 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Izbira podjetja za natančno izdelavo lima: 8 ključnih dejavnikov, ki jih večina kupcev spregleda

Kaj določa podjetje za natančno izdelavo iz pločevine
Ko začnete iskati partnerja za izdelavo, boste hitro ugotovili, da si mnoge delavnice prizadevajo za »natančno« izdelavo. A kaj dejansko ločuje pravo podjetje za natančno izdelavo iz pločevine od običajnega izdelovalca? Razlika ni le v trženjskih izrazih – temelji na merljivih specifikacijah, ki neposredno vplivajo na to, ali bodo vaši deli delovali tako, kot so bili zasnovani.
Natančna izdelava iz pločevine predstavlja proizvodnjo inženirsko visoke kakovosti z najvišjimi zahtevami glede natančnosti in kakovosti, pri čemer se običajno ohranjajo dopustni odmiki med ±0,005" in ±0,010" (±0,13 mm do ±0,25 mm) tudi pri zapletenih geometrijah.
To je pomembno, ker lahko komponente, ki ne izpolnjujejo natančnih specifikacij, povzročijo napake pri sestavljanju, povlek izdelkov in dragocen ponovni delovni proces.
Kaj loči natančnost od standardne izdelave
Predstavljajte si naročilo po meri izdelane ohišja za medicinsko opremo. Pri standardni izdelavi bi lahko prejeli dele z dopustnimi odstopanji ±1/16" do ±1/8" (±1,6 mm do ±3,2 mm) . Ta razlika se morda zdi majhna, vendar se pri večih komponentah, ki se morajo natančno prilegati druga drugi, te odstopanja hitro kumulativno povečujejo.
Podjetja za natančno izdelavo iz pločevine delujejo na povsem drugačni ravni. Uporabljajo napredne sisteme s fibernimi laserji, koordinatne merilne stroje (CMM) ter avtomatizirane sistem za upogibanje z tehnologijo korekcije kota. Še pomembneje je, da razumejo obnašanje materialov – kako se različne zlitine po upogibanju vračajo v izvirno obliko (t. i. 'spring back'), kako smer zrn vpliva na oblikovanje in kako termična raztezek vpliva na končne mere.
Ključne razlikovalne lastnosti med standardno in natančno izdelavo vključujejo:
- Napredna oprema: Standardni obrati uporabljajo osnovne šestilke in vizualni pregled; podjetja za natančno izdelavo limenin uporabljajo sisteme CMM, optične primerjalnike in lasersko merilno tehnologijo
- Strokovno znanje materialov: Natančni izdelovalci razumejo, kako se nerjavnega jekla 316L obnaša drugače kot 304 med operacijami oblikovanja
- Naložba v orodje: Orodja in natančni pripravki, prilagojeni specifični uporabi, ki lahko stanejo 3–5-krat več kot standardna orodja, a zagotavljajo ponovljivo natančnost
- Kvaliteta sistemov: Statistični nadzor procesov, pregled prvega izdelka in popolna sledljivost materiala
Razumevanje navorov natančnosti pri obdelavi kovin
Navori natančnosti delujejo kot »natančnostni dogovor«, ki poteka skozi celotno življenjsko dobo vašega izdelka. Vsak navor natančnosti vpliva na prihodnjo zmogljivost, stroške izdelave in učinkovitost sestave. Navorje natančnosti si predstavljajte kot varovalne ograje okoli nominalnih dimenzij – če ostanejo znotraj njih, bodo vaši deli pravilno delovali.
Glede na industrijske standarde so tolerance razvrščene v 18 ravni. Podjetja za natančno izdelavo pločevinastih delov običajno delujejo v razredih IT5 do IT7 za inženirske aplikacije, medtem ko standardne delavnice delujejo v razredih IT12 do IT14.
To pomeni naslednje v praksi:
- Laserjev sekanj: Sodobni sistemi z vlaknastimi laserji ohranjajo tolerance med ±0,1 mm in ±0,3 mm, kar se spreminja glede na debelino materiala.
- Upogibni postopki: Natančni upogibni stroji dosežejo kotne tolerance približno ±0,5°.
- Natančno žigosanje: Zmožni so doseči dimenzionalne tolerance ±0,05 mm ali še natančnejše.
Industrije, kot so letalsko-kosmična industrija, medicinska oprema in obrambna industrija, zahtevajo te ozke specifikacije, saj odpoved komponent povzroči resne posledice. V letalsko-kosmičnih aplikacijah odstopanje 0,020" lahko naredi delo popolnoma neuporabno. Pri ohišjih medicinskih naprav neposredno vpliva dimenzionalna natančnost na skladnost z zahtevami FDA in varnost bolnikov.
Izazov? Uporaba nepotrebno ožjih dopustnih odstopanj znatno podaljša čas izdelave in poveča stroške. Cilj je najti ravnovesje – dopustna odstopanja naj bodo dovolj ožja, da ohranijo funkcionalnost, hkrati pa dovolj realna, da omogočajo učinkovito izdelavo. Razumevanje tega ravnovesja je vaš prvi korak pri izbiri pravega partnerja za natančno izdelavo iz pločevine.
Osnovni postopki izdelave in zmogljivosti opreme
Ko razumete, kaj ločuje natančno delo od standardne izdelave, si oglejmo dejanske postopke, ki omogočajo dosego ožjih dopustnih odstopanj. Podjetje za natančno izdelavo iz pločevine ne poseduje le dragocene opreme – temveč razume, kako vsak postopek prispeva k dimenzionalni natančnosti in kakovosti površine. Ko ocenjujete potencialne partnere, vam znanje o tem, kar ti postopki omogočajo, pomaga postavljati bolj pametna vprašanja in prepoznati resnične zmogljivosti.
Osnovni postopki, ki jih uporabljajo podjetja za natančno izdelavo iz pločevine spadajo v več kategorij, pri čemer vsaka kategorija služi določenim namenom pri pretvarjanju ploščatih materialov v končne sestavne dele:
- Laserjev sekanj: Uporablja usmerjeno svetlobno energijo za natančne reze z minimalno deformacijo materiala in kakovostjo roba, primerno za vidne površine
- CNC perforacija: Postavi material pod udarno glavo za hitro izdelavo lukenj in oblikovanje v aplikacijah z visoko proizvodnjo
- Upogibanje in oblikovanje: Pretvarja ploščata polizdelka v tridimenzionalne oblike z uporabo gugalnih stiskalnic in specializirane orodne opreme
- Vrednja: Združuje več sestavnih delov z uporabo toplote in tlaka, pri čemer so različne metode primerni za različne materiale in aplikacije
- Rezanje z vodnim curkom: Uporablja vodo pod visokim tlakom (pogosto z abrazivi) za toplotno občutljive materiale ali debele plošče, kjer je toplotna deformacija nepredvidljiva
Laserjsko rezanje in njegova vloga pri natančnem delu
Ko potrebujete dele z čistimi robovi, natančnimi dimenzionimi tolerancami in minimalnimi območji, vplivanimi s toploto, postane lasersko rezanje vaša glavna izdelovalna metoda. Sodobne podjetja za natančno izdelavo pločevinastih delov običajno uporabljajo dve glavni laserski tehnologiji: CO2-laserje in vlaknene laserje.
Vlakneni laserski rez je postal industrijski standard za večino natančnih aplikacij. Glede na podatke iz industrije vlakneni laserji uporabljajo laserske diode, ki jih prenašajo optična vlakna, za ustvarjanje rezov, kar omogoča visoko moč izhoda in izjemno učinkovitost. Ta tehnologija se izjemno dobro kaže pri rezanju odsevnih materialov, kot so aluminij in bakrove zlitine, ki so predstavljali izziv za starejše CO2-sisteme.
Specifikacije opreme tu pomembno vplivajo. Razmislite, kako različne laserske zmogljivosti vplivajo na možnosti vašega projekta:
| Vrsta laserja | Močni opseg | Najboljše uporabe | Možnost rezanja debeline materiala |
|---|---|---|---|
| 8 kW vlakneni laser | Visoka moč izhoda | Splošno inženirstvo, rezanje debele plošče | Mehka jeklena pločevina do 30 mm; nerjavna jeklena pločevina do 30 mm |
| 4 kW CO2-laser | Srednja izhodna moč | Napiske, dekorativna dela, tanki materiali | Mehka jeklena pločevina do 16 mm; nerjavna jeklena pločevina do 12 mm |
| Žična EDM | Električni izbojni rez | Zelo omejene dopustne odstopanja, zakaljeni materiali | Omejeno z velikostjo kopeli, ne z trdoto materiala |
Poleg samega laserskega rezalnika poiščite tudi avtomatizirane sisteme za rokovanje z materiali. Vodilne točne podjetja za obdelavo pločevin integrirajo razvijalne linije, ki surovine neposredno vnašajo v rezalne sisteme, s čimer zmanjšajo poškodbe zaradi rokovanja in izboljšajo zmogljivost. Plazemske rezalne mize delujejo kot dopolnilna oprema za debelejše materiale, kjer postane lasersko rezanje manj ekonomično.
Ena pogosto prezrta možnost? Rezanje z žico EDM, pri katerem nabita tanka kovinska žica uporablja električne iskre za taljenje materiala brez fizičnega stika z delovnim kosom. Žica nikoli ne dotakne materiala – namesto tega nadzorovane iskre premostijo razmik, medtem ko dielektrična tekočina hladi rezalno cono in odstranjuje odvečen material. Ta postopek doseže natančnost, ki je nedosegljiva z običajnimi rezalnimi metodami.
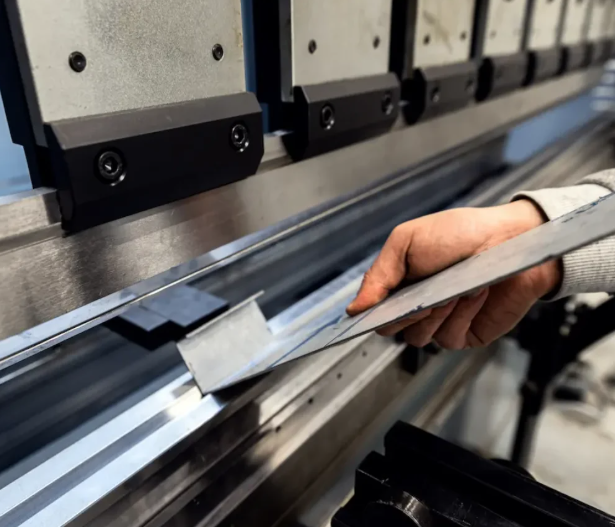
Pojasnjene tehnike upogibanja, oblikovanja in varjenja
Izrezovanje ravnih polizdelkov predstavlja le polovico izdelovalne izzive. Pretvorba teh polizdelkov v trodimenzionalne komponente zahteva enako napredne sposobnosti upogibanja in oblikovanja.
Tehnologija upogibnih stiskalnic se je dramatično razvijala. Sodobne CNC upogibne stiskalnice, kot je Bystronic Xpert serija , ponujajo upogibno silo 150 ton z delovnimi hitrostmi do 20 mm/s in največjimi hitrostmi hitrega premikanja do 220 mm/s. Še pomembneje je, da imajo merjenje kota v realnem času in samodejno korekcijo – naprava dejansko med postopkom oblikovanja meri kot upogiba in se samodejno prilagaja, da kompenzira elastični povratek materiala.
Zakaj je to pomembno za vaše dele? Različni materiali se po upogibanju različno elastično vračajo. Za dosego končnega kota 90 stopinj pri nerjavnem jeklu 304 je morda potrebno upogniti že na 88 stopinj. Brez samodejne korekcije kota morajo operaterji zanašati na izkušnje in poskusno napako – kar povečuje čas izdelave in uvede razlike med posameznimi deli.
Zmogljivosti varjenja dopolnjujejo izdelovalni proces. Kompleten podjetje za natančno izdelavo pločevinastih delov ponuja več metod varjenja, prilagojenih določenim uporabam:
- TIG varjenje (volfram, zaščiten z nespremenljivim plinom): Proizvaja najčistejše zvarne šve za vidne površine in tanke materiale; prednostno se uporablja pri nerjavnem jeklu in aluminiju
- MIG varjenje (kovina, zaščitena z nespremenljivim plinom): Hitrejše kot TIG-varjenje, idealno za daljše zvarne šve in debelejše materiale
- Varjenje s stikom (resistensno točkovno varjenje): Ustvarja ločene točke povezave brez vidnih sledi na površini; pogosto se uporablja pri ohišjih in nosilcih
- Laserjsko varjenje: Omogoča minimalen vnos toplote in deformacije za natančne sestave, ki zahtevajo tesen nadzor dimenzij
Poleg osnovne izdelave poiščite tudi sekundarne zmogljivosti, ki dokončajo vaše dele. Profesionalna podjetja za natančno izdelavo pločevinastih delov ponujajo namestitev strojne opreme, brušenje in škropljenje za pripravo površine, pršenje s praškom ali tekočo barvo za zaščito pred korozijo ter sestavne storitve, ki vam dobavijo končne izdelke namesto posameznih komponent.
Oprema, s katero deluje izdelovalec, vam pove o njegovi najvišji zmogljivosti – vendar pa določa, ali lahko dosledno izvaja natančne rezultate, način, kako te postopke združi v učinkovite delovne procese.
Materiali in njihov vpliv na natančnost rezultatov
Izbrali ste izdelovalca z izjemno opremo in preizkušenimi postopki. Vendar pa veliko kupcev spregleda naslednje: material, ki ga izberete, vpliva na dimenzionalno natančnost enako kot stroji, ki opravljajo delo. Podjetje za natančno oblikovanje limenih delov razume, da se vsaka zlitina ob rezanju, upogibanju in varjenju obnaša drugače – in to obnašanje neposredno določa, ali bodo vaši deli ustrezali specifikacijam.
Razmislite o tem na naslednji način: aluminij se po upogibanju manj predvidljivo povrne kot mehka jeklena pločevina. Nerjavnega jekla se med oblikovanjem trdi , kar spreminja njegove lastnosti med procesom. Bakrove zlitine tako učinkovito prevajajo toploto, da za varjenje zahtevajo popolnoma drugačne parametre. To niso drobne podrobnosti – temu so skrite spremenljivke, ki ločijo uspešne projekte od dragih ponovnih izdelav.
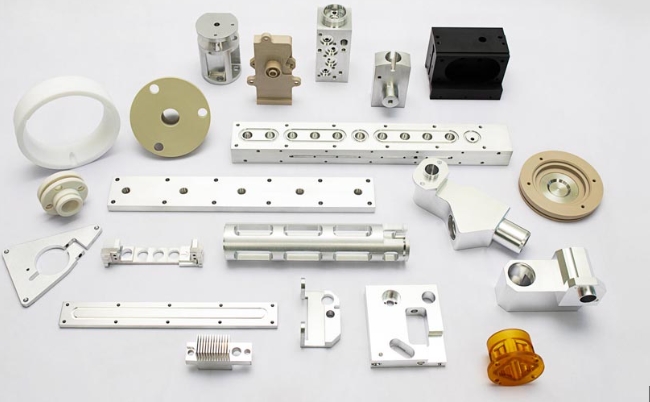
Nerjavnega jekla, aluminija in specialnih zlitin
Podjetja za natančno izdelavo ploščastih kovinskih delov običajno delujejo z osnovno skupino materialov, pri čemer je vsak izbran glede na določene lastnosti delovanja. Razumevanje teh možnosti vam pomaga prilagoditi lastnosti materiala zahtevam vaše uporabe.
Nerjavnega jekla ostaja osnovni material za uporabe, ki zahtevajo trdnost in odpornost proti koroziji. Glede na analizo materialov s strani specialistov za natančno izdelavo , različice nerjavnega jekla opravljajo različne naloge:
- Austenitne sorte (304, 316): Odlična odpornost proti koroziji, ne moremagnetna po žarjenju, visoka raztegljivost in oblikljivost – idealna za medicinske naprave in opremo za predelavo hrane
- Feritne vrste (430, 446): Magnetna, odporna proti toploti, primerna za visoko temperaturne aplikacije, kot so industrijski peči in izpušni sistemi
- Martenzitske različice (410, 420): Za trditev z toplotno obdelavo; odlična trdnost in obrabna odpornost – pogosto se določajo za letalsko-kosmične komponente in natančno orodje
Aluminijske zlitine ponujajo najboljši razmerje med trdnostjo in maso za aplikacije, kjer je zmanjševanje mase pomembno. Zlitina 6061 prevladuje pri natančnih delih, ker se čisto obdeluje, ohranja natančnost ±0,01–0,02 mm pri stabilnih nastavitvah in sprejema anodizacijo za visokokakovostne površine. Za ohišja elektronskih naprav, audio opreme in prenosnih naprav aluminij zagotavlja tako zmogljivost kot tudi estetiko.
Specialne zlitine vstopijo v igro, ko standardni materiali ne morejo izpolniti ekstremnih zahtev. Titan ponuja izjemno razmerje trdnosti in mase ter odpornost proti koroziji za medicinske implante in letalsko-kosmične aplikacije – čeprav njegova nizka toplotna prevodnost in tendenca k delovni trdosti zahtevata specializirano strokovnost pri obdelavi. Baker in mesing ponujata odlično električno in toplotno prevodnost za elektronske aplikacije, vendar njihova masa in cena omejujeta uporabo na komponente, kjer je funkcionalna učinkovitost ključna.
Kako lastnosti materiala vplivajo na natančnost izdelave
Tukaj postane izbor materiala praktičen. Vsaka lastnost, ki jo vidite na podatkovnem listu, se neposredno prevede v izzive ali prednosti pri izdelavi. Podjetje za natančno izdelavo pločevinastih delov te lastnosti oceni že pred tem, ko vam ponudi projekt:
| Material | Tipične dosegljive tolerance | Minimalni radij upogiba | Spojnost | Najboljše uporabe |
|---|---|---|---|---|
| Sestavljanje z električnim električnim motorjem | ±0,01–0,02 mm | ≥1,5–2× debelina | Lahko varjeno z TIG-/MIG-varjenjem | Medicinska oprema, oprema za hrano, morska okolja |
| Aluminij 6061 | ±0,01–0,02 mm | ≥1× debelina | Varljivo, v toplotno vplivani coni pa izgubi 30–50 % trdnosti | Lahki ohišja, toplotni odvajalniki, zračno-vesoljske konstrukcije |
| Mehen ocel | ±0,05 mm (nagnjeno k izkrivljanju) | ≥1× debelina | Odlično – najbolj prijazno za varjenje | Konstrukcijski nosilci, okvirji, komponente, občutljive glede na stroške |
| Bakar/Mesing | ±0,02–0,05 mm | ≥0,5–1× debelina | Težko se varijo; prednost ima paširanje | Električni stiki, toplotni izmenjevalniki, dekorativni elementi |
| Titan | ±0,02–0,05 mm | ≥1,5× debelina | Zahteva specializirano inertno atmosfero | Medicinski implanti, zračno-vesoljske in visoko zmogljive aplikacije |
Opazite, kako mehka jeklena pločevina – pogosto najcenejša možnost – v stolpcu za dopustne odstopanja kaže »nagnjena k izkrivljanju«. To ni omejitev opreme, temveč lastnost materiala. Tanke jeklene pločevine se med obdelavo ali varjenjem pogosto izkrivljajo, zato je ±0,05 mm realnejša dopustna odstopanja kot tesnejše dopustne odstopanje, dosegljive z aluminijem ali nerjavnim jeklom.
Zahteve glede radija ukrivljanja razkrijejo še eno ključno težavo. Po mnenju strokovnjakov za izdelavo se konstruktorji, ki določijo ostre 90-stopinjske ukrivitve iz nerjavnega jekla brez zadostnega radija, med oblikovanjem pogosto srečajo z razpokami na robovih. Varni privzeti nastavitvi? Radij ukrivljanja naj bo enak ali večji od debeline materiala za duktilne kovine, za manj prijazne zlitine, kot je npr. nerjavno jeklo, pa ga naj se poveča na 1,5–2×.
Okoljski pogoji vplivajo tudi na izbiro materialov na način, ki ga kupci pogosto prezrejo. Za zunanjih, morskih ali steriliziranih uporab, kjer je korozija stalna, postaneta nerjavnih jekla 304 ali 316 obvezna. Aluminij odpornost proti koroziji pri splošni rabi, v morski vodi pa potrebuje anodizacijo ali zaščitne premaze. Mehko jeklo je primerno za notranjo uporabo z ustrezno zaščitno prevleko, vendar se bo hitro zarjavelo, če pride v stik z vlago brez zaščite.
Ključna sporočila? Izbor materiala ni neodvisen od vaših zahtev glede natančnosti – temveč je njen sestavni del. Isto toleranco ±0,010" je znatno dražje doseči pri titanu, ki se trdi s plastnim deformiranjem, kot pri dobro obdelovalnem aluminiju 6061. Kompetentna podjetja za natančno izdelavo iz pločevinastih delov vam pomagajo premostiti te kompromise in prilagoditi lastnosti materiala tako funkcionalnim zahtevam kot omejitvam proračuna.
Ko so materiali razumljeni, se vaša naslednja izziv postane ocena tega, ali potencialni partnerji za izdelavo dejansko lahko zagotovijo natančnost, ki jo obljubljajo. Ta ocena gre dlje od seznamov opreme in vključuje certifikate, sisteme kakovosti ter proizvodne pristope, ki ločijo zanesljive partnerje od tveganih izbir.

Kako oceniti in izbrati partnerja za natančno izdelavo pločevinastih delov
Pregledali ste postopke, preučili specifikacije opreme in primerjali možnosti materialov. Tukaj pa večina kupcev zgreši: pretvorba tehničnega znanja v zanesljiv okvir za ocenjevanje. Kako dejansko preverite, da lahko podjetje za izdelavo natančnih pločevinastih delov po meri zagotovi dosledne rezultate v obdobju mesecev ali celo let proizvodnje?
Odgovor leži v razumevanju tega, kaj kakovostne certifikacije dejansko dokazujejo, kako oceniti proizvodne pristope izven preprostih seznamov opreme ter katere operativne kazalnike ločijo partnerje za svetovno razredno natančnost od posrednih izvajalcev. Sestavimo praktični kontrolni seznam za oceno, ki ga lahko uporabite pri katerem koli potencialnem partnerju za izdelavo.
Potrdila kakovosti in njihovo pomen
Certifikati niso le ploščice na steni v predalu—predstavljajo preverjene sisteme upravljanja kakovosti, ki vplivajo na vsak del, ki ga vaš dobavitelj proizvede. Vendar ne vsi certifikati imajo enako težo za vsako uporabo. Razumevanje hierarhije vam pomaga postaviti ustrezna pričakovanja.
ISO 9001 služi kot osnova. Glede na strokovnjake za certifikacije v proizvodnji ta mednarodno priznana standardna določa zahteve za dosledno zagotavljanje kakovosti v vseh panogah. Podjetje za natančno izdelavo pločevinastih delov, ki je certificirano po ISO 9001, je dokazalo uradno kakovostno upravljanje, usmerjeno v »zadovoljevanje strank, optimizacijo procesov za učinkovitost in natančnost ter spodbujanje in vključevanje zaposlenih na vseh ravneh«. Certifikacija zahteva opravljen podrobni revizijski pregled vsakih tri leta – zato predstavlja trajno angažma, ne pa le enkratno dosežek.
AS9100 vzame zahteve standarda ISO 9001 in jih razširi posebej za uporabo v letalsko-kosmični industriji, letalstvu in obrambnih sistemih. Če vaši sestavni deli lahko vplivajo na človeško varnost – mislimo na konstrukcije letal, medicinske naprave ali obrambne sisteme – postane ta certifikacija bistvena, ne pa le dodatna možnost. AS9100 določa stroge protokole za:
- Upravljanje tveganj z določeno odgovornostjo posameznih oddelkov
- Preprečevanje in preverjanje ponarejenih delov
- Protokole za shranjevanje opreme z določenimi urniki vzdrževanja
- Preverjanje informacij s pomočjo neodvisnega testiranja in nadzora
IATF 16949 predstavlja standard za upravljanje kakovosti v avtomobilski industriji in poudarja preprečevanje napak ter zmanjševanje odpadkov v celotni dobavni verigi. Za komponente podvozja, delove vzmetenja ali strukturne sestave ta certifikacija kaže, da izdelovalec razume avtomobilsko specifične zahteve.
Kaj naj iščete v vaši posebni situaciji? Uporabite ta okvir:
| Vaša uporaba | Minimalna certifikacija | Prednostna certifikacija | Zakaj je to pomembno |
|---|---|---|---|
| Splošni komercialni izdelki | ISO 9001 | ISO 9001 | Zagotavlja dokumentirane postopke kakovosti in nenehno izboljševanje |
| Aerokosmične ali obrambne komponente | AS9100 | AS9100 + NADCAP | Za večino aerokosmičnih izvirnih opremnih proizvajalcev (OEM) obvezna; dokazuje sposobnost za varnostno kritične aplikacije |
| Avtomobilske deli | ISO 9001 | IATF 16949 | Ujema se z zahtevami izvirnih opremnih proizvajalcev (OEM) za dobavno verigo ter z njihovim poudarkom na preprečevanju napak |
| Medicinski instrumenti | ISO 9001 | ISO 13485 | Ureja zahteve glede regulativne skladnosti in sledljivosti |
Ocenjevanje naložb v opremo in tehnologijo
Certifikati potrjujejo sisteme in postopke. A kaj je z dejansko proizvodno zmogljivostjo? Tu morate pogledati čez seznam opreme in razumeti, kako podjetje za natančno izdelavo pločevinastih delov organizira proizvodnjo.
Celične proizvodne postavitve predstavljajo enega najjasnejših kazalcev operativne izvirnosti. Namesto da bi opremo organizirali po vrsti procesa – vse laserske naprave v enem območju, vse gugalne prese v drugem – celice združujejo stroje za obravnavo določenih družin izdelkov. Glede na strokovnjake za tančno proizvodnjo , ta pristop znatno zmanjša zaloge v procesu izdelave in čase dobave ter hkrati izboljša doslednost kakovosti.
Zakaj je to pomembno za natančnost? Ko se deli premikajo krajše razdalje med operacijami, se poškodbe pri rokovanju zmanjšajo. Ko ista ekipa upravlja celotno družino izdelkov, razvije globoko strokovno znanje o dopustnih odstopanjih in obnašanju materialov te družine. Rezultat: manj napak, hitrejši pretok in predvidljivejša kakovost.
Disciplina takt časa predstavlja še en kazalec kakovosti. Delavnice, ki izračunajo in vzdržujejo proizvodni ritem – hitrost, s katero morajo biti izdelki dokončani, da se izpolnijo zahteve trga – kažejo zrelost nadzora procesov. Kot je opazil en izkušen strokovnjak iz industrije: »Deli, ki 'spijo', ne ustvarjajo dobička.« Velike količine delov v izdelavi, ki ležijo na policah, kažejo na nepredvidljiv pretok, ki pogosto korrelira z neskladnostmi v kakovosti.
Pri ocenjevanju opreme postavite vprašanja, ki razkrijejo operativno filozofijo:
- Kako ločujete visokozmogljive pogodbene naloge od nalog z nizko količino prototipov?
- Kakšna je vaša običajna zaloga delov v izdelavi, izmerjena v dnevih proizvodnje?
- Kako hitro lahko odreagirate na inženirske spremembe v sredini proizvodnje?
- Kakšen odstotek delov zahteva ponovno obdelavo ali je odpad?
Odgovi razkrivajo več o natančnostni sposobnosti kot katera koli tehnična specifikacija opreme.
Vaša kontrolna lista za oceno partnerja
Preden se zavežete s partnerjem za natančno izdelavo iz pločevine, skozi to podrobno kontrolno listo. Ne vsak predmet velja za vsak projekt, vendar pokrivanje teh področij prepreči dragocene presnove:
- Preverjanje certifikacije: Zahtevajte kopije trenutnih certifikatov in preverite roke veljavnosti; certifikati zahtevajo revizije vsakih tri leta
- Dokumentacija kakovostnega sistema: Zahtevajte vzorčne poročila o pregledih, postopke za pregled prvega izdelka ter primere ukrepov za odpravo napak
- Možnosti opreme: Potrdite, da določene stroje lahko uporabljate za vaše vrste materialov, debeline in zahteve glede natančnosti
- Sledljivost materiala: Preverite, ali ohranjajo popolne zapise, ki povezujejo končane dele z certifikati surovin
- Preizkusna oprema: Poiščite sisteme CMM, optične primerjalnike in kalibrirana merilna orodja, primerna za vaše zahteve glede natančnosti
- Statistično krmiljenje procesov: Vprašajte, ali spremljajo zmogljivost procesa (vrednosti Cpk) za kritične mere
- Transparentnost izvedbenih rokov: Zahtevajte realistične časovne okvire in razumite dejavnike, ki jih določajo – omejitve kapacitete, razpoložljivost materialov ali zapletenost procesa
- Hitrost komunikacijskega odzivanja: Opozorite, kako hitro odgovarjajo na zahteve za ponudbo in tehnična vprašanja med ocenjevanjem
- Razpoložljivost vzorcev ali prototipov: Razmislite o zahtevi za vzorčne dele pred tem, ko se zavezujete k proizvodnji v večjih količinah
- Reference strank: Zahtevajte reference strank iz vaše industrije ali s podobnimi zahtevami glede natančnosti
Najboljša podjetja za natančno izdelavo pločevinastih delov pozdravljajo to raven preverjanja. V sisteme in sposobnosti so naložila posebej, da dokazujejo preverjeno kakovost – in razumejo, da temeljito ocenjevanje gradi temelj za uspešne dolgoročne partnerstva.
Ko so kriteriji za ocenjevanje določeni, ste pripravljeni razmisliti še o enem dejavniku, ki ločuje uspešne projekte od frustrirajočih: kako vaše oblikovalske odločitve omogočajo – ali omejujejo – natančne rezultate, ki jih potrebujete.
Oblikovanje za izdelavo v projektih iz pločevine
Tu je dejstvo, ki ujame mnoge kupce nepripravljene: vaše oblikovalske odločitve vplivajo na izdelovalne rezultate enako kot oprema, ki opravlja delo. Popolnoma sposobna podjetja za natančno izdelavo iz pločevine lahko imajo težave z deli, ki prezirajo osnovne proizvodne omejitve – medtem ko preproste oblike brez težav potekajo skozi proizvodnjo z dosledno kakovostjo in nižjimi stroški.
Oblikovanje za izdelavo (DFM) predstavlja most med tem, kar si zamislite na zaslonu, in tem, kar je fizično dosegljivo v kovini. Glede na strokovnjake za DFM pločevine to koncept pomeni oblikovanje vaših delov na način, ki jih naredi enostavnih – in s tem ekonomičnih – za izdelavo. Če prezrete ta načela, boste srečali t.i. »proizvodno trenje«, kot ga imenujejo izdelovalci: višje cene, daljše čase čakanja in večjo verjetnost napak.
Ali ste izkušen inženir ali lastnik podjetja, ki razvijate prototip, razumevanje teh osnovnih načel DFM vam pomaga učinkovito komunicirati z vašim partnerjem za izdelavo in prepoznati morebitne težave, preden postanejo draga problema.
Konstrukcijski elementi, ki omogočajo natančno izdelavo
Predstavljajte si limenine kot karton z zelo natančnimi pravili za prepogibanje. Vsak pregib, vsaka luknja in vsak izrezek vplivata na lastnosti materiala na predvidljiv način – če veste, kaj iščete. Ti ključni načeli DFM vodijo pri oblikovanju, ki ga lahko podjetja za natančno izdelavo limenin zanesljivo izdelajo:
- Velikost radija pregiba: Notranji ukrivljeni del vašega upogiba mora biti vsaj enak debelini materiala. Kot pojasnjujejo strokovnjaki za oblikovanje za izdelavo (DFM), če kovino preveč ostro upognete, se zunanji rob razpoka ali na njem nastanejo drobne razpoke ("crazing"). Če vse upogibe zasnujete z istim radijem, lahko izdelovalci pri vsakem upogibu uporabijo isto orodje – s tem zmanjšajo čas za pripravo in znižajo vaše stroške.
- Razdalja luknje do upogiba: Luknje naj bodo od črt upogiba oddaljene vsaj 2,5-kratno debelino materiala plus en radij upogiba. Luknje, ki so postavljene preblizu črtam upogiba, se med oblikovanjem raztegnejo v ovalne oblike, zaradi česar ni mogoče pravilno vstaviti vijakov ali sponk.
- Značilnosti za olajšanje upogibanja: Ko se upogibi končajo ob ravnih robovih, dodajte majhne pravokotne ali krožne izrezke tam, kjer se črte upogiba srečajo z robovi. To prepreči koncentracijo napetosti in razpoke na mestih stika upogibov.
- Najmanjša dolžina prirastka: Izdelajte rebra vsaj štirikrat daljša od debeline materiala. Stiskalne prese (press brakes) potrebujejo dovolj veliko površino za oprijem materiala med oblikovanjem – kratka rebra zahtevajo posebno, dragoceno orodje, kar lahko podvoji proizvodne stroške.
- Zavedanje smeri zrna: Pločevina ima »zrno« iz valjanja na tovarni. Ukloni, izvedeni vzporedno z zrnati smerjo, so veliko bolj podvrženi razpokam. Oblikujte dele tako, da se priklonki izvajajo čez zrno, kadar je le mogoče.
- Širina rež in izrezov: Ohranite ozke izreze vsaj 1,5-krat širše od debeline materiala. Laserjezno rezanje povzroča intenzivno toploto – ozki reži in prsti se zaradi termičnega napetja izkrivijo ali zavrtijo, kar ogroža ravnost in ujemajočost.
Razumevanje faktorja K postane bistveno za dele z več ukloni. Glede na tehnične reference faktor K predstavlja razmerje med lego nevtralne osi in debelino materiala ter se giblje med 0,25 in 0,50, odvisno od materiala in vrste uklona. Pravilna vrednost tega faktorja v vašem CAD-programu zagotavlja natančne razvite ploskve in preprečuje nakupljanje odstopanj pri zapletenih sestavah.
Pogoste napake pri oblikovanju, ki ogrožajo kakovost
Celó izkušeni načrtovalci naredijo napake, ki povzročajo težave pri izdelavi. Pazite na naslednje pogoste napake, s katerimi se točnostne podjetja za izdelavo pločevinastih delov srečujejo redno:
- Prekomerno ozko določanje dopustnih odmikov za nepomembne značilnosti: Navedba tolerance ±0,005" pri dimenzijah, ki ne vplivajo bistveno na funkcionalnost, znatno poveča čas in stroške pregleda. Pri tolerancah bodite fleksibilni tam, kjer ni potrebno – standardne tolerance za pločevino omogočajo ohranjanje projekta znotraj proračuna, hkrati pa zagotavljajo kakovost tam, kjer je to pomembno.
- Nestandardne velikosti lukenj: Določitev lukenj z dimenzijami, kot je npr. 5,123 mm, lahko zahteva posebne vrtalne vrtiče. Uporaba standardnih, že na voljo obstoječih velikosti (5 mm, 6 mm, 1/4") omogoča izdelovalcem, da vaš naročilni predmet izvedejo z obstoječimi orodji, kar omogoča skoraj takojšnjo izdelavo s hitro obratovalnimi napravami.
- Ignoriranje povratnega ukrivljanja: Kovina je nekoliko elastična. Obrat, ki je izdelan pod kotom 90 stopinj, se naravno želi raztegniti nazaj na 88 ali 89 stopinj. Točnostni izdelovalci to kompenzirajo, vendar pretesne kotne tolerance brez dovoljene raztegljivosti povzročajo odpovedi pri pregledu.
- Nezadostna razdalja med luknjami: Luknje naj bodo približno 1,5-kratna debelina materiala oddaljene od robov in med seboj oddaljene za dvojno debelino materiala. Manjši razmaki povzročajo deformacijo materiala med operacijami izvrtavanja.
- Manjkajoči vidiki premaza: Praškovni premaz in anodizacija dodajata dimenzionalno debelino. Oblikovanje mora upoštevati to spremembo, zlasti na površinah za sestavo in na navitih elementih. Poleg tega potrebujejo deli točke za obešanje med premazovanjem – sporočite, kje so nepremazane površine sprejemljive.
Samopozicionirne značilnosti predstavljajo pogosto prezrto priložnost. Kjer je mogoče, oblikujte dele, ki se sami poravnajo med sestavljanjem, kar zmanjšuje potrebo po pripravkih in opremi za sestavo. Uporaba vstavkov PEM ali zakovk namesto varjenja lahko prihrani pomembno količino časa in denarja, kadar funkcionalnost to dopušča – varjenje zahteva izkušeno delovno silo in povzroča toplotne deformacije, medtem ko mehansko pritrditev omogoča natančnejši nadzor nad dimenzijami.
Poslovni vpliv dobre oblikovanja za izdelavo (DFM) sega dlje od učinkovitosti proizvodnje. Deli, ki so bili oblikovani z upoštevanjem teh načel, običajno opravijo prvo pregledno preskusno izdelavo brez potrebe po popravku, ohranjajo stalno kakovost med posameznimi serijami proizvodnje in so cenejši, saj izdelovalci lahko uporabljajo standardne orodja in postopke. Ko predlagate obliko, ki prikazuje zavedanje načel DFM, podjetja za natančno izdelavo iz pločevine prepoznajo stranka, ki razume proizvodne realije – kar pogosto pomeni boljše cene, hitrejše ponudbe in prednostno razporejanje.
Ko so načela oblikovanja določena, naslednji korak v vašem potovanju natančne izdelave vključuje razumevanje tega, kako procesi izdelave prototipov in uvajanja novih izdelkov potrjujejo oblike pred tem, ko se posvetimo polnim proizvodnim količinam.
Storitve izdelave prototipov in uvajanja novih izdelkov
Del ste zasnovali z izdelljivostjo v mislih. A kako boste vedeli, da bo del res deloval, preden vložite tisoče dolarjev v orodja za serijsko proizvodnjo? To je točka, kjer postanejo storitve natančnega prototipiranja iz pločevine neprecenljive – digitalne načrte pretvarjajo v fizične dele, ki jih lahko držite v roki, preizkušate in izboljšujete.
Uvedba novega izdelka (NPI) predstavlja strukturiran proces, ki vaš koncept pelje od začetne ideje do potrjene pripravljenosti za proizvodnjo. Po mnenju strokovnjakov za proizvodnjo NPI obsega celoten spekter od ustvarjanja koncepta do razvoja in proizvodnje končnega izdelka – s tem se izogne največ možnih tveganj, hkrati pa izkorišča priložnosti za uspeh.
Za kupce, ki ocenjujejo podjetje za natančno izdelavo iz pločevine v okviru NPI, razumevanje tega procesa pomaga prepoznati tiste partnerje, ki resnično pospešijo vaš časovni razpored, in ne le tiste, ki sprejmejo naročila brez dodajanja vrednosti.
Od koncepta do odobritve prvega vzorca
Predstavljajte si, da razvijate novo ohišje za industrijsko opremo. Imate CAD datoteke, specifikacije materialov in zahteve glede dopustnih odstopanj – vendar ostanejo še nekatera vprašanja. Ali bodo ukrivi izdelali pričakovane kote? Ali se montažne luknje pravilno poravnajo z drugimi sestavnimi deli? Ali bo proces sestavljanja razkril nepredvidene težave zaradi medsebojnega prekrivanja?
Delovni tok izdelave prototipa sistematično odgovarja na ta vprašanja. Na podlagi industrijskih praks tipičen postopek vključuje naslednje faze:
- Določitev in opredelitev ciljev: Vaš partner za izdelavo skupaj z vami določi osnovne zahteve – funkcionalne specifikacije, estetske pričakovanja, protokole preskušanja in časovne omejitve. Ta faza postavi temelj za vse, kar sledi.
- Pregled načrta in optimizacija za izdelavo (DFM): Inženirji analizirajo vaše CAD podatke glede izdelljivosti ter predlagajo spremembe, ki izboljšajo natančnost končnega izdelka brez poslabšanja njegove funkcionalnosti. Ta sodelovalna faza pogosto odkrije težave, ki bi kasneje povzročile zamude v proizvodnji.
- Izdelava prototipa: Izdelovalci ustvarjajo začetne vzorce z uporabo iste opreme, ki je določena za proizvodnjo. Ta pristop zagotavlja, da prototipi natančno predstavljajo tisto, kar bo omogočila serijska proizvodnja.
- Preskušanje in validacija: Prototipi se podvržejo funkcionalnim preskusom, preverjanju ujemanja z drugimi sestavnimi deli ter oceni zmogljivosti v operativnih pogojih. Analiza končnih elementov (FEA) lahko simulira obremenitvene vzorce, medtem ko fizični preskusi potrjujejo dejansko obnašanje v realnem svetu.
- Iteracija načrta: Na podlagi rezultatov preskusov se načrti izboljšajo in po potrebi izdelajo novi prototipi. Kot poudarja en strokovnjak iz industrije: "Ne vsaka zamisel je uspešna – želite hitro ugotoviti, kaj deluje in kaj zahteva prilagoditev."
- Potrditev načrta in ponudba za proizvodnjo: Ko prototipi izpolnjujejo tehnične specifikacije, se načrt zaklene in pripravijo podrobne ponudbe za proizvodnjo. Izdelovalci, ki so izdelali vaše prototipe, lahko natančno ponudijo cene, saj so že preizkusili proizvodni proces.
- Prvi pregled člena (FAI): Začetni proizvodni deli so podvrženi celostni dimenzijski preveritvi glede na specifikacije, s čimer se ustvari dokumentirano dokazilo, da proizvodni procesi zagotavljajo skladne dele.
Ta strukturiran pristop znatno zmanjša tveganje dragih presnede pri polni proizvodnji. Pri ocenjevanju storitev za hitro izdelavo prototipov iz pločevine najdete partnerje, ki ponujajo celostno podporo DFM (Design for Manufacturability) v fazi pregleda načrta – ta sodelovanje pogosto določa, ali bodo projekti uspešni ali neuspešni.
Hitra izdelava prototipov nasproti serijski proizvodnji
Hitrost ima različen pomen na vsaki stopnji razvoja izdelka. Med izdelavo prototipov hitra izvedba omogoča hitro iteracijo – filozofijo »hitreje spodleteti«, ki vam pomaga hitro ugotoviti, ali načrt deluje tako, kot je bilo zamišljeno. Kot pojasnjujejo strokovnjaki za izdelavo prototipov, je ugotavljanje, da določen načrt ni izvedljiv, veliko bolj učinkovito z vidika porabe virov kot dolgotrajna naložba časa in truda.
Kaj loči hitro izdelavo prototipov od standardnih časovnih razporedov izdelave? Vodilne podjetja za natančno izdelavo iz pločevine vzdržujejo posvečene oddelke za izdelavo prototipov, ki so ločeni od proizvodnih razporedov. Ta ločitev zagotavlja, da delo na prototipih ne tekmuje z naročili za visokovolumensko proizvodnjo za čas uporabe strojev – ključna razlika, kadar ste v teku za potrditev načrtov, preden se tržna okna zaprejo.
Pomislite, kako izgleda sposobnost hitre izdelave prototipov v praksi. Partnerji najvišje ravni, kot je Shaoyi (Ningbo) Metal Technology ponujajo hitro izdelavo prototipov v petih dneh skupaj s popolno podporo pri analizi izdelljivosti (DFM) in obravnavo ponudbe v 12 urah – takšna odzivnost znatno pospešuje razvojne cikle. Njihova certifikacija IATF 16949 priča o sistemih kakovosti, potrebnih za avtomobilsko podvozje, obešalno napravo in konstrukcijske komponente, kjer so natančni dopustni odmiki nepogojni.
Prehod z izdelave prototipov na serijsko proizvodnjo vključuje različne prioritete:
| Faktor | Hitra prototipizacija | Serija izdelave |
|---|---|---|
| Glavni cilj | Potrditev načrta in hitrost iteracije | Stalna kakovost pri velikih količinah |
| Tipičen časovni razpored | 3–10 dni za začetne vzorce | 2–6 tednov glede na zapletenost in količino |
| Pristop k orodjem | Mehek orodje ali neposredna izdelava | Orodje za serijsko proizvodnjo za ponovljivost |
| Struktura stroškov | Višja cena na kos, nižja skupna naložba | Nižja cena na kos, višja naložba v orodje |
| Obseg prostornine | tipično 1–50 kosov | Sto do tisoč kosov |
Pilotna proizvodnja predstavlja most med temi fazami. Pred razširjanjem na polno količino izdelovalci izdelajo majhne serije – tipično 50–200 kosov – da preverijo, ali so proizvodni procesi ponovljivi in stabilni. Ta korak odkrije morebitne težave s proizvedljivostjo, ki se niso pojavile v fazi izdelave prototipov, ter potrdi, da lahko sistemi kakovosti ohranjajo določene specifikacije tudi pri daljših proizvodnih serijah.
Pri izbiri podjetja za natančno oskrbo s ploščatim kovinskim materialom z servopogonom ali partnerja za hitro izdelavo prototipov iz ploščatega kovinskega materiala ocenite celoten spekter njihovih sposobnosti. Najboljši partnerji vodijo projekte od začetne zamisli do preverjene proizvodnje in na vsaki stopnji uporabljajo dosledne sisteme kakovosti. Razumejo, da izdelava prototipov ni le v tem, da se deli hitro izdelajo – gre za hitro učenje, ki omogoča boljše odločitve pred tem, ko se proizvodne naložbe zaklenejo v izbiro oblikovanja.
Ko razumete procese izdelave prototipov, ste pripravljeni obravnavati temo, o kateri večina izdelovalcev odprtih razprav izogiba: kaj dejansko določa cene pri natančni izdelavi iz ploščatega kovinskega materiala in kako lahko optimizirate stroške brez izgube kakovosti?
Razumevanje dejavnikov, ki vplivajo na cene, in gonilnih sil stroškov
Spodaj je pogovor, ki ga večina izdelovalcev izogiba: kaj dejansko določa stroške vašega projekta? Čeprav pridobitev ponudb za izdelavo po meri iz pločevine pogosto spominja na prejemanje skrivnostnih številk iz črne škatle, je resnica preprostejša, kot bi morda pričakovali. Razumevanje dejavnikov, ki vplivajo na stroške natančne izdelave iz pločevine, vam omogoča sprejemanje utemeljenih odločitev – in morda celo zmanjšanje stroškov brez izgube kakovosti.
Po mnenju specialistov za natančno izdelavo vpliva na ceno več medsebojno povezanih dejavnikov. Ključ je razumeti, kateri dejavniki so pod vašim nadzorom, pri katerih je potrebno storiti kompromise in kateri so preprosto nespremenljive realnosti proizvodne fizike.
Stroški materiala in dejavniki zapletenosti
Začnimo z najbolj otipljivimi dejavniki stroškov natančne obdelave kovin: iz česa so izdelani vaši deli in kako zapleteno je njihovo izdelavo.
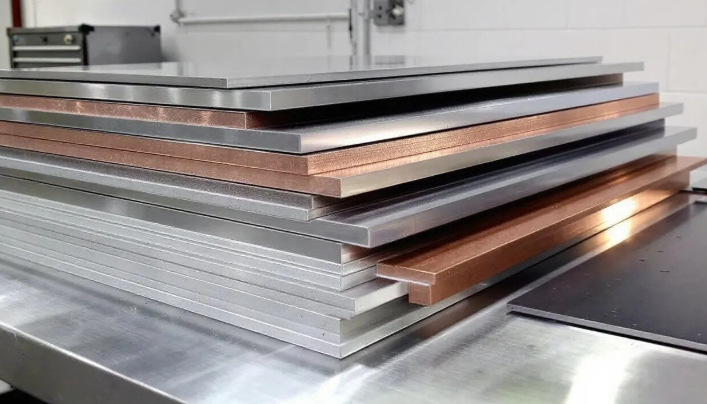
Izbor materiala predstavlja eno največjih spremenljivk v vašem ponudbenem predračunu. Kot pojasnjujejo strokovni viri iz industrije, se kovine, kot so aluminij, nerjavnega jekla in ogljikovo jeklo, razlikujejo tako po ceni na funt kot po obdelovalnosti:
- Aluminijaste je lahka in odporna proti koroziji, vendar zahteva več pozornosti med operacijami oblikovanja in varjenja
- Nerjavnega jekla ponuja odlično trdnost in trajnost, vendar je cena na funt znatno višja in pogosto zahteva specializirano končno obdelavo
- Ogljikova jeklena litina ostaja cenovno ugodna in vsestranska, vendar običajno zahteva zaščitne premaze za preprečevanje korozije
Debelina materiala neposredno povečuje te stroške. Debelejši material potrebuje več časa za rezanje, za upogibanje zahteva več sile in za varjenje daljši čas – vse to se neposredno odraža v povečanem številu proizvodnih ur in višji ceni.
Zloraba oblike ustvari drugi glavni večkratnik stroškov. Komponente z več ukrivitvami, zapletenimi izrezki ali ožjimi dopustnimi odstopanji zahtevajo več časa za programiranje, dodatne pripravljalne operacije in pogoste pregledne cikle. Razlika med preprostim nosilcem z dvema ukrivitvama in ohišjem z dvanajstimi ukrivitvami, vstavki za priključke in zavarjenimi sestavi lahko postane zelo velika – celo kadar se uporabljajo enaki materiali.
Spodaj je praktični okvir za razumevanje tega, kako različni dejavniki cene izdelave iz pločevinastih delov vplivajo na vaš končni dobiček:
| Stroškovni dejavnik | Stopnja vpliva | Kaj povzroča te stroške | Kako optimizirati |
|---|---|---|---|
| Vrsta materiala | Visok | Tržne cene surovin, specifikacije zlitin | Določite standardne zlitine; razmislite o alternativah z podobnimi lastnostmi |
| Debelina materiala | Srednji-Visok | Hitrost rezanja, oblikovalna sila, čas varjenja | Uporabite najmanjšo debelino, ki ustreza konstrukcijskim zahtevam |
| Geometrijska zapletenost | Visok | Programiranje, spremembe priprave, specializirana orodja | Poenostavite oblikovanja; standardizirajte polmerje ukrivitev in velikosti lukenj |
| Zahteve glede tolerance | Visok | Počasnejše hitrosti obdelave, pogosti pregledi, tveganje za ponovno obdelavo | Ožja dopustna odstopanja uporabite le za kritične mere |
| Končna obdelava površine | SREDNJE | Dodatni koraki procesa, premazne snovi, čas utrjevanja | Določite končne obdelave le tam, kjer so funkcionalno zahtevane |
| Montažne operacije | Srednji-Visok | Delovne ure, stroški opreme, točke nadzora | Oblikujte za poenostavljeno sestavo; uporabite samopozicionirne značilnosti |
| Nastavitev in programiranje | SREDNJE | Začetna nastavitev stroja, priprava orodja | Oblikujte družine delov, ki delijo zahteve glede orodja |
Opozorilo: zahtevani natančnostni zahtevki imajo »visoko« stopnjo vpliva. Po mnenju strokovnjakov za proizvodnjo je bolj tesna dopustna odstopanja višji strošek – izpolnitev strogih dimenzionalnih zahtev zahteva pogostejše nadzore, počasnejše rezalne hitrosti in napredne meritvene instrumente, kot so koordinatni merilni stroji (CMM) ter laserski sistemi za nadzor.
Vpliv količine in kompromisi med časom dobave
Količina vse spremeni pri cenah za natančno izdelavo. En sam prototip ali majhna serija bo na enoto stala znatno več kot velika serija, saj se čas za nastavitev in programiranje razdeli na manjši število delov.
Razmislite o tem praktično: ali naročate 10 delov ali 1.000, izdelovalec mora v vsakem primeru programirati lasersko napravo, nastaviti gugalno lomilnico in konfigurirati protokole za nadzor kakovosti. Te fiksne stroške razdelimo drugače glede na velikost vašega naročila:
- Količine prototipov (1–10 kosov): Nastavitveni stroški prevladujejo; pričakujte najvišjo ceno na kos, a najnižjo skupno naložbo
- Nizkovolumenska proizvodnja (50–500 kosov): Nastavitveni stroški se amortizirajo ugodnejše; cena na kos se znatno zniža
- Proizvodnja v velikih količinah (1000+ kosov): Učinkovitost se maksimizira; avtomatizirano rokovanje in optimizirano postavljanje zmanjšata odpadke in delovno silo
Čas izdelave predstavlja še eno dimenzijo stroškov, ki jo mnogi kupci podcenjujejo. Glede na strokovnjake za ocenjevanje izdelave , naročila za hitro izdelavo ali projekti, ki zahtevajo pospešeno dobavo, pogosto vključujejo nadure ali prilagoditve proizvodnega urnika – kar oba dejavnika povečata dodatne stroške.
Razmerje med časom izdelave in stroški ustvarja pomembne kompromisne rešitve:
| Scenarij časa izdelave | Vpliv stroškov | Tipičen časovni razpored | Najbolj Prilostovit Za |
|---|---|---|---|
| Standardna proizvodnja | Osnovna cenovna razina | 2–4 tedna | Načrtovana proizvodnja z napovedljivim povpraševanjem |
| Poštenje v hitrejšem času | Veljajo premijske pristojbine | 1-2 tedna | Kritični roki z možnostjo prilagoditve proračuna |
| Nujno/izredno | Značilen dodatni strošek | Dnevi namesto tednov | Resnične izredne situacije, kjer je cena sekundarna |
| Prilagodljivo/načrtovano | Možen popust | 4–6+ tednov | Neurgentna naročila, pri katerih je čas izvedbe pogojno dogovorljiv |
Kot opozarjajo strokovnjaki za vodilne čase: bolj preprost je vaš dizajn in bolj standardni so vaši materiali, hitreje bodo vaši deli dostavljeni – in hitreje pogosto pomeni tudi ceneje, saj se izognete premijskim pristojbinam za nujno izdelavo.
En pogosto prezrt dejavnik stroškov? Prevoz in logistika. Glede na podatke iz industrije se proizvodnja morda konča pravočasno, vendar prevoz še vedno lahko vpliva na vaš urnik. Hitra logistika prek nosilcev z višjim prednostnim redom skrajša dobavo, vendar običajno po višji ceni. Pri mednarodnih naročilih razmislite o možnosti zahtevati razdeljene pošiljke, če je hitrost pomembnejša od zmanjšanja stroškov prevoza.
Najcenejši pristop združuje pametne odločitve pri oblikovanju z realističnim načrtovanjem časovnega okvira. Sodelujte z vašim partnerjem za natančno izdelavo iz pločevine že v zgodnji fazi—med oblikovanjem, ne šele po tem, ko so risbe dokončane. Izkušeni izdelovalci lahko opazijo možnosti za optimizacijo stroškov, ki jih sami morda spregledate: od predloga standardnih premerov lukenj, s katerimi se zmanjša potreba po menjavi orodja, do priporočila alternativnih materialov, ki zagotavljajo enakovredno zmogljivost po nižji ceni.
Ko razumete dejavnike, ki vplivajo na ceno, ste pripravljeni pametno ocenjevati ponudbe in imeti informirane pogovore s potencialnimi partnerji za izdelavo o količini stroškov – in o tem, kje bi lahko našli varčevanja brez izgube natančnosti, ki jo zahteva vaša uporaba.
Ustrezna odločitev glede natančne ploščate kovine
Prešli ste pomemben del poti – od razumevanja tega, kaj natančnostne dopustne tolerance dejansko pomenijo, do ocene certifikatov, načel oblikovanja za izdelavo (DFM), procesov izdelave prototipov in dejavnikov, ki vplivajo na stroške. Zdaj je čas, da te vpogledi združite v ukrepanja, ki vam omogočajo napredovati z zaupanjem.
Ali ste tehnični specifikator, ki primerjate zmogljivosti izdelave, ali pa poslovni odločitelj, ki ocenjujete potencialne partnerje v dobavni verigi, kriteriji za izbiro natančne ploščate kovine, ki smo jih raziskali, imajo skupno nit: preverjena zmogljivost je pomembnejša od tržnih trditev.
Ključne ugotovitve za vaš naslednji projekt natančne izdelave
Pred zahtevanjem ponudb ali dogovarjanjem obiskov obratov imajte te ključne točke za oceno vedno pred očmi:
Najboljša podjetja za natančno izdelavo iz pločevine kažejo tri nepogojne lastnosti: certifikate, ustrezne poslovni sferi in preverjene z veljavnimi dokumenti, zmogljivosti opreme, prilagojene vašim specifičnim zahtevam glede natančnosti, ter sodelovalno inženirsko podporo, ki izboljša vaše načrte še pred začetkom proizvodnje.
Spodaj je povzeta okvirna metoda za oceno partnerja za natančno izdelavo:
- Preverite certifikate dejavno: Zahtevajte trenutne potrdila z roki veljavnosti. ISO 9001 velja za splošne uporabe; AS9100 je obvezno za letalsko-kosmično industrijo; IATF 16949 pa kaže na pripravljenost za avtomobilsko dobavno verigo.
- Prilagodite zmogljivosti zahtevam: Ne plačujte preveč za zmogljivosti, ki jih ne potrebujete – vendar se ne odrekajte natančnosti, ki jo zahteva vaša aplikacija.
- Ocenite sodelovanje pri DFM (Design for Manufacturability): Partnerji, ki izboljšajo vaše načrte že med fazo izdelave prototipov, preprečijo draga proizvodna težava kasneje.
- Ocenite odzivnost zgodaj: Kako hitro potencialni partnerji odgovorijo na zahteve za ponudbo, napoveduje, kako bodo komunicirali med proizvodnimi izzivi
- Razumite dejavnike, ki vplivajo na stroške: Izbira materiala, geometrijska zapletenost, zahtevane natančnosti in roki izdelave vplivajo na ceno – optimizirajte tam, kjer obstaja fleksibilnost
Napredek z zaupanjem
Vaši naslednji koraki so odvisni od tega, kje ste v poti kupca. Če še vedno določate zahteve, se osredotočite na specifikacije natančnosti in izbiro materiala – te odločitve vplivajo na vsako nadaljnjo izbiro. Če aktivno primerjate dobavitelje, prednostno preverite njihove certifikate in zahtevajte vzorčne dele, ki dokazujejo njihove sposobnosti natančne izdelave.
Za avtomobilsko uporabo je izbira pravega partnerja za natančno izdelavo še bolj kritična. Kot poudarjajo strokovnjaki za natančno žigosanje, certifikati, kot je IATF 16949, kažejo, da ima izdelovalec razumevanje avtomobilskih posebnih zahtev, vključno z preprečevanjem napak, sledljivostjo in protokoli za stalno izboljševanje.
Pomislite, kako izgleda idealen partner za natančnost v praksi. Shaoyi (Ningbo) Metal Technology izpolnjuje kriterije, o katerih smo govorili v tem priročniku: certifikat IATF 16949 za avtomobilske podvozje, obešalne sisteme in konstrukcijske komponente; hitro izdelavo prototipov v petih dneh, ki pospeši vaš razvojni časovni načrt; celovito podporo pri oblikovanju za proizvodnjo (DFM), ki zazna napake v načrtovanju že pred proizvodnjo; ter ponudbo v 12 urah, ki zagotavlja neprekinjen potek vaših projektov. Ta kombinacija preverjenih sistemov kakovosti, odzivne storitve in tehnične sodelovanja predstavlja natanko tisto, kar bi morali iskati pri partnerju za natančno izdelavo ploščatih kovinskih delov.
Področje natančne izdelave ploščatih kovinskih delov nagradi informirane kupce. Z okvirjem za ocenjevanje, znanjem o oblikovanju za proizvodnjo (DFM) in razumevanjem stroškov, ki ste jih pridobili tukaj, ste zdaj v ugodnem položaju za izbiro partnerjev, ki zagotavljajo stalno kakovost – ne le pri prvem naročilu, temveč tudi v letih proizvodnje in sodelovanja.
Pogosto zastavljena vprašanja o podjetjih za natančno izdelavo ploščatih kovinskih delov
1. Kaj je natančna izdelava pločevine?
Natančna izdelava delov iz ploščatih kovin je postopek izdelave delov in sestavnih enot iz ploščatih kovin z izjemno visoko natančnostjo, običajno z ohranjanjem dopustnih odmikov med ±0,005" in ±0,010" (±0,13 mm do ±0,25 mm). Vključuje specializirano opremo, kot so sistemi za lasersko rezanje z vlakneno optiko, CNC gibalni lomilniki z tehnologijo za popravek kota ter koordinatni merilni stroji (CMM) za pregled. Industrije, ki zahtevajo natančne specifikacije – na primer letalsko-kosmična industrija, proizvodnja medicinskih naprav in avtomobilska industrija – se zanašajo na natančno izdelavo, saj lahko odpovedi sestavnih delov zaradi dimenzionalnih nepravilnosti povzročijo težave pri sestavljanju, povrnitve izdelkov in varnostne probleme.
2. Kdo je najboljši izdelovalec delov iz ploščatih kovin na svetu?
Najboljši izdelovalec je odvisen od vaših posebnih zahtev glede uporabe, potrebnih industrijskih certifikatov in zahtevanih natančnostnih toleranc. Za avtomobilsko uporabo poiščite partnerje z certifikatom IATF 16949, kot je na primer Shaoyi (Ningbo) Metal Technology, ki ponuja hitro izdelavo prototipov v petih dneh, celovito podporo pri oblikovanju za izdelavo (DFM) ter predlagane cene znotraj 12 ur za podvozja, sisteme za obešanje in konstrukcijske komponente. Za letalsko-vesoljsko uporabo je nujen certifikat AS9100. Potencialne partnere ocenjujte na podlagi njihovih zmogljivosti opreme, sistemov kakovosti, strokovnosti glede materialov in odzivnosti, ne pa na podlagi splošnih uvrstitev.
3. Koliko stane namestitev limenih plošč?
Stroški natančne izdelave iz pločevine se zelo razlikujejo glede na več dejavnikov: vrsto in debelino materiala, geometrijsko zapletenost, zahteve glede natančnosti (toleranc), potrebe po površinski obdelavi ter količino naročila. Medtem ko preprosti projekti lahko stanejo le nekaj sto dolarjev, lahko zapleteni natančni sestavni deli z ožjimi tolerancami stanejo tisoče dolarjev. Stroški priprave in programiranja ostanejo relativno stalni ne glede na količino, kar pomeni, da so stroški na enoto pri prototipih veliko višji kot pri serijski proizvodnji. Za optimalno zmanjšanje stroškov določite ožje tolerance le pri kritičnih dimenzijah, uporabljajte standardne velikosti lukenj in radije ukrivljanja ter načrtujte realistične roke izdelave, da se izognete dodatnim stroškom zaradi nujne izdelave.
4. Kakšne certifikacije naj ima podjetje za natančno izdelavo iz pločevine?
Zahtevane certifikacije so odvisne od vaše industrije. ISO 9001 predstavlja osnovo za splošne komercialne aplikacije in potrjuje obstoj dokumentiranih sistemov upravljanja kakovosti. AS9100 razširja zahteve ISO za letalsko, vesoljsko in obrambno industrijo, kjer je varnostno kritično proizvodnjo nujno zagotoviti. IATF 16949 kaže pripravljenost dobaviteljev v avtomobilski verigi preskrbe z navedkom na preprečevanje napak in nenehno izboljševanje. ISO 13485 ureja skladnost z regulativnimi zahtevami za medicinske pripomočke. Vedno zahtevajte trenutne certifikate z roki veljavnosti, saj za ohranitev veljavnosti certifikatov zahtevajo triletna revizija.
5. Kako izberem pravega partnerja za natančno izdelavo ploščatih kovinskih delov?
Začnite z preverjanjem, ali so certifikati, ustrezni za vašo industrijo, v skladu z zahtevami vaše uporabe. Oceni zmogljivosti opreme glede na vaše specifične zahteve glede natančnosti in vrste materialov. Preverite njihovo podporo pri oblikovanju za proizvodnjo (DFM) v fazi oblikovanja – partnerji, ki izboljšajo obliko že pred proizvodnjo, preprečijo dragocenostne težave kasneje. Preverite njihovo odzivnost med postopku pridobivanja ponudbe kot kazalnik kakovosti prihodnje komunikacije. Zahtevajte vzorčne dele ali reference od strank z podobnimi zahtevami glede natančnosti. Upoštevajte njihove zmogljivosti za izdelavo prototipov, če potrebujete hitro iteracijo, ter zagotovite, da njihovi sistemi kakovosti vključujejo sledljivost materialov in statistično nadzorovanje procesov za kritične mere.