 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Performans için Otomotiv Kalıp Yağlama Stratejileri
Özet
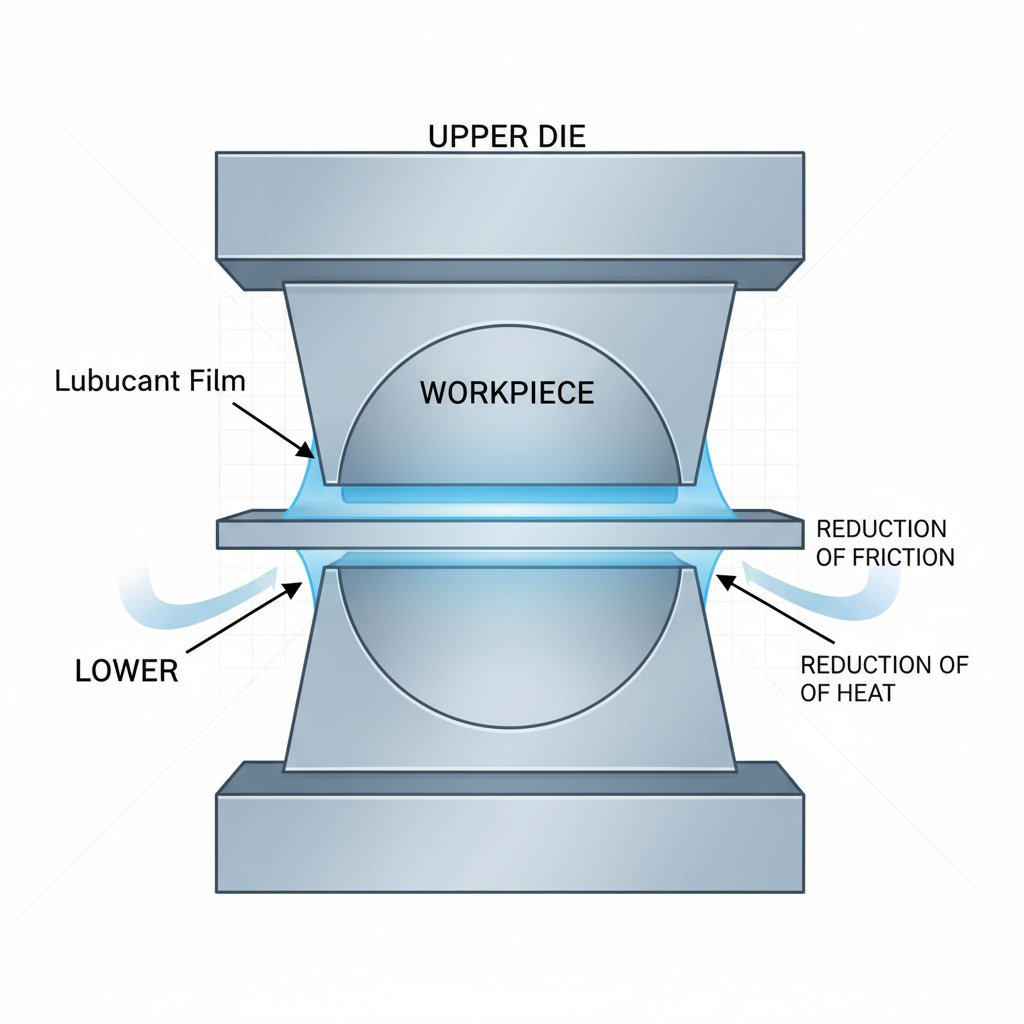
Otomotiv kalıp yağlaması, presleme veya döküm işlemlerinde kalıp ile iş parçası arasına koruyucu bir film oluşturmak üzere özel bir bileşiğin uygulanmasını ifade eden kritik bir süreçtir. Etkili bir yağlama stratejisi, sürtünmeyi ve ısınmayı azaltmak, erken aşınmayı önlemek, üretilen parçaların yüksek kalitede ayrılmasını sağlamak ve maliyetli kalıpların kullanım ömrünü maksimize etmek açısından hayati öneme sahiptir.
Otomotiv Kalıp İşlemlerinde Yağlamanın Kritik Rolü
Herhangi bir sac presleme, şekillendirme veya imalat tesisinde, kalıp ile iş parçası arasındaki etkileşim, yoğun sürtünme ve ısı üretiminin yaşandığı bir andır. Kalıp yağlamanın temel amacı, bu kuvvetleri yönetmek için bu arayüze dayanıklı bir film uygulamaktır. Bu süreç sadece bir sıvı uygulamaktan ibaret değildir; parça kalitesinden işletme maliyetlerine kadar her şeyi etkileyen başarılı bir üretim operasyonunun temel taşıdır. Doğru şekilde uygulandığında, iyi planlanmış bir yağlama stratejisi, tüm üretim döngüsü boyunca önemli verimlilik kazanımları sağlayabilir.
Kalıp yağlamanın fonksiyonları çok yönlüdür ve basit sürtünme azaltmanın çok ötesine uzanır. Uygun bir yağlayıcı, kalıp yüzeyi ile parça arasında hasarı önlemek ve temiz bir şekilde ayrılmasını sağlamak açısından kritik olan fiziksel bir ayrımı oluşturur. Otomotiv özel sac pres kalıpları gibi uzmanlar tarafından geliştirilen yüksek hassasiyetli kalıp takımlarının ömrü, Shaoyi (Ningbo) Metal Technology Co., Ltd. , dikkatle uygulanan bir yağlama programına doğrudan bağlıdır. Buna sahip olmazsanız, en sağlam kalıplar bile erken aşınmadan etkilenir.
Etkili kalıp yağlaması birkaç temel fayda sağlar:
- Sürtünme ve Isı Yönetimi: Kalıp ile iş parçası arasındaki direnci en aza indirerek yağlayıcılar, şekillendirme sırasında oluşan yoğun ısıyı dağıtır ve bu da hem takımın hem de parçanın boyutsal stabilitesini korumak açısından çok önemlidir.
- Kalıp Koruma: Yağlayıcı film, doğrudan metal-metal temasından kaynaklanan gagalama, çizilme ve diğer aşınma biçimlerini önleyen bir kalkan gibi çalışır. Bu, doğrudan daha uzun takım ömrü ve azaltılmış bakım duraklamalarına çevrilir.
- İyileştirilmiş Parça Kalitesi: Uygun yağlama, malzemenin kalıp yüzeyi üzerinde sorunsuz akışını sağlayarak yırtılmaları, çatlakları ve estetik kusurları önler. Ayrıca parçanın kalıptan temiz bir şekilde ayrılmasını kolaylaştırarak çarpılmayı engeller.
- Korozyon Kontrolü: Birçok şekillendirme gresi, kalıbı ve nihai parçayı üretim süreci sırasında ve sonrasında oksidasyondan ve paslanmadan koruyan katkı maddeleri içerir.
Tersine, yetersiz yağlamanın sonuçları ciddidir. Yetersiz veya hatalı sıvı uygulaması, hurda oranlarının artmasına, maliyetli kalıp onarımlarına ve planlanmayan üretim durmalarına yol açar. Hafif malzemelerin (örneğin alüminyumun) yakıt verimliliğini artırmak amacıyla giderek daha fazla kullanıldığı otomotiv sektöründe, yağlama teknolojisine olan talep daha da artmaktadır. Bu tür malzemeler, benzersiz şekillendirme özelliklerini karşılamak ve kalıp döküm işlemlerinde lehimlenme gibi sorunları önlemek için özel yağlama stratejileri gerektirir.
Kapsamlı Bir Yağlama Stratejisi Geliştirme
Yağlamada mükemmelliğe ulaşmak, gelişigüzel ve tepkisel bir yaklaşımdan çıkarak planlı, kapsamlı bir stratejiye geçmeyi gerektirir. Özellikle Hızlı Kalıp Değişimi (QDC) ortamında bir yağlama planı geliştirilirken şirketler hiçbir bileşeni tek başına değerlendirmemelidir. Etkili bir strateji, yağ seçimi ve sulandırılması ile uygulama yöntemleri ve süreç kontrolleri arasındaki tüm unsurların, montaj sürelerini kısaltmak ve hataları önlemek amacıyla uyum içinde çalışmasını sağlar.
Kapsamlı bir strateji, farklı işlerin farklı gereksinimlere sahip olduğunu anlamakla başlar. Örneğin, otomotiv OEM'leri genellikle aletleri için özel onaylı sıvılara sahiptir. Stratejinin önemli bir parçası, tepkisel, zaman çizelgesine dayalı bir yaklaşım ile daha gelişmiş, duruma dayalı bir sistem arasında seçim yapmaktır. Zamanlanmış yağlamaya göre daha basit olan duruma dayalı strateji, yağlayıcının ve makinenin gerçek durumunu izleyerek uygulamayı optimize eder, bu da israfı azaltır ve performansı artırır. Bu proaktif yaklaşım, modern yüksek karışım üretiminde hayati öneme sahiptir.
Sağlam bir yağlama stratejisi oluşturmak için aşağıdaki kontrol listesini göz önünde bulundurun:
- Uygulamayı Analiz Edin: İş parçası malzemesini (örneğin yüksek mukavemetli çelik, alüminyum), parçanın karmaşıklığını ve işlem türünü değerlendirin (örneğin presleme, derin çekme, kalıp döküm).
- Tedarikçilerle İrtibata Geçin: Doğru sıvıyı seçmek için yağlayıcı sağlayıcınızla birlikte çalışın. Boyama veya kaplama gibi son işlemlerle uyumluluk konusunda kritik bilgiler sağlayabilirler.
- Uygulama Parametrelerini Tanımlayın: Optimal uygulama yöntemini (örneğin, püskürtme, rulo), nozul yerleştirilmesini, hacmini ve zamanlamasını belirleyin. Akıllı kontrolcüler bu 'püskürtme profillerini' saklayarak tekrarlanabilirliği sağlar ve değişiklikler sırasında tahmin yürütmeyi ortadan kaldırır.
- Doğru Seyreltme ve İzlemeyi Sağlayın: Doğru seyreltme oranını belirlemek için yağlayıcı sağlayıcısının sunduğu konsantrasyon tablosunu kullanın. Tutarlılığı sağlamak için konsantrasyonu düzenli olarak refraktometre ile kontrol edin.
- Pres Operasyonlarıyla Entegre Edin: Maksimum verimlilik için, özellikle QDC ile, yağlama hatlarında hızlı bağlantı manifoldları gibi sistemleri kullanın. Bu yalnızca değişimi hızlandırır, aynı zamanda yanlış hortumun yanlış nozula bağlanması gibi hataları da önler.
Aşağıdaki tablo iki stratejik yaklaşımı karşılaştırarak proaktif, sistem odaklı bir yaklaşımın avantajlarını ortaya koymaktadır.
| Faktör | Reaktif (Bileşen Odaklı) Strateji | Proaktif (Sistem Odaklı) Strateji |
|---|---|---|
| Yağlayıcı uygulaması | Manuel veya sabit zamanlı uygulama; genellikle fazla veya eksik yağlamaya neden olur. | Otomatik, duruma dayalı uygulama ile hassas hacim ve zamanlama kontrolü. |
| Değişim Süreci | Tek tek hortum bağlantıları; insan hatası ve kontaminasyon riski yüksektir. | Hızlı bağlantı manifoltları ve programlanmış tariflerin kullanımı; hataları ve durma süresini en aza indirir. |
| İzleme | Yağlayıcı konsantrasyonu ve durumuyla ilgili nadir veya hiç yapılan kontroller. | Seyreltme oranlarının ve sistem performansının düzenli olarak izlenmesi; verilere dayalı ayarlamalar. |
| Sonuç | Parça kalitesinde tutarsızlık, artan yağlayıcı atığı, kalıp aşınmasında artış ve daha uzun duraklamalar. | Tutarlı parça kalitesi, azaltılmış atık, uzatılmış kalıp ömrü ve geliştirilmiş operasyonel verimlilik. |
Doğru Yağlayıcıyı Seçme: Türler ve Özellikler Kılavuzu
Yağlayıcı kendisi, herhangi bir kalıp yağlama stratejisinin temel taşıdır. Uygun türün seçilmesi kritik öneme sahiptir ve şekillendirilen malzeme, çalışma sıcaklıkları ve basınçlar dahil olmak üzere belirli uygulamaya büyük ölçüde bağlıdır. Dört ana endüstriyel yağlayıcı kategorisi, farklı senaryolara uygun farklı özellikler sunar.
Bunlara örnek olarak yağlar, gresler, kuru kayganlaştırıcılar ve nüfuz eden kayganlaştırıcılar verilebilir. Çoğu otomotiv kalıp uygulaması için yağlar ve özel sentetik bileşikler en yaygın olanlardır. Örneğin, yüksek sıcaklıklarda alüminyum kalıp dökümünde, su bazlı kalıp kayganlaştırıcıları, kalıp yüzeyini etkili bir şekilde soğutacak şekilde tasarlanmıştır ve Leidenfrost etkisinden kaynaklanan sıvının sıcak yüzeye temas etmeden buharlaşması gibi yaygın sorunları önler. Benzer şekilde, alüminyum beyaz gövde (BIW) parçalarının preslenmesinde, sıcak eriyen kayganlaştırıcılar geleneksel yağlara kıyasla üstün sınır kayganlaştırması sağlayabilir.
Doğru seçimi yapmak birkaç faktörün dikkatli bir şekilde değerlendirilmesini gerektirir. Düşük sıcaklıklarda iyi çalışan bir kayganlaştırıcı, dövme veya kalıp döküm işlemi gibi aşırı sıcaklıklarda bozulabilir. Aşağıdaki tablo, metal şekillendirmede kullanılan yaygın kayganlaştırıcı türlerinin karşılaştırmasını sunmaktadır:
| Yağlayıcı Türü | Ana Özellikler | En iyisi | Dikkatler |
|---|---|---|---|
| Yağ Bazlı (Mineral/Sentetik) | Mükemmel soğutma, geniş viskozite aralığı, aşırı basınç (EP) katkı maddeleri içerebilir. | Genel ambalajlama, çekme, yüksek hızlı işlemler. | Temizlik sorunlarına neden olabilir; viskozite sıcaklıkla değişir. |
| Su Bazlı Emülsiyonlar/Sentetikler | Üstün soğutma özellikleri, temiz, alev alıcı değil. | Yüksek sıcaklıkta kalıp döküm, yangına dayanıklılık gereken uygulamalar. | Konsantrasyonun dikkatlice izlenmesi gerekir; bakteri üremesi potansiyeli vardır. |
| Kuru Film Kaynakları (Grafit, PTFE) | Aşırı sıcaklıklara ve basınca dayanır; temiz, yağlı olmayan bir yüzey sağlar. | Dövme, ekstrüzyon ve sıvı kirlenmenin önemli olduğu uygulamalar. | Tekdüze şekilde uygulanması zor olabilir; yüzey hazırlığı gerektirebilir. |
| Sıcak Püskürtme Yağları | Katı halde uygulanır ve ısıyla erir; mükemmel sınır yağlaması sağlar. | Alüminyum alaşımları gibi zorlu malzemelerin preslenmesi. | Özel uygulama ekipmanı gerektirir. |
Seçim sürecinizi yönlendirmek için aşağıdaki soruları sorun:
- İş parçası malzemesi ve kalınlığı nedir?
- İşlem sırasında maksimum sıcaklık ve basınç değerleri nedir?
- Son parçanın yüzey kalitesiyle ilgili özel gereksinimler var mı?
- Çevre, sağlık ve güvenlik açısından dikkate alınması gereken hususlar nelerdir?
- Yağ, kaynak yapma, boyama veya kaplama gibi sonraki süreçlerle uyumlu mu?
Stratejik Yağlamayla Performansın En İyileştirilmesi
Sonuç olarak, etkili otomotiv kalıp yağlaması, modern bir metal şekillendirme işleminde sadece bir bakım görevinden çok daha fazlasıdır. Sıvı uygulamak gibi basit bir bakış açısından tam bir yağlama sistemini yönetme anlayışına geçiş, en üst performansa ulaşmak için hayati öneme sahiptir. Başarılı bir strateji, yağlayıcı seçiminin, uygulama yönteminin ve süreç izlemenin doğrudan verimlilik, kalite ve kârlılığı etkileyen birbirine bağlı unsurlar olduğunu kabul eder.
Her bir uygulamanın özel taleplerini dikkatlice analiz ederek, bilgili tedarikçilerle iş birliği yaparak ve hassasiyeti ve tekrarlanabilirliği sağlamak için teknolojiden yararlanarak üreticiler önemli faydalar elde edebilir. Sonuçlar somuttur: kalıp ömrünün uzatılması, hurda oranlarının düşürülmesi, daha hızlı değiş tokuşlar ve daha temiz, daha güvenli bir çalışma ortamı. Rekabetçi bir otomotiv pazarında kalıp yağlamayı ustaca yapmak, operasyonel mükemmelliği sağlayan önemli bir fark yaratandır.
Kalıp Yağlaması Hakkında Sıkça Sorulan Sorular
1. Döküm kalıplarında kullanılan yağlayıcı nedir?
Alüminyum gibi yüksek sıcaklıklı metallerle yapılan kalıp döküm işlemlerinde genellikle özel su bazlı yağlayıcılar kullanılır. Bu ürünler, parçanın kalıptan kolayca ayrılmasını sağlamak için kalıbı yağlamanın yanı sıra kritik olarak, döngüler arasında kalıp yüzeylerini soğutmak için tasarlanmıştır. Aşırı sıcaklıklara dayanabilmeli ve lehimlenme gibi sorunları önlemelidir. Grafit içeren bazı özel ürünler ise yüksek sıcaklık dayanımları nedeniyle kullanılır.
2. Yağlayıcıların 4 türü nedir?
Dört ana endüstriyel yağlayıcı türü şunlardır: yağ, gres, nüfuz eden yağlayıcılar ve kuru yağlayıcılar. Yağlar sıvı haldedir ve ısı transferi için uygundur. Gresler yüzeylere iyi yapışan yarı katı maddelerdir. Nüfuz eden yağlayıcılar çok düşük viskoziteye sahiptir ve dar aralıklara sızabilir. Grafit veya PTFE gibi kuru yağlayıcılar, yüksek sıcaklıklı veya temiz ortamlarda sürtünmeyi azaltan katı maddelerdir.
3. Tip 3 yağlama yöntemi nedir?
Bu genellikle dişliler gibi makineleri yağlamak için kullanılan üç yaygın yöntemden birini ifade eder. Birincil yöntemler şunlardır: gresle yağlama, sıçrama ile yağlama (bileşenlerin yağ banyosuna daldığı yöntem) ve kritik noktalara pompa ile aktif olarak yağ dağıtımı yapan zorlamalı yağ dolaşımı. Yöntem seçiminde makinenin hızı, yükü ve tasarım gereksinimleri etkilidir.
4. Yağlama sistemlerinin üç veya dört türü nelerdir?
Endüstriyel makineler bağlamında yağlama sistemleri, yağın nasıl iletildiği ile ilgilidir. Bunlara el ile yapılan sistemler (örneğin gres tabancası), tek bir depodan çoklu noktalara otomatik olarak yağ ileten merkezileştirilmiş sistemler, atomize edilmiş bir yağlayıcıyı püskürten yağ sis sistemleri ve yağın sürekli olarak filtre edilip tekrar kullanıldığı dolaşım sistemleri dahildir. Kalıp uygulamalarında sistem genellikle hassas uygulama için tasarlanmış otomatik bir püskürtme veya rulo sistemidir.