 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Otomotiv Kalıp Bütünlüğü için Temel Muayene Teknikleri

Özet
Otomotiv kalıplarının etkili bir şekilde muayene edilmesi, çoklu teknikleri birleştiren kapsamlı bir strateji gerektirir. Bu süreç, görsel ve dokunmatik testler gibi temel elle yapılan yöntemlerden, koordinatlı ölçüm makineleri (CMM) ve üç boyutlu tarama ile mutlak boyutsal doğruluk elde etmeye kadar gelişmiş yüksek hassasiyetli metroloji tekniklerine uzanır. Ayrıca, kalıbın malzeme iç yapısının zarar verilmeden değerlendirilmesi için Tahribatsız Muayene (NDT) büyük önem taşır ve böylece hem kalite hem de ömür uzunluğu sağlanır.
Temel Muayene Yöntemleri: Manuel ve Görsel Teknikler
Otomotiv kalıp kalite kontrolünde ilk savunma hattı, temel manuel ve görsel muayene tekniklerinde yatmaktadır. Bu yöntemler maliyet açısından verimli, hızlıdır ve daha karmaşık teknolojilere başvurulmadan önce temel bir ön kontrol olarak kullanılır. Görsel muayene, sac parçalarında veya kalıpta makroskobik kusurları ve herhangi bariz anormallikleri tespit etmek için kullanılan en doğrudan yöntemdir. Nihai ürün kalitesini tehlikeye atabilecek sorunları fark etmede uzman bir muayene elemanının gözlerine dayanır.
Temel görsel kontrollerin üzerine inşa edilerek, birkaç dokunsal ve gelişmiş görsel yöntem daha derin bilgiler sunar. 'Dokunma testi', deneyimli bir müfettişin temas eldivenleri giyip matris yüzeyini hissetmesini ve hemen görünmeyen ince kusurları tespit etmesini sağlar. Küçük delikleri veya dalgalanmaları bulmak için 'Yağ kaplama muayenesi' oldukça etkilidir; matris yüzeyine ince, eşit bir yağ tabakası uygulanır ve güçlü ışık altında incelenir, bu da çok küçük hataları ortaya çıkarır. Bir başka teknik ise yüzeyi esnek bez ya da taşla parlatmaktır; bu işlem, malzemenin aşındırıcı etkiye nasıl tepki verdiğini gözlemleyerek fark edilmesi zor oyukları, çukurları ve diğer yüzey düzensizliklerini ortaya çıkarabilir.
Kalıp bakımı için standart bir görsel muayene rutini hayati öneme sahiptir. Herhangi bir üretimden önce, kalıbın yabancı maddelerden arındırılmış ve hasar görmemiş olduğundan emin olmak amacıyla genellikle büyüteçli araçlar kullanılarak iyi aydınlatılmış bir ortamda kapsamlı bir kontrol yapılmalıdır. Temel kontrol noktaları arasında çatlaklar, kırıklar veya renk değişimleri açısından tüm yüzeyin incelenmesi ve aşınma veya yuvarlanma (genellikle mantarlaşma olarak adlandırılır) belirtilerine dikkatlice bakılması için çalışma yüzeyleri ve kenarların gözden geçirilmesi yer alır. Bu proaktif yaklaşım, potansiyel sorunların erken tespit edilmesine yardımcı olur, maliyetli duruş sürelerinin önüne geçer ve parçaların kalitesinin tutarlı olmasını sağlar.
| Teknik | Başlıca Amaç | Tespit Edilen Ana Kusurlar | Sınırlamalar |
|---|---|---|---|
| Görsel inceleme | Açıkça görülen, makroskobik kusurları belirleyin | Çatlaklar, renk değişimi, korozyon, birikim | İçsel veya mikroskobik hataları tespit edemez; muayene personelinin becerisine bağlıdır |
| Dokunma Testi | İnce yüzey kusurlarını tespit edin | Küçük çukurlar, düzgün olmayan yüzeyler | Muayene personelinin deneyimi ve duyarlılığına oldukça bağımlıdır |
| Yağ Kaplama Muayenesi | Çok küçük yüzey hatalarını ortaya çıkarın | Minik delikler, dalgalanmalar, hafif çukurlar | Etkinliği için temiz bir yüzey ve uygun aydınlatma gereklidir |
| Whetstone/Gazlı bez parlatma | Çukurları ve girintileri ortaya çıkarır | Çukurlar, girintiler, yüzey pürüzlülüğü | Aşındırıcı olabilir; kalıp yüzeyinin değiştirilmesini önlemek için dikkatli kullanılmalıdır |
Yüksek Hassasiyetli Metroloji: CMM ve 3D Tarama
Otomotiv imalatı gibi hassasiyetin vazgeçilmez olduğu sektörlerde, temel kontrollerin ardından gelişmiş metroloji uygulanır. Yüksek hassasiyetli kalıpların, her parçanın tam olarak belirlenen özelliklere uyduğundan emin olmak için sofistike ekipmanlarla doğrulanması gerekir. Koordinat Ölçüm Cihazları (CMM'ler) uzun süredir bu amaçla kullanılmaktadır. Bir CMM, kalıp yüzeyindeki hassas veri noktalarını toplamak için bir prob kullanır ve bu noktalar daha sonra geometrik toleransları ve boyutsal doğruluğu doğrulamak üzere orijinal CAD modeliyle karşılaştırılır. Bu yöntem, kritik boyutların doğrulanması açısından son derece doğrudur.
Son yıllarda, 3D tarama, KOÖ'lerin güçlü bir alternatifi ve tamamlayıcısı olarak öne çıkmıştır. KOÖ'nün nokta tabanlı veri toplama yönteminden farklı olarak, 3D tarayıcı, kalıbın tüm yüzeyinin eksiksiz, yüksek yoğunluklu dijital modelini oluşturmak için milyonlarca veri noktası yakalar. Bu kapsamlı yüzey verisi, tasarım özelliklerinden herhangi bir sapmayı açıkça gösteren renk haritaları (kromatogramlar) şeklinde görselleştirilen ayrıntılı 3D inceleme raporlarının hazırlanmasına olanak tanır. Bu sayede nokta tabanlı ölçümle kaçabilecek hafif bükülmeler, yüzey kusurları veya aşınmaların belirlenmesi kolaylaşır.
Yüksek hassasiyetli bir inceleme süreci genellikle birkaç temel adımı içerir. İlk olarak, veriler KOÖ probu veya 3D tarama yoluyla toplanır. Daha sonra bu ham veri, orijinal CAD tasarımına göre işlenir ve hizalanır. Son olarak, belirlenen toleransların dışına çıkan alanları tespit etmek amacıyla ayrıntılı bir analiz yapılır. Yüksek kaliteli kalıp imalatında uzmanlaşmış şirketler, bu şekilde Shaoyi (Ningbo) Metal Technology Co., Ltd. , OEM'ler ve Birinci Seviye tedarikçilerin talep ettiği katı IATF 16949 standartlarını karşılamak için özel otomotiv pres kalıplarında bu gelişmiş metroloji tekniklerine ve CAE simülasyonlarına güvenir.
| Özellik | Koordinat Ölçme Makinesi (CMM) | 3B tarama |
|---|---|---|
| Veri Toplama Yöntemi | Fiziksel prob belirli noktalara temas eder | Temassız optik veya lazer tarama milyonlarca noktayı yakalar |
| Veri Zenginliği | Önceden tanımlanmış belirli noktalar için oldukça doğru veriler sağlar | Tüm yüzeyin eksiksiz, yüksek yoğunluklu 3D modelini oluşturur |
| Hız | Nokta nokta ölçüm yaptığı için daha yavaştır | Büyük yüzey alanlarını hızlı bir şekilde taradığı için daha hızlıdır |
| En iyisi | Kritik boyutların, geometrik toleransların ve prizmatik şekillerin doğrulanması | Karmaşık yüzeylerin incelenmesi, burkulmaların belirlenmesi ve sapmaların renk haritalarının oluşturulması |
Malzeme Bütünlüğü Analizi: Hasarlı vs. Hasarsız Muayene (NDT)
Boyutsal doğrulukların ötesinde, bir otomotiv kalıbının malzemesinin yapısal bütünlüğü en önemli önceliktir. Bunu değerlendirmek için iki temel felsefe vardır: yıkıcı ve yıkıcı olmayan testler. Yıkıcı test, adından da anlaşılacağı gibi, malzeme mukavemeti gibi özelliklerini ölçmek amacıyla örnek bir parçanın fiziksel olarak yok edilmesini içerir. Bu, boşluklar gibi kusurların bulunduğu sanılan bölgelerde dökümün kırılmasını, testereyle kesilmesini veya ezilmesini içerebilir. Örnek bir parçanın sınırları hakkında kesin veriler sağlasa da ana dezavantajı, test edilen parçanın kullanılamaz hale gelmesidir ve bu nedenle yalnızca küçük parti örneklerinde uygulanabilir, her bileşen üzerinde yapılamaz.
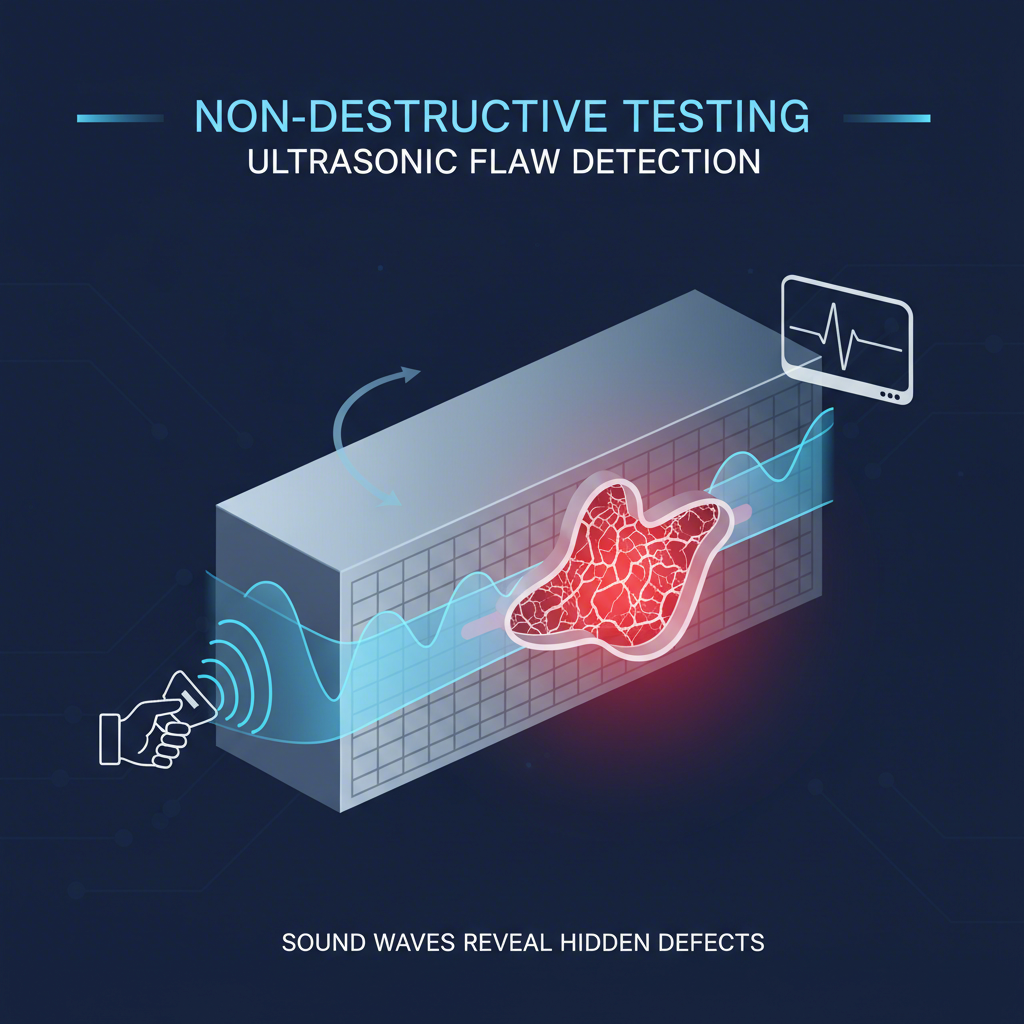
Bu sınırlamanın üstesinden gelmek için, yıkıcı olmayan test (NDT), matrik üretiminde kalite güvencesi için yaygın olarak tercih edilir. NDT yöntemleri denetçilerin herhangi bir hasara neden olmadan, kritik bileşenlerin % 100'lük denetimini sağlayarak, bir matrosun iç veya yüzey düzeyinde kusurlarını incelemelerine olanak tanır. Bu teknikler, üretim sırasında felaketli bir arızaya yol açabilecek gizli kusurları belirlemek için gereklidir. Malzemenin iç yapısına bir pencere sağlarlar ve muazzam baskı altında performansını tehlikeye atabilecek tutarsızlıklardan arınmasını sağlarlar.
Bazı NDT yöntemleri özellikle otomobil matrikleri için önemlidir. Manyetik Parça Testi yüzey ve yüzey yakınındaki çatlakları tespit etmek için demir ve çelik gibi ferromanyetik malzemelerde kullanılır. Parça manyetikleştirilir ve ince demir parçacıkları uygulanır; herhangi bir çatlak manyetik alanı bozar, parçacıkların bir araya gelmesine ve kusuru ortaya çıkarmasına neden olur. manyetik olmayan malzemeler için, Penetrant testi kullanılır. Yüzeye renkli veya floresan sıvı bir boya sürülür ve bu boya herhangi bir çatlakta sızar. Aşırı silindikten sonra, delikleri görülebilmesi için, nüfuz edici maddeyi dışarı çeken bir geliştiriciler uygulanır. İç hataları bulmak için, Ultrasonik Test malzemeden geçen ve herhangi bir kusuru veya arka duvarı yansıtan yüksek frekanslı ses dalgalarını kullanır, bu da teknisyenlerin iç boşlukları veya dahilleri bulmalarını ve ölçmelerini sağlar.
Die Durumunu ve Bakımını Değerlendirme: Uzun ömürlü ve Performansı Sağlama
Denetim süreci bir matkap hizmete verildiğinde bitmez. Kullanılmış matriklerin sistematik bir şekilde değerlendirilmesi, performansın korunması, ürün kalitesinin sağlanması ve aletin ömrünün uzatılması için çok önemlidir. Durum değerlendirmesi, üretim arızalarına yol açmadan önce aşınma ve hasarı belirlemek için kullanılan matrikleri değerlendirmek için proaktif bir süreçtir. Bu, yeni matrikülere yapılan görsel ve boyut kontrollerinin bir kombinasyonunu içerir, ancak zaman içinde çalışma stresinin etkilerine özel bir odaklanmayla.
Kullanılmış bir kalıp denetlenirken dikkat edilmesi gereken birkaç önemli nokta vardır. Tekrarlanan kullanımdan kaynaklanan yaygın kusurları belirlemek için genellikle büyüteç altında detaylı bir yüzey incelemesi gerekir. Bunlara şunlar dahildir:
- Kırılma ve çatlama: Genellikle aşırı kuvvet veya hizalama hatası nedeniyle oluşur.
- Galling: Zımba ile kalıp arasındaki sürtünme ve malzeme geçişi nedeniyle oluşan yüzey hasarı.
- Aşınma ve Mantarlaşma: Yüksek gerilim nedeniyle çalışan kenarların veya uçların yuvarlanması ya da deformasyona uğraması.
- Oyuklanma ve Korozyon: Parça yüzey kalitesini ve kalıp bütünlüğünü etkileyebilecek yüzey bozulması.
Bu tür sorunları azaltmak için kapsamlı bir bakım programı esastır. Net bir dizi iyi uygulama, erken aşınmayı önler ve maliyetli durma sürelerini azaltır. Uygun bakım, kalıbın belirlenen tolerans sınırları içinde çalışmaya devam etmesini sağlar ve böylece kullanım ömrü boyunca sürekli ve yüksek kaliteli parçalar üretir. Yapılandırılmış bir rutine uyulması, sorunların erken tespit edilmesini sağlar ve zamanında onarım veya değişim yapılmasına olanak tanıyarak nihayetinde yüksek kaliteli bir kalıp yatırımının korunmasını sağlar.
- Düzenli temizlik: Kullanım öncesi ve sonrası, yağ, kalıntı veya yapışmış malzemeleri uzaklaştırmak için kalıpları uygun çözücülerle iyice temizleyin.
- Planlı muayeneler: Örneğin belli sayıda üretim döngüsünden sonra olacak şekilde, görsel ve boyutsal incelemeler için sabit bir program uygulayın.
- Uygun Yağlama: Aşınmayı en aza indirmek ve kabuklanmayı önlemek için çalışma sırasında yeterli yağlamanın sağlanması gerekir.
- Doğru belgelendirme: Tüm muayeneler, bakım faaliyetleri ve onarımlarla ilgili ayrıntılı kayıtlar tutun. Bu geçmiş, tekrar eden sorunları belirlemeye ve yenileme veya değiştirme kararlarını almaya yardımcı olur.
- Doğru Depolama: Kalıplar kullanılmadığında korozyonu önlemek için temiz ve kuru bir ortamda koruyucu kaplama ile saklanmalıdır.
Kalite ve Ömür Konusunda Stratejik Bir Yaklaşım
Otomotiv kalıplarının kalitesini ve performansını sağlamak tek bir eylem değil, sürekli ve çok katmanlı bir süreçtir. Açık kusurları yakalayabilmek için temel görsel ve manuel kontrollerle başlar ve ardından sıkı tasarım toleranslarına uygunluğu garanti altına almak için CMM ve 3D tarama gibi yüksek hassasiyetli metroloji yöntemlerine kadar ilerler. Bu kombinasyon, bir kalıbın üretim sürecine girmeden önce boyutsal olarak mükemmel olmasını sağlar.
Ayrıca, yapısal bütünlüğe yönelik hem tahribatsız hem de gerektiğinde tahribatlı testlerle yapılan odaklanma, kalıbın yapısal olarak sağlam olduğunu ve sac presleme işlemlerinin aşırı kuvvetlerine dayanabileceğini doğrular. Son olarak, hizmet sırasında yapılan titiz bir değerlendirme ve bakım programı, takım ömrünü en üst düzeye çıkarmak ve sürekli üretim sağlamak açısından kilit öneme sahiptir. Bu çeşitli muayene tekniklerini bütünleşik bir kalite güvence stratejisine entegre ederek üreticiler, hataları önleyebilir, durma sürelerini en aza indirebilir ve yüksek kaliteli otomotiv bileşenlerini güvenle üretebilir.
Sıkça Sorulan Sorular
1. Muayenenin 4 yöntemi nelerdir?
Geniş bir kalite kontrol bağlamında, muayene genellikle üretim aşamasına göre dört ana türe ayrılır: Üretim Öncesi Muayene (ham maddelerin kontrolü), Üretim Sürecinde Muayene (erken üretim aşamasının izlenmesi), Sevkiyat Öncesi Muayene (fabrikadan ayrılmadan önce nihai ürünün son kontrolü) ve Konteyner Yükleme Denetimi. Ancak özellikle otomotiv kalıbı gibi bir ürünün teknik muayenesinden bahsedildiğinde yöntemler Genel Görünüş Muayenesi, Boyutsal Muayene (Metroloji), Malzeme Testi (KDY/Yıkıcı) ve Fonksiyonel Test gibi kategorilere ayrılabilir.
kDY'de görsel muayene kaç aşamadan oluşur?
Kalıp imalatı ve bakımı ile paylaşılan prensiplere sahip olan kaynak gibi süreçlerde, Tahribatsız Muayene (NDT) kapsamında genellikle üç ana aşamada görsel muayene yapılır. Bunlar; sürecin başlamasından önce (örneğin, malzemelerin ve hazırlıkların kontrolü), süreç sırasında (anında oluşabilecek sorunların izlenmesi) ve sürecin tamamlanmasından sonra (son ürünün yüzey kusurları açısından incelenmesi) olarak sıralanır. Bu çok aşamalı yaklaşım, kalitenin tüm yaşam döngüsü boyunca korunmasını sağlar.