sağlayalım.
Kalıp Tipine Göre En İyi Kam Seçimi
Farklı kalıp konfigürasyonları, kam mekanizmalarında temelde farklı talepler yaratır. Aşağıdaki tablo, her senaryo için en uygun seçeneğin vurgulandığı, kalıp tipine dayalı doğrudan öneriler sunmaktadır:
| Die türü | En Uygun Kam Seçimi | Alternatif Seçenek | Temel Seçim Gerekçesi |
|---|---|---|---|
| Ilerici kalıplar | Döner Kam | Aerial (sadece kalın kesit) | Kompakt yapı, istasyon yoğunluğunu maksimize eder; sürekli dönüş, yüksek hızlı döngü gereksinimleriyle uyumludur |
| Taşıma matları | Havada Kam | Rotary (hafif işlemler) | Üst kalıp montajı, transfer parmaklarının engellemesini ortadan kaldırır; daha yüksek kuvvet kapasitesi ağır sacları işler |
| Bileşik kalıplar | Döner Kam | Havai (karmaşık geometri) | Tek istasyonlu tasarımlarda alan verimliliği kritiktir; düzgün hareket malzeme bozulmasını önler |
| Tandem Hattı Kalıpları | Havada Kam | Hibrit yaklaşmadan | Kuvvet gereksinimleri genellikle döner mekanizmanın kapasitesini aşar; hat kullanılabilirliği için bakım erişimi kritiktir |
| Özel/Prototip Kalıplar | Uygulamaya bağlı | Durumun değerlendirilmesi vak'a bazında yapılır | Olağandışı geometriler veya açı gereksinimleri havai tipi tercih ettirebilir; hacim sınırlamaları döner tipi tercih ettirebilir |
İlerlemeli ve bileşik kalıpların döner mekanizmaları tercih ettiğini, buna karşılık transfer kalıplarının ve tandem işlemlerin havai yapıya doğru eğilim gösterdiğini fark edin. Bu durum, döner kam ile havai kam kararı arasındaki temel ödünleşimi yansıtır: kompaktlık ile kuvvet kapasitesi arasındaki denge.
Her senaryoda kam mil yatağı gereksinimlerini dikkate alın. Progresif kalıplar milyonlarca vuruş boyunca hızlı bir şekilde döngüye girer ve sürekli dönmeye rağmen hassasiyetini koruyan aşınmaya dayanıklı kam mili yatakları gerektirir. Transfer kalıpları daha düşük hızlarda çalışır ancak yoğun şekillendirme işlemlerinde yoğun stresi taşıyabilecek kam mili yataklarına ihtiyaç duyar.
Üretim Hacmi Düşünceleri
Yıllık üretim hacminiz kama seçiminizi büyük ölçüde etkiler—bazen yukarıdaki kalıp tipi önerilerini bile geçersiz kılabilir. Hacim denklemi nasıl değiştirir, işte bu şekilde:
- Düşük hacim (yılda 50.000'den az parça): İlk maliyet, yaşam döngüsü dayanıklılığından daha önemlidir. Döner kamalar genellikle bütçe açısından avantaj sağlar ve sınırlı üretim saatleriyle birlikte hafifçe artan bakım sıklığı yönetilebilir düzeydedir.
- Orta hacim (yılda 50.000-500.000 parça): Denge kritik hale gelir. Toplam sahip olma maliyetini, durma süresini, yedek parçaları ve bakım işçiliğini dahil ederek değerlendirin. Belirli uygulama gereksinimlerine bağlı olarak her iki kama türü de üstün olabilir.
- Yüksek hacim (yılda 500.000'den fazla parça): Dayanıklılık ve bakım erişilebilirliği karar verme sürecini belirler. Üst düzey malzemelerle yapılan bir silindir kam konfigürasyonu başlangıçta %40 daha fazla maliyet oluşturabilir ancak üç kat daha uzun hizmet ömrü sunar—büyük ölçekte bu açıkça avantaj sağlar.
Malzeme kalınlığı bu denkleme ek bir değişken daha ekler. 1,5 mm'nin altında olan ince kalibreli malzemeler nadiren kam mekanizmalarını sınırlarına kadar zorlar ve böylece döner sistemleri çoğu uygulamada uygun hale getirir. 3 mm'nin üzerindeki kalın kalibreli malzemeler önemli ölçüde daha yüksek şekillendirme kuvvetleri üretir ve genellikle döner kamaların pratik kapasitesinin üzerine çıkar, bu da havalı tasarımları tercih edilir kılar.
Parça karmaşıklığı da önem taşır. Basit boşaltma ve delme işlemleri, kam stroku boyunca tahmin edilebilir kuvvet profillerini korur. Çoklu bükümler, derin çekmeler veya kademeli malzeme akışı içeren karmaşık şekillendirme işlemleri, nominal hesaplamaların %30-50'sini aşan kuvvet sıçramaları yaratabilir. Parça kam gereksinimleriniz karmaşık geometri içeriyorsa, mekanizmanızı ortalama yükler için değil, en yüksek kuvvetlere göre boyutlandırın.
Karma Yaklaşımlar: Her İki Kam Türünü Kullanmak
Neden sadece birini seçmek zorundasınız ki? Deneyimli kalıp tasarımcıları, tek bir kalıp içinde her iki kama türünün avantajlarından yararlanan karma yapılandırmaları sıkça kullanır.
Karmaşık otomotiv braketlerini üreten büyük bir progresif kalıp düşünün. İlk istasyonlar şerit yerleşim esnekliğini korumak açısından uygun olan hafif delme ve çentme işlemlerini gerçekleştirir—bunlar kompakt döner kamalar için idealdir. Daha sonraki istasyonlarda ise önemli yan kuvvetler gerektiren ağır şekillendirme işlemleri yapılır. Bir üst kam bu zorlu işlemleri gerçekleştirirken, döner mekanizmalar ambar yönünde hassas çalışmalarını sürdürür.
Bu karma yaklaşım özellikle aşağıdaki durumlarda çok iyi çalışır:
- İstasyonlar arasında kuvvet gereksinimleri önemli ölçüde değiştiğinde: Hafif işlemler için döner kamalar; ağır işlemler için üst kam üniteleri
- Belirli kalıp bölgelerinde alan kısıtlamaları olduğunda: Alan sınırlı olduğunda döner kama kullanın; açıklık izin verdiğinde üst kama geçin
- Operasyonlara göre bakım pencereleri farklılaştığında: Sık erişim gereken yerlerde pozisyon havalı kamalar; erişilebilirliğin daha az önemli olduğu yerlerde döner kamalar kullanın
- Zamanlama gereksinimleri çakışıyor: Bağımsız döner zamanlama, havalı kamanın strok-bağımlı penceresine uymayan işlemleri gerçekleştirebilir
Hibrit yapılandırmaları, bir otomata kama kutusunun mekanik eşdeğeri gibi düşünün—her biri büyük sistem içindeki özel işlevine göre optimize edilmiş, senkronize diziler halinde çalışan çoklu kama mekanizmaları. Döner mekanizmayı sürdüren kama motoru bağımsız çalışırken havalı kamalar pres hareketiyle senkronize olur ve tamamlayıcı yetenekler oluşturur.
Helisel kama varyasyonları, hibrit stratejilere başka bir boyut ekler. Uygulamanız standart döner veya havalı yapılandırmaların etkin şekilde ele alamadığı açılı hareket yolları gerektirdiğinde, helisel profiller aynı kalıp montajı içinde köşegen veya spiral hareketler sağlayabilir.
Başarılı bir hibrit uygulamanın anahtarı, açık belgelendirme yapmaktır. Her kam mekanizmasının zamanlamasını, kuvvet gereksinimlerini ve bakım programını haritalayın. Birbiri ardına çalışan birden fazla kam türü olduğunda, birindeki zamanlama hatası kalıp boyunca arızalara neden olabilir.
Bu uygulamaya özel önerileri oluşturduktan sonra, özel kalıp ihtiyaçlarınız için bilinçli kararlar vermek için hazırsınız. Ancak tüm bu bilgileri pratik bir seçim sürecine nasıl dönüştürürsünüz?
Optimal Kam Seçimi İçin Son Öneriler
Kuvvet kapasitelerini analiz ettiniz, montaj alanlarını karşılaştırdınız, arıza modlarını incelediniz ve kam türlerini özel kalıp uygulamalarıyla eşleştirdiniz. Artık bunların tamamını hemen uygulayabileceğiniz bir karar çerçevesine dönüştürme zamanı. Artık ikilemler yok—özel operasyonunuz için doğru döner kam ile havada kam seçiminize götüren net kriterler var.
Amaç, evrensel olarak "en iyi" kam mekanizmasını bulmak değildir. Amaç, eşsiz üretim ihtiyaçlarınıza uygun doğru aracı eşleştirmektir. İşte bu eşleşmeyi güvenle nasıl yapacağınız:
Karar Kontrol Listesi
Bir sonraki kalıp projeniz için kam seçeneklerini değerlendirirken, bu karar çerçevesini sistematik olarak uygulayın. Her kriter, uygulama önceliklerinize göre spesifik bir öneriye işaret eder:
Rotary Kam Seçin:
- Alan sınırlaması ana faktörsünüzse: İşlem istasyonları arasında dar mesafe olan progresif kalıplar, kompakt kalıp kapakları veya sınırlı dikey boşluk gibi alan kısıtlamaları, değerli alandan tasarruf ederek entegre olan rotary mekanizmalara yöneliktir
- Sürekli hareket gerekiyorsa: Dakikada 60 vuruşun üzerindeki yüksek hızlı işlemlerde, pres hızından bağımsız olarak ayrı bir zamanlama sağlayan rotary kam anahtarları fayda sağlar
- Hassas hareket profilleri önemliyse: Pürüzsüz ivme eğrileri, hassas hız kontrolü veya malzeme hatalarını önlemek amacıyla kademeli devreye girme gerektiren uygulamalar
- Bütçe sınırlamaları kararları etkiliyorsa: Döner kamalar, prototip kalıplar, düşük hacimli üretim veya maliyet duyarlı projeler için daha düşük başlangıç yatırımı sayesinde cazip hale gelir
- Standart malzeme kalınlıkları baskındır: 2,5 mm'nin altındaki ince ve orta kalibreli malzemeler nadiren döner kuvvet kapasite sınırlarını aşar
Aerial Kamayı Şunlar İçin Seçin:
- Maksimum kuvvet vazgeçilmezse: Kalın kalibreli delme, derin çekme şekillendirme veya döner sistem özelliklerini aşan yanal kuvvetler gerektiren yüksek mukavemetli malzemeler
- Bakım erişiminin kolay olması öncelikliyse: Ana kalıp sökülmeden hızlı muayene, yağlama ve bileşen değişimi gerektiren, verimlilik maliyetlerinin yüksek olduğu yüksek hacimli üretim ortamları
- Alt kalıp boşluğu daha az kullanılıyorsa: Transfer kalıp konfigürasyonları, karmaşık parça geometrileri veya otomatik taşıma sistemleri tarafından alt die şasinin işgal edildiği durumlar
- Açısal işlemler gereklidir: Kalıp yüzeyine göre alışılmadık açılarda delme veya şekillendirme — hava konumlandırma, kam tıkaç yapılandırmaları ve açılı kaydırmalardan faydalanır
- Transfer parmağı boşluğu önemlidir: Altta monte edilmiş mekanizmaların otomatik parça taşıma ekipmanıyla çakıştığı işlemler
Aşağıdaki durumlarda karma yaklaşımları değerlendirin:
- Kalıp istasyonları arasında kuvvet gereksinimleri büyük ölçüde değişiyorsa
- Bazı işlemler hassas zamanlama gerektirirken diğerleri yüksek kuvvete ihtiyaç duyarsa
- Belirli bölgelerde alan kısıtlamaları varsa ancak tüm kalıp boyunca değilse
- Karma bakım programları, istasyonlara göre farklı erişilebilirlik seviyelerini tercih ediyorsa
Kam seçimini uygulama gereksinimlerinize göre yapın — sadece alışkanlık, marka tercihi veya ilk maliyet değil. Belirli işleminiz için doğru mekanizma, milyonlarca sorunsuz döngü sağlar.
Doğru Kalıp Üreticisiyle İş Birliği Yapmak
Net bir karar çerçevesi olsa bile, kam mühendisliği optimizasyonu mekanizma seçiminin ötesine giden uzmanlık gerektirir. Kam fişi arayüzünüzün geometrisi, pres kinematiği ile olan zamanlama ilişkisi ve üretim yükleri altında termal davranış, manuel hesaplamaların sağlayamayacağı mühendislik analizlerini gerektirir.
İşte burada gelişmiş CAE simülasyon yeteneklerine sahip hassas sac kesme kalıp üreticileri olağanüstü değer sunar. Deneme kalıpları oluşturup denemeler sırasında sorunları keşfetmek yerine, simülasyona dayalı tasarım, çelik kesilmeden önce boşluk sorunlarını, kuvvet yanlış hesaplamalarını ve zamanlama çakışmalarını tespit eder. Sonuç olarak? Dene-yanılma döngülerinin azaltılması ve ilk seferde onay alma oranlarının önemli ölçüde artması.
Güçlü kam döner ve havai mekanizma tasarımının neler gerektirdiğini düşünün:
- Dinamik kuvvet modellemesi: Nominal hesaplamaların ötesinde, en kötü malzeme ve sıcaklık koşullarında gerçek kam yüklerinin tahmin edilmesi
- Hareket profili doğrulama: Teorik yer değiştirme eğrilerinin stick-slip davranışı olmadan gerçek performansa dönüştüğünün onaylanması
- Isıl genleşme analizi: Kam boşluklarının sıcaklık artışına bağlı olarak sıkışma veya aşırı bol oynamadan çalışabilecek şekilde ayarlandığından emin olunması
- İnterferans tespiti: Kam mekanizmalarının pres döngüsünün tamamında tüm kalıp bileşenlerini temiz geçtiğinin doğrulanması
Otomotiv uygulamaları özelinde, IATF 16949 sertifikasyonu önem taşır. Bu kalite yönetimi standardı, kalıp tedarikçinizin OEM kalite departmanlarının talep ettiği süreç kontrollerini, dokümantasyonu ve sürekli iyileştirme sistemlerini sürdürüyor olmasını garanti eder. Döküm parçalarınız güvenlikle ilgili montajlara girdiğinde, sertifikalı tedarikçiler denetim yükünü azaltır ve program onaylarını hızlandırır.
Kam kontrol sistemleri açısından döner anahtarın ne olduğunu merak ediyor musunuz ya da gelişmiş simülasyonun hem döner kam anahtarlarını hem de havai konfigürasyonları nasıl optimize ettiğini merak ediyor musunuz? Cevap, teorik prensipleri ve hassas kalıp üretiminde atölye zemininin pratik gerçeklerini anlayan mühendislik ekipleriyle iş birliği yapmakta yatmaktadır.
Kam seçimi kararlarından üretim için hazır takımlara geçmeye hazır olduğunuzda kapsamlı kalıp tasarımı ve imalat kabiliyetleri cAE simülasyonu, IATF 16949 sertifikalı kalite sistemleri ve ilk geçiş onay oranlarında %93 oranında başarı sağlayan mühendislik uzmanlığı bir araya getiren
Döner ve Havai Kam Sistemleri Hakkında Sıkça Sorulan Sorular
1. Döner kam nedir?
Döner kam, dairesel hareketi hassas mühendislikli bir kam profili aracılığıyla doğrusal harekete dönüştüren bir mekanizmadır. Sac kesme kalıplarında, döner kamlar pres strokundan bağımsız olarak çalışır ve kam hareketini sürmek için kendi döner motorlarını kullanır. Bu durum, sürekli ve düzgün hareketin gerektiği yüksek hızlı progresif kalıplar için onları ideal hale getirir. Kompakt yapıları, sınırlı boşluğa sahip kalıp konfigürasyonlarına entegre edilmelerine olanak tanırken, dönme çevrimi boyunca tutarlı bir kuvvet uygulaması sağlar.
2. Döner kam nedir?
Dönen bir kam, dönel girdiyi kontrollü doğrusal çıktıya dönüştüren mekanik bir bileşendir. Kamın şekillendirilmiş yüzeyi—kam paleti olarak adlandırılır—bir izleyici mekanizma ile temas eder ve onu önceden belirlenmiş bir yol boyunca iter. Kalıp işlemlerinde dönen kamlar, düzgün geçişlerin malzeme kusurlarını önlediği şekillendirme operasyonları için uygun olan hassas hız ve ivme kontrolü sağlar. Öngörülebilir hareket profilleri, mühendislerin milyonlarca üretim döngüsü boyunca tutarlı parça kalitesi elde etmesine yardımcı olur.
3. Bir kam döndüğünde ne olur?
Bir kam döndüğünde, özel şekillendirilmiş kamlı yüzeyi bir takipçi ile etkileşime girer ve dairesel hareketi dönme öteleme hareketine dönüştürür. Bu mekanik dönüşüm, kamın kendisinin dönmesini sürdürürken bir kayar bileşeni yatay olarak itmesini sağlar. Kam profili geometrisi, takipçinin hareketinin yer değiştirmesini, hızını ve ivmesini doğrudan belirler—böylece sac kalıplarında biçimlendirme, delme ve kesme işlemlerinin hassas bir şekilde kontrol edilmesini mümkün kılar.
4. Havalı kam yerine döner kam ne zaman tercih edilmelidir?
Uygulamanız maksimum yanal kuvvet kapasitesi, kolay bakım erişimi veya alt kalıp boşluk kısıtlamalarından bağımsızlık gerektirdiğinde bir üst kam seçin. Üst kamalar, kalıbın üst kısmına monte edilir ve ağır kesim ile derin şekillendirme işlemlerinde pres tonajını doğrudan kullanır. Otomatik taşıma sistemlerinin alt die alanını işgal ettiği büyük transfer kalıplarında üstün performans gösterirler ve üstten montajlı yapıları, büyük ölçekli kalıp sökümüne gerek kalmadan muayene ve bileşen değişimi için açık erişim sağlar.
5. Aynı kalıpta hem döner hem de üst kam mı kullanabilir miyim?
Evet, her iki kam türünü birleştiren hibrit yapılandırmalar genellikle en iyi sonuçları verir. Deneyimli kalıp tasarımcıları, hassas zamanlama gerektiren hafif, yüksek hızlı işlemler için döner kamaları kullanırken, maksimum kuvvet gerektiren ağır şekillendirme istasyonları için havai kamaları tercih eder. Bu yaklaşım, farklı istasyonlarda kuvvet gereksinimleri değiştiğinde, belirli kalıp bölgelerinde alan kısıtlamaları olduğunda veya bakım programlarının farklı erişilebilirlik seviyelerini tercih ettiği durumlarda özellikle etkilidir.