 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Hassas Kalıp Üretiminde EDM'nin Temel Rolü
Özet
Elektrik Deşarj ile İşleme (EDM), modern kalıp yapımında vazgeçilmez bir rol oynar. Bu yöntem, sertleştirilmiş metalleri geleneksel işleme yöntemleriyle üretilemeyen karmaşık ve ince formlara dönüştürmek için kontrollü elektrik kıvılcımlarını kullanan yüksek hassasiyetli bir üretim sürecidir. Bu teknoloji, dayanıklı, yüksek doğruluklu aletlerin, enjeksiyon kalıplarının ve pres kalıplarının üretiminde kritik öneme sahiptir.
EDM'yi Anlamak: Temel Prensipler
Elektriksel Deşarj ile İşleme, genellikle kıvılcım ile işleme olarak bilinir ve termal enerjiye dayalı geleneksel olmayan, temas etmeyen bir üretim sürecidir. Mekanik kuvvet kullanarak malzeme kesen geleneksel yöntemlerin aksine, EDM, bir elektrot (takım) ile iş parçası arasında oluşan hızlı, tekrarlayan elektrik deşarjları—ya da kıvılcımlar—aracılığıyla malzeme kaldırır. Her iki bileşen de belirli bir voltaj değerine ulaşılana kadar elektriksel bir yalıtkan görevi gören dielektrik bir sıvı içinde bulunur.
Temel mekanizma, dielektrik sıvının elektrot ile iş parçası arasında bir plazma kanalı oluşturacak şekilde kırılmasına neden olan yüksek bir voltaj uygulandığında başlar. Bu, 14.500 ile 21.500 °F arasında değişen sıcaklıklara ulaşan yoğun bir kıvılcım oluşturarak iş parçası malzemesinin çok küçük bir miktarını anında eritir ve buharlaştırır. Deşarj döngüsü sona erdiğinde dielektrik sıvı buharlaşmış parçacıkları (artıkları) imalat bölgesinden uzaklaştırır. Bu döngü saniyede binlerce kez tekrarlanarak iş parçasını elektrotun şekline uyacak şekilde veya programlanmış bir yolu izleyecek şekilde yavaş yavaş aşındırır.
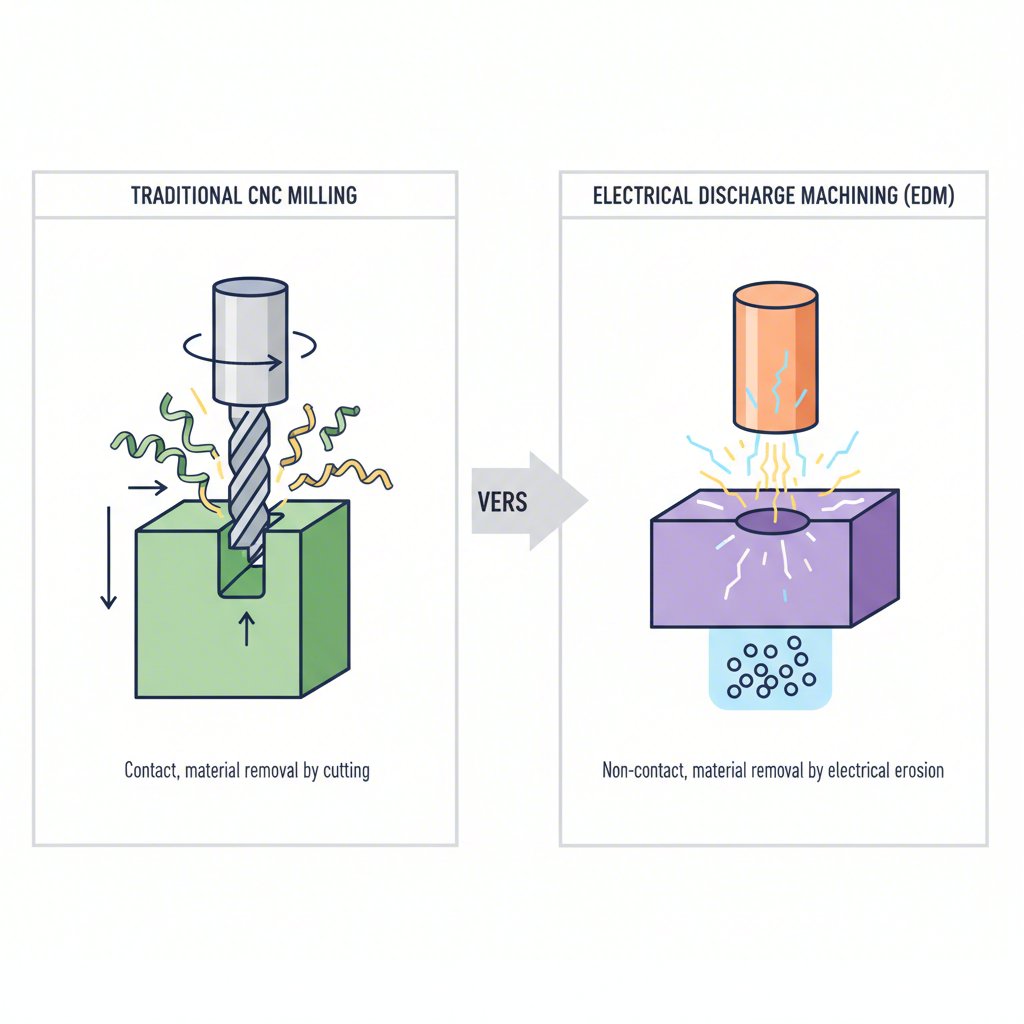
Bu süreç, geleneksel CNC frezeleme veya tornalama işlemlerinden temelde farklıdır. Takım ile iş parçası arasında fiziksel bir temas olmadığından, EDM çok sert ve zorlu malzemeleri, örneğin sertleştirilmiş takım çeliği, titanyum ve volfram karbür gibi, olağanüstü hassasiyetle işleyebilir ve mekanik gerilim oluşturmaz. Bu yetenek, diğer yöntemlerin ulaşamadığı ince detaylar ve dar toleranslar gerektiren uygulamalar için EDM'yi vazgeçilmez bir teknoloji haline getirir.
Yüksek Hassasiyetli Kalıp ve Matkap Üretiminde EDM'nin Kritik Rolü
Kalıp ve matris imalatının dünyasında hassasiyet sadece bir hedef değil; temel bir gerekliliktir. EDM teknolojisi bu hassasiyetin temel taşını oluşturur ve geleneksel kesme araçlarıyla, takım geometrisi ve erişim sınırlamaları nedeniyle çoğunlukla üretilemeyen keskin iç köşeler, derin ve dar kaburgalar ile karmaşık boşluklar gibi yüksek düzeyde karmaşıklık ve doğruluk gerektiren kalıp ve matrislerin üretimini mümkün kılar.
EDM teknolojisinin en önemli uygulamalarından biri plastik enjeksiyon kalıpları ile metal döküm ve sac presleme matrislerinin üretiminde kullanılmaktır. Örneğin otomotiv sektöründe, yüksek kaliteli bileşenlerin üretimi kusursuz şekilde tasarlanmış takımlara bağlıdır. Lider sağlayıcılar özel otomotiv sac pres matrisleri ve metal bileşen imalatı , örneğin Shaoyi (Ningbo) Metal Teknoloji A.Ş., OEM'ler ve Birinci Kademe Tedarikçilerin gerektirdiği hassasiyeti karşılamak için gelişmiş süreçler kullanır. EDM, sac metalin kusursuz tutarlılıkla otomotiv parçalarına şekillendirildiği dayanıklı ve karmaşık kalıp kesicilerin üretiminde bu bağlamda hayati öneme sahiptir.
Ayrıca EDM, zaten sertleştirilmiş malzemelerin işlenmesi için benzersiz bir şekilde uygundur. Geleneksel süreçler genellikle daha yumuşak bir malzemenin işlenmesini ve ardından ısıl işlem uygulanmasını gerektirir; ancak bu adım bükülme ve boyutsal hatalara neden olabilir. EDM makineleri önceden sertleştirilmiş çelik alaşımları üzerinde çalışarak bu çarpılma riskini ortadan kaldırır ve son kalıbın veya kalıp formunun en katı toleranslara tam olarak uygun olmasını sağlar. Bu durum doğrudan tüketici plastik ürünlerinden tıbbi implantlara ya da havacılık bileşenlerine kadar olan nihai ürünlerin daha yüksek kalitede olmasına neden olur ve aynı zamanda aletlerin kendileri için daha uzun bir kullanım ömrü garanti eder.
Kalıp Üretimi için Temel EDM Teknikleri: Tel Erozyon ile İşleme ve Batma EDM
Kalıp üreticileri, farklı uygulamalara uygun olan iki farklı Elektrik Deşarj ile İşleme türüne dayanır: Kalıp Batırma EDM ve Tel EDM. Aralarındaki farkları anlamak, üretim ortamında bu teknolojinin çok yönlülüğünü takdir etmek açısından önemlidir.
Kalıp Batırma EDM , ram EDM veya boşluk EDM olarak da bilinir ve istenen özelliğin negatifini taşıyan, genellikle grafit veya bakırdan yapılan özel işlenmiş bir elektrot kullanır. Bu elektrot, parça üzerine yavaşça indirilir ya da 'batırılır' ve elektrik kıvılcımları malzemeyi aşındırarak elektrotun şekline tam olarak benzeyen bir boşluk oluşturur. Bu yöntem, kalıp ve dövme kalıpları için gereken karmaşık 3B boşluklar, kör delikler ve detaylı izler oluşturma açısından idealdir.
Tel Erozyon , veya WEDM, daha çok yüksek teknolojili bir bant testeresi gibi çalışır. Elektrot olarak ince, sürekli beslemeli metal tel (genellikle pirinç) kullanır. Tel, iş parçasının tam kalınlığı boyunca kesim yapmak üzere hassas, CNC programlı bir yolda yönlendirilir ve böylece karmaşık 2D profilleri ve şekilleri oluşturulur. Sertleştirilmiş çelik kalınlardan zımba, alet ve kalıp üretmek için son derece etkilidir ve karmaşık dış hatlara ve sıkı geçmeli bileşenlere sahip parçaların üretiminde kullanılır.
Bir kalıpçı'nın bunlardan birini diğerine göre ne zaman tercih edebileceğini açıklamak için aşağıdaki karşılaştırmayı göz önünde bulundurun:
| Özellik | Die-Sinking (Ram) EDM | Tel Erozyon |
|---|---|---|
| Elektrot Türü | Katı, özel şekilli elektrot (grafit veya bakır) | İnce, tek iplikli metal tel (genellikle pirinç) |
| Ana Uygulama | 3D boşluklar, kalıplar, kör delikler ve karmaşık izlenimler oluşturma | İş parçası boyunca 2D profiller, zımbalar, kalıplar ve karmaşık hatların kesilmesi |
| Oluşturulan Geometri | Karmaşık üç boyutlu negatif şekiller | Karmaşık iki boyutlu konturlar, eğimli şekiller ve delik içeren kesimler |
| İş Parçası Etkileşimi | Elektrot, bir boşluk oluşturmak için iş parçasının içine dalar | Tel, bir profili kesmek için iş parçasının tamamından geçer |
Kalıp ve Kesici Endüstrisinde EDM Kullanmanın Temel Avantajları ve Faydaları
Kalıp yapımında EDM'nin yaygın benimsenmesi, sektörün en kritik zorluklarını doğrudan ele alan benzersiz avantajlardan kaynaklanmaktadır. Bu faydalar basit malzeme kaldırmanın ötesine geçer ve geleneksel imalat yöntemlerine kıyasla üstün kalite, tasarım özgürlüğü ve verimlilik sunar.
En önemli avantajlar şunlardır:
- Aşırı Sert Malzemelerin İşlenmesi: EDM'nin mekanizması termal olduğu için malzemenin sertliğinden etkilenmez; bu nedenle normal kesme araçlarıyla hızlıca aşınmaya uğrayan ya da kesilmesi imkansız olan sertleştirilmiş kalıp çelikleri, tungsten karbür ve ekzotik alaşımlar kolaylıkla işlenebilir.
- Karmaşık ve Detaylı Geometrilerin Oluşturulması: İşlem temasız olduğu için hassas özellikleri deforme edebilecek kesme kuvvetleri oluşmaz. Bu, freze uçlarıyla elde edilemeyecek kadar keskin iç köşelerin, derin ve dar kanalların ve ince cidarların oluşturulmasına olanak tanır.
- Eşsiz Hassasiyet ve İnce Yüzey Kaplaması: Elektrik Boşalması Yöntemi (EDM), genellikle +/- 0.0002 inç içinde olmak üzere oldukça dar toleranslara ulaşabilir. İşlem, elle parlatma ihtiyacını en aza indiren veya tamamen ortadan kaldıran pürüzsüz bir yüzey kaplaması elde edecek şekilde hassaslaştırılabilir; bu da önemli ölçüde zaman ve iş gücü tasarrufu sağlar.
- İş Parçasında Mekanik Gerilim Yoktur: Takım ile parça arasında doğrudan temas bulunmadığından, mekanik gerilim oluşmaz. Bu durum, hassas veya ince cidarlı bileşenlerin boyutsal stabilitesinin korunması ve çarpılma veya çatlama gibi sorunların önlenmesi açısından çok önemlidir.
Sonuç olarak, bu faydalar EDM'yi herhangi bir modern kalıp ve matris üreticisi için vazgeçilmez bir teknoloji haline getirir. Bu teknoloji, daha yüksek kaliteli ve daha uzun ömürlü kalıpların üretimini mümkün kılar ve bunlar da sırasıyla üstün son ürün parçaları üretir. Bu durum, havacılık, tıp ve otomotiv imalatı gibi rekabetçi ve yüksek riskli sektörlerde kritik rolünü pekiştirir.
Sıkça Sorulan Sorular
kalıp batırma EDM'nin prensibi nedir?
Kalıp batırma EDM, aynı zamanda ram EDM olarak da bilinir ve işlenecek boşluğun negatifini taşıyan şekillendirilmiş bir elektrot (genellikle grafit veya bakırdan yapılan) oluşturarak çalışır. Bu elektrot dielektrik sıvıya daldırılır ve iş parçasına doğru ilerletilir. Elektrot ile iş parçası arasında elektriksel deşarjlar (kıvılcımlar) oluşur ve malzeme erozyona uğrayarak elektrodun şekline tam olarak uyan bir iz bırakır.
kalıp yapımında bir EDM makinesinin kullanımı nedir?
Kalıp yapımında, EDM, son plastik veya metal parçaları oluşturacak ön sertleştirilmiş takım çeliğinde karmaşık boşluklar ve detaylar oluşturmak için kullanılır. Geleneksel CNC frezeleme ile zor veya imkansız olan derin ribler, keskin iç köşeler ve karışık doku gibi özelliklerin üretiminde esastır. Bu hassasiyet, nihai kalıp parçalarının tam olarak belirlenen spesifikasyonlara uymasını sağlar.
3. EDM'nin rolü nedir?
EDM'nin birincil rolü, kontrollü elektrik arkından elde edilen termal enerjiyi kullanarak elektriksel olarak iletken malzemeleri şekillendirmek ve işemektir. Özellikle çok sert malzemelerin yüksek hassasiyetle işenmesi, mekanik kuvvet olmadan karmaşık geometrilerin oluşturulması ve ince yüzey bitişlerinin üretilmesi açısından değerlidir. Ana işlevi, geleneksel yöntemlerin yetersiz kaldığı uygulamalarda malzeme kaldırmadır.
4. CNC işlemede EDM nedir?
EDM, CNC (Bilgisayarlı Sayısal Kontrol) işleme türlerinden özel bir türüdür. Geleneksel CNC işlemede kesici bir takımın malzemeyle fiziksel temas ederek malzeme kaldırması söz konusu iken, CNC EDM'de bilgisayar kontrollü bir yol ile bir elektrot yönlendirilir. CNC sistemi, tel veya batırma tipi EDM'de elektrot hareketini kontrol ederek, malzemenin kaldırılması gereken yerlerde hassas kıvılcımlar oluşmasını sağlar ve bu sayede yüksek oranda karmaşık ve doğru parçaların otomatik olarak üretilmesine olanak tanır.