 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Mahahalagang Pagsusuri sa Kakayahan ng Sheet Metal na Hubugin upang Maiwasan ang mga Depekto
TL;DR
Ang pagsusuri sa kakayahang mag-form ng sheet metal ay isang mahalagang proseso sa inhinyero na ginagamit upang suriin ang kakayahan ng isang metal na ibalot sa isang bahagi nang walang mga depekto tulad ng pagkakabukol o pangingitngit. Pinagsasama nito ang pisikal na pagsusuri at napapanahong kompyuter na simulasyon upang hulaan kung paano kikilos ang materyales sa panahon ng proseso ng stamping. Ang ganitong uri ng prediksyon ay mahalaga para i-optimize ang disenyo ng kasangkapan, bawasan ang gastos sa produksyon, at tiyakin na ang huling bahagi ay sumusunod sa mahigpit na pamantayan sa kalidad.
Pag-unawa sa Kakayahang Mag-form ng Sheet Metal: Mga Pangunahing Konsepto at Kahalagahan
Sa pagmamanupaktura, ang formability ay tumutukoy sa kakayahan ng isang metal na makapagdusa ng plastic deformation at mabuo bilang isang nais na bahagi nang walang pagkabigo. Ang proseso ng pagsusuri sa kakayahang ito ay kilala bilang sheet metal formability analysis. Ito ang pinakapundasyon ng modernong metal stamping, na nagbibigay sa mga inhinyero ng datos na kailangan upang mapagtibay ang agwat sa pagitan ng isang digital na disenyo at matagumpay na naproduksing pisikal na bahagi. Ang pangunahing layunin ay ang paunlan at pigilan ang karaniwang mga depekto sa pagbuo bago pa man ito mangyari, na nakakatipid ng malaking oras at mga mapagkukunan.
Hindi mapapatawan ng sapat na pagpapahalaga ang kahalagahan ng pagsusuring ito. Kung wala ito, may panganib ang mga tagagawa na gumamit ng trial-and-error approach na magreresulta sa mataas na rate ng basura, mahahalagang pagbabago sa tool, at mga pagkaantala sa produksyon. Ang ilan sa mga pangunahing depekto na matutulungang maiwasan ng formability analysis ay ang necking, na tumutukoy sa lokal na pagmimisimo ng materyales bago ito mabigo, at ang cracking, kung saan lubusan ng humihinto ang materyales. Sa pamamagitan ng pag-unawa sa mga limitasyon ng isang materyales, mas mapagpipilian ng mga inhinyero ang mas epektibong proseso at ang tamang alloy para sa gawain, na nagbabalanse sa mga kinakailangan sa lakas at kakayahang maisagawa sa pagmamanupaktura.
Ang isang masusing pagsusuri ay nagbibigay ng maraming benepisyo na direktang nakakaapekto sa kita ng kumpanya at kalidad ng produkto. Sa pamamagitan ng paghuhula sa daloy ng materyales at mga konsentrasyon ng tress, ang pagsusuri ay nagsisiguro ng matibay at maulit na proseso ng pagmamanupaktura. Lalo itong mahalaga dahil sa patuloy na pagtaas ng paggamit ng advanced high-strength steels (AHSS) at mga haluang metal na aluminum, na nag-aalok ng malaking pagtitipid sa timbang ngunit may mas kumplikadong pag-uugali sa pagbuo.
Ang mga pangunahing benepisyo ay kinabibilangan ng:
- Pagbawas ng Gastos: Binabawasan ang pangangailangan para sa mahal at nakakaluma na pag-ayos ng mga stamping die at binabawasan ang basura ng materyales mula sa nabigong mga bahagi.
- Naiimprove na kalidad: Nagsisiguro na ang mga sangkap ay pare-pareho at sumusunod sa lahat ng teknikal at istruktural na espesipikasyon.
- Mas Mabilis na Pagpasok sa Merkado: Pinapahigpit ang yugto ng pagsubok ng kagamitan sa pamamagitan ng paglutas ng mga potensyal na isyu sa yugto ng virtual na disenyo.
- Optimisasyon ng Materyales: Nagbibigay-daan sa mapagkakatiwalaang pagpili at paggamit ng magaan at mataas ang pagganap na mga materyales nang hindi isinusacrifice ang kakayahang pagmamanupaktura.
- Mas Malawak na Kalayaan sa Disenyo: Nagbibigay-daan sa paglikha ng mas kumplikado at mas ambisyosong hugis ng mga bahagi sa pamamagitan ng malinaw na pag-unawa sa mga limitasyon ng materyales.
Mga Pangunahing Pamamaraan at Pagsubok para sa Pagtataya ng Kakayahang Porma
Ang pagtataya sa kakayahang porma ng sheet metal ay kasama ang iba't ibang pagsubok, mula sa tradisyonal na mekanikal na pamamaraan hanggang sa sopistikadong optical system na walang contact. Ang bawat pamamaraan ay nagbibigay ng iba't ibang pananaw kung paano kumikilos ang isang materyales sa ilalim ng tensyon ng operasyon sa pagpoporma. Ang pagpili ng pagsubok ay madalas nakadepende sa materyales, sa kumplikadong bahagi, at sa antas ng kinakailangang presisyon.
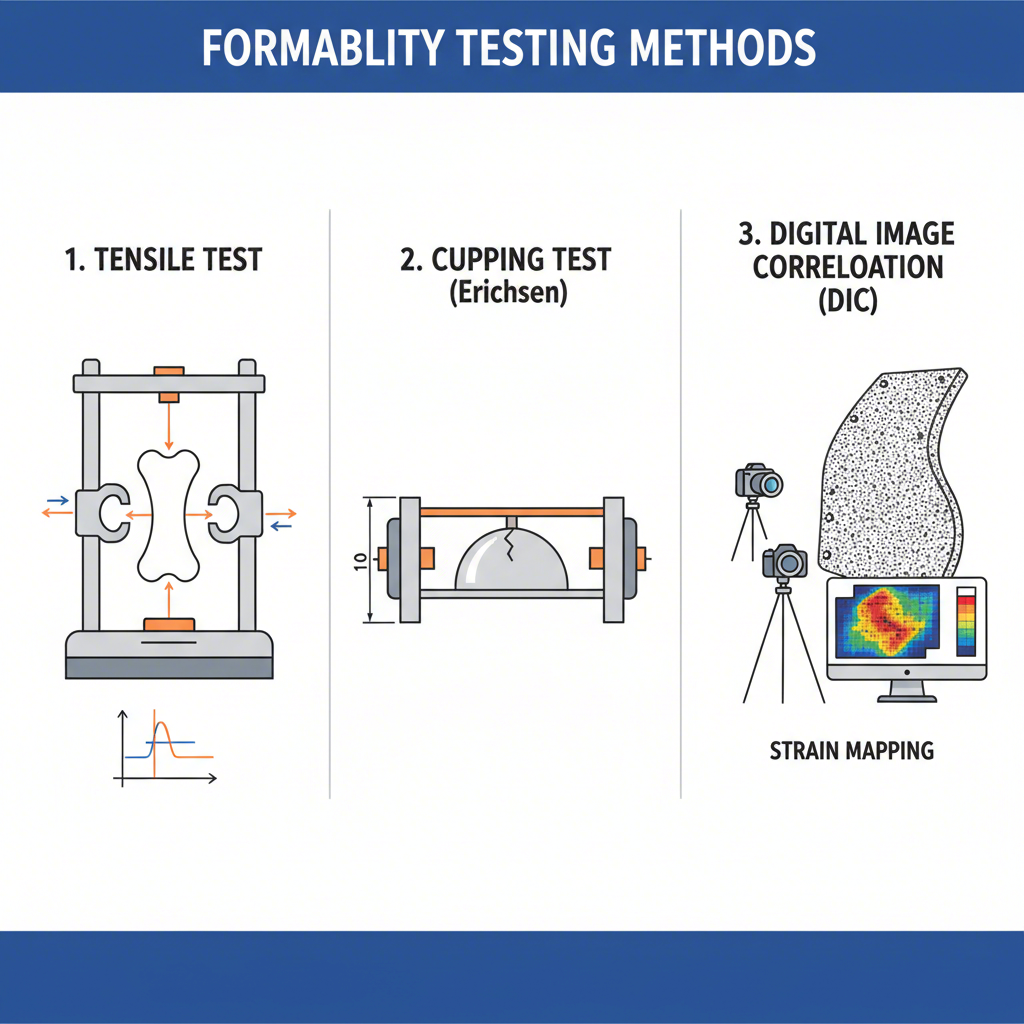
Madalas nagsisimula ang tradisyonal na paraan sa pagsusuri ng uniaxial tensile. Ang pangunahing pagsusuring ito ay naghihila sa isang sample ng materyales hanggang putulin ito, na sumusukat sa mga katangian tulad ng kabuuang pagpapahaba at ang strain-hardening coefficient (n-value). Bagamat simple at mura, ang pangunahing limitasyon nito ay masusukat lamang nito ang stress sa iisang direksyon, samantalang karamihan sa tunay na stamping operations ay kasali ang kumplikadong, biaxial (dalawang-direksyon) stresses. Upang mas maayos na masimulan ang mga kondisyong ito, ginagamit ng mga inhinyero ang mga pagsusuri tulad ng Erichsen cupping test o ang Nakajima test. Sa mga pamamarang ito, binabago ng punch ang hugis ng nakakapit na metal sheet patungo sa isang dome shape, na nagbibigay ng mas realistiko at naaangkop na pagtatasa ng kakayahang mabuo sa ilalim ng biaxial stretching.
Higit na kamakailan, ang mga napapanahong optikal na 3D sistema ng pagsukat ay rebolusyunaryo sa pagsusuri ng kakayahang maiporma. Ang mga pamamaraan tulad ng Digital Image Correlation (DIC) ay nagbibigay ng buong larangan ng pagtingin sa pagdeform. Sa pamamaraang ito, isang grid o dot pattern ang inilalapat sa metal na blank bago ito iporma. Habang isinasagawa ang stamping process, mataas na resolusyong mga kamera ang kumuha ng mga imahe mula sa maraming anggulo. Ang espesyalisadong software naman ang nag-aanalisa kung paano nabago ang pattern, at kinakalkula ang eksaktong major at minor strain sa buong ibabaw ng bahagi. Ang pamamaraang walang pakikipag-ugnayan sa ibabaw ay nagbibigay ng mas malawak na datos kumpara sa tradisyonal na mga pagsusuri, na nagpapahintulot sa tiyak na pagkilala sa mga critical strain na lugar.
Ang sumusunod na talahanayan ay nagtatampok ng paghahambing sa mga karaniwang pamamaraan:
| Paraan ng Pagsubok | Kung Ano ang Sinusukat | Mga Pakinabang | Limitasyon |
|---|---|---|---|
| Pagsusubok ng Tensile | Pahaba, lakas, n-value | Simple, murang gastos, na-standardize | Ang uniaxial stress state ay hindi kumakatawan sa karamihan ng mga operasyon sa pag-iiporma |
| Cupping / Bulge Test | Tangkad ng dome sa pagkabali, hangganan ng biaxial strain | Naghihikayat ng kondisyon ng biaxial stretching | Masinsin sa oras, nagbibigay lamang ng limitadong bilang ng datos, maaaring maapektuhan ng pagkakagapo |
| Optikal na 3D na Pagsusuri (DIC) | Buong larangan ng 3D na pagbabago at pagkalumpo | Napakataas ng katumpakan, komprehensibong datos, walang pakikipag-ugnayan | Kailangan ng espesyalisadong kagamitan at software |
Maunlad na Pagsusuri: Pagmomodelo, Pagpapakita, at Pagtaya sa Kabiguan
Higit pa sa pisikal na pagsusuri, ang pinakamakapangyarihang kasangkapan sa modernong pagsusuri ng kakayahang porma ay ang komputasyonal na pagmomodelo at pagpapakita. Gamit ang software na Finite Element Analysis (FEA), matutukoy ng mga inhinyero ang isang virtual na representasyon ng buong proseso ng pagpapanday. Kasama rito ang heometriya ng mga kasangkapan, ang mga katangian ng metal na platong gawa, at mga parameter ng proseso tulad ng pagkakagapo at puwersa ng hawak ng blanko. Ang pagpapakita naman ang siyang hahula kung paano kumalat, lumuwang, at tumipis ang metal na plato habang ito ay inihuhubog sa huling hugis ng bahagi.
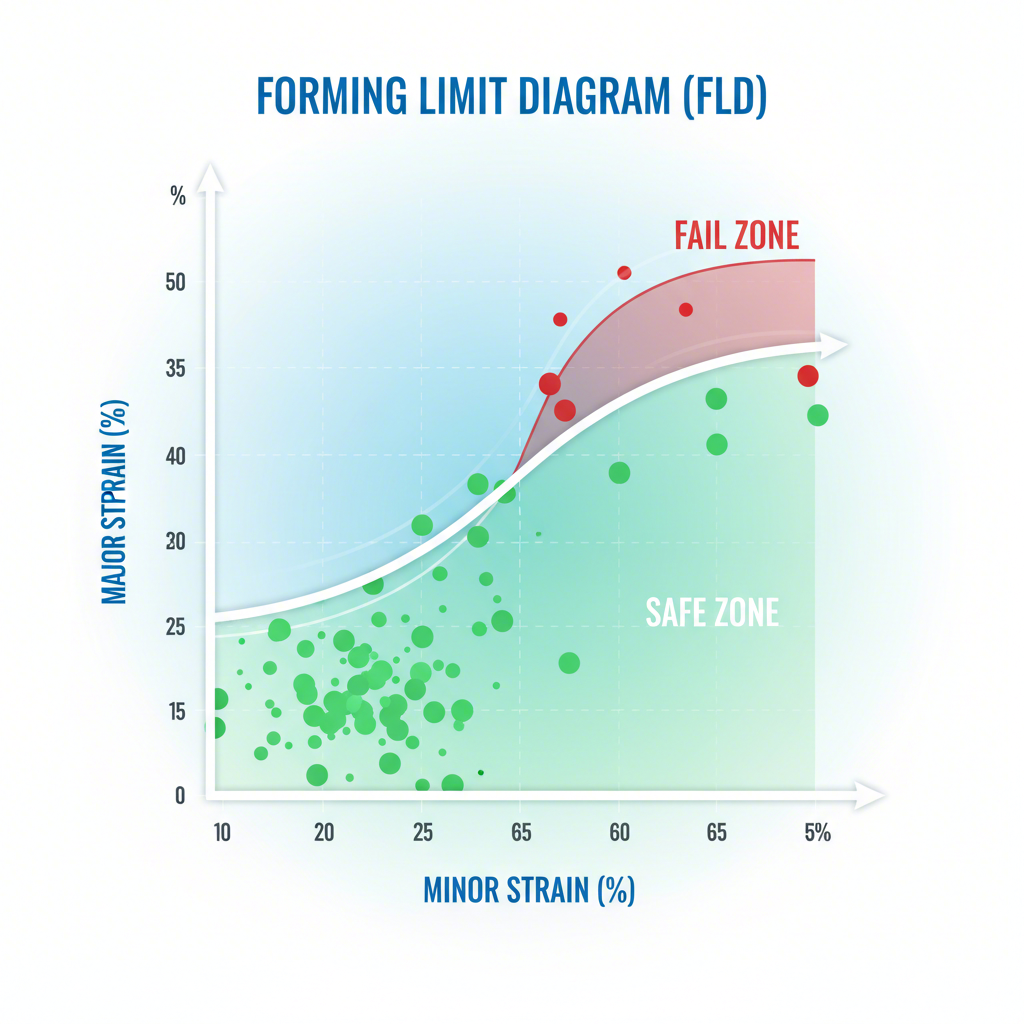
Ang isang pangunahing elemento ng simulasyong ito ay ang Forming Limit Diagram (FLD). Ang FLD ay isang tsart na nagtatakda sa ligtas na saklaw ng pagmamanupaktura para sa isang partikular na materyales. Ito ay nagpapakita ng ugnayan ng major strain sa minor strain, na may guhit na hangganan na kilala bilang Forming Limit Curve (FLC) na naghihiwalay sa katanggap-tanggap na pagbabago ng hugis mula sa pagsisimula ng necking at kabiguan. Habang nagaganap ang isang simulasyon, kinukwenta ng software ang estado ng paninilaw sa libu-libong punto sa bahagi at ipinapakita ang mga ito sa FLD. Kung ang mga punto ay nasa itaas ng FLC, ito ay nagpapahiwatig ng mataas na panganib na magkaproblema sa lugar na iyon, kaya kailangan ng pagbabago sa disenyo.
Gayunpaman, ang tradisyonal na FLD ay may mga limitasyon, lalo na para sa mga prosesong pagbuo ng maramihang yugto o kapag nakikitungo sa mga advanced na materyales. Tulad ng ipinaliwanag ng mga eksperto sa industriya, ang mga salik tulad ng non-proportional loading (kung saan nagbabago ang landas ng strain sa panahon ng proseso) at ang mga stabilizing effect ng pagbubending sa maliit na radius ay maaaring baguhin ang tunay na forming limit ng isang materyal. Ang mga advanced na formability analysis framework ay kasalukuyang isinasama ang mga epektong ito upang magbigay ng mas tumpak na prediksyon ng kabiguan para sa mga kumplikadong bahagi. Ang mga nangungunang tagagawa ng kumplikadong komponente, tulad ng mga eksperto sa Shaoyi (Ningbo) Metal Technology Co., Ltd. , ay gumagamit ng mga advanced na CAE simulation upang matiyak ang presyon ng automotive stamping dies, na malaki ang nagpapababa sa lead time at nagpapabuti sa mga resulta para sa mga OEM at Tier 1 supplier.
Malaki ang mga benepisyo sa pagsasama ng simulation sa proseso ng disenyo:
- Virtual Prototyping: Binabawasan ang pangangailangan para sa mahal at mabagal na pisikal na tool try-out sa pamamagitan ng paglutas ng mga problema sa kompyuter muna.
- Optimisasyon ng Disenyo: Nagbibigay-daan sa mga inhinyero na mabilisang subukan ang iba't ibang hugis ng bahagi, disenyo ng kasangkapan, o pagpipilian ng materyales upang mahanap ang pinakamatibay na solusyon.
- Pagtataya ng Depekto: Tumpak na hinuhulaan hindi lamang ang mga pangingitngit at pagkabali-bali kundi pati na rin ang mga isyu tulad ng pagkukurap, pagbabalik-banda, at pagkasira ng ibabaw.
- Kahusayan ng Proseso: Tumutulong sa pag-optimize ng mga parameter tulad ng hugis ng blanko at lakas ng preno upang mapababa ang paggamit ng materyales at konsumo ng enerhiya.
Pagsusuri sa mga Resulta at Paglalapat ng Pinakamahusay na Pamantayan sa Disenyo
Ang tunay na halaga ng pagsusuri sa kakayahan ng sheet metal na maiporma ay nakasaad sa kakayahang makabuo ng mga kapakipakinabang na pananaw na maggabay sa mga desisyon ng inhinyero. Ang output mula sa mga simulation ay karaniwang isang mapa ng bahagi na may kulay-kodigo, kung saan ang bawat kulay ay kumakatawan sa iba't ibang antas ng strain o pagmimina. Ang mga berdeng lugar ay karaniwang ligtas, ang dilaw ay nagpapahiwatig ng limitadong kondisyon na malapit sa forming limit, at ang pulang bahagi ay naglalahad ng kritikal na mga zona na may mataas na posibilidad ng kabiguan. Ang mga visual aid na ito ay nagbibigay-daan sa mga inhinyero na agad na matukoy ang mga problemang lugar.
Kapag binabalaan ng isang simulation ang posibleng suliranin, nagbibigay ang pagsusuri ng datos na kailangan para malutas ito. Halimbawa, kung hinuhulaan ang mataas na konsentrasyon ng pagtensiyon malapit sa matalim na sulok, ang rekomendasyon sa disenyo ay palakihin ang radius ng tampok na iyon. Ito ay magpapahintulot sa tensiyon na mapalawak sa mas malaking lugar, at dadalhin ito pabalik sa ligtas na saklaw. Katulad nito, kung hinuhulaan ang pagkabuhol sa patag na panel, maaaring kasangkot ang pagbabago sa puwersa ng blank holder o dagdagan ng drawbeads upang higit na makontrol ang daloy ng materyal.
Ang ganitong pamamaraan na batay sa datos ay isang pangunahing prinsipyo ng Design for Manufacturability (DFM). Sa pamamagitan ng pag-iiwan ng mga prinsipyo ng formability nang maaga sa yugto ng disenyo, magagawa ng mga inhinyero ang mga bahagi na hindi lamang gumagana nang maayos kundi mahusay din sa produksyon. Iniwasan ng proaktibong diskarte na ito ang mga pagbabagong disenyo sa huling yugto na maaaring makasira sa takdang oras at badyet ng proyekto.
Narito ang ilang mahahalagang pinakamahusay na kasanayan sa disenyo na batay sa pagsusuri ng formability:
- Gumamit ng sapat na mga gilid na bilog: Iwasan ang mga matalas na panloob at panlabas na sulok kung maaari. Ang mas malalaking radius ay isa sa mga pinakaepektibong paraan upang maiwasan ang lokal na pagmamatigas at pagkabali.
- Panatilihing Malayo ang mga Tampok sa mga Baluktok: Bilang pangkalahatang gabay, ilagay ang mga butas nang hindi bababa sa 2.5 beses ang kapal ng materyal kasama ang bend radius, malayo sa linyang baluktok. Nakakatulong ito upang maiwasan ang pagbaluktot ng tampok habang nagbabago ang hugis.
- Isama ang Draft Angles: Para sa malalim na nabuong bahagi, ang mga bahagyang anggulo sa mga patayong pader ay nagpapababa ng pagkakagiling at puwersa na kailangan para sa pagbuo, kaya nababawasan ang panganib ng pagkabali.
- Tukuyin ang Angkop na Toleransiya: Gumamit ng Geometric Dimensioning at Toleransiya (GD&T) upang tukuyin ang katanggap-tanggap na limitasyon para sa patagness, tuwiran, at iba pang mga katangian, na may pagkilala na ang proseso ng pagbuo ay magdudulot ng ilang pagbabago.
- Konsultahin ang Datos ng Materyal: Laging batay ang disenyo at simulasyon sa tumpak na datos ng katangian ng materyal, dahil ang kakayahang porma ay maaaring magkaiba nang malaki kahit sa pagitan ng iba't ibang grado ng parehong metal.
Mga madalas itanong
1. Ano ang kakayahang porma ng isang metal?
Ang formability ay ang kakayahan ng isang sheet metal na pabagalin at hubugin sa isang bahagi nang walang pagbuo ng mga depekto tulad ng bitak o necking. Ito ay pangunahing naaapektuhan ng ductility ng metal (kakayahang lumuwang) at ng mga strain-hardening property nito, na nakakaapekto kung paano ito pantay na tumataba habang binubuo.
2. Anu-ano ang karaniwang pagsubok sa formability para sa sheet metal?
Kasama sa karaniwang mga pagsubok ang uniaxial tensile test, na sumusukat sa basic elongation at lakas; cupping tests (tulad ng Erichsen, Olsen) at bulge tests na nagmamapa ng biaxial stretching; at modernong non-contact optical 3D analysis systems (DIC) na nagbibigay ng full-field map ng surface strain.
3. Ano ang 4T rule sa disenyo ng sheet metal?
Ang isang karaniwang alituntunin sa disenyo ay nagsasaad na upang maiwasan ang pagkakaiba-iba, dapat nakalagay ang isang katangian tulad ng butas sa layong hindi bababa sa 2.5 beses ang kapal ng materyal kasama ang bend radius mula sa linyang pagbabaluktot. Minsan ay inilalapat ang halagang '4T' sa mga puwang, ngunit karaniwang 4 beses ang kapal kasama ang bend radius ang buong alituntunin.
4. Ano ang GD&T para sa sheet metal?
Ang Geometric Dimensioning and Tolerancing (GD&T) ay isang simbolikong wika na ginagamit sa mga drawing ng inhinyero upang tukuyin ang mapapayagang pagkakaiba-iba sa geometry ng isang bahagi. Para sa sheet metal, tinutukoy ng GD&T ang mahahalagang toleransiya para sa mga katangian ng hugis tulad ng flatness, straightness, at profile upang matiyak na ang huling nabuong bahagi ay gumagana nang tama at nababagay sa kanyang assembly.