 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Sabit vs Gezer Şerit Ayırıcı Plaka: Takımınızın Başarısını Belirleyen Kalıp Kararı

Her Kalıp Tasarımcısının Ustalaşması Gereken Kritik Şerit Ayırıcı Plaka Kararı
Yüksek hacimli bir baskı işlemi yürütürken aniden parçalarınızın zımbalara yapıştığını, kenarlarda beklenmedik çapaklar oluştuğunu ve bakım ekibinizin sorunu teşhis etmek için acele ettiğini hayal edin. Ne yanlış gitti? Birçok durumda, kök neden kalıp tasarımı sırasında yapılan temel bir seçimle ilgilidir: uygulama için yanlış şerit ayırıcı plaka türü seçilmesi.
Her ne kadar ilerleyen kalıpların mühendisliği otomotiv bileşenleri için veya hassas elektronikler için kalıp tasarımı yaparken sabit ve yüzen şerit ayırıcı plaka seçimi arasındaki farkı anlamak esastır. Bu seçim doğrudan parça kalitesini, takım ömrünü ve kâr marjınızı etkiler.
Neden Şerit Ayırıcı Plaka Seçiminiz Kalıp Performansını Belirler
Peki, striper plaka tam olarak nedir? Her vuruş sonrası iş parçası malzemesini matristen ayıran bileşendir. Uygun striper plaka çıkışı, temiz parça ayrışmasını sağlar, hurda çekmeyi önler ve sürekli döngü sürelerini korur. Doğru konfigürasyonu seçtiğinizde kalıbınız sorunsuz çalışır. Yanlış seçim yaparsanız, üretimde bir dizi sorunla karşılaşacaksınız.
Striper plaka sadece malzemeyi ayırmaktan daha fazlasını yapar—matrisleri yönlendirir, malzeme hareketini kontrol eder ve genel kalıp stabilitesini etkiler. Bu nedenle sabit ve hareketli tasarımlar arasında yapılan seçim, kalıp performansının her yönünü etkileyen temel bir karardır.
Yanlış Striper Seçiminin Gizli Maliyeti
Uygun olmayan bir striper plaka türü seçmek, başlangıçtaki kalıp yatırımının çok ötesine uzanan sonuçlara neden olur:
- Parça hasarı: Uygun olmayan stripping kuvvetinden kaynaklanan çizikler, deformasyonlar ve boyutsal tutarsızlıklar
- Hızlandırılmış takım aşınması: Hizalanmamış matrisler ve aşırı sürtünme, bileşen ömrünü kısaltır
- Planlanmamış downtime: Sık ayarlamalar ve acil onarımlar üretim programlarını aksatır
- Artan hurda oranları: Zayıf çıkartma, reddedilen parçalara ve malzeme israfına neden olur
Hassas Baskı Başarısı İçin Zemin Hazırlama
Ölçü kalıp tasarımcılarının karşılaştığı zorluk şudur: çıkartıcı plaka seçimiyle ilgili bilgiler teknik kılavuzlarda, tedarikçi kataloglarında ve mühendisler arasında sözlü olarak aktarılan tecrübelerde dağınık bir şekilde yer alır. Kritik karşılaştırmaları net ve uygulanabilir karar kriterleriyle bir araya getiren tek bir kaynak yoktur—en azından şimdiye kadar.
Bu kılavuz, sabit ve hareketli çıkartıcı plakaların kapsamlı bir değerlendirmesini, yapılandırılmış seçim çerçeveleri ve pratik önerilerle birlikte sunar. Her bir türün hangi durumlarda üstün performans gösterdiğini, içerdiği ödünleri anlayacak ve özel uygulamalarınız için bu kritik takım seçiminde güvenle karar verebileceksiniz.
Çıkartıcı Plaka Seçimi için Değerlendirme Kriterleri
Sabit ve hareketli çıkartma plakalarının ayrıntılarına girmeden önce bu kararı vermek için net bir çerçeve oluşturmanız gerekiyor. Belirlenmiş kriterler olmadan bu iki seçeneği karşılaştırmak, mühendislikten ziyade tahmine dayalı hale gelir. Çıkartma plakalı kalıp ve matris uygulamaları için doğru çıkartma plakası konfigürasyonunu seçerken profesyonellerin kullandığı değerlendirme metodolojisini oluşturalım.
Çıkartma Plakasının Başarısını Belirleyen Beş Faktör
Mühendisler bir çıkartma plakasının uygulamaları için en uygun olanı değerlendirirken sürekli olarak beş kritik boyuta geri dönerler. Her faktör, özel üretim ihtiyaçlarınıza göre farklı ağırlıklara sahiptir:
- Çıkartma kuvveti gereksinimleri :Malzemenin matrislerden ayrılması için gereken kuvvet genellikle delme kuvvetinin %10-25'i arasında değişir. Daha yüksek çıkartma talepleri olan uygulamalar, tutarlı basınç iletimi sağlayabilen daha sağlam plaka tasarımları gerektirir.
- Malzeme kalınlığı uyumluluğu: İnce kalınlı malzemeler, çıkarma sırasında kalın stoklara göre farklı davranır. Plaka seçiminiz, işleyeceğiniz özel kalınlık aralığına uygun olmalıdır çünkü uyumsuzluklar parça hasarına veya eksiksiz olmayan çıkarılmaya neden olur.
- Üretim hacmi dikkate alınması gerekenler: Yüksek hacimli işlemler, milyonlarca çevrim boyunca performansını koruyabilen çıkartıcı plakalar gerektirir. Daha düşük hacimli üretimler, daha sık ayar gerektiren basit yapılandırmalara tahammül edebilir.
- Bakım Gereksinimleri: Bazı çıkartıcı plaka tasarımları düzenli yay değiştirme, yağlama veya yeniden hizalama gerektirir. Bu sürekli gereksinimleri anlamak, gerçek işletme maliyetlerinizi hesaplamanıza yardımcı olur.
- Maliyet etkinlik: İlk satın alma fiyatı yalnızca hikayenin bir kısmını anlatır. Toplam sahiplik maliyetini değerlendirirken kurulum karmaşıklığını, ayarlar için durma süresini, bileşen değiştirme sıklığını ve parça kalitesine olan etkiyi dikkate almalısınız.
Her Çıkartıcı Tipini Nasıl Değerlendirdik
Bu karşılaştırma boyunca, sabit ve hareketli şerit sökücü plakaları yukarıdaki her kriter açısından değerlendireceğiz. Her türün nerede üstün olduğunu ve sınırlamaların nerede ortaya çıktığını net bir şekilde göreceksiniz. Bu yapılandırılmış yaklaşım, öznel tercihleri ortadan kaldırır ve kararınızı ölçülebilir performans faktörlerine dayandırır.
Profesyonellerin Kullandığı Seçim Çerçevesi
Tecrübeli kalıp tasarımcıları, şerit sökücü plakaları yalnızca alışkanlık veya tedarikçi önerilerine göre seçmez. Uygulama gereksinimlerini plaka kapasiteleriyle sistematik olarak eşleştirirler. İlerleyen ayrıntılı karşılaştırmalardan geçerken bu değerlendirme boyutlarını aklınızda bulundurun—bu, özel sac presleme zorluklarınız için en iyi performansı sunacak yapıya doğru sizi yönlendirecektir.
Sabit Şerit Sökücü Plakalar: Kararlılık ve Maliyet Verimliliği için
Artık değerlendirme çerçevesini anladığınıza göre, sabit ve hareketli çıkartıcı plaka karşılaştırmasında ilk adayımıza bakalım. Sabit çıkartıcı plakalar, parça çıkarma işlemine temel bir yaklaşımı temsil eder; bu tasarım felsefesi, belirli uygulama aralıkları için basitlik, rijitlik ve tutarlı performansı ön planda tutar.
Sac presleme işleminiz tahmin edilebilir davranış ve bütçe dostu kalıp gerektirdiğinde, sabit çıkartıcılar genellikle akıllıca bir tercih olur. Ancak bunların nasıl çalıştığını ve hangi durumlarda üstün performans gösterdiğini anlamak, başarılı bir kalıp tasarımını sorunlu olanlardan ayırır.
Sabit Çıkartıcılar Nasıl Tutarlı Performans Sağlar
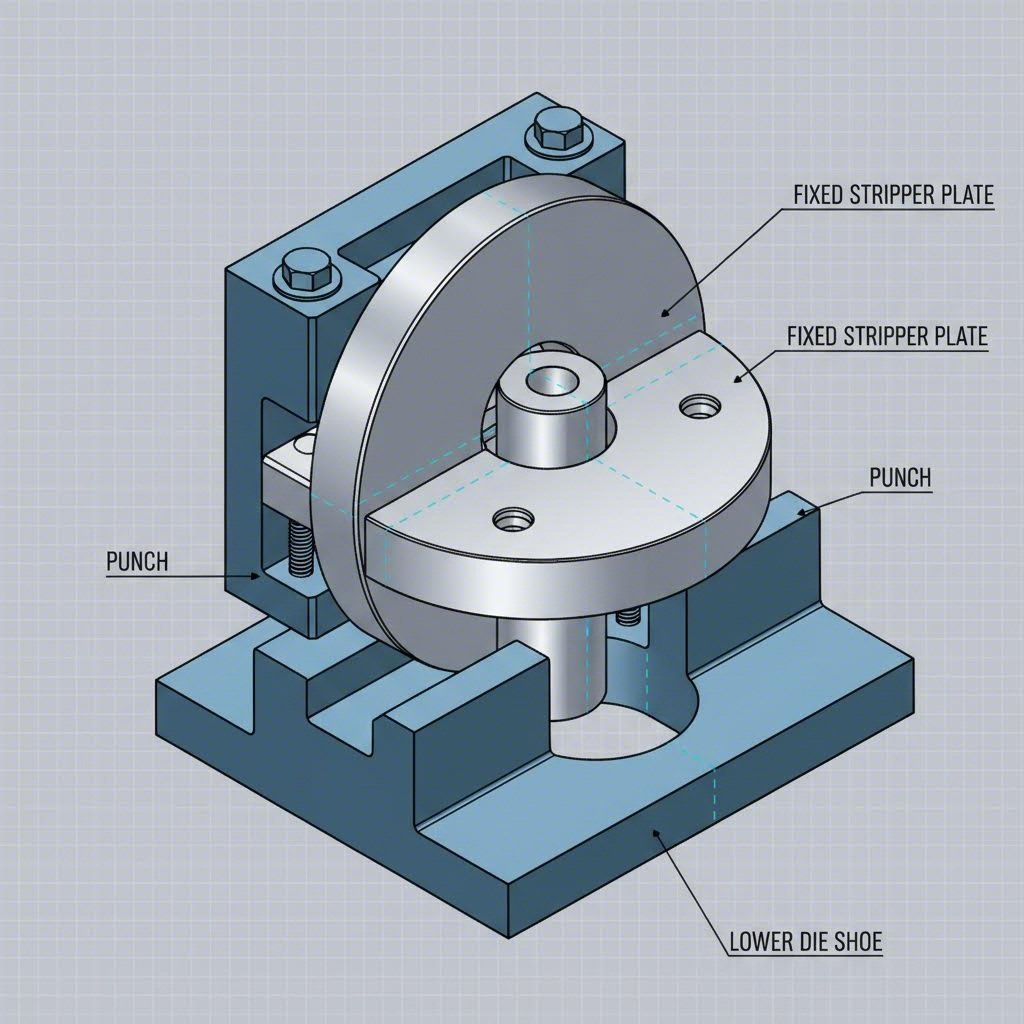
Sabit çıkartıcı plakalar, kalıp stroku boyunca die bileşenlerine göre sabit bir konumda kalacak şekilde die altlığına veya matkap tutucu gövdesine sert bir şekilde monte edilir. Yay yüklü karşılıklarının aksine, bu plakalar bağımsız olarak hareket etmez; malzemeyi matkaplardan ayırmak için pres strokunun kendisine güvenir.
Bu sert bağlantı tasarımı, hemen fark edeceğiniz birkaç performans özelliğini yaratır:
- Delik zımbası yönlendirme: Levha, ayırıcı plakalara sabitlemek için pilot zımbalarını yönlendiren sabit bir referans yüzey sağlar ve yüksek hızlı işlemler boyunca hizalamayı korur
- Sabit boşluklar: Yay deformasyonu değişkenleri olmadan, zımba ile ayırıcı arasındaki boşluk sabit kalır ve böylece ayırma hareketi her zaman aynı şekilde gerçekleşir
- Şok emme özelliği: Kalıp yapısına dayalı katı bağlantı, parça kalitesini etkileyebilecek işletme titreşimlerini azaltır
Ayırıcı plakalar için düz pilot zımbalar kullanırken, sabit yapı bu kritik hizalama bileşenlerinin tam olarak doğru konumda kalmasını sağlar. Bu kararlılık, birden fazla istasyonda kümülatif hizalama hatasının birikim gösterebileceği progresif kalıp uygulamalarında özellikle değerlidir.
Sabit Ayırıcı Plakalar İçin İdeal Uygulamalar
Sabit stripperler, doğalarında güçlü oldukları uygulamalarda en iyi şekilde parlar. Projeniz aşağıdaki durumları içeriyorsa bu tasarımı göz önünde bulundurun:
- İnce kalınlıkta malzemeler: 1,5 mm'den ince sac kalınlıkları, yüzen tasarımların sunduğu kontrollü basınca gerek kalmadan temizce stripperleme yapar
- Yüksek hızlı dövme: Dakikada 400'ten fazla vuruş yapan işlemler, azaltılmış hareketli parça sayısından ve tutarlı davranıştan fayda sağlar
- Hassas elektronik bileşenler: Kurşun çerçeveler, konektör terminalleri ve mikro dövme parçalar, sabit plakaların sunduğu kararlılığı gerektirir
- İnce kalınlıkta otomotiv bileşenleri: İnce çelik veya alüminyum sacdan üretilen braketler, klipsler ve küçük yapısal elemanlar
- Basit boşaltma işlemleri: Malzeme davranışı öngörülebilir olan, basit geometriye sahip tek istasyonlu kalıplar
Buradaki temel kalıp deseni nedir? Sabit çıkartıcı plakalar, malzeme kalınlığı yönetilebilir bir aralıkta kaldığı ve çakı-malzeme etkileşimi öngörülebilir olduğu durumlarda üstündür. Çıkartıcı plaka sürtünme teması üst yüzeyde minimum ve kontrollü olduğunda özellikle etkilidir.
Sabit Çıkartıcı Plakaların Artıları ve Eksileri
Her bir kalıp kararı, bazı uzlaşmalardan geçer. Sabit çıkartıcı plakaların kalıp tasarımınıza getirdiklerinin dürüst bir değerlendirmesi aşağıdadır:
Avantajlar
- Düşük Başlangıç Maliyeti: Daha basit yapı, üretimi 20-30% daha düşük maliyetle sağlar—genellikle eşdeğer hareketli tasarımlardan daha ucuzdur
- Basit tasarım ve kurulum: Daha az bileşen, daha hızlı kurulum, kolayca sorun giderme ve montaj hatalarının azalması anlamına gelir
- Minimum bakım gereksinimi: Yorulacak yaylar yok, kalibre edilecek ayar mekanizmaları yok, yağlanacak hareketli parçalar yok
- İnce sac malzeme performansı mükemmeldir: Kontrollü kuvvetin kritik olmadığı malzemeler için güvenilir soyulma sağlar
- Daha uzun kullanım ömrü: Daha az aşınan parça ile, doğru şekilde tasarlanmış sabit plakalar genellikle hareketli alternatiflerden daha uzun ömürlüdür
- Döngüden döngüye tutarlı davranış: Yay bozulmasından veya ayar kaymasından kaynaklanan değişkenlikleri ortadan kaldırır
Dezavantajlar
- Sınırlı malzeme kalınlığı aralığı: Kontrollü soyulma basıncının gerekli olduğu daha kalın malzemelerde zorlanır
- Punta hizalamasındaki hatalara daha az hoşgörülüdür: Yay esnekliği olmadan, küçük hizalama hataları doğrudan punta ve matris bileşenlerine iletilir
- Ön-soyulma kabiliyeti yoktur: Punta temasından önce malzemeyi tutamaz; bu da karmaşık şekillendirme işlemlerinde kullanım alanını sınırlar
- Azaltılmış uyumluluk: Kalıp inşası tamamlandıktan sonra çıkarma davranışını hassas bir şekilde ayarlamak zordur
- Malzeme yaylanma sorunları: Daha kalın malzemeler, karşı kuvvet sağlayan hareketli tasarımlar olmadan matris uçlarını saptırabilir
Sabit çıkartıcı plakalar, kalıp tasarımında karmaşıklığın sadece bir kesirini oluşturarak uygulamaların %80'ini ele alan bir 80/20 çözümünü temsil eder. Anahtar, uygulamanızın bu çoğunluk içinde olup olmadığını fark etmektir.
Sabit çıkartıcı plakaları belirtirken malzeme seçimi büyük önem taşır. Yüksek hacimli uygulamalar için mükemmel aşınma direnci sunan D2 gibi takım çelikleri, orta düzey üretimler için maliyet açısından verimli bir alternatif olan OHNS (yağla sertleşen ve çekilmeyen çelik) ile birlikte değerlendirilir. Sertlik çıkartıcı yüzeyi için tipik olarak 58-62 HRC aralığında olur ve böylece aşırı kırılgınlık göstermeden dayanıklılık sağlanır.
Bu özellikleri anlamak, bilinçli bir seçim yapmanızı ya da uygulamanızın sabit çıkartma plakalarının ötesinde ek özellikler gerektirdiği durumu fark etmenizi sağlar.
Azami Esneklik için Hareketli Çıkartma Plakaları
Uygulamanız sabit çıkartma plakalarının rahat sınırlarını aştığında ne olur? Malzeme kalınlığı arttığında, parça geometrisi karmaşıklaştığında veya hassasiyet gereksinimleri sıkılaştığında, daha gelişmiş bir çözüme ihtiyacınız olacaktır. İşte hareketli çıkartma plakaları devreye girer—sabit alternatiflerin yetersiz kaldığı zorlu sac presleme uygulamalarını karşılayan yay hareketli güçlü sistemlerdir.
Hareketli çıkartmalar, sabit ve hareketli çıkartma plakaları karşılaştırmasında üst düzey seçeneği temsil eder ve zorlu kalıp işlemlerini güvenilir üretim süreçlerine dönüştüren kontrollü kuvvet iletimi ve uyarlama kabiliyeti sunar.
Zorlu Uygulamalar İçin Yay Yüklü Hassasiyet
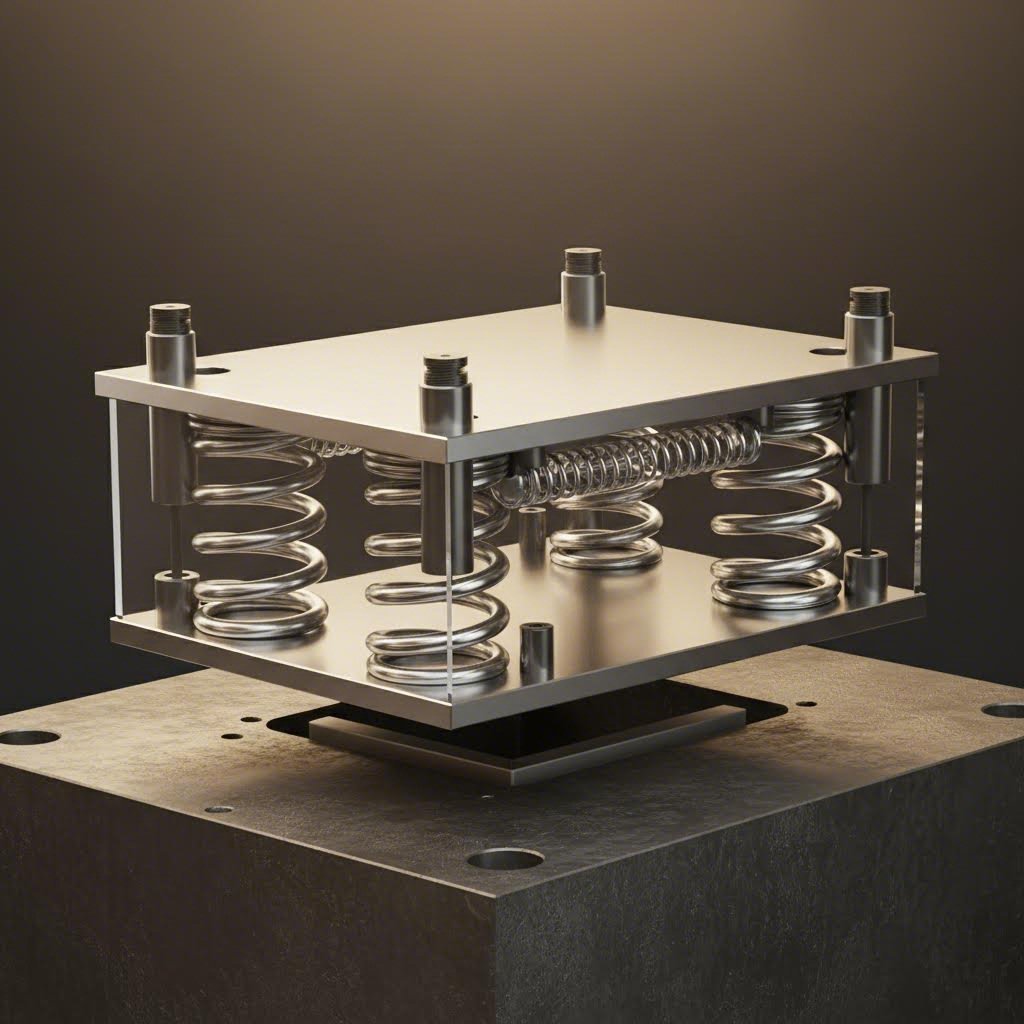
Sabit karşıtlarının aksine, hareketli soyucu plakalar esnek yaylar veya diğer elastik elemanlar üzerine monte edilir ve bağımsız dikey hareketlerine izin verir. Bu görünüşte basit fark, soyucunun iş parçası malzemenizle etkileşim şeklini temel düzeyde değiştirir.
Yay tahrikli tasarımın uygulamadaki çalışma şekli şu şekildedir:
- Ön temas: Pres aşağı inerken, hareketli plaka matkapların temas etmesinden önce malzemeyle temas eder ve tutar—daha temiz kesimler için iş parçasını stabilize eder
- Delme sırasında kontrollü basınç: Matkaplar malzemeye nüfuz ederken yaylar sıkışır ve kesme stroku boyunca malzeme üzerinde tutarlı bir aşağı yönlü kuvvet oluşturur
- Geri dönüşte aktif soyulma: Çıkış stroku sırasında, yay kuvveti sadece yerçekimi ve sürtünmeye güvenmek yerine matkaplardan malzemenin aktif olarak itilmesini sağlar
- Otomatik aşınma telafisi: Yay yüklü tasarım, kalıp ayarı gerektirmeden küçük matkap aşınmalarına uyum sağlar
Şerit açıcı plaka yay tutucuları, bu sistemde kritik bir rol oynar ve yayları doğru sıkıştırma hareketiyle birlikte pozisyonlarında sabitler. Bu bileşenler, gevşemeden veya arızalanmadan milyonlarca çevrimi dayanacak kadar sağlam olmalıdır—uzun vadeli güvenilirlik için kaliteli tutucu seçimi son derece önemlidir.
Sihir, bu kontrollü basınç uygulamasında gerçekleşir. Sabit plakalar malzemeyle tek bir statik ilişki sunarken, hareketli tasarımlar malzeme varyasyonlarına, matkap koşullarına ve operasyonel taleplere uyum sağlayabilen dinamik bir etkileşim yaratır.
Hareketli Şerit Açıcıların Sabit Alternatifleri Aşması Durumunda
Bazı uygulamalar neredeyse hareketli şerit açıcı plakaları gerektirir. Eğer projeniz aşağıdaki senaryolardan herhangi birine uyuyorsa, ek yatırım genellikle kalite ve verimlilik açısından karşılığını verir:
- Kalın malzeme işleme: 1,5 mm'den kalın olan sac malzemeler, malzemenin kalkmasını engelleyen ve matkap delmesinin tam olarak gerçekleşmesini sağlayan kontrollü kuvvet gerektirir
- İlerlemeli kalıp operasyonları: Çok istasyonlu kalıplar, ardışık işlemler boyunca yerleşimi koruyarak malzeme kontrolü sağlayan hareketli plakalardan faydalanır
- Parça çekme önleme: Şerit çıkarma sırasında uygulanan aktif aşağı yönlü basınç, parçaların kalıptan geriye doğru çekilme eğilimini büyük ölçüde azaltır
- Yüksek hassasiyetli parça konumlandırma: Ayarlabilir şerit tutucu plakalar, sıkı konumsal toleranslara sahip uygulamalar için malzeme baskısı ayarlamasına olanak tanır
- Değişken malzeme koşulları: Kalınlık farklılıkları veya farklı sertlikteki malzeme partileri işlenirken, yay esnekliği bu değişikliklere uyum sağlar
- Karmaşık parça geometrileri: Şekillendirilmiş özellikler, derin çekme alanları veya karmaşık çevre şekilleri içeren parçalar, kontrollü malzeme işleme avantajlarından yararlanır
Enjeksiyon kalıplama uygulamalarında stripper plakalarını düşünün—karmaşık boşluk geometrilerinden parçaları temiz bir şekilde çıkarmak için yay kuvvetini kullanarak benzer bir işlev görürler. Temel prensip doğrudan metal presleme işlemine uyarlanabilir: kontrollü kuvvet uygulaması, sabit sistemlerin çözemediği sorunları çözer.
Yüzen Stripper Plakalarının Avantajları ve Sınırlamaları
Bilinçli bir karar vermek, hem güçlü yanların hem de sınırlamaların dürüstçe değerlendirilmesini gerektirir. Yüzen stripper plakaları dikkat çekici avantajlar sunar—ancak bunun beraberinde bazı dezavantajlar da gelir.
Avantajlar
- Üstün parça kontrolü: Matkap stroku boyunca malzeme sıkıca sabitlenmiş kalır ve boyutsal değişikliklere neden olan kaymalar önlenir
- Daha kalın malzemeleri etkili şekilde işler: Yay kuvveti, sabit plakaları aşan malzeme yaylanma ve kaldırma kuvvetlerini dengeler
- Slug çekmeyi önemli ölçüde azaltır: Aktif stripping basıncı, slugs'ları matkapla birlikte geri çekilmek yerine kalıp açıklığında tutar
- Matkap aşınmasını karşılar: Kesici kenarlar köreltikçe, yay uyumu hemen ayar yapmaya gerek kalmadan etkili soyulmayı sağlar
- Ayarlanabilir kuvvet iletimi: Yay öngerilimi ve seçimi, soyulma kuvvetinin belirli uygulama gereksinimlerine göre ayarlanmasına olanak tanır
- Baskıları hasardan korur: Kontrollü malzeme teması, kesici kenarların kırılmasına veya çatlamasına neden olabilecek yan yüklemeyi azaltır
- Kenar kalitesini artırır: Uygun malzeme bastırılması, delinmiş bölgelerde kırlık oluşumunu ve şekil bozukluğunu en aza indirir
Dezavantajlar
- Daha Yüksek Başlangıç Maliyeti: Yaylar, tutucular ve hassas işleme gereksinimleri başlangıçtaki kalıp yatırım maliyetini artırır
- Yay bakımı gereklidir: Basınç yayları zamanla yorulur ve periyodik kontrol ile değiştirme gerektirir
- Daha karmaşık kurulum: Uygun yay öngerilimi ve seyahat ayarı deneyimli kalıp kurucuları gerektirir ve daha fazla kurulum süresi gerekir
- Ek aşınma noktaları: Yay yuvaları, kılavuz pimler ve tutucu yüzeyler izlenmesi gereken ek bileşenler getirir
- Tutarlı olmayanlık potansiyeli: Aşınmış veya uyumsuz yaylar plak yüzeyi boyunca düzensiz stripping kuvveti yaratabilir
- Artırılmış kalıp yüksekliği: Yay seyahat gereksinimleri kalıp istif yüksekliğine eklenir ve potansiyel olarak pres uyumluluğunu sınırlayabilir
Yüzen stripper plaka başarısı için uygun yay seçimi kritik önem taşır. Yaylar çalışma aralıkları boyunca yeterli kuvvet sağlamalı ve milyonlarca sıkıştırma döngüsünü dayanmalıdır—bu, keyfi belirtimden ziyade dikkatli mühendislik gerektiren bir dengelemedir.
Yüzer stripper plakaları belirtirken yay kuvveti hesaplamalarına özel dikkat gösterilmelidir. Stripper kuvveti, malzemenin punç üzerindeki tutuşmasına ve herhangi bir vakum etkisine karşı koymalı, ancak aynı zamanda parçanın deformasyonuna neden olmayacak kadar nazik olmalıdır. Bu hesaplama, malzeme türüne, kalınlığa, punç çevresine ve kesme boşluğuna bağlıdır ve her uygulamaya özgü değişkenlerdir. Genel formüller uygulamak yerine, özel gereksinimlerinizi değerlendirebilecek deneyimli kalıp mühendisleriyle veya yay üreticileriyle görüşün.
Yüzer plakaların sunduğu ayarlanabilirlik, özellikle kalıp denemesi ve üretim optimizasyonu sırasında büyük değer kazanır. Eğer stripper performansı tam olarak istenen gibi değilse, büyük kalıp değişiklikleri yapmak gerekmeden yay öngerilimini değiştirebilir veya yay oranlarını değiştirebilirsiniz—sabit plakaların eşleşmesi mümkün olmayan bir esneklik bu.
Sabit ve yüzer seçeneklerin ikisi de ayrıntılı şekilde incelendiğine göre, gelişmiş mühendislik yeteneklerinin nasıl daha da ileri seviyede stripper plaka performansını artırdığını incelemeye hazırsınız.
Otomotiv Mükemmelliği için Hassas Olarak Tasarlanmış Şerit Çıkartma Çözümleri
Sabit şerit çıkartma plakalarının ince malzemeler için maliyet verimliliğini nasıl sağladığını ve hareketli tasarımların zorlu kalın malzeme uygulamalarını nasıl yönettiğini gördünüz. Ancak projeniz her iki dünyanın da en iyisini gerektirdiğinde ne olur? Otomotiv OEM'leri sıfır hata parçalar talep ettiğinde, toleranslar mikron seviyelerine indiğinde ve üretim hacimleri milyonlara ulaştığında standart yaklaşımlar sınırlarına ulaşır.
İşte bu noktada hassas olarak tasarlanmış şerit çıkartma plakası çözümleri devreye girer. Modern kalıp mühendisliği, gelişmiş simülasyon teknolojisi, sertifikalı üretim süreçleri ve uzman tasarım metodolojisini birleştirerek belirli uygulama gereksinimleri için optimize edilmiş şerit çıkartma sistemleri oluşturur. Plastik bileşenler için enjeksiyon kalıbı şerit çıkartma plakası mı yoksa metal parçalar için sac kesme kalıbı şerit çıkartma sistemi mi gerekiyor, mükemmelliği sağlayan mühendislik ilkeleri aynı kalır.
Modern Şerit Çıkartma Plakası Tasarımında Mühendislik Mükemmelliği
Yeterli stripper plaka performansı ile olağanüstü sonuçlar arasındaki farkı nedir? Cevap, her uygulamanın benzersiz talepler sunmasının anlaşılmasında yatmaktadır. Malzeme özellikleri tedarikçiler arasında değişir. Parça geometrileri lokal gerilim konsantrasyonları yaratır. Üretim oranları termal davranışı etkiler. Uzman mühendislik, bu değişkenleri genel spesifikasyonlardan ziyade sistematik analiz ile hesaba katar.
Enjeksiyon kalıplama bağlamında bir stripper plaka nedir düşünün—termal çevrimlere dayanmalı, dolgulu polimerlerden kaynaklanan aşınmaya direnmeli ve parça yüzeyi boyunca tutarlı bir itme kuvveti sağlamalıdır. Metal dövme stripper plakalar farklı zorluklarla karşılaşır: yüksek frekanslı darbe yüklemesi, aşındırıcı malzeme teması ve hassas hizalama gereksinimleri. Profesyonel kalıp mühendisliği, bu uygulamaya özgü talepleri şu şekilde ele alır:
- Malzeme seçimi optimizasyonu: Takım çeliği sınıflarını özel aşınma desenlerine, yük koşullarına ve yüzey bitim gereksinimlerine uyumlu hale getirmek
- Geometrik analiz: Yerel aşırı yüklenmeyi önlemek için karmaşık parça çevresindeki soyucu kuvvet dağılımını değerlendirme
- Termal yönetim: Boşlukları ve malzeme davranışını etkileyen yüksek hızlı işlemler sırasında ortaya çıkan ısıyı dikkate alma
- Entegrasyon planlaması: Optimal genel performans için diğer kalıp bileşenleriyle uyum içinde çalışan soyucu sistemlerinin tasarımı
Enjeksiyon kalıp tasarımı soyucu plakası yaklaşımı, sac kesme uygulamaları için değerli dersler sunar. Kalıp tasarımcıları, çeliğin işlenmesinden önce itici davranışları tahmin etmek amacıyla rutin olarak simülasyon araçlarını kullanırlar—bu yöntem, gelişmiş sac kesme kalıpları mühendisleri tarafından karmaşık soyucu plaka zorlukları için giderek benimsenmektedir.
CAE Simülasyonu Nasıl Soyucu Performansını Optimize Eder
Karmaşık mı geliyor? Öyle olmak zorunda değil. Bilgisayar Destekli Mühendislik (CAE) simülasyonu, soyucu plakasının optimizasyonunu tahminden bilime dönüştürür. Üretim başlamadan önce mühendisler farklı konfigürasyonları sanal ortamda test edebilir, olası sorunları öngörebilir ve optimal performans için tasarımını geliştirebilir.
CAE simülasyonu, geleneksel yöntemlerin güvenilir şekilde cevaplayamadığı kritik sorulara çözüm sunar:
- Kuvvet dağılımı haritalaması: Sökme kuvvetlerinin plaka yüzeyi boyunca nasıl dağıldığını görselleştirerek takviye veya boşaltım gerektiren bölgeler belirlenir
- Sehim analizi: Yük altındaki plaka sehimini tahmin etmek, pres stroku boyunca kritik aralıkları koruyan tasarımları tespit etmeye yardımcı olur
- Yay oranının optimizasyonu: Hareketli tasarımlar için simülasyon, çalışma aralığında tutarlı kuvvet sağlayan yay kombinasyonlarının belirlenmesine yardımcı olur
- Aşınma tahmini: Yüksek aşınma bölgelerinin belirlenmesi, yüzey işlemleri konusundaki kararlar ve bakım planlaması açısından rehberlik eder
- Termal etkilerin modellenmesi: Sıcaklık kaynaklı boyutsal değişiklikleri anlamak, üretim sırasında boşluk sorunlarını önler
Shaoyi gibi şirketler, kalıp üretimine başlamadan önce çıkıcı plaka tasarımını optimize etmek için gelişmiş CAE simülasyonundan yararlanır. Bu yaklaşım, değişikliklerin maliyeti kuruşlarla sınırlı iken potansiyel sorunları erken aşamada yakalar ve kavramdan üretim-hazır hale gelene kadar olan süreci hızlandırır.
Simülasyon odaklı metodoloji, sabit ve hareketli çıkıcı plaka kararı değerlendirilirken özellikle değer kazanır. Mühendisler, belirli bir uygulama için her iki konfigürasyonu da deneyerek, sadece deneyime dayalı kurallarla kalmaksızın, öngörülen performansı nesnel olarak karşılaştırabilir. Bazen analiz, geleneksel olarak hareketli tasarımlara tahsis edilen bir uygulamayı iyi tasarlanmış bir sabit plakanın nasıl üstesinden gelebileceğini—veya tam tersi durumun nasıl olabileceğini—ortaya çıkarır.
Kusursuz Sonuçlar İçin Hassas İmalat
En gelişmiş tasarım bile, onu hayata geçiren hassas imalat olmadan hiçbir şey ifade etmez. Özellikle otomotiv uygulamaları, sıkı teknik özelliklere uygun kalıp ve takımları tutarlı bir şekilde üretebilen imalat kabiliyetlerini gerektirir. İşte bu noktada IATF 16949 gibi sertifikalar sadece süs olmaktan öteye geçerek anlam kazanır.
IATF 16949 sertifikası, otomotiv tedarik zinciri gereksinimleri için özel olarak tasarlanmış bir kalite yönetim sisteminin varlığını gösterir. Şerit plaka imalatında bu şu anlama gelir:
- Belgelenmiş süreç kontrolleri: Her üretim aşaması, tekrarlanabilirliği garanti eden doğrulanmış prosedürleri takip eder
- Ölçüm sistemi doğrulaması: Muayene ekipmanları düzenli kalibrasyon ve yeterlilik doğrulama süreçlerinden geçer
- İzlenebilirlik: Malzeme sertifikaları ve işleme kayıtları, nihai bileşenleri hammaddelere kadar geri dönerek ilişkilendirir
- Sürekli Geliştirme: Kalite verilerinin sistemli analizi, sürekli süreç iyileştirmesini sağlar
Şerit ayırıcı plakanın hassasiyeti doğrudan parça kalitesini etkilediğinde ve otomotiv OEM'leri kusurları tedarik zinciri boyunca geriye doğru izlediğinde, bu üretim kontrolleri isteğe bağlı olmaktan çıkıp zorunlu hale gelir. Örneğin gümüş kaplama ayırıcı yüzey, yalnızca disiplinli üretim süreçlerinin sağlayabileceği tutarlı yüzey hazırlama ve kaplama kalınlığı kontrolü gerektirir.
Kabul edilebilir ve olağanüstü ayırıcı plaka performansı arasındaki fark genellikle imalat hassasiyetine dayanır—onluklar yerine mikronlar seviyesinde tasarım amacına uygun bileşenleri tutarlı bir şekilde üretebilme yeteneğine.
Profesyonel kalıp mühendisliği hizmetleri, bu yetenekleri birleştirerek CAE simülasyonu, sertifikalı üretim ve uygulama uzmanlığı ile belirli gereksinimlere optimize edilmiş şerit plaka çözümleri sunar. Shaoyi'nin mühendislik ekibi, bu entegre yaklaşımın bir örneğidir ve simülasyona dayalı tasarım metodolojisiyle yalnızca 5 günde hızlı prototipleme imkanı sağlar ve ilk geçiş onay oranını %93'e çıkarır. Onların kapsamlı kalıp tasarımı ve imalat kabiliyetleri hem sabit hem de hareketli şerit plaka tasarımlarının OEM standartlarını karşılamak için uzman mühendislik gerektirdiği zorlu otomotiv uygulamalarına hizmet verir.
Hassas die mühendisliği uzmanlarıyla iş birliği yapmanın temel faydaları şunlardır:
- Hızlı prototipleme imkanları: Doğrulama testi için hızlı üretim araçları ile geliştirme sürecini hızlandırın
- Yüksek ilk geçiş onay oranları: Simülasyonla doğrulanmış tasarımlar, deneme süreçlerini azaltır ve üretim başlangıcını hızlandırır
- OEM standardında kalıp ekipmanı: Otomotiv müşterilerinin talep ettiği dokümantasyon, kalite ve izlenebilirlik gereksinimlerini karşılayın
- Uygulamaya özel optimizasyon: Şıklatıcı plaka tasarımını benzersiz ihtiyaçlarınıza uygun mühendislik uzmanlığından faydalanın
Uygulamanız korozyona dayanıklılık için gümüş kaplama şıklatıcı yüzey işlemi mi yoksa aşındırıcı malzemeler için özel sertleştirme mi gerektiriyorsa, hassas mühendislik ilk parçadan üretim ömrünün sonuna kadar istenen performansın sağlanmasını garanti eder.
En iyi şıklatıcı plaka performansı için temel olan mühendislik mükemmelliğiyle birlikte, sistemi tamamlayan temel bileşenlere ve aksesuarlara göz atalım.
Temel Şıklatıcı Plaka Bileşenleri ve Aksesuarları
Sabit ya da hareketli olmasına bakılmaksızın şıklatıcı plakanızın seçimi yalnızca sistemin bir parçasıdır. Bu plaka etrafındaki bileşenler, kalıp performansı, takım ömrü ve parça kalitesi üzerinde büyük ölçüde etkilidir. Pilot matkaplar, yay tutucular ve şıklatıcı cıvataları, seçtiğiniz plaka tasarımıyla birlikte güvenilir bir şıklatma sistemi oluşturmak için birlikte çalışır.
Bunu şu şekilde düşünün: yetersiz pilot matkaplar veya yanlış belirlenmiş yaylarla birleştirildiğinde, en iyi yüzer çıkartma plakası bile düşük performans gösterir. Bu destekleyici bileşenleri anlamak, izole çözümler yerine tam sistemler oluşturmanıza yardımcı olur.
Çıkartma Plakası Sistemleri için Pilot Matkap Seçimi
Pilot matkaplar, basit delik açmanın ötesine geçen kritik bir işlev görür. Bu hassas bileşenler, progresif kalıp işlemlerinin tamamında şeridin konumlanmasını koruyarak her istasyonun iş parçasına tam olarak doğru pozisyonda temas etmesini sağlar. Çıkartma plakalarına tespit edilmek üzere karbür pilot matkaplar seçerken, her kalıp istasyonunda birikerek artan hizalama doğruluğuna yatırım yaparsınız.
Çıkartma plakaları için düz pilot matkapların karşılaması gereken zorlu gereksinimler şunlardır:
- Eksenel simetri: Pilot çapı, mikron düzeyinde sapmaya izin vermemek için gömdeğe çok yüksek doğrulukta uygun olmalıdır; bu da birikimli konumlandırma hatalarını önler
- Yüzey Kalitesi: Düzgün pilot yüzeyleri, şeridin ilerlemesi sırasında sürtünmeyi azaltır ve pilot deliklerdeki aşınmayı en aza indirir
- Sertlik: Pilot ucu, boyutsal stabilitesini korurken tekrarlanan malzeme temasından kaynaklanan aşınmaya karşı dirençli olmalıdır
- Uzunluk hassasiyeti: Uygun pilot yerleşim derinliği, kesme matrisleri malzemeyle temas etmeden önce şeridin doğru konumda olmasını sağlar
Pilot matris yerleşimi ile stripper plaka tipi arasındaki ilişki dikkatle ele alınmalıdır. Sabit stripper tasarımlarında, kesme matrisleri plaka yüzeyini geçmeden önce pilotların şeride tamamen yerleşmesi gerekir. Yüzer stripper'ler daha fazla esneklik sunar—yaylı plaka, pilotların yerleşimini yaparken malzemeyi sabit tutarak yanlış konumlamanın riskini azaltan kontrollü bir yerleşim sırası oluşturur.
Stripper Performansını Artıran Kritik Bileşenler
Pilot matrislerin ötesinde, üretim ömrü boyunca stripper plaka sisteminizin ne kadar iyi çalıştığını etkileyen birkaç bileşen kategorisi vardır:
- Yay tutucu seçenekleri: Bu bileşenler, hareketli çıkartıcı uygulamalarda sıkıştırma yaylarını sabitler. Kaliteli tutucular, milyonlarca döngü boyunca yay konumunu koruyarak, eşit olmayan çıkartma kuvvetine neden olan gevşemeyi veya hizalanma sorunlarını önler. Pozitif yay konumu için omuz tarzı tutucuları veya kolay ayar erişimi için soket başlı tasarımları göz önünde bulundurun.
- Çıkartıcı cıvata konfigürasyonları: Hareketli plakaları kalıp bileşenlerine bağlayan cıvatalar, dayanıklılık ile ayarlanabilirliği dengelemelidir. İnce dişli tasarımlar hassas ön gerilim kontrolü sağlarken, standart dişliler daha kolay değiştirme imkanı sunar. Standard alaşımlı çelikten premium kalitelere kadar olan cıvata malzeme seçimi, çevrimli yükler altındaki yorulma ömrünü etkiler.
- Kılavuz pim ve burç sistemleri: Doğru plaka yönlendirmesi, punch çıkartıcı plakasının üst yüzeye temas etmesine neden olan yanal hareketi engeller. Hassasiyetle taşlanmış kılavuz pimler, yüksek kaliteli burçlarla eşleştirildiğinde aşınma birikimine rağmen hizalamayı korur.
- Tutucu plakalar ve destek blokları: Bu destek bileşenleri, plaka yüzeyi boyunca soyucu kuvvetleri dağıtır ve parça kalitesini etkileyen yerel sehimlenmeyi önler.
Zımba hareket mesafesi—stripper plakayı aşan zımbaların hareket ettiği strok uzunluğu—bileşen seçimi üzerinde önemli ölçüde etkilidir. Daha uzun zımba hareketi, sabit olmayan tasarımlarda daha sağlam pilot rehberliği ve daha büyük yay hareket kapasitesi gerektirir. Zımba stripper plakası hizalanmama sırasında üst yüzeye sürtündüğünde, her iki bileşen de hızlandırılmış aşınmaya uğrar.
Karbür ve Standart Pilot Zımbalar Karşılaştırması
En etkili bileşen kararlarından biri, pilot zımba malzeme seçimiyle ilgilidir. Karbür ile standart takım çeliği pilotlar arasındaki seçim, takım ömrünü, bakım aralıklarını ve uzun vadeli işletme maliyetlerini etkiler.
| Karakteristik | Karbür Doğru Pilot Zımbalar | Standart Takım Çeliği Pilotlar |
|---|---|---|
| Aşınma Direnci | Olağanüstü—milyonlarca çevrim boyunca çapını korur | İyi—yavaş yavaş aşınma, periyodik değişim gerektirir |
| Başlangıç maliyeti | standart alternatiflerden 3-5 kat daha yüksek | Daha düşük başlangıç yatırımı |
| En İyi Uygulamalar | Yüksek hacimli üretim, aşındırıcı malzemeler, dar toleranslar | Orta ölçekli üretim, aşındırıcı olmayan malzemeler, standart toleranslar |
| Kırılma riski | Daha yüksek kırılganlık, dikkatli müdahale gerektirir | Darbelere ve hizalanmamaya daha fazla tahammül eder |
| Yeniden öğütme Potansiyeli | Sınırlıdır—genellikle yeniden öğütülmez, değiştirilir | Birden fazla kez yeniden öğütme işlemi ömrünü uzatır |
Çıkartma plakalarına sabitlemek için karbür düz pilot matkapları, zorlu uygulamalarda ikna edici avantajlar sunar. Paslanan çelik veya silisyumlu çelik gibi aşındırıcı malzemeler işlenirken karbür pilotlar, standart alternatiflere kıyasla hassas çaplarını çok daha uzun süre korur. Planlı olarak az duruş süresiyle üç vardiya çalışan işlemlerde, daha seyrek değişim ihtiyacı genellikle başlangıçtaki yüksek yatırım maliyetini haklı çıkarır.
Ancak karbürün kırılganlığı dikkat istemektedir. Kalıp kurulumu sırasında yanlış elleçleme, kazara darbe veya ciddi hizalama hatası, karbür pilotlarda anında kırılmaya neden olabilir; buna karşılık takım çeliği alternatifleri aynı hasara yalnızca yüzeyde hasarla dayanabilir. Bu özellik yalnızca malzeme seçimini değil aynı zamanda ayıklayıcı plaka tipi seçimini de etkiler: hareketli ayıklayıcıların kontrollü etkinleşme sırası, karbür bileşenleri tehdit eden darbe yüklemesini azaltır.
Bileşen düzeyindeki kararlar kalıp sisteminiz boyunca birikir. Ayıklayıcı plakalara sabitlemek için yüksek kaliteli karbür pilot zımbalarına yatırım yaparken yay tutucu kalitesini göz ardı etmek, en zayıf elemanıyla sınırlı bir sistem oluşturur.
Çıkartıcı plaka sisteminiz için pilot matkaplar ve aksesuarları belirlerken, tüm çalışma ortamını dikkate alın. Bileşen kalite seviyelerini sistem genelinde eşleştirin, üretim hacminize uygun malzemeler seçin ve sabit veya hareketli plaka tasarımınızı destekleyecek şekilde tüm bileşenlerin uyum içinde çalıştığından emin olun.
Alternatif Çözümler Olarak Çıkartıcı Kirişler ve Halkalar
Şimdiye kadar sabit ve hareketli çıkartıcı plaka kararı üzerine odaklandık—ancak ya bir plaka hiç de doğru çözüm değilse? Bazen en iyi seçenek sabit ile hareketli tasarımlar arasında karar vermek değildir. Asıl önemli olan, daha etkili hizmet verebilecek çıkartıcı kirişlerin veya halka çıkartıcıların farkına vararak bir adım geri çekilmektir.
Bu alternatif çıkarma yöntemleri kalıp tasarımında önemli nişlere sahiptir. Her yaklaşımın ne zaman üstün performans gösterdiğini bilmek, basit uygulamalarda gereğinden fazla mühendislik yapmaktan kaçınmanıza ve aynı zamanda karmaşık kalıpların uygun çözümlerle donatılmasını sağlamaya yardımcı olur.
Plakalardan Daha İyi Performans Gösterdiği Durumlar
Düz bir delme işlemi düşünün—tek bir matkap, sac stoktan basit yuvarlak veya dikdörtgen parçalar üretir. Bu uygulama gerçekten tüm karmaşıklığı ve maliyetiyle birlikte tam boy striptir (malzeme tutucu) plakaya ihtiyaç duyar mı? Sıkça cevap hayır olur.
Striper barlar, daha basit kalıp konfigürasyonları için optimize edilmiş bir alternatiftir. Bu sertleştirilmiş takım çelikten yapılan dar bantlar, kalıp açıklığının üzerine monte edilir ve matkabın her iki tarafında iş parçasına temas eder. Pres geri dönerken, barlar malzemeyi sabit tutar ve matkap geri çekilir.
Aşağıdaki durumlarda striper barları göz önünde bulundurun:
- Basit delme kalıpları: Basit parça geometrilerine sahip tek istasyonlu işlemler, azaltılmış karmaşıklıktan fayda sağlar
- Geniş matkap yüzeyleri: Kullanılabilir stok genişliğini aşan striptir plakaları gerekli olduğunda, kalıp açıklığını kaplayan barlar pratik bir çözüm sunar
- Hızlı değişimli takımlar: Barlar, tam plakaları çıkarmaya kıyasla matkabın değiştirilmesi veya bilenmesi için daha hızlı erişim imkanı tanır
- Sınırlı kalıp yüksekliği: Çubukların minimal dikey profili, presle sınırlı uygulamalarda kapanma yüksekliğini korur
- Maliyet duyarlı projeler: Çubuklar, tam plakalara göre daha az malzeme ve işleme gerektirir ve böylece kalıp yatırım maliyetlerini düşürür
Aradaki fark nedir? Şerit tutucu çubuklar, plakalara kıyasla iş parçasına daha az kontrol sağlar. İş parçasına sadece dar hatlar boyunca, tüm yüzeyde değil, temas ederler. İnce malzemeler veya parça düzlemliğinin kritik olmadığı işlemler için bu sınırlama nadiren önem taşır. Kesin malzeme baskısı gerektiren uygulamalar için tam plaka şerit tutucular hâlâ daha iyi seçimdir.
Özel Uygulamalar İçin Halka Şeklinde Şerit Tutucular
Tek başına çalışan dairesel bıçaklar için ne denebilir? Halka şeklindeki şerit tutucular — aynı zamanda şerit tutucu halkaları veya kolalye şerit tutucuları olarak da bilinir — tekil bıçakların etrafını eşmerkezli şekilde sarar ve ihtiyaç duyulan yere tam olarak lokalize edilmiş bir şerit ayırma kuvveti sağlar.
Bu plaka şerit tutucu alternatifi, özellikle şu senaryolarda öne çıkar:
- Tek bıçaklı delme işlemleri: Bir adet yuvarlak delik kalıp işlevinde hakim olduğunda, bir halka tipi stripper tam plaka kaplaması olmadan etkili bir şekilde strip işlemini gerçekleştirir
- Taret delme takımları: Tekil delme istasyonları, her bir takımla birlikte hareket eden kendi içinde bütünleşik stripping sistemlerinden faydalanır
- Büyük çaplı matkaplar: Çok büyük yuvarlak matkaplar, küçük bir alana yoğunlaşan önemli düzeyde stripping kuvvetleri oluşturur—halkalar bu yükleri verimli bir şekilde taşır
- Retrofit uygulamaları: Mevcut kalıplara stripping kabiliyeti ekleme işlemi genellikle tam plaka sistemlerini kurmaktan daha kolaydır ve halkalarla daha basit hale gelir
- Yay yüklü varyantlar: Halka tipi stripper'lar, her bir matkap için yüzeyde yüzer tarzı davranış sergilemek üzere bireysel yaylar içerebilir
Halka stripper'lar genellikle stripper plakası kalıbına veya tutucuya hafif bir geçme toleransıyla ya da sabitleme vidalarıyla monte edilir. Halkanın iç çapı, matkap yönlenmesi sağlarken alt yüzeyi stripping sırasında iş parçasına temas eder. Bu iki fonksiyon—yön verme artı stripping—uzun ve ince matkaplar gibi sapmaya eğilimli takımlar için halkaları özellikle değerli kılar
Levha, Bar ve Halka Seçimi Arasında Karar Verme
Uygulamanıza en uygun soyucu yöntemini nasıl belirlersiniz? Bu karar, kalıp karmaşıklığına, parça geometrisine ve üretim gereksinimlerine bağlı olarak şekillenir:
| Soyucu Yöntemi | En İyi Uygulamalar | Ana avantajları | Birincil Sınırlamalar |
|---|---|---|---|
| Soyucu Levhalar (Sabit/Yüzen) | Aşamalı kalıplar, karmaşık geometriler, hassas parçalar | Tam malzeme kontrolü, zımba yönlendirmesi, çok yönlülük | Daha yüksek maliyet, daha karmaşık tasarım |
| Soyucu Barlar | Basit delme, büyük parçalar, hızlı değiştirilebilir kalıplar | Daha düşük maliyet, kolay punch erişimi, minimum yükseklik | Sınırlı malzeme sabitleme, daha az hassas |
| Halka Şeritler | Yuvarlak punçlar, döner tabla takımları, sonradan eklenebilir uygulamalar | Yoğunlaştırılmış kuvvet, punç yönlendirme, modüler tasarım | Sadece yuvarlak punçlar, bireysel kurulum gerekir |
Seçeneklerinizi değerlendirirken şu rehber soruları sorun:
- Kaç adet punç şeritlenmeli? Yakın komşulukta birden fazla punç plakalar için uygunken, izole punçlar çubuklar veya halkalar için uygundur
- Ürettiğim parça geometrisi nedir? Karmaşık çevreler plakalara ihtiyaç duyar; basit şekiller çubuklar veya halkalarla çalışır
- Malzeme düzlemliği ne kadar kritiktir? Zorlayıcı düzlemlik gereksinimleri, tam plaka çıkartıcılar yönünde itme yapar
- Bütçe kısıtlamam nedir? Sınırlı bütçeler, uygun uygulamalar için daha basit çubuk çözümlerini tercih edebilir
- Matkapları ne sıklıkta değiştireceğim? Sık değişiklikler, erişimi kolaylaştırdığı için çubuklar veya halkalar lehinedir
En iyi çıkartma çözümü, mevcut en gelişmiş seçeneği değil, uygulamanın gerçek gereksinimlerini karşılamalıdır. Çıkartma plakalı basit delme kalıpları gereğinden fazla mühendislikle tasarlanmıştır; yalnızca çıkartma çubuklarına sahip progresif kalıplar ise yetersiz tasarlanmıştır.
Birçok üretim kalıbı bu yöntemleri stratejik olarak birleştirir. Progresif bir kalıp, çoğu istasyonda hareketli çıkartma plakası kullanırken, özellikle yüksek çıkartma kuvveti üreten tekil büyük çaplı matkaplar için halka çıkartıcılar ekleyebilir. Bu hibrit yaklaşım, her istasyonun çıkartma sistemini özel gereksinimlerine göre optimize eder.
Şimdi alternatif soyucu çözümleri anladığınıza göre, tüm bu seçenekleri bir araya getiren kapsamlı karşılaştırmaya hazırsınız; bu, birlikte değerlendirilmesi gereken tüm faktörleri bir araya getiren kapsamlı seçim çerçevesidir.
Sabit ve Hareketli Soyucu Plakası Karşılaştırması
Sabit soyucu plakaları, hareketli tasarımları, hassas mühendislik çözümlerini ve alternatif soyucu yöntemlerini incelediniz. Artık beklediğiniz kapsamlı karşılaştırmaya geçme zamanı geldi—tüm kritik faktörleri bir araya getirerek uygulanabilir karar verme rehberliği sunan yan yana analiz.
Burada amaç evrensel bir kazanan ilan etmek değil. Bunun yerine, her bir soyucu plaka türünü özel uygulama gereksinimlerinize uyumlandırmanıza olanak tanıyan net bir çerçeve kazanacaksınız. Doğru seçim tamamen benzersiz üretim ihtiyaçlarınıza, malzeme özelliklerinize ve performans önceliklerinize bağlıdır.
Sabit ve Hareketli Plaka Kapsamlı Karşılaştırması
Sabit ve hareketli stripper plakası seçeneği değerlendirilirken altı boyut en önemlisidir. Aşağıdaki karşılaştırma tablosu, bu kritik performans faktörlerine göre üç çözüm seviyesini—hassasiyetle tasarlanmış, hareketli ve sabit—sunmaktadır:
| Değerlendirme Faktörü | Hazır ve kesin Çözümler | Hareketli Stripper Plakaları | Sabit Stripper Plakaları |
|---|---|---|---|
| Strip Etme Kuvveti Kapasitesi | Tam uygulama gereksinimleri için CAE simülasyonu ile optimize edilmiştir; hassas kalibrasyonla punta kuvvetinin %10-25'ini karşılar | Yay seçimi ile ayarlanabilir; genellikle daha yüksek strip etme kuvvetlerini etkili şekilde karşılar | Rijit montajla yönetilebilecek kuvvetlere sınırlıdır; düşük kuvvet gerektiren uygulamalar için uygundur |
| Malzeme Kalınlığı Aralığı | İnce malzemelerden kalın olanlara kadar tüm spektrumda kapasite - uygulamaya özel optimizasyon ile | 1,5 mm'den kalın malzemelerde üstün performans gösterir; kontrollü basınç gerektiren kalın sac malzemeleri kolayca işler | 1,5 mm altında ince sac malzemeler için uygundur; daha kalın malzemelerde zorlanır |
| Bakım gereksinimleri | Simülasyon verileri ile etkinleştirilen tahmine dayalı bakım; optimize edilmiş servis aralıkları | Düzenli yay muayenesi ve değiştirilmesi; periyodik ayar gerektirir | En az bakım; izlenmesi veya değiştirilmesi gereken daha az aşınma parçası |
| Başlangıç maliyeti | Prim yatırım; performans optimizasyonu ile dengelenen en yüksek başlangıç maliyeti | Orta ila yüksek; sabit alternatiflerden %20-40 daha fazla | En düşük ilk yatırım; uygun uygulamalar için ekonomik |
| En İyi Uygulamalar | Otomotiv OEM gereksinimleri, kusursuz üretim, karmaşık progresif kalıplar | Kalın malzemeler, progresif kalıplar, parça çekme önleme, hassas pozisyonlama | İnce sac presleme, yüksek hızlı işlemler, basit delme, elektronik bileşenler |
| Üretim Hacmi Uygunluğu | Talepkar kalite gereksinimleri olan yüksek hacimli üretim; milyonlarca çevrim | Orta ila yüksek hacimler; yay değiştirme, periyodik bakım pencerelerine ekler | Tüm hacimler; özellikle yüksek hızlı, yüksek hacimli ince malzeme üretimlerinde maliyet açısından etkili |
Her seçeneğin belirgin bir performans aralığında yer aldığını fark edin. Hassasiyetle tasarlanmış çözümler maksimum kapasite sunar ancak buna uygun yatırım gerektirir. Yüzen tasarımlar çok yönlülük ile yönetilebilir karmaşıklık arasında denge sağlar. Sabit plakalar, güçlü yönlerine uygun uygulamalar için basitlik ve ekonomi sunar.
Uygulama Türüne Göre Seçim Matrisi
Genel karşılaştırmanın yanı sıra, belirli uygulama senaryonları net tavsiyelere işaret eder. Projenizin özelliklerini en uygun şerit tutucu plaka yaklaşımıyla eşleştirmek için bu matrisi kullanın:
| Uygulama Senaryosu | Önerilen Çözüm | Gerekçe |
|---|---|---|
| IATF gereksinimlerine sahip otomotiv yapısal bileşenleri | Hassas Mühendislik | OEM izlenebilirlik talepleri, kusursuz ürün beklentileri ve karmaşık geometriler, yüksek kalite kalıp yatırımı haklı kılar |
| 5'ten fazla istasyona sahip progresif kalıplar | Yüzen veya Hassasiyetle Tasarlanmış | Birden fazla işlem boyunca malzeme kontrolü, birikimli konumlandırma hatalarını önler |
| Kalın çelik kesme (2 mm'den fazla) | Yüzen | Yay kuvveti, malzemenin yaylanmasına karşı çalışır; parça çekmesini önler |
| Yüksek hızlı konektör terminali presleme | Düzeltilmiş. | İnce malzemeler ve aşırı yüksek hızlar, esnek uyuma göre rijit stabiliteyi tercih eder |
| Prototip ve düşük hacimli üretim | Düzeltilmiş. | Yüksek hacimli seri üretime geçmeden önce kalıp değişikliği olasılığı olduğunda daha düşük yatırım uygundur |
| Isıtma plakalı çıkartıcı uygulamaları | Hassas Mühendislik | Termal yönetim, boşlukların korunmasını sağlamak için simülasyonla yönlendirilen tasarım gerektirir |
| Kalıp çıkartma plakaları, prototip kalıp geliştirme | Yüzen veya Hassasiyetle Tasarlanmış | Ayarlanabilirlik, tasarım yinelemelerini karşılar; kontrollü fırlatma parçaların yüzeylerini korur |
| Basit dairesel delme işlemleri | Sabit (veya Halka Çıkarıcılar) | Basit geometri, yüzer karmaşıklığa gerekçe oluşturmaz |
Uygulamanız birden fazla kategoriye yayılıyor ise—örneğin ince malzemeleri yüksek hızda işleyen bir ilerlemeli kalıp—faktörleri buna göre değerlendirin. Genellikle baskın gereksinim seçim sürecini belirler ve ikincil faktörler başlangıç yönünü doğrular veya ayarlar.
Maliyet ve Performans Arasındaki Ödünleşimler Ortaya Konuldu
İlk satın alma fiyatı toplam maliyet hikayesinin yalnızca küçük bir kısmını anlatır. Akıllı takımlama kararları üretim yaşam döngüsü boyunca tam ekonomik resmi dikkate alır:
- Peşin Yatırım: Sabit plakalar, yüzer alternatiflerden %20-30 daha ucuza mal olur; hassasiyetle tasarlanmış çözümler üstün fiyatlandırma gerektirir
- Kurulum süresi: Sabit plakalar minimum ayar ile hızlıca monte edilir; yüzer tasarımlar yay ön yükü kalibrasyonu gerektirir; hassas çözümler optimize edilmiş kurulum prosedürlerini içerir
- Bakım sıklığı: Yüzen sistemlerdeki yaylar her 500.000-1.000.000 çevrimde bir kontrol edilmelidir; sabit plakalar yıllarca bakım gerektirmeden çalışabilir
- Downtime Maliyetleri: Kalıp yatırımının ne kadar yüksek olduğu fark etmeksizin, stripper ile ilgili bir durma hâli üretim süresini maliyetine ekler—yanlış tipin seçilmesi sürekli ek harcama yaratır
- Hurda azaltma: Doğru stripper seçimi doğrudan ilk geçiş oranını etkiler; yüksek kaliteli çözümler genellikle daha düşük reddedilme oranları sayesinde kendi maliyetlerini karşılar
- Takım ömrü etkisi: Uygun stripper kuvveti punta ve matris ömrünü uzatır; uyumsuz sistemler tüm kesim bileşenlerinde aşınmayı hızlandırır
Bazı enjeksiyon kalıplama uygulamalarında kullanılan kalıp stripper plakaları u boru ejeksiyon yöntemini düşünün—başlangıçtaki karmaşıklığa yapılan yatırım, ikincil işlemleri ve müşteri iadelerini azaltan tutarlı parça kalitesi sağlar. Aynı prensip sac kesme işlemi için de geçerlidir: stripper plaka sistemlerine uygun yatırımlar, genellikle sonraki süreçlerde kalite iyileştirmesi sayesinde olumlu getiri getirir.
En pahalı itici plaka, satın alma fiyatı ne olursa olsun, yanlış olandır. Bir milyon parçalık üretimde %2 ek hurda oluşturan düşük maliyetli sabit bir plaka, tutarlı kalite sunan bir premium hareketli sistemden çok daha büyük maliyet yaratır.
İtici plaka yatırımları için getiri oranını (ROI) hesaplarken şu sıklıkla göz ardı edilen faktörleri dahil edin:
- Mühendislik süresi: Karmaşık uygulamalar, basit iticilerle birden fazla deneme-yanılma süreci gerektirebilir—ki bu süre, hassas mühendislik çözümleriyle ortadan kalkar
- Fırsat maliyeti: İtici problemlerini giderirken üretim başlangıcının gecikmesi, pazar konumunu ve müşteri güvenini kaybetmenize neden olur
- Kademeli etkiler: İtici kaynaklı parça hasarı, sonraki montaj sorunlarına, garanti taleplerine ve itibar kaybına yol açabilir
- Esneklik değeri: Hareketli iticilerin ayarlanabilirliği, kalıp değişikliği yapmaksızın malzeme partisi farklılıklarına ve matkap aşınmasına uyum sağlar
Otomotiv güvenlik bileşenleri, tıbbi cihazlar, havacılık parçaları gibi yüksek riskli uygulamalar için hassas mühendislikle tasarlanmış veya uygun şekilde belirlenmiş yüzer sistemlerin sağladığı performans garantisi, genellikle ek maliyetini haklı çıkarır. Toleransı yüksek standart parçalar için sabit çıkartıcılar maliyet açısından etkili sonuçlar sunar.
Bu kapsamlı karşılaştırma çerçevesiyle donatıldığınızda, yaygın üretim senaryolarına özel önerilerle analizi eyleme dönüştürmeye hazırsınız.
Çıkartıcı Plaka Seçiminiz İçin Son Öneriler
Teknik detaylara hakim oldunuz, uzlaşılacak unsurları değerlendirdiniz ve soyucu çözümlerinin tam yelpazesini incelediniz. Şimdi, bu bilgileri özel uygulamanız için kararlı harekete dönüştürmenin en önemli anı geldi. Yeni bir progresif kalıp tasarlıyor olun, mevcut bir presleme işleminde sorun gideriyor olun ya da yüksek hacimli bir üretim başlatmayı planlıyor olun, bu öncelikli öneriler, doğru soyucu plaka kararına yönelik rehberlik eder.
Unutmayın: amacınız mutlak anlamda "en iyi" soyucu plakayı bulmak değildir. Amaç, benzersiz uygulama gereksinimlerinizi, özel durumunuz için optimal performans, güvenilirlik ve değer sunan çözümle eşleştirmektir.
Soyucu Plaka Seçim Haritanız
Sayısız uygulamayı analiz ettikten ve sabit ile hareketli soyucu plaka kararı konusunu her açıdan değerlendirdikten sonra belirgin desenler ortaya çıkar. Bu öncelikli öneriler, deneyimli kalıp mühendislerinin izlediği karar verme sürecini yansıtır:
- IATF uyumlu otomotiv hassasiyetinde presleme gerektiren uygulamalar için: CAE simülasyon yeteneği ile kalite sertifikalı üretim süreçlerini birleştiren, sertifikalı kalıp mühendisliği uzmanlarıyla ortaklık kurun. Otomotiv uygulamalarındaki kritik noktalar—güvenlik etkileri, OEM izlenebilirlik gereksinimleri ve sıfır hata beklentisi—hazır çözümlerden ziyade mühendislikle tasarlanmış hassas çözümleri gerektirir. Shaoyi gibi firmalar, simülasyon odaklı tasarım metodolojisiyle sadece 5 günde hızlı prototipleme imkanı sunarak ilk geçiş onay oranını %93'e çıkarmıştır. IATF 16949 sertifikasyonu ve kapsamlı kalıp tasarım uzmanlığı sayesinde, uygulamanız profesyonel kalıp mühendisliği desteğine ihtiyaç duyduğunda değerli bir kaynak haline gelir.
- 1,5 mm'den daha ince malzemeler için: Sabit şerit plakaları, maliyet açısından uygun ve güvenilir performans sunar. Rijit montaj tasarımı, mükemmel zımba kılavuzu, minimum bakım gereksinimi ve milyonlarca çevrim boyunca tutarlı davranış sağlar. Yüksek hızlı elektronik presleme, ince kalınlıkta otomotiv braketleri ve basit boşaltma işlemleri genellikle bu kategoriye girer. Bu uygulamalarda aşırı mühendislik yapmayın—yüksek kaliteli takım bütçenizi gerçekten yüzer ya da hassas mühendislik gerektiren projeler için saklayın.
- Kalın malzemeler veya progresif kalıplar için: Yüzer şerit plakaları, bu uygulamaların talep ettiği kontrollü basınç ve malzeme işleme imkânı sağlar. Yay yüklemeli tasarım, malzemenin yaylanmasına karşı çalışır, parça çekmeyi önler ve uzun üretim süreçleri boyunca oluşan zımba aşınmasına izin verir. 1,5 mm'den kalın malzeme işlerken veya çoklu istasyonlu progresif kalıplar kullanırken, yüzer tasarımların ayarlanabilirliği ve aktif şeritleme kuvveti genellikle daha yüksek başlangıç yatırımını haklı çıkarır.
- Prototip ve geliştirme çalışmaları için: Belirli uygulama gereksinimleri açıkça aksi belirtmedikçe sabit stripper'larla başlayın. Tasarımlar üretim başlatılmadan önce değişebilirken, daha düşük ilk yatırım maliyeti mantıklıdır. Deneme sonuçları ihtiyaç gösterirse, üretim kalıplaması sırasında her zaman yüzer sistemlere geçiş yapabilirsiniz.
- Özel ekipman uygulamaları için: Ekipmanınızın özel gereksinimlerini dikkate alın. Örneğin, bir yardmax kütük kırıcı stripper plakası, hassas presleme kalıplarından tamamen farklı gereksinimlerle karşılaşır—ağır darbe yüklemesi, dış mekân çevresel etkileri ve farklı malzeme özellikleri. Stripper seçiminizi, presleme kalıp kurallarını evrensel olarak uygulamak yerine, gerçek çalışma ortamına göre ayarlayın. Benzer şekilde, test ekipmanları için ingun stripper plakası uygulamaları, diğer faktörler yüzer alternatifleri desteklese bile sabit tasarımları tercih ettirecek kadar hassas hizalamayı gerektirir.
Uygulamanızı Doğru Stripper Tipine Uydurun
Öncelikli önerilerin ötesinde, seçim sürecinizi daha da iyileştirebilecek uygulamaya özel içgörülere dikkat edin:
- Parça düzlemliği kritik olduğunda: Yüzer ayıraçların kontrol edilen bastırma kuvveti, kesme sırasında boyutsal bozulmaya neden olan malzeme kaldırılmasını önler
- Birden fazla malzeme kalınlığı kullanılırken: Ayarlanabilir ayıraç plakaları, kalıp değişikliği gerektirmeden farklı ham maddeleri barındırabilme yetenekleriyle uzun vadede kazanç sağlar
- Slug çekme işlemi kalite sorunlarına neden olduğunda: Yüzer tasarımların aktif aşağı yönlü basıncı, zımba yüzeylerindeki slug tutulumunu büyük ölçüde azaltır
- Kalıp yüksekliği sınırlı olduğunda: Sabit ayıraçların minimum dikey profili, presle ilgili sınırlamaların olduğu uygulamalarda değerli kapalı yüksekliği korur
- Bakım pencereleri sınırlı olduğunda: Sabit tasarımların daha az bileşen sayısına sahip olması, inceleme, ayarlama veya değiştirme gerektiren parçaların sayısını azaltır
- Aşındırıcı malzemeler işlenirken: Hizmet ömrünü uzatmak için stripper seçiminizi uygun yüzey işlemlerine ve yüksek kaliteli pilot zımba malzemelerine göre yapın
Bahçe maks log splitter (kütük kırıcı) stripper plakası değişimi gibi özel uygulamaların tamamen farklı seçim kriterlerini takip ettiğine dikkat edin—bu kriterler, pres kalıplarında öne çıkan hassasiyet hususlarının aksine dayanıklılık ve darbe direnci üzerine odaklanır.
Yaygın Senaryolar İçin Uzman Tavsiyeleri
Belirli karar noktalarıyla karşılaşan okuyucular için, en yaygın uygulama senaryolarına dayalı doğrudan rehberlik aşağıdadır:
- Yeni bir progresif kalıp programı başlatırken: Çelik kesimden önce stripper plaka konfigürasyonunu optimize etmek amacıyla tasarım aşamasında CAE simülasyonuna yatırım yapın. Simülasyon maliyeti, deneme düzenlemelerinin yalnızca küçük bir kısmını oluşturur.
- Tutarlı olmayan parça kalitesiyle karşılaşıyorsanız: Mevcut stripper tipinizin malzeme kalınlığı ve karmaşıklık gereksinimleriyle uyumlu olup olmadığını değerlendirin. Sabit tipten hareketli tipe geçiş, sürekli tekrarlanan kalite sorunlarını genellikle çözer.
- Yüksek hacimli otomotiv üretimi planlıyorsanız: Programın erken aşamalarında IATF sertifikalı kalıp mühendisliği uzmanlarıyla iş birliği yapın. Shaoyi'nin mühendislik ekibi oEM standartlarına uygun, yüksek kaliteli ve maliyet açısından verimli takım sunar ve üretim ihtiyaçlarınızla ölçeklenebilen yüksek hacimli üretim kapasitesine sahiptir.
- Bütçe sınırları ile performans gereksinimleri arasında denge kurarken: Hareketli veya hassas mühendislik çözümlerinin gerçekten gerekli olduğu yerlerde bütçeyi korumak için sabit stripper'ları uygun yerlerde kullanın.
- Mevcut kalıpların yenileştirilmesi: Halka stripper'lar, tüm plakanın değiştirilmesine gerek kalmadan belirli bıçak konumlarına hareketli tarzda stripper uygulaması eklemek için pratik bir yükseltme seçeneği sunar.
Sabit ve hareketli striper plaka seçimi sonucunda tek bir prensibe dayanır: çözümünüzü gerçek ihtiyaçlarınıza uyarlayın. Yetersiz mühendislik kalite sorunlarına yol açar; aşırı mühendislik kaynak israfına neden olur. Uygun çözüm, uygulamanızın gerçekten ne talep ettiğinin dürüstçe değerlendirilmesinde yatmaktadır.
Striper plaka seçiminizde ilerlerken, bu kararın kalıp tasarımının diğer tüm yönleriyle bütünleştiğini unutmayın. En iyi striper plaka seçimi, punta geometrisi, malzeme özellikleri, üretim hacimleri, kalite gereksinimleri ve bakım kabiliyetlerini birbirinden bağımsız değişkenler olarak değil, birbiriyle bağlantılı faktörler olarak dikkate alır. Şüpheye düştüğünüzde, tam uygulama durumunuzu değerlendirebilecek ve özel başarı hedeflerinize en uygun çözümleri önerebilecek deneyimli kalıp mühendislerine danışın.
Sabit ve Hareketli Striper Plakalar Hakkında Sıkça Sorulan Sorular
1. Pres kalıbında striper plaka nedir?
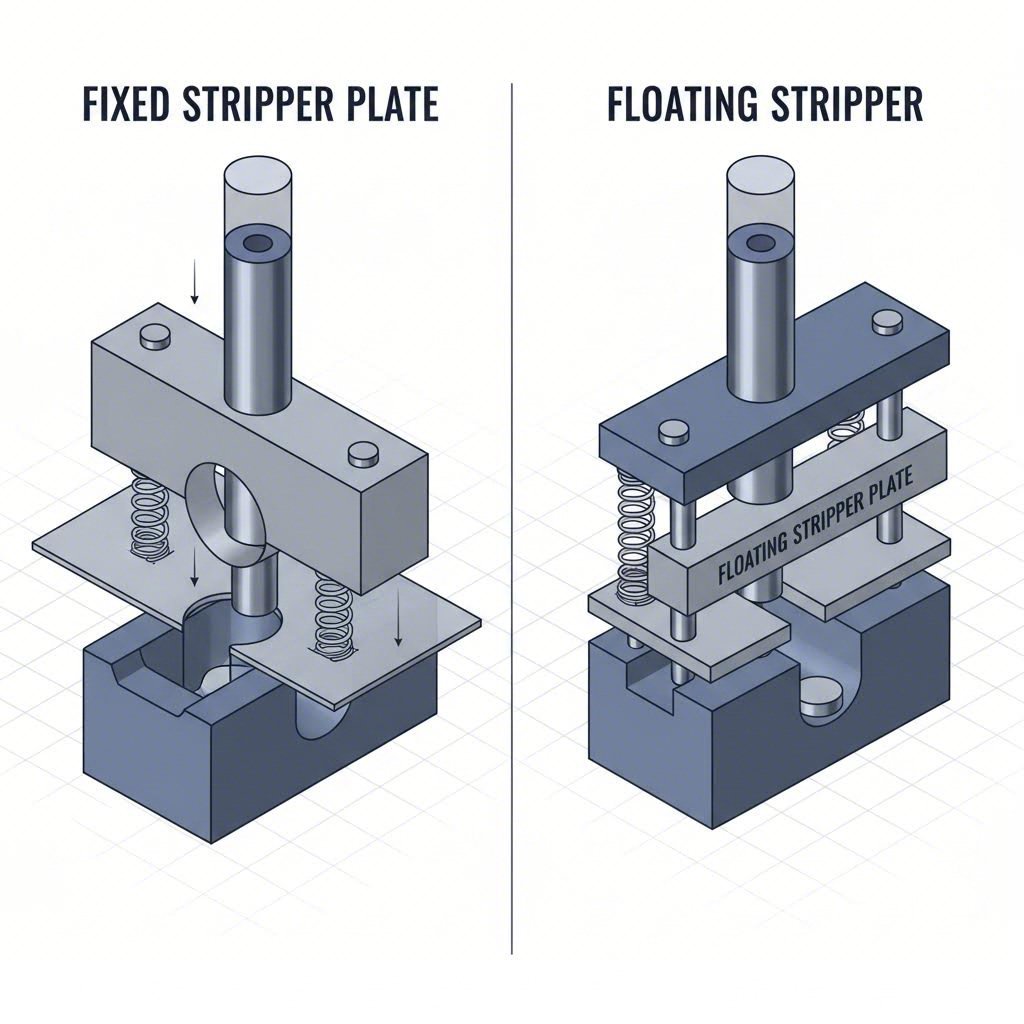
Bir ayırıcı plaka, her darbeden sonra iş parçası malzemesini matris uçlarından ayıran kritik bir kalıp bileşenidir. Bu plaka sabit (rijit monte edilmiş) veya hareketli (yaylı) olabilir. Sabit ayırıcılar malzemeyi ayırır ancak işlem sırasında tutmazken, hareketli ayırıcılar sacı basma işlemi sırasında aktif olarak bastırır ve kontrollü olarak çıkarmak için yay kuvveti kullanır. Türler arasındaki seçim doğrudan parça kalitesini, takım ömrünü ve üretim verimliliğini etkiler.
2. Pres takımlarında ayırma kuvveti nedir?
Ayırma kuvveti, kesme sonrası matris ucuna yapışmış malzemeyi ayırmak için gereken kuvvettir. Genellikle delme kuvvetinin %10-25'ini arası kadar olur. Hareketli ayırıcı plakalar yay seçimiyle ayarlanabilir ayırma kuvveti sağlarken, sabit plakalar doğrudan pres strokuna dayanır. Uygun ayırma kuvveti, hurda çekmeyi önler, temiz parça ayrımını sağlar ve basma işlemlerinde döngü sürelerinin tutarlı kalmasını sağlar.
3. Ne zaman hareketli yerine sabit ayırıcı plaka kullanmalıyım?
Sabit ayırıcı plakalar, 1.5 mm'nin altındaki ince kalınlıklı malzemeler, dakikada 400'ten fazla darbe hızına sahip yüksek hızlı presleme işlemleri ve basit boşaltma kalıpları için idealdir. Yüzme tipi alternatiflerinden %20-30 daha ucuzdur, minimum bakım gerektirir ve hassas elektronik presleme için mükemmel stabilite sağlar. Malzeme davranışı tahmin edilebilir olduğunda ve kontrollü baskı tutma kuvveti kritik olmadığında sabit ayırıcıları tercih edin.
4. Yüzme tipi ayırıcı plakaların temel avantajları nelerdir?
Yüzme tipi ayırıcı plakalar, 1.5 mm'den kalın malzemelerde, ardışık kalıplarda ve parçanın hassas konumlandırılması gereken uygulamalarda üstün performans gösterir. Temel avantajları arasında delme sırasında üstün malzeme kontrolü, aktif aşağı yönlü baskı ile artan pulların çekilmesinin azaltılması, matkap aşınmasına otomatik olarak uyum sağlama ve ayarlanabilir yay kuvveti yer alır. Malzeme yaylanması, karmaşık geometriler veya sıfır hata üretim gereksinimleri kontrollü ayırma kuvveti gerektirdiğinde bu plakalar vazgeçilmezdir.
5. Soyma çubukları ve halkaları soyma plakalarından nasıl farklıdır?
Soyma çubukları, kalıp açıklığı boyunca uzanan dar sertleştirilmiş çelik şeritlerdir ve basit boşaltma, büyük parçalar ve daha düşük maliyetli hızlı değişim takımları için idealdir. Halka soymalar, tek döner işlemler ve torna takımları için bireysel yuvarlak matkapların etrafını sarar. Plakalar, karmaşık progresif kalıplar için tam malzeme kontrolü sağlar. Kalıp karmaşıklığına göre seçim yapın: çok istasyonlu hassas işler için plakalar, basit işlemler için çubuklar, izole yuvarlak matkaplar için halkalar.