 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

CNC மெஷினிங் என்றால் என்ன? முதன்மைப் பொருள் எவ்வாறு துல்லியமான பாகங்களாக மாறுகிறது என்பதைப் பாருங்கள்
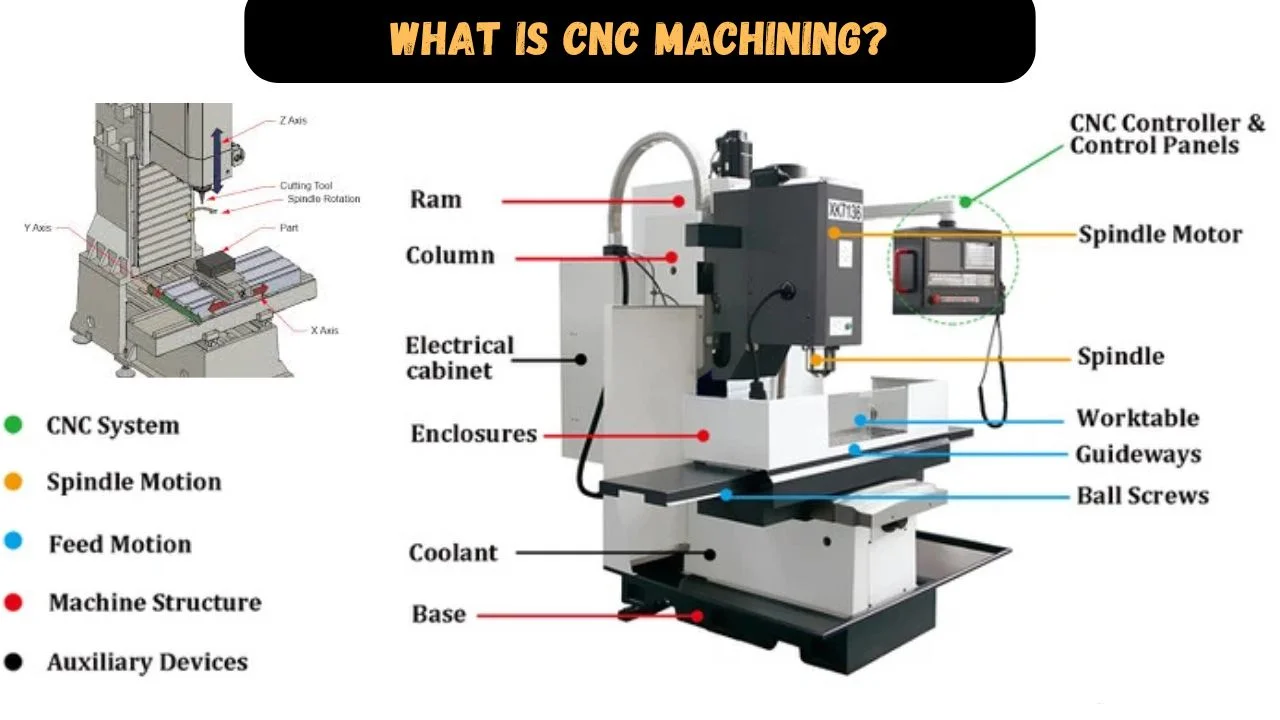
சீ.என்.சி. மெஷினிங் என்றால் என்ன? (எளிய ஆங்கிலத்தில்)
சீ.என்.சி. என்றால் என்ன? (எளிய ஆங்கிலத்தில்)
சீ.என்.சி. என்பது 'கணினி எண்ணியல் கட்டுப்பாடு' (Computer Numerical Control) என்பதன் சுருக்கம். எளிய வார்த்தைகளில் கூறுவதாயின், ஒரு கணினி ஒரு இயந்திர கருவியின் இயக்கத்தையும் செயல்பாட்டையும் கட்டுப்படுத்துகிறது. நீங்கள் தேடியிருந்தால் சீ.என்.சி. இயந்திரம் என்றால் என்ன? அல்லது கூட சீ.என்.சி. இயந்திரம் என்றால் என்ன? என டைப் செய்திருந்தால், குறுகிய விளக்கம் இதுதான்: இது கையால் கட்டுப்படுத்தப்படும் முறையை மட்டும் நம்பாமல், முன்னரே திட்டமிடப்பட்ட வழிமுறைகளைப் பின்பற்றும் ஒரு இயந்திரம்.
சீ.என்.சி. மெஷினிங் என்பது ஒரு கழித்தல் அடிப்படையிலான உற்பத்தி முறையாகும், இதில் கணினி கட்டுப்பாட்டில் இயங்கும் இயந்திர கருவிகள், உலோகம் அல்லது பிளாஸ்டிக் போன்ற மூலப்பொருளிலிருந்து பொருளை அகற்றி, இறுதிப் பாகங்களை உருவாக்குகின்றன.
சீ.என்.சி. மெஷினிங் உண்மையில் என்ன செய்கிறது?
அந்த வேறுபாடு முக்கியமானது. CNC என்பது கட்டுப்பாட்டு முறையாகும். CNC செயல்முறை என்பது வெட்டுதல் செயல்முறையே ஆகும். மென்பொருள் வழிகாட்டுதல்கள், மில்கள், லேத்ஸ், ரவுட்டர்கள் மற்றும் பிற இயந்திர கருவிகளை ஒரு திட துண்டு, தகடு அல்லது கம்பி வடிவில் உள்ள பொருளிலிருந்து பொருளை அகற்றுவதற்காக வழிநடத்துகின்றன. பொருளைச் சேர்த்து ஒரு பாகத்தை உருவாக்குவதற்குப் பதிலாக, இயந்திரம் தேவையில்லாத பகுதிகளை வெட்டிவிடுகிறது. இதுவே தாங்கிகள், கவர்கள் மற்றும் சாஃப்ட்கள் போன்ற பொதுவான பாகங்களை தொழிற்சாலைகள் தயாரிப்பதற்கான முறையாகும்.
மக்கள் கேட்கும்போது cNC செயல்முறை என்றால் என்ன? , அவர்கள் பொதுவாக அந்த நடைமுறை விளக்கத்தையே விரும்புகின்றனர்: இலக்கமுறை வழிகாட்டுதல்கள் மூலம் மூலப் பொருளான உலோகம் அல்லது பிளாஸ்டிக், துல்லியமான பாகத்தின் வடிவில் மாற்றப்படுகிறது. மேலும் கேள்வி cNC செயல்முறை என்றால் என்ன? , தெளிவான பதில் என்பது 'கட்டுப்பாட்டின் கீழ் பொருள் அகற்றுதல்' ஆகும்.
CNC மற்றும் CNC செயல்முறை – சொற்றொடர்கள் இல்லாமல்
மக்கள் கேட்கும்போது cNC இயந்திரம் என்றால் என்ன? அல்லது cNC இயந்திரம் என்றால் என்ன என்பது? இந்த அடிப்படைச் சொற்கள் இந்த விஷயத்தைப் புரிந்துகொள்வதை மிகவும் எளிதாக்குகின்றன:
- CAD: பாகத்தின் வரைபடம் அல்லது 3D மாதிரியை உருவாக்கப் பயன்படுத்தப்படும் கணினி-உதவியுடனான வடிவமைப்பு மென்பொருள்.
- CAM: வடிவமைப்பை இயந்திர செயல்பாட்டு வழிகாட்டுதல்களாக மாற்றும் கணினி-உதவியுடனான தயாரிப்பு மென்பொருள்.
- G-குறியீடு: சாதனங்கள் எவ்வாறு நகர்ந்து செயல்பட வேண்டும் என்பதைக் கூறும் இயந்திர மொழி.
- கருவிப் பாதைகள்: வெட்டுக் கருவி பொருளின் வழியாகச் செல்லும் பாதைகள்.
- தாங்குதல்: இலக்கு அளவிலிருந்து அனுமதிக்கப்பட்ட மாறுபாட்டின் அளவு.
- பணியிடம்: வெட்டும் போது பாகத்தை பாதுகாப்பாக பிடித்து வைக்கும் வைஸ், சக், கிளாம்ப் அல்லது ஃபிக்ஸ்சர்.
அவை ஒவ்வொரு முடிந்த பாகத்தின் பின்னாலும் உள்ள சொற்களஞ்சியம். ஆனால் சுவாரஸ்யமான விஷயம், அவை எவ்வாறு டிஜிட்டல் கோப்பிலிருந்து இறுதி இயந்திரமயமாக்கப்பட்ட பாகத்திற்கு வரை இணைந்து செயல்படுகின்றன என்பதைக் காண்பதுதான்.
சிஎன்சி இயந்திரமயமாக்குதல் செயல்முறை படிப்படியாக என்ன?
அந்த அடிப்படைச் சொற்கள், அவை ஒழுங்காக செயல்படும்போது பொருளுடையவையாக ஆகின்றன. நீங்கள் எப்போதாவது " cNC இயந்திரம் என்றால் என்ன? மேலும் அது எவ்வாறு செயல்படுகிறது?" என்று கேட்டிருந்தால், ஒரு பாகத்தை டிஜிட்டல் கோப்பிலிருந்து முடிந்த பாகத்திற்கு வரை பின்தொடர்வதே மிக தெளிவான விளக்கமாகும். உண்மையான தொழிற்சாலையில், வெட்டுதல் மட்டுமே கதையின் ஒரு பகுதிதான். அமைப்பு, சரிபார்ப்பு, ஆய்வு, புரட்டு நீக்கம் மற்றும் முடிவுருவாக்கம் ஆகியவை ஏற்றுக்கொள்ளத்தக்க பாகங்களை உண்மையில் எவ்வாறு தயாரிக்கின்றன என்பதை உள்ளடக்கியவை.
சிஏடி மாடலிலிருந்து சிஏஎம் டூல்பாத்ஸ் வரை
- பாகத்தை சிஏடி-இல் வரையறு. இச்செயல்முறை 2D வரைபடம் அல்லது 3D மாடலிலிருந்து தொடங்குகிறது. இந்த வடிவமைப்பு வடிவவியல், முக்கிய அம்சங்கள், பொருள் தேர்வு மற்றும் துல்லியத் தேவைகளை பதிவு செய்கிறது.
- சிஏஎம்-இல் டூல்பாத்ஸ் உருவாக்கு. CAM மென்பொருள், இயந்திரம் பாகத்தை எவ்வாறு உருவாக்கும் என்பதைத் திட்டமிடுகிறது. இது செயல்பாடுகள், கருவிகள் மற்றும் வெட்டுகளின் வரிசையைத் தேர்ந்தெடுத்து, பின்னர் வெட்டுகருவி பின்பற்றும் பாதைகளான கருவிப் பாதைகளை (toolpaths) உருவாக்குகிறது. இதுவே பீட் (feed) மற்றும் ஸ்பீட் (speed) ஆகியவற்றைத் தேர்ந்தெடுக்கும் இடமுமாகும். பீட் என்பது கருவி பொருளின் வழியாக எவ்வளவு வேகமாக முன்னேறுகிறது என்பதைக் குறிக்கிறது. ஸ்பீட் என்பது பொதுவாக ஸ்பிண்டிள் வேகத்தை (spindle speed) குறிக்கிறது, அதாவது ஸ்பிண்டிள் எவ்வளவு வேகமாக சுழல்கிறது என்பதை.
- இயந்திரம் படிக்கக்கூடிய குறியீடாக பின்செயலாக்கம் (Post-process) செய்தல். இதுதான் CNC இயந்திர நிரலாக்கம் நடைமுறையில் வரும் இடம். CAM வெளியீடு கட்டுப்பாட்டு அமைப்பு படிக்கக்கூடிய குறியீடாக மாற்றப்படுகிறது. நீங்கள் 'CNC இயந்திரத்தில் G-குறியீடு என்றால் என்ன?' என்று தேடியிருந்தால், G-குறியீடு என்பது இயந்திரத்திற்கு எங்கே செல்ல வேண்டும், எவ்வாறு நகர வேண்டும் என்பதைச் சொல்லும் கட்டளை மொழியாகும். மக்கள் 'CNC இயந்திரத்தில் G-குறியீடு மற்றும் M-குறியீடு என்றால் என்ன?' என்றும் கேட்கின்றனர். எளிய விளக்கத்தில், G-குறியீடுகள் இயந்திரத்தின் இயக்கத்தைக் கட்டுப்படுத்துகின்றன, அதே நேரத்தில் M-குறியீடுகள் ஸ்பிண்டிள் தொடங்குதல், குளிரூட்டுதல் (coolant), நிறுத்தங்கள் மற்றும் கருவிகளை மாற்றுதல் போன்ற இயந்திரச் செயல்பாடுகளைக் கட்டுப்படுத்துகின்றன. 'CNC இயந்திரத்தில் M-குறியீடு என்றால் என்ன?' என்ற கேள்விக்கு விடையாக, அதை ஒரு வெட்டுப் பாதை கட்டளை அல்லாமல், ஒரு இயந்திரச் செயல்பாட்டுக் கட்டளை என்று கருதலாம்.
ஜி கோட் எவ்வாறு இயந்திரத்தை வழிநடத்துகிறது
- இயந்திரத்தை அமைத்து, பொருளை (ஸ்டாக்) பாதுகாப்பாக உறுதிப்படுத்தவும். ஆபரேட்டர் கருவிகளை ஏற்றுகிறார், மூலப் பொருளை (ரா ஸ்டாக்) ஒரு வைஸ், சக் அல்லது ஃபிக்ச்சரில் பொருத்துகிறார், மேலும் வேலை பிடிப்பு (வொர்க்ஹோல்டிங்) அமைப்பைச் செய்கிறார். பின்னர் ஆஃப்செட்கள் உள்ளிடப்படுகின்றன. ஆஃப்செட் என்பது ஒரு சேமிக்கப்பட்ட மதிப்பு ஆகும், இது கட்டுப்பாட்டு அமைப்புக்கு வேலைப்பொருளின் பூஜ்ஜிய புள்ளி (வொர்க்பீஸ் ஜீரோ) எங்கே உள்ளது மற்றும் ஒவ்வொரு கருவியின் நுனியும் உண்மையில் எங்கே அமைந்துள்ளது என்பதைக் கூறுகிறது.
- உலர் இயக்கத்தை (டிரை ரன்) இயக்கி, சரிபார்க்கவும். உண்மையான வெட்டுதலுக்கு முன்பாக, பிரோகிராம் பெரும்பாலும் பாகத்தின் மேலே சோதிக்கப்படுகிறது. சிஎன்சி இயந்திரத்தில் உலர் இயக்கம் (டிரை ரன்) என்றால் என்ன என்று நீங்கள் வினவினால், அது தவறான இயக்கங்கள், மோசமான தூர இடைவெளிகள் அல்லது அமைப்பு தவறுகளை பாதுகாப்பாகக் கண்டறிய பயன்படும் வெட்டாத சரிபார்ப்பு செயல்முறையாகும்.
அமைப்பு, வெட்டுதல், ஆய்வு மற்றும் முடிவுறுத்தல்
- பொருளை வெட்டுக. இயந்திரம் பிரோகிராமைப் பின்பற்றி, மில்லிங், டிரில்லிங், டர்னிங் அல்லது போரிங் மூலம் மூலப் பொருளை இலக்கு வடிவத்திற்கு மாற்றுகிறது.
- இயந்திரத்தின் போது அம்சங்களைச் சரிபார்க்கவும். ஆபரேட்டர்கள் செயல்முறையின் போது முக்கிய அளவுகளை அளவிடுகிறார்கள், தேவைப்பட்டால் கருவியின் தேய்மானம் அல்லது ஆஃப்செட்களை சரிசெய்கிறார்கள். இது தேவையான துல்லியத்தை (டாலரன்ஸ்) பராமரிக்க உதவுகிறது.
- முடிந்த பாகத்தை ஆய்வு செய்யவும். இறுதி சரிபார்ப்புகளுக்கு கேலிபர்ஸ், மைக்ரோமீட்டர்கள், உயர அளவுகோல்கள் அல்லது CMM பயன்படுத்தப்படலாம். இது ஐச்சியல் கூடுதல் சேவை அல்ல. இது உற்பத்தி பணிமுறையின் ஒரு பகுதியாகும்.
- எட்ஜ் நீக்கம், சுத்தம் செய்தல் மற்றும் முடிவுறுத்துதல். கூர்மையான ஓரங்கள் அகற்றப்படுகின்றன, சிப்ஸ் மற்றும் கூலன்ட் அகற்றப்படுகின்றன, மேலும் தேவையான முடிவுறுத்துதல் படிகள் முழுமையாக முடிக்கப்படுகின்றன, எனவே பாகம் பாதுகாப்பானதாகவும் பயன்பாட்டுக்கு ஏற்றதாகவும் இருக்கிறது.
- G-குறியீடு: கருவியின் இயக்கத்திற்கான கட்டளைகள், எ.கா., விரைவான நகர்வுகள், நேரான வெட்டுகள் மற்றும் வளைவுகள்.
- M-குறியீடு: இயந்திர செயல்பாடுகளுக்கான கட்டளைகள், எ.கா., ஸ்பிண்டிள் இயக்கம், கூலன்ட் இயக்கம் அல்லது நிரல் நிறுத்தம்.
- ஆஃப்செட்கள்: கருவியின் நீளம் மற்றும் பணியிட இருப்பிடத்திற்கான சேமிக்கப்பட்ட நிலை மதிப்புகள்.
- ஊட்டுதல்: வெட்டும் போது கருவியின் முன்னேற்ற வீதம்.
- வேகம்: செயல்பாட்டிற்குப் பயன்படுத்தப்படும் ஸ்பிண்டிள் சுழற்று வீதம்.
- உலர் இயக்கம்: வேலைப்பொருளை வெட்டாமல் செய்யப்படும் சரிபார்ப்பு இயக்கம்.
இதுதான் நடைமுறையில் CNC இயந்திரம் செயல்பாடு. வரிசைமுறை அனைத்து தொழிற்சாலைகளிலும் ஒத்திருக்கும், ஆனால் வேலையைச் செய்யும் இயந்திரம் மிகவும் மாறுபட்டிருக்கும், மேலும் அச்சு எண்ணிக்கை கருவியின் உண்மையில் எங்கு வரை அடைய முடியும் என்பதை மாற்றும்.
CNC மில்லிங் இயந்திரம், லேத் மற்றும் மெஷினிங் சென்டர் என்றால் என்ன?
எந்த இயந்திரம் உண்மையில் வேலையைச் செய்கிறது என்பதை நீங்கள் அறிந்தால் தான் அச்சு எண்ணிக்கை பொருளுடையதாக இருக்கும். இதுதான் பல தொடக்க நிலையாளர்கள் தவறு செய்யும் இடம். மில், லேத், ரவுட்டர் மற்றும் மெஷினிங் சென்டர் ஆகியவை அனைத்தும் CNC கருவிகள் ஆனால் அவை பரிமாற்றத்தக்கவை அல்ல, மேலும் ஒவ்வொன்றும் வெவ்வேறு வகையான பாகங்களுக்கு ஏற்றவை.
நீங்கள் கேள்விப்படும் முக்கிய CNC இயந்திர வகைகள்
உங்கள் கேள்வி cNC மில்லிங் இயந்திரம் என்றால் என்ன? எனவே, ஒரு சுழலும் வெட்டும் கருவி ஒரு நிலையான பணிப்பொருளை வடிவமைக்கிறது என்று கற்பனை செய்யவும். மில்கள் பொதுவாக தட்டையான முகங்கள், பாக்கெட்கள், ஸ்லாட்கள் மற்றும் துளையிடப்பட்ட அம்சங்களைக் கொண்ட பாகங்களுக்குப் பயன்படுத்தப்படுகின்றன. லேத் இந்த உறவை மாற்றுகிறது. சிஎன்சி லேத் இயந்திரம் என்றால் என்ன? வார்த்தைகளில் கூறுவதாயின், பணிப்பொருள் சுழலும்போது வெட்டும் கருவி பொருளை அகற்றுகிறது, இது ஷாஃப்ட்கள், புஷிங்கள், ஃபிட்டிங்கள் மற்றும் பிற சுழற்றும் பாகங்களுக்கு லேத்களை இயல்பான தேர்வாக மாற்றுகிறது.
நீங்கள் தேடியிருந்தால் சிஎன்சி ரவுட்டர் இயந்திரம் என்றால் என்ன? எனவே, ஒரு இயந்திரத்தை நினைத்துப் பாருங்கள், அது மில் போலவே செயல்படுகிறது, ஆனால் பொதுவாக தட்டையான தகடு பொருட்கள் மற்றும் மரம், பிளாஸ்டிக்கள் மற்றும் சில அலுமினியம் போன்ற மென்மையான பொருட்களில் பயன்படுத்தப்படுகிறது, இதை ரெக்ஸ் பிளாஸ்டிக்ஸ் விளக்குகிறது. ஒரு சிஎன்சி இயந்திர மையம் பொதுவாக மில்-வழியிலான இயந்திரமாகும், இது பல செயல்பாடுகளை வலுவான மீள்தன்மையுடன் கையாள அமைக்கப்பட்டுள்ளது, எனவே பல அம்சங்களைக் கொண்ட பிரிஸ்மாட்டிக் பாகங்களுக்கு இது பொதுவான தேர்வாகும்.
| குறியீட்டு வகை | பொதுவான பாகத்தின் வடிவம் | இயக்க முறை | எப்போது விரும்பப்படுகிறது |
|---|---|---|---|
| CNC மில் | தட்டுகள், தாங்கிகள், கவர்கள் | சுழலும் வெட்டும் கருவி நேர்கோட்டு அச்சுகளில் நகர்கிறது | சமதள முகங்கள், பாகெட்டுகள், வளைவுகள், துளைகள் |
| CNC கதவு | சாஃப்ட்கள், புஷிங்குகள், வட்ட இணைப்பு பாகங்கள் | துளையிடும் கருவி வெட்டும்போது வேலைப்பொருள் சுழல்கிறது | உருளை அல்லது சுழற்சி சிமிட்டரி பாகங்கள் |
| CNC மெக்ஸினிங் சென்டர் | பல-அம்ச பிரிஸ்மாட்டிக் பாகங்கள் | மில்-அடிப்படையிலான வெட்டுதல், பெரும்பாலும் குறைந்த அமைப்புகளுக்காக ஏற்பாடு செய்யப்பட்டுள்ளது | மீண்டும் மீண்டும் துல்லியமாக வெட்டப்பட வேண்டிய பல மில் அம்சங்களைக் கொண்ட பாகங்கள் |
| CNC ரூட்டர் | பேனல்கள், உறைகள், தகடு-அடிப்படையிலான வடிவங்கள் | சமதள தகடுகளின் மீது அதிவேக வெட்டுதல் | மென்மையான பொருள்களில் 2D மற்றும் 2.5D வேலை |
3 அச்சு, 4 அச்சு மற்றும் 5 அச்சு என்பவை உண்மையில் என்ன பொருள்
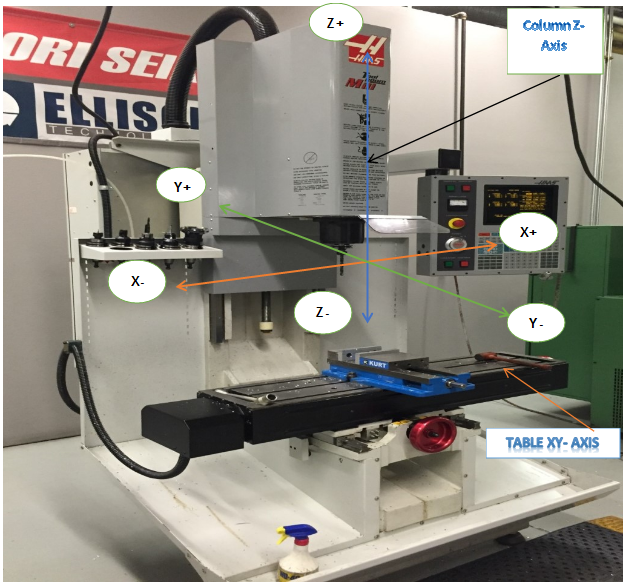
அடிப்படை ஆள்கூறு அமைப்பு X, Y மற்றும் Z ஆகும். A&M EDM இலிருந்து வழங்கப்பட்ட பொருள் X மற்றும் Y ஐ கிடைமட்ட இயக்கமாகவும், Zஐ செங்குத்து இயக்கமாகவும் விளக்குகிறது. எனவே, நீங்கள் யோசித்திருந்தால் சிஎன்சி இயந்திரத்தில் Z அச்சு எந்த திசையில் உள்ளது எனில், ஒரு பொதுவான செங்குத்து மில்லின் எளிய பதில் மேல் மற்றும் கீழ் ஆகும்.
மூன்று-அச்சு இயந்திரம் அந்த மூன்று நேர்கோட்டு திசைகளில் இயங்கும். நான்கு-அச்சு இயந்திரம் சுழற்சி இயக்கத்தைச் சேர்க்கிறது. பெரும்பாலான மில்லிங் விவாதங்களில், சிஎன்சி இயந்திரத்தில் நான்காவது அச்சு என்றால் என்ன என்பது A-அச்சைக் குறிக்கிறது, இது X-அச்சைச் சுற்றி சுழலும், என்பதை CNC குறிப்பேடு விளக்குகிறது. அந்த கூடுதல் அடைவு ஒரு பாகத்தை அகற்றி மீண்டும் நிலைநிறுத்த வேண்டிய முறைகளின் எண்ணிக்கையைக் குறைக்கலாம். நீங்கள் கேட்கிறீர்கள் எனில், ஐந்து-அச்சு சிஎன்சி இயந்திரம் என்றால் என்ன எனில், அது இரண்டாவது சுழற்சி அச்சைச் சேர்க்கிறது, இது சிக்கலான மேற்பரப்புகள் மற்றும் பல பக்கங்களில் உள்ள அம்சங்களுக்காக வெட்டும் கருவியையோ அல்லது பணிப்பொருளையோ மேலும் பல கோணங்களில் அணுக அனுமதிக்கிறது.
ஸ்பிண்டிள், ஃபீட் மற்றும் Z அச்சு போன்ற முக்கிய இயக்க வார்த்தைகள்
- ஸ்பிண்டிள்: மில் அல்லது ரவுட்டரில் வெட்டுக் கருவியை இயக்கும் சுழலும் அலகு.
- ஊட்டுதல்: கருவி பொருளின் வழியாக முன்னேறும் வேகம்.
- Z-அச்சு: பொதுவான செங்குத்து மில்லிங் அமைப்பில் செங்குத்து வெட்டு திசை.
- சுழலும் அச்சு: பாகத்தை அல்லது கருவியை சுழற்றுவதற்காக கூடுதலாகச் சேர்க்கப்பட்ட அச்சு, அதனால் அணுகல் மேம்படுகிறது.
அந்த இயந்திர வகைகள் எவ்வாறு இயக்கம் சாத்தியமாகிறது என்பதை விளக்குகின்றன. அடுத்த நடைமுறைக் கேள்வி வேறுபட்டது: உங்கள் முன்னால் சரியான இயந்திரம் இருந்தாலும், ஒரு தொழிற்சாலை அந்தப் பாகத்திற்காக எந்த வெட்டு செயல்முறையைத் தேர்ந்தெடுக்க வேண்டும்?

முக்கிய CNC செயல்பாடுகளின் தெளிவான ஒப்பீடு
இயந்திர வகை எவ்வாறு இயக்கம் நிகழ்கிறது என்பதை உங்களுக்குத் தெரிவிக்கிறது. செயல்பாட்டுத் தேர்வு பாகம் எவ்வாறு உண்மையில் உருவாக்கப்படுகிறது என்பதை உங்களுக்குத் தெரிவிக்கிறது. பெரும்பாலான தொழிற்சாலைகளில், ஒரு செயல்முறையைத் தேர்ந்தெடுப்பதற்கான வேகமான வழி முதலில் பாகத்தின் வடிவத்தைப் பார்ப்பது, பின்னர் பொருள், முடிவு தேவைகள் மற்றும் அம்சங்களின் சிக்கலான தன்மையைச் சரிபார்ப்பது ஆகும். இதனால்தான் ஒரு பாகம் மில்லிங் செய்யப்படலாம், மற்றொன்று டர்னிங் செய்யப்படலாம், மூன்றாவது கிரைண்டிங் அல்லது EDM மூலம் முடிக்கப்படலாம்.
மில்லிங் சிறந்த தேர்வாக இருக்கும் போது
நீங்கள் கேட்டால் சிஏன்சி மில்லிங் இயந்திரம் என்றால் என்ன? பிரிஸ்மாடிக் பாகங்களுக்கான பொது-நோக்கு விருப்பத்தை நினைவில் கொள்ளுங்கள். மில்லிங் என்பது ஒரு சுழலும் கத்தியை நிலையான வேலைப்பொருளுக்கு எதிராகப் பயன்படுத்தி சமதள முகங்கள், பாக்கெட்டுகள், ஸ்லாட்டுகள், கான்டூர்கள் மற்றும் பல-பக்க அம்சங்களை உருவாக்குகிறது. இது பொதுவாக பிராக்கெட்டுகள், ஹவுசிங்குகள், தகடுகள் மற்றும் கலப்பு வடிவமைப்பு கொண்ட பாகங்களுக்கு மிகச் சிறந்த தேர்வாகும். ரேபிட்டிரெக்ட் மேலும் குறிப்பிடுகிறது என்றால், மில்லிங் சிக்கலான 3D வடிவங்களுக்கு ஏற்றதாகும், ஆனால் முற்றிலும் வட்டமான பாகங்களுக்கு இது மிக சிறந்த திறன் கொண்ட தேர்வாக இருக்காது.
தர்னிங் மற்றும் டிரில்லிங் சிறப்பாகப் பொருந்தும் இடங்கள்
இல்லாமல் சிஏன்சி தர்னிங் இயந்திரம் என்றால் என்ன? சொற்களில் கூறுவதாக இருந்தால், வேலைப்பொருள் சுழலும்போது கருவி வெட்டுகிறது. இது ஷாஃப்ட்கள், பின்கள், புஷிங்குகள், திரெட்டுகள், கிரூவ்கள் மற்றும் மையக் கோட்டைச் சுற்றியுள்ள பிற அம்சங்களுக்கு தர்னிங்கை இயல்பான பொருத்தமாக ஆக்குகிறது. இது சிலிண்டரிகல் பாகங்களுக்கு மில்லிங் செய்வதை விட வழக்கமாக வேகமானது மற்றும் பொருளாதார ரீதியாக சிறந்தது.
துளை உருவாக்குவதற்கு, சிஏன்சி டிரில்லிங் இயந்திரம் என்றால் என்ன? எளிய பதில் உள்ளது: இது துளைகளை விரைவாக உருவாக்குகிறது. துளையிடுதல் பெரும்பாலும் தொடக்கப் புள்ளியாகும், இறுதி செயல்முறை அல்ல. துளையின் அளவு, சீரான அமைப்பு அல்லது முடிவு முகப்பு முக்கியமாக இருக்கும்போது, சில தொழிற்சாலைகள் ரேபிட்டிரெக்ட் விளக்கியுள்ளது போல, போரிங் அல்லது ரீமிங் போன்ற கூடுதல் செயல்முறைகளை பின்தொடரலாம்.
ரவுட்டிங், EDM மற்றும் கிரைண்டிங் ஏன் முக்கியம்?
ரவுட்டிங் மில்லிங் போலவே தோற்றமளிக்கிறது, ஆனால் இது பொதுவாக மென்மையான பொருள்கள் மற்றும் தட்டையான தாள்-வகை வேலைகளுக்கு தேர்ந்தெடுக்கப்படுகிறது. EDM வேறுபட்டது. நீங்கள் தேடியிருந்தால் cNC EDM இயந்திரம் என்றால் என்ன? அல்லது cNC வையர் கட் இயந்திரம் என்றால் என்ன? , அது பொதுவாக வையர் EDM ஐக் குறிக்கிறது, இது கடத்தும் பொருளை மின்சார மின்னிறக்கத்தைப் பயன்படுத்தி வெட்டுகிறது. ரிவ்கட், மிகவும் கடினமான பொருள்கள், கூர்மையான உள் மூலைகள் மற்றும் சுழற்றுக் கருவிகளால் அடைய முடியாத சிறிய அல்லது ஆழமான அம்சங்களுக்காக EDM ஐ வலியுறுத்துகிறது.
CNC கிரைண்டிங் இயந்திரம் என்றால் என்ன? இது ஒரு முடிவு செயல்முறையாக சிறப்பாக புரிந்துகொள்ளப்படுகிறது. கிரைண்டிங் என்பது ஒரு தீவிர துடைப்பான் (அப்ரேசிவ்) சக்கரத்தைப் பயன்படுத்தி மிகச் சிறிய அளவு பொருளை அகற்றி, முக்கிய அம்சங்களின் அளவு கட்டுப்பாட்டையும் மேற்பரப்பு முடிவையும் மேம்படுத்துகிறது.
போன்ற தேடல் cNC கட் இயந்திரம் என்றால் என்ன? இந்த வேறுபாடுகளை மங்கலாக்கலாம். இது வழிமாற்றம் அல்லது சுயவிவர-வெட்டு உபகரணங்களைக் குறிக்கலாம், அடங்கியுள்ளவை: சிஎன்சி பிளாஸ்மா வெட்டு இயந்திரம் என்றால் என்ன? கேள்விகள், இருப்பினும் அந்தச் செயல்முறைகள் பாக்கெட்டுகள், துல்லியமான துளைகள் அல்லது சுழற்றப்பட்ட ஷாஃப்ட்களை உருவாக்குவதை விட வேறு ஒரு பணியைத் தீர்க்கின்றன.
| செயல்பாடு | பொருள் எவ்வாறு அகற்றப்படுகிறது | சிறந்த பொருத்தமான வடிவவியல் | வழக்கமான விளைவுகள் | முக்கிய வர்த்தக விடைவாங்கல்கள் |
|---|---|---|---|---|
| மில்லிங் | சுழலும் வெட்டுக் கருவி ஒரு நிலையான பாகத்திலிருந்து சிப்ஸ்களை அகற்றுகிறது | தட்டையான முகங்கள், பாக்கெட்டுகள், துளைகள், சுற்றுவழிகள், பல-பக்க பாகங்கள் | பிராக்கெட்டுகள், ஹவுசிங்குகள் மற்றும் சிக்கலான 3D வடிவங்களுக்கான நெகிழ்வான வடிவமைப்பு | எளிய வட்ட வடிவ பாகங்களுக்கு குறைந்த திறனுள்ளது |
| திருப்புதல் | சுழலும் பணிப்பொருளை ஒரு நிலையான அல்லது உள்ளே ஊட்டப்படும் கருவியால் வெட்டுகிறார்கள் | சாஃப்ட்கள், பின்கள், புஷிங்கள், திரெட்கள், கிரூவ்கள் | வேகமான, மீண்டும் மீண்டும் செய்யக்கூடிய உருளை வடிவ அம்சங்கள் | தட்டையான அல்லது மிகவும் ஒழுங்கற்ற வடிவவியலில் கட்டுப்படுத்தப்பட்டது |
| துளையிடுதல் | சுழலும் டிரில் துளைகளை உருவாக்குகிறது அல்லது துளைகளைத் தொடங்குகிறது | பல வகையான பாகங்களில் நேராக உள்ள துளைகள் | வேகமான துளை உருவாக்கம் | மேம்பட்ட துல்லியம் மற்றும் முடிவு தரத்திற்காக போரிங் அல்லது ரீமிங் தேவைப்படலாம் |
| ரூட்டிங் | அதிவேக சுழலும் கட்டர் மென்மையான பொருளை வெட்டுகிறது அல்லது வெட்டுகிறது | தட்டையான பிரொஃபைல்கள், பேனல்கள், தகடு-அடிப்படையிலான பாகங்கள் | மென்மையான பொருள்களில் வேகமான வெட்டுதல் | பொதுவாக குறைந்த விறைப்புடன் கூடியது மற்றும் கடின-உலோக துல்லிய வேலைக்கு ஏற்றதாக இல்லை |
| EDM | மின்சார மின்னோட்ட வெடிப்புகள் கடத்தும் பொருளை அரிக்கின்றன | கூர்மையான உள் மூலைகள், சிறிய துளைகள், அணுக முடியாத உள் அம்சங்கள் | கடின பொருள்கள் மற்றும் சிக்கலான விவரங்களுக்கு சிறந்தது | மரபுசார் வெட்டுதலை விட மெதுவானது மற்றும் சிறப்பு வாய்ந்தது |
| அடித்துரைச் செய்தல் | அரிக்கும் சக்கரம் மிகச் சிறிய அளவுகளை அகற்றுகிறது | முக்கியமான தட்டையான அல்லது வட்ட மேற்பரப்புகள் | துல்லியமான அளவு கட்டுப்பாடு மற்றும் மென்மையான முடிவுகள் | பொதுவாக இறுதி செயல்முறையாகும், முக்கிய வடிவமைப்பு செயல்முறை அல்ல |
சரியான செயல்பாட்டைத் தேர்வு செய்வது வடிவவியலை தேவையான வரம்பிற்குள் கொண்டு வருகிறது. பாகம் உண்மையில் பயன்பாட்டுக்கு ஏற்றதாக உள்ளதா என்பது இன்னும் நடைமுறையில் முக்கியமான ஒன்றைச் சார்ந்துள்ளது: பொருள் எவ்வாறு நடந்து கொள்கிறது, துல்லியத்தின் எவ்வளவு கடுமையான வரம்புகள் தேவைப்படுகின்றன, மற்றும் வெட்டுக்குப் பிறகு பாகம் எவ்வாறு ஆய்வு செய்யப்படுகிறது மற்றும் முடிவடைகிறது.
துல்லிய CNC செயலாக்கத்தில் பொருள்கள் மற்றும் தரம்
மில்லிங், டர்னிங் அல்லது EDM ஆகியவற்றைத் தேர்வு செய்வது வடிவவியலைத் தொடங்குகிறது, ஆனால் பயன்பாட்டுக்கு ஏற்ற பாகம் வெட்டு முறையை மட்டும் சார்ந்து இல்லை. பொருளின் நடத்தை, துல்லியத்தின் தேவைகள், ஆய்வு கட்டுப்பாடு மற்றும் பின்-செயலாக்கம் ஆகியவை அனைத்தும் இறுதி முடிவை வடிவமைக்கின்றன. அதுதான் இங்கு துல்லிய CNC செயலாக்கம் என்றால் என்ன? எளிதில் புரிந்துகொள்ள முடிகிறது. அது வெறும் துல்லியமான வெட்டு மட்டுமல்ல. அது சரியான பொருளுடன், நம்பகமான அளவீடுகளுடன் மற்றும் சரியான முடிவு மேற்பரப்புடன் பொருத்தப்பட்ட துல்லியமான வெட்டு ஆகும்.
CNC செயலாக்கத்தில் பொதுவாகப் பயன்படுத்தப்படும் பொருள்கள்
பொருளின் தேர்வு வலிமை, எடை, துரு எதிர்ப்பு, கடத்துதல், செயலாக்கத் தன்மை, மேற்பரப்பு முறைமை மற்றும் விலை ஆகியவற்றை பாதிக்கிறது. லிண்டெல் வழங்கிய வழிகாட்டுதல், அலுமினியம் எடை குறைவு மற்றும் உயர் செயலாக்கத் தன்மை காரணமாக பிரபலமாக உள்ளது என்பதை விளக்குகிறது; அதே நேரத்தில், துரு எதிர்ப்பு மற்றும் நீடித்தன்மை முக்கியமாக இருக்கும்போது ஸ்டெயின்லெஸ் ஸ்டீல் மற்றும் டைட்டானியம் பெரும்பாலும் தேர்ந்தெடுக்கப்படுகின்றன. பிராஸ் சுத்தமாக செயலாக்கப்படுகிறது, மேலும் நல்ல வெப்ப மற்றும் மின்சார கடத்துதலையும் வழங்குகிறது. பீக் (PEEK), டெல்ரின் (Delrin) மற்றும் UHMW போன்ற பொறியியல் பிளாஸ்டிக்குகள் எடையைக் குறைத்து, வேதியியல் அல்லது ஈரப்பத எதிர்ப்பைச் சேர்க்கின்றன. ஸ்டீல் மற்றும் டூல் ஸ்டீல்கள் விறைப்பு மற்றும் வலிமையை வழங்குகின்றன, ஆனால் அவை பொதுவாக அலுமினியம் அல்லது பிராஸ் விட செயலாக்கம் செய்வது கடினமாகும்.
நீங்கள் எப்போதாவது யோசித்திருந்தால் cNC செயலாக்கம் என்றால் என்ன? செயலாக்கத்தின் நடைமுறை விளக்கம் என்பது, முதன்மை பொருளிலிருந்து வெட்டப்பட்டு, பயன்பாட்டிற்காக தேவையான நிலைக்குக் கொண்டு வரப்படும் ஒரு பாகம் ஆகும். ஒரு தாங்கி, ஹவுசிங் அல்லது ஷாஃப்ட் ஆகியவை கருவி வெட்டுதலை நிறுத்தியதும் உண்மையில் முடிந்துவிட்டதாகக் கருதப்படுவதில்லை.
துல்லியத்தன்மை, ஆய்வு மற்றும் SPC ஆகியவை தரத்தை எவ்வாறு பாதிக்கின்றன?
நீங்கள் வரையறுக்க முயற்சித்தால் cNC செயலாக்கம் மற்றும் தயாரிப்பு என்றால் என்ன? இதுதான் பெரிய படம். துல்லியத்தின் எல்லைகள் (Tolerances) பயன்பாட்டுச் சூழலைப் பொறுத்தவை; எனவே முக்கியமான கேள்வி, அவை எவ்வளவு கடுமையாக (tight) இருக்க முடியும் என்பதல்ல, ஆனால் அவை எவ்வளவு கடுமையாக இருக்க வேண்டும் என்பதே ஆகும். PTSMAKE, கடுமையான பயன்பாடுகளில் துல்லியமான வேலைகளுக்கான துல்லிய எல்லைகள் தோராயமாக ±0.0001 அங்குலம் முதல் ±0.005 அங்குலம் வரை இருக்கலாம் என்று குறிப்பிடுகிறது; ஆனால் இந்த வரம்பு ஒவ்வொரு அம்சத்திற்கும் இயல்பான (default) விதியாக ஏற்றுக்கொள்ளப்படுவதில்லை.
தரக் கட்டுப்பாடு முதல் கட்ட ஆய்வு (first article inspection) மூலம் ஆரம்பித்து, பின்னர் செயல்முறை நடுவில் அளவீடுகள் (in-process measurement) மற்றும் இறுதி அளவியல் (final metrology) ஆகியவற்றின் மூலம் தொடர்கிறது; இதில் மைக்ரோமீட்டர்கள், CMMகள் (Coordinate Measuring Machines) மற்றும் ஒளியியல் அமைப்புகள் போன்ற கருவிகள் பயன்படுத்தப்படுகின்றன. புள்ளியியல் செயல்முறைக் கட்டுப்பாடு (Statistical Process Control – SPC) முழு தொகுதி தன்னிச்சையாக தன்னியல்பு வரம்பை (spec) விட்டு விலகுவதற்கு முன்பாகவே செயல்முறையில் ஏற்படும் விலகலை (drift) கண்காணிக்க உதவுகிறது. இயந்திரத்தின் நிலையும் முக்கியமானது. ஒரு தொடக்க நிலை பயனர் cNC இயந்திரத்தில் பின்வினை (backlash) என்றால் என்ன? என்று கேட்கிறார் — இது அச்சு இயக்கத்தில் (axis drive) ஏற்படும் இழந்த இயக்கம் (lost motion) பற்றியது, இது மீள்தன்மையை (repeatability) பாதிக்கலாம். அதேபோல், cNC இயந்திரத்தில் பால் ஸ்க்ரூ (ball screw) என்றால் என்ன? என்ற கேள்வி, ஒரு அச்சை (axis) துல்லியமாகவும், தொடர்ச்சியாகவும் இயக்க உதவும் துல்லிய இயக்கப் பகுதியை (precision drive component) குறிக்கிறது.
இயந்திரத்தின் தரம் என்பது வெட்டு நேரத்தை மட்டும் கருத்தில் கொள்வதில்லை; அது அளவீடு, ஓரத்தின் நிலை (edge condition) மற்றும் முடிவுறு மேற்பரப்பு முறை (finishing) ஆகியவற்றையும் உள்ளடக்கியது.
வெட்டுதலுக்குப் பின் நிகழும் முடிவு செயல்கள்
இயந்திரத்தால் செய்யப்படும் பின் செயல்கள் பெரும்பாலும் பாகத்தை கையாள பாதுகாப்பானதாக இருக்கிறதா, சரியாக பொருத்தமாக இருக்கிறதா மற்றும் பயன்பாட்டின் போது தக்கவைத்துக் கொள்ள முடிகிறதா என்பதை தீர்மானிக்கின்றன. CNC குறிப்பேடு இந்த படிகள் எவ்வளவு பொதுவானவை என்பதைக் காட்டும் பயனுள்ள முடிவு வழிகாட்டுதல்:
- ஈடேற்றம் நீக்குதல்: சிறு முனைகளை (பர்ஸ்) அகற்றி, கூரிய விளிம்புகளை மழுங்க வைக்கிறது.
- பீட் ப்ளாஸ்டிங்: மேற்பரப்பை சுத்தம் செய்து, மேலும் ஒருமைப்பாடு கொண்ட தோற்றத்தை உருவாக்குகிறது.
- ஆனோடைசிங் (Anodizing): அலுமினியத்தில் கூடுதல் மேற்பரப்பு பாதுகாப்பு அல்லது வண்ணம் தேவைப்படும்போது பொதுவாகப் பயன்படுத்தப்படுகிறது.
- மெடலிங் (Plating): பாதுகாப்பு அல்லது செயல்திறன் நோக்கங்களுக்காக உலோக அடுக்கை பூசுகிறது.
- பூச்சு: வண்ணம் பூசுதல் அல்லது பவுடர் கோட்டிங் போன்ற விருப்பங்களை உள்ளடக்குகிறது.
- வெப்ப சிகிச்சைஃ குறிப்பாக எஃகுகளில் விறைப்புத்தன்மையை மாற்றுகிறது; இருப்பினும், வடிவ மாற்றம் ஏற்பட்டால் பின்னர் இயந்திரத்தால் செய்யப்படும் சரிசெய்தல் தேவைப்படலாம்.
- தேய்த்தல் அல்லது மிகை மெருகூட்டுதல்: கூடுதல் அளவு கட்டுப்பாடு அல்லது மேற்பரப்பு முறையான முடிவு தேவைப்படும் போது பயன்படுத்தப்படுகிறது.
நடைமுறை அடிப்படையில், சிஎன்சி இயந்திரமயமாக்கல் தொழில்நுட்பம் என்றால் என்ன இது வெட்டுதல், அளத்தல் மற்றும் முடிவுறுத்துதல் ஆகியவற்றின் முழு அமைப்புக்கு வருகிறது. இந்த துல்லியம், மீண்டும் மீண்டும் பெறக்கூடிய தன்மை மற்றும் பொருள் தேர்வின் நெகிழ்வு ஆகியவை சிஎன்சி பல்வேறு உண்மையான பாகங்கள் மற்றும் துறைகளுக்கு ஏற்றதாக இருப்பதற்கான காரணமாகும்.

உண்மையான உற்பத்தியில் சிஎன்சி இயந்திரமயமாக்கல் எதற்காக பயன்படுத்தப்படுகிறது
ஒரு துல்லியமான, நன்றாக முடிவுறுத்தப்பட்ட பாகம் முக்கியமானது, ஏனெனில் அதற்கு ஒரு உண்மையான பணி உள்ளது. நீங்கள் கேட்கிறீர்கள் சிஎன்சி இயந்திரம் எதற்காக பயன்படுத்தப்படுகிறது அல்லது சிஎன்சி இயந்திரமயமாக்கல் எதற்காக பயன்படுத்தப்படுகிறது என்றால், பதில் ஒரு கடை அல்லது ஒரு வகையான பாகத்தை விட மிகவும் விரிவானது. ஒரு பாகத்திற்கு நம்பகமான அளவுகள், மீண்டும் மீண்டும் பெறக்கூடிய முடிவுகள் மற்றும் உலோகம் அல்லது பிளாஸ்டிக் போன்ற உண்மையான பொருள் தேர்வு தேவைப்படும் போது சிஎன்சி மிகவும் பயனுள்ளதாக இருக்கிறது.
நடைமுறையில் சிஎன்சி இயந்திரமயமாக்கல் எதற்காக பயன்படுத்தப்படுகிறது
முன்மாதிரி திட்டங்கள் என்பவை ஏன் முன்மாதிரி பாகங்கள் மற்றும் சிறிய தொகுப்புகளுக்கு இயந்திர வேலை செய்வது மிகவும் ஏற்றதாக உள்ளது என்பதை விளக்குகின்றன: அதற்கு சிறப்பு கருவிகள் தேவையில்லை, அது பல்வேறு பொருள்கள் மற்றும் முடிவுகளை ஆதரிக்கிறது, மேலும் அது பாகங்களுக்கு இடையே நல்ல மீண்டும் மீண்டும் திரும்பும் தன்மையை வழங்குகிறது. இது பின்வருவனவற்றிற்கு நடைமுறையில் ஏற்றதாக உள்ளது:
- பொருத்தம், செயல்பாடு அல்லது கூட்டுசேர்ப்பைச் சோதிக்கப் பயன்படுத்தப்படும் முன்மாதிரி பாகங்கள்
- மற்றொரு செயல்முறை பொருத்தமானதாக மாறும் வரை இடைநிலை உற்பத்தி மற்றும் குறைந்த அளவு உற்பத்தி
- பழைய உபகரணங்களுக்கான மாற்றுப் பாகங்கள் அல்லது பழுது செய்வதற்கான பாகங்கள்
- தயாரிப்பு செயல்முறையின் உள்ளே பயன்படுத்தப்படும் ஜிக்ஸ், ஃபிக்ஸ்சர்ஸ் மற்றும் சோதனை வன்பொருட்கள்
- பிராக்கெட்கள், ஹவுசிங்கள், மேனிஃபோல்டுகள், ஷாஃப்ட்கள் மற்றும் தனிப்பயன் என்க்ளோசர்கள் போன்ற மீண்டும் மீண்டும் தயாரிக்கக்கூடிய இறுதி பயன்பாட்டு கூறுகள்
CNC பாகங்களை நம்பியுள்ள தொழில்கள்
நீங்கள் டைப் செய்கிறீர்கள் cNC இயந்திரமயமாக்கல் எந்த தொழில்துறையைச் சேர்ந்தது தேடல் பாரில் உள்ளீடு செய்யும்போது, ஒரே ஒரு பதில் இல்லை. சேகரிக்கப்பட்ட எடுத்துக்காட்டுகள் திட்டம் MFG வானூர்தி, மோட்டார் வாகனம், மருத்துவ கருவிகள், மின்னணுவியல், ரோபோட்டிக்ஸ் மற்றும் தானியங்கி, கடல் சார், பாதுகாப்பு, புதுப்பிக்கத்தக்க ஆற்றல் மற்றும் பலவற்றை இது உள்ளடக்கும். அன்றாட உற்பத்தியில், இது பெரும்பாலும் பின்வரும் பாகங்களைக் குறிக்கிறது:
- மோட்டார் வாகன ஹவுசிங்குகள், பற்சக்கரங்கள், சாஃப்ட்கள் மற்றும் புதிர் இயந்திரம் சார்ந்த பாகங்கள்
- வானூர்தி மற்றும் விமான தாங்கிகள், கட்டமைப்பு பாகங்கள் மற்றும் இயந்திரம் சார்ந்த பாகங்கள்
- கருவிகள், பொருத்தப்படும் பாகங்கள், புரோஸ்தெட்டிக் பாகங்கள் மற்றும் பல் சார்ந்த பாகங்கள் போன்ற மருத்துவ கருவிப் பாகங்கள்
- மின்னணுவியல் கவர்கள், வெப்ப மேலாண்மை பாகங்கள் மற்றும் சிறிய உள் அம்சங்கள்
- மேனிஃபோல்டுகள், தாங்கிகள், பிடிமானங்கள் மற்றும் இயந்திர பாகங்கள் போன்ற தொழில்துறை உபகரண பாகங்கள்
- டர்பைன் சார்ந்த சாஃப்ட்கள், ஹப்கள், தாங்கிகள் மற்றும் ஹவுசிங்குகள் உள்ளிட்ட ஆற்றல் பாகங்கள்
புதிர் வடிவமைப்பு, குறைந்த அளவு உற்பத்தி மற்றும் முழுமையான உற்பத்தி பயன்பாடுகள்
நீங்கள் சிந்திக்கிறீர்கள் எனில் சிஏன்சி மில்லிங் இயந்திரம் எதற்காகப் பயன்படுத்தப்படுகிறது , தட்டையான முகங்கள், பாக்கெட்கள், துளைகள் மற்றும் பிரிஸ்மாட்டிக் பாகங்களில் தனிப்பயன் மூடிகளின் அம்சங்கள் போன்றவற்றை நினைத்துப் பாருங்கள். வட்ட வடிவ வேலைகளுக்கு, சிஏன்சி லேத் இயந்திரம் எதற்காகப் பயன்படுத்தப்படுகிறது இன்னும் நேரடியாக உள்ளது: ஷாஃப்ட்கள், பின்கள், சீவ்ஸ்கள், திரெட்கள் மற்றும் பிற திருப்பப்பட்ட அம்சங்கள். இந்த அகலமான பயன்பாடுதான் சிஏன்சி, முதல் மாதிரியிலிருந்து மீண்டும் மீண்டும் பயன்படுத்தக்கூடிய இறுதி பயன்பாட்டு உற்பத்தி வரை பயனுள்ளதாக இருக்கிறது, குறிப்பாக துல்லியம், மீள்தன்மை மற்றும் பொருளின் நெகிழ்வு ஒரே நேரத்தில் முக்கியமாக இருக்கும்போது. இந்த வலிமைகள் உண்மையில் உள்ளன, ஆனால் அவை பொதுவானவை அல்ல; எனவே செயல்முறை தேர்வு எப்போதும் சமநிலையான பார்வையை தேவைப்படுத்துகிறது.
சிஏன்சி இயந்திரம் எதற்காகப் பயன்படுத்தப்படுகிறது மற்றும் அதன் வரம்புகள்
மக்கள் பெரும்பாலும் சிஏன்சி இயந்திரம் எதற்காக? அல்லது சிஏன்சி இயந்திரம் எதற்காகப் பயன்படுத்தப்படுகிறது என்ற வாக்கியங்களைத் தேடுகின்றனர், ஏனெனில் அவர்கள் உண்மையில் ஒரு நடைமுறைக் கேள்விக்கு பதிலளிக்க முயற்சிக்கின்றனர்: இந்தப் பாகத்திற்கு சிஏன்சி சரியான செயல்முறையா? கடினமான தேடல்கள் போன்றவையும் சிஏன்சி இயந்திரம் என்ன செய்கிறது பொதுவாக அதே கவலையைச் சுட்டிக்காட்டுகின்றன. CNC சக்திவாய்ந்தது, ஆனால் அது அனைத்து வடிவங்களுக்கும், அளவுகளுக்கும் அல்லது பட்ஜெட்டுகளுக்கும் தனியாக சிறந்த பொருத்தமாக இருக்காது.
ஏன் CNC மெஷினிங் மிகவும் பரவலாகப் பயன்படுத்தப்படுகிறது?
அமெரிக்க மைக்ரோ இண்டஸ்ட்ரீஸ் மற்றும் ப்ரோட்டோலேப்ஸ் வழங்கிய வழிகாட்டுதல், புதிய மாதிரிகள், குறைந்த அளவு உற்பத்தி மற்றும் துல்லியமான பாகங்களுக்காக தொழிற்சாலைகள் CNC-ஐ நம்புவதற்கான காரணங்களை விளக்குகின்றன.
பார்வைகள்
- அதிக துல்லியம் மற்றும் துல்லியத்தன்மை: CNC வடிவமைப்புக்கு மிக அருகில் பொருந்த வேண்டிய பாகங்களுக்கு ஏற்றது.
- மீண்டும் உற்பத்தி செய்யும் தன்மை: ஒரு நிரல் மற்றும் அமைப்பு கட்டுப்பாட்டில் இருக்கும்போது, அதே பாகத்தை தொடர்ச்சியாக உற்பத்தி செய்ய முடியும்.
- பொருள் நெகிழ்வுத்தன்மை: இது ஒரு குறிப்பிட்ட பொருள் குடும்பத்திற்கு மட்டுமல்லாமல், பல உலோகங்கள் மற்றும் பிளாஸ்டிக்குகளில் செயல்படுகிறது.
- டிஜிட்டல் பணிச்சுழற்சி: CAD, CAM மற்றும் சேமிக்கப்பட்ட நிரல்கள் வடிவமைப்புகளை பாதுகாக்க உதவுகின்றன மற்றும் மீண்டும் ஆர்டர்களை ஆதரிக்கின்றன.
- சிக்கலான ஆனால் அடையக்கூடிய அம்சங்களுக்கு ஏற்றது: பாகங்களை அணுக முடியும் வரை, பொத்தான்கள், துளைகள், வளைவுகள் மற்றும் பல-பக்க அம்சங்களை எளிதில் செயல்படுத்த முடியும்.
- முன்மாதிரிகள் மற்றும் சிறிய தொகுப்புகளுக்கு வலுவானது: அர்ப்பணிக்கப்பட்ட வார்ப்பு கருவிகள் இல்லாமலேயே ஒரு பாகத்தை அல்லது சிறிய அளவிலான தயாரிப்பை உருவாக்க முடியும்.
CNC செயல்முறை ஏற்றுக்கொள்ளத்தக்கதாக இல்லாத இடங்கள்
வரம்புகளும் அத்தனையே முக்கியமானவை. ஏரான், கருவி அணுகல், கடுமையான உள் மூலைகள் மற்றும் இச்செயல்முறையின் கழித்தல் தன்மை ஆகியவற்றுடன் தொடர்புடைய பொதுவான கட்டுப்பாடுகளைக் குறிப்பிடுகிறார்.
தவறுகள்
- மிக அதிக அளவிலான தயாரிப்புகளுக்கு அதிக செலவு: பெரிய அளவிலான தயாரிப்புகளுக்கு, இன்ஜெக்ஷன் மோல்டிங் போன்ற செயல்முறைகள் சிறந்த அலகு பொருளாதாரத்தை வழங்க முடியும்.
- கருவி அணுகல் கட்டுப்பாடுகள்: ஒரு வெட்டுக் கருவிக்கு அந்த அம்சத்தை உடல் ரீதியாக அணுக வேண்டும், இது சில உள் வடிவமைப்புகளை வரம்புக்குள் வைக்கிறது.
- உள் மூலைகள் இயல்பாகவே கடுமையானவை அல்ல: வட்ட வடிவ வெட்டும் கருவிகள் உள் மூலைகளில் வளைந்த வடிவத்தை ஏற்படுத்தும், வேறு ஒரு செயல்முறை பயன்படுத்தப்படாவிட்டால்.
- பொருள் வீணாகுதல்: பொருளானது மூலப்பொருளிலிருந்து வெட்டி அகற்றப்படுவதால், கூட்டு முறைகளை விட பொதுவாக கழிவு அதிகமாக இருக்கும்.
- சுழற்சி நேரம் கூடுதலாக சேர்ந்துவிடும்: பல செயல்பாடுகள், அமைப்புகள் மற்றும் முடிவு செயல்கள் சிக்கலான பாகங்களை உற்பத்தி செய்வதை மெதுவாக்கும்.
- இன்னும் அமைப்பின் தரத்தைப் பொறுத்தே சார்ந்துள்ளது: திட்டமிடல், பிடிப்பு ஏற்பாடுகள், கருவியின் நிலை மற்றும் ஆய்வு கண்காணிப்பு ஆகியவை இன்றும் முக்கியமானவை.
வேறு ஒரு உற்பத்தி செயல்முறை மிகவும் பொருத்தமானதாக இருக்கும் போது
சிறந்த செயல்முறை என்பது வடிவமைப்பு, அளவு, பொருள், துல்லியம் மற்றும் முடிவு ஆகியவற்றைப் பொறுத்தது; பிரபலத்தைப் பொறுத்தது அல்ல.
அதனால்தான், மிக அதிக சிக்கலான வடிவங்கள் மற்றும் விரைவான மீண்டும் வடிவமைத்தலுக்கு 3D அச்சிடுதல் ஆக்கபூர்வமாக இருக்கும், அதே நேரத்தில் உற்பத்தி அளவு அதிகரிக்கும் போதும், ஒரு பாகத்தின் விலை முக்கியமாகும் போதும் செலுத்து வார்ப்பு (injection molding) மிகவும் கவர்ச்சிகரமாக இருக்கும். CNC-ன் பல குறைபாடுகள் இயந்திரத்திலிருந்து தொடங்குவதில்லை. அவை பாகத்தின் வடிவமைப்பிலேயே தொடங்குகின்றன — இங்கு சுவர் தடிமன், மூலை வளைவுகள், துளையின் ஆழம் மற்றும் கருவிக்கு அணுகல் ஆகியவை மௌனமாக விலை மற்றும் அபாயத்தை வடிவமைக்கின்றன.

CNC பாகங்களை எளிதில் செயலாக்க உதவும் வடிவமைப்பு விதிகள்
அந்த வடிவமைப்புச் சார்பு வரைபடத்திலேயே விரைவில் தெரியும். ஒரு பாகத்தை முழுமையாக இயந்திரத்தில் செய்ய முடிந்தாலும், அதன் அம்சங்கள் கருவிகளுக்கு எதிராகச் செயல்பட்டால், அது விலை உயர்ந்ததாகவும், மெதுவானதாகவும், அபாயகரமானதாகவும் இருக்கும். மேக்கர்ஸ்டேஜ் வழங்கும் வழிகாட்டுதல், CNC பாகங்களின் விலையில் வடிவவியல் (ஜியாமெட்ரி) தான் 60% முதல் 80% வரை பங்கு வகிக்கிறது என்றும், பொருளானது பெரும்பாலும் விலையில் 20% முதல் 40% வரை மட்டுமே பங்கு வகிக்கிறது என்றும் குறிப்பிடுகிறது. நடைமுறையில், மிகக் கடினமான அம்சங்கள் அவை சாத்தியமற்றவை என்பதால் அல்ல, மாறாக சிறிய கருவிகளைப் பயன்படுத்த வேண்டியிருத்தல், குறைந்த பீட் வேகம், கூடுதல் அமைப்புகள், நீண்ட சுழற்சி நேரம் அல்லது அதிக ஆய்வு ஆகியவற்றைத் தூண்டுவதால் அதிக செலவில் கிடைக்கின்றன.
பாகங்களை எளிதில் இயந்திரத்தில் செய்ய உதவும் வடிவமைப்பு விதிகள்
- செயல்பாட்டுத் தேவைகளுக்கு மட்டுமே கடுமையான துல்லிய வரம்புகளைப் பயன்படுத்தவும். கடுமையான வரம்புகள் இயந்திரத்தில் செய்யும் நேரத்தையும், சரிபார்க்கும் நேரத்தையும் அதிகரிக்கின்றன. PCBWay கடுமையான துல்லிய வரம்புகள் பெரும்பாலும் மெதுவான வெட்டுதலையும், மிக மென்மையான கருவிப் பாதைகளையும், அதிக ஆய்வையும் குறிக்கின்றன. பொருத்தம், கசிவு தடுப்பு முகப்புகள் மற்றும் சீரமைப்பு அம்சங்கள் ஆகியவற்றில் மட்டுமே துல்லியத்தை பராமரிக்கவும்; ஒவ்வொரு மேற்பரப்பிலும் அல்ல.
- சுவர் தடிமனைப் பாதுகாக்கவும். உலோகங்களுக்கு, மேக்கர்ஸ்டேஜ் சுமார் 0.040 அங்குலத்தை நடைமுறையில் குறைந்தபட்ச அளவாகவும், பல பிளாஸ்டிக்குகளுக்கு சுமார் 0.060 அங்குலத்தையும் பரிந்துரைக்கிறது. ஆதரவற்ற சுவரின் உயரம்-தடிமன் விகிதம் பொதுவாக உலோகங்களில் 4:1 ஐ மீறாமல் வைத்திருக்க வேண்டும், இதனால் கம்பனம் மற்றும் வளைவு குறைகிறது.
- உள் மூலைகளுக்கு பெரிய வளைவு ஆரங்களைப் பயன்படுத்தவும். சுழலும் முனை வெட்டி (எண்ட்மில்) ஒரு முற்றிலும் கூரிய உள் மூலையை உருவாக்க முடியாது. குறைந்தபட்ச உள் ஆரம் கருவியின் ஆரத்திற்கு சமமாகும். மேக்கர்ஸ்டேஜ், தூய்மையான வெட்டுகளுக்கு கருவியின் ஆரத்தின் குறைந்தபட்சம் 130% ஐப் பயன்படுத்துமாறு பரிந்துரைக்கிறது; மேலும், பாக்கெட் ஆழத்தின் மூன்றில் ஒரு பங்கு குறைந்தபட்ச மூலை ஆரமாக நடைமுறையில் பயன்படுத்தலாம்.
- பாக்கெட் மற்றும் துளை ஆழத்தைக் கட்டுப்படுத்தவும். தரநிலை பாக்கெட் ஆழம் பொதுவாக ஆழம்-அகலம் விகிதத்தில் 3:1 ஆகவே வைத்திருப்பது சிறந்தது. தரநிலை துளைகள் பொதுவாக துளையின் விட்டத்தை விட 4 மடங்கு ஆழமாக இருந்தால் மிகவும் பொருளாதாரமானவை; ஆழமான துளைகள் பீக் டிரில்லிங், மெதுவான சுழற்சிகள் அல்லது சிறப்பு முறைகளை தேவைப்படுத்தலாம்.
- திரெட் வடிவமைப்பை நடைமுறையில் சாத்தியமானதாக வைத்திருக்கவும். குறைந்தபட்ச உற்பத்தி-நடைமுறை திரெட் அளவு பொதுவாக #4-40 UNC அல்லது M3 ஆகும். திரெட் ஈங்கேஜ்மென்ட் (திரெட் பொருத்தம்) பழக்கத்தை விட பொருளின் வகையை அடிப்படையாகக் கொண்டு வடிவமைக்கப்பட வேண்டும். மேக்கர்ஸ்டேஜ், அலுமினியத்திற்கு 1.5× பெயரளவு விட்டத்தையும், பல வகையான எஃகு மற்றும் ஸ்டெயின்லெஸ் ஸ்டீல்களுக்கு தோராயமாக 1.0× பெயரளவு விட்டத்தையும் பரிந்துரைக்கிறது.
- உரை மற்றும் கிராவிங் (அச்சிடுதல்) எளிமையானதாக இருக்க வேண்டும். சிறிய, அடர்த்தியான கிராவிங் விவரங்கள் பெரும்பாலும் மிகச் சிறிய கருவிகள் மற்றும் மெதுவான கடந்து செல்லும் நேரத்தை தேவைப்படுத்துகின்றன. பெரிய, தெளிவான குறியீடுகள் பொதுவாக அலங்கார மெல்லிய உரைகளை விட மலிவானவை மற்றும் நம்பகமானவை.
- சாம்பர்கள் (சாய்வு விளிம்புகள்) மற்றும் விளிம்பு முறிவுகளைத் தரநிலைப்படுத்தவும். பல்வேறு சாம்பர் அளவுகளைப் பயன்படுத்துவது கருவிகளை மாற்றுவதற்கும், நிலையமைப்பு நேரத்தை அதிகரிப்பதற்கும் காரணமாகிறது. வெளிப்புற விளிம்பு முறிவுகள் பெரும்பாலும் 0.005 முதல் 0.015 அங்குலம் வரை குறிப்பிடப்படுகின்றன, இது பல பாகங்களில் கையாளுதலுக்கான பாதுகாப்பை உறுதிப்படுத்த போதுமானது.
- கருவி அணுகலுக்காக வடிவமைக்கவும். ஆழமான, குறுகிய ஸ்லாட்கள், அடிக்குறைவுகள் (அண்டர்கட்ஸ்) மற்றும் மறைக்கப்பட்ட முகங்கள் பெரும்பாலும் நீண்ட அளவு அணுகல் அல்லது சிறப்பு வெட்டுக் கருவிகளைத் தேவைப்படுத்துகின்றன. ஒரு கருவிக்கு ஒரு அம்சத்தை தெளிவாக அணுக முடியவில்லை எனில், செலவு விரைவாக அதிகரிக்கும்.
- திசையை (ஒரியண்டேஷன்) ஆரம்ப கட்டத்திலேயே கவனிக்கவும். பல பக்கங்களில் பரவியுள்ள அம்சங்கள் பல முறை திருப்புதலை தேவைப்படுத்தலாம். முக்கிய மேற்பரப்புகளை ஒரே பக்கத்தில் அல்லது அடுத்துள்ள பக்கங்களில் குழுப்பினால், மீண்டும் பிடித்தல் (re-clamping) குறைகிறது மற்றும் சீரமைப்பு (alignment) மேம்படுகிறது.
- வேலை பிடிப்பு முறைகளை மதிக்கவும். வைஸ், மென்மையான தாக்குதல் பற்கள் (soft jaws), சக் (chuck) அல்லது பொருத்துதல் கருவி (fixture) ஆகியவை நிலையான தொடர்பை ஏற்படுத்த வேண்டும். மெல்லிய, உயரமான அல்லது வசதியற்ற பாகங்களுக்கு வெட்டும் போது விறைப்பாக இருக்க சிறப்பு ஆதரவு தேவைப்படலாம்.
செலவையும் அபாயத்தையும் பொதுவாக அதிகரிக்கும் அம்சங்கள்
- மிக மெல்லிய சுவர்கள் மற்றும் உயரமான, தாங்கப்படாத விரிகள்
- தரமான கருவிகளின் எட்டும் தூரத்தை விட ஆழமான பாகங்கள்
- விடுபடு வெட்டு (relief notch), பிரோச்சிங் (broaching) அல்லது EDM ஆகியவற்றை உண்மையில் தேவைப்படும் கடுமையான உள் மூலைகள்
- மிகச் சிறிய திரையல் இழைகள் (threads) மற்றும் மிகச் சிறிய துளைகள்
- தரமான தாவணி அகலங்களுக்கு வெளியேயுள்ள தாவணிகள் மற்றும் தனிப்பயன் துளை அளவுகள்
- அதிகப்படியான சாம்பர் அளவுகள் அல்லது அலங்கார விளிம்பு விவரங்கள்
- பல அமைப்புகளை (setups) தூண்டும் பின்புறச் சிறப்பியல்புகள்
- சிறப்பு வெட்டிகளை தேவைப்படுத்தும் கீழ்நோக்கிய வடிவமைப்புகள் (undercuts)
நீங்கள் எப்போதாவது யோசித்திருந்தால் சிஎன்சி இயந்திரத்தில் அச்சு (axis) என்றால் என்ன? , இங்குதான் அச்சுகளின் எண்ணிக்கை நடைமுறையில் முக்கியத்துவம் பெறுகிறது. அதிக அச்சுகள் அணுகலை மேம்படுத்தலாம், ஆனால் நல்ல பாகம் வடிவமைப்பு இன்றும் முக்கியமாகவே உள்ளது. சுழற்றுத் திறன் (rotary capability) இருந்தாலும், அணுக முடியாத சிறப்பியல்புகள் மெதுவான வெட்டுகளையும், அதிக சரிபார்ப்பையும் தேவைப்படுத்தலாம். நீங்கள் கேட்கும் போது இதே தர்க்கம் பொருந்தும். சிஎன்சி இயந்திரத்தில் சி-அச்சு (C axis) என்றால் என்ன? . தர்னிங் (turning) மற்றும் மில்-தர்ன் (mill-turn) கருவிகளில், சி-அச்சு என்பது ஸ்பிண்டிள் மையக் கோட்டில் கட்டுப்படுத்தப்பட்ட சுழற்சியைக் குறிக்கிறது, இது பாகத்தின் சுற்றிலும் சிறப்பியல்புகளை நிலைநிறுத்த உதவுகிறது; ஆனால் இது மோசமான வடிவவியல் தேர்வுகளை அகற்றுவதில்லை.
தயாரிப்புத் தன்மையை (manufacturability) தாக்கும் திட்டமிடல், அமைப்பு மற்றும் ஆஃப்செட் (offsets) ஆகியவை
திட்டமிடல் விவரங்கள் முக்கியமானவை, ஏனெனில் வரைபடம் இயந்திர இயக்கமாக மாறுகிறது. நீங்கள் கேட்கிறீர்கள் எனில் சிஎன்சி இயந்திரத்தில் ஆஃப்செட் (offset) என்றால் என்ன? , ஆஃப்செட் என்பது கட்டுப்பாட்டு அமைப்புக்கு வேலைப்பொருளின் பூஜ்ஜியப் புள்ளி (workpiece zero) எங்கே உள்ளது மற்றும் கருவி உண்மையில் எங்கே அமைந்துள்ளது என்பதைச் சேமித்து வைக்கப்பட்ட மதிப்பாகும். மோசமான டேட்டம் (datum) தேர்வுகள் அல்லது சிக்கலான பிடிமான ஏற்பாடுகள் (fixturing) இந்த ஆஃப்செட்களை அமைப்பதையும், சரிபார்ப்பதையும் கடினமாக்கும். நீங்கள் தேடியிருந்தால் சிஏன்சி இயந்திரத்தில் ஸ்பிண்டிள் என்றால் என்ன? , ஸ்பிண்டிள் என்பது மில்லில் கத்தியை இயக்கும் சுழலும் அலகாகும். மேலும் சிஏன்சி இயந்திரத்தில் ஃபீட் விகிதம் (feed rate) என்றால் என்ன? , அல்லது எளிமையாக சிஏன்சி இயந்திரத்தில் ஃபீட் (feed) என்றால் என்ன? , இது கருவி பொருளின் வழியாக எவ்வளவு வேகமாக முன்னேறுகிறது என்பதைக் குறிக்கிறது. சிறிய கருவிகள், நீண்ட தொங்கும் நிலை, மற்றும் பலவீனமான ஆதரவு ஆகியவை பொதுவாக குறைந்த ஃபீட் விகிதங்களையும், மிகவும் கவனமான ஸ்பிண்டிள் பயன்பாட்டையும் தேவைப்படுத்தும்.
வேறு வார்த்தைகளில் கூறுவதாயின், உற்பத்தி செய்யக்கூடியதன்மை (manufacturability) என்பது வடிவத்தை மட்டுமே பற்றியது அல்ல; அது பாகத்தை சரியான இடத்தில் வைத்தல், பிடித்தல், நிரலாக்குதல் மற்றும் அளவிடுதல் ஆகியவை எளிதாகவும் பிரச்சனையின்றியும் செய்யக்கூடியதா என்பதையும் குறிக்கிறது. இது இரண்டு தயாரிப்பு நிறுவனங்கள் ஒரே வரைபடத்தை ஆய்வு செய்து, அபாயம், ஆய்வு மற்றும் உற்பத்தி தயாரிப்பு பற்றி மிகவும் வேறுபட்ட கேள்விகளை எழுப்பும்போது மிகவும் தெளிவாக உணரப்படுகிறது.
சரியான சிஏன்சி இயந்திர தயாரிப்பு நிறுவனத்தை எவ்வாறு தேர்வு செய்வது?
அந்த உற்பத்தி செய்யக்கூடியதன்மை குறித்த கேள்விகள் வழங்குநர்களை ஒப்பிடும்போது மிகவும் நடைமுறை சார்ந்தவையாக மாறுகின்றன. நீங்கள் தேடியிருந்தால் சிஏன்சி இயந்திர தயாரிப்பு நிறுவனம் என்றால் என்ன? அல்லது சிஏன்சி இயந்திர வேலைச்சூழல் என்றால் என்ன? எளிய பதில்: வரைபடங்களை மீண்டும் மீண்டும் தயாரிக்கக்கூடிய பாகங்களாக மாற்ற, இயந்திரங்கள், மக்கள், ஆய்வு மற்றும் செயல்முறை கட்டுப்பாடு ஆகியவற்றை ஒருங்கிணைக்கும் ஒரு வசதி. ஆனால் வாங்குபவர்களுக்கு, உண்மையான சோதனை என்பது ஒரு வேலைச்சூழல் ஆரம்ப கட்டத்திலேயே அபாயங்களை மதிப்பீடு செய்ய முடியுமா, தற்போது தரத்திற்கு ஏற்ற பாகங்களை உற்பத்தி செய்ய முடியுமா, மேலும் உற்பத்தி அளவு அதிகரிக்கும் போதும் தரம் நிலையாக இருக்குமா என்பதே ஆகும்.
சிஏன்சி இயந்திர வேலைச்சூழலைத் தேர்வு செய்யும்போது கவனிக்க வேண்டியவை
- பொறியியல் மதிப்பாய்வு: வெளியீடு செய்வதற்கு முன்பாக, தெளிவற்ற துல்லிய அளவுகள், குறிப்பு புள்ளிகள் (டேட்டம்ஸ்), முடிவு மேற்பரப்புகள் மற்றும் பாகங்களை நிலைநிறுத்தும் அபாயங்கள் பற்றி வேலைச்சூழல் கேள்விகளை எழுப்ப வேண்டும்.
- செயல்முறை பொருத்தம்: வழங்குநர் உங்கள் பாகத்தின் வடிவமைப்புக்கு ஏற்ற சரியான இயந்திரங்களை உண்மையில் கொண்டுள்ளாரா என்பதை உறுதிப்படுத்துங்கள். போன்ற தேடல்கள் சிஏன்சி இயந்திர மையம் என்றால் என்ன? , சிஏன்சி இயந்திர மையம் என்றால் என்ன? , மற்றும் சிஏன்சி திருப்பும் இயந்திரம் என்றால் என்ன? பொதுவாக ஒரே ஒரு வாங்கும் கவலையைக் குறிக்கின்றன: திறன் பொருத்தம்.
- பொருள் மற்றும் முடிவு மேற்பரப்பு வரம்பு: உங்கள் உலோகக் கலவை அல்லது பிளாஸ்டிக்கை வழக்கமாக செயலாக்கும் வழங்குநரை உறுதிப்படுத்திக் கொள்ளவும், தேவையான இரண்டாம் நிலைச் செயல்முறைகளை மேலாண்மை செய்ய அவர்களால் முடியும் என்பதையும் உறுதிப்படுத்திக் கொள்ளவும்.
- ஆய்வு திட்டமிடல்: FAI (முதன்மை பொருள் ஆய்வு), CMM (செயற்கை அளவீட்டு இயந்திரம்) அணுகல், சரியான அளவீட்டு நிலை, செயல்முறை நடுவிலான சரிபார்ப்புகள் மற்றும் அளவுரு அறிக்கைகள் பற்றி கேளுங்கள்.
- ஆவணம்: பதிப்பு கட்டுப்பாடு, பொருள் சான்றிதழ்கள், தடமறிதல் மற்றும் மாற்ற மேலாண்மை ஆகியவை தெளிவாக இருக்க வேண்டும்.
- உடனடித் தன்மை: மதிப்பீடு செய்யும் வேகம் மற்றும் பின்தொடர் கேள்விகளின் தரம் ஆகியவை உற்பத்தி நடத்தையைக் குறிக்கும் முதல் அறிகுறிகளாகும்.
முன்மாதிரியிலிருந்து உற்பத்திவரை தர அமைப்புகள் ஏன் முக்கியம்?
MakerStage-ன் வழங்குநர் தகுதிமிகு வழிகாட்டி, சரியான தகுதிமிகுதல் பொதுவாக 4 முதல் 8 வாரங்கள் வரை எடுத்துக்கொள்ளும் என்றும், இதில் சாதனங்களின் மதிப்பாய்வு, சான்றிதழ் சரிபார்ப்பு, சோதனை ஆணை மற்றும் தொடர்ச்சியான மதிப்பீட்டு அட்டவணைகள் ஆகியவை அடங்கும் என்றும் குறிப்பிடுகிறது. மேலும், ஒப்புதல் நேரம், குறைபாடு விகிதம் மற்றும் சரிசெய்யும் நடவடிக்கைகளுக்கான பதில் ஆகியவற்றை கண்காணிப்பதையும் அது வலியுறுத்துகிறது, ஏனெனில் குறைந்த மதிப்பீடு தரத்தின் மிக அதிக செலவை மறைக்கலாம்.
மக்கள் மனித அடுக்கையும் மறந்துவிடுகின்றனர். ஒரு வலுவான பதில் cNC இயந்திர ஆபரேட்டர் என்றால் என்ன? என்பது சும்மா பொருட்களை சேமிப்பில் ஏற்றுபவர் மட்டுமல்ல. நல்ல ஆபரேட்டர்கள் அமைப்பைச் சரிபார்க்கின்றனர், கருவியின் தேய்வைக் கண்காணிக்கின்றனர், அளவீடுகளைப் பதிவு செய்கின்றனர் மற்றும் தவறான பாகங்கள் பெருகுவதற்கு முன்பாகவே விலகலை மேலதிகாரிகளுக்குத் தெரிவிக்கின்றனர்.
ஆட்டோமொடிவ் இயந்திர வேலைகளுக்கான பங்காளியைத் தேர்வு செய்தல்
ஆட்டோமொடிவ் திட்டங்கள் தரத்தை உயர்த்துகின்றன. ஐஏடிஎஃப் 16949 (IATF 16949) aPQP, PPAP, SPC, MSA மற்றும் FMEA ஆகியவற்றைச் சுற்றியுள்ள அனுசரணையைச் சேர்க்கிறது, எனவே வாங்குபவர்கள் அடிப்படை இயந்திர திறனை மட்டும் பார்க்கக்கூடாது. ஒரு எடுத்துக்காட்டு: Shaoyi Metal Technology , இது தனது ஆட்டோமொடிவ் இயந்திர வேலைகளை IATF 16949 தனிப்பயன் இயந்திர வேலை, SPC மற்றும் விரைவான புரோட்டோடைப்பிங் முதல் தானியங்கி பெருமளவு உற்பத்தி வரையிலான ஆதரவுடன் வழங்குகிறது. இது ஒரு விற்பனை வாக்குறுதியாக மட்டும் முக்கியமானது அல்ல; பல ஆட்டோமொடிவ் வாங்குபவர்கள் தேவைப்படும் தொடர்ச்சியின் நடைமுறை எடுத்துக்காட்டாக இது முக்கியமானது.
திறன், ஆய்வு மற்றும் அளவு அதிகரிப்பு ஆகியவற்றைத் தெளிவாக விளக்கக்கூடிய பங்காளியைத் தேர்வு செய்யவும், வேகமாக மதிப்பீடு செய்வதை மட்டும் பார்க்காமல்.
அடிக்கடி கேட்கப்படும் கேள்விகள்: CNC இயந்திர வேலை என்றால் என்ன?
1. எளிய சொற்களில் CNC இயந்திர வேலை என்றால் என்ன?
CNC செயல்முறை என்பது உலோகம் அல்லது பிளாஸ்டிக் பொருளிலிருந்து பொருளை வெட்டியெடுப்பதற்காக கணினி-கட்டுப்பாட்டில் இயங்கும் இயந்திரங்களைப் பயன்படுத்தும் ஒரு வழியாகும். கணினி முன்னரே தயாரிக்கப்பட்ட வழிமுறைகளைப் பின்பற்றுவதால், இயந்திரம் துணைத்தாங்கிகள், உறைகள், சாஃப்ட்கள் மற்றும் பிற துல்லிய பாகங்கள் போன்ற மீண்டும் மீண்டும் உருவாக்கக்கூடிய வடிவங்களை உருவாக்க முடியும். சுருக்கமாகக் கூறுவதாயின், இது டிஜிட்டல் வழிகாட்டுதலுடன் இணைந்த உடல் வெட்டுதல் ஆகும்.
2. CNC மற்றும் CNC செயல்முறை ஆகியவற்றிற்கு இடையேயான வேறுபாடு என்ன?
CNC என்பது கணினி எண்ணியல் கட்டுப்பாடு (Computer Numerical Control) என்பதைக் குறிக்கிறது, இது ஒரு கட்டுப்பாட்டு முறையாகும். CNC செயல்முறை என்பது மில்கள், லேத்கள் மற்றும் ரவுட்டர்கள் போன்ற கருவிகளைப் பயன்படுத்தி பொருளை அகற்றுவதற்கான தயாரிப்பு செயல்முறையாகும், இதில் அந்தக் கட்டுப்பாட்டு அமைப்பு பயன்படுத்தப்படுகிறது. இதை எளிமையாக விளக்குவதாயின், CNC என்பது மூளை என்றும், CNC செயல்முறை என்பது உண்மையில் வெட்டும் பணியாகும்.
3. CNC இயந்திரம் என்றால் என்ன மற்றும் அது எவ்வாறு செயல்படுகிறது?
சிஏன்சி (CNC) இயந்திரம் என்பது திட்டமிடப்பட்ட வழிமுறைகளைப் படித்து, கட்டுப்படுத்தப்பட்ட துல்லியத்துடன் கருவிகளை இயக்கும் உபகரணமாகும். பணிச்செயல் வழக்கமாக CAD மாதிரியிலிருந்து தொடங்குகிறது; பின்னர் CAM மென்பொருள் கருவிப் பாதைகளை உருவாக்குகிறது; அந்த வழிமுறைகள் இயந்திரக் குறியீடாக மாற்றப்படுகின்றன. அமைப்பு மற்றும் வற்றாத ஓட்டத்திற்குப் பிறகு, இயந்திரம் பாகத்தை வெட்டுகிறது; இயக்குநர்கள் முக்கிய அம்சங்களைச் சரிபார்க்கின்றனர்; பின்னர் பாகம் ஆய்வுக்கு உட்படுத்தப்படுகிறது, ஓரங்கள் அகற்றப்படுகின்றன, தேவைக்கேற்ப முடிவுறுத்தப்படுகிறது.
4. சிஏன்சி (CNC) இயந்திர வேலைப்பாடுகளில் எந்த பொருட்களைப் பயன்படுத்தலாம்?
சிஏன்சி (CNC) இயந்திர வேலைப்பாடுகளில் பொதுவாக அலுமினியம், எஃகு, ஸ்டெயின்லெஸ் ஸ்டீல், டைட்டானியம், பிராஸ் மற்றும் பொறியியல் பிளாஸ்டிக்குகள் பயன்படுத்தப்படுகின்றன. பாகத்தின் செயல்பாடுகளைப் பொறுத்து – வலிமை, துரு எதிர்ப்பு, எடை, முடிவுறுத்தல் தரம் மற்றும் விலை – சிறந்த பொருள் தேர்வு நிர்ணயிக்கப்படுகிறது. பொருள் தேர்வு மேலும் பாகத்தை எவ்வளவு எளிதாக இயந்திரத்தில் வேலைப்பாடு செய்ய முடியும் என்பதையும், எவ்வளவு பின்-செயலாக்கம் தேவைப்படும் என்பதையும் பாதிக்கிறது.
5. சரியான சிஏன்சி (CNC) இயந்திர வேலைச்சாலையை எவ்வாறு தேர்வு செய்வது?
முதலில் பொறியியல் மதிப்பாய்வு தரம், இயந்திரத்தின் திறன், பொருள் அனுபவம், ஆய்வு திட்டமிடல், முடிவுறு ஆதரவு மற்றும் ஆவணக் கட்டுப்பாடு ஆகியவற்றை ஆராயுங்கள். ஒரு வலுவான தொழிற்சாலை முன்மாதிரி முதல் உற்பத்தி வரையிலான துல்லிய அளவுகளை எவ்வாறு மேலாண்மை செய்யும் என்பதை விளக்க முடிய வேண்டும்; வெறும் விரைவான மதிப்பீட்டை மட்டும் வழங்குவது போதாது. ஆட்டோமொபைல் பணிகளுக்கு, வாங்குபவர்கள் பெரும்பாலும் IATF 16949 போன்ற நிறுவப்பட்ட தர அமைப்புகள் மற்றும் செயல்பாட்டில் உள்ள SPC நடைமுறைகளைக் கொண்ட வழங்குநர்களை விரும்புகின்றனர்; ஷாயோயி மெட்டல் டெக்னாலஜி என்பது அத்தகைய அளவுக்கு ஏற்ற விரிவாக்க அனுசரணையை மையமாகக் கொண்ட ஒரு வழங்குநர் எடுத்துக்காட்டாகும்.