 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Toz Boyalı Sac Kontrol Kolları: Temel Kılavuz

Özet
Toz boya ile preslenmiş çelik kontrol kollarını kaplamak, geleneksel boyadan daha üstün, son derece dayanıklı ve korozyona dirençli bir yüzey elde etmek için mükemmel bir yöntemdir. Ancak bu işlem basit değildir. Kolları tamamen söküp, kaplamadan önce tüm top mafsallarını ve burçları çıkarmak kesinlikle gereklidir. Bu bileşenler yaklaşık 400°F (200°C) civarındaki yüksek sertleştirme sıcaklıklarına dayanamaz ve yok edilirler, bu da bileşen arızasına neden olur.
Neden Preslenmiş Çelik Kontrol Kolları Toz Boyanır?
Bir aracın süspansiyonunu yenilerken veya yükseltirken, kontrol kolları gibi bileşenlerin yüzey kaplaması sadece estetikten öte bir öneme sahiptir. Toz boya, kurutulmuş, akışkan bir tozun bir metal parçaya elektrostatik olarak uygulanması ve ardından ısı altında sertleştirilmesiyle oluşan bir kaplama yöntemidir. Bu yöntem, geleneksel boyaya kıyasla çok daha sert ve dayanıklı bir yüzey oluşturur ve zorlu yol koşullarına maruz kalan yüksek aşınma özelliğine sahip otomotiv parçaları için idealdir.
Genellikle "iki aşamalı parlak siyah toz boya kaplama" gibi terimlerle tanımlanan yüksek kaliteli aftermarket parçalarda görülen faydalar, çarpma, çizilme, kimyasallar ve paslanmaya karşı üstün direnç içerir. Bu dayanıklılık, bileşenlerin yalnızca daha uzun süre iyi görünmesini sağlamakla kalmaz, aynı zamanda zamanla yapısal bütünlüklerini tehlikeye atabilecek korozyona karşı da daha iyi korunmasını sağlar. Orijinal ekipman (OEM) kontrol kolları için saclardan yapılan çelik, mukavemet ve maliyet açısından verimli üretim dengesi nedeniyle yaygın bir malzemedir. Dövme çelik süneklikte üstün yorulma direnci sunarken alüminyum ağırlık avantajı sağlasa da, saclardan yapılan çelik çoğu uygulama için sağlam ve güvenilir bir seçimdir ve bu nedenle toz boya kaplamanın gelişmiş koruması için mükemmel bir adaydır. Otomotiv üreticileri için bu dengeyi yakalayabilmek, prototipten seri üretime kadar gelişmiş otomotiv sac parçaları sağlayan firmalar gibi hassas mühendislik uzmanlığı gerektirir. Shaoyi (Ningbo) Metal Technology Co., Ltd. , prototipten seri üretime kadar gelişmiş otomotiv sac parça üretiminde uzmanlaşmış bir firma.
Avantajları daha iyi anlamak için süspansiyon bileşenleri için toz boya ile geleneksel boyama arasındaki karşılaştırmayı göz önünde bulundurun:
| Özellik | Toz kaplama | Geleneksel Boya (Püskürtme/Fırça) |
|---|---|---|
| Dayanıklılık | Çips, çizik ve aşınmaya karşı mükemmel direnç. | Yol parçacıklarından dolayı çatlama ve çizilmeye yatkındır. |
| Korozyon Direnci | Paslanmaya karşı oldukça etkili olan kalın, gözeneksiz bir bariyer oluşturur. | İyi, ancak boya katmanı delinirse başarısız olabilir. |
| Kimyasal direnci | Fren sıvısı, benzin ve diğer otomotiv kimyasallarına karşı son derece dayanıklıdır. | Sert kimyasallar tarafından hasar görebilir veya soyulabilir. |
| Bitirme kalitesi | Damlama veya akma olmayan, düzgün, kalın ve tutarlı bir yüzey kaplaması. | Kalite büyük ölçüde usta becerisine bağlıdır; damlama ve düzensiz katmanlara yatkındır. |
| Çevresel Etki | Çözücü içermiyor ve ihmal edilebilir uçucu organik bileşikler (VOC) salar. | Atmosfere VOC salar. |
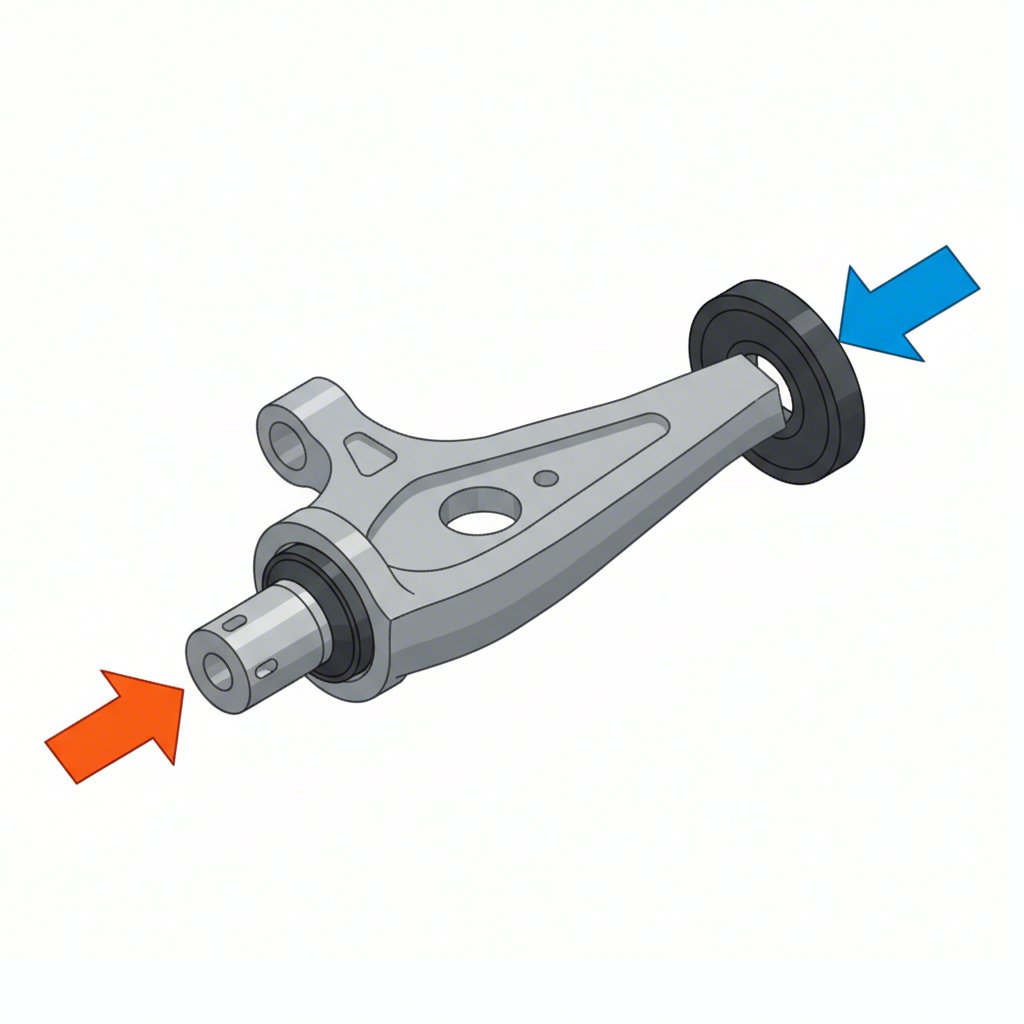
Kritik Zorluk: Top Mafsalları ve Burçlarla Başa Çıkma
Pulver kaplama kontrol kollarının en önemli ve en zorlu yönü, entegre bileşenlerle başa çıkmaktır. Forum kullanıcıları sıkça sorduğu gibi, top mafsal preslenmiş veya hatta kaynaklanmışsa ne yapmalı? Cevap açıktır: kollar sertleştirme fırınına girmeden önce tüm top mafsallar, burçlar ve metal olmayan bileşenler tamamen çıkarılmalıdır. Yüksek ısı, kauçuk ve poliüretan burçları eritecek ve herhangi bir top mafsalın içindeki contaları ve greleri yok edecektir.
Çıkarma yöntemi, bileşenlerin nasıl takıldıklarına tamamen bağlıdır:
- Çıkarılabilir Burçlar: Çoğu kauçuk veya poliüretan burcu, kontrol kolu içine preslenir. Hidrolik pres kullanılarak veya bazı durumlarda dikkatlice yakılarak çıkarılabilir. Kaplama işleminden sonra, Cognito Motorsports setlerinde bahsedilen poliüretan burçlar ve ezme manşonlar gibi yeni bileşenler tekrar içeriye preslenmelidir.
- Preslenmiş Top Mafsalları: Reddit kullanıcılarının da belirttiği gibi, birçok üst kontrol kolu, kolun kendisine preslenmiş bir top mafsalına sahiptir. Bunu çıkarmak, dayanıklı bir hidrolik atölye presi gerektirir. Çekiçle çıkarmayı denemek, kontrol koluna zarar verebilir. Kaplama sonrası, yeni bir top mafsalı tekrar içeriye preslenmelidir; bu nedenle 'Üst kontrol kolu top mafsalı değiştirimi' için iyi bir fırsattır.
- Kaynaklı Top Mafsalları: Bu, genellikle eski araçlarda görülen en zor senaryodur. Facebook'da da tartışıldığı gibi, bir top mafsal kaynakla birleştirilmişse, basitçe presle çıkarılamaz. Bu işlem, eski mafsalın kesilmesini, alanın zımparalanarak düzleştirilmesini ve yeni bir top mafsalın yerine imal edilip kaynatılmasını gerektirir. Bu, önemli düzeyde imalat ve kaynak becerisi gerektiren gelişmiş bir prosedürdür.
Bu türler arasındaki zorluk derecesi ve gerekli aletler büyük ölçüde değişir:
| Bileşen Tipi | Zorluk Seviyesi | Gerekli Birincil Aletler |
|---|---|---|
| Sökülebilir Burçlar | Orta | Hidrolik Pres, Rulman/Burç Çekme Seti |
| Presle Takılan Top Mafsallar | Sert | Dayanıklı Hidrolik Pres, Uygun Pres Gömlekleri |
| Kaynaklı Top Mafsallar | Uzman | Açı Taşlama Makinesi, Kaynak Makinesi, Metal İmalat Araçları |
Parça Söküldükten Sonra Kontrol Kollarının Toz Boyama Süreci için Adım Adım Kılavuz
Kontrol kollarınız tüm eklem ve burçlar çıkarıldıktan sonra tamamen çıplak metal haldeyse, toz boya işlemine başlanabilir. Profesyonel kalitede ve uzun ömürlü bir yüzey elde etmek için bu adımlar dikkatle izlenmelidir.
- Kapsamlı Hazırlık: Bu aşamanın yapışma açısından en kritik önemi vardır. Kontrol kolları çıplak metale kadar indirilmelidir. Bu işlem genellikle pas, tortu ve eski kaplamaları kaldırmak amacıyla ortam malzemesiyle (örneğin kum veya boncuk fırçalama) yapılır. Kalan herhangi bir kir, toz boyanın düzgün yapışmasını engeller. Fırçalama işleminden sonra parça, yağları veya parmak izlerini çıkarmak üzere bir çözücü ile yağ giderilmelidir.
- Kritik Yüzeylerin Maskelenmesi: Toz uygulamadan önce, kaplanmaması gereken alanları maskelenmelidir. Bunlara göbeklerin preslendiği iç yüzeyler, top mili pimleri için konik delikler ve dişli delikler dahildir. Yüksek sıcaklığa dayanıklı maskeler ve silikon tıkaçlar özellikle bu amaç için tasarlanmıştır.
- Toz Uygulaması: Kontrol kolu, topraklandığından emin olmak için bir metal kanca üzerine asılır. Özel bir elektrostatik püskürtme tabancası toz parçacıklarına negatif elektrik yükü verir. Kontrol kolu topraklandığı için yüklü toz, ona çekilir ve yüzeye yapışarak düzgün bir tabaka oluşturur.
- Fırında Kürlenme: Kaplanmış parça dikkatlice özel bir kürlenme fırınına taşınır. Belirli bir süre boyunca belirli bir sıcaklığa (genellikle yaklaşık 200°C veya 400°F) kadar ısıtılır. Isı, tozu eritir ve akarak pürüzsüz, sürekli bir film haline gelmesini sağlar ve sert, dayanıklı bir yüzeye kürlenir.
Başarılı bir proje için gerekli temel ekipmanların bir kontrol listesine ihtiyacınız olacaktır:
- Güvenlik Ekipmanı: Solunum cihazı, koruyucu gözlük, eldiven.
- Hazırlık Araçları: Kum püskürtme kabini veya hizmetine erişim, yağ çözücü solvent.
- Maskeme Malzemeleri: Yüksek sıcaklık bandı, silikon tıkaçlar.
- Kaplama Ekipmanı: Elektrostatik toz boya tabancası, tercih ettiğiniz toz boya (örneğin, yarı mat siyah), filtre/kurutuculu basınçlı hava kaynağı.
- Isıl İşlem Ekipmanı: Parçalar için yeterince büyük, özel elektrikli fırın (mutlaka mutfak fırınınızı KULLANMAYIN).
Evde Yapım mı, Profesyonel Hizmet mi: Maliyet ve Çaba Karşılaştırması
Süreci anladıktan sonra, son karar işi kendiniz yapmaya kalkışmak mı yoksa bir profesyonel tutmak mı olduğuna bağlıdır. Bu seçim, bütçenize, zaman çerçevenize, mevcut araçlarınıza ve istediğiniz kaliteye bağlıdır. Kendin Yap yaklaşımı yeni bir beceri öğrenmenin memnuniyetini sunar ancak başlangıçtaki yatırım ve öğrenme süreci zorlayıcı olabilir. Bir profesyonel hizmet, zahmetsizce garanti edilmiş yüksek kaliteli sonuçlar sağlar.
İki yol arasında karşılaştırma yapmanıza yardımcı olacak bir özet aşağıdadır:
| Faktör | Kendin Yap Yaklaşımı | Profesyonel Hizmet |
|---|---|---|
| İlk Yatırım Maliyeti | Bir toz boya tabancası, özel fırın ve güvenlik ekipmanına yüksek başlangıç yatırımı gerektirir (500 - 1000$+). | Ekipman maliyeti yoktur. Sadece hizmet için ödeme yaparsınız. |
| İş Başına Maliyet | Düşük, başlangıç yatırımı sonrası sadece toz ve sarf malzemelerinin maliyeti vardır. | Orta düzeyde, genellikle bir çift kontrol kolu için (hazırlık dahil) 150 - 300$ arası. |
| Beceriler & Çaba | Önemli ölçüde araştırma, pratik ve titizlikle hazırlık gerektirir. Parçaların sökülmesi/yeniden takılması yine sizin sorumluluğunuzdadır. | Minimum çaba. Parçaları sökülmüş şekilde bırakır ve bitmiş ürünü alarak gidersiniz. |
| Sonuç Kalitesi | Değişken. Deneyimle mükemmel olabilir, ancak ilk sonuçlar düzensiz veya dayanıklı olmayabilir. | Tutarlı yüksek kaliteli, profesyonel seviyede bir yüzey kaplaması ve maksimum dayanıklılık. |
| Zaman Gereksinimi | Kurulum, hazırlık, kaplama, sertleşme ve temizlik için önemli miktarda zaman gerekir. | Hızlı teslimat, genellikle birkaç gün içinde tamamlanır. |
Bir profesyonel seçerseniz, kalitelerini mutlaka değerlendirin. Kritik hazırlık adımlarını doğru şekilde uyguladıklarından emin olmak için işlem hakkında onlara sorun. Önemli sorular şunlardır:
- Medya kumlama ve kimyasal soyulma süreciniz nedir?
- Burç kollukları ve top mafsal konikleri gibi kritik alanları nasıl maskeleriniz?
- Şasi bileşenleri için hangi marka ve tür toz kullanıyorsunuz?
Sıkça Sorulan Sorular
1. Preslenmiş ve dövülmüş kontrol kolları arasındaki fark nedir?
Baskılı kontrol kolları, genellikle iki yarısının birleştirilerek kaynaklandığı çelik sac levhaların bir kalıba preslenmesiyle üretilir. Dövme kontrol kolları ise metalin ısıtılıp bir kalıba sıkıştırılmasıyla oluşturulur ve bu işlem metalin iç daneli yapısını hizalar, böylece baskılı veya döküm parçalara kıyasla üstün mukavemet ve yorulma direnci sağlar.
2. Kontrol kolları için en iyi metal nedir?
"En iyi" metal, uygulamaya bağlıdır. Yüksek stresli ağır taşıtlar veya performans uygulamaları için çeliğin doğal mukavemeti ve dayanıklılığı genellikle en iyi seçenektir. Önemli ölçüde zorlamalara dayanabilir ve maliyet açısından verimlidir. Alüminyum daha hafiftir ve bu da düzgün olmayan ağırlığı azaltarak daha iyi yönlendirme sağlar ancak genellikle daha maliyetlidir.
3. Baskılı çelik kontrol kolları mıknatıslanır mı?
Evet, preslenmiş çelik kontrol kolları manyetiktir. Çelik ve alüminyum süspansiyon parçalarını ayırt etmenin basit bir yolu bir mıknatıs kullanmaktır. Eğer mıknatıs sıkıca yapışıyorsa, parça çelikten (preslenmiş veya döküm demir) yapılmıştır. Eğer yapışmıyorsa, alüminyumdur.