 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

ஆட்டோமொபைல் டிரான்ஸ்மிஷன் பாகங்களுக்கு ஏன் சூடான கொள்ளளவு அவசியம்
சுருக்கமாக
உஷ்ண கொள்ளுதல் என்பது பற்கள் மற்றும் சங்கிலிகள் போன்ற மிகவும் வலுவான, அழிப்பு-எதிர்ப்புள்ள மற்றும் நீண்ட நாள் பயன்பாட்டிற்கான ஆட்டோமொபைல் டிரான்ஸ்மிஷன் பாகங்களை உற்பத்தி செய்வதற்கான உயர் வெப்பநிலை உலோக செயலாக்க செயல்முறையாகும். உருவமைக்கும் முன் உலோகத்தை அதன் புதுப்பித்தல் புள்ளிக்கு மேல் சூடேற்றுவதன் மூலம், பொருளின் உள் தானிய அமைப்பை இச்செயல்முறை மேம்படுத்துகிறது. வாகனத்தின் சக்தி பரிமாற்ற அமைப்பில் உள்ள அதிக அழுத்தம் மற்றும் திருப்பு விசையை நம்பகத்தன்மையுடன் தாங்கும் கூறுகளை உருவாக்குவதற்கு இந்த மேம்பாடு மிகவும் முக்கியமானது.
உஷ்ண கொள்ளுதல் என்றால் என்ன? டிரான்ஸ்மிஷன் பாகங்களுக்கு ஏன் இது அவசியம்?
ஹாட் ஃபோர்ஜிங் என்பது ஒரு தயாரிப்பு செயல்முறை ஆகும், இதில் உலோகம் அதன் புனரமைவு புள்ளிக்கு மேல் (பொதுவாக 1,500°F முதல் 2,500°F வரை) சூடாக்கப்பட்டு, அதிக அழுத்தத்தின் கீழ் வடிவமைப்பதற்கு ஏற்றவாறு மென்மையாக்கப்படுகிறது. இந்த வடிவமைப்பு பொதுவாக சக்திவாய்ந்த அடிகள் அல்லது அழுத்திகள் மூலம் சூடான உலோகத்தை ஒரு தனிப்பயன் செதிலில் தள்ளுவதன் மூலம் செய்யப்படுகிறது. பொருளை வெட்டுவது அல்லது இயந்திரம் மூலம் வடிவமைப்பது போன்ற செயல்முறைகளுக்கு மாறாக, ஃபோர்ஜிங் முழு பணி துண்டையும் வடிவமைக்கிறது, பாகத்தின் வடிவத்திற்கு ஏற்ப அதன் உள்ளக தானிய அமைப்பை சீரமைக்கிறது. இதன் விளைவாக வலிமை, நெகிழ்ச்சி மற்றும் சோர்வு எதிர்ப்பில் குறிப்பிடத்தக்க அதிகரிப்பு ஏற்படுகிறது.
ஆட்டோமொபைல் டிரான்ஸ்மிஷன் அமைப்புகளுக்கு, இந்த பண்புகள் வெறும் நன்மைகளாக மட்டுமே இல்லை; அவை அவசியமானவை. கியர்கள், பற்சக்கரங்கள் மற்றும் டிரைவ்ஷாஃப்ட்கள் போன்ற டிரான்ஸ்மிஷன் பாகங்கள் தொடர்ந்து அதிக அழுத்தத்திற்கும், சுழற்சி சுமைகளுக்கும் மற்றும் தீவிர உராய்வுக்கும் உட்படுகின்றன. இந்த பாகங்கள் தோல்வியடைந்தால், வாகனத்தின் பவர்டிரெயின் முற்றிலும் செயலிழப்பதே விளைவாக இருக்கும். ஹாட் ஃபோர்ஜிங் என்பது பாகத்தின் வடிவத்தைப் பின்பற்றும் தொடர்ச்சியான தானிய ஓட்டத்துடன் கூடிய பாகங்களை உருவாக்குகிறது, இது காஸ்டிங் அல்லது மெஷினிங்கில் அடிக்கடி காணப்படும் உள் இடைவெளிகள் மற்றும் பலவீனங்களை நீக்குகிறது. இந்த உலோகவியல் தரத்தின் திடமை உயர் செயல்திறன் கொண்ட ஆட்டோமொபைல் பயன்பாடுகளுக்கு தேவையான நம்பகத்தன்மை மற்றும் நீண்ட ஆயுளை உறுதி செய்கிறது.
மேலும், ஹாட் ஃபோர்ஜிங் அதிக துல்லியத்துடன் சிக்கலான வடிவவியலை உருவாக்க அனுமதிக்கிறது. தொழில்துறை தலைவர்களிடமிருந்து உற்பத்தி எடுத்துக்காட்டுகளில் குறிப்பிடப்பட்டுள்ளபடி Yamaha Motor , கூடுதலாக, சிக்கலான வடிவங்களில் உள்ள டிரான்ஸ்மிஷன் கியர்களைக் கூட நேர்-நெட் வடிவங்களுக்கு அடித்து உருவாக்க முடியும். இந்த திறன் கூடுதல் செயலாக்கத்திற்கான தேவையைக் குறைக்கிறது, நேரம் மற்றும் பொருள் செலவுகளைச் சேமிக்கிறது, மேலும் ஒரு திட உலோகத் துண்டிலிருந்து செயலாக்கப்பட்டதை விட இயல்பாகவே வலிமையான பாகத்தை உருவாக்குகிறது.
ஆட்டோமொபைல் பாகங்களுக்கான படி-படியாக ஹாட் ஃபோர்ஜிங் செயல்முறை
டிரான்ஸ்மிஷன் கியர் போன்ற ஒரு சாதாரண ஆட்டோமொபைல் பாகத்திற்கான ஹாட் ஃபோர்ஜிங் செயல்முறை ஒவ்வொரு படியிலும் துல்லியமான கட்டுப்பாட்டை தேவைப்படுத்தும் பல-நிலை செயல்பாடாகும். குறிப்பிட்ட நுட்பங்கள் மாறுபடலாம் என்றாலும், ஒரு துத்தநாக உலோக பில்லெட்டை உயர் வலிமை கொண்ட பாகமாக மாற்றுவதற்கான அடிப்படை செயல்முறை ஒரு தெளிவான தொடரைப் பின்பற்றுகிறது.
- பில்லெட் சூடேற்றுதல்: இந்த செயல்முறை ஒரு உலோகத்தின் துத்தநாக துண்டு, பெரும்பாலும் எஃகு அல்லது எஃகு உலோகக்கலவை, பில்லெட் அல்லது இன்காட் என அழைக்கப்படுகிறது, இதில் இருந்து தொடங்குகிறது. பில்லெட் ஒரு சூடேற்றும் சாதனத்தில் அதன் புத்துயிர் புள்ளிக்கு மேல் ஆனால் அதன் உருகும் புள்ளிக்கு கீழ் ஒரு துல்லியமான வெப்பநிலைக்கு சூடேற்றப்படுகிறது. உலோகம் உடையாமல் வடிவமைக்க போதுமான மென்மையானதாகவும் வளையக்கூடியதாகவும் இருக்கும் வகையில் இந்த படி மிகவும் முக்கியமானது.
- அடித்து உருவாக்கும் செயல்முறை: சூடான பின், ஒளி வீசும் உருளை விரைவாக அடித்து உருவாக்கும் அழுத்தியில் கொண்டு செல்லப்படுகிறது. பெரும்பாலான ஆட்டோமொபைல் பாகங்களுக்கு, 'மூடிய இடைவெளி' அல்லது 'ஓவிய-இடைவெளி' அடித்து உருவாக்குதல் எனப்படும் முறை பயன்படுத்தப்படுகிறது. உருளை கீழ் இடைவெளியில் வைக்கப்படுகிறது, மேல் இடைவெளி ஒரு சக்திவாய்ந்த அழுத்தி அல்லது அடிப்பானில் பொருத்தப்பட்டு, உலோகத்தை இடைவெளிகளை நிரப்ப ஓட வைக்கிறது. இறுதி, சிக்கலான வடிவத்தை அடைய பல அடிகள் தேவைப்படலாம்.
- வெட்டி நீக்குதல்: அடித்து உருவாக்கும் செயல்முறையின் போது, 'ஃபிளாஷ்' எனப்படும் சில அதிகப்படியான பொருள் இடைவெளிகளுக்கு இடையே வெளியேறலாம். பாகம் உருவான பின், அது துண்டிக்கும் நிலைக்கு நகர்த்தப்படுகிறது, அங்கு இந்த ஃபிளாஷ் வெட்டி நீக்கப்படுகிறது. துண்டிக்கப்பட்ட ஃபிளாஷ் பெரும்பாலும் மறுசுழற்சி செய்யப்படுகிறது, இதனால் பொருள் செயல்திறன் கொண்ட செயல்முறையாக மாறுகிறது.
- குளிர்வித்தல் மற்றும் முடித்தல்: வெட்டுதலுக்குப் பிறகு, உருவாக்கப்பட்ட பாகம் விரும்பிய உலோகவியல் பண்புகளை அடைய கட்டுப்படுத்தப்பட்ட முறையில் குளிர்விக்கப்படுகிறது. குளிர்வித்தலுக்குப் பிறகு, பல இடைநிலை பாகங்கள் சரியான தரநிலைகளை பூர்த்தி செய்ய முடித்தல் செயல்முறைகளுக்கு உட்படுத்தப்படுகின்றன. இதில் புறப்பரப்பு கடினத்தன்மை மற்றும் அழிவு எதிர்ப்பை அதிகரிக்க கார்பரைசிங் மற்றும் குளோரிங் போன்ற சூடேற்ற சிகிச்சைகள், மேலும் இறுக்கமான அனுமதிகளை அடைய இறுதி இயந்திர செயல்முறை ஆகியவை அடங்கும்.
ஆட்டோமொபைல் தரநிலைகளுக்கு தேவையான துல்லியத்துடன் இந்த செயல்முறையை செயல்படுத்துவது குறிப்பிடத்தக்க நிபுணத்துவத்தையும் சிறப்பு உபகரணங்களையும் தேவைப்படுத்துகிறது. உறுதியான மற்றும் நம்பகமான ஆட்டோமொபைல் பாகங்களுக்காக, பல உற்பத்தியாளர்கள் சிறப்பு நிறுவனங்களுடன் கூட்டு சேர்கின்றனர். எடுத்துக்காட்டாக, ஷாயி மெட்டல் தொழில்நுட்பத்திலிருந்து விருப்பத்திற்கேற்ப உருவாக்கப்பட்ட ஃபோர்ஜிங் சேவைகள் உள்நாட்டிலேயே செதில் உற்பத்தியிலிருந்து முழு அளவிலான தொடர் உற்பத்தி வரை அனைத்தையும் வழங்குவதன் மூலம் இந்த ஒருங்கிணைந்த அணுகுமுறையை காட்டுகின்றன, இதனால் IATF16949 ஆட்டோமொபைல் தரத்திற்கான கடுமையான தரநிலைகளை பாகங்கள் பூர்த்தி செய்வதை உறுதி செய்கிறது.
ஹாட் ஃபோர்ஜ் செய்யப்பட்ட இடைநிலை பாகங்களின் முக்கிய நன்மைகள்
கையேந்து பொறிமுறைப் பாகங்களை உற்பத்தி செய்வதற்கு சூடான அடிப்பதைப் பயன்படுத்துவது, பிற உற்பத்தி முறைகளால் அடைய கடினமான தொழில்நுட்ப மற்றும் செயல்திறன் நன்மைகளை வழங்குகிறது. இந்த நன்மைகள் நவீன வாகனங்களின் பாதுகாப்பு, நம்பகத்தன்மை மற்றும் திறமையை மையமாகக் கொண்டவை.
- சிறந்த வலிமை மற்றும் சோர்வு எதிர்ப்பு: சூடான அடிப்பு செயல்முறை உலோகத்தின் தானிய அமைப்பை மேம்படுத்தி, துளைத்தன்மை போன்ற உள் குறைபாடுகளை நீக்கி, அசாதாரண இழுவிசை வலிமையை வழங்குகிறது. இதனால், அடித்த பாகங்கள் தாக்கத்திற்கும், வெட்டு அழுத்தத்திற்கும், பல மில்லியன் சுழற்சி பயன்பாட்டால் ஏற்படும் சோர்விற்கும் மிகவும் எதிர்ப்புத் தன்மை கொண்டவையாக இருக்கின்றன.
- மேம்பட்ட உலோகவியல் பண்புகள்: உலோகத்தை சூடேற்றுவது அதன் உள் அமைப்பை ஒருங்கிணைக்க அனுமதித்து, அடர்த்தியான மற்றும் ஒரு சீரான பொருளை உருவாக்குகிறது. இது பாகத்தின் வலிமை மற்றும் நெகிழ்வுத்தன்மையை மேம்படுத்துகிறது, அதாவது அதிகபட்ச சுமைக்கு கீழ் சிறிது வடிவமாக மாறினாலும் உடையாமல் இருக்க முடியும்.
- சிக்கலான வடிவமைப்புகளுக்கான திறன்: அடித்து உருவாக்கும் வெப்பநிலையில் உலோகம் மிகவும் நெகிழ்வாக இருப்பதால், சிக்கலான மற்றும் சமச்சீரற்ற வடிவங்களுக்கு அதை உந்த முடியும். இது பிற முறைகளின் கட்டுப்பாடுகளில்லாமல் செயல்திறன் மற்றும் எடைக்கு ஏற்ப உகப்படுத்தப்பட்ட பாகங்களை பொறியாளர்கள் வடிவமைக்க அனுமதிக்கிறது, தொழில்துறை பயன்பாட்டு வழிகாட்டிகள் .
- அளவில் செலவு-திறன்: ஆரம்ப கருவிகள் (இடங்கள்) விலை உயர்ந்ததாக இருக்கலாம் என்றாலும், அதிக அளவிலான உற்பத்தி ஓட்டங்களுக்கு சூடான அடித்தல் மிகவும் திறமையான மற்றும் மீண்டும் மீண்டும் செய்யக்கூடிய செயல்முறையாகும். உற்பத்தியின் வேகம் மற்றும் குறைந்த பொருள் வீணாக்கம் ஆகியவை ஆட்டோமொபைல் உற்பத்திக்கு பாகத்திற்கான செலவை மிகவும் போட்டித்தன்மை வாய்ந்ததாக ஆக்குகின்றன.
- அமைப்பு முழுமை மற்றும் நம்பகத்தன்மை: பொருத்தப்பட்ட அல்லது இணைக்கப்பட்ட பாகங்களைப் போலல்லாமல், ஒரு அடித்து உருவாக்கப்பட்ட பாகம் உலோகத்தின் ஒற்றை, தொடர்ச்சியான துண்டாகும். இந்த ஒற்றை அமைப்பு பலவீனமான புள்ளிகளை நீக்கி, வாகனத்தின் இடைமுக அமைப்பின் கடுமையான நிலைமைகளில் கணிக்கக்கூடிய மற்றும் நம்பகமான செயல்திறனை உறுதி செய்கிறது.
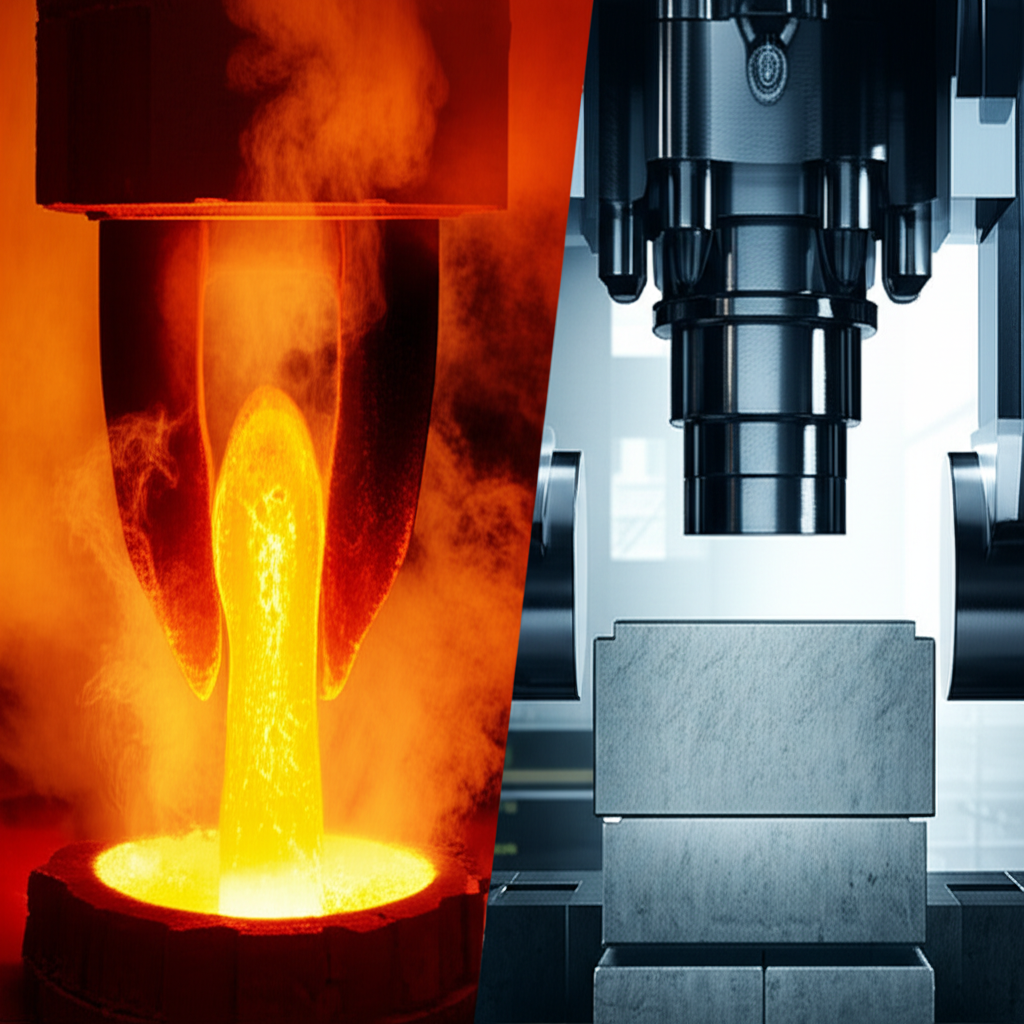
சூடான அடித்தல் மற்றும் குளிர் அடித்தல்: ஒரு தொழில்நுட்ப ஒப்பீடு
சூடான கொள்ளளவை ஒரு பிரதான செயல்முறையாக இருந்தாலும், அறை வெப்பநிலையில் அல்லது அதன் அருகில் உலோகத்தை வடிவமைக்கும் குளிர் கொள்ளளவை ஆகியவை ஆட்டோமொபைல் உற்பத்தியிலும் பயன்படுத்தப்படுகின்றன. இவற்றில் எதைத் தேர்ந்தெடுப்பது என்பது பாகத்தின் குறிப்பிட்ட தேவைகளைப் பொறுத்தது. " Fictiv " போன்ற ஆதாரங்களிலிருந்து விரிவாக ஒப்பிட்டு விளக்கப்பட்டுள்ளபடி, வலிமை, துல்லியம் மற்றும் வடிவமைக்கும் தன்மை ஆகியவற்றிற்கிடையே உள்ள பரிமாற்றங்களில் முதன்மை வேறுபாடு அமைந்துள்ளது.
இரண்டு முறைகளின் தொழில்நுட்ப ஒப்பீடு இது:
| பண்பு | சூடான கோதுமை | குளிர் ஃபோர்ஜிங் |
|---|---|---|
| செயல்முறை வெப்பநிலை | உலோகத்தின் புதுப்பித்தல் புள்ளிக்கு மேல் (எ.கா., எஃகுக்கு 2200°F வரை) | அறை வெப்பநிலையில் அல்லது அதன் அருகில் |
| பொருளின் வலிமை | துல்லியமான தானிய அமைப்பின் காரணமாக சிறந்த வலிமை மற்றும் உயர் நெகிழ்ச்சி | பணியால் கடினமடைதலின் காரணமாக அதிகரிக்கப்பட்ட கடினத்தன்மை மற்றும் இழுவிசை வலிமை, ஆனால் குறைந்த நெகிழ்ச்சியுடன் |
| அளவீட்டுத் துல்லியம் | நல்ல துல்லியம், ஆனால் வெப்ப சுருக்கம் காரணமாக அதிக பொறுத்திருத்தங்கள் ஏற்படலாம் | சிறந்த துல்லியம் மற்றும் கடினமான அனுமதிப்புகள், பெரும்பாலும் குறைந்த இரண்டாம் நிலை இயந்திர செயல்முறைகளை தேவைப்படுத்தும் |
| பரப்பு முடிவுகள் | அதிக வெப்பத்திலிருந்து தோல் அல்லது ஆக்சிஜனேற்றம் பரப்பில் இருக்கலாம், இது சுத்தம் செய்வதை தேவைப்படுத்தும் | வெப்பத்தால் ஏற்படும் தோல் இல்லாததால் சுத்தமான மற்றும் மென்மையான பரப்பு முடிவு |
| நல்ல பயன்பாடுகள் | சிக்கலான வடிவங்கள், பெரிய பாகங்கள் மற்றும் அதிகபட்ச வலிமை மற்றும் நெகிழ்ச்சி தேவைப்படும் பாகங்கள் (எ.கா., இணைப்பு கம்பிகள், கையேடு கியர்கள்) | அதிக துல்லியம் மற்றும் மென்மையான முடிவு தேவைப்படும் எளிய வடிவங்கள் (எ.கா., பொருத்தும் பாகங்கள், சில சிறிய கியர்கள், சாஃப்டுகள்) |
சுருக்கமாக, சிக்கலான வடிவமைப்பு மற்றும் அதிகபட்ச வலிமை முதன்மை தேவைகளாக உள்ள முக்கியமான, அதிக அழுத்தம் உள்ள கையேடு பாகங்களுக்கு சூடான கொள்முதல் முறை முன்னுரிமை அளிக்கப்படுகிறது. சக்தி பாதையின் கடுமையான சூழலை தாங்க வேண்டிய பாகங்களுக்கு வலிமையான, நெகிழ்வான பாகங்களை உருவாக்கும் இந்த செயல்முறையின் திறன் மிகவும் முக்கியமானது. குளிர் கொள்முதல் சிறந்த அளவு துல்லியம் மற்றும் பரப்பு முடிவுடன் சிறிய, எளிய பாகங்களை உருவாக்குவதில் சிறந்தது, இது உற்பத்தி ஆதாரங்கள் குறிப்பிடுவதைப் போல ஆட்டோமொபைல் சூழல் அமைப்பில் உள்ள பிற பாகங்களுக்கு ஏற்றது Zetwerk .
ஆட்டோமொபைல் நம்பகத்தன்மையின் எதிர்காலத்தை உருவாக்குதல்
உலோகத்தை வடிவமைக்கும் ஒரு முறை மட்டுமல்லாது, சூடான கொள்முதல் நவீன வாகனங்களின் நம்பகத்தன்மை மற்றும் செயல்திறனை ஆதரிக்கும் அடிப்படை செயல்முறையாகும். மூல உலோகத்தை சிறந்த வலிமை மற்றும் தடைக்கு உட்பட்ட பாகங்களாக மாற்றுவதன் மூலம், ஆட்டோமொபைல் டிரான்ஸ்மிஷன் அமைப்புகளின் பாதுகாப்பு மற்றும் ஆயுளை நேரடியாக பங்களிக்கிறது. கியர்கள் மற்றும் ஷாஃப்டுகள் போன்ற சிக்கலான, அதிக அழுத்தம் கொண்ட பாகங்களை அசாதாரண அமைப்பு முழுமையுடன் உற்பத்தி செய்யும் திறன், பவர்ட்ரெயின்கள் அதிகரித்து வரும் சக்தி மற்றும் திறமையைக் கையாள முடியும் என்பதை உறுதி செய்கிறது. ஆட்டோமொபைல் தொழில்நுட்பம் தொடர்ந்து முன்னேறும் வகையில், சூடான கொள்முதலின் அடிப்படை நன்மைகள்—வலிமை, நீடித்தன்மை மற்றும் நம்பகத்தன்மை—உலகம் முழுவதும் இயங்கும் முக்கிய பாகங்களை உற்பத்தி செய்வதில் தவிர்க்க முடியாததாக இருக்கும்.
அடிக்கடி கேட்கப்படும் கேள்விகள்
1. டிரான்ஸ்மிஷன் கியர்கள் கொள்முதல் செய்யப்படுகின்றனவா?
ஆம், டிரான்ஸ்மிஷன் கியர்கள் அடிக்கடி உருவாக்கப்படுகின்றன. ஆட்டோமொபைல் மற்றும் டிரக் டிரான்ஸ்மிஷன்களுக்கான கியர்களை உருவாக்க சூடான மற்றும் குளிர்ந்த இரு உருவாக்கும் முறைகளும் பயன்படுத்தப்படுகின்றன. டிரான்ஸ்மிஷன் அமைப்பில் உள்ள பெரும் திருப்பு விசை மற்றும் விசைகளை தாங்கும் அளவிற்கு உயர் வலிமை மற்றும் நீடித்தன்மையை வழங்கும் தனிமைப்படுத்தப்பட்ட தனிமை அமைப்பை உருவாக்குவதால் உருவாக்குதல் விரும்பப்படுகிறது.
2. சூடான உருவாக்குதல் என்றால் என்ன?
சூடான உருவாக்குதல் என்பது ஒரு உலோக பணிப்பொருளை அதிக வெப்பநிலைக்கு சூடாக்கி அதை மென்மையாக்கும் செயல்முறையாகும். பின்னர் ஒரு பதட்டம் அல்லது ஹேமரிலிருந்து வரும் அழுத்தும் விசையைப் பயன்படுத்தி உலோகத்தை விரும்பிய வடிவத்தில் உருவாக்குகிறது. இந்த செயல்முறை உலோகத்தின் உள்ளக தனிமை அமைப்பை மேம்படுத்துகிறது, இது அதன் வலிமை, தடிமன் மற்றும் நெகிழ்வுத்தன்மையை மிகவும் மேம்படுத்துகிறது, இது அதிக அழுத்தம் உள்ள பயன்பாடுகளுக்கு ஏற்றதாக இருக்கிறது.
3. உருவாக்குதல் செயல்முறைகளின் 4 வகைகள் என்ன?
பல்வேறு வகைகள் இருந்தாலும், தொழில்துறை கொல்லர் செயல்முறைகளின் நான்கு பொதுவான வகைகள் அச்சு கொல்லர் (அடைக்கப்பட்ட-அச்சு கொல்லர் என்றும் அழைக்கப்படுகிறது), திறந்த-அச்சு கொல்லர், குளிர் கொல்லர் மற்றும் தொடர்ச்சியற்ற உருளை வளைய கொல்லர் ஆகும். பாகங்களின் அளவு, வடிவங்கள் மற்றும் உற்பத்தி அளவுகளுக்கு ஏற்ப ஒவ்வொரு முறையும் பொருத்தமாக உள்ளது.