 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Nabubuwal vs. Nabubuong Bahagi: Alin ang Mas Matibay para sa mga Istura?
TL;DR
Para sa mga aplikasyon sa istruktura, mas matibay, mas matagal, at mas maaasahan ang mga nabubu kaysa sa mga nabubulas na bahagi. Ang pandurog ay hugis ng metal gamit ang matinding presyon at init, na lumilikha ng tuluy-tuloy at nakaayos na istrakturang binhi na nagpapahusay ng paglaban sa impact at pagod. Ang pagbuo, na kinasasangkutan ng pagsasama o pagsasabit ng magkahiwalay na piraso ng metal, ay nagbibigay ng mas malaking kakayahang umangkop sa disenyo at kadalasang mas ekonomiko para sa mga pasadya o proyektong mababa ang dami, ngunit ang lakas nito ay nakadepende sa kalidad ng mga selda.
Pag-unawa sa Mga Pangunahing Proseso: Pagpapanday at Pagmamanupaktura
Ang pagpili ng tamang proseso sa pagmamanupaktura ay kritikal upang matiyak ang kaligtasan, katatagan, at pagganap ng mga istrukturang bahagi. Ang desisyon sa pagitan ng pagpapanday at pagmamanupaktura ay nakasalalay sa pag-unawa kung paano gumagana ang bawat paraan nang pangunahin at kung paano ito nakaaapekto sa mga mekanikal na katangian ng huling produkto.
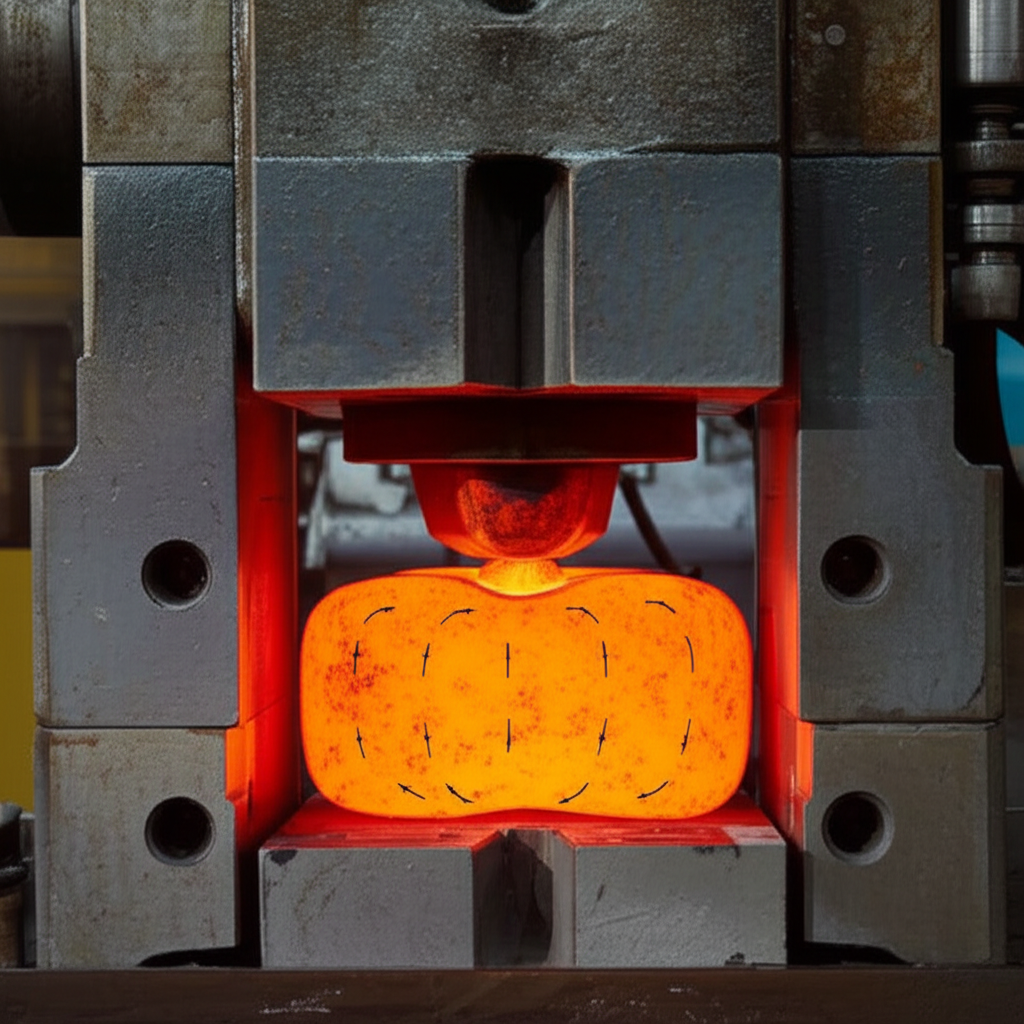
Ang forging ay isang proseso sa pagtrato ng metal na hugis ang isang pirasong metal sa pamamagitan ng lokal na nag-compress na puwersa, kadalasan sa mataas na temperatura. Pinainit ang metal hanggang maging masunurin, pagkatapos ito dinidilig o pinipilit papasok sa isang die upang makamit ang nais na hugis. Ang matinding pagbabagong ito ay pino-pinong binabago ang panloob na estruktura ng butil ng metal, isinasama ito sa mga kontur ng bahagi. Ang tuluy-tuloy na daloy ng butil ay ang pangunahing dahilan kung bakit ang mga nahulmang bahagi ay may mas mataas na lakas at tibay, dahil iniiwasan nito ang mga butas at hindi pare-pareho sa loob na maaaring magdulot ng pagkabigo ng sangkap kapag nasa ilalim ng tensyon. Kilala ang mga nahulmang bahagi sa kanilang mataas na tensile strength, kakayahang lumaban sa impact, at haba ng buhay sa paulit-ulit na stress.
Ang fabricasyon, sa kabila nito, ay isang proseso ng pagdaragdag o pagmamanipula. Kasaklawan nito ang pagputol, pagbaluktot, at pagpupulong-pulugin ng magkahiwalay na mga piraso ng metal upang makalikha ng huling istruktura. Ang mga indibidwal na bahagi ay pinagsasama gamit ang mga pamamaraan tulad ng pagw-weld, pagsususpensyo, o pagre-ribyet. Bagaman nagbibigay ang fabricasyon ng malaking kakayahang umangkop sa paglikha ng mga kumplikadong at malalaking disenyo na hindi kayang gawin sa pamamagitan ng pande, limitado pa rin ang lakas ng huling bahagi batay sa lakas ng mga koneksyon nito. Ang mga weld, halimbawa, ay maaaring magdulot ng mga mahihinang punto, residual stress, at posibleng depekto na maaaring masira ang kabuuang integridad ng bahagi, lalo na sa mataas na tensyon o paulit-ulit na pag-load na kapaligiran.
Diretsahang Paghahambing: Mga Pangunahing Pagkakaiba para sa Istruktural na Gamit
Kapag binibigyang-pansin ang mga bahaging pinagsama (forged) laban sa mga bahaging ginawa (fabricated) para sa mga istrukturang aplikasyon, may ilang mahahalagang salik na nagtatakda kung ano ang optimal na pagpipilian. Ang mga kompromiso sa pagitan ng lakas, kalayaan sa disenyo, at gastos ay nasa sentro ng proseso ng pagdedesisyon. Karaniwang mas malakas at mas mapagkakatiwalaan ang isang bahaging pinagsama, samantalang ang paggawa naman ay nagbibigay ng mas malaking kakayahang umangkop at kadalasang mas ekonomikal para sa mga natatanging o maliit na produksyon.
Kapigilan at Kapanahunan
Ang pinakamalaking pakinabang ng pagpapanday ay ang napakahusay na ratio ng lakas sa timbang nito. Ang proseso ng pandayan ay lumilikha ng tuluy-tuloy na daloy ng grano na sumusunod sa hugis ng bahagi, na nagtatanggal ng mga mahihinang bahagi at pinalalakas ang mga mekanikal na katangian nito. Ayon sa ilang pagsusuri, ang mga bahaging pinagsama ay maaaring magkaroon ng yield strength na hanggang 26% na mas mataas kaysa sa mga bahagi na ginawa gamit ang iba pang paraan. Dahil dito, lubhang lumalaban sila sa impact at pagkabigo dahil sa pagod. Ang mga bahay-kubo naman ay umaasa sa integridad ng kanilang mga welded joint. Kahit may mataas na kalidad na welding, ang heat-affected zone sa paligid ng isang weld ay maaaring magkaroon ng iba't ibang mekanikal na katangian kumpara sa base metal, na nagbubunga ng potensyal na puntos ng kabiguan sa ilalim ng paulit-ulit na stress.
Integridad at Katiyakan ng Materyales
Ang forging ay naglilikha ng masikip, hindi porous na istraktura ng materyal. Ang pagkakapare-pareho na ito ay tinitiyak ang maasahan at maaasahang pagganap, na mahalaga sa mga kritikal na istrukturang aplikasyon kung saan ang kabiguan ay hindi pwedeng mangyari. Ang mga fabricated na istraktura, na may maraming bahagi at joints, ay mas mataas ang potensyal para sa nakatagong depekto tulad ng hindi kumpletong weld penetration, bitak, o porosity. Maaaring mahirap tukuyin ang mga hindi pare-pareho na ito at maaaring lumawak sa paglipas ng panahon, na nagdudulot ng maagang kabiguan. Ang homogenous na likas ng isang pirasong forged na bahagi ay nagbibigay ng mas mataas na antas ng tiwala sa kanyang structural integrity.
Kahusayan at Kakayahang Umangkop sa Disenyo
Malinaw na mayroon pangunahing bentahe ang fabricasyon pagdating sa kakayahang umangkop sa disenyo. Dahil ito ay nangangailangan ng pag-aasemble ng mga bahagi, maaari itong gamitin upang makalikha ng malalaki, kumplikadong, at pasadyang istraktura na hindi praktikal o labis na mahal kung gagawin sa pamamagitan ng forging. Limitado ang forging dahil sa pangangailangan ng mga die, na maaaring magastos at mahirap gawin, kaya hindi ito angkop para sa mga bahaging isinasagawa lamang ng isang beses o sa mga sobrang kumplikadong hugis. Ang fabricasyon ang pinakamainam na pagpipilian para sa mga pasadyang balangkas, arkitekturang elemento, at mga sitwasyon kung saan napakahalaga ng kakayahang umangkop sa disenyo.
Mga Implikasyon ng Gastos
Ang pagiging epektibo ng gastos ng bawat pamamaraan ay lubos na nakasalalay sa dami ng produksyon. Ang pag-iit ay nangangailangan ng malaking paunang pamumuhunan sa tooling at nabubuo, na ginagawang mas makinarya para sa mga high-volume production runs kung saan ang gastos bawat bahagi ay bumababa sa paglipas ng panahon. Para sa maliliit na batch o prototype, ang paggawa ay karaniwang mas mura dahil iniiwasan nito ang mataas na gastos sa tooling. Gayunman, mahalaga na isaalang-alang ang kabuuang halaga ng lifecycle. Ang mas mataas na katatagan ng mga hinirang na bahagi ay maaaring humantong sa mas mahabang buhay ng serbisyo at mas mababang gastos sa pagpapanatili o pagpapalit, na potensyal na nag-aalok ng mas mahusay na pangmatagalang halaga sa mga hinihingi na aplikasyon tulad ng nabanggit ng mga eksperto sa Greg Sewell Forgings .
| Tampok | Mga Bahaging Forged | Mga bahagi ng gawaing gawa |
|---|---|---|
| Lakas at katatagan | Mas mahusay dahil sa patuloy na daloy ng butil at mataas na densidad. Napakahusay na pagkapagod at paglaban sa pag-atake. | Ang lakas ay limitado sa kalidad ng mga weld at joints, na maaaring maging mga potensyal na punto ng kabiguan. |
| Integridad ng Estruktura | Mataas na pagiging maaasahan sa isang solong piraso, homogenous na istraktura. Walang nakatagong mga depekto mula sa mga kasukasuan. | Posibleng may mga depekto tulad ng porosidad o mga bitak sa welds. Kailangan ng mahigpit na inspeksyon. |
| Pagpapalakas ng Disenyo | Binibigyang-batas ng pagiging kumplikado ng mga patlang. Pinakamahusay para sa mas simple, paulit-ulit na mga hugis. | Mataas na kakayahang magamit. Perpekto para sa malalaking, kumplikadong, o pasadyang mga disenyo. |
| Gastos | Mataas na paunang gastos sa kagamitan. Kapaki-pakinabang sa gastos para sa produksyon ng malaking dami. | Mababang halaga ng unang pag-setup. Angkop para sa mga proyekto na may maliit na dami at isang beses lamang. |
Mga Patnubay sa Espisipiko na Aplikasyon: Kailan Piliin ang Inimbak o Inimbak
Ang pagpili ng tamang proseso ay sa huli ay nakasalalay sa mga partikular na pangangailangan ng aplikasyon. Walang solong sagot; ang pagpili ay nangangailangan ng maingat na pagsusuri ng mga kahilingan sa pagganap, pagiging kumplikado ng disenyo, dami ng produksyon, at badyet. Sa pamamagitan ng pag-unawa sa mainam na mga sitwasyon para sa bawat pamamaraan, ang mga inhinyero at mga taga-disenyo ay maaaring gumawa ng mas masusing mga pasiya.
Ang Pinakamagandang Scenario Para sa mga Kapatid na Likas
Ang pag-iimbak ang pinakapiliang paraan para sa mga bahagi na napapailalim sa mataas na stress, mabibigat na mga pasanin, at matinding mga kalagayan kung saan ang pagiging maaasahan ay mahalaga. Ang likas na lakas at pagod na paglaban nito ay ginagawang hindi maiiwan sa mga kritikal na aplikasyon. Kasama dito ang mga halimbawa:
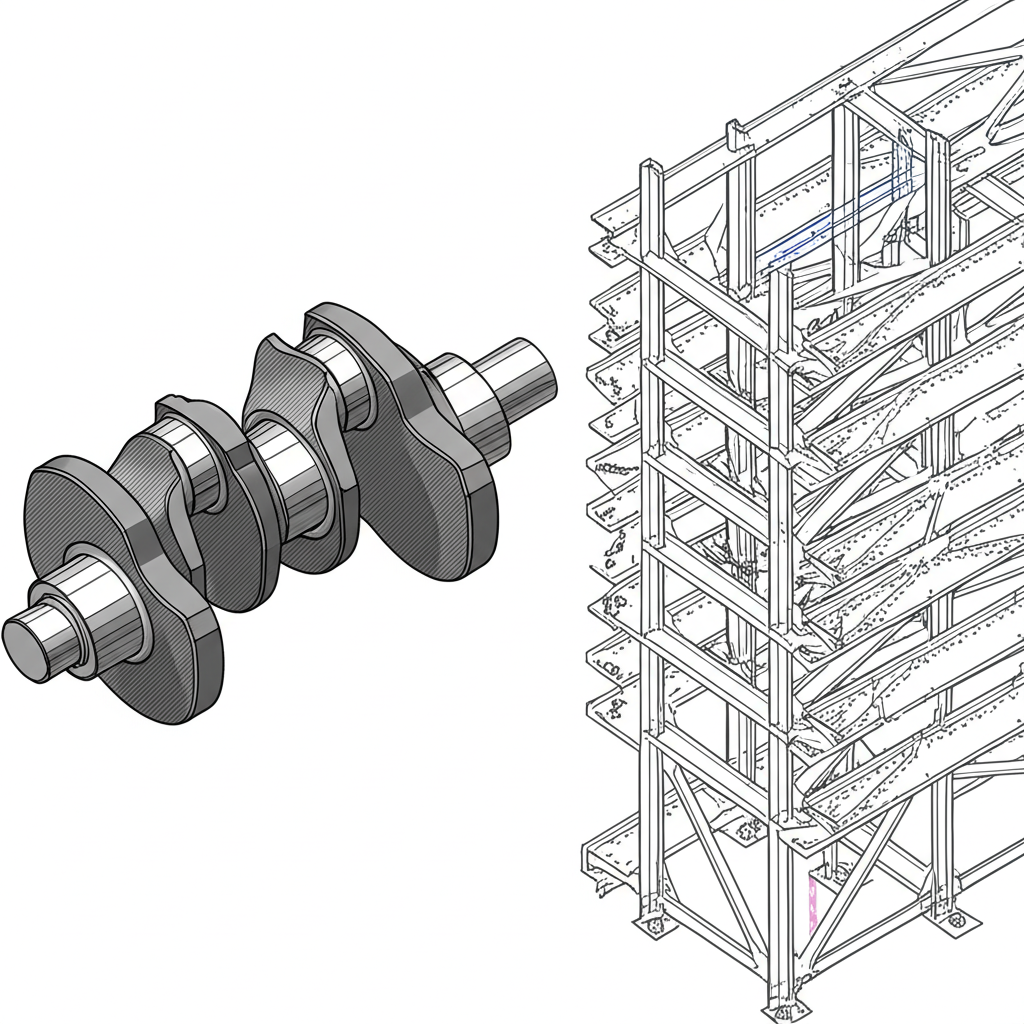
- Mga Komponente ng Automotibol: Ang mga crankshaft, mga rod ng koneksyon, at mga bahagi ng suspensyon na dapat tumugon sa patuloy na panginginig at pag-iipon. Para sa matibay at maaasahang mga bahagi ng kotse, ang ilang mga kumpanya ay dalubhasa sa mataas na kalidad na pag-iimbak sa mainit. Halimbawa, ang mga tagapagbigay ng mga serbisyo sa custom forging tulad ng Shaoyi Metal Technology mag-alok ng mga solusyon mula sa prototyping hanggang sa mass production para sa industriya ng sasakyan.
- Aerospace at Depensa: Ang landing gear, turbine disks, at mga istraktural na bahagi ng airframe kung saan kritikal ang ratio ng lakas-peso at resistensya sa pagkabigo.
- Industriya ng Langis at Gas: Mga balbula, flange, at fittings na gumagana sa ilalim ng mataas na presyon at sa nakakalason na kapaligiran.
- Mabigat na Makinarya: Mga gear, shaft, at hardware ng pag-angat na ginagamit sa mga kagamitan sa konstruksiyon at pagmimina na nangangailangan ng pinakamalakas na katatagan.
Ang mga Perpektong Scenario para sa mga Pabrikahang Bahagi
Ang paggawa ay sumisikat sa mga aplikasyon kung saan ang kakayahang umangkop sa disenyo, pagpapasadya, at bilis ay mas mahalaga kaysa sa pagkamit ng maximum na lakas ng materyal. Ito ay mainam para sa malalaking proyekto o natatanging mga proyekto. Kabilang sa mainam na mga sitwasyon ang:
- Mga istrakturang frame ng bakal: Mga baluktot, haligi, at truss para sa mga gusali at tulay kung saan kailangan ang malalaking, na-customize na mga bahagi.
- Mga Makinarya at kagamitan na nilagyan ng mga tao: Mga frame, pabahay, at suportado para sa mga espesyal na makina sa industriya na binuo sa mababang dami.
- Prototyping: Paglikha ng unang mga bersyon ng isang disenyo para sa pagsubok at pagpapatunay bago magsagawa ng mamahaling pag-iimbak ng mga mat.
- Mga metalworking sa arkitektura: Mga custom na hagdan, mga balkado, at mga dekoratibong elemento kung saan ang aesthetic design at anyo ang pangunahing mga driver.
Isang Mabilis na Referensya: Mga Pakinabang at mga Kapinsala
Upang buodin ang mga pangunahing trade-off, ang gabay na ito ay nagbubuklod ng mga pangunahing pakinabang at disbentaha ng bawat proseso ng paggawa para sa mga bahagi ng istraktura.
Pag-iimbak
Mga Bentahe
- Mas mataas na lakas: Ang naka-align na istraktura ng butil ay nagbibigay ng natatanging lakas ng pag-iit, katigasan, at paglaban sa pagkapagod.
- Mataas na pagiging maaasahan: Ang konstruksyon na may isang piraso ay nag-aalis ng mga mahina na punto na nauugnay sa mga joints at welds.
- Kahusayan sa Materyales: Mas kaunting basura sa materyal kumpara sa mga pamamaraan ng pag-aalis tulad ng pag-aayos mula sa billet.
- Tibay: Napakahusay para sa mataas na stress, pag-aalaga ng load, at kritikal na mga application, na humahantong sa isang mahabang buhay ng serbisyo.
Mga Di-Bentahe
- Mataas na Gastos sa Mga Gamit: Ang paunang pamumuhunan para sa mga matris ay maaaring malaki, na ginagawang mas hindi gaanong kapaki-pakinabang para sa mga maliliit na run.
- Limitadong Kapakari-an ng Disenyo: Ang mga komplikadong hugis, mga butas sa loob, o napakalaking bahagi ay maaaring mahirap o imposible na alisin.
- Mas Mahabang Oras ng Pag-uumpisa: Ang paglikha at pag-set up ng Die ay maaaring magresulta sa mas mahabang unang panahon ng produksyon.
- Pangalawang Pagmamakinilya: Kadalasan ay nangangailangan ng karagdagang pag-aayos upang makamit ang mga huling pagpapahintulot at mga pagtatapos sa ibabaw.
Paggawa
Mga Bentahe
- Napakahusay na Kalayaan sa Disenyo: Pinapayagan ang paglikha ng malalaking, kumplikadong, at lubos na na-customize na mga istraktura.
- Mababang Paunang Gastos: Hindi na kailangang magbayad ng mahal na mga matrikula, na ginagawang epektibo sa gastos para sa mga prototype at maliit na produksyon.
- Versatilidad: Ang iba't ibang uri ng mga materyales at laki ng mga bahagi ay maaaring magkasama.
- Mas Mabilis na Prototyping: Ang mabilis na pag-ikot para sa mga bahagi na isang beses ay nagbibigay-daan para sa mabilis na pag-iiterasyon ng disenyo.
Mga Di-Bentahe
- Mas mahina kaysa sa Pag-iit: Ang lakas ng bahagi ay limitado ng pinakamahirap na punto nito, karaniwang ang mga weld o joints.
- Posibleng mga depekto: Ang mga weld ay maaaring magpasok ng mga kahinaan tulad ng mga bitak, porosity, at residual stress, na binabawasan ang pagiging maaasahan.
- Hindi-nagkakasundo na Pagganap: Ang pagkakapareho ng bahagi-sa-bahagi ay maaaring mas mababa kumpara sa paulit-ulit na likas na katangian ng closed-die forging.
- Mahirap Magtrabaho: Maaaring mangailangan ng malaking dalubhasa sa pagputol, pag-aayos, at pag-weld, lalo na para sa mga kumplikadong asembliya.

Mga madalas itanong
1. ang mga tao Ano ang pangunahing pagkakaiba sa pagitan ng mga piraso na hinirang at mga piraso na gawa-gawa?
Ang pangunahing pagkakaiba ay nasa paraan ng paggawa at sa nabuo na istraktura ng butil. Ang pag-iit ay bumubuo ng isang piraso ng metal gamit ang init at presyon, na nagpapahayag ng anyo ng butil sa hugis ng bahagi para sa mas mataas na lakas. Ang paggawa ay nagsasangkot ng pagsasama ng maraming hiwalay na piraso ng metal gamit ang mga pamamaraan na gaya ng welding, kung saan ang lakas ay nakasalalay sa kalidad ng mga joints.
2. Mas malakas ba ang mga bahaging pandurog kaysa sa mga bahaging machined?
Oo, ang mga bahagi na hinulaklak ay karaniwang mas matibay kaysa sa mga bahagi na gawa sa isang matibay na bloke ng metal (isang billet). Habang ang parehong mga bagay ay nagsisimula mula sa isang matibay na piraso, ang pag-iimbak ay nagbabago at nagpapahusay ng istraktura ng butil, na nagpapalakas ng pagkapagod at paglaban sa pag-atake. Gaya ng ipinaliwanag ng mga dalubhasa sa paggawa sa EZG Manufacturing , ang pag-aayos ay nagputol sa mga butil na ito, na nagreresulta sa isang pare-pareho ngunit hindi-optimize na istraktura na walang direksyon na lakas ng isang tinaguyod na bahagi.
3. Ano ang mga disbentaha ng pinagsimpleng bakal?
Ang mga pangunahing disbentaha ng pag-iimbak ay kinabibilangan ng mataas na paunang gastos sa tooling para sa mga namatay, mga limitasyon sa paggawa ng mga napaka-kumplikado o komplikadong hugis, at ang karaniwang pangangailangan para sa pangalawang pag-aayos upang makamit ang mahigpit na mga toleransya at isang makinis na tap Ang proseso ay hindi rin gaanong nababaluktot para sa mga pagbabago sa disenyo kapag ang mga matris ay ginawa na.