 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Kalıp Döküm Parçalar: Form, Fonksiyon ve Yüzey Kaplamaları Arasında Denge Kurmak

Özet
Arasındaki fark estetik ile fonksiyonel döküm parçalar ikili bir seçim değil, tasarım önceliklerinin bir spektrumudur. Başarı, dayanıklılık ve korozyon direnci gibi performans gereksinimleriyle görsel çekicilik arasında denge kurmaya bağlıdır. Bu denge, öncelikle stratejik malzeme seçimi, üretilebilirlik için tasarım (DFM) ilkelerine uyum ve parçanın kullanım amacına göre özel yüzey kaplamalarının doğru uygulanmasıyla sağlanır.
Spektrumu Tanımlamak: Estetik ve Fonksiyonel Öncelikler
İmalat dünyasında form ile fonksiyon arasındaki tartışma sürekli devam eder. Döküm parçalar söz konusu olduğunda bu, birini diğerine tercih etme meselesi değil, daha çok önceliklerin bir spektrumunu yönetme sorunudur. Neredeyse tüm bileşenler hem estetik çekicilik hem de fonksiyonel performansın bir karışımını gerektirir. Anahtar, tasarım sürecinin erken aşamasında birincil amacı belirlemektir çünkü bu karar, malzeme seçimiyle başlayıp nihai yüzey işlemine kadar tüm sonraki kararlara yön verir.
Estetik hususlar, bir parçanın görsel ve dokusal özelliklerine odaklanır. Görünüm ve hissedilen değer doğrudan ilişkili olduğu için tüketiciye yönelik ürünlerde bunlar en önemli faktörlerdir. Yüzey pürüzsüzlüğü, renk tutarlılığı, doku ve ayırma çizgileri veya çökme izleri gibi görsel kusurların olmaması bu faktörlere örnektir. Şık bir dizüstü bilgisayar kasası, cilalı bir otomotiv iç aksesuarı ya da yüksek kaliteli bir ev aracının dekoratif gövdesi, estetiğin belirleyici olduğu örneklerdir. Üstün bir estetik yüzey elde etmek genellikle maliyeti artırabilen titiz kalıp tasarımı ve ikincil yüzey işleme süreçleri gerektirir.
İşlevsel gereksinimler, öte yandan, parçanın çalışma ortamı ve mekanik amacı tarafından belirlenir. Bu öncelikler arasında yapısal bütünlük, aşınma direnci, korozyon koruması, termal iletkenlik ve boyutsal doğruluk yer alır. Bir iç motor braketi, şanzıman muhafazası veya havacılık bileşeni için işlev vazgeçilmezdir. Parça, stres, sıcaklık değişimleri ile kimyasallara veya neme maruz kalma durumlarında güvenilir şekilde performans göstermelidir. Bu bağlamda yüzey kaplamaları görünüm açısından daha çok dayanıklılık ve ömür uzatma açısından önem taşır, bunun gibi bir rehberde belirtildiği üzere Kenwalt Die Casting .
Bu öncelikler arasındaki ödünleşme genellikle mühendislik ve ekonomi meselesidir. Örneğin, estetik nedenlerle karmaşık eğriler içeren bir parça tasarımı, erimiş metal akışında zorluklara yol açabilir ve dolayısıyla iç bütünlüğü tehlikeye atabilir. Tersine, bir parçanın maksimum dayanıklılık için optimize edilmesi daha az görsel olarak çekici bir yüzey sonucu doğurabilir. Herhangi bir ürün ekibinin hedefi, kullanım amacını net bir şekilde tanımlamak ve bütçeyi aşmadan hem estetik hem de güvenilir olacak şekilde en etkili dengeyi sağlamaktır.
Yüzey Sonlarının Kritik Rolü
Yüzey sonları, basınçlı döküm parçalarının hem estetik hem de işlevsel özelliklerini artırmada en güçlü araçtır. Bir yüzey sonu sadece bir kaplama değildir; ham dökümü yüksek performanslı, görsel olarak çekici bir bileşene dönüştürebilecek kritik bir üretim aşamasıdır. Zamanla Zetwerk açıklıyor, yüzey kaplaması sadece görünümden öteye geçerek performansı önemli ölçüde etkiliyor. Kaplama seçimi, tasarım aşamasında belirlenen önceliklere doğrudan hitap eder; hedeflenen şey ayna gibi parlaklık, dayanıklı korozyon direnci ya da artırılmış elektrik iletkenliği olsun.
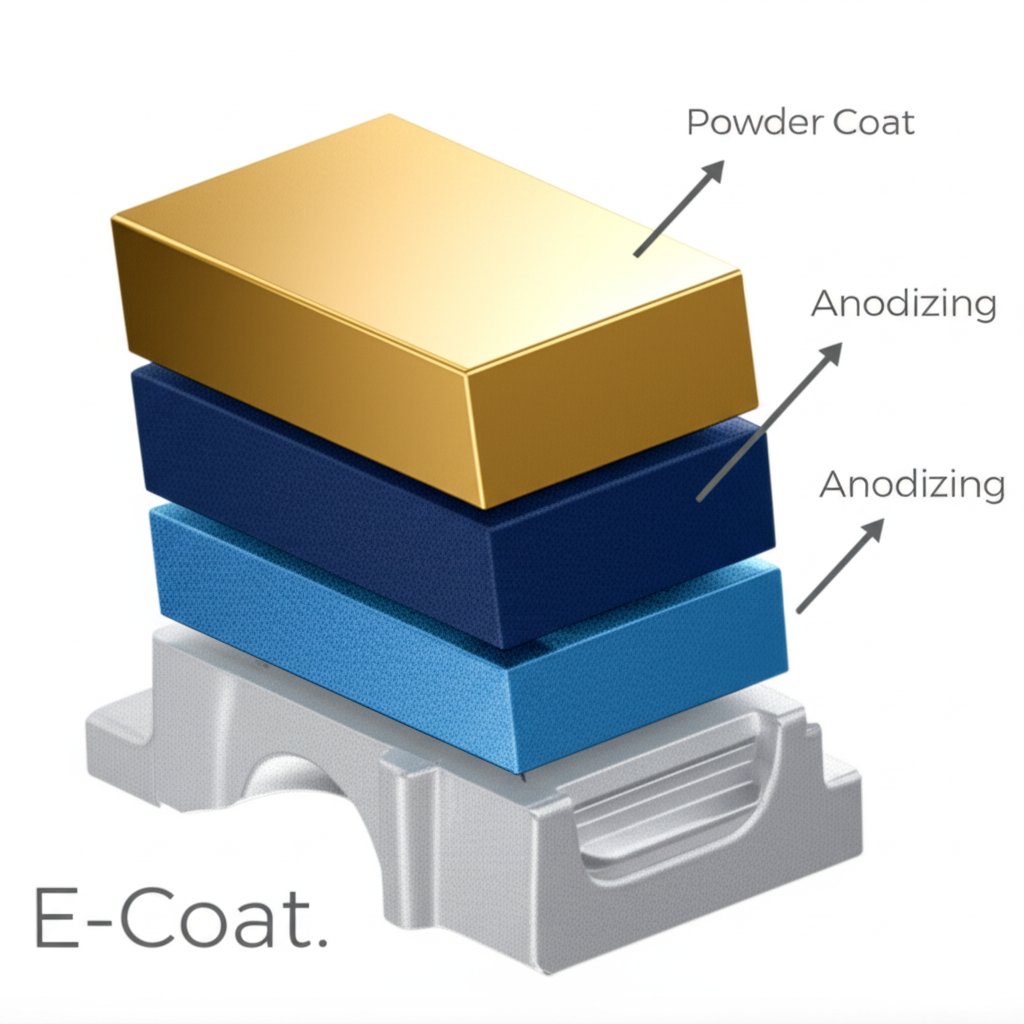
Kullanılabilir birkaç yaygın kaplama seçeneği bulunur ve her biri benzersiz faydalar kombinasyonu sunar. Anodizasyon alüminyum parçalarda sert, korozyona dayanıklı bir oksit tabakası oluşturan elektrokimyasal bir süreçtir ve dayanıklılığa ve premium bir hisse ihtiyaç duyan tüketici elektroniği için uygundur. Toz kaplama otomotiv parçaları ve açık hava ekipmanları için ideal olan çok çeşitli renklerde kalın, dayanıklı ve dekoratif bir kaplama sağlar. En yüksek estetik talepler için parlatma pürüzsüz, yansıtıcı bir yüzey oluştururken elektro Kaplama güzellik, aşınma direnci ve iletkenlik için krom veya nikel gibi başka bir metalden ince bir katman ekler.
Daha çok endüstriyel veya işlevsel ihtiyaçlar için kromat dönüşüm kaplama düşük maliyetle mükemmel korozyon direnci sunar ve bu da performansın görünümden üstün olduğu havacılık ve elektronik uygulamalar için uygun hale getirir. Benzer şekilde, kum veya mermer tozu ile temizleme bir parçayı temizlemenin ve aynı zamanda boyama veya kaplama işlemi için mükemmel bir hazırlık adımı olarak eşit mat bir doku oluşturan maliyet açısından verimli bir yöntemdir.
Doğru yüzey işlemini seçmek, parçanın kullanım amacına, çevresel koşullara ve bütçeye göre dikkatlice analiz edilmesini gerektirir. Bilinçli bir karar verilmesine yardımcı olacak kapsamlı bir maliyet ve karşılaştırma kılavuzu bu kararı basitleştirmek için aşağıdaki tabloda yaygın yüzey işlemlerinin başlıca avantajları ve tipik uygulamaları karşılaştırılmıştır.
| Yüzey İşlem Türü | Birincil Fayda | Korozyon Direnci | Göreli Maliyet | Genel Uygulamalar |
|---|---|---|---|---|
| Anodizasyon | Estetik & Fonksiyonel | Yüksek | Orta | Tüketici elektroniği, tıbbi cihazlar, mimari süsleme aksesuarları |
| Toz kaplama | Fonksiyonel ve Estetik | Çok yüksek | Orta | Otomotiv parçaları, açık hava mobilyaları, endüstriyel gövdeler |
| Parlatma | Estetik | Düşük (kaplı değilse) | Yüksek | Premium dekoratif parçalar, lüks donanım, reflektörler |
| Elektrokaplama (örneğin, krom) | Estetik & Fonksiyonel | Çok yüksek | Yüksek | Otomotiv süslemeleri, tesisat armatürleri, elektrikli konektörler |
| Kromat Dönüştürme | Işlevsel | Orta | Bu | Uzay hava araçları parçaları, elektronik, boya astarı |
| Atış patlaması | İşlevsel (Hazırlık) | Yok | Bu | Kaplamaya ön işlem, endüstriyel bileşenler |
Optimize Edilmiş Parçalar İçin Temel Tasarım İlkeleri
Bir yüzey kaplaması uygulanmadan çok önce, döküm parçanın temel tasarımı nihai başarısını belirler. Üretilebilirlik için tasarım (DFM) ilkelerine uyulması, hem işlevsel hem de estetik açıdan sağlam bileşenler yaratmak için esastır. Bu ilkeler, parçanın minimum hata ile, verimli bir şekilde ve daha düşük maliyetle üretilebilmesini sağlar. Bir kapsamlı tasarım kılavuzunda ayrıntılı olarak belirtildiği gibi, duvar kalınlığı, köşe yuvarlatmaları ve çekme açıları gibi anahtar değişkenler kritiktir.
En önemli prensiplerden biri kalınlığı korumaktır tekdüze Duvar Kalınlığı . Kalınlıktaki ani değişiklikler erimiş metalin düzgün olmayan şekilde soğumasına neden olabilir ve bunun sonucunda gözeneklilik (iç boşluklar) ve çökme izleri (yüzey çökmeleri) gibi hatalar meydana gelebilir. Bunlar sadece parçanın gücünü azaltmakla (işlevsel bir arıza) kalmaz, aynı zamanda görünümünü de bozar (estetik bir arıza). Duvar kalınlıklarını sabit tutarak tasarımcılar, metalin düzgün akışını ve yapısal bütünlüğü sağlar.
Köşe yuvarlatmaları ve eğrilikler —keskin iç ve dış köşelerin yuvarlanması— başka önemli bir unsurdur. Keskin iç köşeler gerilim yoğunluğuna neden olur ve parça yüke maruz kaldığında çatlamaya karşı daha savunmasız hale gelir. Geniş bir köşe yuvarlatması eklenerek gerilim daha eşit bir şekilde dağılır ve böylece parçanın mukavemeti ile yorulma ömrü büyük ölçüde artırılır. Estetik açıdan bakıldığında ise yuvarlatılmış kenarlar daha pürüzsüz ve bitmiş bir görünüm sağlar. Benzer şekilde, çekme açısı (dikey duvarlardaki hafif eğim), kalıbın zarar görmeden çıkartılabilmesi için gereklidir ve dikkatle tasarlanmış yüzey dokusunun korunmasını sağlar.
Malzeme seçimi de kilit bir rol oynar. Hafif ağırlık ve mukavemet arasında mükemmel bir denge sundukları için alüminyum alaşımlar, otomotiv ve elektronik uygulamalarının çoğunda tercih edilir. Çinko alaşımlar ise yüksek dökülebilirlik sunar ve karmaşık detaylar ile çok ince cidarlar elde etmeyi mümkün kılar; bu da küçük ve karmaşık bileşenler için idealdir. Özellikle otomotiv sektöründe aşırı mukavemet ve dayanıklılık gerektiren uygulamalarda alternatif süreçler düşünülebilir. Örneğin, bazı yüksek gerilim altındaki bileşenler sıcak dövme işleminden faydalanır. Şirketler gibi Shaoyi (Ningbo) Metal Technology mekanik performansın en üst öncelik olduğu yerlerde sağlam çözümler sunan hassasiyetle tasarlanmış otomotiv dövme parçalarında uzmanlaşmıştır.
Başarılı bir tasarım sağlamak için mühendisler, bir modeli nihai hâle getirmeden önce bu temel ilkelerin kontrol listesini gözden geçirmelidir:
- Duvar kalınlığı: Olanak dahilinde mümkün olduğu kadar düzgün mü? Geçişler kademeli mi?
- Eğim açıları: Kalıp açılması yönünde paralel tüm yüzeylerde yeterli çekme payı var mı (genellikle 1-3 derece)?
- Köşe Yuvarlamaları ve Radyüsler: Tüm keskin iç ve dış köşeler, bolca yuvarlatılmış hâldedir?
- Ayırma Hattı: Bölünme çizgisi, estetik etkisini en aza indirmek için kritik olmayan veya daha az görünür bir alana yerleştirilmiş midir?
- Kıvrımlar ve Kasnaklar: Yapının genel kalınlığını artırmak yerine ince duvarlara mukavemet kazandırmak için kıvrımlar kullanılıyor mu? Doğru orantılı mıdır (örneğin, duvar kalınlığının %50-60'ı)?
Projeniz İçin Doğru Dengeleri Sağlamak
Sonuç olarak, başarılı bir döküm parça üretmek stratejik uzlaşım ve akıllı tasarım gerektiren bir iştir. Tartışma estetik mi yoksa fonksiyon mu seçileceği üzerine değil, belirli bir uygulama için her ikisinin ideal karışımının nasıl tanımlanacağı üzerinedir. İhtiyaçları erken aşamada önceliklendirerek tasarımcılar, tüm üretim sürecini yönlendirecek bilinçli kararlar alabilir. Tüketici ürünleri kusursuz bir yüzey pürüzsüzlüğüne yönelirken, endüstriyel parçalar malzeme mukavemeti ve korozyon direncini her şeyin önüne alır.
Kavramdan bitmiş parçaya olan yol, kapsamlı bir yaklaşıma dayanır. Bu süreç, kusurları önlemeye ve üretilebilirliği sağlamaya yönelik temel tasarım ilkeleriyle başlar. Ardından performans ve maliyet hedeflerine uygun dikkatli malzeme seçimiyle devam eder. Son olarak, parçanın doğuştan sahip olduğu özellikleri artırarak gerekli dayanıklılık, koruma ve görsel çekicilik sağlayacak yüzey kaplamasının seçilmesiyle tamamlanır. Bu unsurlar arasındaki etkileşimi ustaca yöneterek üreticiler, sadece amaca uygun değil aynı zamanda kalite açısından da üstün döküm parçalar üretebilir.
Sıkça Sorulan Sorular
1. Die casting için en uygun malzeme nedir?
Alüminyum alaşımları, yüksek mukavemet, hafiflik ve korozyon direnci dengesini sunmaları nedeniyle kalıp basınç dökümünde en popüler malzemeler arasındadır. Bu özellikler, otomotiv parçalarından tüketici elektroniğine kadar geniş bir uygulama yelpazesinde mükemmel bir seçim haline getirir. Çinko alaşımları da yaygındır ve karmaşık, detaylı parçaları yüksek hassasiyetle üretme kabiliyetleri nedeniyle değerlidir.
2. Kalıp basınç dökümü ile normal döküm arasındaki fark nedir?
Temel fark işlem ve malzemelerde yatmaktadır. Kalıp basınç dökümü, erimiş metali yeniden kullanılabilir çelik bir kalıba (kalıp) yüksek basınçla enjekte eder ve bu nedenle alüminyum ile çinko gibi demirsiz metallerin yüksek hacimli üretiminde idealdir. Kum döküm veya model döküm gibi diğer döküm yöntemleri ise tek kullanımlık kalıplar kullanır ve genellikle düşük hacimli üretimler ya da demir ve çelik gibi demir içeren metallerin dökümü için daha uygundur.
3. Yüksek Basınçlı Die Casting (HPDC) yönteminin dezavantajları nelerdir?
HPDC'nin önemli bir dezavantajı, gözeneklilik potansiyelidir. Erimiş metal çok hızlı enjekte edildiği için hava hapsolabilir ve parça içinde küçük boşluklar oluşturabilir. Bu gözeneklilik, bileşenin mekanik özelliklerini zayıflatabilir ve yapısal bütünlüğünü tehlikeye atabilir. Ayrıca kalıp (çelik kalıp) maliyetinin yüksek olması, küçük üretim partileri için ekonomik olmayan bir hale getirir.
4. Kalıp döküm, katmanlı imalat mıdır?
Hayır, kalıp döküm katmanlı bir imalat süreci değil, şekillendirici bir imalat sürecidir. 3D yazdırma gibi katmanlı imalat, hiçbir şeyden başlayarak nesneyi katman katman inşa eder. Buna karşılık kalıp döküm, erimiş malzemenin var olan bir kalıba enjekte edilmesiyle parçaya nihai şeklini verir.