 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Skriti ključi za izbiro najboljšega izdelovalca kovinskih delov: več meril, ki ločijo zmagovalce od razočaranja
Razumevanje prednostne izdelave kovin in zakaj je pomembna
Ko iščete obrate za izdelavo kovin, se cena pogosto spremeni v odločilni dejavnik. Vendar pa velja naslednje: najcenejša možnost redko zagotavlja najboljšo dolgoročno vrednost. Prav tu koncept prednostne izdelave kovin vstopi v slike in spreminja način, kako napredne podjetja vzpostavljajo svoje partnerstva pri izdelavi.
Prednostna izdelava kovin predstavlja strategični proizvodni pristop, pri katerem podjetja izbirajo partnere za izdelavo kovin na podlagi certifikatov kakovosti, dokazanih sposobnosti in stalne zanesljivosti namesto le iskanja najnižje ponudbe. Izraz »prednostna« označuje nekaj pomembnega v industrijski proizvodnji. Kaže na preverjeno, zaupanja vredno razmerje, ki temelji na zgodovini uspešnega delovanja in medsebojni zavezi k izvirni kakovosti.
Kaj naredi partnerja za izdelavo kovin prednostnim
Kaj torej dvigne dobavitelja natančne kovinske izdelave iz preprostega dobavitelja na raven preferiranega dobavitelja? Razlika je odvisna od več ključnih dejavnikov, na katere so kupci in inženirji z izkušnjo začeli obrati posebno pozornost.
Preferiran podjetje za kovinsko izdelavo kaže dosledno kakovost prek certificiranih procesov in dokumentiranih sistemov upravljanja kakovosti. Ohranja prozorne komunikacijske kanale in hitro reagira ob pojavu izzivov. Morda najpomembnejše pa je, da vaš uspeh obravnava kot svoj uspeh ter vloži prizadevanja za razumevanje vaših posebnih zahtev namesto da bi vsako naročilo obravnavalo kot izolirano transakcijo.
Močni dobaviteljski odnosi zmanjšujejo tveganja, kot so motnje v dobavni verigi, nestabilnost cen in kakovostni problemi. Dobavitelji, ki so vključeni v dolgoročno partnerstvo, so bolj verjetno, da bodo vaše potrebe postavili na prvo mesto ter sodelovali pri reševanju morebitnih izzivov.
Ta proaktivni pristop k upravljanju tveganj zagotavlja večjo stabilnost v vaših proizvodnih operacijah, kar postane neprecenljivo, ko se približujejo roki za izdelavo.
Premik od dobavitelja k strateškemu partnerju
Razlika med transakcijskimi in strateškimi izdelovalnimi partnerstvi je opazna. V transakcijskem razmerju predložite risbo, prejmete ponudbo in se upate najboljšemu izidu. Vsak projekt se začne pri ničli z minimalnim kontekstom o vaših širših ciljih ali pričakovanjih glede kakovosti.
Strateška partnerstva delujejo drugače. Vaš prednostni izdelovalni partner razume zahteve vaše panoge, vaše prednosti glede materialov in standarde natančnosti brez potrebe po ponovnih pojasnilih. Ali delate z integrirano kovinsko izdelovalno podjetjem ali s specialistom za kovinsko izdelavo v območju zaliva – značilnost prednostnega statusa je globoka seznanjenost z vašimi potrebami.
Oglejte si naslednje razlike med obema pristopoma:
- Transakcijsko: Odločitve, ki temeljijo na ceni, omejena komunikacija, reaktivno reševanje težav
- Strategično: Izbira, ki temelji na vrednosti, stalno sodelovanje, proaktivna izboljšanja kakovosti
- Transakcijsko: Obravnavani kot eden od številnih anonimnih strank
- Strategično: Prepoznani kot prioriteta z namensko podporo
Za nabavne menedžerje, ki hkrati upravljajo več dobaviteljev, vzpostavitev preferenčnih odnosov z zanesljivimi partnerji za kovinsko izdelavo znatno poenostavi operacije. Manj časa porabite za kvalifikacijo novih dobaviteljev, reševanje kakovostnih težav in ponovno razlaganje specifikacij. Namesto tega se lahko osredotočite na inovacije in rast ter ste prepričani, da so vaše potrebe po izdelavi v rokah partnerjev, ki resnično razumejo vaš posel.
V naslednjih razdelkih bomo natančno raziskali merila, ki ločujejo izjemne partnere za izdelavo od ostalih, kar vam bo zagotovilo praktični okvir za prepoznavanje in ocenjevanje vaših lastnih preferenčnih dobaviteljev.

Osnovni procesi kovinske izdelave, ki določajo kakovost
Razumevanje, kako delujejo postopki izdelave iz pločevine, vam zagotavlja pomembno prednost pri ocenjevanju potencialnih partnerjev za izdelavo. Zakaj je to pomembno? Ker sposobnosti opreme in strokovnost postopkov neposredno določajo, ali bodo vaši končni deli ustrezali specifikacijam ali pa se bodo končali kot draga odpadna surovina. Poglejmo si osnovne postopke, ki ločujejo proizvajalce, ki se osredotočajo na kakovost, od tistih, ki zanemarjajo podrobnosti.
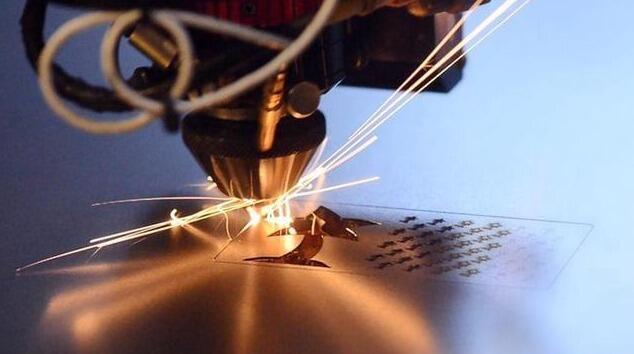
Laserjsko rezanje in CNC žigosanje pojasnjeno
Predstavljajte si, da poskušate z kirurško natančnost rezati zapletene vzorce v jeklu. To ravno doseže sodobno lasersko rezanje. Sistemi s svečnimi laserji usmerijo intenzivno svetlobno energijo v žarek, ki je ožji od človeškega lasa, in material izparevajo po programiranih potezah z natančnostjo do ±0,1 mm. Ko vaš projekt zahteva zapletene geometrije ali občutljive lastnosti, lasersko rezanje zagotavlja neprekosljeno kakovost robov brez mehanske napetosti, ki jo drugi načini rezanja povzročajo.
CNC vrteljna perforacijska naprava deluje na drugačnih načelih, vendar ponuja posebne prednosti za določene aplikacije. Glede na industrijsko raziskavo podjetja Jeelix sodobne vrteljne perforacijske stroje presegajo 1.000 udarov na minuto, pri čemer se zamenjava orodij izvede v manj kot eni sekundi. To jih naredi izjemno cenovno učinkovite za dele, ki zahtevajo številne luknje, žlebove ali oblikovane elemente.
Spodaj je navedeno, zakaj je natančna izdelava pločevinastih delov s pomočjo CNC perforacije še posebej koristna:
- Zmožnost tridimenzionalnega oblikovanja :Poleg ravne rezkanja vrteljne perforacijske stroje neposredno v pločevino izvajajo tudi konične luknje, izvleke, reliefne vzorce in prezračevalne žlebove
- Konsolidacija procesov: Naloge, ki so tradicionalno zahtevale ločene operacije vrtanja, frezanja ali udarjanja, se izvedejo v enem samem nastavitvenem ciklu
- Učinkovitost pri velikih količinah: Ko so ti stroji združeni z avtomatiziranimi sistemi za nalaganje, omogočajo neprekinjeno proizvodnjo brez prisotnosti osebja („lights-out manufacturing“) skozi vse ure dneva
- Materialna versatilnost: Prilagojene aplikacije za izdelavo pločevinastih delov profitirajo iz zmožnosti obravnavati različne debeline pločevin in različne vrste materialov
Proizvodnja iz pločevine v proizvodnih delavnicah pogosto strategično združuje obe tehnologiji. Laserno rezanje obravnava zapletene konture in debele materiale, medtem ko se streljanje z večkratnim orodjem izvaja izjemno učinkovito pri delih z velikim številom lukenj in integriranim oblikovanjem. Razumevanje tega, kateri postopek najbolje ustrezajo vašim specifičnim potrebam, vam pomaga postavljati boljša vprašanja pri ocenjevanju izdelovalcev.
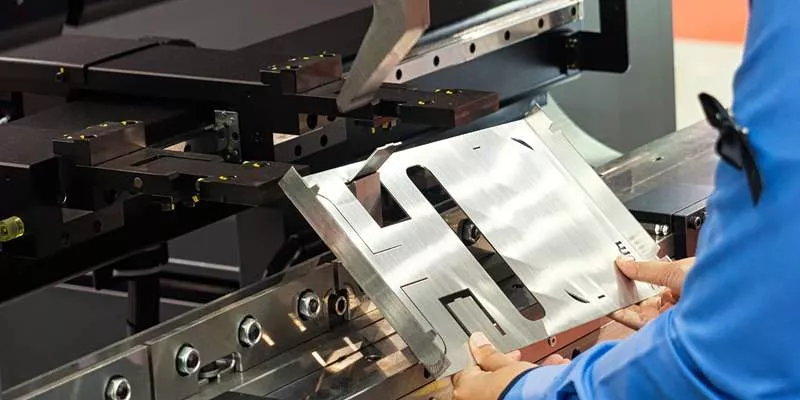
Tehnike upogibanja, ki oblikujejo vaše komponente
Ko je material prerezan, upogibanje spremeni ravne plošče v funkcionalne trodimenzionalne dele. Pri operacijah na upogibni presoji se za natančno določanje kotov uporabljajo ujemajoči se orodji (poinč in matica), kar novince v kovinskih izdelavah pogosto preseneti zaradi visoke stopnje izvirnosti tega postopka.
Sodobne CNC-upogibne presoji samodejno izračunajo dovoljeno upogibno dolžino in tako kompenzirajo povratno elastično deformacijo materiala ter razlike v debelini. Med ključna orodja za kovinske izdelave v tej kategoriji spadajo:
- Limanje z zrakom: Najpogostejša metoda, ki uporablja nadzorovano globino poinča za doseganje ciljnih kotov z možnostjo majhnih prilagoditev
- Upogibanje na dnu: Sila material v celoti vtakne v kalup za največjo natančnost pri kritičnih tolerancah
- Kovanje: Uveljavlja izjemno pritisk, da trajno nastavi natančne kote, kar je idealno za visokonatančne aplikacije
- Rotacijsko upogibanje: Preprečuje poškodbe na vidnih površinah, kar je bistveno za arhitekturne ali estetske komponente
Pri ocenjevanju izdelovalcev vprašajte za njihovo nosilnost gugalnega stiska in natančnost nazadnje merilne naprave. Te specifikacije neposredno vplivajo na stopnjo zapletenosti upogibov in debelino materiala, ki jih lahko zanesljivo obdelajo.
Varilne metode, ki določajo konstrukcijsko celovitost
Varjenje povezuje vaše izdelane komponente v končne sestave, pri čemer izbrana metoda močno vpliva tako na videz kot na konstrukcijsko delovanje. Glede na Robotics Tomorrow , razumevanje teh razlik vam pomaga določiti ustrezni pristop za vašo aplikacijo.
TIG varjenje (varjenje z volframovo elektrodo v zaščitnem plinu): Ta postopek uporablja netaljive volframove elektrode z izjemno odpornostjo proti toploti, kar omogoča varjenje pri nizkih tokovih na materialu debeline do 0,005 palca. Industrije, kot so letalsko-kosmična, medicinska in avtomobilska, se za varjenje TIG zanašajo zaradi njegovega odličnega nadzora ter čistih in natančnih varilnih šivov. Ko sta videz in celovitost varilnega šiva ključnega pomena, TIG zagotavlja želene rezultate.
Varjenje MIG (varjenje z električnim lokom v zaščitnem plinu): Pri varjenju MIG se elektrodni material neprekinjeno dovaja skozi varilno pištolo, medtem ko zaščitni plini preprečujejo onesnaženje. Ta metoda omogoča hitrejše stopnje nanašanja kot varjenje TIG, zato je idealna za proizvodne okolja, kjer je pomembna hitrost. Nadomestek za to je nekoliko manjša natančnost pri obdelavi občutljivih delov.
Točkovno varjenje: Kot ena najstarejših varilnih metod točkovno varjenje spoji dve plošči brez polnilnega materiala z uporabo tlaka in električnega toka skozi oblikovane bakrene elektrode. S tem se na mestu varjenja ustvari lokalno toploto. Komponente za prezračevanje v proizvodnji kovinskih izdelkov in kanali za ogrevanje, prezračevanje in klimatizacijo (HVAC) pogosto uporabljajo točkovno varjenje zaradi njegove hitrosti in primernosti za povezave med ploščami.
Zakaj znanje o procesih izboljša izbiro partnerjev
Ko razumete te osnovne procese, postanejo pogovori z morebitnimi partnerji za izdelavo veliko bolj produktivni. Lahko zastavite specifična vprašanja o zmogljivostih opreme, doseženih natančnostih in certifikatih za posamezne procese, s čimer razkrijete njihovo dejansko strokovno raven.
Namesto da bi sprejeli nejasna zagotavljanja o kakovosti, boste prepoznali, ali so dejanske sposobnosti izdelovalca resnično v skladu z zahtevami vašega projekta. To znanje vas spremeni iz pasivnega kupca v informiranega partnerja, ki lahko učinkovito sodeluje pri optimizaciji oblikovanja in proizvodne učinkovitosti. Na tej osnovi razumevanja izdelovalnih procesov ste zdaj pripravljeni raziskati, kako različne industrije uporabljajo te sposobnosti za izpolnitev svojih posebnih zahtev.
Pojasnjene industrijsko specifične zahteve glede izdelave
Ali ste kdaj razmišljali, zakaj isti ponudnik storitev kovinske izdelave morda odlično uspeva v eni industriji, v drugi pa zaznava težave? Odgovor leži v zelo različnih zahtevah, ki jih vsak sektor predlaga. Izdelovalec, ki proizvaja kanalizacijo za ogrevanje, prezračevanje in klimatizacijo (HVAC), deluje v popolnoma drugačnem svetu kot tisti, ki izdeluje avtomobilsko podvozje ali vojaška ohišja visoke kakovosti.
Razumevanje teh za posamezno industrijo specifičnih zahtev spremeni način, kako ocenjujete potencialne partnerje. Ko veste, katere certifikacije, natančnosti in materiali so zahtevani v vaši panogi, lahko hitro prepoznate izdelovalce z dejanskim strokovnim znanjem nasproti tistim, ki preprosto trdijo, da imajo širok spekter sposobnosti . Poglejmo, kaj naredi vsako večjo industrijo edinstveno.
Standardi in certifikati za izdelavo avtomobilskih komponent
Avtomobilsko industrijo zaznamujejo nekateri najstrožji standardi izdelave v proizvodnji. Če izvirate sestavne dele za vozila, je razumevanje certifikata IATF 16949 ključnega pomena za vaš postopek izbire partnerja.
Kaj IATF 16949 natančno pomeni za vaše projekte? Po mnenju OGS Industries ta certifikat temelji na zahtevah standarda ISO 9001, hkrati pa vključuje tudi ključne elemente, ki so specifični za avtomobilsko industrijo. Standard zagotavlja skladnost z načeli izvirnega proizvajanja (lean manufacturing), preprečevanja napak, zmanjševanja odstopanj in zmanjševanja odpadkov. Za industrijsko obdelavo kovin za avtomobilske aplikacije ta certifikat kaže, da je izdelovalec zavezan dosledni kakovosti, ki jo zahtevajo proizvajalci vozil.
Prednosti sodelovanja z izdelovalci, certificiranimi po IATF 16949, vključujejo:
- Dosledne kakovostne rezultate: Proizvodni procesi se neprekinjeno spremljajo in merijo, da se maksimalno izboljša produktivnost
- Zmanjšanje variacij izdelkov: Izboljšani sistemi kakovostnega upravljanja zagotavljajo, da izdelki iz industrijske obdelave kovin izpolnjujejo zahteve za visoko zmogljiva vozila, ne glede na njihovo uporabo
- Zanesljiv Dostavni Veriger Ta mednarodno priznana certifikacija določa referenčne standarde za nabavo in tako krepi omrežja dobaviteljev
- Preprečevanje napak: Preizkušeni postopki izdelave, varjenja in končne obdelave zmanjšujejo napake in hkrati izpolnjujejo zahteve glede varnosti izdelkov
Tolerančne zahteve v avtomobilski industriji so posebno zahtevne. Glede na Raziskave EOXS so za avtomobilske karoserijske plošče običajno potrebne debelinske tolerance ±0,002" do ±0,003". Ta natančnost zagotavlja ustrezno prileganje na sestavnih linijah, kjer že majhne odstopanja povzročijo pomembne težave. Operacije izdelave kovin v Houstonu, ki oskrbujejo avtomobilsko industrijo, morajo to raven natančnosti dosledno ohranjati tudi pri proizvodnji visokih količin.
Zahteve za komponente ogrevanja, prezračevanja in klimatizacije (HVAC)
Zdi se, da je izdelava HVAC-komponent lažja kot avtomobilska izdelava? V nekaterih pogledih je res tako. Za aplikacije HVAC so običajno sprejemljive širše tolerance, saj cevi za prezračevanje ne nosijo težkih strukturnih obremenitev. To pa ne pomeni, da kakovost ni pomembna. Pomeni le, da pridejo v ospredje drugačne prioritete.
Specializirana izdelava kovinskih komponent za HVAC se osredotoča na:
- Izbira materiala: Zincirana ali aluminizirana pločevina (običajno debeline od 24 do 18) zagotavlja odpornost proti koroziji za notranje sisteme obravnave zraka
- Tehnike spojev: Varjenje šivov in mehansko pritrditev morata ustvariti zračno tesne spoje brez ogrožanja celovitosti kanalov
- Prilagodljivost toleranc: Standardne tolerance debeline ±0,008" omogočajo proizvodne variacije, hkrati pa ohranjajo funkcionalno učinkovitost
- Učinkovitost po prostornini: Hitrost proizvodnje pogosto predstavlja prednost, saj HVAC-projekti zahtevajo velike količine standardiziranih komponent
Ključna razlika? Izdelovalci HVAC-komponent optimizirajo procese za zmogljivost in stroškovno učinkovitost namesto za izjemno natančne tolerance. Pri izbiranju partnerjev za izdelavo kanalov in prezračevalnih komponent se osredotočite na njihovo sposobnost zagotavljanja dosledne kakovosti v velikem obsegu, ne pa na njihovo sposobnost dosega natančnosti na ravni vesoljske tehnike.
Standardi natančnosti ohišij za elektroniko
Ohišja elektronike zavzemajo srednji položaj med manj natančnimi zahtevami za HVAC sisteme in strožjimi zahtevami za avtomobilsko industrijo. Ti sestavni deli morajo občutljivo opremo zaščititi pred okoljskimi vplivi, hkrati pa zagotavljati natančne montažne točke za notranjo strojno opremo.
Ključni dejavniki pri izdelavi ohišij elektronike so:
- Zaščita pred EMI/RFI: Ohišja pogosto zahtevajo posebne značilnosti za ozemljitev in tesne šive, da se prepreči elektromagnetna motnja.
- Upravljanje toploto: Vzorci prezračevanja, površine za pritrditev toplotnih izmenjevalcev in izbor materiala vplivajo na odvajanje toplote.
- Tolačna natančnost: Točke za pritrditev tiskanih vezjev (PCB), izrezi za povezovalnike in vmesniki plošč zahtevajo natančnost običajno med ±0,005" in ±0,010".
- Kakovost površinske obdelave: Ohišja z barvno prevleko ali pršenim premazom zahtevajo ustrezno pripravo površine za dobro lepljenje in vizualni učinek.
Številne delovne naloge v proizvodnji kovinskih izdelkov v tem sektorju zahtevajo dodatne sposobnosti, kot so šilkanje, namestitev opreme in integracija z tesnilnimi obroči ali tesnilnimi materiali. Izdelovalec ohišij za elektroniko razume te sekundarne operacije kot bistvene sestavne dele popolnega rešitve.
Standardi za odpornost proti koroziji v pomorskih in vojaških aplikacijah
Ko so izdelani sestavni deli izpostavljeni morski vodi, ekstremnim temperaturam ali bojnim pogojev, se zahteve glede izbire materialov in obdelave dramatično povečajo. Pomorske in vojaške aplikacije zahtevajo t.i. »vojaško kakovostne« materiale, ki ustrezajo strogim specifikacijam Ministrstva za obrambne zadeve.
Po Warner Brothers Foundry Company vojaško kakovostni kovinski materiali ustrezajo standardom MIL-SPEC, ki potrjujejo zanesljivo delovanje v ekstremnih pogojih. Te specifikacije določajo podrobne lastnosti delovanja, preskusne postopke in standarde kakovosti, ki jih morajo materiali izpolnjevati za vojaško rabo.
Ključne zahteve za izdelavo v pomorski in vojaški industriji vključujejo:
- Zlitine, odporne proti koroziji: Nerjavnih jeklenih razredov, kot je 316L, specializiranih aluminijevih zlitin in titanov zagotavljajo dolgotrajno vzdržljivost v zahtevnih okoljih
- Skladnost z vojaškimi standardi (MIL-SPEC): Standardi, kot so MIL-DTL-5541 (kemični pretvorbeni premazi) in MIL-A-8625 (anodizacija), določajo površinske obdelave
- Zahteve za dokumentacijo: Popolna sledljivost materialov, potrjeni preskusni poročili in dokumentacija o skladnosti so obvezni
- Preskušanje v ekstremnih okoljih: Komponente lahko zahtevajo preskus z morsko raztopino, cikliranje temperature in druge postopke okoljske kvalifikacije
Industrijsko specifične zahteve glede materialov in natančnosti
Spodnja tabela ponuja podrobno primerjavo zahtev v večini glavnih industrijskih panog. Uporabite jo kot hitro referenco pri ocenjevanju, ali so sposobnosti izdelovalca usklajene z zahtevami vaše panoge:
| Industrija | Ključni certifikati | Tipične toleranse | Običajni materiali | Ključna vprašanja |
|---|---|---|---|---|
| Avtomobilska industrija | IATF 16949, ISO 9001 | ±0,002" do ±0,003" | Jeklo HSLA, aluminijaste zlitine | Preprečevanje napak, izdelava po načelu „skele“ (lean manufacturing), doslednost pri visokih količinah |
| HVAC | Standardi SMACNA, seznam UL | ±0.008" | Cinkano jeklo, aluminizirano jeklo | Zračno tesni šivi, odpornost proti koroziji, učinkovitost proizvodnje |
| Elektronika | Skladnost z ISO 9001, UL/CE | ±0,005" do ±0,010" | Hladno valjano jeklo, aluminij | Zaščita pred elektromagnetnimi motnjami (EMI), toplotno upravljanje, natančne funkcije za pritrditev |
| Konstrukcijska oceľ | Certifikacija AWS D1.1, AISC | ±0,010" do ±0,015" | Jeklo A36, A572, A992 | Nosilna zmogljivost, kakovost varjenja, natančnost dimenzij |
| Letalstvo | AS9100, Nadcap | ±0,001" do ±0,002" | aluminij 7075, titanove zlitine | Optimizacija teže, odpornost proti utrujanju, popolna sledljivost |
| Morski/vojaški | MIL-SPEC, ISO 9001 | ±0,005" do ±0,010" | nerjaveča jeklena lega 316L, aluminij morske kakovosti | Odpornost proti koroziji, okoljska kvalifikacija, dokumentacija |
Ko ocenjujete partnerje za industrijsko izdelavo kovin, vam ta primerjava pomaga postaviti ciljna vprašanja. Izdelovalec, ki trdi, da ima strokovno znanje na vašem področju, bi moral predstaviti posebno poznavanje ustreznih certifikatov, običajnih zahtev glede natančnosti in izkušenj s posebnimi materiali. Splošne izjave o sposobnostih brez podrobnosti, specifičnih za posamezno industrijo, pogosto kažejo na omejeno izkušnjo v praksi.
Posebne zahteve vaše panoge bi morale določati merila za izbiro partnerja. Izdelovalec, ki je popolnoma primeren za izdelavo cevi za sisteme ogrevanja, prezračevanja in klimatizacije (HVAC), morda nima potrebnih natančnostnih zmogljivosti ali certifikatov za avtomobilsko opremo. Nasprotno pa bi specializiran obrat za vesoljsko industrijo lahko bil predragega za manj zahtevne aplikacije. Ujemanje strokovnosti izdelovalca z vašimi dejanskimi zahtevami zagotavlja ustrezno kakovost brez plačila za zmogljivosti, ki jih ne potrebujete.
Ko imate jasno predstavo, kako zahteve panoge oblikujejo potrebe po izdelavi, je naslednji logični korak preučitev vpliva odločitev o izbiri materiala na rezultate vašega projekta v kateri koli aplikaciji.
Vodnik za izbiro materiala za projekte kovinske izdelave
Določili ste zahteve vaše panoge in razumete, katere postopke izdelave ustrezajo vaši aplikaciji. Sedaj pa pride do odločitve, ki vpliva na vse – od življenjske dobe komponent do skupnih stroškov projekta: kateri material naj določite ? Izbira med jeklenim, nerjavnim jeklenim in aluminijastim materialom ni preprosto izbira tiste možnosti, ki izgleda najbolje na papirju. Zahteva razumevanje, kako se vsak material obnaša v realnih pogojih, s katerimi se bodo vaši deli soočali.
Razmislite o tem na naslednji način. Material, ki je popolnoma primeren za ohišja notranje elektronike, bi lahko katastrofalno versal v morskih okoljih. Najcenejša možnost na začetku bi lahko postala najdražja izbira, kadar predčasna korozija prisili k zamenjavi. Kakovostna izdelava kovinskih delov se začne z pametnimi odločitvami o materialih, ta priročnik pa vam ponuja okvir za njihovo samozavestno sprejetje.
Jeklo proti nerjavnemu jeklu proti aluminiju – okvir za odločanje
Pri ocenjevanju materialov za vaš projekt izdelave kovinskih delov trije glavni izbori prevladujejo v industrijskih aplikacijah. Vsak od njih prinaša posebne prednosti in omejitve, ki neposredno vplivajo na uspeh vašega projekta. Poglejmo, kaj naredi vsak material edinstvenega.
Mehko / nizkoogljično jeklo: delovna konja
Mehka jeklena litina z vsebino ogljika med 0,14 % in 0,20 % ostaja najpogosteje uporabljen material pri izdelavi kovinskih delov. Glede na Axis Fabrication , ta priljubljenost izvira iz več praktičnih prednosti.
Zakaj izbrati ogljikovo jeklo za vaš projekt?
- Izjemna obdelljivost: Nizka vsebina ogljika omogoča zelo enostavno rezanje, upogibanje in varjenje materiala brez specializirane opreme ali tehnik
- Stroškovna učinkovitost: Pogosto najcenejša možnost med običajnimi materiali za izdelavo, kar raztegne proračun projekta še naprej
- Odlična varljivost: Bolj obdelljiva kot nerjavnega jekla in predvidljivo reagira na standardne postopke varjenja
- Odlična žilavost: Omogoča zapletene operacije oblikovanja brez pojava razpok ali problemov s povratnim upogibanjem
- Odlična prenos toplote: Primerno za aplikacije, ki zahtevajo toplotno prevodnost
Vendar ima ogljikovo jeklo eno pomembno omejitev: za zaščito pred korozijo je potrebna zaščitna končna obdelava. Brez cinkanja, barvanja ali pršenja z praškom se mehko jeklo rjaví ob stiku z vlago. Zato ni primerno za morske pogoje, zunanjih namestitev brez ustrezne zaščitne prevleke ali kateri koli okoljski pogoji z pogostim stikom z vodo.
Tipične uporabe vključujejo avtomobilsko karoserijo, ohišja računalnikov, konstrukcijske komponente in večino splošnih izdelkov iz pločevine, kjer del dobi zaščitno končno obdelavo.
Nerjavnega jekla: odpornost proti koroziji in trdnost
Nerjavnega jekla vsebuje najmanj 10,5 % kroma, kar omogoča nastanek samoregenerirajočega oksidnega sloja, ki zagotavlja notranjo odpornost proti koroziji. Ta lastnost naredi nerjaveno jeklo nujno za določene aplikacije, kjer morajo vsi rešitve iz kovinskega izdelovanja prenesti zahtevne pogoje.
Ključne prednosti nerjavnega jekla so:
- Vgrajena zaščita pred korozijo: Za večino okolij ni potrebnih dodatnih premazov
- Estetski pripoved: Vsebina kroma zagotavlja privlačen sijaj, primernega za vidne aplikacije
- Odlična spojlivost: Lažje se varča kot aluminij, z napovedljivimi rezultati z uporabo standardnih tehnik
- Nadpovprečna trdota: Znaten manj verjetno je, da se izkrivi, deformira ali poškoduje zaradi toplote ali mehanske obremenitve
- Vzdrževanje toplote: Ohranja strukturno celovitost pri višjih temperaturah, kar omogoča postopke sanacije pri visokih temperaturah
- Primernost za stike z živili: Odobreno za stike z živili, kjer je preprečevanje kontaminacije ključnega pomena
Glavna slabost? Cena. Glede na kovinske dodatke, kot so krom, nikljev, mangan in silicij, je nerjaveča jeklena pločevina običajno znatno dražja od ogljikove jeklene pločevine ali aluminija. Poleg tega ima nerjaveča jeklena pločevina najnižji razmerje trdnosti in mase med pogosto uporabljanimi gradbenimi materiali. Čeprav je izjemno trdna, je tudi precej težka, kar lahko v težko občutljivih aplikacijah predstavlja odločilni dejavnik.
Tipične uporabe vključujejo opremo za izdelavo hrane, medicinske naprave, komponente za kemično predelavo, gospodinjske aparate ter vse okolja, kjer pride do stika s korozivnimi kemikalijami ali pogostega čiščenja.
Aluminij: Lahka zmogljivost
Ko je pomembno zmanjšanje mase, postane aluminij material po izbiri. Glede na podatke iz industrije aluminij zagotavlja približno polovico trdnosti jekla pri le eni tretjini njegove mase, kar ustvarja izjemno razmerje med trdnostjo in maso.
Prednosti, ki naredijo aluminij privlačnega za kakovostne projekte izdelave kovinskih delov:
- Značilno zmanjšanje mase: Značilno zmanjša maso komponent brez izgube potrebne trdnosti
- Naravna odpornost proti koroziji: V mnogih okoljih tvori zaščitni oksidni sloj brez dodatne obdelave površine
- Odlična toplotna prevodnost: Idealen za toplotne izmenjevalnike, toplotne izmenjevalnike in aplikacije za upravljanje toplote
- Električna prevodnost: Ustrezen za aplikacije, ki zahtevajo pretok električnega toka
- Visoka plastičnost: Splošno bolj obdelljiv in elastičen kot jeklo, kar omogoča zapletene operacije oblikovanja
- Cenovna postavitev: Odvisno od razreda je pogosto cenejši od nerjavnega jekla, hkrati pa zagotavlja odpornost proti koroziji
Aluminij pa predstavlja določene izzive. Jeklo je veliko trdnejše, zato se aluminij pri temperaturah nad 204 °C (400 °F) ali pod velikim mehanskim obremenitvijo lažje izkrivi, deformira ali poškoduje. Visoka toplotna prevodnost, ki je prednost pri aplikacijah za prenos toplote, aluminija naredi težje zavarjati, saj so za varjenje potrebne specializirane tehnike. Poleg tega aluminij reagira s hrano, kar povzroči spremembo barve in okusa, zato ni primeren za neposredni stik z živili.
Tipične uporabe vključujejo trupe letal, avtomobilske komponente, kjer zmanjšanje mase izboljša gorivno učinkovitost, ohišja elektronskih naprav ter vse aplikacije, kjer je ključnega pomena razmerje med trdnostjo in maso.
Lastnosti materiala, ki vplivajo na vaš projekt
Za sprejetje informirane odločitve o materialu je potrebno primerjati določene lastnosti z zahtevami vašega projekta. Spodnja tabela za kovinsko obdelavo ponuja izčrpno primerjavo ključnih dejavnikov:
| Lastnina | Mehko/ogljično jeklo | Nepokvarjeno jeklo | Aluminij |
|---|---|---|---|
| Ocena trdnosti | Visoka (osnovna referenca) | Visoka do zelo visoka | Srednja (polovica trdnosti jekla) |
| Korozivna odpornost | Slabo (zahteva prevleko) | Odlična (vgrajena) | Dobra (odvisno od pH) |
| Utežni faktor | Težka (osnovna referenca) | Težkih | Lahka (tretjina teže jekla) |
| Stroškovni dejavnik | Najnižja | Najvišji | Umeren |
| Spojnost | Odlično | Dober | Zahtevna (zahteva strokovno znanje) |
| Delati | Dober | Umeren | Odlično |
| Oblikovanje | Odlično | Dober | Odlično |
| Odpornost na toploto | Dober | Odlično | Slaba (zvija se nad 204 °C) |
| Najboljše uporabe | Konstrukcijski deli, avtomobilske plošče, splošna izdelava | Oprema za prehransko industrijo, medicinsko opremo, kemijsko predelavo in pomorsko industrijo | Letalsko-kosmična industrija, avtomobilska industrija z zahtevami po minimalni teži, toplotno upravljanje |
Glede na podatke Industrial Metal Supply za izbiro najprimernejšega materiala ocenite potrebe vašega projekta v primerjavi z lastnostmi posameznih litin. Osnovne lastnosti, ki jih je treba oceniti, so natezna trdnost, odpornost proti koroziji, varljivost, obdelovalnost in oblikovalnost.
Praktični merila za odločanje
Ko stojite pred odločitvijo, upoštevajte naslednje dejavnike, specifične za vaš projekt:
- Okoljska izpostavljenost: Ali bodo komponente izpostavljene vlaji, solnemu pršenju, kemikalijam ali zunanjim vremenskim razmeram? Nerjavnega jekla ali aluminija običajno uporabljamo namesto nerazdelanega ogljikovega jekla zaradi njune večje odpornosti proti koroziji
- Zahteve glede obremenitve: Pri težkih aplikacijah kovinske izdelave, kjer je ključna maksimalna trdnost, so pogosto prednostna jeklena razreda, medtem ko se pri konstrukcijah, kjer je ključna majhna teža, izkorišča prednost aluminija glede razmerja med trdnostjo in težo
- Omejitve proračuna: Ogljikovo jeklo ponuja najnižjo ceno materiala, vendar upoštevajte tudi stroške končne obdelave. Višji začetni stroški nerjavnega jekla se lahko izkažejo za ekonomičnejše, če odpornost proti koroziji odpravi potrebo po premazih
- Izpostavljenost temperaturi: Uporabe, ki vključujejo cikliranje temperature ali visoke temperature, bolj ugodijo stabilnosti nerjavnega jekla kot nagnjenosti aluminija k izkrivljanju
- Zahteve glede videza: Vidni deli koristijo naravnemu videzu nerjavnega jekla ali sposobnosti aluminija, da sprejme anodizacijo in dekorativne površinske obdelave
- Uredbena ujemnost: Stiki z živili, medicinski pripomočki in določene industrijske uporabe zahtevajo določene razrede materialov ne glede na druge dejavnike
Opomba: primerjave odpornosti proti koroziji med nerjavnim jeklom in aluminijem so odvisne od okoljskih pogojev. Aluminij zagotavlja nadpovprečno odpornost proti koroziji pri pH vrednostih okoli 4–6, medtem ko nerjavno jeklo deluje bolje pri pH, ki presega 10. Aluminij se hitro korodira v močno kislih razmerah.
Izbira vašega materiala neposredno vpliva tudi na zahteve za partnerje za izdelavo. Delavnica, ki se izjemno dobro spopada z varjenjem nerjavnega jekla z volframovo elektrodo v inertnem plinu (TIG), morda nima izkušenj z posebnimi zahtevami za varjenje aluminija. Nasprotno pa delavnice za obdelavo težkih kovin, ki se osredotočajo na debele plošče iz ogljikovega jekla, morda nimajo natančnostnih zmogljivosti, ki jih zahtevajo aluminijaste komponente za letalsko in vesoljsko industrijo.
Razumevanje teh lastnosti materialov vam omogoča bolj produktivne razprave s potencialnimi partnerji za izdelavo. Namesto da bi sprejeli kateri koli material, ki ga priporoča izdelovalec, lahko sami določite zahteve na podlagi dejanskih potreb projekta ter ocenite, ali njihove zmogljivosti ustrezajo vaši izbiri materiala. To znanje postane še posebej pomembno pri primerjavi pristopov k izdelavi po meri z metodami serijske proizvodnje, kar bomo naslednje raziskali.
Izdelava po meri proti serijski proizvodnji
Izbrali ste svoj material in razumete zahteve vaše panoge. Zdaj se postavlja temeljno vprašanje: ali naj za vaš edinstven projekt izberete izdelavo po meri ali pa vaša količina upravičuje serijsko proizvodnjo? Ta odločitev vpliva na vse – od stroškov na enoto do časovnih rokov izdelave in doslednosti kakovosti. Presenetljivo je, da mnogi izdelovalci omenjajo obe možnosti, ne da bi pojasnili, kaj se dejansko razlikuje med tema dvema pristopoma.
Predstavljajte si to na naslednji način. Izdelava po meri je podobna šivilji, ki vam šije obleko posebej za vas. Serijska proizvodnja pa je bolj podobna nakupu istega modela iz trgovine v tisočih enot. Obe možnosti imata svoje mesto, pravilna izbira pa lahko pomeni razliko med uspehom projekta in prekoračitvijo proračuna.
Kdaj ima izdelava po meri smisel
Izdelava po meri vključuje izdelavo posameznih predmetov ali majhnih serij, da se izpolnijo posebne zahteve. Glede na EDCO Fabrication ta pristop zagotavlja natančno to, kar želite, z izjemno fleksibilnostjo pri oblikovanju in proizvodnji.
Zakaj bi izbrali izdelavo po meri za svoje projekte izdelave kovinskih delov?
- Razvoj prototipa: Ko preizkušate novo konceptualno obliko, vam izdelava po meri omogoča hitro ponavljanje brez dragih naložb v orodja.
- Specializirane uporabe: Posebna oprema, nadomestni deli za starejše sisteme ali enkratne namestitve zahtevajo prilagojena rešitve.
- Nizka zahtevana količina: Naročila desetk ali stotic enot redko opravičujejo stroške proizvodnje orodij.
- Kompleksne geometrije: Zelo zapletene oblike, ki zahtevajo ročno strokovnost in presojo med izdelavo.
- Hitre spremembe oblikovanja: Projekti, ki še naprej evoluirajo, koristijo od fleksibilnosti, s katero je mogoče hitro prilagoditi tehnične specifikacije.
Prilagodljivost, ki je značilna za izdelavo po meri, se izkaže kot zelo koristna, kadar se spremenijo tržni trendi ali strankine preference. Ker je prilagajanje v teku relativno preprosto, ostanejo vaši izdelki konkurenčni brez potrebe po dragih ponovnih opremah. Delavnica za izdelavo iz pločevine, specializirana za izdelavo po meri, običajno vzdržuje raznoliko opremo, ki je sposobna obravnavati različne projekte, namesto optimiziranih proizvodnih celic.
Kontrola kakovosti se v okoljih izdelave po meri pogosto dvigne na višjo raven. Ker je poudarek na edinstvenih, individualiziranih izdelkih, izdelovalci skrbneje pozornosti namenjajo podrobnostim v celotnem procesu. Ta ročni pristop vodi do nadpovprečnih končnih izdelkov, kadar specifikacije zahtevajo natančnost, ki jo lahko avtomatizirani sistemi spregledajo.
Vendar prilagojeni pristopi prinašajo tudi kompromisne rešitve. Stroški na enoto so višji, saj se pripravljalni čas razdeli na manjše količine delov. Vodilni časi se lahko podaljšajo, saj vsak projekt prejme posamezno pozornost. Skladnost med serijami pa je zelo odvisna od spretnosti operaterjev in kakovosti dokumentacije.
Povečevanje proizvodnje od prototipa do serijske izdelave
Proizvodna izdelava omogoča ustvarjanje velikih količin identičnih izdelkov z izjemno učinkovitostjo. Ko vaša oprema za obdelavo kovin ponavljajoče izdeluje isti del, se stroški dramatično znižajo, hkrati pa se izboljša skladnost.
Ključne prednosti proizvodne izdelave vključujejo:
- Učinkovitost stroškov pri velikih količinah: Stroški priprave in naložbe v orodja se razdelijo na tisoče enot, kar znatno zniža ceno na kos
- Hitrejši obrat: Optimizirani procesi in specializirana orodja zagotavljajo hitro razpoložljivost izdelkov za zadostitev nenadnim povečanjem povpraševanja
- Standardizirana enotnost: Stranke točno vedo, kaj lahko pričakujejo pri vsaki nakupu, kar gradi zaupanje in zvestobo blagu
- Zmanjšana vsebina ročnega dela: Avtomacija in optimizirani delovni procesi zmanjšujejo ročno obravnavo in poseg operaterja
- Predvidljiva kakovost: Statistična kontrola procesov in avtomatizirana pregledava zagotavljajo omejene dopustne odstopanja v celotnem proizvodnem ciklu
Dinamične operacije izdelave kovin izjemno uspešno prehajajo iz prototipnega razvoja na serijsko proizvodnjo. Ta pot zahteva natančno načrtovanje, da se izognejo nepričakovanim težavam, ki pogosto ogrozijo proizvodne programe.
Glede na podatke podjetja All Metals Fabrication so prototipi optimizirani za hitrost in obliko, medtem ko mora biti serijska proizvodnja optimizirana za ponovljivost, zmogljivost in strošek na enoto. Ta temeljna razlika povzroča tipične področja neskladja, kot so specifikacije dopustnih odstopanj, izkoriščenost materiala in izbor postopkov.
Celoten potrošniški potek
Razumevanje tega, kako projekti potekajo od zamisli do dobave, vam pomaga učinkoviteje sodelovati s partnerji za izdelavo:
- Zamisel in načrtovanje: Na začetku se določijo osnovne specifikacije, izbor materiala in zahtevane lastnosti
- Pregled DFM (načrtovanje za izdelovanje): Izkušeni izdelovalci ocenjujejo načrte za izvedljivost proizvodnje in predlagajo spremembe, ki zmanjšajo stroške ali izboljšajo kakovost brez poslabšanja funkcionalnosti
- Faza prototipiranja: Operacije podjetja Custom Metal Fab Inc. izdelujejo začetne vzorce za preskus oblike, prileganja in funkcionalnosti
- Dokončevanje konstrukcije: Povratne informacije iz prototipov vodijo prilagoditve specifikacij pred naložbo v orodja za serijsko proizvodnjo
- Načrtovanje proizvodnje: Oblikujejo se pripravki, dokumentirajo se proizvodni postopki in določijo se postopki kontrole kakovosti
- Prvi pregled izdelka: Začetni proizvodni deli podlegajo celoviti preveritvi glede na specifikacije
- Serijska proizvodnja: Odobreni postopki tečejo v ciljnih količinah z nadaljnjo spremljanjem kakovosti
- Neprekinjeno izboljšanje: Podatki iz proizvodnje omogočajo izboljšave, ki s časom zmanjšujejo stroške in izboljšujejo kakovost
Faza podpore DFM zasluži posebno pozornost. Majhne oblikovne odločitve, ki so v enkratnem prototipu neopazne, se lahko pri povečanju proizvodnje na večjo količino pomnožijo s stroški, podaljšajo čas cikla in destabilizirajo proizvodnjo. Sprejetje pristopa »prototip z namenom za serijsko proizvodnjo« pomeni izdelavo prototipov z uporabo materialov, debelina in predpostavk o orodjih, ki jih pričakujemo v končni serijski proizvodnji. Kadar to ni mogoče, je ključnega pomena dokumentirati razlike med prototipi in proizvodnjo ter zahtevati pregled razlik (delta review) skupaj s proizvodnjo, kar znatno zmanjša število kasnejših spremembenih ciklov.
Ključni dejavniki za vsak pristop
Pri odločanju med izdelavo po meri in serijsko izdelavo ocenite naslednje dejavnike glede na vašo specifično situacijo:
| Faktor | Izdelava po meri | Proizvodna izdelava |
|---|---|---|
| Stroški priprave | Minimalna naložba v orodja | Značilni stroški pritrdilnih elementov in orodij |
| Strošek na enoto | Višji (pripravljalni stroški so razdeljeni na manjše število delov) | Nižji (amortizirani na večji količini) |
| Dobava | Spremenljivi, od projekta odvisni | Predvidljivi, ko so enkrat uveljavljeni |
| Fleksibilnost oblikovanja | Visoka (spremembe se lahko hitro in enostavno izvedejo) | Nizko (spremembe zahtevajo ponovno opremo) |
| Doslednost | Odvisno od operatorja | Kontroliran proces |
| Idealni obseg | običajno 1–500 enot | običajno 1.000+ enot |
Omejitve proračuna pomembno vplivajo na to odločitev. Po meri izdelana proizvodnja, ki se osredotoča na edinstvenost in kakovost, stane na enoto več. Pri izdelavi velikih količin je proizvodna proizvodnja znatno učinkovitejša z vidika stroškov. Vendar se točka preloma zelo razlikuje glede na zapletenost dela, stroške materialov in zahtevane natančnosti.
Na izbiro vplivata tudi tržna povpraševanja in zapletenost izdelka. Visoko povpraševanje po preprostem in standardiziranem izdelku kaže v smer proizvodnih metod. Niche trgi z zapletenimi, specializiranimi potrebami koristijo fleksibilnosti po meri izdelane izdelave. Ocena pričakovanj strank, želenih rokov izvedbe ter vaših sposobnosti, da izpolnite naročilo pravočasno in brez prekoračitve proračuna, pomaga pojasniti, katera pot najbolje ustreza vaši situaciji.
Z razumevanjem razlik med prilagojenim in serijskim pristopom ste pripravljeni učinkoviteje komunicirati s potencialnimi partnerji za izdelavo. Naslednja pomembna razmislitev je, kje se ta izdelava izvaja, saj geografska lokacija prinaša lastne prednosti in izzive vaši proizvodni strategiji.

Domacija proti globalni izdelavi kovinskih delov
Ugotovili ste, ali vam bolj ustrezajo prilagojena ali serijska izdelava. Sedaj pa sledi še ena strateška odločitev, ki vpliva na celotno vašo dobavno verigo: kje naj bi bil nameščen vaš najbolj želen partner za izdelavo kovinskih delov? To vprašanje gre dlje kot preprosto primerjava stroškov. Geografska lokacija vpliva na vse – od učinkovitosti komunikacije do varnosti intelektualne lastnine – in prava izbira je povsem odvisna od specifičnih zahtev vašega projekta.
To je dejavnost. Tako domača kot mednarodna proizvodnja lahko zagotovita odlične rezultate, če ju pravilno prilagodimo ustrezni uporabi. Izziv je v razumevanju tega, kateri dejavniki so za vašo situacijo najpomembnejši, ter v ustrezni oceni potencialnih partnerjev. Poglejmo, kaj vsak pristop ponuja in kje se pojavljajo kompromisi.
Ocenjevanje prednosti domače proizvodnje
Ko iščete blizu sebe obrtno delavnico za obdelavo kovin, blizina prinaša koristi, ki segajo daleč čez zgolj udobje. Glede na Raziskave EOXS , domače kovine izpolnjujejo stroge industrijske standarde ASTM, ASME in API ter omogočajo hitrejše dobave brez zamud zaradi prevoza čez oceane.
Ameriške obrtne delavnice za obdelavo kovin ponujajo več posebnih prednosti:
- Krajši časi dostave: Odprava prevoza čez oceane zmanjša roke dobave za tedne ali celo mesece, kar omogoča hitrejše dokončanje projektov
- Neposreden nadzor kakovosti: Lahko osebno obiščete obrat, neposredno opazujete proizvodne procese in takoj rešujete težave s kakovostjo
- Učinkovitost komunikacije: Isti časovni pasovi in skupni jezik odpravljajo jezikovne vrzeli, ki otežujejo mednarodna partnerstva
- Nižje zahteve po zalogah: Možnost hitrega nadomestitve zmanjšuje potrebo po nakupu in shranjevanju komponent kot zavarovanje pred morebitnimi zamikami
- Uredbena ujemnost: Projekti, ki zahtevajo skladnost z Zakonom o nakupu v ZDA (Buy America Act) ali uradna potrdila, zahtevajo domačo oskrbo.
Jugozahodne in severne obratne zmogljivosti za obdelavo kovin pridobivajo koristi iz uveljavljene infrastrukture in usposobljenih delovnih sil. Glede na Raziskavo Trison Wells domača proizvodnja omogoča natančnejši nadzor kakovosti in odpravlja težave s prevozi, ki jih povzročajo mednarodne alternativne rešitve.
The raziskava o ponovnem preselitvi proizvodnje v ZDA za leto 2025 pokazala je, da je bilo 95 % proizvajalcev opreme (OEM) popolnoma ali delno zadovoljnih z rezultati ponovnega preselitve proizvodnje. Najpogostejši razlogi, ki so jih proizvajalci navedli za vračanje proizvodnje domov, so bili: postavitev proizvodnje blizu inženirskih oddelkov (45 %), zmanjšanje stroškov prevoza in carin (45 %) ter izogibanje geopolitičnim tveganjem (38 %).
Hitro izdelovanje prototipov pomembno koristi od domačih partnerstev. Ko vaš ameriški partner za izdelavo kovinskih delov po meri deluje v bližini, se iterativni obroči oblikovanja znatno skrajšajo. Prototipne dele lahko prejmete, jih preizkusite, podate povratne informacije in že v nekaj dneh namesto v tednih prejmete popravljene različice. Ta pospešek je neskončno dragocen, kadar so časovni okviri razvoja zelo stisnjeni.
Razmisljanje o globalnem nakupu za izdelavo kovinskih delov
Mednarodna proizvodnja kljub zapletenosti logistike še naprej uživa privlačnost za določene aplikacije. Samo Kitajska nadzoruje 28,7 % svetovne proizvodnje, kar ustvarja specializirane ekosisteme, ki jim domače alternative včasih ne morejo slediti.
Kdaj bi bilo globalno nakupovanje smiselno za vaš iskalni poizvedek »izdelava kovinskih delov blizu mene«?
- Stroškovne prednosti: Delovne stroške v Vietnamu in na Mehiki predstavljajo približno eno osmino zneskov v ZDA, v Tajska pa padejo na eno desetino.
- Specialni materiali: Nekatere eksotične zlitine in redke surovine so morda na voljo le pri tujih dobaviteljih.
- Visoka proizvodna zmogljivost: Mednarodne obrate pogosto odlično opravljajo pri masovni proizvodnji z avtomatiziranimi sistemi, ki delujejo v brezposelih (lights-out) operacijah
- Blizina komponent: Ko surovine izvirajo iz azijskih trgov, blizina izdelovalnih zmogljivosti zmanjša določene ranljivosti dobavnih verig
Vendar ti potencialni prednosti spremljajo tudi pomembne izzive. Kontejnersko ladjevanje obravnava 99 % blaga, ki vstopa v Združene države Amerike, in traja od dveh do osem tednov, odvisno od izvora in cilja. Carinska izdaja povzroča dodatne zamude, še posebej, kadar pride do napak v dokumentaciji.
Prednosti domače izdelave kovinskih delov
- Zanesljiva kakovost, ki izpolnjuje ameriške standarde ASTM, ASME in API
- Krajši in napovedljivejši roki dobave
- Lažja sledljivost materialov z certificiranimi poročili o preskusih talilnice
- Stabilna dobavna veriga z manjšo izpostavljenostjo globalnim motnjam
- Neposredna komunikacija brez jezikovnih ovir
- Podpira lokalno gospodarstvo in zaposlitve
Nedostatki domačega izvora kovinskih izdelkov
- Višji stroški dela in proizvodnje
- Omejena razpoložljivost določenih specialnih zlitin
- Možni omejitveni kapaciteti v obdobjih visoke povpraševanja
- Pri priljubljenih obratih lahko zahteva daljše čase čakanja na proizvodnjo
Prednosti mednarodnega izvora kovinskih izdelkov
- Nižji stroški dela in proizvodnje za aplikacije, občutljive na ceno
- Dostop do specialnih zlitin, ki se doma ne proizvajajo
- Velike količine na voljo po konkurenčnih cenah
- Diverzifikacija dobaviteljev zmanjšuje odvisnost od enega samega vira
Nedostatki mednarodnega izdelovalnega izvora kovinskih delov
- Podaljšani vodilni časi zaradi prevoza in carinskih postopkov
- Neenakomerna kakovost, ki zahteva dodatno preskušanje in preverjanje
- Carine in nevarnost spremembe trgovinskih politik, ki vplivajo na stroške
- Tveganja za intelektualno lastnino na trgih z nezadostno zaščito
- Komunikacijski izzivi zaradi različnih jezikov in časovnih pasov
- Vranljivost dobavne verige glede na politično nestabilnost in motnje v prevozu
Skriti stroški, ki spremenijo izračun
Površinske cene redko povedo celotno zgodbo. Raziskave kažejo, da proizvajalci, ki uporabljajo preproste izračune končnih stroškov, pogosto podcenjujejo dejanske stroške izselitve za 20–30 %. Pristop skupnih stroškov lastništva razkrije stroške, ki jih začetne ponudbe skrivajo.
Upoštevajte te pogosto prezrte dejavnike:
- Izpostavljenost intelektualni lastnini: Poročila FBI dokumentirajo milijarde dolarjev letnih izgub zaradi kraje intelektualne lastnine na tržiščih z nezadostno zaščito
- Nestabilnost prevozov: Stroški transoceanskih prevozov so v 18 mesecih po marcu 2020 narasli sedemkrat
- Komunikacijska obremenitev: Dvajezični zaposleni porabijo približno 4 ure tedensko za neuradne prevodne naloge, kar podjetjem povzroča približno 7.500 dolarjev letno na zaposlenega v izgubljeni produktivnosti
- Preverjanje kakovosti: Dodatne zahteve glede preskusov in nadzorov uvoženih materialov povečujejo stroške in podaljšujejo čas
- Stroški shranjevanja zalog: Daljše dobavne verige zahtevajo večje investicije v varnostne zaloge
Podatki iz raziskave o ponovnem preselitvi proizvodnje kažejo, da bi 40 % proizvajalcev opreme (OEM) plačalo 10–20 % več za dobavo, ki bi bila pet tednov hitrejša. Ta premija za krajše vodeči časi kaže na pomembno priložnost za domače izdelovalce, da konkurirajo na podlagi vrednosti, ne le cene.
Vaša odločitev o izviranju na koncu temelji na uravnoteženju teh dejavnikov glede na vaše posebne zahteve. Projekti, ki zahtevajo ozke tolerance, hitro ponavljanje ali skladnost z regulativnimi zahtevami, običajno predlagajo domače ameriške partnerje za kovinsko izdelavo. Komponente za visokovolumensko proizvodnjo, pri katerih so roki izvedbe fleksibilni, lahko upravičijo mednarodno izviranje, čeprav to poveča zapletenost.
Kakršno koli geografsko strategijo izberete, je sposobnost ocene opreme za izdelavo in njenih zmogljivosti bistvena za identifikacijo partnerjev, ki resnično lahko izpolnijo svoje obljube. Razumevanje vprašanj, ki jih je treba postaviti glede tehničnih specifikacij opreme, pomaga ločiti dejansko strokovnost od tržnih trditev.
Ocenjevanje opreme za izdelavo in njenih zmogljivosti
Ožili ste svoje geografske preference in razumete, kaj ločuje izdelavo po meri od serijske proizvodnje. Vendar se na tem mestu večina odločitev o nabavi začne napačno: sprejme trditve o zmogljivostih na veri, ne da bi razumeli, kaj specifikacije opreme dejansko pomenijo za rezultate vašega projekta. Ko vam blizu doma delavnica za obdelavo kovin oglašuje »napredno opremo«, za kaj naj resnično iščete?
Zmogljivosti opreme neposredno določajo, ali bo vaš partner za izdelavo kovinskih delov lahko dosledno dobavil dele, ki ustrezajo vašim specifikacijam. Delavnica lahko ima vtisno opremo, vendar dejansko povedo tonožnost, natančnost toleranc in stopnja avtomatizacije.
Zmogljivosti opreme, ki vplivajo na vaše rezultate
Vsaka naprava za obdelavo kovin ima kvantificirane specifikacije, ki napovedujejo njeno zmogljivost pri vaših projektih. Razumevanje teh številk spremeni nejasne razprave o zmogljivostih v natančne ocene.
Natančnost CNC strojev
Glede na raziskave skupine Kesu določa natančnost pri CNC obdelavi, kako tesno se obdelani deli ujemajo z načrtovanimi specifikacijami. Pri ocenjevanju naprednih operacij obdelave kovin se osredotočite na naslednje ključne meritve:
- Doseg tolerance: Dovoljeno odstopanje od določenih dimenzij, običajno izmerjeno v tisočinkah palca ali mikronih. Stroji visoke natančnosti dosežejo ±0,0005" (±0,013 mm), medtem ko standardna oprema zagotavlja le ±0,005" (±0,127 mm).
- Ponavljajoča se točnost: Zmožnost stroja, da se pri več operacijah dosledno vrne na isto pozicijo. To je pomembnejše kot natančnost posameznega dela pri serijski proizvodnji.
- Zmožnost končne obdelave površine: Merjeno v Ra (povprečna hrapavost), to kaže gladkost, ki jo je mogoče doseči brez dodatnih operacij.
- Položajna natančnost: Kako natančno naprava postavlja rezalna orodja v primerjavi z programiranimi koordinatami
Zahtevajte podrobne tehnične specifikacije od potencialnih partnerjev, vključno z tehničnimi listi naprav in zapisniki o kalibraciji. Izdelovalec, ki je prepričan v kakovost svojih orodij za izdelavo plošč, bo te dokumente brez težav posredoval. Poleg tega preverjanje vzorčnih del skupaj z priponkami merilnih poročil potrjuje, ali njihove trditve o natančnosti držijo v praksi.
Nosilnost gnilca in ukrivljena kapaciteta
Specifikacije gnilca določajo, katere debeline materiala in dolžine ukrivljanja lahko vaš izdelovalec obdeluje. Glede na Celovit vodnik CNHAWE , tri specifikacije izstopajo kot ključne za uspeh: nosilnost (v tonah), dolžina ukrivljanja in delovna višina.
Standardna formula za izračun sile zračnega ukrivljanja ponuja uporabno kontekstualno informacijo:
Sila (v tonah) = 575–666 × (debelina materiala v palcih)² × dolžina ukrivljanja v čevljih ÷ širina odprtine matrice v palcih
Materialni dejavniki pomembno vplivajo na zahtevano tonožnost. Mehka jeklena pločevina z natezno trdnostjo 60.000 PSI služi kot osnova, vendar se za različne materiale uporabljajo ustrezne korekcije:
- Nerjaveče ocelesi: Zahteva 1,5× do 1,7× osnovno tonožnost glede na razred materiala
- Aluminij: Zahteva 0,5× do 0,6× osnovno tonožnost
- Jeklo visoke trdnosti: Lahko zahteva 2× ali več osnovne tonožnosti
Izkušeni izdelovalci načrtujejo varnostni pas 20–25 % nad izračunanimi zahtevami. Ta pas omogoča prilagoditev razlikam v debelini materiala, učinkom trdnenja pri obdelavi in obrabi orodja brez tveganja preobremenitve opreme.
Moč laserskega rezalnika in njegove zmogljivosti glede debeline materiala
Moč laserja neposredno vpliva na največjo debelino materiala, ki jo je mogoče rezati, ter na hitrost reza. Sistemi z višjo močjo hitreje režejo debelejše materiale, vendar ta odnos ni linearen. Spodaj so tipične zmogljivosti različnih moči:
- fiber-laserji z močjo 2–4 kW: Idealni za tanko do srednje debelo pločevino; odlična kakovost roba pri materialih pod 0,25"
- sistemi z močjo 6–8 kW: Obdelujte debelejše ploščaste materiale, hkrati pa ohranjajte razumne hitrosti rezanja
- laserji z močjo nad 10 kW: Učinkovito režite debele plošče, kar omogoča izdelovalcem, da tekmujejo pri aplikacijah z debelimi materiali
Poleg surove moči ocenite tudi velikost rezalne mize, avtomatizacijo rokovanja z materiali ter zmogljivosti za uporabo pomožnih plinov dušika/klisika. Ti dejavniki vplivajo tako na to, katere materiale je mogoče obdelovati, kot tudi na učinkovitost pretoka naročil skozi proizvodnjo.
Ravni avtomatizacije za doslednost proizvodnje
Avtomatizacija spremeni stroje za obdelavo kovin iz orodij, odvisnih od operaterja, v dosledne proizvodne sisteme. Pri ocenjevanju izdelovalcev preverite njihove naložbe v avtomatizacijo po več dimenzijah:
- Avtomatsko nalaganje materiala: Zmanjša čas rokovanja in zmanjša tveganje za poškodbe ali ogrebotine med pripravo
- Celice za robotsko varjenje: Dosežete dosledno kakovost varjenja pri serijski proizvodnji v velikem obsegu
- Samodejni pregledni sistemi: Koordinatni merilni stroji (CMM) in vizualni sistemi odkrijejo napake, preden se deli pošljejo
- Integrirani ERP sistemi: Povežite načrtovanje, podatke o kakovosti in sledenje proizvodnji za preglednost
Komponente za obešanje iz natančno obdelane kovine in druge varnostno kritične aplikacije še posebej profitirajo od doslednosti, ki jo omogoča avtomatizacija. Ko človeška spremenljivost predstavlja tveganje, avtomatizirani sistemi zagotavljajo ponovljivost, ki jo zahtevajo standardi kakovosti.
Branje med vrsticami sposobnosti izdelovalcev
Seznami opreme povedo le del zgodbe. Strokovna znanja Weaverja pri kovinskih izdelavih in podobnih usposobljenih operacijah kažejo, da končni rezultat – ali impresivna oprema dejansko prinese impresivne rezultate – določajo znanje operaterjev, prakse vzdrževanja in sistemi kakovosti.
Referenčna tabela za oceno opreme
Uporabite to izčrpno primerjavo pri ocenjevanju potencialnih partnerjev za izdelavo:
| Vrsta opreme | Obseg zmogljivosti | Vpliv na projekt | Vprašanja, ki jih morate postaviti |
|---|---|---|---|
| CNC stroji za obdelavo | toleranca ±0,0005" do ±0,005"; zmogljivost za 3-osno do 5-osno obdelavo | Določa dosegljivo natančnost pri zapletenih geometrijah; vpliva na potrebo po sekundarnih operacijah | Kakšna je vaša dokumentirana ponovljivost? Kako pogosto kalibrirate opremo? Lahko si ogledam nedavne poročila merilnega stroja CMM? |
| Stisne lise | nosilnost od 50 do več kot 1.000 ton; dolžina upogibanja od 4' do več kot 20' | Omejuje debelino materiala in velikost dela; vpliva na natančnost upogibanja pri dolgih delih | S kakšno nosilnostjo razpolagate? Uporabljate li kompenzacijo za izkrivljanje (crowning)? Kakšna je vaša kotna natančnost? |
| Vlaknatiškimi laserskimi rezalniki | moč od 2 kW do več kot 15 kW; zmogljivost za rezanje jekla do debeline več kot 1" | Določa največjo debelino materiala; vpliva na kakovost roba in hitrost rezanja | Kakšna je vaša največja debelina rezanja za posamezne materiale? Katere pomožne pline uporabljate? Kakšne so dimenzije vaše mize? |
| CNC vrtilne prebijalnice | več kot 1 000 zadetkov na minuto; avtomatizirani menjalniki orodij | Učinkovitost pri delih z velikim številom lukenj; oblikovalna sposobnost zmanjšuje sekundarne operacije | Katero knjižnico orodij vzdržujete? Ali lahko oblikujete značilnosti, kot so rešetke in koničasti izvrtki? |
| Svarilno opremo | MIG, TIG, točkovno varjenje, robotske celice | Kakovost in enotnost varjenja; vplivata na strukturno trdnost in videz | Kakšne certifikate imajo vaši varilci? Ali imate možnost robotskega varjenja? Katerih metod pregleda uporabljate? |
| Sistemi za pregled | Koordinatni merilni stroji (CMM), optični primerjalniki, sistemi za vizualni pregled | Sposobnost preverjanja določa zaupanje v izjave o kakovosti | Kako preverjate prve vzorčne dele? Kakšen medprocesni pregled izvajate? Ali lahko predložite potrjene poročila o pregledu? |
Praktična vprašanja, ki razkrijejo resnične sposobnosti
Po Greengate kovinske komponente , zastavitev pravih vprašanj že na začetku pomaga oceniti, ali ima podizvajalec strokovnost, zanesljivost in zmogljivost za izvedbo vašega projekta. Poleg tehničnih specifikacij opreme preverite naslednja področja:
- Održevalske prakse: "Kako pogosto izvajate preventivno vzdrževanje kritične opreme?" Dobro vzdrževane naprave dajejo dosledne rezultate; zapuščena oprema odstopa od specifikacij
- Razporedi kalibracije: "Kdaj je bila vaša koordinatna merilna naprava (CMM) nazadnje kalibrirana in s strani katerega izvajalca?" Potrdila o kalibraciji, izdana s strani neodvisnih izvajalcev, zagotavljajo verodostojnost, ki ji notranja kalibracija ne more zagotoviti
- Kvalifikacije operaterjev: "Kakšno usposabljanje in certifikate imajo vaši operaterji?" Celo odlična oprema zahteva izkušene operaterje, da doseže svoj polni potencial
- Rezervna zmogljivost: "Kaj se zgodi, če se vaš glavni laser izklopi med izvajanjem moje naročilne naloge?" Izdelovalci z nadomestno opremo ali uveljavljenimi odnosi z drugimi podizvajalci zmanjšujejo tveganje motenj
- Dokumentacija procesa: «Ali mi lahko prikažete vzorec delovnega naloga z kontrolnimi točkami kakovosti?» Dokumentirani procesi kažejo na sistematične pristope namesto na ad hoc proizvodnjo
Razmerje med operaterjem in stroji predstavlja še en koristen kazalnik. Razmerje 1:2 ali boljše zagotavlja ustrezno nadzorstvo med proizvodnjo. Preobremenjeni operaterji, ki hitro prehajajo med preveliko število strojev, neizogibno ogrozijo kakovost.
Preverjanje trditev pred zavezovanjem
Tehnične možnosti opreme na papirju pomenijo malo brez dejanskega preverjanja. Pred izbiro svojega želenega partnerja upoštevajte naslednje korake za preverjanje:
- Obiski obratov: Nič ne more nadomestiti osebnega vpogleda v stanje opreme, njeno organizacijo in delovni tok
- Izdelava vzorčnih delov: Zahtevajte izdelavo preskusnih delov z vašimi dejanskimi materiali in specifikacijami
- Preverjanje referenc: Kontaktirajte obstoječe stranke z podobnimi zahtevami za projekte, da preverite trditve o učinkovitosti
- Preverjanje certifikacije: Preverite, ali so certifikati ISO, IATF ali drugih industrijsko specifičnih standardov še veljavni in zajemajo ustrezne procese
Zanesljiv izdelovalec pozdravlja to preverjanje. Zavrnitev, da bi zagotovil dokumentacijo, razporedil obiske obrata ali vas povezal z referencami, bi morala vzbuditi skrbi glede tega, ali so oglašene sposobnosti v resnici tiste, za katere trdijo.
Razumevanje tehničnih specifikacij opreme vam omogoča, da imate bistvene pogovore s potencialnimi partnerji za izdelavo. Lahko razlikujete med delavnicami z dejanskimi sposobnostmi in tistimi, ki izjavljajo zadeve, ki jih njihova oprema ne more podpreti. Ta osnova vas pripravi na zadnji ključni korak: določitev meril za ocenjevanje, s katerimi boste identificirali resnično želene partnere za izdelavo kovin, ki so vredni dolgoročnih odnosov.
Kako izbrati svojega želenega partnerja za izdelavo kovin
Preučili ste zmogljivosti opreme, strategije pridobivanja in zahtevane specifične zahteve posamezne panoge. Zdaj je prišel trenutek resnice: kako vse to znanje uporabiti za dejansko izbiro želenega partnerja za kovinsko izdelavo? Razlika med uspešnim dolgoročnim razmerjem pri izdelavi in dragim razočaranjem se pogosto izkaže v sistematični oceni, ne pa v intuitivni odločitvi ali izbiri najcenejše ponudbe.
Ali iščete specialiste za kovinsko izdelavo v Utahu, raziskujete možnosti kovinske izdelave v Portlandu ali ocenjujete obmorske operacije kovinske izdelave v bližini vaše obratne enote – veljajo isti osnovni merila. Skupaj bomo pregledali preizkušen okvir, ki loči resnično izvirne partnere za kovinsko izdelavo od tistih, ki le trdijo, da so izvirni.
Certifikacijski standardi, ki kažejo na kakovost
Certifikati predstavljajo potrditev tretje strani, da kakovostni sistemi izdelovalca izpolnjujejo priznane standarde. Vendar ne vsi certifikati imajo enako težo za vsako uporabo. Razumevanje tega, kar vsak certifikat predstavlja, vam pomaga uskladiti kvalifikacije partnerja z vašimi dejanskimi zahtevami.
Po DEKRA Certification iATF 16949 predstavlja zlati standard za kakovost v avtomobilski dobavnih verigah. Ta certifikat temelji na zahtevah ISO 9001 in jih dopolnjuje z avtomobilsko specifičnimi elementi, vključno z sledljivostjo za skladnost z regulativnimi zahtevami, varnostno pomembnimi deli in postopki ter postopki upravljanja z garancijo. Za vse, ki nabavljajo podvozja, sisteme za obešanje ali konstrukcijske komponente, sodelovanje z izdelovalci, certificiranimi po IATF 16949, znatno zmanjša tveganje glede kakovosti.
Ključni certifikati, ki jih je treba preveriti pri ocenjevanju raznovrstnih operacij kovinske izdelave, vključujejo:
- ISO 9001: Osnovni certifikat sistema za upravljanje kakovosti, ki velja za vse industrije
- IATF 16949: Certifikat, posebej namenjen avtomobilski industriji, ki potrjuje napredne sisteme kakovosti, preprečevanje napak in načela suhe proizvodnje
- AS9100: Kakovostni standard za letalsko-vesoljsko industrijo z zahtevnimi zahtevami glede dokumentacije in sledljivosti
- ISO 14001: Certifikat za okoljsko upravljanje, ki kaže nameravo podjetja, da izvaja trajnostne prakse
- AWS D1.1: Certifikat za konstrukcijsko varjenje, ki potrjuje kakovost varilnih spojev za nosilne aplikacije
Ne sprejemajte trditev o certifikaciji brez preverjanja. Zahtevajte trenutne potrdila, preverite roke veljavnosti in potrdite, da obseg certifikacije zajema točno tiste procese, ki so pomembni za vaš projekt. Izdelovalec, certificiran za obrabne operacije, morda nima certifikata za varilne procese, ki jih potrebujete.
Popolna kontrolna lista za oceno partnerja
Izbira vašega želenega partnerja za izdelavo zahteva sistematično oceno na več področjih. Glede na strokovna navodila TMCO je pomembno, da ocenjujete ne le ceno, saj resnično vrednost sodelovanja z izkušenimi izdelovalci po meri za kovinske izdelke predstavljajo obrtnost, tehnologija, razširljivost in dokazana naložba v kakovost.
Uporabite ta oštevilčen kontrolni seznam za celovito oceno potencialnih partnerjev za kovinsko izdelavo:
- Preverite trenutne certifikate in zgodovino revizij: Zahtevajte kopije certifikatov ISO 9001, IATF 16949 ali drugih certifikatov, ki so specifični za posamezno industrijo. Preverite datume izdaje, datume poteka veljavnosti ter ali je bil kateri od certifikatov začasno preklican ali umaknjen. Vprašajte za najnovejše ugotovitve revizij in ukrepe za odpravo ugotovljenih pomanjkljivosti.
- Ocenite notranje zmogljivosti v primerjavi z izvenšolskim izvajanjem: Glede na State Line Supply, dobavitelja, ki ponuja sekundarne procese v hiši, lahko dobavitelj, ki ponuja sekundarne procese v hiši, drastično zmanjša čase dobave in logistične težave. Določite, kateri procesi potekajo notranje in kateri so izvedeni prek podizvajalcev, saj prenos nalog povzroča spremenljivost kakovosti.
- Ocenite postopke nadzora kakovosti in pregledno opremo: Vprašajte za postopke prvega pregleda izdelka, medprocesne preglede kakovosti in protokole končnega pregleda. Preverite, ali uporabljajo koordinatne merilne stroje (CMM) ali drugo natančno pregledno opremo, primerno za vaše zahteve glede natančnosti.
- Zahtevajte reference strank iz podobnih uporab: Zanesljiv izdelovalec vas bo povezal z obstoječimi strankami, ki imajo podobne zahteve glede projektov, količin ali industrijskih certifikacij. Neposreden pogovor z referencami razkrije dejansko uspešnost, ki jo tržni materiali zamaknejo.
- Preizkusite odzivnost pri komunikaciji, preden se zavezete: Kako hitro odgovarjajo na zahteve za ponudbo? Ali tehnična vprašanja prejmejo izčrpne odgovore? Vzorci odziva med prodajnim procesom napovedujejo obnašanje med proizvodnjo, ko se pojavijo težave.
- Pregledajte zgodovino dostav na čas: Zahtevajte dokumentirane odstotke dostav na čas. Vprašajte, kako obravnavajo nujne naročila in kaj se zgodi, kadar zamudijo obljubljene roke dostave. Stalno izpolnjevanje rokov za dostavo kaže na operativno izvirnost.
- Potrdite razpoložljivost inženirskih storitev in podpore pri oblikovanju za izdelavo (DFM): Izvirni partnerji za izdelavo kovin sodelujejo že v zgodnjih fazah oblikovalskega procesa, pregledujejo risbe in nudijo smernice za oblikovanje za izdelavo (DFM), s čimer zmanjšujejo stroške brez izgube zmogljivosti. Ta proaktivna podpora preprečuje dragocenega preslikovanja v proizvodnji.
- Ocenite finančno stabilnost in neprekinjenost poslovanja: Finančno zdravje izdelovalca vpliva na njegovo sposobnost, da investira v opremo, ohrani usposobljene delavce in preživi gospodarski zatonek. Za pomembne partnerstva zahtevajte osnovne finančne reference ali preverite kreditne ocene.
Ustvarjanje zanesljivega partnerstva pri izdelavi
Ocenitveni proces sega dlje od preprostega preverjanja izpolnjenosti kriterijev za kvalifikacijo. Po mnenju strokovnjakov iz industrije je učinkovito sodelovanje odvisno od odprte komunikacije, pri čemer so »mehke veščine« dobavitelja enako pomembne kot njegove tehnične veščine.
Kaj ločuje operacije podjetja Industrial Metal Fab Inc., ki so vredne prednostnega statusa? Upoštevajte naslednje kazalnike odnosa:
- Proaktivno obveščanje o težavah: Ali vas takoj obvestijo, ko se pojavijo težave, ali se težave razkrijejo šele po zamujenih rokih?
- Investicija v vaš uspeh: Nadpovprečni partnerji predlagajo izboljšave načrtovanja, opredelijo možnosti za zmanjšanje stroškov in vaše projekte obravnavajo kot svoje
- Transparentno cenjenje: Jasne, podrobne ponudbe omogočajo obveščene odločitve; nejasne ocene pogosto skrivajo preskusne stroške
- Komunikacija o načrtovanju zmogljivosti: Zanesljivi partnerji pošteno razlagajo čase izdelave namesto da bi prekomerno obljubljali, da bi pridobili naročila
- Mentaliteta nenehnega izboljševanja: Iščite izdelovalce, ki spremljajo kazalnike kakovosti, analizirajo napake in uvedejo sistematična izboljšanja
Hitro izdelovanje prototipov in podpora DFM kot razlikovalni dejavniki
Dve sposobnosti vse bolj ločujeta želene izdelovalce od dobaviteljev komoditnih izdelkov: hitrost hitrega izdelovanja prototipov in celovita podpora DFM.
Hitro izdelovanje prototipov omogoča projektantskim ekipam hitro preverjanje konceptov, testiranje oblike in prileganja ter iterativno izboljševanje proti optimalnim rešitvam, preden se naredi orodje za serijsko proizvodnjo. Ko izdelovalec ponuja rok za hitro izdelavo prototipov v petih dneh, se razvojni cikli znatno skrajšajo. Težave lahko zaznate že zgodaj, ko spremembe še ne povzročajo velikih stroškov, namesto da bi jih odkrili med proizvodnjo, ko za spremembe potrebujete draga ponovna orodja.
Podpora DFM je enako dragocena. Izkušeni izdelovalci pregledajo vaše načrte pred proizvodnjo, pri čemer opozorijo na značilnosti, ki povečujejo težavo izdelave, predlagajo alternativne rešitve, ki ohranjajo funkcionalnost, hkrati pa zmanjšajo stroške, ter označijo tolerance, za katere je potrebna visokokakovostna obdelava. Ta sodelovalni pristop preprečuje frustrirajoč cikel prejema delov, ki tehnično ustrezajo risbam, vendar v praksi ne delujejo.
Shaoyi (Ningbo) Metal Technology primerja te lastnosti želenega partnerja v praksi. Njihovi Operacijami, certificiranimi po IATF 16949 ponujajo hitro izdelavo prototipov v petih dneh skupaj s popolno podporo DFM, kar prikazuje, kako vodilni izdelovalci združujejo izjemno certifikacijsko kakovost z praktično inženirsko sodelovanjem. Njihov odziv na ponudbe v 12 urah še dodatno prikazuje odzivnost, ki ločuje želene partnere od počasnejših konkurentov.
Rdeče zastavice, ki opozarjajo na prihodnje težave
Znanje o tem, česa se izogibati, je enako pomembno kot znanje o tem, kaj iščemo. Ti opozorilni znaki pogosto napovedujejo razočaranja v partnerstvu:
- Neodločnost pri zagotavljanju referenc: Kakovostni izdelovalci s ponosom povežejo potencialne stranke s zadovoljnimi strankami
- Nejasni odgovori na tehnična vprašanja: Kompetentni partnerji jasno pojasnijo svoje sposobnosti in pošteno priznajo omejitve
- Pritisk za hitro zavezavo: Zanesljivi izdelovalci razumejo, da temeljita ocena vodi do trših partnerstev
- Zastarela oprema brez načrtov za nadgradnjo: Zamujanje vlaganj v osnovno sredstva pogosto kaže na finančne omejitve ali zadovoljstvo z obstoječim stanjem
- Visoka fluktuacija zaposlenih: Nenasičen delovni osebje povzroča neskladno kakovost in izgubo institucionalnega znanja
- Manjkajoče ali potekle certifikacije: Prekinitve certifikacij kažejo na okvare v sistemu kakovosti
Zanesljiv partner za izdelavo ne izdeluje le delov – podpira vaše cilje, izboljšuje vaš izdelek in vam pomaga postaviti vaš projekt na pot dolgoročnega uspeha.
Izbira končne variante
Ko je ocena končana, za sprejetje končne odločitve morate dejavnike utežiti glede na vaše posebne prioritete. Najcenejša možnost redko zagotovi najvišjo skupno vrednost, če upoštevate težave s kakovostjo, zamude pri dobavi in komunikacijske težave.
Razmislite o izdelavi utežene ocenjevalne matrike, ki odraža vaše dejanske prioritete. Če je hitra iteracija najpomembnejša, naj bo hitrost izdelave prototipov učinkovito utežena. Če zahtevane specifikacije določajo predpisi, poudarite preverjanje certifikacij. Če prevladuje pritisk zaradi stroškov, uravnotežite cene z zgodovino kakovosti, da se izognete lažnim varčevalnim rešitvam.
Ne pozabite, da izbor preferiranega partnerja za obdelavo kovin predstavlja naložbo v vašo proizvodno prihodnost. Napor, ki ga vložite v začetni fazi ocenjevanja, se obrestuje zmanjšanjem težav s kakovostjo, gladkejšo komunikacijo ter odnosom pri izdelavi, ki okrepita vaše operacije namesto da bi jih obremenila.
Z uporabo teh sistematičnih meril spremenite izbor partnerjev za izdelavo iz nezanesljive ugibanja v utemeljeno odločanje. Kaj je rezultat? Partnerstva, ki temeljijo na preverjenih sposobnostih namesto na tržnih obljubah, in zagotavljajo stalno kakovost in zanesljivost, ki jo resnično predstavlja status »preferiranega« partnerja.
Pogosto zastavljena vprašanja o preferirani izdelavi kovin
1. Kaj je preferirana izdelava kovin?
Preferirana izdelava kovin pomeni strategični proizvodni pristop, pri katerem podjetja izbirajo partnere za izdelavo na podlagi certifikatov kakovosti, dokazanih sposobnosti in stalne zanesljivosti, namesto da bi izbrala najcenejšo ponudbo. Izraz »preferiran« označuje preverjeno in zaupanja vredno partnerstvo, ki temelji na zgodovini uspešnega delovanja, transparentni komunikaciji in medsebojni zavezi do izjemnosti. V nasprotju s transakcijskimi odnosy z dobavitelji vključujejo partnerstva za preferirano izdelavo kovin globoko poznavanje vaših industrijskih zahtev, prednostnih materialov in standardov natančnosti.
2. Kateri so trije načini obdelave kovin?
Tri osnovne tehnike obdelave kovin so rezanje, upogibanje in sestavljanje. Rezanje vključuje lasersko rezanje in CNC prebijanje za natančno odstranjevanje materiala. Pri upogibanju se za pretvorbo ravnih plošč v trodimenzionalne komponente uporabljajo upogibne presje z metodami upogibanja v zraku, upogibanja na dnu ali kovanja. Sestavljanje povezuje izdelane dele z varilnimi postopki, kot so varjenje z mehkim žico (MIG), varjenje z volframovo elektrodo v zaščitni atmosferi (TIG) ali točkovno varjenje. Razumevanje teh osnovnih postopkov pomaga kupcem pri ocenjevanju partnerjev za obdelavo kovin ter pri prilagajanju njihovih zmogljivosti posebnim zahtevam projekta.
3. Ali so izdelovalci kovinskih konstrukcij v povpraševanju?
Da, kovinske izdelovalce trenutno zelo iščejo zaradi pomanjkanja strokovnih spretnosti v kombinaciji z rastjo panoge. Trend ponovnega preselitve proizvodnje v domače trge je povečal potrebe po domači proizvodnji, pri čemer 95 % proizvajalcev opreme za originalno opremo (OEM) poroča o zadovoljstvu z rezultati ponovnega preselitve proizvodnje. Dela v kovinskih izdelovalnih podjetjih segajo na različne panoge, med drugim avtomobilsko, letalsko in vesoljsko, ogrevanje, prezračevanje in klimatizacijo (HVAC) ter elektroniko. Posebej iščejo certificirane izdelovalce z ustreznimi priznanji IATF 16949 ali AS9100 za natančne aplikacije, ki zahtevajo stalno kakovost in dokumentirane postopke.
4. Katera priznanja bi moral imeti prednostni partner za kovinsko izdelavo?
Osnovne certifikacije so odvisne od vaše industrije. ISO 9001 zagotavlja temeljno potrditev sistema upravljanja kakovosti v vseh panogah. IATF 16949 je ključnega pomena za avtomobilsko dobavno verigo, saj zagotavlja preprečevanje napak, izvajanje načel tanke proizvodnje in skladnost z zahtevami za upravljanje garancij. AS9100 pokriva letalsko-kosmične aplikacije z natančnimi zahtevami glede sledljivosti. AWS D1.1 potrjuje kakovost konstrukcijskih varilnih spojev za komponente, ki nosijo obremenitev. Pred zaključitvijo sodelovanja z izdelovalcem vedno preverite veljavnost certifikata, obseg pokritosti in najnovejše ugotovitve revizij.
5. Kako izbrati med domačim in mednarodnim viranjem kovinske izdelave?
Ocenite svoje prioritete glede časa izdelave, nadzora kakovosti, komunikacije in skupnih stroškov lastništva. Notranja izdelava ponuja krajše čase izdelave, neposreden nadzor kakovosti, komunikacijo v istem časovnem pasu ter skladnost z regulativnimi zahtevami za nakup po načelu »Kupi v Ameriki«. Mednarodno oskrbovanje lahko zagotovi nižje stroške dela, vendar dodaja zamude pri dostavi, potrebe po preverjanju kakovosti, tveganja za intelektualno lastnino ter skrite stroške, ki lahko dejanske stroške povečajo za 20–30 % več kot navedeni začetni ponudki. Projekti, ki zahtevajo omejene dopustne odstopanja, hitro izdelavo prototipov ali skladnost s certifikacijskimi zahtevami, običajno bolj ugodijo domačim partnerjem.