 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Bilya ile Dövme Krank Mili Dayanıklılığı: Güç Hedeflerinizi Hangisi Dayanır
Her Motor İnşaatçısının Karşılaştığı Kritik Dayanıklılık Kararı
Ciddi beygir gücünü hedeflerken, her performanslı motor inşaatçısını gece gündüz düşündüren bir soru vardır: hangi krank mili üretim yöntemi gerçekten güç hedeflerinizi taşıyabilecektir? Hafta sonu aracı mı inşa ediyorsunuz yoksa özel bir drag makinesi mi, dökme ve dövme krank milleri arasındaki farkı anlamak sadece teknik bilgi değildir—aynı zamanda motor sigortasıdır.
İşte acı gerçek. Krank mili arızası sadece kırık bir parça anlamına gelmez. Katalitik motor tahribatı anlamına gelir. Devridaimde binlerce RPM ile dönen bir montajın aniden koparak silindir bloğunuza, supap kapaklarınıza ve diğer tüm yatırım yaptığınız parçalara şarapnel saçtığını düşünüyorsunuz. Ciddi performans uygulamaları için tam bir motor inşası kolayca 20.000 ila 50.000 ABD dolarını aşabilir ve tek bir krank mili arızası bunların hepsini milisaniyeler içinde yok edebilir.
Krank Milinin Gücü Neden Motor Hayatta Kalması İçin Belirleyici Olur?
Krank mili, pistonlarınızın şiddetli doğrusal hareketini kullanışlı dönme gücüne dönüştüren motorun kalbindedir. Engine Labs göre, deneyimli motor inşaatçıları doğru krank milini seçmenin beklenen beygir gücünden çok daha ileriye giden faktörleri analiz ettiğini bilir. Her yanma olayı bu tek bileşene devasa kuvvetler gönderir ve bu parça sürekli eğilmeye, burulma stresine ve ısı döngülerine direnerek aynı zamanda mükemmel dengeyi korumak zorundadır.
Yüksek performanslı bir motorun içinde neler olduğunu düşünün. Aşırı güç seviyeleri üreten döküm bir Boss Nine V8 motor çalıştırıyor olabilirsiniz ya da 20+ PSI gibi yüksek basınçla çalışan turboşarjlı bir sokak arabasına sahip olabilirsiniz. Her iki durumda da krank mili, daha zayıf bileşenleri yok edecek şiddette streslere maruz kalır. Dövme krank mili ile tornalanmış (billet) krank mili arasındaki fark, motorunuzun bu zorlamaya dayanıp dayanamayacağı ya da pahalı bir hurda metal yığını haline gelip gelmeyeceği anlamına gelebilir.
Yanlış Seçimin Gerçek Riskleri
Yanlış karar vermek sadece bir krank milini kaybetmek anlamına gelmez. Şunu belirttiği gibi sektör uzmanları SoFi , standart bir araç için parça ve işçilik dahil yalnızca krank mili değişimi 3.000 $'ın üzerinde maliyet oluşturabilir. Performans motorlarında ise bu rakam katlanarak artar. Ancak gerçek maliyet yan hasarlardan kaynaklanır: tahrip olmuş pistonlar, bükülmüş biyel kolları, çatlamış bloklar ve harap silindir kapağı.
Bu kılavuz, krank mili üretim yöntemlerinin pazarlama abartısını aşarak size nesnel, veriye dayalı bir karşılaştırma sunar. Şunları öğreneceksiniz:
- Dövme ve blok inşaat yöntemlerinin temel olarak farklı mukavemet özelliklerini nasıl oluşturduğunu
- Her bir krank mili türü için hangi özel güç eşiğinde gerekli hale geldiğini
- İnşaatçıların fazla harcama yapmalarına veya daha kötüsü, yetersiz inşa etmelerine neden olan yaygın yanlış anlaşılmalar
- Gerçek güç hedeflerinize ve planlanan kullanıma göre net öneriler
Hem dövme mamul hem de geleneksel dövme krank milleri, performans motorlarında geçerli uygulamalara sahiptir. Kaliteli dövme krank mili, çoğu yüksek beygir gücüne sahip sokak ve drag yarışı projelerini çok güzel şekilde karşılar. Ancak aşırı şarj basıncı, özel spesifikasyonlar veya sürekli yüksek devirde stabilite hedefleniyorsa mamul krank mili mantıklı seçim haline gelir. Anahtar, gücünüzün seviyesine, kullanım amacınıza ve bu sınırları ne sıklıkla zorlayacağınıza bağlı olarak değişen dayanıklılık gereksinimlerine göre doğru üretim yöntemini seçmektir.
Krank Mili Dayanıklılığını ve Sağlamlığını Nasıl Değerlendirdik
Karmaşık geliyor mu? Dövme gücünü ham malzeme performansıyla karşılaştırmanın nasıl yapıldığını anlamak metalürji diploması gerektirmez. Ancak üretici iddialarının ve pazarlama jargonunun ötesine geçmeyi gerektirir. Değerlendirme metodolojimiz, krank milinizin güç hedeflerinize dayanıp dayanmayacağını ya da dönen montajınızın zayıf halkası haline gelip gelmeyeceğini doğrudan etkileyen ölçülebilir özelliklere odaklanır.
Dövme krank milleriyle ham malzeme işleme süreçlerini karşılaştırırken, yalnızca laboratuvar koşullarında önemli olan teorik maksimumların ötesinde, aşırı stres altındaki gerçek dünya dayanıklılığını önceliklendiririz. 500 seferde güvenilir bir şekilde 1.200 beygir gücüne dayanan dövme bir krank mili, 1.500'de beklenmedik şekilde başarısız olan ve 2.000 beygir gücüne kadar dayanabileceği iddia edilen bir ham malzeme tasarımdan daha değerlidir.
Aslında Önem Arz Eden Güç Ölçütleri
İmalat yöntemlerine girmeden önce, bir krank mili için "mukavemet"nin aslında ne anlama geldiğini anlamalısınız. Dönen montajınızın güç hedeflerinize dayanıp dayanmayacağını belirleyen dört temel metrik vardır:
Çekme Dayanımı malzemenin kopmadan önce çekmeye karşı dayanabileceği maksimum gerilmeyi ölçer. Krank milleri için bu, santrifüj kuvvetlerin denge ağırlıklarını ana muylulardan ayırmaya çalıştığı yüksek devirlerde en önemli olanıdır.
Akma Dayanımı kalıcı deformasyonun başladığı gerilme seviyesini gösterir. Yük altında bile hafifçe bükülen bir krank mili artık kullanılamaz durumdadır. Bu metrik, krank miliniz kalıcı şekil değiştirmeden önce ne kadar zorlanmaya dayanabileceğini söyler.
Yorgunluk Direnci krank milinin çatlaklar oluşmadan tekrarlı gerilim döngülerine direnç gösterebilme kabiliyetini temsil eder. High Performance Academy göre, muyluların krank kollarına bağlandığı fillet yarıçapı, krank milinin en çok gerildiği bölgelerden biridir — bu genellikle çatlamaların başladığı ve krank milinizin kullanım ömrünün sona erdiği yerdir.
Burulma Sertliği burulma kuvvetlerine karşı direnci tanımlar. Her yanma olayı, krank milinizi bir yay gibi bükme eğiliminde olan burulma yükleri oluşturur. Yetersiz rijitlik, yorulma hasarını hızlandıran harmonik titreşimlere neden olabilir ve yatakları tahrip edebilir.
İmalat Yöntemlerinin Tane Yapısına Etkisi
Bilyeli ve dövme krank milleri arasındaki gerçek farkın ön plana çıktığı nokta budur. Bir bilyeli krank milini katı bir çelik çubuktan tornalayarak ürettiğinizde, malzemenin mevcut tane yapısının içinden keserek geçersiniz. Ancak krank milleri ısı ve basınç kullanarak dövülerek üretildiğinde, tane yapısı bileşenin konturları boyunca sürekli olarak uzanır.
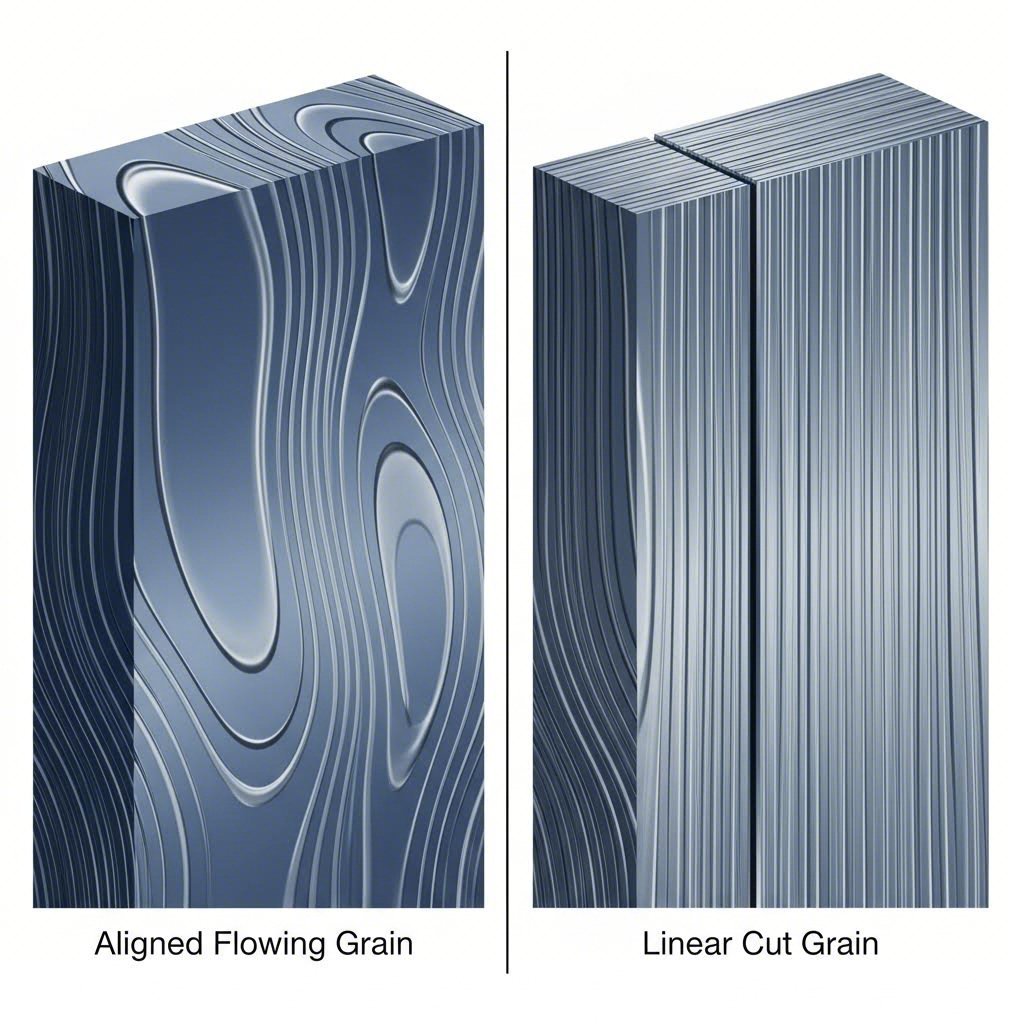
Bir tahta parçasını kestiğinizi düşünün. Tane yapısına dik kesmek, kolayca çatlamanın oluştuğu zayıf bir nokta oluşturur. Ancak tane yapısını takip ederek kesmek maksimum mukavemeti sağlar. Aynı prensip çelik için de geçerlidir—eğer de etkileri daha incedir.
MetalTek'in metal şekillendirme uzmanlarının belirttiği gibi, dövme süreci tane yapısını değiştirir ve bu yapıyı belirli bir yöne "hedefler" veya "yönlendirir", böylece yönlü olarak güçlü bir bileşen oluşturur. Dövme parçalar anizotropiktir—farklı yönlerde farklı mukavemet değerlerine sahiptir—buna karşılık tornalanmış mamül (billet) bileşenler daha izotropik olup özelliklerin her yönde eşit dağıldığı yapılardır.
Bu tane yapısı farkı ilginç bir paradoksu ortaya çıkarır. Diğer tüm faktörler eşit kabul edilirse, doğru şekilde dövülmüş bir krank mili, tornalanmış mamül (billet) parçaya göre üstün tane akışına sahiptir. Ancak mamül üreticileri, dövmeden kaynaklanan kusurları ortadan kaldıran üstün malzemeler ve hassas işleme teknikleriyle bu durumu telafi ederler. Sonuç olarak? Her iki yöntem de doğru uygulandığında olağanüstü krank milleri üretebilir—ancak bunlar farklı uygulamalarda öne çıkar.
Krank mili ile kaliteli Lunati kam mili veya performans Bullet kam gibi tamamlayıcı döner montaj bileşenlerini eşleştirirken bu malzeme farklılıklarını anlamak, uyumlu bir paket oluşturmanıza yardımcı olur. H hattı ve I hattı biyel kolu tartışması da benzer metalürjik prensipleri takip eder—doğru inşa metodunu özel güç ve devir gereksinimlerinize göre eşleştirmek.
Malzeme Önemlidir: Çelik Alaşımları Karşılaştırması
İmalat yöntemlerinin ötesinde, temel malzeme nihai krank mili performansını büyük ölçüde etkiler. Aftermarket'te karşılaşacağınız şeyler şunlardır:
4340 Çelik: Performans krank milleri için sektör standardı. Bu nikel-krom-molibden alaşımı, genellikle doğru şekilde ısıl işlem uygulandığında 180.000-200.000 PSI arası mükemmel çekme mukavemeti sunar ve iyi tokluk ile yorulma direnci sağlar. Kaliteli dövme ve blok (billet) krank millerinin çoğu 4340 kullanır.
5140 Çelik: Birçok fabrika ile dövme krank millerinde bulunan bir krom çeliğidir. Daha düşük alaşım içeriği, maliyeti azaltır ancak 4340'a göre nihai mukavemeti de düşürür. Orta düzeyde performans uygulamaları için yeterlidir ancak aşırı uygulamalar için ideal değildir.
4130 Çelik: Havacılık uygulamalarında ve bazı hafif krank mili tasarımlarında yaygındır. İyi bir dayanık-lık/ağırlık oranı sunar ancak krank mili uygulamalarında 4340'a kıyasla daha düşük yorulma direncine sahiptir.
EN40B Çelik: 4340 yeterli gelmediğinde ciddi inşa ediciler bu daha yüksek spesifikasyonlu malzemeye yönelir. Nitto Performance Engineering ile High Performance Academy'nin araştırmasına göre, 2.500+ tekerlek beygir gücü üreten motorlarda 4340 malzemesinin yeterli rijitliğe sahip olmadığı görülmüştür. Krank mili, aşırı silindir basınçları ve yüksek devirler altında bükülerek muylu ve yataklar arasında metal-metal temasına neden olur—bu da felaketle sonuçlanabilecek bir durumdur. EN40B, en aşırı uygulamalar için bu sınırlamayı giderir.
Beş Noktalı Değerlendirme Kriterlerimiz
Bu karşılaştırma boyunca krank mili seçeneklerini şu özel kriterlere göre sıralıyoruz:
- Tekrarlı Gerilme Altında Yorulma Ömrü: Gerçekçi güç seviyelerinde test edildiğinde çatlakların başlamasına kadar kaç güç döngüsü gerekir
- Hedef Devirde Burulma Kararlılığı: Belirlenen çalışma aralığınızda burulmaya ve harmonik titreşime direnç
- Malzeme Tutarlılığı ve Hata Oranı: Her bir krank milinin teknik özelliklere uygun olduğundan emin olan kalite kontrol önlemleri
- Isıl İşlem Etkinliği: Kırılganlık oluşturmaksızın malzeme özelliklerini en üst düzeye çıkaran doğru sertleştirme
- Güç Seviyesine Göre Değer: İhtiyacınız olmayan krank mili gücünde fazladan harcama yapmak, daha iyi bir şekilde kullanılabilecek kaynakların israfı anlamına gelir—özellikle belirli beygir gücü hedefleriniz için maliyet etkinliği önemlidir
Bu kriterler, motorunuz güç ürettiğinde gerçekten önemli olan şeyleri önceliklendirir: gerçek dünya koşullarında dayanıklılık. Bu çerçeve oluşturulduktan sonra, belirli krank mili seçeneklerini inceleyebilir ve hangi üretim yönteminin farklı güç seviyeleri ve uygulamalar için en uygun olduğunu belirleyebiliriz.
Maksimum Güç Uygulamaları İçin Premium Saclı Krank Milleri
Motor montajınız hiçbir ödün vermeden mutlak maksimum dayanıklılık gerektirdiğinde, saclı krank mili nihai çözüm haline gelir. İçsel kusurlardan arındırılmış, denetlenmiş, doğrulanmış ve garanti edilmiş yüksek kaliteli bir çelik kütükten başlayarak, tam olarak ihtiyaç duyduğunuz motor montajı için özel olarak işlenen bir krank mili üretildiğini hayal edin. İşte bu, saclı krank milinin en saf hali.
Billet krank mil, dönen takımı mühendisliğinin en üst seviyesini temsil eder. Zımba kalıplarla şekillendirilen dövme bileşenlerin aksine, bir kranksal billet 4340 veya EN40B çeliği gibi homojen bir çubuk malzemeden başlar ve ardından hassas CNC işlemnin ardından nihai bileşen oluşturulur. Uzmanlara göre Engine Builder Magazine , "Billet, sıfırdan başardığınız anlamına gelir. Boş bir sayfadır. Önceden var olan kalıp şekilleri veya dövme sınırlamalarıyla kısıtlanmazsınız."
Maksimum Gücün Pazarlık Edilemez Olduğu Durumlar
Billet yapının gerçekten öne çıkan yer, dövme krank mili yorulma sınırlarının karşı karşıya kaldığı aşırı yüklenmeye cevap veremeyen uygulamalardır. 2.000 beygir gücünün üzerinde güç üreten motorlardan, ani tork sıçramalarına neden olan nitro sistemlerden veya lencodrive şanzıman tarafından karşılanan istismeye dayanabilen çift turbo sürtük arabalardan bahsediyoruz.
Howards Cams Billet Reaper LS krank mili bu aşırı kapasiteyi örnek olarak yansıtmaktadır. Bildirdiğine göre Dragzine , bu krank mili, olağanüstü dayanıklılık ve uzatılmış ana rulman ömrü sağlayan E4230 dövme malzeme kullanılarak "2.000 beygir gücünün üzerindeki yükleri taşıma kapasitesine" sahiptir. Kesin toleranslara uygun olarak CNC ile işlenmiştir ve rulman yüklerini azaltan, dengeleme hassasiyetini artıran bilgisayar tasarımı karşı ağırlıklara sahiptir.
Dövme yapının bu tür aşırı uygulamalara özgü olarak neyin uygun olmasını sağlar? Üç temel avantaj:
İşlemeden Önce Malzeme Kontrolü: Herhangi bir işleme işlemi başlamadan önce üreticiler, çubuk malzemenin kesin özelliklere uygun olduğunu doğrulayabilir. Gizli eklemeler, gözeneklilik veya tane düzensizlikleri yoktur—bu sorunlar dövme sırasında ortaya çıkabilir ve arızaya kadar fark edilmeyebilir.
Tam Tasarım Özgürlüğü: SBC dövme krank mili için özel bir strok mürekkebi mi gerekiyor? Büyük blok Chevy için standart olmayan silindir aralığı mı? Olağandışı denge ağırlığı konumu mu? Dövme bu konuda çözüm sunar. Scat Crankshafts'ten Steve Arent'in açıkladığı gibi: "Dövme kranksaftlar, strok, denge ağırlığı konfigürasyonu, yatak ölçüleri, yağlama veya özel uygulamalar açısından tamamen özel olarak tasarlanabilir."
Üstün Malzeme Tutarlılığı: Dövme çelikteki tane yapısı doğrusal ve tüm boyunca eşit olup, bileşenin tamamında öngörülebilir yorulma direnci sağlar. Bu tutarlılık, burulma yüklerinin dövülmüş kranksaftların yorulma sınırlarını aştığı seviyelere ulaştığında kritik hale gelir.
Dövme Yapım İçin İdeal Uygulamalar
Peki dövme ürün için ekstra para harcamak ne zaman mantıklı olur? Uygulamalar, dövülmüş alternatiflerin gerekli performansı sağlayamadığı belirli kategorilere girer:
1.800-2.000 HP Üzeri Özel Drag Yarışı: Şarjlı veya turbo şarjlı kombinasyonunuz ciddi güç ürettiğinde, dövme malzeme ihtiyacınız olan dayanıklılık miktarını sağlar. Lenco cs1 4 ileri vites kutusu satın almak isteyen birçok yarışçı, dövme seviyesinde krank mili dayanıklılığı gerektiren motorlar inşa eder.
Nitrooksit Uygulamaları: Nitrooksitten kaynaklanan ani tork sıçramaları, krank millerini artırmalı uygulamalardan farklı şekilde zorlayan benzersiz gerilim kalıpları oluşturur. Dövme malzemenin tutarlı özellikleri bu ani yükleri daha öngörülebilir bir şekilde karşılar.
Özel Kurs Talepleri: Standart olmayan kurs boyutlarıyla bir motor mu inşa ediyorsunuz? Dövme genellikle tek pratik seçenektir. Callies Performance Products'tan Brook Piper şöyle diyor: "Sadece büyük blok Chevy dünyasında bile, yıllar içinde 4.840", 4.900", 5.000", 5.250", hatta 5.300" silindir aralığına kadar her şeyi gördük. Bu kombinasyonların her biri için özel dövme haklı çıkartılamaz—dövme tek pratik çözümdür."
Traktör Çekme ve Yüksek Gerilimli Dayanıklılık: Sürekli maksimum çaba gerektiren uygulamalarda, dövme malzemenin dayanıklılığından faydalanılır. Sektör verilerine göre, bazı traktör çekme inşaları, tek bir dövme krank milini gerekli özelliklere ulaştırmak için 25-32 saat makine zamanı harcamayı gerektirir.
Dövme Krank Mili Avantajları
- Maksimum Mukavemet Potansiyeli: İşleme öncesi malzeme kalitesinin doğrulanması, seçilen alaşımdan maksimum mukavemeti elde etmenizi sağlar
- Tamamen Özel Stroke Seçenekleri: Herhangi bir stroke, herhangi bir silindir aralığı, herhangi bir karşı ağırlık konfigürasyonu—dövme tam olarak inşanızın gerektirdiği şeyi sunar
- Malzeme Tutarlılığı: Tüm boyunca doğrusal, homojen dane yapısı, yorulmaya karşı öngörülebilir direnç sağlar
- Optimize Edilmiş Yüksek Gerilim Bölgeleri: Mühendisler, connecting rod muyluları, ana kolluklar ve pahlar ihtiyaç duyuldukça tam olarak güçlendirilebilir
- Hassas toleranslar: CNC işlenmesi, dövme kalıpların izin verdiğinden daha yüksek eşmerkezlik, denge ve muylu boyutlandırma sağlar
- Olağanüstü Dayanıklılık: Uygun şekilde bakılan tek parça krank milleri, zorlu uygulamalarda düzenli olarak 20 yıldan fazla dayanabilir
Tek Parça Krank Millerinin Dezavantajları
- En Yüksek Maliyet: Tek parça kranksızlar, Callies gibi üreticilerin dövme ürünlerinden tipik olarak 1.000-1.200 ABD doları daha pahalıdır ve Scat'ın son derece özelleştirilmiş versiyonları dövme seçeneklerin 2.000-8.000 ABD doları üzerine çıkabilir
- Daha Uzun Teslim Süreleri: Tam üretim süreci, karmaşıklığa ve atölye yüküne bağlı olarak birkaç gün ile birkaç hafta arasında sürer
- İşleme Kaynaklı Gerilim Yığılma Noktalarının Oluşma Potansiyeli: Yanlış üretilmiş tek parça kranksızlar işlenmiş yüzeylerde gerilim birikimi oluşturabilir—kalite kontrolün önemi çok büyüktür
- Dövme Olanlardan Doğal Olarak Daha Sağlam Değildir: Callies'in Brook Piper'ın belirttiği gibi, "Tamamen aynı malzemeden yapılan iki krank mili düşünüldüğünde — biri dövme, diğeri talaşlı imalatla yapılmışsa — tane sıkıştırması nedeniyle dövme olan her zaman daha dayanıklı olacaktır"
- Uygun Gerilim Giderme Gerektirir: Metalin hafızası vardır ve boyutsal kararsızlığı önlemek için işlenmesi sırasında dikkatli gerilim giderme işlemi gerektirir
Önemli çıkarım nedir? Tork yüklerinin dövme krank millerinin yorulma sınırlarını aştığı güç seviyelerine ulaşıldığında, talaşlı imalatla yapılan krank milleri gereklilik haline gelir. Bu eşiklerin altında ise asla kullanmayacağınız bir kapasite için prim fiyatlar ödersiniz. Piper'ın açıkça kabul ettiği gibi, "On kerede dokuzu, bizim dövme ürünümüz işi görür. Bu yüzden müşterilerimizle birlikte bu süreci geçiriyoruz."
Krank miliyle eşleştirilmiş kaliteli bir biletimli krank, dönen montaj denklemini tamamlar ancak krank mili seçimi en önemli unsurdur. Biletimin avantajlarının yatırım yapmaya değer olduğu zamanları, premium dövme alternatifin gerçek hayatta eşit performans suntuğu zamanlardan ayırt etmek; ihtiyaç duymayacağınız özellikleri peşinden koşanlarla bilgili inşa edenleri ayırır.

Kanıtlanmış Performans için Dövme 4340 Çelik Krank Mili
İşte sizi şaşırtabilecek bir gerçek: çoğu performanslı motor inşasında, yüksek kaliteli dövme 4340 krank mili, biletim fiyat farkını ödemeden ihtiyacınız olan her şeye sahip olmanızı sağlar. Neden dövmenin zaten güçlü krank milleri oluşturduğunu anladığınızda, Callies gibi üreticilerin bu kanıtlanmış teknolojiye dayanarak itibarlarını nasıl inşa ettiğini göreceksiniz.
Dövme krank mili, mukavemet, güvenilirlik ve değer açısından optimal denge noktasını temsil eder. Şuna göre Callies Performance Products , "On kerede dokuzu, bizim dövme işlemimiz işi halleder." Bu pazarlama sözü değil—ciddi inşaatçılar için pratik rehber haline getirilmiş, on yıllar süren yarış deneyiminin özüdür.
Ciddi Performans İnşaatları için Tatlı Nokta
Kaliteli bir Callies krank mili veya benzeri premium dövme krank millerini bu kadar çekici kılan nedir? İşin başlangıcı üretim sürecinin kendisindedir. Dökümün erimiş metali kalıplara dökmesinden veya zilyetliğin sağlam çubuk haldeki ham maddeyi keserek şekillendirmesinden farklı olarak, dövme işlemi, ısınmış çeliği dev bir basınç altında şekillendirir. Bu süreç, metalin iç yapısını temel düzeyde faydalı şekilde değiştirir.
Çok tonluk bir pres üzerinde dövme kalıplarında çelik ısıtılıp sıkıştırıldığında, tane yapısı krank milinin konturları boyunca sürekli olarak akar. Callies'ten Brook Piper'ın açıkladığı gibi, "Aynı malzemeden yapılan iki krank mili varsa—biri dövme, diğeri blok (billet)—dövme olan her zaman daha güçlü olur." Bunun nedeni dövmenin taneleri sıkıştırıp hizalaması ve tam ihtiyaç duyulan yerde yönlendirilmiş mukavemet oluşturmasıdır.
Rakamlar durumu açıkça ortaya koyuyor. Saygın üreticilerden gelen kaliteli dövme 4340 krank milleri, uygun şekilde tasarlanmış uygulamalarda güvenilir bir şekilde 1.200 ila 1.800 beygir gücüne dayanabilmektedir. 800-1.200 beygir gücü aralığındaki sokak/yarış inşaları için—ki bu ciddi performans motorlarının büyük çoğunluğunu kapsar—dövme krank milleri olağanüstü bir değer sunar. Spool Imports firmasına göre, 3,622" ve 4,000" strok uzunluklarında üretilen dövme LS krank milleri, kaliteli H-kiriş veya Drag Pro dövme biyellerle dengelendiğinde bu güç seviyelerini sorunsuzca karşılayabilmektedir.
Yorulma Direnci İçin Tane Yapısının Neden Önemli Olduğu
Bir grup çelik kablonun bir araya getirilip bükülerek belirli bir yol izlediğini hayal edin. Her kablo bütünlüğünü korurken, demet birlikte hareket eden yön sayesinde topluca güç kazanır. İşlenme sırasında çeliğin tane yapısında temelde tam olarak aynı şey olur — kristal yapı, parçanın şekliyle uyumlu hâle gelir ve onunla birlikte akar.
Bu hizalanmış tane akışı, birçok uygulamada işlenmiş dövme çelikten daha üstün yorulma direnci sağlar. Bunun neden önemli olduğu şudur:
İş Sertleşmesi: İşleme süreci çeliği doğrudan sertleştirir. Metal sıkıştırılıp şekillendirildikçe kristal yapısı daha yoğun hâle gelir ve deformasyona karşı daha dirençli olur. Bu doğuştan gelen pekiştirme işlemi süresince malzeme yalnızca şekillendirilmez, aynı zamanda güçlendirilir.
Sürekli Tane Sınırları: Dövme krank mili, ana yatakta, biyel kolu atışında ve denge ağırlığında taneli sınırlar sürekli akar. Gerilimin yoğunlaştığı keskin geçişler yoktur. Nihai şekli ne olursa olsun krank milinin mevcut tane yapısını kesen gövde frezelemeyle karşılaştırın.
Yorulma Çatlak Direnci: Yorulma kırılmaları genellikle gerilim yoğunlaşmasının olduğu tane sınırlarında başlar. Krank mili hatları boyunca hizalanmış tane akışı sayesinde dövme krank milleri gerilmeyi daha eşit şekilde dağıtır ve tane yapısı kesintiye uğramış bileşenlere göre çatlak oluşumuna daha iyi direnir.
Kalite aynı zamanda malzeme temini ve işleme yöntemine de büyük ölçüde bağlıdır. Callies'ten Brook Piper'ın belirttiği gibi: "4340 çeliği olarak nitelendirilen şey geniş bir terimdir. Dünyanın birçok bölgesi malzeme saflığı konusunda zorluk çeker ama yine de 4340 malzeme parametrelerine ulaşır." Bu yüzden malzeme tedarik zincirini kontrol eden üreticilerden dövme krank milleri seçmek son derece önemlidir.
Örneğin Callies, Magnum krank mili serisi için en saf SAE 4340 dövme çeliğin üretiminde kullanılmak üzere ham maddeleri küresel olarak temin eder. Compstar serisi ise daha uygun bir seçeneği sunar—Callies'e ait kalıplarda yurtdışında dövme olarak üretilir, yarı işlenmiş hale getirilir ve ardından Ohio'da son işlemler tamamlanır. Bu yaklaşım yaklaşık 1.000 beygirgücüne kadar olan yarış uygulamaları için maliyet etkin bir değer sunar.
Dövme Krank Mili Kalite Seviyeleri
Tüm dövme krank milleri eşit değildir. Kalite seviyelerini anlamak, yatırımınızı güç hedeflerinize uyumlandırmanıza yardımcı olur:
Premium Yerli Dövme (Callies Magnum ve benzeri): Yerli 4340 malzeme ile Amerika'da üretilmiş, maksimum nikel içeriğine ve optimal ısı işlemeye sahiptir. Uygun olarak tasarlanmış uygulamalarda 1.500-1.800 beygirgücüne kadar güvenilir. İleri seviye nitrasyon süreçleri sayesinde daha yüksek yüzey sertliği sağlar.
Orta Seviye Dövme (Callies Compstar ve benzeri): Kontrollü kaliteli kalıplarda yurtdışında dövülerek üretilmiş, son işlemleri yerli olarak tamamlanmıştır. Brook Piper, bunların "800 beygir gücü isteyen bir tutkunun büyük blok krank mili için mükemmel olduğunu" belirtiyor. 1.000 beygir gücünün altındaki sistemler için maliyet açısından avantajlıdır.
Ekonomik Dövme: Malzeme standartları daha az katı olan ithal dövme parçalar. Hafif performans uygulamaları için uygundur ancak yorulma ömrü önemli olan ciddi güç uygulamalarında önerilmez.
Dövme krank milinizi kaliteli Carrillo kol çubukları veya benzer dövme biyel kollarıyla eşleştirdiğinizde, bileşenler arasında uyumlu mukavemet özelliklerine sahip bir hareketli sistem oluşturursunuz. Bu bileşenler arasındaki sinerji, güvenilirliği en üst düzeye çıkarırken maliyetleri makul düzeyde tutar.
Dövme 4340 Krank Millerinin Avantajları
- Mükemmel Yorulma Ömrü: Hizalanmış tane yapısı, tekrarlı gerilim döngülerinde çatlak oluşumuna ve yayılıma üstün direnç sağlar
- Kanıtlanmış Güvenilirlik: Yıllardır süregelen yarış başarıları, doğru şekilde seçildiğinde dövme krank millerinin yüksek güce dayanabildiğini göstermektedir
- Bilye Çelikten Daha İyi Değer: Premium dövme krank mili, eşdeğer saflık seçeneğinden 1.000-1.200 ABD doları daha ucuza mal olurken performans uygulamalarının %90'ında yeterli olur
- Geniş Erişilebilirlik: Birden fazla üretici, popüler motor platformları için makul teslim süreleriyle dövme seçenekler sunar
- İşlemle Sertleşmiş Dayanıklılık: Dövme işlemi, temel malzeme özelliklerinin ötesinde doğuştan gelen mukavemet avantajları yaratır
- Kanıtlanmış Güç Eşikleri: Dövme krank millerinin uygun olduğu zamanlar ile ne zaman yükseltme yapılması gerektiği konusunda net ve kanıtlanmış rehberler mevcuttur
Dövme 4340 Krank Millerinin Dezavantajları
- Sınırlı Özel Strok Seçenekleri: Dövme işlemi pahalı kalıplar gerektirir ve bu da küçük üretim miktarları için standart dışı strokları pratik olmayan hale getirir
- Dövme Kusurları Potansiyeli: Kalite kontrol yetersizse, iç kusurlar arızaya kadar tespit edilemeyebilir—her zaman itibar edilir üreticileri tercih edin
- Malzeme Kaynağı Değişkenliği: Yabancı ülkelerde yapılan dövme parçalar, teknik olarak spesifikasyonlara uygun olsa da daha düşük nikel içeriği veya daha az optimal temizliğe sahip 4340 kullanabilir
- Sonlu Güç Tavanı: 1.800 beygir gücünün üzerinde, sürekli kullanım altında bile premium dövme krank milleri yorulma sınırlarına yaklaşır
Sonuç ne? 1.500 beygir gücünün altında güç üreten performanslı motorların %90'ı için kaliteli bir dövme 4340 krank mili akıllıca bir tercihtir. Kanıtlanmış ve güvenilirliği belgelenmiş bir teknolojiye yatırım yaparsınız ve bu sayede diğer rotasyonel montaj bileşenlerine gerçek fark yaratacak şekilde bütçe ayırabilirsiniz.
Callies'in Brook Piper'ı şöyle diyor: "Diyelim ki bir otomobil tutkunu, 800 beygir gücü için büyük blok krank mili istiyor. Bizim Compstar modeli bunu sürekli olarak yapabilir. Eğer ABD yapımı daha uzun ömürlü bir ürün istiyorlarsa, bir saclı krank mili için 3.000 dolar harcayacaklar, ancak işte biz tam da bunu yapıyoruz. Oturuyor ve müşterinin ihtiyaçlarına cevap vermeye çalışıyoruz." Krank mili seçimini maksimum özelliklerle değil gerçek gereksinimlere göre eşleştirme konusundaki bu dürüst yaklaşım, bilinçli inşaatçıları sadece övünme hakkını peşinde koşanlardan ayıran temel farktır.
Sertifikalı Kalite ile Hassas Sıcak Dövme Krank Milleri
İyi bir dövme krank mili ile harika olanı ayıran şey nedir? Sadece çelik alaşım ya da temel dövme işlemi değil, üretim hattından çıkan her bileşenin ardındaki hassasiyet, tutarlılık ve kalite güvencesidir. Değişkenliği göze alamayan profesyonel motor inşaçıları ve yarış takımları için IATF 16949 sertifikalı ortamda üretilmiş olan hassas sıcak dövme krank milleri, standart dövme seçenekler ile premium blok inşa arasındaki boşluğu kapatan profesyonel seviye bir çözümdür.
Döküm krank mili ile dövme seçenekleri karşılaştırıldığında farklar barizdir. Ancak yalnızca dövme kategorisi içinde bile üretim kalitesi büyük ölçüde değişiklik gösterir. Gelişmiş süreç kontrolleriyle üretilmiş ve sertifikalı kalite yönetimiyle desteklenen bir hassas sıcak dövme krank mili, standart dövmelerin eşleşemeyeceği bir tutarlılık sunar ve ciddi motor projeleri için mantıklı bir fiyat noktasına sahiptir.
Kritik Bileşenler İçin Sertifikalı Kalite Kontrolü
Muhtemelen krank mili kalitesi için ne anlama geldiğini tam olarak bilmeden IATF 16949 sertifikasını duymuşsunuzdur. Bu uluslararası kabul görmüş kalite yönetim standardı, otomotiv üretim gereksinimlerine özel olarak odaklanır ve katı proses kontrolleri, belgelendirilmiş prosedürler ve sürekli iyileştirme protokolleri talep eder. Bir üreticinin bu sertifikaya sahip olması, sadece bir krank mili almanızdan daha fazlasını sağlar—üretim tutarlılığının garantisini alırsınız.
Döner montajınız için bunun önemi nedir? Sıkı kontroller olmadan krank dökümü veya temel dövme işlemlerinde neler olabileceğini düşünün:
- Isıtma sırasında sıcaklık değişimleri tutarsız tane yapısına neden olur
- Kalıp aşınması üretim partileri arasında boyutsal farklılıklara yol açar
- Yetersiz muayene, hatalı bileşenlerin sevk edilmesine izin verir
- Malzeme değişikliği veya kontaminasyon fark edilmeden kalır
Sertifikalı hassas dövme bu değişkenleri ortadan kaldırır. Queen City Forging'a göre, dövme işlemi daha homojen bir malzeme yapısını teşvik eder ve gerilme odaklayıcıları olarak hareket edebilecek inklüzyon veya segregasyonların oluşumunu azaltarak kırılmaya neden olur. IATF 16949 kalite protokolleriyle birleştirildiğinde, her bir krank mili yalnızca çoğunlukla değil, tam olarak belgelenmiş spesifikasyonlara uyar.
Sertifika aynı zamanda izlenebilirliği garanti eder. Herhangi bir sorun ortaya çıktığında, sertifikalı üreticiler malzemeleri, süreçleri ve incelemeleri üretim zincirinin tamamına kadar geriye doğru izleyebilir. Birden fazla motor kullanan yarış takımları veya korunması gereken profesyonel itibarlara sahip motor üreticileri için bu belgeler değerli bir güven sağlar.
Hassas Dövme İşlemi Tane Yapısı Avantajlarını Nasıl Maksimize Eder
İleri sıcak dövme süreçleri, dövme yapının doğasında bulunan avantajları alır ve bunları mühendislik optimizasyonuyla artırır. Çelik, hassas sıcaklıklara kadar ısıtılıp kontrollü koşullar altında özenle tasarlanmış kalıplarda şekillendirildiğinde daha önce bahsettiğimiz tane yapısı faydaları—hizalanmış akış, iş sertleşmesi ve yönlü mukavemet—maksimum seviyeye ulaşır.
İşte hassas dövmenin standart süreçlerde olmayan avantajları şunlardır:
Optimize Edilmiş Kalıp Tasarımı: Kurum içi mühendislik ekipleri, kritik gerilim bölgelerinden geçen tane akışını maksimize etmek için bilgisayar modellemesi kullanarak dövme kalıpları tasarlar. Yuvarlatma yarıçapları, muylu geçişleri ve denge ağırlığı kökleri gibi alanlara temel dövme sürecinin ürettiği desenden ziyade amaçlı bir tane yönelimi kazandırılır.
Kontrollü Şekil Değiştirme Hızları: Dövme sırasında uygulanan hız ve basınç, son özelliklerini etkiler. Dövme araştırmalarında belirtildiği gibi, iş sertleşmesinin derecesi dövme sırasında deformasyon miktarı ve sıcaklık ayarlanarak kontrol edilebilir ve böylece malzemenin mekanik özellikleri optimize edilebilir. Hassas dövme tesisleri bu değişkenleri çok hassas bir şekilde kontrol eder.
Tutarlı Isıl İşlem: Dövmeden sonra sertleştirme, temperleme ve tavlama gibi ısıl işlem süreçleri mekanik özellikleri daha da artırır. Sertifikalı tesisler bu süreçleri belgelendirir ve kontrol ederek her krank miline aynı işlemin uygulanmasını sağlar—daha az titiz işlemlerde görülen parti парти farklılıklarını ortadan kaldırır.
Yüzey Kalitesi Optimizasyonu: Dövme işlemi, yorulma mukavemeti açısından önemli olan mükemmel yüzey kalitesine sahip bileşenler üretebilir. Pürüzsüz ve kusursuz bir yüzey, çatlak oluşma riskini azaltarak genel mukavemet ve ömre katkı sağlar. Hassas dövme bu yüzey kalitesini tutarlı bir şekilde sağlar.
Callies com üzerinden bulunabilen üreticilerden bileşen temin eden veya Carrilo kolu eşdeğerleri arayan profesyonel motor üreticiler için, bu kapasitelere sahip bir dövme ortağı bulmak, seri üretimde karşılaşılan tutarlılık sorununu çözer.
Hızlı Prototiplemeden Üretim Aşamasına
Yarış takımları ve profesyonel motor üreticileri sıklıkla dar geliştirme zaman çizelgeleriyle karşılaşır. Tasarımları doğrulamak için hızlıca prototip bileşenlere ihtiyaç duyarsınız ve ardından spesifikasyonlar netleştiğinde üretim miktarlarına kesintisiz geçiş yapmanız gerekir. İçerisinde mühendislik kabiliyetlerini barındıran hassas sıcak dövme tesisleri bu iş akışını verimli bir şekilde sunar.
Örneğin, Shaoyi (Ningbo) Metal Technology iATF 16949 sertifikasyonu ve dayanıklılık ile üretilebilirliği aynı anda optimize etmek için mühendislik uzmanlığıyla desteklenen, en kısa 10 gün içinde hızlı prototipleme hizmeti sunar. Ningbo Limanı yakınındaki konumları, uluslararası yarış programları veya dünya çapında bileşen temin eden motor üreticileri için hızlı küresel gönderim imkanı sağlar.
Krank mili tasarımı, dengeleme ve rüzgar direnci üzerinde karşı ağırlık yerleşimi, yağ filmi kalınlığı ve yatak yük kapasitesi üzerinde muylu boyutlandırması, piston hızları ve biyel açıları üzerinde strok boyutlarının etkisi gibi ödünleşimler içerdiğinden bu prototipleme yeteneği önemlidir. Dövme kalıpların ürettiği şeyi almak yerine, tasarım aşamasında mühendislik desteği almak, belirli uygulamanız için dayanıklılık/ağırlık oranını maksimize eden optimize edilmiş bileşenlerin elde edilmesini sağlar.
Hassas Sıcak Dövme Krank Millerinin Avantajları
- Sertifikalı Kalite Güvencesi: IATF 16949 sertifikasyonu, üretim süreçlerinin tutarlı olmasını ve izlenebilirliğin dokümante edilmesini garanti eder
- Optimize Edilmiş Tane Yapısı: Gelişmiş kalıp tasarımı ve kontrollü dövme parametreleri, dövme yapının doğasında bulunan mukavemet avantajlarını maksimize eder
- Toplu Alımlar İçin Rekabetçi Fiyatlandırma: Profesyonel motor inşa firmaları ve yarış takımları, kaliteden ödün vermeden ölçek ekonomisinden faydalanır
- Prototipten Üretime Kadar Hızlı Dönüşüm: Kuruluş içi mühendislik ve hızlı prototipleme imkanları, geliştirme sürelerini kısaltır
- Dövme Kusurlarının Ortadan Kaldırılması: Titiz kalite kontrol, standart dövmelerde mukavemeti zayıflatan inklüzyonları, gözenekliliği ve tane düzensizliklerini tespit eder
- Küresel Uyumluluk: Sertifikalı üretim, yarış organizasyonları ve OEM programları için uluslararası kalite standartlarını karşılar
Hassas Sıcak Dövme Krank Millerinin Dezavantajları
- Minimum Sipariş Miktarı Gerektirebilir: Özel teknik özellikler genellikle kalıp geliştirme ve kurulum maliyetlerini karşılamak için minimum sipariş miktarları (MOQ) gerektirir
- Tekil Üretimler İçin Uygun Değil: Tek bir krank mili ihtiyacına sahip bireysel meraklılar, hazır ürünlerin daha pratik olabileceğini fark edebilir
- Özel Kalıp Süresi: Prototipleme hızlı olsa da, özel tasarımlar için yeni kalıp geliştirme ek planlama gerektirir
Profesyonel Yapımcıların Tercihi
Sertifikalı kalite kontrol ile hassas sıcak dövme krank milleri, zımpara ile dövme krank mili mukavemet tartışmasında eşsiz bir konuma sahiptir. Dövmenin doğasında bulunan tane yapısı avantajlarını—iş sertleşmesi, hizalanmış tane akışı ve iç boşlukların ortadan kaldırılması—sunarken, profesyonel uygulamaların talep ettiği üretim tutarlılığını da ekler.
Birden fazla araç çalıştıran yarış takımları, üretim hacmi gereksinimleri olan motor üreticileri veya bileşen değişkenliğine tahammül edemeyenler için bu kategori, dayanıklılık, tutarlılık ve değer açısından en uygun kombinasyonu sunar. Asla ihtiyaç duymayabileceğiniz özellikler için dövme alaşımların fiyatını ödemiyorsunuz, ancak aynı zamanda kalite kontrolü belirsiz ekonomik dövme parçalara da bahis oynamıyorsunuz.
Anahtar, dövme uzmanlığı ile sertifikalı kalite sistemlerini ve mühendislik desteğini birleştiren üreticilerle ortaklık kurmaktır. İtinaftaki güvenilirlik, prestijinize ya da yarış sezonunuza bağlı olduğunda, sertifikalı bir tesis tarafından yapılan hassas sıcak dövme, her bileşenin tam olarak belirlenen spesifikasyonlara uygun olduğuna dair güvence sağlar.

Döküm Çelik Krank Milleri ve Performans Sınırları
Yüksek kaliteli dövme veya küt dövme krank mili satın almadan önce, neyi değiştirdiğinizi ve neden değiştirdiğinizi anlamalısınız. Döküm çelik krank milleri, çoğu seri üretim araçta standart olarak gelen giriş seviyesi seçeneği temsil eder. Stok uygulamalarda amacına harika hizmet etmelerine rağmen, sınırlarını anlamak fabrika güç seviyelerinin ötesine geçerken daha akıllıca kararlar vermenize yardımcı olur.
Şöyle düşünün: montaj hattından çıkan her motor—küçük blok Chevy, 283 krank mili uygulaması veya hatta 300 Ford düz altı silindir olsun—muhtemelen döküm krank miline sahiptir. Üreticiler, süperior dayanıklılık sunması nedeniyle değil, seri üretim için ekonomik olması nedeniyle dökümü tercih ederler. Güç hedefleriniz fabrika mühendislerinin öngördüğünün üzerine çıktığında, bu döküm parçanın dönen takımdaki zayıf halka haline gelir.
Döküm Krank Mili Sınırlarını Anlamak
Döküm krank milleri, dövme veya kütük (billet) eşdeğerlerinden temel olarak nasıl farklıdır? Bu, metalin nasıl şekillendirildiğine ve ortaya çıkan iç yapıya bağlıdır.
Tarafından belirtildiği gibi Street Muscle Magazine , döküm kranklar, genellikle dökme demir gibi erimiş malzemenin bir kalıba dökülmesiyle ham döküm oluşturulması suretiyle üretilir. Bu sürecin avantajları arasında düşük maliyet, ucuz kalıp maliyeti ve nihai ürün elde etmek için gereken minimum düzeyde işleme işlemi yer alır. Bu yüzden OEM krankların büyük çoğunluğu bu süreçle üretilir.
Performans inşaatçıları için sorun burada başlıyor. Metal sıvı halden bir kalıpta katılaştığında, tane yapısı rastgele biçimlenir. Dövmede olduğu gibi krank milinin hatlarını takip eden hizalanmış bir akış yoktur ve kütük malzemede olduğu gibi doğrulanmış malzeme tutarlılığı da yoktur. Bu rastgele tane yönelimi birkaç kritik zayıflık yaratır:
Düşük Yorulma Direnci: Rastgele tane sınırları, çatlakların başlayabileceği gerilme odak noktaları olarak davranır. Normal çalışma sırasında krank mili tarafından yaşanan tekrarlı yük döngülerinde bu zayıf noktalar, hizalanmış tane yapılara göre daha hızlı hasar biriktirir.
Azaltılmış Çekme Dayanımı: Aynı kaynağa göre döküm kranksaftlar yaklaşık 60.000 PSI çekme dayanımı ile başlarken, dövme kranksaftlar bu değerin iki katını aşarak 125.000 PSI'ya kadar çıkabilir. Motorunuz ciddi güç ürettiğinde bu önemli bir farktır.
Gerilme Altında Gevreklik: Kopmadan önce malzemenin ne kadar esneyebileceğini gösteren uzama oranı—aslında gerçek hikâyeyi anlatır. Fabrika döküm kranksaftların uzama oranı yaklaşık %3 civarındadır, yani nispeten gevrek yapıdadırlar. Hatta küresel dökme demir bile bu değeri yalnızca yaklaşık %6'ya çıkarabilirken, yüksek kaliteli dövme kranksaftlar %20'nin üzerinde uzama oranı sunar.
Büyük blok uygulamaları veya önemli güç artışları hedeflenen herhangi bir motor yapımı için bu sınırlamalar teorik endişelerden ziyade arızalanma risklerine dönüşür.
Fabrika Döküm Krank Millerinin Yeterli Olduğu Durumlar
Sınırlamalarına rağmen döküm krank mili şaftlarının geçerli kullanım alanları vardır. Her motor yapımı premium bileşenleri gerektirmez ve döküm kranks'ların yeterli kaldığı durumları bilmek, asla ihtiyaç duymayacağınız kapasite için fazladan harcama yapılmasını engeller.
Göre Summit Racing'in teknik uzmanları , döküm veya nodüler demir krank mili şaftları genellikle 300 ila 400 beygir gücünü güvenilir şekilde taşıyabilir ve zaman zaman hafta sonu pist kullanımına dayanabilir. Summit'in teknik departmanından Carl Pritts, döküm krank mili şaftlarının stok veya hafifçe modifiye edilmiş sokak uygulamaları için ideal olduğunu belirtiyor.
Ortak sektör kılavuzu, 450-500 beygir gücünün üzerine çıkıldığında döküm krank millerinin değiştirilmesi gereken bileşenler haline geldiğini belirtir. Bu eşik keyfi değildir; tekrarlı kullanımda döküm yapının yorulma sınırına yaklaşan gerilim seviyelerini temsil eder.
Döküm krank mili uygulamaları için pratik öneriler:
- Standart Tamir İşleri: Fabrika özelliklerine göre bir motoru yeniden topluyorsanız, orijinal döküm krank mili tamamen yeterlidir
- Hafif Sokak Performansı: Emme manifoldu, egzoz manifoltu ve kam mili güncellemesi gibi güç seviyesini 400-450 beygir gücü altında tutan ek parçalarla yapılan modifikasyonlarda döküm krank milleri sorunsuz çalışır
- Düşük Yük Altındaki Günlük Kullanım Araçları: Devir saatinin kırmızı bölgesine nadiren çıkan ve sürekli yüksek yük altında çalışmayan motorlar, döküm krank milleriyle sınırsız süre kullanılabilecek şekilde çalışabilir
- Bütçe Odaklı Yapımlar: Bütçe sınırlıysa, fabrika döküm krank mili başlık (head), kam mili veya zorlamalı emme sistemine bütçeyi yönlendirmenizi sağlar
Street Muscle Magazine'den Lunati'nin Mike McLaughlin'in açıkladığı gibi, krank mili gücünün tek bir performansta dayanabileceği kadarıyla sınırlı olmadığını gösterir. Fabrika kranksılar üreticiler tarafından 100.000 milden fazla —aslında milyonlarca devir— dayanacak şekilde tasarlanmıştır ve bu kullanım ömrü yalnızca çekme mukavemetinden daha fazlasına bağlıdır. Düşük motor devirlerinde ve güç seviyelerinde çalıştırılırsa, en zayıf döküm kranksılar bile sonsuza dek dayanabilir.
Temel fark nedir? Yüksek yük ve devirde geçirilen süre, zirve gücü kadar önemli ölçüde dövme krank miline olan ihtiyacı belirler. Günlük trafiğe çıkan bir sokak aracında bulunan 400 beygirgücündeki küçük blok motor, döküm krank ile iyi çalışabilir; ancak aynı motor eğlence botunu hareket ettiriyorsa —saatlerce yüksek yük altında sürekli çalışıyorsa— dövme parçalara ihtiyaç duyar.
Döküm Çelik Krank Mili Avantajları
- En Düşük Maliyet: Döküm kranksılar, hafif uygulamalar için bütçe dostu olacak şekilde dövme veya işlenmemiş alternatiflere kıyasla önemli ölçüde daha ucuzdur
- Stok Uygulamalar İçin Kolayca Temin Edilebilir: Çoğu popüler motor platformı için yaygın olarak stokta OEM yerine döküm krank mili bulunur
- Hafif Yapılar İçin Yeterli: Sokak uygulamalarında 400-450 beygir gücünün altındaki güç seviyeleri döküm yapı ile güvenilir şekilde çalışır
- Özel Isıl İşlem Gerekmez: Döküm demir krank muyluları işlenme sırasında yüzey sertleşmesi yapar, dövme krank millerine kıyasla ek ısıl işlem adımını ortadan kaldırır
- Kolay Temin Edilebilir: Söküm alanları, yedek parça mağazaları ve çevrimiçi tedarikçiler geniş döküm krank stoğu bulundurur
Döküm Çelik Krank Millerinin Dezavantajları
- En Düşük Mukavemet: 60.000-80.000 PSI civarında çekme mukavemeti, dövme alternelere kıyasla güç taşıma kapasitesini önemli ölçüde sınırlar
- Tahmin Edilemeyen Kırılma Modları: Rastgele tane yapısı, çatlakların farklı konumlarda başlamasına neden olur ve bu da arızaların önceden tahmin edilmesini zorlaştırır
- Ciddi Performans İçin Uygun Değil: 500+ beygir gücünü hedefleyen veya sürekli yüksek devirde çalışma gerektiren herhangi bir motor montajı, döküm yapıdan daha ileri seviyeye geçmeyi gerektirir
- Kırılganlık: Düşük uzama değerleri, döküm krank millerinin kırılmadan önce bükülme veya uyarı verme eğiliminde olmamasına neden olur
- Stres Altında Sınırlı Yorulma Ömrü: Tekrarlanan yüksek yük döngüleri, forj alternatiflerine göre daha hızlı hasar biriktirir
Döküm ve Forj Krank Millerini Nasıl Ayırt Edebilirsiniz
Montaja başlamadan önce üzerinde çalıştığınız şeyi bilmeniz gerekir. Krank milinizin döküm mü yoksa forj mı olduğunu belirlemek birkaç basit inceleme tekniğini içerir:
Döküm Hatlarına Bakın: Döküm krank milleri genellikle kalıbın iki yarısının birleştiği yerde görünür bir ayırma hattı gösterir. Bu hat denge ağırlıkları boyunca uzanır ve genellikle temizlenmeden görülebilir. Dövme kranklarda da bir ayırma hattı olabilir, ancak genellikle daha dardır ve daha temizdir.
Yüzey Dokusunu Kontrol Edin: Döküm krankların işlenmemiş alanlarda hafifçe daha pürüzlü ve gözenekli bir yüzey dokusu vardır. Dövme kranklar ise son işlemlerden önce bile daha düzgün ve yoğun yüzeyler gösterme eğilimindedir.
Parça Numaralarını Araştırın: Fabrika parça numaraları genellikle krank milinin döküm mü yoksa dövme mi olduğunu belirtir. Chevrolet motorları için, krank üzerindeki döküm numaraları bilinen döküm ve dövme uygulamalarıyla karşılaştırılabilir. Birçok 4340 çubuk malzeme dövme ürün, yan sanayi üreticileri tarafından açıkça işaretlenir.
Ağırlık Karşılaştırması: Dövme çelik krank milleri, aynı strokta olan döküm demir eşdeğerlerinden daha yoğun malzeme nedeniyle genellikle biraz daha ağırdır. Eğer spesifikasyonlara erişiminiz varsa, gerçek ağırlığı bilinen değerlerle karşılaştırarak üretim türünü doğrulayabilirsiniz.
Mıknatıs testi: Kesin olmasa da, dökme demir krank milleri mıknatıslara dövme çeliğe göre biraz farklı tepki verir. Bu yöntem doğru yorumlanabilmesi için deneyim gerektirir ancak ek doğrulama sağlayabilir.
Ciddi bir performans motoru inşa ederken—300 Ford düz altılı stroker ya da büyük blok bir canavar olsun—başlangıç noktanızı bilmek uygun güncellemeleri planlamanıza yardımcı olur. 600+ beygir gücünde kullanılacak bir motordaki dökme krank milinin mevcut durumuna bakılmaksızın değiştirilmesi gerekir. Aynı dökme krank mildi hafif bir sokak motorunda önümüzdeki yıllar boyunca sorunsuz çalışabilir.
Akıllı yaklaşım, krank mili yapısını gerçek güç hedeflerine ve kullanım amacına göre eşleştirmektir. Dökme kranks milleri performans yelpazesinde yerlerini alırlar—ancak fabrika parçasının hedeflerinizle uyumlu olacağını varsaymadan önce inşanızın gereksinimleriyle uyumlu olduğundan emin olun.
Tam Güç Karşılaştırma Tablosu ve Güç Eşikleri
Şimdi her bir krank mili üretim yöntemini ayrı ayrı incelediğimize göre, her şeyi bir araya getirelim. Kübik inch hesaplamak için bir kübik inch hesaplayıcı kullanırken ya da stroker motorunuz için kübik inch nasıl hesaplanacağını belirlerken, seçtiğiniz krank mili yalnızca bugünkü rakamlarınıza değil, gelecekte hedeflediğiniz güce da uyumalıdır.
Bu kapsamlı karşılaştırma, ele aldığımız tüm konuları uygulanabilir yönergilere dönüştürüyor. Hafif bir sokak aracı mı yoksa özel bir drag aracı mı inşa ettiğinize bakılmaksızın, krank mili yapısını belirli gereksinimlerinize uydurmak için net eşikler bulacaksınız.
Üretim Yöntemine Göre Güç Sıralamaları
Aşağıdaki tablo, krank mili seçeneklerini güc ve değer açısından en iyi dengeden, önemli sınırlamalara sahip giriş seviyesi seçeneklere kadar sıralamaktadır. Bu tabloyu başlangıç noktası olarak kullanın, ardından her kategori için tartışılan özel faktörleri göz önünde bulundurun:
| Üretim yöntemi | Tipik Malzeme | Çekme Dayanımı (psi) | Yorgunluk Direnci | Önerilen Güç Aralığı | Tipik Maliyet Aralığı |
|---|---|---|---|---|---|
| Hassas Sıcak Dövme (IATF Sertifikalı) | 4340 Çeliği | 180,000-200,000 | Mükemmel | 600-1,800 HP | $1,200-$2,500 |
| Premium Billet | 4340/EN40B Çeliği | 180,000-220,000 | Mükemmel | 1.500-3.000+ BG | $2,500-$8,000+ |
| Standart Sıcak Dövme 4340 | 4340 Çeliği | 125,000-180,000 | Çok iyi. | 500-1.500 BG | $800-$1,800 |
| Ekonomik Sıcak Dövme | 5140/4130 Çeliği | 95,000-125,000 | İyi | 400-800 BG | $400-$900 |
| Döküm Çelik/Demir | Nodüler Döküm Demir | 60,000-80,000 | Adil | 500 BG'nin Altında | $150-$400 |
Hassas sıcak dövme krank millerinin en üst sırada yer aldığını, premium kaliteli dövme çeliğin değil. Bu sıralama, sertifikalı kalite kontrol ve optimize edilmiş tane yapısının en geniş güç aralığında olağanüstü güvenilirlik sağladığı gerçek dünya performansını yansıtır. Kaliteli dövme çelik aşırı yüksek güce sahip uygulamalarda üstün performans gösterir ancak çoğu ciddi performans projesi için hassas sıcak dövme işlemi en uygun dengeyi sunar.
Her Krank Mili Türü için Güç Eşikleri
Bu özel beygir gücü eşikleri, yılların yarış deneyimi ve belgelenmiş arızalara dayanan sektör görüşlerini yansıtmaktadır. Bunları bir kılavuz olarak kullanın ancak uygulama türünün tepe güç değerleri kadar önemli olduğunu unutmayın:
500 Beygir Gücünün Altında: Döküm krank milleri, ara sıra pist kullanımı olan sokak kullanımına uygun uygulamalar için kabul edilebilir kalır. Fabrika mühendisleri bu bileşenleri bu güç aralığında güvenilirlik için tasarlamıştır. Ancak gelecekte yükseltme planlıyorsanız, şimdiden dövme yapıya yatırım yapmak ileride maliyetli sökülüp yeniden montaj işlemlerini önler.
500-1.200 Beygir Gücü Arası: Dövme krank milleri artık asgari öneri haline gelir. Engine Labs'e göre, after market tedarikçiler genellikle döküm kranksı 500 beygir gücüne kadar kullanmayı önerir—bu eşiğin var olmasının iyi bir nedeni vardır. Kaliteli dövme 4340 yapısı, sokak/yarış uygulamalarında bu güç aralığını güvenilir şekilde karşılayabilir.
1.200-1.800 Beygir Gücü Arası: Sertifikalı kalite kontrolüne sahip premium dövme krank milleri gerekli hale gelir. Callies Performance Products tarafından belirtildiği gibi, bu güç aralığında uygun döner grup bileşenleriyle birlikte kullanıldığında, premium dövme seçenekler bu gücü güvenilir şekilde karşılayabilir. Ekonomik dövme ürünler, bu seviyelerde sürekli çalışma için gereken malzeme kalitesine ve süreç kontrolüne sahip değildir.
1.800'den fazla Beygir Gücü: Bu güç seviyelerinde, özellikle nitröz oksit kullanımı, agresif süperşarj sistemleri veya yüksek devirlerde sürekli çalışma gerektiren uygulamalarda, blok (billet) krank mili tercih edilmelidir. İşleme öncesi malzeme kalitesinin doğrulanabilmesi ve özel strok ölçümlerinin elde edilebilmesi, bu güç seviyelerinde ek ücretin ödenmesini haklı kılar.
Isıl İşlemin Nihai Mukavemete Etkisi
Üretim yönteminden bağımsız olarak, ısıl işlem prosesleri krank mili özelliklerini büyük ölçüde etkiler. sektör uzmanlarının açıkladığı gibi , "Döküm krank milinin anahtarı ısıl işlemektir. Döküm parçalar, dövme parçalardan farklı bir ısıl işlem türü gerektirir." Bu prensip tüm yapı türlerine uygulanır.
Isıl işlem üç kritik adımı içerir:
- Sertleştirme (Soğutma): Yüksek sıcaklıktan hızlı soğutma, çeliğin kristal yapısını sertleştirir
- Menevişleme: Kontrollü yeniden ısıtma, sertliği korurken gevrekliği azaltır
- Gerilme Giderme: Nihai işlem, işleme veya dövme sırasında oluşan iç gerilmeleri ortadan kaldırır
Bazı üreticiler, ilk ısıl işlem sonrası hemen yaklaşık -300°F'ye kadar soğutma olan kriyojenik işlem ekler. Bu adım, sertleştirme sürecini tamamlamaya ve malzeme yoğunluğunu artırmaya yardımcı olur. Kaliteli after market krank mili şirketleri ya kendi ısıl işlem tesislerini bünyesinde bulundurur ya da kalite kontrol önlemlerinin doğrudan gözlemlenebileceği yakındaki uzmanlarla iş birliği yapar.
Scat Crankshafts'tan Tom Lieb, "Kendi ısıl işlemimizi yaptığımızda, krank millerini etkin bir şekilde test ediyoruz. Çünkü metalde bir sorun varsa, kranklar çatlak, çarpılmış veya şişmiş olarak geri döner." diyor. Bu yerleşik kalite doğrulaması, ısıl işlemin asla bilinmeyen tesislere yaptırılmaması gerektiği anlamına gelir.
Bilye ve Dövme Karşıt Algısı
Birçok tutkunun inandığının aksine olan gerçek şudur: bilye malzeme, otomatik olarak dövme malzemeden daha güçlü değildir. Bu yanlış algı, inşa edenlere maddi kayba neden olmuş ve bazı durumlarda pahalı bilye yapımın üstün sonuç garantisi sunduğunu varsaydıkları için motor arızalarına yol açmıştır.
Callies Performance Products'tan Brook Piper açıkça ifade ediyor ki, "Tamamen aynı malzemeden yapılan iki krank miliniz olduğunu düşünün—biri dövme, diğeri bilye—her seferinde dövme olan daha dayanıklı olacaktır." Dövme işlemi, tane yapısını sıkıştırır ve hizalar, böylece işlenerek üretilen bilye malzemenin hiçbir zaman eşleşemediği yönlü bir mukavemet sağlar.
Bilye nerede avantaj sağlar? Üç belirli alan:
- Malzeme seçimi: Bilye üreticileri, dövme kalıplar için pratik olmayan EN40B gibi daha yüksek özellikte alaşımlar kullanabilir
- Ön İşleme Kontrolü: Çubuk malzeme, herhangi bir işleme başlamadan önce kusurlar açısından doğrulanabilir
- Tasarım özgürlüğü: Pahalı kalıp geliştirme olmadan özel strok ve denge ağırlığı konfigürasyonları mümkündür
Ancak yetersiz gerilme giderme yapılan ve kötü işlenmiş bir bilye krank mili, doğru şekilde dövülmüş alternatifine kıyasla aslında daha düşük yorulma direnci gösterebilir. İşleme süreci kendisi yanlış uygulandığında gerilme yoğunlaştırıcılar oluşturabilir ve tane yapısı kesildiğinde dövmenin sağladığı yönlü mukavemet avantajlarını ortadan kaldırır.
Pratik çıkarım? Sadece fiyata dayanarak dövme ürünün daha iyi olduğunu varsaymayın. Sertifikalı bir üreticiden gelen hassas sıcak dövme krank mili, daha az titiz bir kaynaktan gelen düşük bütçeli dövme krank milinden sıklıkla daha üstün performans gösterir. Seçiminizi gerçek güç ihtiyaçlarınıza göre yapın ve üretim yönteminden bağımsız olarak kaliteli imalata yatırım yapın.
Uygulama Özel Dikkatler
Azami beygir gücü değerleri yalnızca hikayenin bir kısmını anlatır. Güç kullanım şekliniz de krank mili yapısını seçerken eşit derecede önemlidir:
Sürekli Yüksek Devirde Çalışma: 9.000+ devir/dakika ile 500 millik yarışlara katılan NASCAR motorları, azami güç nedeniyle değil, birikmiş yorulma döngüleri nedeniyle dövme yapı kullanır. 900 beygir gücündeki bir NASCAR motoru dövme krank mili kullanırken, 1.500 beygir gücündeki bir drag motoru dövülmüş krank kullanabilir — fark, yük altındaki süredir.
Ani Tork Artışları: Azot oksit ve agresif boost uygulamaları, doğal olarak aspirasyonlu güç eğrilerinden farklı olan şok yükleri oluşturur. Bu ani kuvvetler, ortalama güç seviyeleri dövme yapının yeterli olacağına işaret etse bile, malzemenin akma dayanımını aşabilir.
Sokak/Pist İkili Amaçlı: Günlük sürüşe ve ara sıra pist kullanımına maruz kalan motorlar, dövme yapının yorulma direncinden faydalanır. Tekrarlanan termal döngüler ve değişken yükleme koşulları, işlenmiş ham maddeye göre hizalanmış tane yapısını tercih eder.
Özel Yarış Kullanımı: Tek amaçlı yarış motorları, krank mili seçimini özel koşullara göre optimize edebilir. Tutarlı olarak 10'lu saniyelerle giden bir bracket yarışı küçük bloğu ile tur arasında minimum soğuma süresiyle tam güç çekimler yapan bir baştan başa yarış aracı farklı gereksinimlere sahiptir.
Bu nüansları anlamak, asla kullanmayacağınız kapasite için fazladan ödeme yapmaktan ve sınırlarına zorlandığında arızalanacak bileşenleri yetersiz şekilde inşa etmekten kaçınmanıza yardımcı olur. Mukavemet karşılaştırma tablosu başlangıç noktaları sunar ancak bu ilkelerin dikkatli bir şekilde uygulanması, krank mili seçiminizin inşa hedeflerinize gerçekten uygun olmasını sağlar.
Krank Mili Arızası Türlerini ve Önlemeyi Anlamak
Hangi krank mili üretim metodunun güç hedeflerinize uygun olduğunu bilmek denklemin yalnızca yarısıdır. Bu bileşenlerin aslında nasıl arızalandığını — ve felaketle sonuçlanacak yıkımdan önce uyarı işaretlerini tanımayı — anlamak, tüm motor yatırımınızı kurtarabilir. Dövme ya da tek parça işlenmiş (billet) bir krank mili kullanıyor olmanız fark etmeksizin, arıza türleri üretim yöntemine göre önemli ölçüde farklılık gösterir ve sorunları erken yakalamak en iyi savunma stratejinizdir.
İşte rahatsız edici gerçek: En güçlü krank mili bile tasarım sınırlarının ötesindeki koşullara maruz kalırsa sonunda arızalanacaktır. otomotiv uzmanlarına göre , duraklarken sürekli gazı sonuna kadar açtığınızda motora ekstra yük bindirirsiniz ve krank mili, sonsuza dek dayanamayacağı şiddetli tork sıçramalarını emmeye zorlanır. Sonunda sıcaklıklar çok yükselir ve yatak yükü katlanılacak hâle gelir. Bu tür arızaların mekanizmalarını anlamak, bunları önlemek için size yardımcı olur.
Krank Milleri Aşırı Yükler Altında Nasıl Arızalanır
Dövme ve dökme krank milleri belirgin şekilde farklı mekanizmalarla arızalanır; bu bilgi sorunlar felakete dönüşmeden önce tespit edilmesine yardımcı olabilir.
Dövme Krank Mili Arıza Örüntüleri: Dövme krank milleri genellikle gerilim odak noktalarında başlayan yorulma çatlağı ile arızalanır. En yaygın arıza başlangıç noktaları şunlardır:
- Yağ Deliği Kesişimleri: Yağ kanallarının muylu yüzeylerle birleştiği yerde geçiş noktasında gerilim yoğunlaşır. Tekrarlanan yükleme döngüleri zaman içinde ilerleyen mikroskobik çatlaklara neden olabilir.
- Filo Yarıçapları: Yataklar ve kollar arasındaki eğri geçişler, çalışma sırasında en yüksek gerilme yoğunluklarını yaşar. Bu bölgelerde yetersiz köşe yarıçapı veya düşük yüzey kalitesi çatlak oluşumunu hızlandırır.
- Denge Ağırlığı Kökleri: Denge ağırlıkları ile ana gövde arasındaki birleşim noktası, özellikle yüksek devirli uygulamalarda önemli ölçüde eğilme gerilmesine maruz kalır.
Sağanak kranklarda tane yapısı hizalanmış olduğundan, çatlaklar genellikle öngörülebilir yollar boyunca ilerler. Bu durum aslında küçük bir avantaj sağlar—yorgunluk çatlakları genellikle tamamen kopmadan önce uyarı sinyalleri verene kadar yavaş büyür. Gelişmekte olan bir çatlağa sahip dövme bir krank mili, sorunun tespit edilmesi için fırsatlar sunarak defalarca kullanım süresince veya binlerce kilometre boyunca çalışabilir.
Bilya Krank Mili Arıza Örüntüleri: Mevcut sorunlar olduğunda bilya kranksızlar daha ani ve öngörülemez şekilde arızalanabilir. İki temel arıza modu hakimdir:
İşlemeye Bağlı Gerilme Yoğunlaştırıcılar: CNC işleme, malzemenin tane yapısını keserken, herhangi bir takım izi, keskin iç köşe veya yüzey kusuru çatlak başlangıç noktası olabilir. Talaşlı imalatta kesimlerde tane yapısı kesildiği için sürekli gerilim bölgelerinde akış gösteren dövme yöntemin aksine, işlenmiş yüzeyler tane yapısını her kesimde kesintiye uğratır. İşleme kalitesi düşükse, bu kesintiler yüke maruz kaldıklarında kırılma noktalarına dönüşebilir.
Tespit Edilmemiş Malzeme Kusurları: Bilye yapım, ön işleme sırasında malzeme muayenesine olanak sağlasa da, iç kusurlar yine de tespit edilemeyebilir. Kalıp çubuğunun içinde derinlere yerleşmiş olan inklüzyonlar, gözenekler veya ayrılmış alaşım konsantrasyonları, krank mili maksimum stresle karşılaştığında ortaya çıkabilir ve genellikle ani, yıkıcı bir şekilde beklenmedik şekilde başarısızlığa neden olabilir.
Arızanın şekli ayrıca motorunuzun sürekli yüksek devirde çalışma mı yoksa ani tork sıçramaları mı yaşadığını önemli ölçüde etkiler. Daire şeklinde pist yarışlarında sürekli devirde çalışan 351w ateşleme sırasına sahip bir motor, yorulma hasarını kademeli olarak biriktirir. 351 Windsor ateşleme sırası, krank milini tutarlı desenler halinde zorlayan öngörülebilir ateşleme darbeleri oluşturarak yorulma çatlaklarının kademeli olarak gelişmesine olanak tanır.
Buna karşılık, nitrojenli sistemle donatılmış bir drag motoru, malzemenin akma dayanımını aniden aşabilecek büyük ölçekli ani tork sıçramaları yaşar. Windsor 351 ateşleme sırası ya da herhangi bir 351 Windsor için ateşleme sırası, krank mili zaten zarar görmüşse ani kırılmaya neden olabilecek ani şok yüklerden daha az önem taşır.
Kapsamlı Arıza Öncesi Uyarı İşaretleri
Motorunuzu yok edecek bir krank mili arızasını önceden yakalayabilmek dikkatli olmayı gerektirir. Aşağıdaki uyarı işaretleri, derhal müdahale edilmesi gereken gelişmekte olan sorunları gösterir:
- Alışılmadık Titreşimler: Özellikle belirli devir aralıklarında ortaya çıkan ve daha önce olmayan yeni titreşimler, gelişmekte olan çatlakları veya rulman sorunlarını gösterebilir. Zamanla değişen harmonik frekanslara dikkat edin.
- Rulman Aşınma Desenleri: Söküm sırasında ana ve biyel rulmanlarını dikkatlice inceleyin. Rulman malzemesinde aşınmanın düzgün olmaması, çizilme veya bakırın görülmesi, krank miline düzensiz gerilim uygulayan hizalama sorunlarını veya muylu hasarını işaret eder.
- Yağ Analizi Göstergeleri: Düzenli yağ analizi, görünür hasar meydana gelmeden önce demir, krom veya rulman malzemesi parçacıklarının artmasını tespit edebilir. Bu değerlerin zaman içindeki trendleri, gelişmekte olan sorunları ortaya çıkarır.
- Olağandışı Gürültüler: Motor hızıyla orantılı olarak oluşan vuruntu, gürültü veya ritmik sesler genellikle rulman boşluğu sorunlarını veya krank mili yüklemesini etkileyen muylu hasarını gösterir.
- Titreşim Sönümleyici Sorunları: Başarısız olan veya uyumsuz titreşim sönümleyici, burulma titreşimlerinin krank milini hasarlamasına izin verir. Sönümleyicileri düzenli olarak kauçuk bozulması veya sıvı sızıntısı açısından kontrol edin.
- Yağ Basıncı Dalgalanmaları: Düşük devirde veya yavaşlama sırasında tutarsız yağ basıncı, muylu aşınmasından kaynaklanan yatak boşluk değişikliklerini veya krank mili bükülmesini gösterebilir.
Tarafından belirtildiği gibi sektör uzmanları , ucuz yataklar, sahte marka cıvatalar ve kötü işlenmiş bileşenler toleransları aynı şekilde karşılamaz ve bu da hizalama hatası, yetersiz yağ boşlukları ve krank muylularına düzensiz yük bindirme riskini artırır. Bir krank mili, onu destekleyen parçalar kadar iyidir.
Doğru Kurulum ile Önleme
Hiçbir zaman gerçekleşmeyen krank mili arızası en iyisidir. İmalat yönteminden bağımsız olarak krank milinin ömrünü önemli ölçüde uzatan birkaç faktör vardır:
Uygun Dengeleme: Kesin bir şekilde dengelenmiş döner grup, yorulma arızasını hızlandıran titreşime bağlı gerilmeleri ortadan kaldırır. Profesyonel dengeleme işlemi, mümkün olan en dar denge aralığını elde etmek için pistonları, pimleri, segmanları, biyelleri ve tüm dönen kütleyi dikkate alır.
Titreşim Sönümleyici Seçimi: Harmonik damper, ateşleme darbeleriyle krank milini bir yay gibi bükmesine neden olacak torksal titreşimleri kontrol eder. Damper özelliklerinin motorunuzun özel harmonik frekanslarına uyum sağlaması hayati öneme sahiptir—yanlış damper, zararlı titreşimleri aslında artırabilir.
Isıl İşlem ve Yüzey İşleme: Doğru ısıl işlem, malzeme özelliklerini en üst düzeye çıkarırken uygun yüzey işleme gerilim birikimlerini ortadan kaldırır. Kritik köşe yarıçapı bölgelerini iş sertleştirmesi yapan 'fillet rulo' işlemi, dövme ve dökme krank millerinde yorulma ömrünü önemli ölçüde artırır.
Destekleyici Bileşen Kalitesi: Krank miliniz ana yataklara, biyel yataklarına ve doğru yağlamaya dayanır. Orijinal ekipman üreticisi (OEM) veya tam spesifikasyonlara göre üretilmiş en yüksek kaliteli after market bileşenlerin kullanılması, krank milinizin ekseni boyunca düzgün dönmesini ve yağ filmince tamamen desteklenmesini sağlar.
Ciddi güç kombinasyonları oluştururken—agresif yakıt taleplerini desteklemek için bir Holley Blue yakıt pompası kullanıyor olun ya da artırılmış uygulamanız için C6 forum aux fuel pump boost gibi pompa seçeneklerini araştırıyor olun—yakıt sisteminizin kapasitesi, krank mili montajınız başarısız olursa hiçbir anlam ifade etmez. Krank milinizin, yakıt sisteminizin sağladığı gücü dayanacak şekilde hayatta kalması gerekir.
Tecrübeli motor inşaatçılarının tavsiyesi aynı kalır: alıştırma sırasında sert hızlanmadan, ani frenlemelerden ve gereksiz yüksek devirlerden kaçının. Bu küçük alışkanlıklar zamanla birikir ve krank mili, yataklar ve alt kısmın tamamının çok daha uzun ömürlü olmasına yardımcı olur. Motorunuz uygun şekilde alıştırıldıktan sonra sürüş stilinizi krank milinizin kapasitesine göre ayarlayın ve hiçbir bileşenin kırılamaz olduğunu asla varsaymayın.
Her Güç Seviyesi İçin Son Tavsiyeler
Metalürjiyi, üretim süreçlerini, arızalanma modlarını ve gerçek dünya performans verilerini inceledikten sonra artık gürültüyü kesip size kesin rehberlik sunma zamanı geldi. Hafta sonu aracı için Ford 460 motorla bir araç mı inşa ediyorsunuz yoksa dört haneli beygir gücünü zorlayan özel bir drag aracı mı? Krank mili seçimini gerçek güç hedeflerinize uygun hale getirmek, hem gereğinden fazla harcama yapmanızı hem de felaketle sonuçlanan arızaları önler.
Bilyeli ve dövme krank mili dayanıklılığı tartışması nihayetinde şu soruya indirgenir: özel inşanız aslında ne gerektiriyor? Araba gösterisinde etkileyici görünen değil, ama güç hedeflerinizi zamana karşı güvenilir şekilde karşılayabilecek olan nedir? Bunu uygulamaya göre parçalayalım.
Krank Mili Tipini İnşaat Hedeflerinize Uydurmak
Krank milinizin seçimi, güç seviyesine, planlanan kullanıma ve bütçe önceliklerine dayalı mantıksal bir karar ağacını izlemelidir. İşte uygulamaya göre sıralanmış kesin öneriler:
- 600 Beygir Gücünün Altındaki İnşaatlar: Kaliteli dövme 4340 krank mili, bu güç aralığı için mükemmel değer ve güvenilirlik sunar. Sokak kullanımı için bir 460 Ford motoru mu inşa ediyorsunuz yoksa hafta sonu branman yarışları için küçük blok mı, premium dövme yapı bu güç seviyelerini önemli güvenlik payıyla karşılar. Güç hedeflerinizi güvenle karşılayacak bir krank mili için 800-1.800$ harcayacaksınız ve diğer döner grup bileşenleri için bütçe ayırma imkanı bulacaksınız. Dövmenin tane yapısına sağladığı faydalar — iş sertleşmesi ve hizalanmış tane akışı — çoğu sokak/pist inşasının talep edeceği her şeyin ötesinde yorulmaya dayanıklılık sağlar.
- 600-1.500 Beygir Gücü Sokak/Pist İnşaları: Sertifikalı kalite kontrolüne sahip premium dövme krank milleri, optimal seçim haline gelir. Bu noktada üretim tutarlılığı son derece önemli hale gelir—doğrulanmış malzeme kalitesi, uygun ısıl işlem ve belgelenmiş süreç kontrollerine ihtiyacınız vardır. Şarjlı bir Ford 460 motor kombinasyonu mu kullanıyorsunuz yoksa turboşarjlı bir ithal platform mu mu? Saygın üreticilerin sertifikalı dövme krank milleri, billet fiyatlandırma olmadan ihtiyacınız olan dayanıklılığı sağlar. Engine Labs'a göre, Callies gibi üreticiler, doğru tasarlanmış uygulamalarda 1.200-1.800 beygir gücünü güvenilir şekilde karşılayabilecek dövme krank millerini başarıyla sergilemiştir.
- 1.500 Beygir Gücünün Üzerinde Özel Drag Yarışı: Özel strok gereksinimleri, aşırı şarj basınçları veya nitro uygulamaları dövülmüş malzemelerin yorulma sınırlarını aştığında, kütük (billet) krank millerini göz önünde bulundurun. Ciddi bir yarış motoru için Ford 460 kasa motoru arıyor veya özel stroker kombinasyonu geliştiriyorsanız, kütüğün tasarım özgürlüğü ve doğrulanmış malzeme kalitesi 2.500-8.000+ USD'lik yatırımın gerekçesini oluşturur. Bu güç seviyelerinde, tam strok boyutlarını, denge ağırlığı konumlarını ve muylu ölçülerini belirtebilme yeteneği bir lüks olmaktan çıkıp pratik bir zorunluluk haline gelir.
- Profesyonel Yarış Takımları ve Toplu Üretim Yapanlar: IATF 16949 sertifikalı hassas sıcak dövme bileşenler, mukavemet, tutarlılık ve değer açısından en iyi kombinasyonu sunar. Birden fazla motor inşa ediyorsanız veya yarış sezonunuz bileşen güvenilirliğine bağlıysa, sertifikalı üretim süreçleri standart dövme işlemlerini etkileyen değişkenliği ortadan kaldırır. Şirketler gibi Shaoyi (Ningbo) Metal Technology profesyonel programların geliştirme ve rekabet için ihtiyaç duyduğu gibi, yüksek hacimli üretim kabiliyetiyle birlikte sadece 10 gün gibi kısa sürede hızlı prototipleme imkanı sunar.
Dayanıklılık Seçimi Üzerine Son Söz
Deneyimli motor inşaatçılarının bildiği ama sıradan meraklıların çoğunlukla gözden kaçırdığı şey şudur: dövme alaşımların dayanıklılık avantajı yalnızca belirli güç eşiğinin üzerinde anlamlı hale gelir. Callies Performance Products'tan Brook Piper'ın ifadesiyle, "On kerede dokuzunda, bizim dövme ürünümüz işi görür." Bu, dövme alaşımları küçümsemek değil; çoğu uygulamanın dövme yapının somut faydalar sağladığı sınırlara yaklaşmadığının dürüst bir kabulüdür.
Matematiği göz önünde bulundurun. Bir üst düzey dövme krank mili, eşdeğer bir blok seçeneğinden 1.000-1.200 ABD doları daha ucuzdur. Motorunuz 1.200 beygir gücü üretiyorsa ve dayanım değeri 1.800 beygir gücüne kadar çıkan dövme krank milleri kullanıyorsanız, ekstra blok maliyeti nerede değer sağlar? Sağlamaz. Bu 1.200 dolar, daha iyi biyel kolları, daha kaliteli pistonlar veya kombinasyonunuzun güvenilirliğini ve performansını gerçekten artıran bir hassas harmonik sönümleyici almanıza olanak tanır.
İstisna, kuralı doğrular. 460 büyük blok güç seviyelerine ulaşmak amacıyla 2.000'den fazla beygir gücüne çıkıldığında ya da turboşarj gibi zorlanmış emme sistemleri ile silindirlere ani ve şiddetli basınç dalgaları gönderen ford 460 ateşleme düzeniyle motor inşa edildiğinde, blok konstrüksiyon akıllıca bir tercih haline gelir. Doğrulanmış malzeme kalitesi ve tasarım özgürlüğü, yatırımın haklı çıkarılmasını sağlar çünkü bu kapasiteyi gerçekten kullanıyorsunuzdur.
Çoğu inşaatçı, ihtiyaç olmayacak dövme özelliklere değil, kaliteli dövme kranklar ve destekleyici bileşenlere yatırım yapmak için daha iyi hizmet alır.
Tam Dönme Montaj Stratejisi
Krank mili seçiminiz asla izole bir şekilde gerçekleşmemelidir. Dönme montaj sistemi olarak çalışır—krank mili, connecting rod, piston, yataklar ve harmonik sönümleyici, güç hedeflerinizi karşılayabilmek için birlikte çalışmalıdır. Uyumsuz bileşenler, yüksek kaliteli krank miline yapılan yatırımı anlamsız hale getirir.
Bunu stratejik olarak düşünmenin yolu budur:
- Connecting Rod Gücünü Krank Mili Kapasitesine Uydurun: Ekonomik connecting rod ile yüksek kaliteli dövme krank mili kullanmak gereksiz bir hata noktasına yol açar. Krank milinizle uyumlu H-şase veya kaliteli dövme connecting rod için bütçe ayırmalısınız.
- Piston Seçimi Krank Mili Yüklenmesini Etkiler: Daha ağır pistonlar, salınım kütlesini ve krank mili gerilimini artırır. Daha hafif dövme pistonlar yüklemeyi azaltır ancak segman paketi seçimine dikkat edilmesini gerektirir. Bu uzlaşımı devir hedeflerinize göre dengeleyin.
- Yatakların Kalitesi Son Derece Önemlidir: Krank miliniz ana ve biyel yatakları tarafından desteklenen yağ filmi üzerinde döner. Tomorrow's Technician adlı kaynakta belirtildiği gibi, yatak ve krank mili arızalarının bir numaralı nedeni artıklardır. Ciddi motor imalatlarının talep ettiği korumayı premium üç katmanlı veya kaplamalı yataklar sağlar.
- Titreşim Sönümleyici Seçimi: Yanlış damper, zararlı titreşimleri kontrol etmek yerine aslında onları büyütebilir. Damper özelliklerini motorunuzun özel harmonik frekanslarına uydurun—özellikle güç seviyeleri arttıkça bu çok önem kazanır.
Birden fazla motor montajı için bileşenler temin eden profesyonel motor inşaatçıları veya programlarında sürekli kalite gerektiren yarış takımları için, IATF 16949 sertifikalı üreticilerle ortaklık kurmak, tedarik süreçlerini kolaylaştırırken aynı zamanda spesifikasyonların karşılanmasını garanti eder. Tasarım aşamasında dahili mühendislik desteği, genel amaçlı dövme kalıpların ürettiği ürünleri kabul etmek yerine, belirli uygulamanız için ağırlık-çekim oranını optimize eder.
Karar Verme Çerçeveniz
Krank mili seçimini yapmaya hazır olduğunuzda şu sorulara yanıt verin:
- Gerçekçi tepe beygir gücü hedefiniz nedir? Arkadaşlarınıza söylediğiniz rakam değil, kombinasyonunuzun gerçekten üreteceği güç miktarı nedir?
- Motor nasıl kullanılacak? Günlük sürüş aracı, hafta sonu aracı, özel amaçlı yarış aracı mı yoksa profesyonel yarış aracı mı?
- Döner mil takımınız için bütçeniz ne kadar? Kaliteli destekleyici bileşenlerle birlikte premium dövme malzemeyi karşılayabilecek misiniz, yoksa tornalanmış (billet) malzeme fiyatı diğer alanlarda ödün vermenizi mi zorunlu kılacak?
- Özel strok özelliklerine mi ihtiyacınız var, yoksa standart dövme seçenekleri gereksinimlerinizi karşılıyor mu?
- İmalat tutarlılığı ne kadar önemli? Tekil üretimler, birden fazla motorda aynı bileşenlere ihtiyaç duyan profesyonel programlara göre daha fazla değişkenliğe tahammül eder.
Bunlara dürüstçe cevap verin ve krank mili seçiminiz kendiliğinden netleşir. Dövme krank mili ile tek parça (billet) krank mili arasındaki dayanıklılık tartışması, görkemli görünse de pratik fayda sağlamayan spesifikasyonları değil, gerçek gereksinimlerinize uygun üretim yöntemini seçtiğinizde kendiliğinden çözülür.
Hafif bir sokak motoru mu inşa ediyorsunuz yoksa güçlü bir drag aracı mı, amacınız aynı kalır: güç hedeflerinizi uzun süre zarfında güvenilir bir şekilde karşılayabilecek bir döner mil grubu monte etmek. Akıllıca seçim yapın, kaliteli imalata yatırım yapın; böylece gaza bastığınızda krank miliniz endişe etmeniz gereken son şey olur.
Krank Mili Dayanıklılığı Hakkında Sıkça Sorulan Sorular
1. En güçlü krank mili hangisidir?
En güçlü krank mili, uygulamanıza bağlıdır. 2.000 beygir gücünün üzerindeki aşırı uygulamalar için EN40B veya 4340 çelikten üretilen premium dövme krank milleri en yüksek mukavemet potansiyelini sunar. Ancak Callies gibi üreticilerin kaliteli dövme 4340 krank milleri, hizalanmış tane akışı ve işlenerek sertleştirilmiş malzeme nedeniyle yorulmaya karşı üstün direnç sağlar. 1.500 beygir gücünün altındaki çoğu performans uygulaması için ise IATF 16949 sertifikalı hassas sıcak dövme krank milleri, optimal mukavemet ve güvenilirlik sunar. Shaoyi Metal Technology gibi IATF sertifikalı üreticiler, katı proses kontrolleri ve doğrulanmış malzeme spesifikasyonları aracılığıyla tutarlı kaliteyi garanti eder.
2. Dövme olan her zaman dökme olandan daha mı güçlüdür?
Hayır, billet malzeme dövülmüş olandan doğası gereği daha dayanıklı değildir. Sektör uzmanlarına göre, eğer iki krank mili aynı malzemeden üretilmişse — biri dövme, diğeri billet — parçanın hatlarını takip eden sıkıştırılmış ve hizalanmış tane yapısı nedeniyle dövülmüş olan daha dayanıklıdır. Billet yönteminin avantajları, tasarım özgürlüğü, işleme öncesi malzeme muayenesi yapılabilmesi ve daha yüksek spesifikasyonlara sahip alaşımlar kullanılabilme imkanı sunmasından gelir. Dövme işlemi, yönlenmiş mukavemet sağlayan işlenerek sertleştirilmiş çelik oluştururken, billet frezeleme mevcut tane yapısını keser. Her iki yöntem de doğru şekilde uygulandığında olağanüstü krank milleri üretir ancak farklı güç aralıklarında ve uygulamalarda üstün performans gösterirler.
3. Döküm krank milinden dövülmüş krank miline ne zaman geçmeliyim?
Sektör uzmanları, 450-500 beygir gücünün üzerine çıkıldığında döküm krank millerinden dövülmüş krank millerine geçilmesini önermektedir. Döküm krank millerinin çekme mukavemeti yaklaşık 60.000-80.000 PSI iken dövülmüş olanlarda bu değer 125.000-200.000 PSI arasındadır. 500-1.200 beygir gücü aralığındaki uygulamalarda kaliteli dövme 4340 çeliği en düşük öneri seviyesine ulaşır. 1.200 beygir gücünün üzerindeki güç seviyelerinde ise sertifikalı kalite kontrolle üretilmiş premium dövme malzeme gereklidir. 1.800 beygir gücünü aşan uygulamalarda ise maksimum dayanım ve özel spesifikasyonlar için genellikle biletleşmiş (billet) yapı tercih edilir.
4. Yüksek performanslı motorlarda krank mili kırılmasının nedenleri nelerdir?
Krank mili arızaları genellikle yağ deliği kesişimleri, köşe yarıçapları ve denge ağırlığı bağlantı noktaları gibi gerilim yoğunlaşması olan bölgelerde yorulma çatlaklarından kaynaklanır. Dövme krank milleri genellikle uyarı belirtileri veren progresif yorulma çatlağı ile arızalanırken, blok (billet) miller işlenme sırasında oluşan gerilim yükselticilerden veya tespit edilmemiş malzeme hatalarından dolayı aniden kırılabilir. Katkıda bulunan faktörler arasında uygun olmayan ısıl işlem, düşük kaliteli rulmanlar, uyumsuz harmonik sönümleyiciler ve krank milinin nominal güç kapasitesinin aşılması yer alır. Düzenli yağ analizi, rulman muayeneleri ve anormal titreşimlere dikkat etmek, felaketle sonuçlanan arızalardan önce sorunları tespit etmeye yardımcı olur.
5. Tane yapısı krank mili dayanıklılığını nasıl etkiler?
Tane yapısı, krank milinin yorulma direnci ve dayanıklılığı üzerinde önemli bir etkiye sahiptir. Saçılma işlemi, metalin kristal tanelerinin akışını krank milinin konturları boyunca hizalarak gerilme yoğunluğunun en yüksek olduğu bölgelerde yönlendirilmiş bir mukavemet oluşturur. Bu hizalanmış yapı, rastgele veya kesintili tane desenlerinden daha iyi çatlak oluşumunu ve yayılmayı engeller. Dövme parçaların işlenmesi mevcut doğrusal tane yapısını keser ve böylece işlenmiş yüzeylerde gerilme yoğuşması noktaları oluşturabilir. Döküm krank millerinde ise tahmin edilemeyen zayıf noktalara sahip rastgele tane yönelimi bulunur. Uygun ısıl işlem, üretim yönteminden bağımsız olarak tane yapısının avantajlarını daha da artırır.