 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Proizvodnja komponent volanskih gredi: vodnik po postopkih in materialih
POVZETEK
Žigosanje je prevladujoči proizvodni proces za visokovolumske, varnostno kritične žigosane komponente krmilnega stolpa , vključno s pritrdilnimi konzolami, mehanizmi za nastavitev naklona in zložljivimi oblekami. V primerjavi s tradicionalnimi metodami litja ponuja kovinsko žigosanje z uporabo visoko trdnih nizko zlitih (HSLA) jekel znatno zmanjšanje mase in nižje cene na kos, hkrati pa ohranja stroge standarde pri testih trčenja. Ta priročnik obravnava tehnično izvedljivost, strategije izbire materialov in zahteve do dobaviteljev (kot je IATF 16949), ki so potrebne za razvoj robustnih krmilnih sklopov.
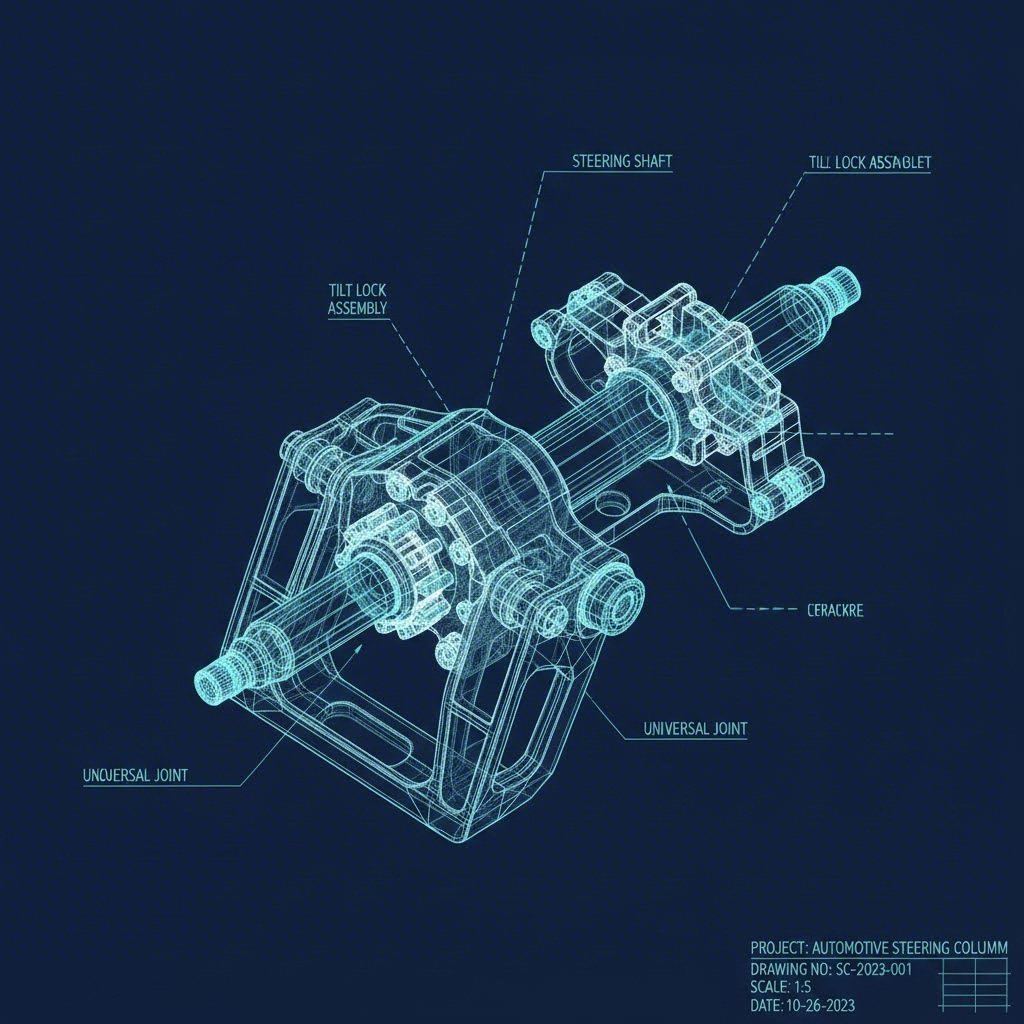
Ključne žigosane komponente v krmilnih stolpih
Sodobni krmilni stebri so zapletene podsklope, ki zahtevajo visoko natančnost, da zagotovijo varnost in udobje voznika. Kovinsko žigosanje omogoča inženirjem izdelavo zapletenih geometrij z visoko ponovljivostjo. Naslednji komponenti so primarni kandidati za progresivno in prenosno žigosanje.
Nastavki za montažo in konstrukcijske podpore
Krmilni stebri morajo biti trdno pritrjeni na prečni nosilec vozila ali pregradno steno, da se prepreči vibriranje. Pri mnogih serijskih aplikacijah se litim aluminijastim nastavkom raje uporabljajo žgani nastavki, saj ponujajo odličen razmerje med trdnostjo in težo. Ti nastavki so običajno izdelani iz HSLA jekla, da lahko prenesejo visoke statične obremenitve in dinamične obratovalne sile brez deformacije.
Mehanizmi za naklon in razdaljo
Vozičeva ergonomija je odvisna od nastavitvenih mehanizmov za naklon (rake) in teleskopsko nastavitev (doseg). Plošče in zobje za zaklepanje, uporabljeni v teh sistemih, so pogosto izdelani s postopkom žiganja do skoraj končne oblike. Tukaj se pogosto uporablja natančno finostiženje, da se dosežejo čisti strižni robovi, potrebni za gladko zaklepajočo povezavo, kar odpravlja dodatne obdelave na strojih.
Skrčljivi ovoji in varnostne cone
V primeru sprednjega trka je krmilni stolpč zasnovan tako, da se skrči in pri tem absorbira energijo za zaščito voznika. To se pogosto doseže s pomočjo žganih in valjanih plošč za absorpcijo energije ali mrežastih nosilcev, ki se oblikujejo nadzorovano. Proizvajalci uporabljajo specializirane orodja za ustvarjanje določenih koncentratorjev napetosti ali gub na kovini, da zagotovijo predvideno zmečkanje komponente ob točno določeni obremenitvi.
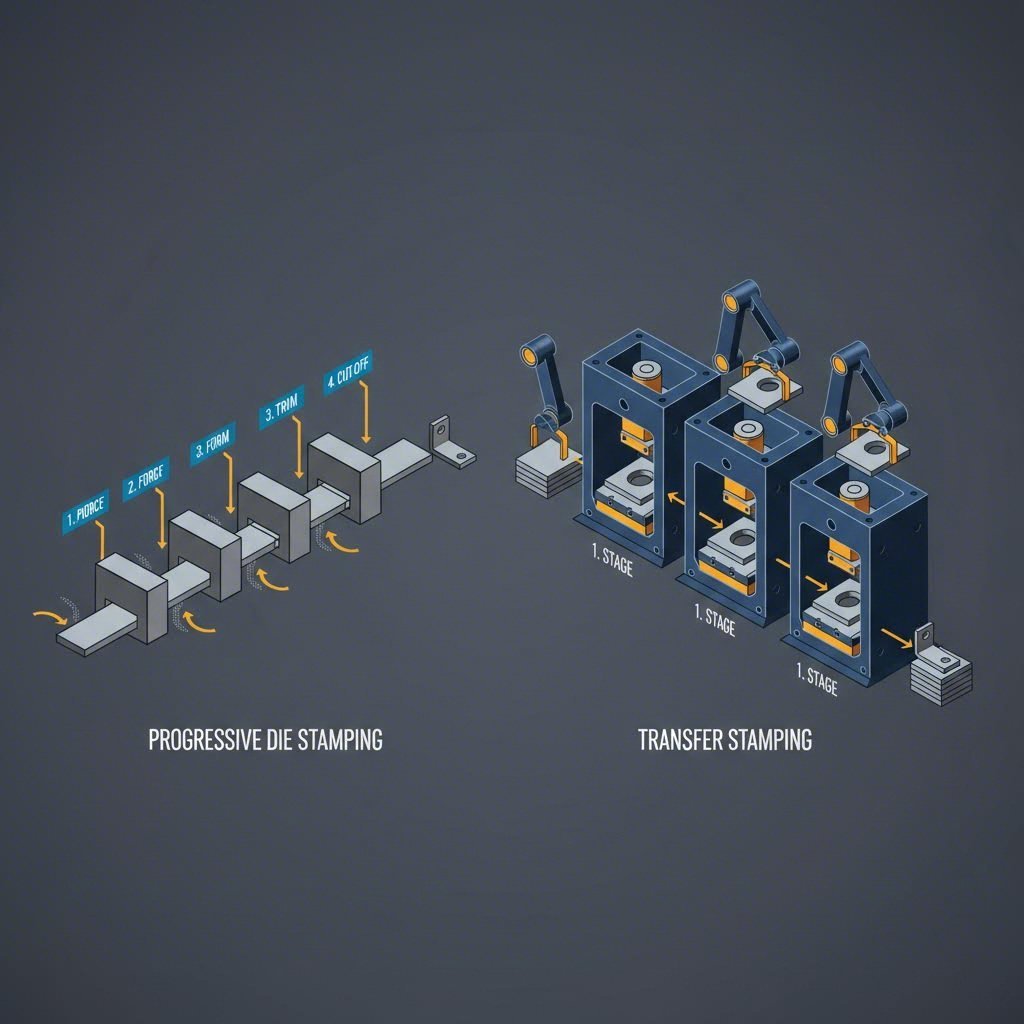
Proizvodni procesi: progresivno žiganje proti prenosnemu žiganju
Izbira pravilne tehnike žigosanja je ključna za uravnoteženje naložbe v orodja in stroškov na enoto. Pri komponentah volanskih gredi se odločitev pogosto odtehta med progresivnim žigosanjem in prenosnim žigosanjem.
Progresivno štampovanje
Za manjše, visokovolumske komponente, kot so zaklepni klini, sponke in manjši nosilci, je standard progresivno žigosanje. Pri tem postopku se kovinski trak vodi skozi eno samo orodje z več postajami. Vsaka postaja izvede določeno operacijo – rezanje, upogibanje ali prebadanje – medtem ko se trak premika naprej. Ta metoda doseže visoko število udarcev na minuto (SPM), kar znatno zmanjša čas cikla in ceno na kus za visokovolumske avtomobilske programe.
Prenosno žigosanje za kompleksne geometrije
Večje strukturne hiše ali sestavni deli, ki zahtevajo globoko vlečenje, pogosto zahtevajo prenosno vlečenje. Za razliko od progresivnih orodij, kjer ostanejo deli pripeti na trak, prenosno vlečenje premika posamezne osnovke med postajami z uporabo mehanskih prstov. To omogoča bolj zapletene operacije oblikovanja in boljšo izkoriščenost materiala, kar je bistvenega pomena pri delu z dragimi jekli avtomobilske kakovosti.
Od prototipa do serijske proizvodnje
Preverjanje izvedljivosti proizvodnje že v zgodnji fazi načrtovanja je odločilnega pomena. Proizvajalci avtomobilov pogosto zahtevajo, da dobavitelji dokažejo sposobnost obravnavanja celotnega življenjskega cikla izdelka. Proizvajalci, ki znajo premostiti vrzel med hitrim izdelovanjem prototipov in serijsko proizvodnjo, imajo strateško prednost. Na primer, Shaoyi Metal Technology ponuja obsežna rešitve za vlečenje, ki se raztezajo od prvotnih prototipov do visokonagonske proizvodnje, pri čemer uporablja tiske do 600 ton za dobavo ključnih komponent, kot so npr. nosilci krmiljenja in podokvirja, v skladu s standardi IATF 16949.
Inženirske izzive in izbira materiala
Izdelava varnostno kritičnih delov krmilnega mehanizma s postopkom žiganja vključuje obravnavo zapletenih metalurških lastnosti. Inženirji morajo upoštevati lastnosti materiala, ki vplivajo tako na izdelovanje kot tudi na končne zmogljivosti delov.
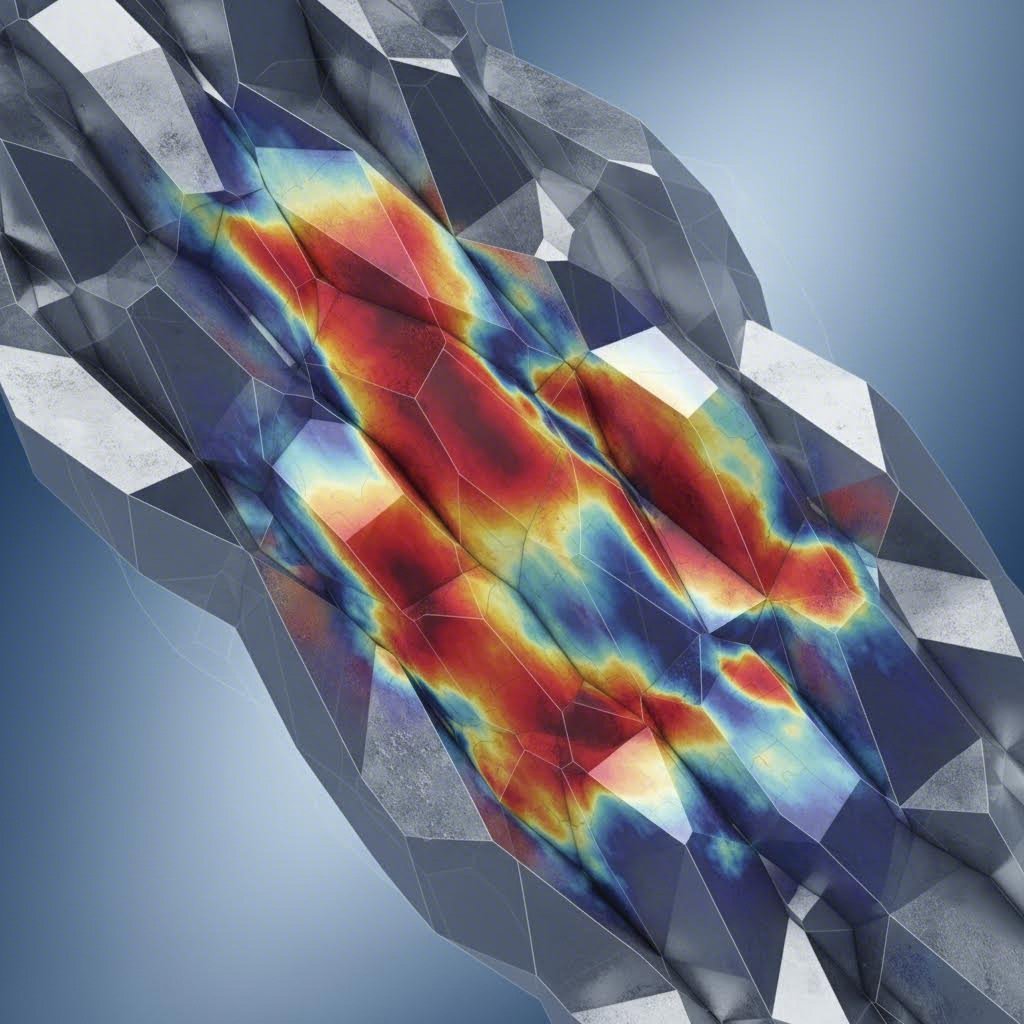
Upravljanje povratnega ukrivljanja pri jeklih HSLA
Z namenom zmanjšanja mase vozila proizvajalci vse pogosteje uporabljajo visoko trdno nizko zlitino jeklo (HSLA). Čeprav so ta jekla trdna, kažejo pomembno povratno ukrivljanje – tendenco kovine, da se po oblikovanju vrne v prvotno obliko. Kompenzacijske strategije v fazi načrtovanja orodij, usmerjene s pomočjo analize končnih elementov (FEA), so bistvene za ohranjanje dopustnih odstopanj, še posebej pri ustrezajočih delih teleskopskih stolpov.
Tehnična natančnost in udarna trdnost
Za zagotovitev natančnosti krmiljenja morajo delovati z zahtevami za ničelno delovanje. Stampirani deli morajo imeti tesne tolerance (pogosto v območju +/- 0,05 mm), da se preprečijo hrokanje ali igranje. Poleg tega mora material ohranjati vlekljivost, da se prepreči razpokanje med hitrim deformacijo v primeru trčenja. Izbira prave stopnje jekla vključuje uravnoteženje moči izkoristka za trajnost in podaljševalnih lastnosti, ki so potrebne za absorpcijo energije.
Kriteriji za izbor dobavitelja za avtomobilsko žigovanje
Za nabavo komponentov za krmiljenje s pečatom je potreben postopek preverjanja, ki presega ceno. Najpomembnejši so sistem upravljanja kakovosti dobavitelja in tehnične zmogljivosti.
- Certifikat IATF 16949: To je nepredstavljiva osnovna vrednost za dobavitelje avtomobilov, ki zagotavlja, da so sistemi upravljanja kakovosti usklajeni z zahtevami OEM.
- Vnosni orodji in zmogljivosti: Dobavitelji z notranjimi oddelki za orodje lahko hitreje reagirajo na spremembe v inženirstvu in učinkoviteje vzdržujejo obloge, kar zmanjšuje čas zastoja.
- Simulacija in sooblikovanje: Najboljši dobavitelji uporabljajo programsko opremo za simulacijo, da predvidevajo težave pri oblikovanju, preden se jeklo reže. Poiščite partnerje, ki so pripravljeni sodelovati pri oblikovanju, da bi optimizirali geometrijo dela za postopek žigovanja.
- Skupina z dodano vrednostjo: Veliko krmilnih komponent zahteva sekundarne operacije. Dobavitelji, ki ponujajo varjenje, vgradnjo ali sestavljanje nosilcev v cevi, zagotavljajo popolnejšo rešitev in zmanjšujejo logistično zapletenost.
Povzetek izvedljivosti proizvodnje
Prehod iz livanja na stampiranje pri proizvodnji krmilnih stolpcev je posledica neusmiljenega prizadevanja avtomobilske industrije za zmanjšanje teže in stroškovno učinkovitost. Z uporabo naprednih procesov, kot so progresivno tesnjenje, in materialov, kot je jeklo HSLA, lahko inženirji oblikujejo komponente, ki izpolnjujejo stroge varnostne standarde, obenem pa optimizirajo proizvodne meritve. Uspeh na tem področju zahteva globoko razumevanje vedenja materialov in partnerstvo z sposobnimi, certificiranimi proizvajalci.
Pogosta vprašanja
1. - Vprašanje: Katere so glavne sestavine krmilnega sistema?
Glavne sestavine sodobnega krmilnega sistema so volan, krmilni stolp (ki vsebuje gred in varnostne mehanizme), krmilni stroj (razporna krmilna naprava ali krmilna krogla) in pritrdi, ki prenesejo silo na krmilne kljune na kolesih. V električnih sistemih za krmiljenje s pomočjo električnega napajanja (EPS) sta v stolpcu ali stojalu integrirana tudi električni motor in ECU.
2. Vprašanje: Kateri sestavni del prenese krmilno silo na kolesa?
Vključljivi palici so ključni sestavni deli, ki prenašajo bočni gib iz krmilnega orodja na krmilne kljune na kolesih. Odgovorni so za pritisk in vlečenje koles, da spremenijo svoj kot, in tako zagotovijo, da vozilo natančno odgovarja na voznikovo navodilo.