 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Kovinski tisk ohišja senzorjev: Priročnik za natančno globoko vleko
POVZETEK
Kovinsko žigosanje ohišja senzorja je postopek visoke natančnosti, ki večinoma uporablja tehnike globokega vlečenja za izdelavo brezšivnih, trdnih in zaščitnih ohišij za občutljive elektronske komponente. Za razliko od obdelave ali litja iz plastičnih mas ponuja ta metoda odlično zaščito pred elektromagnetnimi motnjami (EMI), izjemno odpornost proti tresljajem ter cenovno učinkovito povečanje zmogljivosti za serijo visokih količin. Inženirji in vodje nabave preferirajo kovinska ohišja, izdelana s postopkom globokega vlečenja, zaradi njihove sposobnosti ohranjanja tesnih dopustnih odstopanj (pogosto znotraj ±0,025 mm) in hkrati zagotavljanja hermetične tesnosti v zahtevnih avtomobilskih, medicinskih in industrijskih okoljih.
Žigosanje z globokim vlečenjem: industrijski standard za ohišja senzorjev
Za cilindrična ali škatlasta ohišja senzorjev, globoko žiganje se je uveljavil kot prevladujoča metoda izdelave, ki tradicionalno obdelavo prekašuje tako po učinkovitosti kot po strukturni trdnosti. Ta postopek vključuje radialno vlečenje kovinske plošče v oblikovalno matrico s pomočjo mehanskega delovanja bati. Opredelitev »globokovlečnega« vlečenja se običajno uporablja, kadar globina izvlečenega dela presega njegov premer.
Glavna inženirska prednost globokovlečnega vlečenja je izdelava brezšivne, enodelne komponente. Za razliko od zvarjenih cevi ali sestavljenih večdelnih sklopov, pri ohišju, izdelanem z globokovlečnim vlečenjem, ni šivov, ki bi lahko predstavljali potencialne puščanje vlage ali plina. To je ključno za senzorje, ki delujejo v podtlakih ali popolnoma potopljenih okoljih. Standard Die ugotavlja, da je globokovlečno žigosanje idealno za serijsko proizvodnjo, ker znatno zmanjša odpad materiala in odpravi dodatne korake sestavljanja, kar vodi do nižje cene na enoto v primerjavi s sukanjem ali CNC obdelavo.
Mehansko gledano proces trdi material, pogosto poveča strukturno togost končnega dela. To omogoča proizvajalcem uporabo tanjših pločevin brez izgube trdnosti in optimizira razmerje med težo in trdnostjo – kar je ključen dejavnik za senzorske aplikacije v letalski in avtomobilski industriji.
Izbira materiala: Ravnotežje med zaščito in oblikovalnostjo
Izbira prave zlitine je prvi korak pri zagotavljanju učinkovitosti senzorja. Material mora uravnotežiti oblikovalnost (da preživi postopek globokega vlečenja brez raztrganja) z lastnostmi zaščite pred okoljem.
Nerjavno jeklo (304 proti 316L)
Nerjavno jeklo je najpogostejši material za ohišja senzorjev zaradi visoke trdote in odpornosti proti deformaciji. CNstamping poudarja odpornost nerjavnega jekla na korozijo kot glavno prednost, čeprav opažajo, da je odvajanje toplote nižje v primerjavi z neželeznimi kovinami. Jeklo razreda 304 je industrijski standard za splošno industrijsko uporabo in ponuja odlično oblikovalnost. Za morske ali medicinske aplikacije se uporablja razred 316L zaradi njegove izjemne odpornosti proti kloridom in jamasti koroziji, kar zagotavlja, da ohišje v slanih okoljih ne bo izgorelo.
Neželezne možnosti: aluminij in baker
Za aplikacije, ki zahtevajo odvajanje toplote ali določene magnetne lastnosti, se uporabljajo neželezne kovine:
- Aluminij: Ponuja odlično toplotno prevodnost in je lahke teže, kar ga naredi primeren za senzorje v letalstvu. Vendar zahteva previdno anodizacijo za odpornost proti koroziji.
- Baker in mesing: Pogosto izbrani zaradi svoje električne prevodnosti in naravnih lastnosti za ekraniranje elektromagnetnih motenj (EMI), čeprav morda potrebujejo prevleko (nikljo ali zlato) za preprečevanje oksidacije.
| Material | Odpornost proti koroziji | Oblikovanje | Zaslonitev EMI | Tipična uporaba |
|---|---|---|---|---|
| NERDZAVEČE JEKLO 304 | Visok | Odličen | Umeren | Splošni industrijski senzorji |
| Nerez 316L | Zelo visok | Dober | Umeren | Medicinski/morski sondi |
| Aluminijaste | Zmerno (potrebuje premaz) | Zelo dobro | Dober | Letalstvo/lahek |
| Bakar/Mesing | Nizka (potrebuje prevleko) | Odličen | Odličen | Elektronika/občutljiva na EMI |
Zakaj kovina? Argumenti proti plastičnim ohišjem
Čeprav je litje plastike poceni, pogosto ne zadošča strogi zahtevam kritičnih aplikacij senzorjev. Izbira med kovino in plastiko se pogosto osredotoča na tri dejavnike: ekraniranje, odpornost proti udarom in toplotno stabilnost.
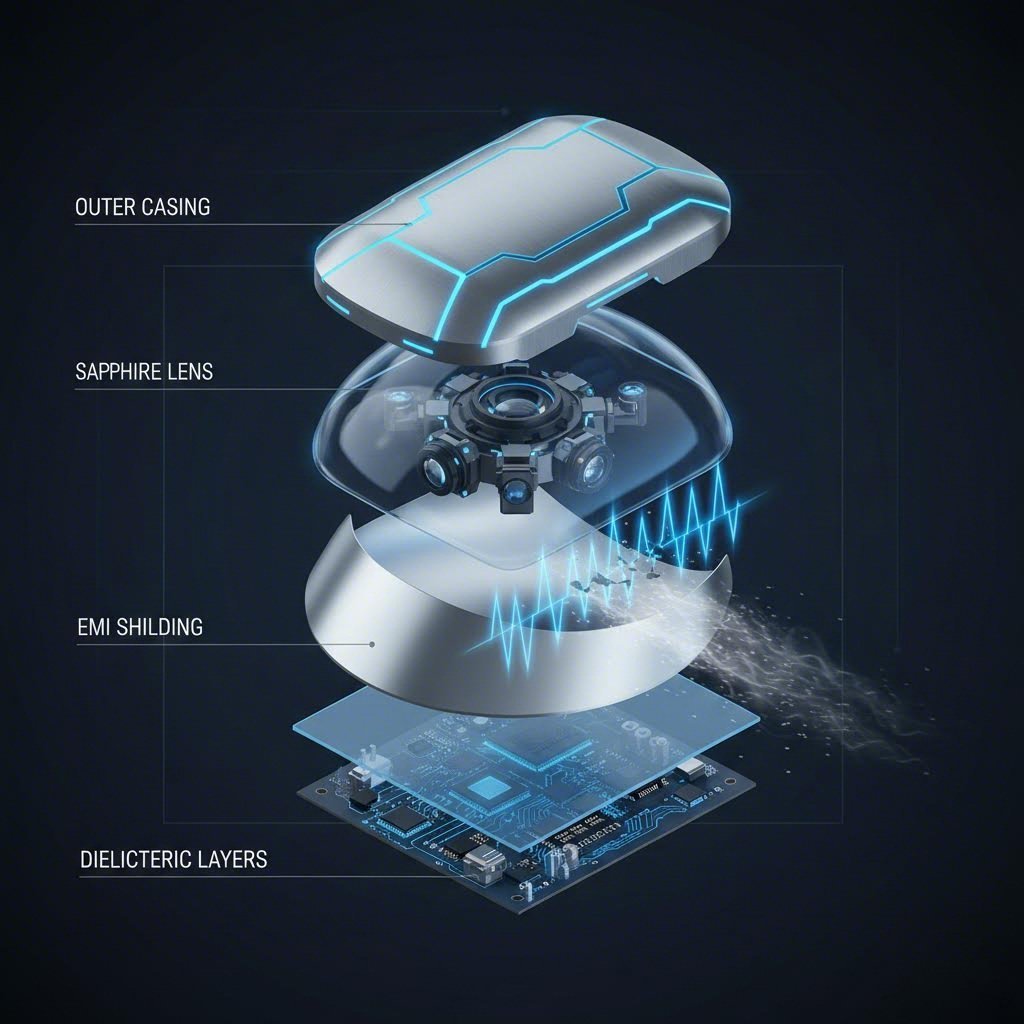
Elektromagnetna motnja (EMI), ekraniranje: Elektronski senzorji se vse pogosteje nameščajo v »hrupna« okolja, polna brezžičnih signalov in električnih tokov. Henli poudarja, da kovinska ohišja naravno delujejo kot Faradayeva jeklenka in ščitijo notranje komponente pred zunanjimi elektromagnetnimi motnjami, ki bi lahko izkrivile meritve podatkov. Za dosego podobnih rezultatov morajo biti plastična ohišja prekrita s predrazimi prevodnimi premazi.
Fizična trdnost: Kovinski ohiši ponujajo odlično odpornost proti udarcem. Pri avtomobilskih uporabah pod haubo ali pri industrijski opremi senzorji stalno izpostavljeni vibracijam ter morebitnim udarcem iz odpadkov. Kovinski ohiš, izdelan s pomočjo žiganja, ohranja svojo strukturno celovitost in dimenzionalno natančnost ob teh vplivih, medtem ko se plastika lahko razpoka, izkrivi ali postane krhka s časom, še posebej ob izpostavljenosti UV sevanju ali ekstremnim temperatnim ciklusom.
Ključna smernila za oblikovanje glede na izdelavo
Za maksimiranje prednosti kovinskega žiganja morajo inženirji oblikovati z izdelbenim procesom v mislih (oblikovanje glede na izdelavo, ali DFM). Sleditev tem pravilom preprečuje pogoste napake, kot so krčenje ali pretrganje med vlečenjem.
- Radiji kotov: Izogibajte se ostrim kotom. Polmer na dnu kozarca in flanec mora biti vsaj 4–8-krat večji od debeline materiala. Široke polmere zmanjšujejo koncentracije napetosti in omogočajo gladko pretakanje kovine.
- Enakost debeline stene: Globoko vlečenje povzroči naravno tanjšanje sten. Oblikovanje mora upoštevati to spremembo, pri čemer se običajno dovoli zmanjšanje debeline za 10–15 % v kritičnih točkah raztezanja.
- Koti odstranitve: Čeprav ni strogo potrebno za vse žigosane dele, lahko vključitev majhnega izvlečnega kota olajša izmet dela iz orodja, podaljša življenjsko dobo orodja in zmanjša risanje.
- Sekundarne operacije: Kot je opozoril Precipart , za zapletene ohišja senzorjev pogosto zahtevajo sekundarno dokončno obdelavo. To lahko vključuje pasivacijo za odstranitev površinskega železa iz nerjavnega jekla ali prevlekanje s plemenitim kovinam za izboljšanje zalitosti in prehodnega upora.
Zagotavljanje kakovosti in skalabilnost pri visokih količinah
Trg senzorjev – ki ga gonita avtonomno vožnja in IoT – zahteva proizvodnjo brez napak. Natančnost je nesporna; ohišja pogosto zahtevajo tolerance tako tesne kot ±0,001 palca, da se zagotovi popoln ujem z ustrezajočimi priključki in tesnili.
Doseganje te doslednosti v velikem obsegu zahteva napredno orodje in stroge kontrole kakovosti. Proizvajalci uporabljajo notranje senzorje in optične sisteme za preverjanje dimenzij v realnem času. Za kritična področja, kot je avtomobilska industrija, morajo dobavitelji pogosto upoštevati standarde IATF 16949, ki urejajo upravljanje kakovosti v avtomobilski oskrbovalni verigi.
Za proizvajalce, ki želijo zapolniti vrzel med izdelavo prototipov in masovno proizvodnjo, je ključna sodelovanje z usposobljenim dobaviteljem. Rešitve za žigosanje podjetja Shaoyi Metal Technology ponazarjata to zmogljivost, pri čemer izkoriščata natančnost v skladu s certifikatom IATF 16949 in tlak do 600 ton za dobavo kritičnih avtomobilskih komponent, ki izpolnjujejo globalne standarde OEM.
Zanesljivost senzorja je končno odvisna le od njegove ohišja. S pomočjo globokega vlečenja kovinskih pločevin inženirji zagotovijo, da so njihovi napravi zaščiteni z robustnim, brezševnim in ekraniranim ohišjem, ki zdrži najbolj zahtevna obratovalna okolja.
Pogosta vprašanja
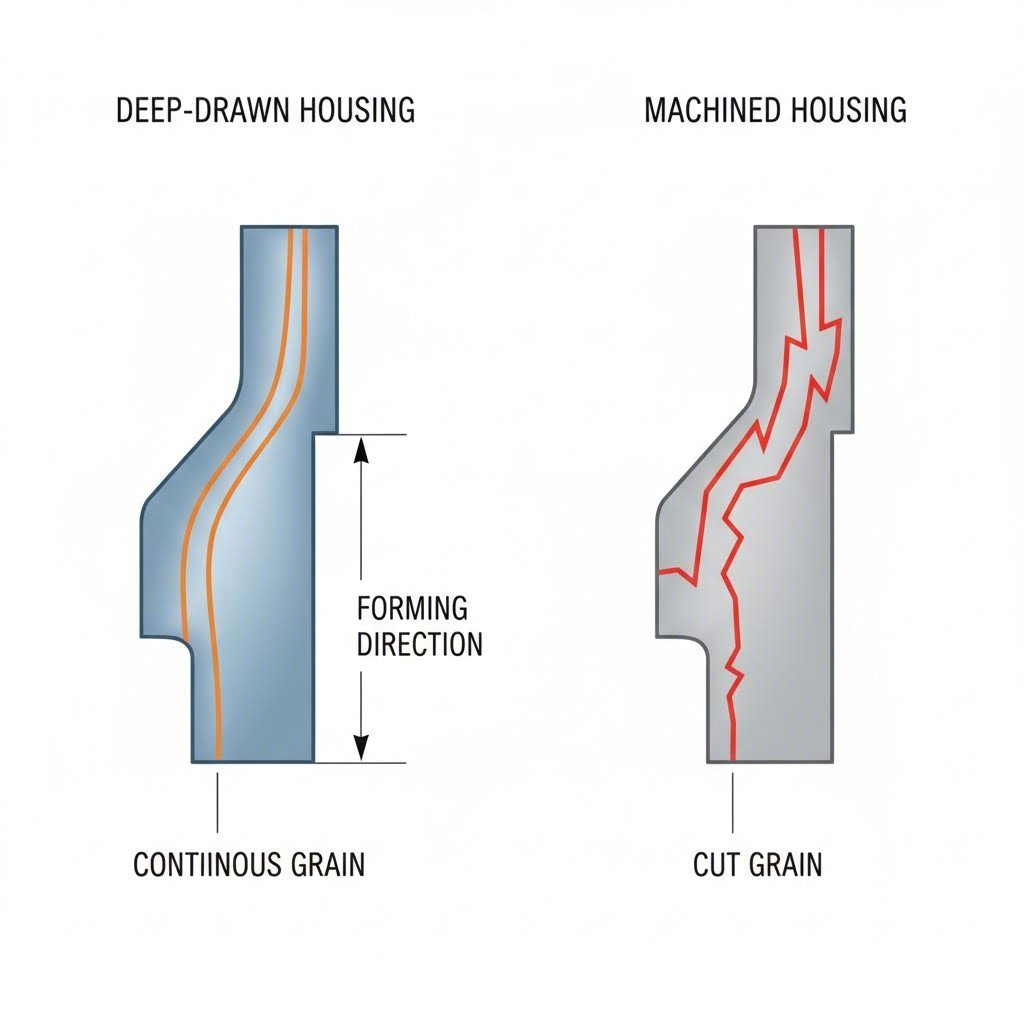
1. Katera je prednost globokovlečnega žongliranja v primerjavi s strojnim obdelovanjem pri ohišjih senzorjev?
Globokovlečno žongliranje je bistveno bolj ekonomično za visokovolumsko proizvodnjo, saj povzroča minimalne odpadke materiala, v nasprotju s strojnim obdelovanjem, ki odstranjuje material iz trdnega bloka. Poleg tega globokovlečni postopek ustvari breševni del z neprekinjeno zrnatostjo, kar ponuja nadaljnjo trdnost in odpravlja morebitne puščanje povezane z zvarjenimi ali sestavljenimi ohišji.
2. Ali se lahko žonglirana ohišja senzorjev prilagodijo s prevlekanjem?
Da, kovinska ohišja, izdelana s postopkom žongliranja, se pogosto prevlečejo za izboljšanje lastnosti. Pogoste obravnave vključujejo nikelj za odpornost proti koroziji, zlato za električno prevodnost in srebro za možnost lemljenja. Te površinske obdelave omogočajo, da standardni osnovni kovini, kot sta baker ali mesing, učinkovito delujeta v kemično agresivnih ali električno občutljivih okoljih.
3. Katera kovina je najbolj primerna za podvodna ohišja senzorjev?
Nerjavno jeklo 316L je ponavadi prednostni material za ohišja senzorjev pod vodo ali v morskih okoljih. Vsebuje molibden, ki zagotavlja izjemno odpornost proti pikastemu in razpoklinskemu koroziji, ki jo povzročajo kloridna okolja (slana voda), ter tako zagotavlja dolgoročno celovitost hermetičnega tesnenja.